Embed Size (px)
Citation preview

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
GBH Enterprises, Ltd.
Oxidative Coupling Combined with Distillation to Remove Mercaptan Sulfur from NGLs Case Study: #0184157GB/H
Process Information Disclaimer Information contained in this publication or as otherwise supplied to Users is believed to be accurate and correct at time of going to press, and is given in good faith, but it is for the User to satisfy itself of the suitability of the Product for its own particular purpose. GBHE gives no warranty as to the fitness of the Product for any particular purpose and any implied warranty or condition (statutory or otherwise) is excluded except to the extent that exclusion is prevented by law. GBHE accepts no liability for loss, damage or personnel injury caused or resulting from reliance on this information. Freedom under Patent, Copyright and Designs cannot be assumed.

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
CONTENTS Background Figure 1. Typical LPG Fractionation line-up and Sulfur Compound Distribution Potential Market for low Sulfur LPGs Sulfur removal from LPGs
Oxidative coupling combined with distillation Figure 2. Debutanizer with Catalytic Oxidative Coupling Aspen Simulation Results Integration of reaction and distillation Technical Issues Practical Issues Future Considerations Market Issues Technical Issues Additional Technical Requirements References Appendix Kerosene Sweetening

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
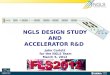
PROPOSED USE OF OXIDATIVE COUPLING COMBINED WITH DISTILLATION TO REMOVE MERCAPTAN SULFUR FROM NGLS Background The production of natural gas liquids from natural gas generally involves liquefaction followed by fractionation to give the individual products – ethane, propane, butane (sometimes separated into iso and normal) and natural gasoline. The sulfur content of the liquids depends on the initial content of the associated gas, the processing method and the treatment of the liquids themselves. Once the liquids have been condensed out of associated gas they are fractionated – typically following a scheme as in fig.1. This may or may not be followed by a pre-treatment step such as an amine/ caustic wash to partially or fully remove H2S / COS. The typical sulfur compounds present and their split between the different products is shown. More details in refs 1,2,3. As can be seen, the propane and butane streams (LPGs) are contaminated with mostly mercaptan sulfur, often at levels of several 100 wt ppm S.
Fig 1 - Typical LPG fractionation line-up
and sulfur compound distribution
De- ethanizer De- propanizer De- butanizer Butane splitter
Ethane Propane Butanes i-butane
C5+ n-butane
H2S COS C1SH C2SH DMS C3SH ++
H2S COS C1SH
H2S COS C1SH C2SH DMS C3SH ++
H2S COS C1SH
C1SH C2SH DMS C3SH ++
C1SH C2SH DMS C3SH ++
C1SH C2SH DMS
C1SH
C2SH DMS

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
Potential Market for Low Sulfur LPGs At present there are no real sulfur limits on LPGs. So, typically they contain several 100 ppm of sulfur. There are many small plants in North America producing LPGs. There are a number of markets – auto fuel, cooking fuel, refinery/chemicals feed or fuel, aerosols and others. I believe that in N America in most situations the sulfur is not removed. However, there are probably caustic (UOP Merox or Merichem) sweetening units on many facilities, turning the mercaptans into disulfides and thus reducing corrosivity. Similarly in Europe and the ROW, sulfur is not usually extracted at the moment. In Europe there is probably even less processing with more situations of ‘smelly’ LPGs. Going forward, it seems likely that there will be more restrictions imposed, especially in the market for auto-gas as it will have to conform to the same standards as other fuels. Sulfur Removal from LPGs As stated above, the main sulfur compounds, which get into propane and butane, are determined by boiling point due to the production by fractionation (shown below in order of increasing bpt.): Hydrocarbons bpt C Sulfur compounds
bpt C
Ethane -90 H2S -60 COS -50 Propane -40 i-butane -10 n-butane 0 CH3SH 10 Pentanes 10- 35 C2H5SH 35 DMS (CH3SCH3) 40 Other S compounds >50 The main contaminants of propane are H2S, COS and CH3SH, the first two of which can mainly be removed by pre-processing. Those in butanes are CH3SH, C2H5SH and very low levels of DMS. These could be removed by extractive caustic-based oxidation, adsorption onto mol. sieves or by hydrotreating and subsequent removal of the H2S (e.g. there is a low temperature HDS to purify LPG for aerosols). These would all involve addition of an extra processing step and significant extra number of equipment items.

