Embed Size (px)
Citation preview

Failure Mode Effect AnalysisIntroduction and ExampleDr. Kylash Makenji

• Introduction and Overview
• What is Failure Mode Effect Analysis (FMEA)?
• Who uses FMEA?
• Pre-requisites
• Working through a FMEA, Example
• RPN’s, What to do next
• Team exercise
Contents

Introduction and Overview

What is FMEA?

Who uses FMEA?
• Automotive
– Jaguar Land rover, Ford, BMW, Honda, VW group
– All of the others……
• Aerospace
– Boeing, Airbus, NASA
• Military
– Armed forces, Air and Sea

• Prior to FMEA you need– A design, process or function
– Bill of materials (BOM)
– A specification, target or objective
– Cross functional team, designer, engineer, manufacturing team………
• Additionally– Standard operating procedure
– Ability to influence or change
– Team skills and competencies, who does what
Pre-requisites

Working through a FMEA

Document and steps overview

Use FMEA anywhere
Buying some milk

Action Results
Item / FunctionPotential Failure
Mode(s)Potential Effect(s)
of Failure
S
e
v
PotentialCause(s)/
Mechanism(s) ofFailure
O
c
c
u
r
r
Current DesignControls - Prevention
Current DesignControls - Detection
D
e
t
R
P
N
RecommendedAction(s)
Responsibility &Target
Completion DateActions Taken
New
Sev
New
Occ
New
Det
New
RP
N
Buy milk forlactose intolerantchild
None available instore
No breakfast forthe little one
3 Shop runs out ofmilk
4 Stock management,EPOS, monitoring levelof sales,
Review of stock levels,visual check of shelvesand warehouse
3 36
3 Shop does notstore that variety
10 Store policy Review of stock levels,visual check of shelvesand warehouse
1 30
I buy the incorrectone
Child hasbreakfast and hasa bad reaction
7 Not in the samelocation in thestore
3 Standard stock andstore layout
Clear labelling of thestorage area, teamtraining
4 84 Not all teammembers canread English,investigate howto improve
Mgr., xx/xx/xx English test andtraining
Incorrect milk incontainer,labelling error
Child hasbreakfast and hasa bad reaction
7 Dairy has filledthe incorrectcontainer
1 Dedicated lactose freeproduction line
Batch testing of themilk
2 14
7 Dairy has usedthe wrong labels
2 Dedicated lactose freeproduction line, andpackaging
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 28
Spill milk before Iget home
No breakfast forthe little one
3 Screw on cap notsecure
2 Screw cap fitting isautomated, torquesetting on equipment
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
6 36 Investigatecalibrated screwon and off device
Milk on floor,danger ofslippage
6 Container too thinto hold milk, splitin side wall
3 Automated andestablished process, inline wall sectionchecks
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 36
Log, dates, team members, design numbers and versionsList a design, function or process items

Action Results
Item / FunctionPotential Failure
Mode(s)Potential Effect(s)
of Failure
S
e
v
PotentialCause(s)/
Mechanism(s) ofFailure
O
c
c
u
r
r
Current DesignControls - Prevention
Current DesignControls - Detection
D
e
t
R
P
N
RecommendedAction(s)
Responsibility &Target
Completion DateActions Taken
New
Sev
New
Occ
New
Det
New
RP
N
Buy milk forlactose intolerantchild
None available instore
No breakfast forthe little one
3 Shop runs out ofmilk
4 Stock management,EPOS, monitoring levelof sales,
Review of stock levels,visual check of shelvesand warehouse
3 36
3 Shop does notstore that variety
10 Store policy Review of stock levels,visual check of shelvesand warehouse
1 30
I buy the incorrectone
Child hasbreakfast and hasa bad reaction
7 Not in the samelocation in thestore
3 Standard stock andstore layout
Clear labelling of thestorage area, teamtraining
4 84 Not all teammembers canread English,investigate howto improve
Mgr., xx/xx/xx English test andtraining
Incorrect milk incontainer,labelling error
Child hasbreakfast and hasa bad reaction
7 Dairy has filledthe incorrectcontainer
1 Dedicated lactose freeproduction line
Batch testing of themilk
2 14
7 Dairy has usedthe wrong labels
2 Dedicated lactose freeproduction line, andpackaging
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 28
Spill milk before Iget home
No breakfast forthe little one
3 Screw on cap notsecure
2 Screw cap fitting isautomated, torquesetting on equipment
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
6 36 Investigatecalibrated screwon and off device
Milk on floor,danger ofslippage
6 Container too thinto hold milk, splitin side wall
3 Automated andestablished process, inline wall sectionchecks
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 36
Record any and all potentialfailure modes

