-
8/14/2019 11312_09_Progressing Cavity Pumps, Downhole Pumps and
Mudmotors
1/14
-
8/14/2019 11312_09_Progressing Cavity Pumps, Downhole Pumps and
Mudmotors
2/14
-
8/14/2019 11312_09_Progressing Cavity Pumps, Downhole Pumps and
Mudmotors
3/14
content, pum p life is inversely proportional to a value
betweenthe square and the cube of the pum p speed. Low er speeds
willcontribute to longer life bu t, for the same flow rate , the
slowerpump will be larger and almost certainly more expensive on
afirst-cost basis.
T h e Am erican Petroleum Institute (API) publishes a stan-dard,
AP1-676, for ro tary positive displacement pum ps. It is agood
source for pump specifications but, perhaps more impor-tant, it
contains a data sheet to be completed by the user or buyerfor
inquiry purposes and the seller or manufacturer for quota-tion
purposes. It collects the most relevant data needed to spec-ify
user requirements, the nature of the liquid to be pum ped, andthe
conditions of pump operation. It is a good overview tha t cov-ers
all usual pum ping needs, but it does no t collect informationabou
t solids co ntent Therefo re, add at least:
Weight % solids Maximum particle size Maximum fiber length
Description of solids, especially as it relates to abrasionIn
classic pump selection, the system net positive inletpressure
available (NPIPa) must at least equal, and preferably
exceed, the pum p net positive inlet pressure required (N PIP
r).If th e reader is familiar w ith centrifugal pum ps, the com
para-ble terms are NPSHa (net positive suction head available)
andNPSHr (net positive suction head required). For PC pumpstha t
frequently deal with a non hom ogeneous fluid (i.e., havingsolids
and/or gas or froth) delivered to the pump in clumps or
-
8/14/2019 11312_09_Progressing Cavity Pumps, Downhole Pumps and
Mudmotors
4/14
batches rather than continuously, the NPIP concept
becomesslightly less clear. Empirical data gathered by pump
manufac-turers provides guidance on maximum pump speed relative
tokeeping the in let pum p cavity reasonably filled before it
closesoff to inlet flow. Many PC pumps can be provided with anauger
screw welded to the connecting rod (coupling rod) thatforce-feeds
inlet fluid into the pumping elements. Indepen-dently driven auger
screws can also be provided on hopper-style pumps that will force
thick, high-viscosity solids materialinto the pum ping screw.
Rotor-to-stator rubbing speed is the maximum surfacespeed of the
ro to r outside diam eter as it rotates and oscillateswithin the
stator. Since the rotor and stator normally have aninterference fit
at operating temperature, rubbing speedshould be limited to about
16 ft/sec on clean, lower-viscosityliquids (no solids). T his means
that larger displacement p um pswill need to be operated at lower
speeds than small displace-ment pumps, a fact that applies to most
all-rotary positive dis-placement pumps.Example 1: Pum p
SizingFluid: Secondary waste water sludgeFlow Rate: 100
gpmDifferential Pressure: 50 psidMaximum Particle Size: 0.25
in.
First, categorize the degree of abrasiveness from Table 1.In our
example, it is "medium." If in doubt, select the next-worst
classification.
-
8/14/2019 11312_09_Progressing Cavity Pumps, Downhole Pumps and
Mudmotors
5/14
TABLE IMax.RubbingSpeed Max. *
Abrasives Viscosity (ft/sec) rpm Fluid ExamplesHeavy Very
-
8/14/2019 11312_09_Progressing Cavity Pumps, Downhole Pumps and
Mudmotors
6/14
TABLE 2
Sze
Gap1rpm*
Dispame(ma*rpm)
Dispame(ma*gm)
RunS
(ft/sec)p
1rpm
MmmPaceSze
(n MmmFibLnh
(n
ABCDEFGHJKLMNPRST
0.0530.0990.1980.3960.7931.6513.3036.605
13.21025.09936.32849.53866.05095.773
178.336330,251627.477
3,0003,0003,0003,0002,5002,0001,6001,2001,000
800700650575500425330275
1.63.05.9
11.919.833.052.879.3
132.1200.8254.3322.0379.8478.9757.9
1089.81725.6
0.220.300.420.490.640.790.981.331.571.952.212.462.663.153.844.595.71
0.030.040.040.060.080.100.120.150.200.270.270.370.370.550.790.981.18
1.01.21.41.41.41.71.71.92.43,13.13.93.95.18.39.89.8
* Mechanical speed limit.** Theoretical (neglecting slip).