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
Case Study: #0184157GB/H: Use oxidative coupling combined with distillation I believe that it is common to run the depropanizer and debutanizer on these trains at high enough pressures, which enable overhead distillate cooling to be carried out by using cooling water or with air coolers. If they run at pressures of about 20 bara and 10 bara respectively, the overhead condensing temperatures are about 70 o
C in each. The concept would be to put a catalyst in the upper section of the debutanizer, which could continuously oxidize the mercaptan species to disulfides. These would then separate out by fractionation and go down the column into the debutanizer bottom fraction (natural gasoline) – i.e. catalytic distillation (figure 2) The advantage would be that a pure butanes stream can be obtained in a single step, rather than having to use an additional step (such as caustic extraction, mol. sieve or hydrogenation). This could also be applied to the depropanizer. GBH Enterprises have a suitable catalyst, at least in terms of chemistry – VULCAN Series VGP Xc 300. This is a CuCl2, based catalyst, which performs the overall reaction, e.g.: 2CH3–S–H + 0.5 O2 = CH3-S-S-CH3 + H2O (See Appendix: VULCAN Series VGP Xc 300 Technical Overview) The supposed mechanism for this is via Cu (1) mercaptide formation initially, which is then oxidized to give the disulfide. The Cu catalyst (VULCAN Series VGP Xc 300) works in kerosene and has also been used on NGLs (butane/pentane). Furthermore a temperature of 70-80 o C is within its operating range. So it seems that there is a fortunate combination – the operating temperature of the catalyst is close to the ideal temperature for fractionation. Some water and air would need to be added – these could be added to the feed just before the column.

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
Figure 2 shows the concept. Looking at a feed to the debutanizer of the following molar composition : Propane 1.3% n-butane 33.0% i-butane 30.3% n-pentane 35.3% Methyl mercaptan 124 ppmv Ethyl mercaptan 141 ppmv DMS 71 ppmv Total S 170 ppmwt

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
The debutanizer is running at 10 bara, a reflux ratio of 2.0, an overhead temperature of 70 o C., a bottoms temperature of 120 o C, with 20 stages below the feed and 10 stages above it. The ASPEN simulation gives the results in the following table – the oxidation case has been modeled as a single reaction stage above the feed for now – basis feed rate about 60 bpd : Comparison table of debutanizer operation with and without oxidative coupling: Base case With No oxidation Oxidation Water added kgmols/hr 0 0.025 Air added kgmols/hr 0 0.022 Butane rate kgmols/hr 43.2 43.2 CH3SH Ppmv 194 0 C2H5SH Ppmv 8 0 DMS Ppmv 2 2 Total S Ppmwt 160 1 Water Ppmwt 0 160 O2 Ppmwt 0 8 N2 Ppmwt 0 200 Gasoline rate kgmols/hr 26.8 26.8 CH3SH Ppmv 10 3 C2H5SH Ppmv 356 125 DMS Ppmv 180 180 DMDS Ppmv 0 160 DEDS Ppmv 0 122 Total S Ppmwt 247 392 Water Ppmwt 0 100 The following comments can be made – 1. The concept works well in simulation 2. There is no difficulty with water balance being an issue as at 80 o C the capacity of butane/ pentane to carry away water is about 1500 wt pm in solution. This will far exceed water generation from any possible level of mercaptan in the hydrocarbon stream. It will however mean that the product butane is not bone dry. 3. The oxidation balance shows a 15% excess of O2 used. There is a significant margin above this, while still being able to keep all of the O2/N2 soluble in the butane product.