Action Results
Item / FunctionPotential Failure
Mode(s)Potential Effect(s)
of Failure
S
e
v
PotentialCause(s)/
Mechanism(s) ofFailure
O
c
c
u
r
r
Current DesignControls - Prevention
Current DesignControls - Detection
D
e
t
R
P
N
RecommendedAction(s)
Responsibility &Target
Completion DateActions Taken
New
Sev
New
Occ
New
Det
New
RP
N
Buy milk forlactose intolerantchild
None available instore
No breakfast forthe little one
3 Shop runs out ofmilk
4 Stock management,EPOS, monitoring levelof sales,
Review of stock levels,visual check of shelvesand warehouse
3 36
3 Shop does notstore that variety
10 Store policy Review of stock levels,visual check of shelvesand warehouse
1 30
I buy the incorrectone
Child hasbreakfast and hasa bad reaction
7 Not in the samelocation in thestore
3 Standard stock andstore layout
Clear labelling of thestorage area, teamtraining
4 84 Not all teammembers canread English,investigate howto improve
Mgr., xx/xx/xx English test andtraining
Incorrect milk incontainer,labelling error
Child hasbreakfast and hasa bad reaction
7 Dairy has filledthe incorrectcontainer
1 Dedicated lactose freeproduction line
Batch testing of themilk
2 14
7 Dairy has usedthe wrong labels
2 Dedicated lactose freeproduction line, andpackaging
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 28
Spill milk before Iget home
No breakfast forthe little one
3 Screw on cap notsecure
2 Screw cap fitting isautomated, torquesetting on equipment
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
6 36 Investigatecalibrated screwon and off device
Milk on floor,danger ofslippage
6 Container too thinto hold milk, splitin side wall
3 Automated andestablished process, inline wall sectionchecks
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 36
List the potential effects of thefailure

• How severe is the failure mode to customers?
– 10 = very severe, may kill
– 1 = no effectEffect SEVERITY of Effect Ranking
Hazardous without warning Very high severity ranking when a potential failure mode affects safe system operation without warning 10
Hazardous with warning Very high severity ranking when a potential failure mode affects safe system operation with warning 9
Very High System inoperable with destructive failure without compromising safety 8
High System inoperable with equipment damage 7
Moderate System inoperable with minor damage 6
Low System inoperable without damage 5
Very Low System operable with significant degradation of performance 4
Minor System operable with some degradation of performance 3
Very Minor System operable with minimal interference 2
None No effect 1
Severity

Action Results
Item / FunctionPotential Failure
Mode(s)Potential Effect(s)
of Failure
S
e
v
PotentialCause(s)/
Mechanism(s) ofFailure
O
c
c
u
r
r
Current DesignControls - Prevention
Current DesignControls - Detection
D
e
t
R
P
N
RecommendedAction(s)
Responsibility &Target
Completion DateActions Taken
New
Sev
New
Occ
New
Det
New
RP
N
Buy milk forlactose intolerantchild
None available instore
No breakfast forthe little one
3 Shop runs out ofmilk
4 Stock management,EPOS, monitoring levelof sales,
Review of stock levels,visual check of shelvesand warehouse
3 36
3 Shop does notstore that variety
10 Store policy Review of stock levels,visual check of shelvesand warehouse
1 30
I buy the incorrectone
Child hasbreakfast and hasa bad reaction
7 Not in the samelocation in thestore
3 Standard stock andstore layout
Clear labelling of thestorage area, teamtraining
4 84 Not all teammembers canread English,investigate howto improve
Mgr., xx/xx/xx English test andtraining
Incorrect milk incontainer,labelling error
Child hasbreakfast and hasa bad reaction
7 Dairy has filledthe incorrectcontainer
1 Dedicated lactose freeproduction line
Batch testing of themilk
2 14
7 Dairy has usedthe wrong labels
2 Dedicated lactose freeproduction line, andpackaging
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 28
Spill milk before Iget home
No breakfast forthe little one
3 Screw on cap notsecure
2 Screw cap fitting isautomated, torquesetting on equipment
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
6 36 Investigatecalibrated screwon and off device
Milk on floor,danger ofslippage
6 Container too thinto hold milk, splitin side wall
3 Automated andestablished process, inline wall sectionchecks
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 36

