Embed Size (px)
Citation preview

Gujarat Cleaner
CLEANER PRODUCTION
DISTILLERY SECTOR
Gujarat Cleaner Production Centre- ENVIS Centre
CLEANER PRODUCTION OPPURTUNITIES
IN
DISTILLERY SECTOR
1 | P a g e
OPPURTUNITIES

Gujarat Cleaner
Introduction
Ethanol, an agriculture based product is known in several forms
and Denatured Spirit. It is a globally traded commodity and is used: to fire combustible engines,
as a potable drink and consumed in pharmaceutical and chemica
Ethanol is made by two routes: either by synthetic one from petroleum substances or by
fermentation from sugar-bearing or starchy substrates using yeast.
industry’ in India, covers a very large number
of micro organisms is the major feature.
a few fermentation industries are in function that too at the rate of only one or two plants in the
country. In India ethanol is produced by the fermentation of molasses
manufacture. India is the fourth largest ethanol producer after Brazil, the United States and
China, its average annual ethanol output amounting to 1,900 million liters
capacity of 3063 million liters per year. An estimated current production of alcoholic beverage
industry’s 480 million cases – consisting of country liquor (local spirits such as feni, toddy, and
arrack are collectively called country
distilled beverage, liquor, or spirit is a potable liquid containing ethanol produced by distillation
of fermented grain, fruit, or vegetables.
preferred raw material because of its easy and large scale availability.
industry categorized as Maltry, Brewery and Distillery based on either molasses or grain.
are about 350 distilleries based on Molasses and 100 based on
concentrated in Maharashtra, Uttar Pradesh, Andhra Pradesh, Karnataka,Tamil Nadu, Gujarat
and Madhya Pradesh. Alcohol is produced from molasses by two types of fermentation
processes: Praj type and Alfa Laval distillation named after
systems. In Praj type, for one liter of alcohol produced, about 12
generated, whereas, in the Alfa Laval continuous fermentation and distillation process only 7
liters of wastewater per liter of alcohol is produced. The process of distillation results in release
of large amounts of waste and wastewater, which have a considerable environmental impact by
polluting both water bodies and soil, by causing an adverse climatic effect as well as odo
nuisance. The effluent generated from the distillery is highly colored and contains high organic
as well as inorganic substances.
annually from distilleries alone in India. The 350
Gujarat Cleaner Production Centre- ENVIS Centre
Ethanol, an agriculture based product is known in several forms - Ethyl Alcohol, Alcohol, Spirit
and Denatured Spirit. It is a globally traded commodity and is used: to fire combustible engines,
as a potable drink and consumed in pharmaceutical and chemical industries across the world.
Ethanol is made by two routes: either by synthetic one from petroleum substances or by
bearing or starchy substrates using yeast. The term ‘fermentation
industry’ in India, covers a very large number of industries in which the reactions with the help
of micro organisms is the major feature. Many of these industries do not exist in India while only
a few fermentation industries are in function that too at the rate of only one or two plants in the
In India ethanol is produced by the fermentation of molasses – a by-
manufacture. India is the fourth largest ethanol producer after Brazil, the United States and
China, its average annual ethanol output amounting to 1,900 million liters with a distillation
capacity of 3063 million liters per year. An estimated current production of alcoholic beverage
consisting of country liquor (local spirits such as feni, toddy, and
arrack are collectively called country liquor), whisky, brandy, rum, vodka, beer and wine.
distilled beverage, liquor, or spirit is a potable liquid containing ethanol produced by distillation
of fermented grain, fruit, or vegetables. The Indian distillery units use sugarcane molasses as a
eferred raw material because of its easy and large scale availability. So the Indian fermentation
industry categorized as Maltry, Brewery and Distillery based on either molasses or grain.
are about 350 distilleries based on Molasses and 100 based on Grain in India, mostly
concentrated in Maharashtra, Uttar Pradesh, Andhra Pradesh, Karnataka,Tamil Nadu, Gujarat
Alcohol is produced from molasses by two types of fermentation
processes: Praj type and Alfa Laval distillation named after the manufacturers of the production
, for one liter of alcohol produced, about 12– 15 liters of spent wash is
generated, whereas, in the Alfa Laval continuous fermentation and distillation process only 7
er of alcohol is produced. The process of distillation results in release
of large amounts of waste and wastewater, which have a considerable environmental impact by
polluting both water bodies and soil, by causing an adverse climatic effect as well as odo
nuisance. The effluent generated from the distillery is highly colored and contains high organic
as well as inorganic substances. Currently, about 45.72 million m3 of spent wash is generated
illeries alone in India. The 350 distilleries in India produce 3.63 billion liters
2 | P a g e
Ethyl Alcohol, Alcohol, Spirit
and Denatured Spirit. It is a globally traded commodity and is used: to fire combustible engines,
l industries across the world.
Ethanol is made by two routes: either by synthetic one from petroleum substances or by
The term ‘fermentation
of industries in which the reactions with the help
Many of these industries do not exist in India while only
a few fermentation industries are in function that too at the rate of only one or two plants in the
-product of sugar
manufacture. India is the fourth largest ethanol producer after Brazil, the United States and
with a distillation
capacity of 3063 million liters per year. An estimated current production of alcoholic beverage
consisting of country liquor (local spirits such as feni, toddy, and
liquor), whisky, brandy, rum, vodka, beer and wine. A
distilled beverage, liquor, or spirit is a potable liquid containing ethanol produced by distillation
The Indian distillery units use sugarcane molasses as a
So the Indian fermentation
industry categorized as Maltry, Brewery and Distillery based on either molasses or grain. There
Grain in India, mostly
concentrated in Maharashtra, Uttar Pradesh, Andhra Pradesh, Karnataka,Tamil Nadu, Gujarat
Alcohol is produced from molasses by two types of fermentation
the manufacturers of the production
15 liters of spent wash is
generated, whereas, in the Alfa Laval continuous fermentation and distillation process only 7–8
er of alcohol is produced. The process of distillation results in release
of large amounts of waste and wastewater, which have a considerable environmental impact by
polluting both water bodies and soil, by causing an adverse climatic effect as well as odour
nuisance. The effluent generated from the distillery is highly colored and contains high organic
Currently, about 45.72 million m3 of spent wash is generated
s in India produce 3.63 billion liters

Gujarat Cleaner
of alcohol while generating 45 billion liters of wastewater annually. The wastewater from
distilleries, major portion of which is spent wash, is nearly 12
production. This massive quantity,
untreated can cause considerable stress on the water bodies. Ground water is the main water
source for these operations. The production and characteristics of spent wash are highly variable
and dependent on feed stocks and various aspects of the ethanol production process. The spent
wash is acidic (pH 3.94 - 4.30) dark brown liquid with high BOD (45000
COD (90000–210000 mg l-1), and emits obnoxious odor. Although it does not contain
substances, when discharged without any treatment, it brings about immediate discoloration and
depletion of dissolved oxygen in the receiving water streams, posing serious threat to the aquatic
flora and fauna The effluents of distillery require com
(UF), nano filtration (NF), reverse osmosis (RO) and membrane bioreactor (MBR)
prescribed standard for disposal into inland water. Distillery is, therefore, one of the highly water
polluting industry and is also listed as one among the 17 categories of highly polluting industries.
Category of Indian Fermentation Industry
a) Maltry
Malt is produced from grains, usually barley and less commonly wheat or other cereals.
major process steps are steeping, germination and kilning. Steeping is done to clean
initiate germination. The operation comprises adding water in adequate
certain additives if required. The water is changed two
24-60 hours is employed, as determined by the subjective
a variety of factors, from dormancy of the grain to
malting may be done in a variety of ways. In
the steeped grain is put in a couch,
10 days, depending on the nature of the grain and germination conditions. When it is judged that
an optimum amount of enzymatic breakdown of the original high molecular weight compounds
has taken place, the green malt is kilned to arrest germination and fix the desirable properties
like flavour, aroma and viability. The kilning process comprises of initial drying at 30
followed by curing at 70-105 °C.
� Throwing the skimmings from steep vessels on the floor, which are eventually
Gujarat Cleaner Production Centre- ENVIS Centre
of alcohol while generating 45 billion liters of wastewater annually. The wastewater from
distilleries, major portion of which is spent wash, is nearly 12-15 times the total alcohol
production. This massive quantity, approximately 46 billion liters of effluent, if disposed
untreated can cause considerable stress on the water bodies. Ground water is the main water
The production and characteristics of spent wash are highly variable
dent on feed stocks and various aspects of the ethanol production process. The spent
4.30) dark brown liquid with high BOD (45000–100000 mg l
1), and emits obnoxious odor. Although it does not contain
substances, when discharged without any treatment, it brings about immediate discoloration and
depletion of dissolved oxygen in the receiving water streams, posing serious threat to the aquatic
The effluents of distillery require comprehensive treatment like ultra filtration
(UF), nano filtration (NF), reverse osmosis (RO) and membrane bioreactor (MBR)
prescribed standard for disposal into inland water. Distillery is, therefore, one of the highly water
nd is also listed as one among the 17 categories of highly polluting industries.
of Indian Fermentation Industry
Malt is produced from grains, usually barley and less commonly wheat or other cereals.
steeping, germination and kilning. Steeping is done to clean
initiate germination. The operation comprises adding water in adequate quantity, along with
certain additives if required. The water is changed two-to-four times and a total steep c
60 hours is employed, as determined by the subjective judgement of the maltry depending on
a variety of factors, from dormancy of the grain to climatic conditions. The germination or
malting may be done in a variety of ways. In India, the common practice is floor malting. In this
the steeped grain is put in a couch, and when germination begins, it is spread on the floor for 7
nature of the grain and germination conditions. When it is judged that
matic breakdown of the original high molecular weight compounds
taken place, the green malt is kilned to arrest germination and fix the desirable properties
like flavour, aroma and viability. The kilning process comprises of initial drying at 30
105 °C. The plant practices that lead to pollution are:
Throwing the skimmings from steep vessels on the floor, which are eventually
3 | P a g e
of alcohol while generating 45 billion liters of wastewater annually. The wastewater from
15 times the total alcohol
approximately 46 billion liters of effluent, if disposed
untreated can cause considerable stress on the water bodies. Ground water is the main water
The production and characteristics of spent wash are highly variable
dent on feed stocks and various aspects of the ethanol production process. The spent
100000 mg l-1) and
1), and emits obnoxious odor. Although it does not contain toxic
substances, when discharged without any treatment, it brings about immediate discoloration and
depletion of dissolved oxygen in the receiving water streams, posing serious threat to the aquatic
like ultra filtration
(UF), nano filtration (NF), reverse osmosis (RO) and membrane bioreactor (MBR) to meet the
prescribed standard for disposal into inland water. Distillery is, therefore, one of the highly water
nd is also listed as one among the 17 categories of highly polluting industries.
Malt is produced from grains, usually barley and less commonly wheat or other cereals. The
steeping, germination and kilning. Steeping is done to clean the grain and
quantity, along with
and a total steep cycle of
judgement of the maltry depending on
climatic conditions. The germination or
practice is floor malting. In this
and when germination begins, it is spread on the floor for 7-
nature of the grain and germination conditions. When it is judged that
matic breakdown of the original high molecular weight compounds
taken place, the green malt is kilned to arrest germination and fix the desirable properties
like flavour, aroma and viability. The kilning process comprises of initial drying at 30-40°C
Throwing the skimmings from steep vessels on the floor, which are eventually drained during