-
8/14/2019 11312_09_Progressing Cavity Pumps, Downhole Pumps and
Mudmotors
7/14
TABLE 3Size RPM per 100 gpm Rubbing Speed (ft/sec)K 398 Tj6L 275
6.08M 202 4.97N 151 4.02P 104 3.28
TABLE 4Maximum PSID/Stage
Unequal Wall Equal WallAbrasives 1:2 Geometry 2:3 Geometry 1:2
GeometryHeavy 15 22 30Medium 35 52 70Light 60 90 120None 87 130
175
A conventional stator is manu factured using com m oncylindrical
pipe as the outer structure. It is strong and rela-tively
inexpensive. However, when the elastomeric liner is in-jected
between the pipe inside diameter and the removablecore in the
molding process, the wall thickness of the elas-tom er varies along
the length of the stator from the minimumdesign thickness to
perhaps twice that thickness. This type ofstator is know n as an
uneq ual wall stator, the m ost com m ontype in service today
(Table 4).T h e equal wall stator has evolved and now dem
onstratesimproved pump capability. It is manufactured using a
cast
-
8/14/2019 11312_09_Progressing Cavity Pumps, Downhole Pumps and
Mudmotors
8/14
outer metallic shell containing the same lead thread as
themolded inside diameter will have. Thus, the thickness of
theelastomer lining is uniform thro ug ho ut the length of the
sta-tor. While the cast stator is more expensive than pipe,
itrequires less volume of elastomer. If the elastomer is
costly(e.g., fluorocarbon), the total cost of the sta tor m ay be
lower,reducing both initial pu m p cost and replacem ent stator
costs.
As the ro tor turn s inside an unequa l wall stator, the w
orkdone on the elastomer (flexing of the elastomer) varies be-tween
w here it is thick versus thin . Th is requires significantlymore
starting and running torque than an equal wall statorpum p. T h e
nonuniform flexing of the unequal wall stator linergenerates
nonuniform frictional heat within the elastomerwith a nonuniform
heat dissipation capability that limits itspressure per stage
rating. The uniform flexing of the elas-tom er in an equal wall
stator allows a pressure ra ting per stagein the order of twice as
high as an unequal wall stator designof the same number of stages.
At elevated pressure rating,abrasive solids content should be kept
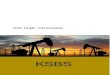
minimal for reasonablyequal wall stator life. See Fig. 119 .
A 1:2 geometry in a two-stage pump or a 2:3 geometrysingle-stage
pump will meet the specified pumping require-m ents. M ore stages
reduce the pressure rise pe r stage and willsignificantly extend
pump life, especially in abrasive services.
-
8/14/2019 11312_09_Progressing Cavity Pumps, Downhole Pumps and
Mudmotors
9/14
FE G U R E 119Standard (left) and "equa l wall" (right) stator
designs and comparisonof profiles.
Example 2:Pump SizingFluid: PolymerFlow Rate: 5gpmDifferential
Pressure: 150 psidMaximum Particle Size: None; liquid is clean,
viscosity low
(100 cP)
-
8/14/2019 11312_09_Progressing Cavity Pumps, Downhole Pumps and
Mudmotors
10/14
First, categorize the degree of abrasiveness ("none" fromTable
1). F rom Table 2, the smallest pu m p tha t can p rovidethe
specified flow is "C ." T h e required speed, neg lecting slip,is 5
gpm / 0.198 gal / 100 rpm x 100, or 25.25 rpm. The re-sultant
rubbing speed is 25.25 X 0.42, or 10.6 ft/sec. T h is ru b -bing
speed is midrange of tha t recom m ended. A 1:2 geom
etrysingle-stage p um p will me et the req uirem ents, as will a
two -stage 1:2 geometry unequal wall pump.