Action Results
Item / FunctionPotential Failure
Mode(s)Potential Effect(s)
of Failure
S
e
v
PotentialCause(s)/
Mechanism(s) ofFailure
O
c
c
u
r
r
Current DesignControls - Prevention
Current DesignControls - Detection
D
e
t
R
P
N
RecommendedAction(s)
Responsibility &Target
Completion DateActions Taken
New
Sev
New
Occ
New
Det
New
RP
N
Buy milk forlactose intolerantchild
None available instore
No breakfast forthe little one
3 Shop runs out ofmilk
4 Stock management,EPOS, monitoring levelof sales,
Review of stock levels,visual check of shelvesand warehouse
3 36
3 Shop does notstore that variety
10 Store policy Review of stock levels,visual check of shelvesand warehouse
1 30
I buy the incorrectone
Child hasbreakfast and hasa bad reaction
7 Not in the samelocation in thestore
3 Standard stock andstore layout
Clear labelling of thestorage area, teamtraining
4 84 Not all teammembers canread English,investigate howto improve
Mgr., xx/xx/xx English test andtraining
Incorrect milk incontainer,labelling error
Child hasbreakfast and hasa bad reaction
7 Dairy has filledthe incorrectcontainer
1 Dedicated lactose freeproduction line
Batch testing of themilk
2 14
7 Dairy has usedthe wrong labels
2 Dedicated lactose freeproduction line, andpackaging
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 28
Spill milk before Iget home
No breakfast forthe little one
3 Screw on cap notsecure
2 Screw cap fitting isautomated, torquesetting on equipment
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
6 36 Investigatecalibrated screwon and off device
Milk on floor,danger ofslippage
6 Container too thinto hold milk, splitin side wall
3 Automated andestablished process, inline wall sectionchecks
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 36
List the causes of failure

• How likely will the fault occur ?
– Use data, explicit and tacit knowledge
– If available, look at warranty and customer data
OCCURRENCE of Failure Failure Prob Ranking
Very High: Failure is almost inevitable >1 in 2 10
1 in 3 9
High: Repeated failures 1 in 8 8
1 in 20 7
Moderate: Occasional failures 1 in 80 6
1 in 400 5
1 in 2,000 4
Low: Relatively few failures 1 in 15,000 3
1 in 150,000 2
Remote: Failure is unlikely <1 in 1,500,000 1
Occurrence

Action Results
Item / FunctionPotential Failure
Mode(s)Potential Effect(s)
of Failure
S
e
v
PotentialCause(s)/
Mechanism(s) ofFailure
O
c
c
u
r
r
Current DesignControls - Prevention
Current DesignControls - Detection
D
e
t
R
P
N
RecommendedAction(s)
Responsibility &Target
Completion DateActions Taken
New
Sev
New
Occ
New
Det
New
RP
N
Buy milk forlactose intolerantchild
None available instore
No breakfast forthe little one
3 Shop runs out ofmilk
4 Stock management,EPOS, monitoring levelof sales,
Review of stock levels,visual check of shelvesand warehouse
3 36
3 Shop does notstore that variety
10 Store policy Review of stock levels,visual check of shelvesand warehouse
1 30
I buy the incorrectone
Child hasbreakfast and hasa bad reaction
7 Not in the samelocation in thestore
3 Standard stock andstore layout
Clear labelling of thestorage area, teamtraining
4 84 Not all teammembers canread English,investigate howto improve
Mgr., xx/xx/xx English test andtraining
Incorrect milk incontainer,labelling error
Child hasbreakfast and hasa bad reaction
7 Dairy has filledthe incorrectcontainer
1 Dedicated lactose freeproduction line
Batch testing of themilk
2 14
7 Dairy has usedthe wrong labels
2 Dedicated lactose freeproduction line, andpackaging
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 28
Spill milk before Iget home
No breakfast forthe little one
3 Screw on cap notsecure
2 Screw cap fitting isautomated, torquesetting on equipment
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
6 36 Investigatecalibrated screwon and off device
Milk on floor,danger ofslippage
6 Container too thinto hold milk, splitin side wall
3 Automated andestablished process, inline wall sectionchecks
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 36
If available use warrantee andcustomer data