Gujarat Cleaner
floor washing.
� Spillage of grains during manual transfer from one germin
rootlets
In general, the wastewater in open drains of maltries is rich in suspended solids and
characteristic foul odour due to deterioration.
b) Brewery
In the breweries, the malt is milled to very coarse
water in a process called ‘mashing’. There are three chief methods of
mashing, decoction mashing and double mashing. In India, the
mashing in which, unlike in the other systems, cooking of
extract from the mashing step, called ‘sweet wort’
the grain fed for mashing is removed. The
the enzymatic action, sterilize it and
characteristics flavour and bitterness to the beer, and sugar are also added in the brew ket
spent hops are separated in a ‘hop jack’ or on a strainer, and the ‘bitter wort’ is passed through
whirlpools, where it entraps some air and some of the resins are precipitated. The bitter
cooled to 10-15°C and fermented by yeast over a pe
being 10 days. The ‘green beer’ so obtained is lagered for 1
suspended matter settles down. It is then filtered, bottled and
is a clean industry. Most plants are imported and foreign plant
as the brew masters are usually trained abroad. In some
hops, when there are no spent hops to be disposed off.
c) Distillery
In India, the potable alcohols of different varieties are not made from different feedstock.
Practically, all are made by blending suitable colours, flavours, additives,
made from the fermentation of molasses. Only a small amount of alcohol
preparation of whisky. The major quantity of rectified spirit is used for
Gujarat Cleaner Production Centre- ENVIS Centre
Spillage of grains during manual transfer from one germination box to another;
In general, the wastewater in open drains of maltries is rich in suspended solids and
characteristic foul odour due to deterioration.
In the breweries, the malt is milled to very coarse flour called ‘grist’, which is then
water in a process called ‘mashing’. There are three chief methods of mashing,
mashing, decoction mashing and double mashing. In India, the common practice is decoction
mashing in which, unlike in the other systems, cooking of the malted cereal is not involved. The
extract from the mashing step, called ‘sweet wort’ is fed into ‘Iauter tun’ where about 25
moved. The sweet wort is then boiled in the ‘brew kettle’ to arrest
the enzymatic action, sterilize it and precipitate some protein matters. Hops, which impart the
bitterness to the beer, and sugar are also added in the brew ket
separated in a ‘hop jack’ or on a strainer, and the ‘bitter wort’ is passed through
whirlpools, where it entraps some air and some of the resins are precipitated. The bitter
15°C and fermented by yeast over a period of 6-14 days, the usual
being 10 days. The ‘green beer’ so obtained is lagered for 1-2 months, during which much of the
suspended matter settles down. It is then filtered, bottled and pasteurised. The brewery in general
try. Most plants are imported and foreign plant practices are generally followed,
as the brew masters are usually trained abroad. In some plants hop extract is used instead of
hops, when there are no spent hops to be disposed off.
the potable alcohols of different varieties are not made from different feedstock.
Practically, all are made by blending suitable colours, flavours, additives, etc., to rectified
made from the fermentation of molasses. Only a small amount of alcohol is made
preparation of whisky. The major quantity of rectified spirit is used for industrial purposes.
4 | P a g e
ation box to another; Spillage of
In general, the wastewater in open drains of maltries is rich in suspended solids and creates a
flour called ‘grist’, which is then extracted in
mashing, viz. infusion
common practice is decoction
the malted cereal is not involved. The
is fed into ‘Iauter tun’ where about 25-30% of
sweet wort is then boiled in the ‘brew kettle’ to arrest
precipitate some protein matters. Hops, which impart the
bitterness to the beer, and sugar are also added in the brew kettle. The
separated in a ‘hop jack’ or on a strainer, and the ‘bitter wort’ is passed through
whirlpools, where it entraps some air and some of the resins are precipitated. The bitter wort is
14 days, the usual cycle in India
during which much of the
The brewery in general
practices are generally followed,
plants hop extract is used instead of
the potable alcohols of different varieties are not made from different feedstock.
., to rectified spirit
is made from malt for
industrial purposes.

Gujarat Cleaner
Classification of Distilleries based on Capacity
Production Scale
Small
Medium
Large
Manufacturing Process
(A) Process of Distilleries Based on Molasses
Alcohol
In India, alcohol is manufactured by two processes:
� Batch process
� Continuous process
a) Batch process
The molasses obtained from the sugar industry is first diluted to bring down the
concentration of sugar from 40
a yeast culture is developed from an inoculum. After 4
developed fully, the remaining molasses is mixed and allowed to ferment for 30
hours. The pH is maintained around 4
is exothermic, the contents of the fermentation tank are kept at 35
sprinkling cold water on the outer surface of the fermentation tank.
After fermentation is complete the yeast sludge is removed from the bottom and the
fermenter wash is pumped to the analyzer column for distillation using steam. The
mixture of alcohol vapours and steam is collected at the top of the column and
free spent wash is discharged from the bottom.
to rectification column where water and alcohol
rectified spirit is withdrawn. The condensed
forms another waste stream.
b) Continuous Process
In this process yeast is r
continuous supply of fermented beer for the distillation column. The advantage of the
process is that a highly active yeast cell initiates the fermentation rapidly and the alcohol
Gujarat Cleaner Production Centre- ENVIS Centre
Classification of Distilleries based on Capacity
Production Scale Production Capacity kL/Annum
Up to 5,000
Above 5,000 and Up to 10,000
Above 10,000 and Up to 20,000
Process of Distilleries Based on Molasses
In India, alcohol is manufactured by two processes:
The molasses obtained from the sugar industry is first diluted to bring down the
concentration of sugar from 40–45% to 10–15%. Using a portion of the diluted molasses
a yeast culture is developed from an inoculum. After 4 - 6 hours, when the cul
developed fully, the remaining molasses is mixed and allowed to ferment for 30
hours. The pH is maintained around 4-4.5 by addition of sulphuric acid. As the reaction
exothermic, the contents of the fermentation tank are kept at 35-37oC by constantly
sprinkling cold water on the outer surface of the fermentation tank.
After fermentation is complete the yeast sludge is removed from the bottom and the
s pumped to the analyzer column for distillation using steam. The
mixture of alcohol vapours and steam is collected at the top of the column and
spent wash is discharged from the bottom. The alcohol and the steam stream are fed
ation column where water and alcohol vapours condense at different levels and
rectified spirit is withdrawn. The condensed water from this stage is called spent lees and
forms another waste stream.
In this process yeast is recycled. Fermentation and distillation is coupled to get a
continuous supply of fermented beer for the distillation column. The advantage of the
process is that a highly active yeast cell initiates the fermentation rapidly and the alcohol
5 | P a g e
Production Capacity kL/Annum
5,000 and Up to 10,000
Above 10,000 and Up to 20,000
The molasses obtained from the sugar industry is first diluted to bring down the
15%. Using a portion of the diluted molasses
6 hours, when the culture has
developed fully, the remaining molasses is mixed and allowed to ferment for 30–40
4.5 by addition of sulphuric acid. As the reaction
37oC by constantly
After fermentation is complete the yeast sludge is removed from the bottom and the
s pumped to the analyzer column for distillation using steam. The
mixture of alcohol vapours and steam is collected at the top of the column and alcohol
The alcohol and the steam stream are fed
vapours condense at different levels and
water from this stage is called spent lees and
ecycled. Fermentation and distillation is coupled to get a
continuous supply of fermented beer for the distillation column. The advantage of the
process is that a highly active yeast cell initiates the fermentation rapidly and the alcohol

Gujarat Cleaner
yield is also much higher compared to the batch process.
Bio-still process is one of the continuous processes, which is a trade name in which
molasses is fed to the fermenter at a constant flow rate. The flow rate of molasses is
controlled to maintain the sugar
and 6-7% respectively.
The waste streams comprise spent wash which is the main source of wastewater, spent
lees and yeast sludge. Spent lees is usually mixed with the spent wash. The yeast sludge
is disposed separately after drying. In addition wastewater may be generated from the
bottling, fermentation tank cooling and washing and utility sections of the plant, which is
used as a diluent for the treated spent wash.
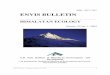
Figure 1 : Process Block Diagra
Gujarat Cleaner Production Centre- ENVIS Centre
is also much higher compared to the batch process.
still process is one of the continuous processes, which is a trade name in which
molasses is fed to the fermenter at a constant flow rate. The flow rate of molasses is
controlled to maintain the sugar and alcohol concentrations in the wash at 0.2% or lower
The waste streams comprise spent wash which is the main source of wastewater, spent
lees and yeast sludge. Spent lees is usually mixed with the spent wash. The yeast sludge
disposed separately after drying. In addition wastewater may be generated from the
bottling, fermentation tank cooling and washing and utility sections of the plant, which is
uent for the treated spent wash.
Process Block Diagram of Distillery (Molasses Based)
6 | P a g e
still process is one of the continuous processes, which is a trade name in which
molasses is fed to the fermenter at a constant flow rate. The flow rate of molasses is
and alcohol concentrations in the wash at 0.2% or lower
The waste streams comprise spent wash which is the main source of wastewater, spent
lees and yeast sludge. Spent lees is usually mixed with the spent wash. The yeast sludge
disposed separately after drying. In addition wastewater may be generated from the
bottling, fermentation tank cooling and washing and utility sections of the plant, which is
m of Distillery (Molasses Based)

Gujarat Cleaner
(B) Rectified spirit
Molasses-based distilleries are more common in India. The main process steps
in this operation are graphically shown in Figure
manufacturing process for rectified spirit is given
(1) Dilution - Preparation of molasses for fermentation
(2) Fermentation - Production of alcohol from fermentable sugars in molasses solution
(3) Distillation - Product recovery
(1) Dilution
Molasses available from Indian sugar mills has a solid content varying between 76 and
90% while the total sugar content varies between 45 and 55%.
The main dilution operation occurs in a diluter where the solid concentration is brought
down to 20-25° Brix. The bulk
while a small quantity is further diluted to 10
final yeast inoculum. Propagation of yeast for the final inoculation is done in successive
stages in volumes of 10, 100, 1000 and 10,000 litres where, in each stage, 10 parts of
diluted molasses is inoculated with 1 part of yeast culture.
(2) Fermentation
Fermentation in the fermentation tank continues for about 30 to 45 hours after the final
inoculum is added to it. The basic reaction in the fermentation process is exothermic.
Since the reaction is exothermic and proper growth of yeast requires a narrow temperature
range, water is sprayed on the outer walls of the fermentation tank to maintain the
temperature between 25°C and 32°C.
Fermented beer – the main product of this step is decanted and the remaining sludge
known as fermenter sludge is discharged from the bottom of the fermenters. The sludge
amounts to about 300 to 400 litres (l) per kilolitre (
one of the major contributors to the p
Gujarat Cleaner Production Centre- ENVIS Centre
based distilleries are more common in India. The main process steps and water balance
operation are graphically shown in Figure 2. However, the detailed description of the
manufacturing process for rectified spirit is given below :
Preparation of molasses for fermentation
Production of alcohol from fermentable sugars in molasses solution
Product recovery
available from Indian sugar mills has a solid content varying between 76 and
90% while the total sugar content varies between 45 and 55%.
The main dilution operation occurs in a diluter where the solid concentration is brought
25° Brix. The bulk of this diluted molasses is fed to the fermentation tank
while a small quantity is further diluted to 10-15° Brix and used for preparation of the
final yeast inoculum. Propagation of yeast for the final inoculation is done in successive
of 10, 100, 1000 and 10,000 litres where, in each stage, 10 parts of
diluted molasses is inoculated with 1 part of yeast culture.
Fermentation in the fermentation tank continues for about 30 to 45 hours after the final
is added to it. The basic reaction in the fermentation process is exothermic.
Since the reaction is exothermic and proper growth of yeast requires a narrow temperature
range, water is sprayed on the outer walls of the fermentation tank to maintain the
perature between 25°C and 32°C.
the main product of this step is decanted and the remaining sludge
known as fermenter sludge is discharged from the bottom of the fermenters. The sludge
amounts to about 300 to 400 litres (l) per kilolitre (kL) of rectified spirit produced, and is
one of the major contributors to the pollution load from distilleries.
7 | P a g e
and water balance
description of the
Production of alcohol from fermentable sugars in molasses solution
available from Indian sugar mills has a solid content varying between 76 and
The main dilution operation occurs in a diluter where the solid concentration is brought
of this diluted molasses is fed to the fermentation tank
15° Brix and used for preparation of the
final yeast inoculum. Propagation of yeast for the final inoculation is done in successive
of 10, 100, 1000 and 10,000 litres where, in each stage, 10 parts of
Fermentation in the fermentation tank continues for about 30 to 45 hours after the final
is added to it. The basic reaction in the fermentation process is exothermic.
Since the reaction is exothermic and proper growth of yeast requires a narrow temperature
range, water is sprayed on the outer walls of the fermentation tank to maintain the
the main product of this step is decanted and the remaining sludge
known as fermenter sludge is discharged from the bottom of the fermenters. The sludge
kL) of rectified spirit produced, and is

Gujarat Cleaner
(3) Distillation
The fermented beer from the fermenter vessel is preheated to about 90°C by heat
with the spent wash flow from the
section of the analyzer column. Low boiling content of the fermented beer
acids, esters and aldehydes along with some alcohol vapours are
condensers. Purified wash from the bottom of the degasifying
analyzer column for steam stripping of alcohol which
40% alcohol. The down coming discharge from
stream from the top of the analyzer column is next fed to the bottom of
column where it is maintained at a temperature of about 95° to 100°C.
vapour condense at different levels in this column and rectified spirit
boiling composition (95%) is withdrawn. Of this rectified spirit, a part
column. Spent lees, produced at this step are usually pumped back to
The volume of spent lees is about 1
Gujarat Cleaner Production Centre- ENVIS Centre
The fermented beer from the fermenter vessel is preheated to about 90°C by heat
with the spent wash flow from the analyzer column and is then fed into the
section of the analyzer column. Low boiling content of the fermented beer
acids, esters and aldehydes along with some alcohol vapours are condensed in the aldehyde
ash from the bottom of the degasifying section enters the top of the
analyzer column for steam stripping of alcohol which condenses at the top of the column as
40% alcohol. The down coming discharge from this column is spent wash.
om the top of the analyzer column is next fed to the bottom of
column where it is maintained at a temperature of about 95° to 100°C. Water and alcohol
vapour condense at different levels in this column and rectified spirit of an equilibri
boiling composition (95%) is withdrawn. Of this rectified spirit, a part is fed back into the
column. Spent lees, produced at this step are usually pumped back to the analyzer column.
The volume of spent lees is about 1-1.5 kL/kL of rectified spirit produced.
8 | P a g e
The fermented beer from the fermenter vessel is preheated to about 90°C by heat exchange
analyzer column and is then fed into the degasifying
section of the analyzer column. Low boiling content of the fermented beer such as organic
condensed in the aldehyde
section enters the top of the
condenses at the top of the column as
The 40% alcohol
om the top of the analyzer column is next fed to the bottom of the rectification
Water and alcohol
of an equilibrium
is fed back into the
the analyzer column.