Unless a variable speed drive is used, the actual pumpspeed will
depend upon the loaded speed of the driver and theactual gear ratio
(available from a speed reducer supplier). Inthe first example, the
actual available ratios might be limitedto 380 rpm or 405 rpm , in
wh ich case flow rates and rub bin gspeeds need to be recalculated
at the actual expected speed todeterm ine p um p performance.
Obviously, if the flow rate r e -quired is critical, the
higher-speed reducer should be chosen.If the required flow rate is
not critical, the slightly lower ratiowill produce slightly less
flow and draw slightly less power.Note that in the PC pump
industry, the standard direction ofrotation is counterclockwise,
facing the pump shaft. Most PGpumps are driven through speed
reduction mechanisms thatreverse the input drive direction of
rotation .
Due to the interference fit of the rotor to the stator,
thenecessary pum p starting torqu e can exceed the pu m p run nin
gtorque requirement (Fig. 120). Both must be calculated, andthe
higher of the tw o is used to size the driver. T h e
calculationmethodology is often proprietary to the PC pump
manufac-turer. Allowance for speed reduction device inefficiency
mustalso be factored into the final power ra ting of the drive
needed.
-
8/14/2019 11312_09_Progressing Cavity Pumps, Downhole Pumps and
Mudmotors
11/14
T
FIGURE I 20 Starting torque relationship (standard design and
the equal-wa
T o r q u e f o r ET o r q u e f o r UT o r q u e fo r ET o r q
u e fo r UT o r q u eS p e e dT o r q u e is a
T N ET N CT S ET S CTNT f [ n ]
TORQUE REQUIREMENTS
U N - E Q U A L S T A T O RE Q U A L W A L L S T A T D R
-
8/14/2019 11312_09_Progressing Cavity Pumps, Downhole Pumps and
Mudmotors
12/14
Due to thermal growth of both the rotor and stator, forliquid
pumping temperatures outside the temperature rangeof ~ 50-115F,
rotor outside diam eters are left oversized (coldservice) or
undersized (hot service) to m aintain the requiredamount of
interference fit between them. If a rotor is under-sized for
high-temperature operation, standard factory testingwill not
achieve the same flow rate as will be pum ped when inservice at
high temperature. The ambient test will produce alower flow rate
due to little or no interference between thenew ro tor and its new
stator.
Some PC pumps are available with adjustable stators.These
stators are axially slotted on the OD and equipped withclamping
bands along their le ng th. As the clamps are tig ht-ened, the
degree of rotor-to-stator interference can be con-trolled un der
varying pum ping tem perature conditions. T h eycan also compensate
for w ear by restor ing a w orn stator to alike-new interference
fit.Metallic StatorsM etallic sta tors, also known as rigid stato
rs, can be suppliedwhen requirements, operating conditions, and
economies arealigned. Metallic stators can handle much higher
pressure perstage than elastomeric stators, up to 500 psi per
stage. Theyare used with pumpage over ~ 5,000 cp and allow
muchshorter pum ps for high-pressure service than would otherwisebe
possible for PC pumps. The rotor-to-stator fit is a clear-ance fit.
Consequently, removal, cleaning, and reinstallationof the rotor is
much easier and quicker. This is especially
-
8/14/2019 11312_09_Progressing Cavity Pumps, Downhole Pumps and
Mudmotors
13/14
advantageous w here cleaning every shift is a req uirem en t
suchas in food plants. Products pumped most frequently in thefood
industry include meat emulsions, cookie fillings, cake andcookie
icings, glucose , glues, pastes, ho t grease, and molasses,as well
as paint, hot resins, varnishes, and similar
high-viscositymaterials.
Metallic stators are available in various stainless steels
aswell as tool steels. Since the re is essentially no ro tor -to
-sta torcontact, product contamination from elastomer wear
particlesis eliminated. Metallic stator PC pumps can handle higher
tem -peratures as well, to 5000F with drive-end modifications. T
hey
FIGURE 121Hollow rotor design.
-
8/14/2019 11312_09_Progressing Cavity Pumps, Downhole Pumps and
Mudmotors
14/14