Action Results
Item / FunctionPotential Failure
Mode(s)Potential Effect(s)
of Failure
S
e
v
PotentialCause(s)/
Mechanism(s) ofFailure
O
c
c
u
r
r
Current DesignControls - Prevention
Current DesignControls - Detection
D
e
t
R
P
N
RecommendedAction(s)
Responsibility &Target
Completion DateActions Taken
New
Sev
New
Occ
New
Det
New
RP
N
Buy milk forlactose intolerantchild
None available instore
No breakfast forthe little one
3 Shop runs out ofmilk
4 Stock management,EPOS, monitoring levelof sales,
Review of stock levels,visual check of shelvesand warehouse
3 36
3 Shop does notstore that variety
10 Store policy Review of stock levels,visual check of shelvesand warehouse
1 30
I buy the incorrectone
Child hasbreakfast and hasa bad reaction
7 Not in the samelocation in thestore
3 Standard stock andstore layout
Clear labelling of thestorage area, teamtraining
4 84 Not all teammembers canread English,investigate howto improve
Mgr., xx/xx/xx English test andtraining
Incorrect milk incontainer,labelling error
Child hasbreakfast and hasa bad reaction
7 Dairy has filledthe incorrectcontainer
1 Dedicated lactose freeproduction line
Batch testing of themilk
2 14
7 Dairy has usedthe wrong labels
2 Dedicated lactose freeproduction line, andpackaging
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 28
Spill milk before Iget home
No breakfast forthe little one
3 Screw on cap notsecure
2 Screw cap fitting isautomated, torquesetting on equipment
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
6 36 Investigatecalibrated screwon and off device
Milk on floor,danger ofslippage
6 Container too thinto hold milk, splitin side wall
3 Automated andestablished process, inline wall sectionchecks
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 36
What is in place to prevent thefailure occurring

Action Results
Item / FunctionPotential Failure
Mode(s)Potential Effect(s)
of Failure
S
e
v
PotentialCause(s)/
Mechanism(s) ofFailure
O
c
c
u
r
r
Current DesignControls - Prevention
Current DesignControls - Detection
D
e
t
R
P
N
RecommendedAction(s)
Responsibility &Target
Completion DateActions Taken
New
Sev
New
Occ
New
Det
New
RP
N
Buy milk forlactose intolerantchild
None available instore
No breakfast forthe little one
3 Shop runs out ofmilk
4 Stock management,EPOS, monitoring levelof sales,
Review of stock levels,visual check of shelvesand warehouse
3 36
3 Shop does notstore that variety
10 Store policy Review of stock levels,visual check of shelvesand warehouse
1 30
I buy the incorrectone
Child hasbreakfast and hasa bad reaction
7 Not in the samelocation in thestore
3 Standard stock andstore layout
Clear labelling of thestorage area, teamtraining
4 84 Not all teammembers canread English,investigate howto improve
Mgr., xx/xx/xx English test andtraining
Incorrect milk incontainer,labelling error
Child hasbreakfast and hasa bad reaction
7 Dairy has filledthe incorrectcontainer
1 Dedicated lactose freeproduction line
Batch testing of themilk
2 14
7 Dairy has usedthe wrong labels
2 Dedicated lactose freeproduction line, andpackaging
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 28
Spill milk before Iget home
No breakfast forthe little one
3 Screw on cap notsecure
2 Screw cap fitting isautomated, torquesetting on equipment
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
6 36 Investigatecalibrated screwon and off device
Milk on floor,danger ofslippage
6 Container too thinto hold milk, splitin side wall
3 Automated andestablished process, inline wall sectionchecks
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 36
What is in place to detect thefailure occurring

• How likely are you to detect the failure throughcontrols, before your customer does?
Detection Likelihood of DETECTION by Design Control Ranking
Absolute Uncertainty Design control cannot detect potential cause/mechanism and subsequent failure mode 10
Very Remote Very remote chance the design control will detect potential cause/mechanism and subsequent failure mode 9
Remote Remote chance the design control will detect potential cause/mechanism and subsequent failure mode 8
Very Low Very low chance the design control will detect potential cause/mechanism and subsequent failure mode 7
Low Low chance the design control will detect potential cause/mechanism and subsequent failure mode 6
Moderate Moderate chance the design control will detect potential cause/mechanism and subsequent failure mode 5
Moderately High Moderately High chance the design control will detect potential cause/mechanism and subsequent failure mode 4
High High chance the design control will detect potential cause/mechanism and subsequent failure mode 3
Very High Very high chance the design control will detect potential cause/mechanism and subsequent failure mode 2
Almost Certain Design control will detect potential cause/mechanism and subsequent failure mode 1
Detection