Gujarat Cleaner
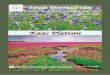
Figure 2: Water Balance for a Distillery
Gujarat Cleaner Production Centre- ENVIS Centre
2: Water Balance for a Distillery - Model Case
9 | P a g e

Gujarat Cleaner
(C) Ethanol
Ethanol is produced both as a petrochemical, through the hydration of ethylene, and
by fermenting sugars with yeast. Determining the most economical among
upon the prevailing prices of petroleum and of grain feedstock.
fermentation process of alcohols production.
Ethanol by Fermentation: Ethanol for use in alcoholic beverages, and the vast majority
ethanol for use as fuel, is produced by fermentation. When certain species of yeast
Saccharomyces cerevisiae) metabolize sugar in the absence of oxygen, they
CO2. The chemical equation below summarizes the conversion:
C6H12O
Sequence For Production Of Ethanol Of Steps
Ethanol is the final end product of three processes namely
� Fermentation Process
� Distillation Process and
� Dehydration Process
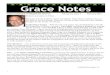
Figure 3 : Block Flow Diagram of Ethanol Plant
Gujarat Cleaner Production Centre- ENVIS Centre
Ethanol is produced both as a petrochemical, through the hydration of ethylene, and
by fermenting sugars with yeast. Determining the most economical among the products depends
upon the prevailing prices of petroleum and of grain feedstock. This manual focuses on the
fermentation process of alcohols production.
Ethanol for use in alcoholic beverages, and the vast majority
se as fuel, is produced by fermentation. When certain species of yeast
Saccharomyces cerevisiae) metabolize sugar in the absence of oxygen, they produce ethanol and
CO2. The chemical equation below summarizes the conversion:
O6 2CH3CH2OH + 2CO2
Sequence For Production Of Ethanol Of Steps
Ethanol is the final end product of three processes namely shown in Figure 3
Figure 3 : Block Flow Diagram of Ethanol Plant
10 | P a g e
Ethanol is produced both as a petrochemical, through the hydration of ethylene, and biologically,
products depends
manual focuses on the
Ethanol for use in alcoholic beverages, and the vast majority of
se as fuel, is produced by fermentation. When certain species of yeast (e.g.,
produce ethanol and

Gujarat Cleaner
A. Fermentation process
Ethanol can be made by the fermentation of sugars
sugarcane juice or molasses are the raw material. Zymase, an enzyme from yeast, changes the
simple sugars into ethanol and CO
fermentation produces mainly ethanol, CO
complex. The impure culture of yeast produces varying amounts of other
glycerin, methanol and various organic acids.
Figure 4 : Preliminary Process Flow Sheet Depicting Fermentation of Molasses
B. Distillation process
Ethanol produced by fermentation ranges in concentration from a few percent up to about
14%; the rest being water and other components
ethanol (78.4°C) is significantly lower than the boiling point of water (100°C). These materials
cannot be separated completely by distillation. Instead, an azeotropic mixture (
96% ethanol and 4% water) is obtained. Azeotropic mixture of alcohol cannot
concentrated by distillation. Distillation is used to produce Rectified Spirit
Gujarat Cleaner Production Centre- ENVIS Centre
Ethanol can be made by the fermentation of sugars (Shown in Figure 4). Simple sugars such as
juice or molasses are the raw material. Zymase, an enzyme from yeast, changes the
simple sugars into ethanol and CO2. The enzymatic reaction carried over by the yeast in
fermentation produces mainly ethanol, CO2 and heat. The fermentation reaction is
complex. The impure culture of yeast produces varying amounts of other substances, including
organic acids.
Preliminary Process Flow Sheet Depicting Fermentation of Molasses
Ethanol produced by fermentation ranges in concentration from a few percent up to about
; the rest being water and other components (Shown In Figure 5). The boiling point of
(78.4°C) is significantly lower than the boiling point of water (100°C). These materials
cannot be separated completely by distillation. Instead, an azeotropic mixture (
water) is obtained. Azeotropic mixture of alcohol cannot
concentrated by distillation. Distillation is used to produce Rectified Spirit (RS).
11 | P a g e
. Simple sugars such as
juice or molasses are the raw material. Zymase, an enzyme from yeast, changes the
reaction carried over by the yeast in
and heat. The fermentation reaction is actually very
substances, including
Preliminary Process Flow Sheet Depicting Fermentation of Molasses
Ethanol produced by fermentation ranges in concentration from a few percent up to about
. The boiling point of
(78.4°C) is significantly lower than the boiling point of water (100°C). These materials
cannot be separated completely by distillation. Instead, an azeotropic mixture (i.e. a mixture of
water) is obtained. Azeotropic mixture of alcohol cannot be further
(RS).

Gujarat Cleaner
C. Dehydration of alcohol
Pure alcohol can't be obtained from distillation since it forms azeotrope
(v/v). Fuel ethanol or absolute alcohol is produced by
Figure 5 : Process Flow Sheet Depicting Distillation of Ethanol
available technologies for dehydration of RS are:
� Azeotropic Distillation
� Molecular Seive Technology
(i). Azeotropic distillation method
To dehydrate ethanol from azeotropic concentration, a third substance called Entrainer
ethylene, benzene, toluene, cyclo
(Shown In Figure 6). Entrainer breaks the azeotropic point of ethanol and water,
relative volatility of water making it more volatile. The ternary azeotropic
top of dehydration column, allows the removal of water and
azeotropic mixture is heterogeneous and the ‘heavy’ phase,
extracted by decantation. The regeneration column
phase and entrainer recycling
Gujarat Cleaner Production Centre- ENVIS Centre
Pure alcohol can't be obtained from distillation since it forms azeotrope with water at 96%
(v/v). Fuel ethanol or absolute alcohol is produced by dehydration of RS. Commercially
Process Flow Sheet Depicting Distillation of Ethanol
available technologies for dehydration of RS are:
. Azeotropic distillation method
To dehydrate ethanol from azeotropic concentration, a third substance called Entrainer
ethylene, benzene, toluene, cyclo-hexane etc.) is added to the mixture of ethanol and water
. Entrainer breaks the azeotropic point of ethanol and water,
relative volatility of water making it more volatile. The ternary azeotropic mixture, formed at the
top of dehydration column, allows the removal of water and thus dehydrates alcohol. The
azeotropic mixture is heterogeneous and the ‘heavy’ phase, which is high in water content, is
extracted by decantation. The regeneration column allows water extraction from the ‘heavy’
12 | P a g e
with water at 96%
dehydration of RS. Commercially
Process Flow Sheet Depicting Distillation of Ethanol
To dehydrate ethanol from azeotropic concentration, a third substance called Entrainer (trichloro
ethanol and water
. Entrainer breaks the azeotropic point of ethanol and water, i.e., it alters the
mixture, formed at the
dehydrates alcohol. The
which is high in water content, is
allows water extraction from the ‘heavy’

Gujarat Cleaner
ii. Molecular sieve technology
Molecular sieve technology works on the principle of Pressure Swing Adsorption (PSA).
Here water is removed by adsorption on surface of ‘molecular sieves’ under pressure and
then cyclically removed it under low pressure at different conditions. This process carries
dehydration of mixed ethanol and water by adsorption of water into zeolite balls,
molecular sieves. The dehydration unit operates with two adsorbers accor
Figure 6 : Process Flow Sheet Depicting Azeotropic Distillation Process
of adsorption and desorption (Shown In Figure 7)
under pressure. Desorption regenerates water saturated molecular
under vacuum. Part of the dehydrated alcohol is used for the molecular sieve
Alcoholic effluent from desorption is regenerated within the distillation
Figure 7 : Process Flow Sheet Depicting Molecular
Gujarat Cleaner Production Centre- ENVIS Centre
Molecular sieve technology works on the principle of Pressure Swing Adsorption (PSA).
Here water is removed by adsorption on surface of ‘molecular sieves’ under pressure and
cyclically removed it under low pressure at different conditions. This process carries
dehydration of mixed ethanol and water by adsorption of water into zeolite balls,
molecular sieves. The dehydration unit operates with two adsorbers according to alternate steps
Process Flow Sheet Depicting Azeotropic Distillation Process
(Shown In Figure 7). Adsorption occurs in the vapour phase
under pressure. Desorption regenerates water saturated molecular sieves. This step is
under vacuum. Part of the dehydrated alcohol is used for the molecular sieve
Alcoholic effluent from desorption is regenerated within the distillation column.
Process Flow Sheet Depicting Molecular Seive Dehydration Process
13 | P a g e
Molecular sieve technology works on the principle of Pressure Swing Adsorption (PSA).
Here water is removed by adsorption on surface of ‘molecular sieves’ under pressure and
cyclically removed it under low pressure at different conditions. This process carries out
dehydration of mixed ethanol and water by adsorption of water into zeolite balls, which are
to alternate steps
Process Flow Sheet Depicting Azeotropic Distillation Process
. Adsorption occurs in the vapour phase and
sieves. This step is performed
under vacuum. Part of the dehydrated alcohol is used for the molecular sieve desorption.
Seive Dehydration Process

Gujarat Cleaner
(D) Manufacturing process of spirits
(1) Different process units involved in
Figure 8: Process Flow Sheet Depicting Whisky Production
(i) Mashing
The mashing process consists of cooking (gelatinization) of the grain in water to
solubilize the starches from the kernels and converting (saccharification) of the starch to
‘grain sugar’ (primarily glucose and maltose). In general, cooking can
above atmospheric pressure in either a batch or continuous process. During
trace Volatile Organic Compound (VOC) emissions may result from constituents in the
grain. Small quantities of malted barley are sometimes added prio
After partial cooling, conversion of the starch to sugar is accomplished by adding barley
Gujarat Cleaner Production Centre- ENVIS Centre
Manufacturing process of spirits Based on Grain (whisky, vodka & gin)
Different process units involved in Whisky manufacturing are summarized below
Figure 8: Process Flow Sheet Depicting Whisky Production
The mashing process consists of cooking (gelatinization) of the grain in water to
solubilize the starches from the kernels and converting (saccharification) of the starch to
‘grain sugar’ (primarily glucose and maltose). In general, cooking can be carried out at or
above atmospheric pressure in either a batch or continuous process. During
trace Volatile Organic Compound (VOC) emissions may result from constituents in the
grain. Small quantities of malted barley are sometimes added prior to grain cooking.
After partial cooling, conversion of the starch to sugar is accomplished by adding barley
14 | P a g e
(whisky, vodka & gin)
manufacturing are summarized below Figure 8.
The mashing process consists of cooking (gelatinization) of the grain in water to
solubilize the starches from the kernels and converting (saccharification) of the starch to
be carried out at or
above atmospheric pressure in either a batch or continuous process. During mashing,
trace Volatile Organic Compound (VOC) emissions may result from constituents in the
r to grain cooking.
After partial cooling, conversion of the starch to sugar is accomplished by adding barley