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
Integration of reaction and distillation There are 3 technical issues that I can think of relating to whether the catalyst could be used inside a debutanizer column. 1. Do required LHSV requirements match with available column volume? Based on the debutanizer column design for a North American LPG recovery plant train 1 – 1100 bpd butane - which is 48” diameter with a typical tray spacing of 18”, 6 trays depth corresponds to a LHSV of around 1.0. We know that the catalyst has a very satisfactory performance, especially at 70-80 o C and should perform in much less volume / much higher space velocity. 2. Will mass transfer of oxygen be adequate? The conventional sweetening process is carried out all in the liquid phase. Hence all the stoichiometric reaction oxygen and the excess is in solution. In the distillation case, there are 2 phases and most of the oxygen will be in the vapor phase. As the reaction proceeds at the catalyst surface, oxygen will have to dissolve in the liquid to replenish what has reacted and diffuse through the liquid to the catalyst surface. The feeling is that this should be ok, because the rate determining step is likely to be the initial mercaptide adsorption. It could mean that higher air injection rates are required. 3. What kind of particle size / structure does the catalyst need to have to satisfy hydrodynamic considerations, how does this impact on method of manufacture and how will it be supported in the column? The present generation of VULCAN Series VGP Xc 300 has a very broad size range distribution. This has not been looked at so far. More detailed calculation work could be done in the area of 2 and 3 to understand these points. Other practical issues 1. Safety. Clearly any process in which air is added to a hydrocarbon stream needs to be considered from the safety point of view very carefully. However, it should be possible to reach a satisfactory solution as this is not dissimilar to MEROX sweetening. 2. Loading the catalyst. Consideration will need to be given to the loading of the catalyst system into the column. 3. Materials of construction. Due to the background levels of HCl around the catalyst, the column would need to be epoxy lined as in kerosene sweetening. It is assumed that there is no significant loss of HCl up or down the column as in normal sweetening. Points 2 and 3 taken together probably mean that it would be difficult to consider this as a revamp option for existing debutanizers.

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
4. There is information in the references that DMDS partially dissociates at reboiler temperatures exceeding 120 o C or so. This might mean that the bed is challenged with some H2S. It might need to have a small bed of ZnO underneath it. 5. Is there any problem with water / dissolved gases in the products? This should be no different from if the liquids are caustic treated. What about the fact that the gasoline fraction has a higher sulfur level ? Future Considerations
Market Issues
A key question is whether there is any market for low sulfur LPGs or in the next few years in new build projects. We also need to establish better what is the current extent of purification facilities and whether there is any drive to achieve better purification.
Technical Issues
We need to do some more limited work around mass transfer / catalyst particle size and packing etc, to understand what would be needed to put the catalyst in a column, to optimize the performance of VULCAN Series VGP Xc 300. Note: Testing of the catalytic distillation is not easy due to the high pressures involved. Additional Technical Requirements: We need some basic data on reaction rates of CH3SH coupling vs. temperature and dissolved O2 level. This could probably be done with the mercaptan in a heavier carrier at atmospheric pressure. In terms of further work on the distillation, we need to consider collaboration with identified experts in catalytic distillation, or LPG technology providers. References : 1. Gas conditioning and processing – vol 4 – chapter 8 (Liquid sweetening) 2. Sulfur compound distribution in NGL: plant test data – Harryman and Smith – 73rd GPA annual convention 1994 3. Update on sulfur compound distribution in NGL: plant test data – Harryman and Smith – 75th GPA annual convention 1996

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
APPENDIX
VULCAN Series VGP Xc 300 Technical Overview

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com










![Alternative routes to methyl mercaptan from C -compounds · 2015. 12. 13. · aliphatic thiols act as strong nucleophiles [1, 2]. Methyl mercaptan is a colorless, highly flammable](https://img.pdfslide.us/doc/110x75/60c666413cf11d5dc21ac714/alternative-routes-to-methyl-mercaptan-from-c-compounds-2015-12-13-aliphatic.jpg)