Action Results
Item / FunctionPotential Failure
Mode(s)Potential Effect(s)
of Failure
S
e
v
PotentialCause(s)/
Mechanism(s) ofFailure
O
c
c
u
r
r
Current DesignControls - Prevention
Current DesignControls - Detection
D
e
t
R
P
N
RecommendedAction(s)
Responsibility &Target
Completion DateActions Taken
New
Sev
New
Occ
New
Det
New
RP
N
Buy milk forlactose intolerantchild
None available instore
No breakfast forthe little one
3 Shop runs out ofmilk
4 Stock management,EPOS, monitoring levelof sales,
Review of stock levels,visual check of shelvesand warehouse
3 36
3 Shop does notstore that variety
10 Store policy Review of stock levels,visual check of shelvesand warehouse
1 30
I buy the incorrectone
Child hasbreakfast and hasa bad reaction
7 Not in the samelocation in thestore
3 Standard stock andstore layout
Clear labelling of thestorage area, teamtraining
4 84 Not all teammembers canread English,investigate howto improve
Mgr., xx/xx/xx English test andtraining
Incorrect milk incontainer,labelling error
Child hasbreakfast and hasa bad reaction
7 Dairy has filledthe incorrectcontainer
1 Dedicated lactose freeproduction line
Batch testing of themilk
2 14
7 Dairy has usedthe wrong labels
2 Dedicated lactose freeproduction line, andpackaging
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 28
Spill milk before Iget home
No breakfast forthe little one
3 Screw on cap notsecure
2 Screw cap fitting isautomated, torquesetting on equipment
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
6 36 Investigatecalibrated screwon and off device
Milk on floor,danger ofslippage
6 Container too thinto hold milk, splitin side wall
3 Automated andestablished process, inline wall sectionchecks
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 36

Action Results
Item / FunctionPotential Failure
Mode(s)Potential Effect(s)
of Failure
S
e
v
PotentialCause(s)/
Mechanism(s) ofFailure
O
c
c
u
r
r
Current DesignControls - Prevention
Current DesignControls - Detection
D
e
t
R
P
N
RecommendedAction(s)
Responsibility &Target
Completion DateActions Taken
New
Sev
New
Occ
New
Det
New
RP
N
Buy milk forlactose intolerantchild
None available instore
No breakfast forthe little one
3 Shop runs out ofmilk
4 Stock management,EPOS, monitoring levelof sales,
Review of stock levels,visual check of shelvesand warehouse
3 36
3 Shop does notstore that variety
10 Store policy Review of stock levels,visual check of shelvesand warehouse
1 30
I buy the incorrectone
Child hasbreakfast and hasa bad reaction
7 Not in the samelocation in thestore
3 Standard stock andstore layout
Clear labelling of thestorage area, teamtraining
4 84 Not all teammembers canread English,investigate howto improve
Mgr., xx/xx/xx English test andtraining
Incorrect milk incontainer,labelling error
Child hasbreakfast and hasa bad reaction
7 Dairy has filledthe incorrectcontainer
1 Dedicated lactose freeproduction line
Batch testing of themilk
2 14
7 Dairy has usedthe wrong labels
2 Dedicated lactose freeproduction line, andpackaging
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 28
Spill milk before Iget home
No breakfast forthe little one
3 Screw on cap notsecure
2 Screw cap fitting isautomated, torquesetting on equipment
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
6 36 Investigatecalibrated screwon and off device
Milk on floor,danger ofslippage
6 Container too thinto hold milk, splitin side wall
3 Automated andestablished process, inline wall sectionchecks
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 36
Risk Priority Number, (RPN)Severity x occurrence x detection = RPN

• Sort the FMEA in descending order– Create actions to reduce RPN value
– Strive to continually improve
– If you have further data, rework back into FMEA
– Some actions may not reduce the RPN significantly
• Beyond economical feasibility
• Simulate and test to measure the impact to the RPN score
RPN’s, What to do Next?