Gujarat Cleaner
malt and/or enzymes (from other sources) to the cooked grain at approximately 63EC
(145EF). The mash then passes through a noncontact cooler to a
mashing and fermentation, the process generally is closed during cooling, with no
emissions. Distillers may vary mashing procedures, but generally conform to basic
principles, especially in the maintenance of sanitary conditions.
(ii) Fermentation
Fermentation, which usually lasts 3 to 5 days for whisky, involves the use of yeast to
convert the grain sugars into ethanol and CO2. The converted grain mash is cooled prior
to entering the fermenter or tank and inoculated with yeast. It i
dilute the hot grain mash to its final solids concentration by adding backset stillage and/or
water. Backset is liquid stillage which is screened or centrifuged from the distillation
‘beer still bottoms.’ The use of backset
supplements, pH adjustment of the fermentation, and some flavor components (
mash).
The fermentation process varies slightly for the production of other distilled spirits. For
instance, rum fermentation tak
the source of fermentable sugars and is stored in tanks prior to fermentation. The black
strap molasses also is not mashed (
proper concentration of fermentable sugars. Congeners are flavor compounds which are
produced during fermentation, as well as during the aging process. These congeners
include trace aldehydes, esters, and higher alcohols (
(lactobacillus) may simultaneously ferment within the mash and contribute to the overall
whisky flavor profile. On rare occasions lactobacillus may provide some pH control. On
other occasions, the addition of sulphuric acid, though rarely used, may result in trace
hydrogen sulphide emissions from the fermentation tank.
In whisky production, significant increases in the amount of yeast consumed occur
during the first 30 hours of fermentation, when over 75% of the carbohydrate (sugar) is
converted to ethanol and CO2
and/or cooling means that facilitate temperature control. Fermentation vessels may be
constructed of wood or metal and may be open or closed top.
Gujarat Cleaner Production Centre- ENVIS Centre
malt and/or enzymes (from other sources) to the cooked grain at approximately 63EC
(145EF). The mash then passes through a noncontact cooler to a fermenter. Between the
mashing and fermentation, the process generally is closed during cooling, with no
emissions. Distillers may vary mashing procedures, but generally conform to basic
principles, especially in the maintenance of sanitary conditions.
Fermentation, which usually lasts 3 to 5 days for whisky, involves the use of yeast to
convert the grain sugars into ethanol and CO2. The converted grain mash is cooled prior
to entering the fermenter or tank and inoculated with yeast. It is a common practice to
dilute the hot grain mash to its final solids concentration by adding backset stillage and/or
water. Backset is liquid stillage which is screened or centrifuged from the distillation
‘beer still bottoms.’ The use of backset provides water conservation, nutrient
supplements, pH adjustment of the fermentation, and some flavor components (
The fermentation process varies slightly for the production of other distilled spirits. For
instance, rum fermentation takes 1 to 2 days. In rum production, black strap molasses is
the source of fermentable sugars and is stored in tanks prior to fermentation. The black
strap molasses also is not mashed (i.e., cooked) prior to dilution with water to obtain the
tion of fermentable sugars. Congeners are flavor compounds which are
produced during fermentation, as well as during the aging process. These congeners
include trace aldehydes, esters, and higher alcohols (i.e., fusel oils). Lactic acid bacteria
llus) may simultaneously ferment within the mash and contribute to the overall
whisky flavor profile. On rare occasions lactobacillus may provide some pH control. On
other occasions, the addition of sulphuric acid, though rarely used, may result in trace
ydrogen sulphide emissions from the fermentation tank.
, significant increases in the amount of yeast consumed occur
the first 30 hours of fermentation, when over 75% of the carbohydrate (sugar) is
converted to ethanol and CO2.Many fermentation vessels are equipped with agitation
and/or cooling means that facilitate temperature control. Fermentation vessels may be
constructed of wood or metal and may be open or closed top.
15 | P a g e
malt and/or enzymes (from other sources) to the cooked grain at approximately 63EC
fermenter. Between the
mashing and fermentation, the process generally is closed during cooling, with no
emissions. Distillers may vary mashing procedures, but generally conform to basic
Fermentation, which usually lasts 3 to 5 days for whisky, involves the use of yeast to
convert the grain sugars into ethanol and CO2. The converted grain mash is cooled prior
s a common practice to
dilute the hot grain mash to its final solids concentration by adding backset stillage and/or
water. Backset is liquid stillage which is screened or centrifuged from the distillation
provides water conservation, nutrient
supplements, pH adjustment of the fermentation, and some flavor components (e.g., sour
The fermentation process varies slightly for the production of other distilled spirits. For
, black strap molasses is
the source of fermentable sugars and is stored in tanks prior to fermentation. The black
cooked) prior to dilution with water to obtain the
tion of fermentable sugars. Congeners are flavor compounds which are
produced during fermentation, as well as during the aging process. These congeners
fusel oils). Lactic acid bacteria
llus) may simultaneously ferment within the mash and contribute to the overall
whisky flavor profile. On rare occasions lactobacillus may provide some pH control. On
other occasions, the addition of sulphuric acid, though rarely used, may result in trace
, significant increases in the amount of yeast consumed occur
the first 30 hours of fermentation, when over 75% of the carbohydrate (sugar) is
Many fermentation vessels are equipped with agitation and
and/or cooling means that facilitate temperature control. Fermentation vessels may be

Gujarat Cleaner
(iii) Distillation
The distillation process
fermented grain Mash and is an add
production different from Beer and Wine. In addition to the alcohol and congeners, the
fermented mash contains
salts, lactic acid, fatty acids, and traces of glycerol and other trace congeners. Distillation
processes also include the continuous multicolumn extractive and rectifying systems, and
the batch rectifying pot still and condensing unit. Whisky stills are usually made of
copper, especially in the rectifying section, although stainless steel may be used in some
stills.
In a general whisky distillation process using a beer still, the whisky
consists of a cylindrical shell having three sections: stripping, entrainment removal, and
rectifying. The stripping section contains approximately 14 to 21 perforated plates,
spaced 56 to 61 centimetres (cm) (22 to 24 inches) apart. The
introduced at the top of the stripping section and descends from plate to plate until it
reaches the base where the stillage is discharged. Steam is introduced at the base of the
column, and the vapours from the bottom of the still pass u
the plates. Whisky stills are usually fitted with entrainment removal sections that consist
of a plate above the stripping plate to remove fermented grain particles entrained in the
vapour. Distillation columns operate under r
condensed and collected, although small amounts of non
emitted to the atmosphere.
Following distillation, the whisky, at high proof, is pumped to stainless steel tanks and
diluted with demineralized water to the desired alcohol concentration prior to filling into
oak barrels. The distillation of other spirits, such as rum, is similar.
(iv) Grain and liquid stillage
At most distilleries, after the removal of alcohol, still bottoms (know
are pumped from the distillation column to a dryer house. Whole stillage may be sold;
land applied (with appropriate permitting), sold as liquid feed, or processed and dried to
Gujarat Cleaner Production Centre- ENVIS Centre
The distillation process separates and concentrates the alcohol products from the
fermented grain Mash and is an add-on unit for production of spirits and make the whisky
production different from Beer and Wine. In addition to the alcohol and congeners, the
solid grain particles, yeast cells, water-soluble proteins, mineral
salts, lactic acid, fatty acids, and traces of glycerol and other trace congeners. Distillation
processes also include the continuous multicolumn extractive and rectifying systems, and
e batch rectifying pot still and condensing unit. Whisky stills are usually made of
copper, especially in the rectifying section, although stainless steel may be used in some
In a general whisky distillation process using a beer still, the whisky separating column
consists of a cylindrical shell having three sections: stripping, entrainment removal, and
rectifying. The stripping section contains approximately 14 to 21 perforated plates,
spaced 56 to 61 centimetres (cm) (22 to 24 inches) apart. The fermented mash is
introduced at the top of the stripping section and descends from plate to plate until it
reaches the base where the stillage is discharged. Steam is introduced at the base of the
column, and the vapours from the bottom of the still pass up through the perforations in
the plates. Whisky stills are usually fitted with entrainment removal sections that consist
of a plate above the stripping plate to remove fermented grain particles entrained in the
vapour. Distillation columns operate under reflux (sealed) conditions and most vapors are
condensed and collected, although small amounts of non-condensable gases will be
emitted to the atmosphere.
Following distillation, the whisky, at high proof, is pumped to stainless steel tanks and
demineralized water to the desired alcohol concentration prior to filling into
The distillation of other spirits, such as rum, is similar.
Grain and liquid stillage
At most distilleries, after the removal of alcohol, still bottoms (known as whole stillage)
are pumped from the distillation column to a dryer house. Whole stillage may be sold;
land applied (with appropriate permitting), sold as liquid feed, or processed and dried to
16 | P a g e
separates and concentrates the alcohol products from the
on unit for production of spirits and make the whisky
production different from Beer and Wine. In addition to the alcohol and congeners, the
soluble proteins, mineral
salts, lactic acid, fatty acids, and traces of glycerol and other trace congeners. Distillation
processes also include the continuous multicolumn extractive and rectifying systems, and
e batch rectifying pot still and condensing unit. Whisky stills are usually made of
copper, especially in the rectifying section, although stainless steel may be used in some
separating column
consists of a cylindrical shell having three sections: stripping, entrainment removal, and
rectifying. The stripping section contains approximately 14 to 21 perforated plates,
fermented mash is
introduced at the top of the stripping section and descends from plate to plate until it
reaches the base where the stillage is discharged. Steam is introduced at the base of the
p through the perforations in
the plates. Whisky stills are usually fitted with entrainment removal sections that consist
of a plate above the stripping plate to remove fermented grain particles entrained in the
eflux (sealed) conditions and most vapors are
condensable gases will be
Following distillation, the whisky, at high proof, is pumped to stainless steel tanks and
demineralized water to the desired alcohol concentration prior to filling into
n as whole stillage)
are pumped from the distillation column to a dryer house. Whole stillage may be sold;
land applied (with appropriate permitting), sold as liquid feed, or processed and dried to

Gujarat Cleaner
produce distiller dried grains (DDG). The DDG consists of
vitamins, and fibers which are concentrated threefold by the removal of the grain starch
in the mashing and fermentation process. Distillers’ secondary products are divided into
four groups: DDG, distiller dried solubles (DDS), DD
condensed distiller solubles (CDS).
Solids in the whole stillage are separated using centrifuges or screens. The liquid portion
‘thin stillage’ may be used as a backset or may be concentrated by vacuum evaporation.
The resultant syrup may be recombined with the solid portion or dried separately. This
remaining mixture is then dried using one of a variety of types of dryers (usually
steamheated or flash dryers). The majority of DDG are used in animal feed, although
increasing quantities are being sold as food ingredients for human consumption due to its
nutrient and fiber content.
(v) Warehousing/aging
Newly distilled whisky is colorless with a strong, harsh and unpalatable odor. The new
whisky distillate undergoes many types
process that impart the distinctive color, taste and aroma of the whisky and gives it
character. These changes include extraction of the wood compounds, decomposition and
diffusion of the wood macromolecules i
distillate compounds with each other, and oxidation produced by diffusion to ambient
atmosphere.
During the aging, both the charred oak barrel in which beverage alcohol is stored and the
barrel environment are key
uniqueness. The aging process gives whisky its characteristic color and distinctive flavor
and aroma. Variations in the aging process are integral to producing the characteristic
taste of a particular brand of distilled spirits. Aging practices may differ from distillate to
distiller, and even for different products of the same distiller.
(vi) Blending/bottling
After whisky aging is complete, it is dumped or pumped from barrels into stainless steel
tanks and reduced in proof to the desired alcohol concentration by adding demineralized
water. The diluted whisky is processed and filtered. Following a filtration process the
Gujarat Cleaner Production Centre- ENVIS Centre
produce distiller dried grains (DDG). The DDG consists of proteins, fats, minerals,
vitamins, and fibers which are concentrated threefold by the removal of the grain starch
the mashing and fermentation process. Distillers’ secondary products are divided into
four groups: DDG, distiller dried solubles (DDS), DDG with solubles (DDG/S), and
condensed distiller solubles (CDS).
Solids in the whole stillage are separated using centrifuges or screens. The liquid portion
‘thin stillage’ may be used as a backset or may be concentrated by vacuum evaporation.
t syrup may be recombined with the solid portion or dried separately. This
remaining mixture is then dried using one of a variety of types of dryers (usually
or flash dryers). The majority of DDG are used in animal feed, although
quantities are being sold as food ingredients for human consumption due to its
nutrient and fiber content.
Newly distilled whisky is colorless with a strong, harsh and unpalatable odor. The new
whisky distillate undergoes many types of physical and chemical changes in the aging
process that impart the distinctive color, taste and aroma of the whisky and gives it
character. These changes include extraction of the wood compounds, decomposition and
diffusion of the wood macromolecules into the alcohol, reactions of the wood and
distillate compounds with each other, and oxidation produced by diffusion to ambient
During the aging, both the charred oak barrel in which beverage alcohol is stored and the
barrel environment are key to producing distilled spirits of desired quality and
uniqueness. The aging process gives whisky its characteristic color and distinctive flavor
and aroma. Variations in the aging process are integral to producing the characteristic
brand of distilled spirits. Aging practices may differ from distillate to
distiller, and even for different products of the same distiller.
After whisky aging is complete, it is dumped or pumped from barrels into stainless steel
tanks and reduced in proof to the desired alcohol concentration by adding demineralized
water. The diluted whisky is processed and filtered. Following a filtration process the
17 | P a g e
proteins, fats, minerals,
vitamins, and fibers which are concentrated threefold by the removal of the grain starch
the mashing and fermentation process. Distillers’ secondary products are divided into
G with solubles (DDG/S), and
Solids in the whole stillage are separated using centrifuges or screens. The liquid portion
‘thin stillage’ may be used as a backset or may be concentrated by vacuum evaporation.
t syrup may be recombined with the solid portion or dried separately. This
remaining mixture is then dried using one of a variety of types of dryers (usually
or flash dryers). The majority of DDG are used in animal feed, although
quantities are being sold as food ingredients for human consumption due to its
Newly distilled whisky is colorless with a strong, harsh and unpalatable odor. The new
of physical and chemical changes in the aging
process that impart the distinctive color, taste and aroma of the whisky and gives it
character. These changes include extraction of the wood compounds, decomposition and
nto the alcohol, reactions of the wood and
distillate compounds with each other, and oxidation produced by diffusion to ambient
During the aging, both the charred oak barrel in which beverage alcohol is stored and the
to producing distilled spirits of desired quality and
uniqueness. The aging process gives whisky its characteristic color and distinctive flavor
and aroma. Variations in the aging process are integral to producing the characteristic
brand of distilled spirits. Aging practices may differ from distillate to
After whisky aging is complete, it is dumped or pumped from barrels into stainless steel
tanks and reduced in proof to the desired alcohol concentration by adding demineralized
water. The diluted whisky is processed and filtered. Following a filtration process the