Action Results
Item / FunctionPotential Failure
Mode(s)Potential Effect(s)
of Failure
S
e
v
PotentialCause(s)/
Mechanism(s) ofFailure
O
c
c
u
r
r
Current DesignControls - Prevention
Current DesignControls - Detection
D
e
t
R
P
N
RecommendedAction(s)
Responsibility &Target
Completion DateActions Taken
New
Sev
New
Occ
New
Det
New
RP
N
Buy milk forlactose intolerantchild
None available instore
No breakfast forthe little one
3 Shop runs out ofmilk
4 Stock management,EPOS, monitoring levelof sales,
Review of stock levels,visual check of shelvesand warehouse
3 36
3 Shop does notstore that variety
10 Store policy Review of stock levels,visual check of shelvesand warehouse
1 30
I buy the incorrectone
Child hasbreakfast and hasa bad reaction
7 Not in the samelocation in thestore
3 Standard stock andstore layout
Clear labelling of thestorage area, teamtraining
4 84 Not all teammembers canread English,investigate howto improve
Mgr., xx/xx/xx English test andtraining
Incorrect milk incontainer,labelling error
Child hasbreakfast and hasa bad reaction
7 Dairy has filledthe incorrectcontainer
1 Dedicated lactose freeproduction line
Batch testing of themilk
2 14
7 Dairy has usedthe wrong labels
2 Dedicated lactose freeproduction line, andpackaging
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 28
Spill milk before Iget home
No breakfast forthe little one
3 Screw on cap notsecure
2 Screw cap fitting isautomated, torquesetting on equipment
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
6 36 Investigatecalibrated screwon and off device
Milk on floor,danger ofslippage
6 Container too thinto hold milk, splitin side wall
3 Automated andestablished process, inline wall sectionchecks
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 36

Action Results
Item / FunctionPotential Failure
Mode(s)Potential Effect(s)
of Failure
S
e
v
PotentialCause(s)/
Mechanism(s) ofFailure
O
c
c
u
r
r
Current DesignControls - Prevention
Current DesignControls - Detection
D
e
t
R
P
N
RecommendedAction(s)
Responsibility &Target
Completion DateActions Taken
New
Sev
New
Occ
New
Det
New
RP
N
Buy milk forlactose intolerantchild
None available instore
No breakfast forthe little one
3 Shop runs out ofmilk
4 Stock management,EPOS, monitoring levelof sales,
Review of stock levels,visual check of shelvesand warehouse
3 36
3 Shop does notstore that variety
10 Store policy Review of stock levels,visual check of shelvesand warehouse
1 30
I buy the incorrectone
Child hasbreakfast and hasa bad reaction
7 Not in the samelocation in thestore
3 Standard stock andstore layout
Clear labelling of thestorage area, teamtraining
4 84 Not all teammembers canread English,investigate howto improve
Mgr., xx/xx/xx English test andtraining
Incorrect milk incontainer,labelling error
Child hasbreakfast and hasa bad reaction
7 Dairy has filledthe incorrectcontainer
1 Dedicated lactose freeproduction line
Batch testing of themilk
2 14
7 Dairy has usedthe wrong labels
2 Dedicated lactose freeproduction line, andpackaging
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 28
Spill milk before Iget home
No breakfast forthe little one
3 Screw on cap notsecure
2 Screw cap fitting isautomated, torquesetting on equipment
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
6 36 Investigatecalibrated screwon and off device
Milk on floor,danger ofslippage
6 Container too thinto hold milk, splitin side wall
3 Automated andestablished process, inline wall sectionchecks
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 36

Action Results
Item / FunctionPotential Failure
Mode(s)Potential Effect(s)
of Failure
S
e
v
PotentialCause(s)/
Mechanism(s) ofFailure
O
c
c
u
r
r
Current DesignControls - Prevention
Current DesignControls - Detection
D
e
t
R
P
N
RecommendedAction(s)
Responsibility &Target
Completion DateActions Taken
New
Sev
New
Occ
New
Det
New
RP
N
Buy milk forlactose intolerantchild
None available instore
No breakfast forthe little one
3 Shop runs out ofmilk
4 Stock management,EPOS, monitoring levelof sales,
Review of stock levels,visual check of shelvesand warehouse
3 36
3 Shop does notstore that variety
10 Store policy Review of stock levels,visual check of shelvesand warehouse
1 30
I buy the incorrectone
Child hasbreakfast and hasa bad reaction
7 Not in the samelocation in thestore
3 Standard stock andstore layout
Clear labelling of thestorage area, teamtraining
4 84 Not all teammembers canread English,investigate howto improve
Mgr., xx/xx/xx English test andtraining
Incorrect milk incontainer,labelling error
Child hasbreakfast and hasa bad reaction
7 Dairy has filledthe incorrectcontainer
1 Dedicated lactose freeproduction line
Batch testing of themilk
2 14
7 Dairy has usedthe wrong labels
2 Dedicated lactose freeproduction line, andpackaging
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 28
Spill milk before Iget home
No breakfast forthe little one
3 Screw on cap notsecure
2 Screw cap fitting isautomated, torquesetting on equipment
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
6 36 Investigatecalibrated screwon and off device
KM – 01/09/15 £120K ofinvestmentrequired, unableto justify givenpayback period
Milk on floor,danger ofslippage
6 Container too thinto hold milk, splitin side wall
3 Automated andestablished process, inline wall sectionchecks
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 36
Work with thehighest RPN, anddownwards, strivingto continuallyimproveActions, targets etc