Gujarat Cleaner
whisky is pumped to a tank, proof adjusted, and bottled.
Due to their value and
refilled with other whiskies or bung sealed and sold to manufacturers of Scotch Whisky,
Canadian Whisky, rum, brandy, Tequila, or wines.
New bottles are unloaded from cases and put on a convey
cleaned, filled, capped, and labeled. At the end of the conveyor belt, the final product is
put into cases, which are sealed, labeled, and shipped to distributors.
(2) Gin Manufacturing Process
Gin can be made from any neutral
and maize) or molasses and has no flavor at all. As with the production of beer, the base
starch is mixed with water, heated, cooled, and allowed to ferment. The wash so
produced is then distilled to an alcohol content of 95% ABV. This is then diluted to
strength of about 45% ABV and left to steep with flavoring botanicals (famously juniper
but others may include citrus peel, various spices and angelica). The liquid is then heated
in a still and, as with whisky, only the middle portion is used. The
returned for distillation with the next batch. Finally the spirit is
required minimum alcohol content (37.5% ABV) and then bottled.
made by simply adding essential oils to the diluted neutral spirit
compounded’ gin cannot be called distilled.
(3) Vodka manufacturing proces
The starting point for vodka is, as with gin, a neutral spirit. In the EU the spirit is usually
produced from grain (wheat, barley, maize, rye) or molasses. In the Eastern Europe it
may also be made from potatoes, or rice.
although many vodkas are triple distilled,
ABV of about 55% before it is filtered,
are used to bind impurities so that they
water is added to give the vodka the
37.5%. At this stage some producers
flavouring such as natural essences or fruits
several days. No maturation period is
Gujarat Cleaner Production Centre- ENVIS Centre
whisky is pumped to a tank, proof adjusted, and bottled.
Due to their value and marketability, used barrels are not generally stored but either
refilled with other whiskies or bung sealed and sold to manufacturers of Scotch Whisky,
Canadian Whisky, rum, brandy, Tequila, or wines.
New bottles are unloaded from cases and put on a conveyor belt, where they are air
cleaned, filled, capped, and labeled. At the end of the conveyor belt, the final product is
put into cases, which are sealed, labeled, and shipped to distributors.
Gin Manufacturing Process
Gin can be made from any neutral spirit alcohol - the base can be grain (normally barley
and maize) or molasses and has no flavor at all. As with the production of beer, the base
is mixed with water, heated, cooled, and allowed to ferment. The wash so
produced is then distilled to an alcohol content of 95% ABV. This is then diluted to
strength of about 45% ABV and left to steep with flavoring botanicals (famously juniper
s may include citrus peel, various spices and angelica). The liquid is then heated
in a still and, as with whisky, only the middle portion is used. The foreshots and feints are
returned for distillation with the next batch. Finally the spirit is diluted to
required minimum alcohol content (37.5% ABV) and then bottled. Cheaper gins can be
made by simply adding essential oils to the diluted neutral spirit alcohol. This ‘cold
compounded’ gin cannot be called distilled.
Vodka manufacturing process
The starting point for vodka is, as with gin, a neutral spirit. In the EU the spirit is usually
produced from grain (wheat, barley, maize, rye) or molasses. In the Eastern Europe it
may also be made from potatoes, or rice. As with gin, the wash is usuall
although many vodkas are triple distilled, some even more. The distillate is diluted to an
ABV of about 55% before it is filtered, usually through charcoal. Sometimes coagulants
are used to bind impurities so that they can be filtered out more readily. Finally, more
water is added to give the vodka the minimum ABV (legal EU Standard) of at least
37.5%. At this stage some producers include additives while others may introduce
flavouring such as natural essences or fruits or herbs which are steeped in the vodka for
several days. No maturation period is required.
18 | P a g e
marketability, used barrels are not generally stored but either
refilled with other whiskies or bung sealed and sold to manufacturers of Scotch Whisky,
or belt, where they are air
cleaned, filled, capped, and labeled. At the end of the conveyor belt, the final product is
the base can be grain (normally barley
and maize) or molasses and has no flavor at all. As with the production of beer, the base
is mixed with water, heated, cooled, and allowed to ferment. The wash so
produced is then distilled to an alcohol content of 95% ABV. This is then diluted to
strength of about 45% ABV and left to steep with flavoring botanicals (famously juniper
s may include citrus peel, various spices and angelica). The liquid is then heated
foreshots and feints are
diluted to reach the
Cheaper gins can be
alcohol. This ‘cold
The starting point for vodka is, as with gin, a neutral spirit. In the EU the spirit is usually
produced from grain (wheat, barley, maize, rye) or molasses. In the Eastern Europe it
As with gin, the wash is usually distilled twice
some even more. The distillate is diluted to an
usually through charcoal. Sometimes coagulants
t more readily. Finally, more
minimum ABV (legal EU Standard) of at least
include additives while others may introduce
e steeped in the vodka for

Gujarat Cleaner
(4) Brandy manufacturing process
Brandy is made from wine which is distilled by a process similar to that described above.
The spirit is distilled twice before being transferred to
maturation period depends on the quality of the brandy sought
of two years is required to qualify for the very superior (VS) label and four years for the
very superior old pale (VSOP) label.
(5) Beer production processes
Till fermentation, the process units in the case of beer production are same. The final
fermented grain alcohol mixture, called beer, is agitated to resuspend its solids and may
be transferred to the beer well (storage vessel) for hold
still. Distillers use mechanical or air agitation during transfer and storage to prevent
settling of solids. In the instance of air agitation, trace amounts of aldehydes may be
produced. The beer passes from the beer well
the alcohol vapors leaving the still and then enters the still for distillation. The beer still
vapors condensed in the pre
During production, brewing al
reactions (mashing, boiling, fermentation and maturation) and three solid liquid
separations (wort separation, wort clarificati
a) Malt
Malt is derived from a cereal
period and then dried. Malting, even if it is not carried out on a brewery site, is an
integral part of the brewing industry. The barley undergoes malting process to convert it
to a form suitable for brewing. During the malting process, enzymes are generated, the
grain cell walls are broken down and some proteins are hydrolyzed. The malting process
of barley includes cleaning, sorting, steeping, germination, drying and polishing. The
barley is cleaned of dust and foreign materials and then sorted according to size with the
smallest kernels (grade IV) being sold as animal feed.
Gujarat Cleaner Production Centre- ENVIS Centre
Brandy manufacturing process
Brandy is made from wine which is distilled by a process similar to that described above.
The spirit is distilled twice before being transferred to wooden barrels to mature. The
maturation period depends on the quality of the brandy sought – for example a minimum
of two years is required to qualify for the very superior (VS) label and four years for the
very superior old pale (VSOP) label.
production processes
Till fermentation, the process units in the case of beer production are same. The final
fermented grain alcohol mixture, called beer, is agitated to resuspend its solids and may
be transferred to the beer well (storage vessel) for holding until it is pumped to the beer
still. Distillers use mechanical or air agitation during transfer and storage to prevent
settling of solids. In the instance of air agitation, trace amounts of aldehydes may be
produced. The beer passes from the beer well through a pre-heater where it is warmed by
the alcohol vapors leaving the still and then enters the still for distillation. The beer still
vapors condensed in the pre-heater generally are returned to the beer still as reflux.
During production, brewing alternately goes through three chemical and biochemical
reactions (mashing, boiling, fermentation and maturation) and three solid liquid
separations (wort separation, wort clarification and rough beer clarification
Malt is derived from a cereal grain, usually barley, after being germinated for a limited
period and then dried. Malting, even if it is not carried out on a brewery site, is an
integral part of the brewing industry. The barley undergoes malting process to convert it
for brewing. During the malting process, enzymes are generated, the
grain cell walls are broken down and some proteins are hydrolyzed. The malting process
of barley includes cleaning, sorting, steeping, germination, drying and polishing. The
ned of dust and foreign materials and then sorted according to size with the
smallest kernels (grade IV) being sold as animal feed.
19 | P a g e
Brandy is made from wine which is distilled by a process similar to that described above.
wooden barrels to mature. The
for example a minimum
of two years is required to qualify for the very superior (VS) label and four years for the
Till fermentation, the process units in the case of beer production are same. The final
fermented grain alcohol mixture, called beer, is agitated to resuspend its solids and may
ing until it is pumped to the beer
still. Distillers use mechanical or air agitation during transfer and storage to prevent
settling of solids. In the instance of air agitation, trace amounts of aldehydes may be
heater where it is warmed by
the alcohol vapors leaving the still and then enters the still for distillation. The beer still
heater generally are returned to the beer still as reflux.
ternately goes through three chemical and biochemical
reactions (mashing, boiling, fermentation and maturation) and three solid liquid
on and rough beer clarification)
grain, usually barley, after being germinated for a limited
period and then dried. Malting, even if it is not carried out on a brewery site, is an
integral part of the brewing industry. The barley undergoes malting process to convert it
for brewing. During the malting process, enzymes are generated, the
grain cell walls are broken down and some proteins are hydrolyzed. The malting process
of barley includes cleaning, sorting, steeping, germination, drying and polishing. The
ned of dust and foreign materials and then sorted according to size with the

Gujarat Cleaner
b) Milling and mashing
Malted barley is ground (either dry or wet) in a malt grinder so that the husk is left intact
while the rest becomes very coarse powder, rich in starch and enzymes. The enzymes
quickly degrade the starch to sugar on contact with water. The product, called sweet
is a mixture of partially degraded starch, sugars, enzymes, proteins and water
1986). The wort is separated from the spent grains by straining through a porous
the lauter tun where the grains are sprayed or sparged with water in order to
maximum amount of useful material. Spent grains, spent hops and trub
valuable source of protein for animal feed.
The spent grain yields typically 125
composition is 28% protein, 8% fat and 41% nitrogen
c) Wort cooling and fermentation
In order to prepare for fermentation, the hopped wort is cooled to about 10oC. Further
precipitation of proteins and tannin (known as cool trub or fine break) occurs during the
cooling and aeration in preparation for fermentation which may continue from 2
Yeast is added in the fermentation vessel to induce fermentation of sugar wort which is
converted to CO2, alcohol, heat and new yeast cells. When the fermentation process is
completed, the yeast is drawn off and used for a new batch of wort with the exces
disposed of as a by-product. The surplus yeast can be resold as animal feed. On a dry
solids basis, the yeast contains 50
making it another valuable source of protein for animal feed (BPCE, 1986).
the primary fermentation, the produced beer (green beer) is transferred to
maturation vessels for a certain period of time before filtration. Prior to
may be centrifuged, cooled to
beer is then filtered in a Kieselguhr (diatomaceous earth) filter
d) Packaging and pasteurization
Bright beer is stored and then filled into bottles or cans. In the process of filling, a small
volume of beer (drip beer) is spilt. Bottling is usually preceded with bottle washing to
remove any residual beer mold, cigarette butts, labels and dust particles.
Gujarat Cleaner Production Centre- ENVIS Centre
Malted barley is ground (either dry or wet) in a malt grinder so that the husk is left intact
le the rest becomes very coarse powder, rich in starch and enzymes. The enzymes
quickly degrade the starch to sugar on contact with water. The product, called sweet
is a mixture of partially degraded starch, sugars, enzymes, proteins and water
1986). The wort is separated from the spent grains by straining through a porous
where the grains are sprayed or sparged with water in order to
maximum amount of useful material. Spent grains, spent hops and trub
valuable source of protein for animal feed.
The spent grain yields typically 125-130 kg wet for every 100 kg of malt and its
composition is 28% protein, 8% fat and 41% nitrogen-free substances (BPCE, 1986).
c) Wort cooling and fermentation
to prepare for fermentation, the hopped wort is cooled to about 10oC. Further
precipitation of proteins and tannin (known as cool trub or fine break) occurs during the
cooling and aeration in preparation for fermentation which may continue from 2
Yeast is added in the fermentation vessel to induce fermentation of sugar wort which is
converted to CO2, alcohol, heat and new yeast cells. When the fermentation process is
completed, the yeast is drawn off and used for a new batch of wort with the exces
product. The surplus yeast can be resold as animal feed. On a dry
solids basis, the yeast contains 50-60% proteins, 15-35% carbohydrates and 2
making it another valuable source of protein for animal feed (BPCE, 1986).
the primary fermentation, the produced beer (green beer) is transferred to
maturation vessels for a certain period of time before filtration. Prior to filtration, the beer
may be centrifuged, cooled to -1oC to -1.5oC to precipitate any suspended solids. The
beer is then filtered in a Kieselguhr (diatomaceous earth) filter followed by a filter cloth.
d) Packaging and pasteurization
Bright beer is stored and then filled into bottles or cans. In the process of filling, a small
er (drip beer) is spilt. Bottling is usually preceded with bottle washing to
remove any residual beer mold, cigarette butts, labels and dust particles.
20 | P a g e
Malted barley is ground (either dry or wet) in a malt grinder so that the husk is left intact
le the rest becomes very coarse powder, rich in starch and enzymes. The enzymes
quickly degrade the starch to sugar on contact with water. The product, called sweet wort,
is a mixture of partially degraded starch, sugars, enzymes, proteins and water (BPCE,
1986). The wort is separated from the spent grains by straining through a porous filter in
where the grains are sprayed or sparged with water in order to extract the
maximum amount of useful material. Spent grains, spent hops and trub represent a
130 kg wet for every 100 kg of malt and its
free substances (BPCE, 1986).
to prepare for fermentation, the hopped wort is cooled to about 10oC. Further
precipitation of proteins and tannin (known as cool trub or fine break) occurs during the
cooling and aeration in preparation for fermentation which may continue from 2–16 days.
Yeast is added in the fermentation vessel to induce fermentation of sugar wort which is
converted to CO2, alcohol, heat and new yeast cells. When the fermentation process is
completed, the yeast is drawn off and used for a new batch of wort with the excess being
product. The surplus yeast can be resold as animal feed. On a dry
35% carbohydrates and 2- 12% fat
making it another valuable source of protein for animal feed (BPCE, 1986). Following
the primary fermentation, the produced beer (green beer) is transferred to storage or
filtration, the beer
suspended solids. The
followed by a filter cloth.
Bright beer is stored and then filled into bottles or cans. In the process of filling, a small
er (drip beer) is spilt. Bottling is usually preceded with bottle washing to

Gujarat Cleaner
Major Environmental Issues
(1) Waste Water
The major sources of wastewater for molasses based distilleries are:
Process waste streams
• Spent wash from the analyzer
• Fermented sludge
• Spent lees from the rectifier
Non-process waste streams
• Cooling water
• Waste wash water
• Water treatment plant wastewater
• Boiler blow down
• Bottling plant wash wastewater
• Other wastes
Quantity and Characteristics of Process Wastewater
SR.
No.
Source
1. Spent Wash from
Analyzer Column
2. Fermenter sludge
3. Spent lees from the
rectifier
4. Cooling water
5. Waste wash water
6. Boiler blow down
7. Water Treatment
Plant
Gujarat Cleaner Production Centre- ENVIS Centre
Major Environmental Issues in Molasses Based Distilleries In India
wastewater for molasses based distilleries are:
analyzer column
Spent lees from the rectifier
process waste streams
Water treatment plant wastewater
Bottling plant wash wastewater
Quantity and Characteristics of Process Wastewater
Flow in
KL/KL of
RS
BOD SS
mg/lit Kg/KL
of RS
mg/L Kg/KL
of RS
10.0 50000 500 12000 120
0.05 125000 6.25 50000 2.5
Spent lees from the 1.0 500 0.5 16000 16
2.0 100-
200
0.4 500 1.0
3500
15
2.1
21 | P a g e
In India
Type of
Flow
Kg/KL
of RS
Continuous
Intermittent
Continuous
(Recycled)
Do
Intermittent

Gujarat Cleaner
8. Bottling Plant
Wash Water
Characteristics of Spent Lees
S.No Parameter
1. pH 2. COD 3. BOD 4. Total Solids Dissolved Solids Suspended Solids 5. Chlorides
(Source: Draft report prepared on “Development of Methodology for Environmental
Auditing” by Dr. B. Subba Rao of EPRF, Sangli, for CPCB
Characteristics of Spent Wash from Various Types of Manufacturing
SR.
No
Parameter
1. Volume, L/L
alcohol
2. Color
3. pH
4. COD
5. BOD
6. Solids
Total
Total volatile
Inorganic
dissolved
7. Chlorides
8. Sulphates
9. Total Nitrogen
10. Potassium
11. Phosphorous
12. Sodium
13. Calcium
(Source: Draft report prepared on “Development of Methodology for Environmental
uditing” by Dr. B. Subba Rao of EPRF, Sangli, for CPCB
Gujarat Cleaner Production Centre- ENVIS Centre
2.8 100 0.28 200 0.56
Characteristics of Spent Lees
Range 3.6 – 4.5 5000 - 6000 mg/L 200 – 300 mg/L 5000 – 6000 mg/L 500 – 1000 mg/L 50 – 100 mg/L
Source: Draft report prepared on “Development of Methodology for Environmental
Dr. B. Subba Rao of EPRF, Sangli, for CPCB)
Spent Wash from Various Types of Manufacturing
Batch
Process
Continuous
Process
Bio
14 – 15 10 – 12 7 – 9
Dark brown Dark brown Dark brown
3.7 – 4.5 4.0 – 4.3 4.0 – 4.2
80000-100000 110000 –
130000
140000
45000 – 50000 55000 – 65000 60000 –
90000 – 120000 130000 - 160000 160000
60000 – 70000 60000 – 75000 80000 –
30000 – 40000 35000 – 45000 60000 –
5000- 6000 6000 – 7500 10000 –
4000 – 8000 4500 – 8500 8000 –
1000 – 1200 1000 – 1400 2000 –
8000 – 12000 10000 – 14000 20000 –
200 – 300 300 – 500 1600 –
400 – 600 1400 – 1500 1200 –
2000 – 3500 4500 – 6000 5000 –
Source: Draft report prepared on “Development of Methodology for Environmental
Dr. B. Subba Rao of EPRF, Sangli, for CPCB)
22 | P a g e
Continuous
Source: Draft report prepared on “Development of Methodology for Environmental
Spent Wash from Various Types of Manufacturing Process
Bio-still Process
Dark brown
4.2
140000 – 160000 mg/L
– 70000 mg/L
160000 – 210000 mg/L
– 90000 mg/L
– 90000 mg/L
– 12000 mg/L
10000 mg/L
2500 mg/L
– 22000 mg/L
2000 mg/L
1500 mg/L
6500 mg/L
Source: Draft report prepared on “Development of Methodology for Environmental

Gujarat Cleaner
Standards for Wastewater Discharges from Distilleries
SR.
No
Parameter
1. pH
2. Suspended Solids, mg/l
3. BOD, mg/l(27
days)
4. Colour, hazen unit
(2) Air Emissions from Distillery Industry
Air emissions may be categorized as fugitive and point source emissions.
Fugitive emissions
These are emissions that are not released through a vent or stack. Examples of fugitive
include evaporation of wastewater, dust from stockpiles, volatilization of
vessels, or spills and material handling. Emissions emanating
and open doors of a building as well as equipment
also examples of fugitive emissions.
losses through fugitive emissions.
Possible Emissions from Beer and Wine Industries
Emission Source
Fermentation
� Fugitive Sources
� Screening of red wine
� Pressing
Gujarat Cleaner Production Centre- ENVIS Centre
Standards for Wastewater Discharges from Distilleries As per CPCB
Parameter Industrial Sector
Fermentation (Distilleries,
Matrices & Breweries)
5.5 - 9.0
Suspended Solids, mg/l 100
BOD, mg/l(27ºC for 3
days)
30 (disposal into inland
water)
100 (disposal on land)
Colour, hazen unit All efforts should be made
to remove colour,
odour as far as practicable.
Emissions from Distillery Industry
Air emissions may be categorized as fugitive and point source emissions.
These are emissions that are not released through a vent or stack. Examples of fugitive
include evaporation of wastewater, dust from stockpiles, volatilization of vapour from vats, open
vessels, or spills and material handling. Emissions emanating from ridgeline roof
and open doors of a building as well as equipment leaks, and leaks from valves and flanges are
also examples of fugitive emissions. Emission factors are the usual method for determining
losses through fugitive emissions.
Possible Emissions from Beer and Wine Industries
Possible Emissions
� Ethanol (largest emission by volume)
� Acetaldehyde
� Methanol
� Hydrogen Sulfide
� Total Volatile Organic Compounds (Total
VOCs)
� Ethyl Acetate
� Ethanol
� Sulfur dioxide
23 | P a g e
As per CPCB
These are emissions that are not released through a vent or stack. Examples of fugitive emissions
vapour from vats, open
from ridgeline roof-vents, louvers,
leaks, and leaks from valves and flanges are
Emission factors are the usual method for determining
Ethanol (largest emission by volume)
Total Volatile Organic Compounds (Total