Action Results
Item / FunctionPotential Failure
Mode(s)Potential Effect(s)
of Failure
S
e
v
PotentialCause(s)/
Mechanism(s) ofFailure
O
c
c
u
r
r
Current DesignControls - Prevention
Current DesignControls - Detection
D
e
t
R
P
N
RecommendedAction(s)
Responsibility &Target
Completion DateActions Taken
New
Sev
New
Occ
New
Det
New
RP
N
Buy milk forlactose intolerantchild
None available instore
No breakfast forthe little one
3 Shop runs out ofmilk
4 Stock management,EPOS, monitoring levelof sales,
Review of stock levels,visual check of shelvesand warehouse
3 36
3 Shop does notstore that variety
10 Store policy Review of stock levels,visual check of shelvesand warehouse
1 30
I buy the incorrectone
Child hasbreakfast and hasa bad reaction
7 Not in the samelocation in thestore
3 Standard stock andstore layout
Clear labelling of thestorage area, teamtraining
4 84 Not all teammembers canread English,investigate howto improve
Mgr., xx/xx/xx English test andtraining
Incorrect milk incontainer,labelling error
Child hasbreakfast and hasa bad reaction
7 Dairy has filledthe incorrectcontainer
1 Dedicated lactose freeproduction line
Batch testing of themilk
2 14
7 Dairy has usedthe wrong labels
2 Dedicated lactose freeproduction line, andpackaging
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 28
Spill milk before Iget home
No breakfast forthe little one
3 Screw on cap notsecure
2 Screw cap fitting isautomated, torquesetting on equipment
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
6 36 Investigatecalibrated screwon and off device
KM – 01/09/15 £120K ofinvestmentrequired, unableto justify givenpayback period
Milk on floor,danger ofslippage
6 Container too thinto hold milk, splitin side wall
3 Automated andestablished process, inline wall sectionchecks
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 36
Recalculatenew RPNwith actioncompleted orto predict

Action Results
Item / FunctionPotential Failure
Mode(s)Potential Effect(s)
of Failure
S
e
v
PotentialCause(s)/
Mechanism(s) ofFailure
O
c
c
u
r
r
Current DesignControls - Prevention
Current DesignControls - Detection
D
e
t
R
P
N
RecommendedAction(s)
Responsibility &Target
Completion DateActions Taken
New
Sev
New
Occ
New
Det
New
RP
N
Buy milk forlactose intolerantchild
None available instore
No breakfast forthe little one
3 Shop runs out ofmilk
4 Stock management,EPOS, monitoring levelof sales,
Review of stock levels,visual check of shelvesand warehouse
3 36
3 Shop does notstore that variety
10 Store policy Review of stock levels,visual check of shelvesand warehouse
1 30
I buy the incorrectone
Child hasbreakfast and hasa bad reaction
7 Not in the samelocation in thestore
3 Standard stock andstore layout
Clear labelling of thestorage area, teamtraining
4 84 Not all teammembers canread English,investigate howto improve
Mgr., xx/xx/xx English test andtraining
Incorrect milk incontainer,labelling error
Child hasbreakfast and hasa bad reaction
7 Dairy has filledthe incorrectcontainer
1 Dedicated lactose freeproduction line
Batch testing of themilk
2 14
7 Dairy has usedthe wrong labels
2 Dedicated lactose freeproduction line, andpackaging
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 28
Spill milk before Iget home
No breakfast forthe little one
3 Screw on cap notsecure
2 Screw cap fitting isautomated, torquesetting on equipment
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
6 36 Investigatecalibrated screwon and off device
KM – 01/09/15 £120K ofinvestmentrequired, unableto justify givenpayback period
Milk on floor,danger ofslippage
6 Container too thinto hold milk, splitin side wall
3 Automated andestablished process, inline wall sectionchecks
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 36
Some actionsmay not be
feasible to putinto place,
technical oreconomic
considerations