Gujarat Cleaner
� Ageing in Oakcooperage
� Bottling process
� Preservation agents
Fuel Combustion
(Source: Adapted from USEPA, AP
Point source emissions
These emissions are exhausted into a vent (excluding roof vent) or stack and emitted
single point source into the atmosphere.
and wine may include VOCs,
Environmental Protection Agency (USEPA) and the California Air
and distilleries are only minor sources of emissions of VOCs
GHG emissions
However, several greenhouse gases may also be produced in the beer, wine and spirit
process including:
� CO2 (a by-product of fermentation);
� Nitrous oxide (N2O) (a by-product of the internal combustion engine); and,
� Sulphur dioxide (SO2) (if used during kilning)
Present Status Of Treatment And Disposal
Spent wash treatment is proposed by three different routes currently viz; (a) Concentration
followed by incineration, (b) Anaerobic digestion with biogas recovery followed
polishing and (c) Direct wet oxidation of stillage by air at high temperature with generation of
steam followed by aerobic polishing. All of these processes are capital intensive. The
incineration process involves an investment of the order of
the other two processes along with the secondary treatment require an investment of 200
of the distillery cost. The unfavourable economics make it difficult to implement these treatment
processes on the plant scale. Because anaerobic digestion and wet oxidation are less expensive,
these alternatives are more attractive. However, there is a need for development of a suitable
Gujarat Cleaner Production Centre- ENVIS Centre
� Carbon monoxide (CO)
� Sulfur dioxide (SO2)
� Total VOCs
� Particulate Matter (PM10)
� Oxides of Nitrogen (NOx)
AP-42, Section 9.12.2.1995)
These emissions are exhausted into a vent (excluding roof vent) or stack and emitted
single point source into the atmosphere. The main emissions to air from the manufacture of beer
greenhouse gases, odour, noise and dust. As per the U.S.
Environmental Protection Agency (USEPA) and the California Air Resources Board, breweries
and distilleries are only minor sources of emissions of VOCs to the atmosphere.
However, several greenhouse gases may also be produced in the beer, wine and spirit
product of fermentation);
product of the internal combustion engine); and,
dioxide (SO2) (if used during kilning)
Present Status Of Treatment And Disposal
Spent wash treatment is proposed by three different routes currently viz; (a) Concentration
followed by incineration, (b) Anaerobic digestion with biogas recovery followed
polishing and (c) Direct wet oxidation of stillage by air at high temperature with generation of
steam followed by aerobic polishing. All of these processes are capital intensive. The
incineration process involves an investment of the order of 400% of the distillery cost, whereas
the other two processes along with the secondary treatment require an investment of 200
of the distillery cost. The unfavourable economics make it difficult to implement these treatment
e. Because anaerobic digestion and wet oxidation are less expensive,
these alternatives are more attractive. However, there is a need for development of a suitable
24 | P a g e
These emissions are exhausted into a vent (excluding roof vent) or stack and emitted through a
The main emissions to air from the manufacture of beer
As per the U.S.
Resources Board, breweries
However, several greenhouse gases may also be produced in the beer, wine and spirit making
Spent wash treatment is proposed by three different routes currently viz; (a) Concentration
followed by incineration, (b) Anaerobic digestion with biogas recovery followed by aerobic
polishing and (c) Direct wet oxidation of stillage by air at high temperature with generation of
steam followed by aerobic polishing. All of these processes are capital intensive. The
400% of the distillery cost, whereas
the other two processes along with the secondary treatment require an investment of 200-300%
of the distillery cost. The unfavourable economics make it difficult to implement these treatment
e. Because anaerobic digestion and wet oxidation are less expensive,
these alternatives are more attractive. However, there is a need for development of a suitable

Gujarat Cleaner
process with lower investments and higher energy recovery.
allowing their effluent for application on land as direct irrigation water, spent wash cake and
spent wash-press mud compost.
conservation are also discernible in the case of distilleries. The methane ga
digesters is used as a fuel to compensate the energy needs of the industry. A general estimate
suggests that the cost of an anaerobic biological digester is recovered within 2
installation because of substantial saving of coal
Cost Recovery/Cleaner Production Methods
The wastewaters generated during the distillery and brewery operations contain high organic
loads. It has a BOD from 30,000 to 60,000 mg/1. So due to this high
wastewaters can be subjected to treatment for the produc
aquaculture and potash recovery.
(a) Biogas.
For the production of biogas from distillery effluent, anaerobic biomethanation of the
effluent is adopted, generally. High rate anaerobic technologies are utilized for
biogas generation. Fluidised Bed Reactors and Up flow Anaerobic Sludge Blanket
(UASB) Reactors are mostly utilized for the production of biogas from t
Some of the Cleaner P
in India at present are:
• BIOTHANE PROCESS
This process uses the UASB reactor for the production of biogas. This is a stable
and automatic process with low operational costs.
• BIOBED PROCESS
It is similar to Bio thane process. It uses UFB reactors. It needs less installation
area and its construction cost is lower compared to any other system.
• BIOPAQ PROCESS
In this process anaerobic bacteria are used to treat the distillery effluents for th
production of biogas. UASB proc
process makes excellent manure. The generated biogas is used to produce steam
for the distillation of alcohol and thus it replaces 50
energy in the process of distillation. For a plant having 40
Gujarat Cleaner Production Centre- ENVIS Centre
process with lower investments and higher energy recovery. Many distilleries in India are
allowing their effluent for application on land as direct irrigation water, spent wash cake and
press mud compost. The advances manifesting the possibilities of energy
conservation are also discernible in the case of distilleries. The methane gas generated in the
fuel to compensate the energy needs of the industry. A general estimate
suggests that the cost of an anaerobic biological digester is recovered within 2
installation because of substantial saving of coal and other fuels.
Production Methods From The Distillery Effluents
The wastewaters generated during the distillery and brewery operations contain high organic
loads. It has a BOD from 30,000 to 60,000 mg/1. So due to this high organic contents, the
wastewaters can be subjected to treatment for the production of biogas, composting,
aquaculture and potash recovery.
For the production of biogas from distillery effluent, anaerobic biomethanation of the
ed, generally. High rate anaerobic technologies are utilized for
biogas generation. Fluidised Bed Reactors and Up flow Anaerobic Sludge Blanket
(UASB) Reactors are mostly utilized for the production of biogas from t
Some of the Cleaner Production processes of Biogas being commercial1y established
in India at present are:-
BIOTHANE PROCESS
This process uses the UASB reactor for the production of biogas. This is a stable
and automatic process with low operational costs.
BIOBED PROCESS
It is similar to Bio thane process. It uses UFB reactors. It needs less installation
area and its construction cost is lower compared to any other system.
BIOPAQ PROCESS
In this process anaerobic bacteria are used to treat the distillery effluents for th
production of biogas. UASB process is utilized here. The separated sludge in this
process makes excellent manure. The generated biogas is used to produce steam
for the distillation of alcohol and thus it replaces 50-60% of the total required
in the process of distillation. For a plant having 40-45,000 kg COD/day
25 | P a g e
Many distilleries in India are
allowing their effluent for application on land as direct irrigation water, spent wash cake and
The advances manifesting the possibilities of energy
s generated in the
fuel to compensate the energy needs of the industry. A general estimate
suggests that the cost of an anaerobic biological digester is recovered within 2-3 years of
From The Distillery Effluents
The wastewaters generated during the distillery and brewery operations contain high organic
organic contents, the
biogas, composting,
For the production of biogas from distillery effluent, anaerobic biomethanation of the
ed, generally. High rate anaerobic technologies are utilized for
biogas generation. Fluidised Bed Reactors and Up flow Anaerobic Sludge Blanket
(UASB) Reactors are mostly utilized for the production of biogas from the effluents.
being commercial1y established
This process uses the UASB reactor for the production of biogas. This is a stable
It is similar to Bio thane process. It uses UFB reactors. It needs less installation
area and its construction cost is lower compared to any other system.
In this process anaerobic bacteria are used to treat the distillery effluents for the
ess is utilized here. The separated sludge in this
process makes excellent manure. The generated biogas is used to produce steam
60% of the total required
45,000 kg COD/day

Gujarat Cleaner
75-80% of COD can be reduced and nearly Rs. 25.50 lakhs can be saved annually
for a distillery having 300 working days in a year. The generated biogas from
UASB reactor of BioPaq pro
engine. Through suitable coupling the engine can be coupled with the A/C generator
for generation of electricity from biogas. For a 45 klpd distillery 11 KV of power is
generated which is then utilize
consumption.
• SULZER' S PROCESS
by Sulzer Brothers Limited, Switzerland. It is specifically made for Indian conditions.
A biogas plant at the distiller
Pravaranagar, Ahmednagar District, Maharashtra is based on Sulzer's technology.
The capacity of this distillery is 6,000 lpd which generates 900 m3 of spent wash per
day. The biogas production is in th
savings in the cost of fuel is in the range of Rs. 312 lakhs to Rs. 652 lakhs per year.
Economics of the Biogas Plant of
These calculations are made for a distillery producing 30,000 litres
day. The effluent characteristics are for conventional batch type fermentation process.
Effluent Characteristics
Flow m3/day
pH
BOD mg/l
COD mg/l
Performance
Reduction of BOD %
Reduction of COD %
Gujarat Cleaner Production Centre- ENVIS Centre
80% of COD can be reduced and nearly Rs. 25.50 lakhs can be saved annually
for a distillery having 300 working days in a year. The generated biogas from
UASB reactor of BioPaq process can be collected and be used as a fuel in gas/dual
engine. Through suitable coupling the engine can be coupled with the A/C generator
for generation of electricity from biogas. For a 45 klpd distillery 11 KV of power is
generated which is then utilized in the distillery thus cutting down the power
SULZER' S PROCESS: The technology of this type of biogas plant is provided
by Sulzer Brothers Limited, Switzerland. It is specifically made for Indian conditions.
A biogas plant at the distillery of Padmashri Dr. Vitthalrao Vikhe Patil S.S.K. Ltd.,
Pravaranagar, Ahmednagar District, Maharashtra is based on Sulzer's technology.
The capacity of this distillery is 6,000 lpd which generates 900 m3 of spent wash per
day. The biogas production is in the range of 16,550 to 21,870 m3 per day. The
savings in the cost of fuel is in the range of Rs. 312 lakhs to Rs. 652 lakhs per year.
of the Biogas Plant of Sulzer’s Design
These calculations are made for a distillery producing 30,000 litres
day. The effluent characteristics are for conventional batch type fermentation process.
Effluent Characteristics
Before Treatment After Treatment
450
4.0 to 4.5
45,000 to 50,000
80,000 to 1000,000 25,000 to 35,000
Performance
Reduction of BOD % 80 to 85 %
Reduction of COD % 65 to 70 %
26 | P a g e
80% of COD can be reduced and nearly Rs. 25.50 lakhs can be saved annually
for a distillery having 300 working days in a year. The generated biogas from
cess can be collected and be used as a fuel in gas/dual
engine. Through suitable coupling the engine can be coupled with the A/C generator
for generation of electricity from biogas. For a 45 klpd distillery 11 KV of power is
ting down the power
: The technology of this type of biogas plant is provided
by Sulzer Brothers Limited, Switzerland. It is specifically made for Indian conditions.
y of Padmashri Dr. Vitthalrao Vikhe Patil S.S.K. Ltd.,
Pravaranagar, Ahmednagar District, Maharashtra is based on Sulzer's technology.
The capacity of this distillery is 6,000 lpd which generates 900 m3 of spent wash per
21,870 m3 per day. The
savings in the cost of fuel is in the range of Rs. 312 lakhs to Rs. 652 lakhs per year.
These calculations are made for a distillery producing 30,000 litres of alcohol per
day. The effluent characteristics are for conventional batch type fermentation process.
After Treatment
450
7.0 to 7.8
6,000 to 8,000
25,000 to 35,000
80 to 85 %
65 to 70 %

Gujarat Cleaner
Biogas Production Nm
Specific Biogas Production Nm
% of methane in biogas
Economics
Calorific value of biogas
Calorific Value of Coal
Coal equivalent of Biogas p
Cost of Coal at Rs
Annual fuel savings
Capital cost of plant
Interest at 15 % on 75 % of the capital cost**
Maintenance costs
Staff Salary
Power 40 KW at Rs 2/
Total Annual Cost
Net Savings per year
Total Pay back period
(b) Composting
In this process, press mud generated from sugar mill is utilised to produce compost by
mixing distillery effluent. Both anaerobic and aerobic composting systems are practiced.
In some plants composting with treated effluent treated through bio
also practiced. This system can achieve zero effluent if the press mud quantity matches
with the effluent generated.
• Economics Of Bioearth Composting
Capacity of the Distillery
Number of working days in a year
In the Distillery
In the Composting Plant
Gujarat Cleaner Production Centre- ENVIS Centre
Biogas Production Nm3/day 12,300
Biogas Production Nm3/kg of COD degraded 0.4 to 0.5
% of methane in biogas 60 to 65 %
Calorific value of biogas 6000 Kcal/ Nm
Calorific Value of Coal 4000 Kcal/Kg
Coal equivalent of Biogas per day 18.45 tonnes
Cost of Coal at Rs 1800 per tonne Rs 33,210 per day
fuel savings Rs 99.63 lacs
Capital cost of plant Rs 230 lacs
Interest at 15 % on 75 % of the capital cost** Rs 26,73,750
Maintenance costs Rs 2,00,000
Rs 1,50,000
wer 40 KW at Rs 2/- per unit Rs 5,76,000
Total Annual Cost Rs 36,00,000
Net Savings per year Rs 99.36
= Rs 63.63 lacs
Total Pay back period = 230 / 63.63
= 3 to 4 years.
In this process, press mud generated from sugar mill is utilised to produce compost by
mixing distillery effluent. Both anaerobic and aerobic composting systems are practiced.
In some plants composting with treated effluent treated through bio-methanation
also practiced. This system can achieve zero effluent if the press mud quantity matches
with the effluent generated.
Economics Of Bioearth Composting
Capacity of the Distillery 50 KLPD
Number of working days in a year
300
In the Composting Plant 275
27 | P a g e
12,300
0.4 to 0.5
60 to 65 %
6000 Kcal/ Nm3
4000 Kcal/Kg
18.45 tonnes
Rs 33,210 per day
Rs 99.63 lacs
Rs 230 lacs
Rs 26,73,750
Rs 2,00,000
Rs 1,50,000
Rs 5,76,000
Rs 36,00,000
Rs 99.36 – 36
= Rs 63.63 lacs
= 230 / 63.63
= 3 to 4 years.
In this process, press mud generated from sugar mill is utilised to produce compost by
mixing distillery effluent. Both anaerobic and aerobic composting systems are practiced.
methanation plant is
also practiced. This system can achieve zero effluent if the press mud quantity matches