Action Results
Item / FunctionPotential Failure
Mode(s)Potential Effect(s)
of Failure
S
e
v
PotentialCause(s)/
Mechanism(s) ofFailure
O
c
c
u
r
r
Current DesignControls - Prevention
Current DesignControls - Detection
D
e
t
R
P
N
RecommendedAction(s)
Responsibility &Target
Completion DateActions Taken
New
Sev
New
Occ
New
Det
New
RP
N
Buy milk forlactose intolerantchild
None available instore
No breakfast forthe little one
3 Shop runs out ofmilk
4 Stock management,EPOS, monitoring levelof sales,
Review of stock levels,visual check of shelvesand warehouse
3 36
3 Shop does notstore that variety
10 Store policy Review of stock levels,visual check of shelvesand warehouse
1 30
I buy the incorrectone
Child hasbreakfast and hasa bad reaction
7 Not in the samelocation in thestore
3 Standard stock andstore layout
Clear labelling of thestorage area, teamtraining
4 84 Not all teammembers canread English,investigate howto improve
Mgr., xx/xx/xx English test andtraining
Incorrect milk incontainer,labelling error
Child hasbreakfast and hasa bad reaction
7 Dairy has filledthe incorrectcontainer
1 Dedicated lactose freeproduction line
Batch testing of themilk
2 14
7 Dairy has usedthe wrong labels
2 Dedicated lactose freeproduction line, andpackaging
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 28
Spill milk before Iget home
No breakfast forthe little one
3 Screw on cap notsecure
2 Screw cap fitting isautomated, torquesetting on equipment
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
6 36 Investigatecalibrated screwon and off device
Milk on floor,danger ofslippage
6 Container too thinto hold milk, splitin side wall
3 Automated andestablished process, inline wall sectionchecks
Batch testing of themilk and packaging,consignmentacceptance check,training of staff
2 36Next time if you are doing a similar product orprocess use an existing FMEA, develop andimprove

Team Activity
Team 1 – Installing the sliding switchTeam 2 – Connecting the sliding switch
Team 3 – User behaviour, using the sliding switch

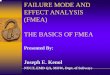
Volume Slide
• Specification and details:-– Moving slide left to right will increase volume
– Calibrated slide
• 50% movement = 50% sound increase
– Steel body construction
– Plastic slide knob
– Held in place by 2 screws, onto the PCB
– 2 black wires to connect it to the PCB

Slide Volume
PLAN VIEW
UNDERSIDE / ELECTRICAL CONNECTION
ELECTRICALCONNECTIONSx2
FIXING LUGSx2
SLIDER

• Function is part of the design which is intentional as part of theoverall specification
• How is the specification being delivered
– i.e. a volume slide
– What can go wrong with it?
• Function, assembly
Function and potential failure mode

• What can go wrong with function and design of the volumeslide?
• Brainstorm
– Ishikawa diagram
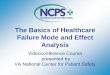
Brainstorm

Ishikawa diagram (fishbone)
EQUIPMENT PROCESS PEOPLE
MATERIALS ENVIRONMENT MANAGEMENT
PR
OB
LEM
POOR SOLDERING-INCORRECT EQUIPMENT-TOO HOT / COLD- NOT CALIBRATED

Item / Function Potential Failure Mode(s)Potential Effect(s)
of Failure
S
e
v
Potential Cause(s)/Mechanism(s) of Failure
O
c
c
u
r
r
Current Design Controls - Prevention Current Design Controls - Detection
D
e
t
R
P
N

Scoring overview
SEVERITY OCCURRENCE FAILURE PROBABILITY DETECTION RANKING
Hazardous without warning Very High: Failure is inevitable >1 in 2 Absolute Uncertainty 10
Hazardous with warning 1 in 3 Very Remote 9
Very High High: Repeated failures 1 in 8 Remote 8
High 1 in 20 Very Low 7
Moderate Moderate: Occasional failures 1 in 80 Low 6
Low 1 in 400 Moderate 5
Very Low 1 in 2,000 Moderately High 4
Minor Low: Relatively few failures 1 in 15,000 High 3
Very Minor 1 in 150,000 Very High 2
None Remote: Failure is unlikely <1 in 1,500,000 Almost Certain 1

Any questions?