Gujarat Cleaner
Generated spentwash
Solid content in spentwash
Spentwash to Press mud Ratio
Man Power Required
Culture Requirement
Press mud requirement
Cost of Culture
Cost of Press mud
Man Power cost
Capital Cost
Land Requirement
Bio Earth Producti
Annual Maintenance Costs
% Costs of Funds
• Operation Costs
Cost of Culture
Average Cost of Funds
Cost of Diesel
Cost of Press mud
Cost of Transportation of Press mud
Annual Man Power Cost
Depreciation (@ 10 %)
Maintenance
Annual Operational Cost of Compost Plant
Cost of One Metric Tonne of Bioearth
Gujarat Cleaner Production Centre- ENVIS Centre
Generated spentwash 350 KLPD (Biostil Plant)
Solid content in spentwash 17 %
Spentwash to Press mud Ratio 2.5 KL : 1 MT
Man Power Required 50
Culture Requirement 31.5 MT/annum
Press mud requirement 43,000 MT/ annum
Rs 1.75 lakhs per MT
Cost of Press mud Rs 12 per MT
Rs 50 per day
Rs 175 lakhs (excluding land)
Land Requirement 25 acres
Bio Earth Production 38,000 MT per year
Annual Maintenance Costs 1.5 % of equipment costs
% Costs of Funds 20 % per annum
Operation Costs
55.13 lakhs
Average Cost of Funds 17.5 lakhs
11.32 lakhs
mud 5.16 lakhs
Cost of Transportation of Press mud 0.00
Annual Man Power Cost 6.88 lakhs
Depreciation (@ 10 %) 15.00 lakhs
2.25 lakhs
ational Cost of Compost Plant 113.24 lakhs
f One Metric Tonne of Bioearth = Annual Operational cost of plant
Compost Produced in MT
= 11324000
38000
= Rs 298.00 per MT
28 | P a g e
350 KLPD (Biostil Plant)
2.5 KL : 1 MT
31.5 MT/annum
43,000 MT/ annum
Rs 1.75 lakhs per MT
Rs 12 per MT
Rs 50 per day
Rs 175 lakhs (excluding land)
38,000 MT per year
1.5 % of equipment costs
20 % per annum
Operational cost of plant
Compost Produced in MT
Rs 298.00 per MT

Gujarat Cleaner
• Net Cost/Benefit For Different Selling Prices Of Compost
SP of Bio earth
in Rs
0
100.00
200.00
298.00
350.00
400.00
500.00
Net annual cost/benefit of Compost
• COMPUTATION OF PAY BACK PERIOD
1. SP of Bioearth
Initial cash outflow
Net annual cash inflow
Pay Back Period
2. SP of Bioearth
Initial cash outflow
Net annual cash inflow
Pay Back Period
3. SP of Bioearth
Initial cash outflow
Net annual cash inflow
Pay Back Period
Gujarat Cleaner Production Centre- ENVIS Centre
Net Cost/Benefit For Different Selling Prices Of Compost
earth Net Cost / Benefit
In Rs
-11324000.00
-7524000.00
-3724000.00
0.00
1976000.00
3876000.00
7676000.00
annual cost/benefit of Compost = Sales value of 38000 MT of
compost less annual operating
costs
COMPUTATION OF PAY BACK PERIOD - Rs 250.00
Initial cash outflow - Rs 17500000.00
Net annual cash inflow - Rs 1738000.00
- 10.06 Years
(17500000/1738000.00)
- Rs 350.00
Initial cash outflow - Rs 17500000.00
Net annual cash inflow - Rs 5226000.00
- 3.34 Years
(17500000.00/5226000.00)
- Rs 500.00
Initial cash outflow - Rs 17500000.00
Net annual cash inflow - Rs 10926000.00
- 1.6 Years
(17500000.00/10926000.00
29 | P a g e
Sales value of 38000 MT of
compost less annual operating
(17500000/1738000.00)
(17500000.00/5226000.00)
(17500000.00/10926000.00)

Gujarat Cleaner
(C) Potash Recovery
It is done by incinerating the distillery spent wash. In this process, the raw distillery
spent wash is first neutralized with lime and filtered. This is further concentrated to about
60% solids in multiple-effect forcer circulation evaporators. Now this thick liquor from
the evaporator is burnt in an incinerator and is converted into ash. The dry so
spent wash in the form of coke in the incinerator has an average calorific value of 2
Kcal/kg, which is sufficient for supporting self
incinerator. The resulting ash is found to contain about 37% of potash
on an average. This ash is further leached with water to dissolve the potassium salts.
Then it is neutralized with sulphuric acid and is evaporated. The potassium salts are
crystallized in a crystal1izer. The crystallized mixed potassium
potassium sulphate (K2SO
is estimated that a distillery dis
recover 3 tonnes of Potassium as Potassium oxide or about 5.3
sulphate and 1.2 tonnes of Potassium chloride per day. This potassium is used as a
fertilizer.
(d) Distillery Wastewater Utilisation In Agriculture
Being very rich in organic matters, t
fields creates organic fertilization in the soil which raises the pH of the soil, increases
availability of certain nutrients and capability to retain
physical structure of soil.
irrigation. The post-harvest fields are filled with distill
when the surface is almost dried, the fields are tilled and the crops are sown and subse
quent irrigation is given w
before application on crops.
an attractive agricultural practice which not only augments crop yield but also provides a
plausible solution for the land
effluent contains nearly 5 kg of potassium, 300 grams of nitrogen and 20 grams of
phosphorus. If one centimetre of post methanation
Gujarat Cleaner Production Centre- ENVIS Centre
It is done by incinerating the distillery spent wash. In this process, the raw distillery
wash is first neutralized with lime and filtered. This is further concentrated to about
effect forcer circulation evaporators. Now this thick liquor from
the evaporator is burnt in an incinerator and is converted into ash. The dry so
spent wash in the form of coke in the incinerator has an average calorific value of 2
Kcal/kg, which is sufficient for supporting self-combustion of the thick liquor in the
incinerator. The resulting ash is found to contain about 37% of potash as potassium oxide
on an average. This ash is further leached with water to dissolve the potassium salts.
Then it is neutralized with sulphuric acid and is evaporated. The potassium salts are
crystallized in a crystal1izer. The crystallized mixed potassium salt contains 73.5% of
SO4) 16.5% potassium chloride (KCl) and 5% of sodium salts. It
is estimated that a distillery discharging about 300 m3 of spent wash per day could
recover 3 tonnes of Potassium as Potassium oxide or about 5.34 tonnes of Potassium
sulphate and 1.2 tonnes of Potassium chloride per day. This potassium is used as a
Distillery Wastewater Utilisation In Agriculture
organic matters, the utilisation of distillery effluents in agricultural
fields creates organic fertilization in the soil which raises the pH of the soil, increases
of certain nutrients and capability to retain water and also improves the
physical structure of soil. Mostly the distillery wastewaters are used for pre
harvest fields are filled with distillery effluents. After 15
when the surface is almost dried, the fields are tilled and the crops are sown and subse
quent irrigation is given with fresh water. However, the effluent is diluted 2
before application on crops. Apparently, the irrigation with distillery wastewater seems to be
an attractive agricultural practice which not only augments crop yield but also provides a
solution for the land disposal of the effluents. One cubic metre of methanated
effluent contains nearly 5 kg of potassium, 300 grams of nitrogen and 20 grams of
If one centimetre of post methanation effluent is applied
30 | P a g e
It is done by incinerating the distillery spent wash. In this process, the raw distillery
wash is first neutralized with lime and filtered. This is further concentrated to about
effect forcer circulation evaporators. Now this thick liquor from
the evaporator is burnt in an incinerator and is converted into ash. The dry solids of the
spent wash in the form of coke in the incinerator has an average calorific value of 2
combustion of the thick liquor in the
as potassium oxide
on an average. This ash is further leached with water to dissolve the potassium salts.
Then it is neutralized with sulphuric acid and is evaporated. The potassium salts are
salt contains 73.5% of
) 16.5% potassium chloride (KCl) and 5% of sodium salts. It
of spent wash per day could
4 tonnes of Potassium
sulphate and 1.2 tonnes of Potassium chloride per day. This potassium is used as a
lery effluents in agricultural
fields creates organic fertilization in the soil which raises the pH of the soil, increases
water and also improves the
distillery wastewaters are used for pre-sowing
ery effluents. After 15-20 days,
when the surface is almost dried, the fields are tilled and the crops are sown and subse-
ith fresh water. However, the effluent is diluted 2-3 times
Apparently, the irrigation with distillery wastewater seems to be
an attractive agricultural practice which not only augments crop yield but also provides a
One cubic metre of methanated
effluent contains nearly 5 kg of potassium, 300 grams of nitrogen and 20 grams of
on one hectare of

Gujarat Cleaner
agricultural land annually, it
of sulphates, 28 kg of nitrogen and 2 kg of phosphates.
21.5 percent potash as KO,
Nitrogen as N2. The irrigational and manorial potential of
i) Total Volume available
ii) Nutrients Contribution Potential
Economic Aspects
When the distillery effluents are used for
in it transform the lands
Farmers could save nitrogenous
distilleries of out country
predicted that the utilisation
able nitrogen, phosphorous and potash
advantage of this application
organic form. As the secondary and tertiary systems for the treatment of
highly energy intensive and according
connected load of 200 M.W. would be required to energising these
endeavour to reduce the BOD level
desired energy would need an installed load of 350 M.W. which
investment of the order of about Rs
Gujarat Cleaner Production Centre- ENVIS Centre
tural land annually, it will yield nearly 600 kg of potassium, 360 kg of calcium, 100 kg
28 kg of nitrogen and 2 kg of phosphates. The distillery effluent contains 0.6 to
KO, 0.1 to 1.0 percent phosphorus as PO and 0.01
The irrigational and manorial potential of distillery wastewaters is given below:
Total Volume available in Million m3 /annum :
Nutrients Contribution Potential (tonnes/annum) : N
PO
KO
effluents are used for irrigation in fallow lands, the microbes present
lands into fertile ones, giving high yields of paddy and sugarcane.
Farmers could save nitrogenous fertilisers worth Rs 1335 crores per annum if at least 200
country recycled their wastes to the agricultural fields.
utilisation of distillery effluent for irrigation of land would
able nitrogen, phosphorous and potash valued at about Rs 500 crores each year. The added
application would be that these fertilisers would be available
As the secondary and tertiary systems for the treatment of distillery effluent are
highly energy intensive and according to the estimates of the Union Ministry of Energy a total
nected load of 200 M.W. would be required to energising these systems if 2
endeavour to reduce the BOD level of effluent to the extent possible. The generation of the
desired energy would need an installed load of 350 M.W. which would require capital
investment of the order of about Rs 1400 crores. So it will be an attractive practice to utilise the
31 | P a g e
600 kg of potassium, 360 kg of calcium, 100 kg
effluent contains 0.6 to
and 0.01 to 1.5 percent
ters is given below:
6.87
N - 69380
- 11335
- 27480
lands, the microbes present
into fertile ones, giving high yields of paddy and sugarcane.
crores per annum if at least 200
fields. However, it is
would make a v a i l -
crores each year. The added
available to soil in
distillery effluent are
to the estimates of the Union Ministry of Energy a total
systems if 246 distilleries
of effluent to the extent possible. The generation of the
would require capital
n attractive practice to utilise the

Gujarat Cleaner
distillery effluents for ferti
abundance around the distiller
Gujarat Cleaner Production Centre- ENVIS Centre
effluents for ferti-irrigation of land after primary treatment, as land is available in
abundance around the distilleries which are located in the sugarcane belts.
32 | P a g e
ment, as land is available in