Embed Size (px)
DESCRIPTION
The paper presents a fundamental study of the polymer flow within a “wave” type screw channel. The analysis is performed on an “unwrapped” form of a conventional screw channel and a “wave” type channel of similar size. A 3D Finite Element Method (FEM) simulation was used to simulate the flow field and flow characteristics of the wave channel are compared relative to the plain channel.
Citation preview

3D FEM ANALYSIS OF A WAVE TYPE SCREW CHANNEL John Perdikoulias, Compuplast Canada Inc, Canada
Jiri Svabik, Compuplast international Inc. Czech Repiblic
Tim Womer, Xaloy Inc., USA
Abstract
The paper presents a fundamental study of the
polymer flow within a “wave” type screw channel.
The analysis is performed on an “unwrapped” form
of a conventional screw channel and a “wave” type
channel of similar size. A 3D Finite Element Method
(FEM) simulation was used to simulate the flow field
and flow characteristics of the wave channel are
compared relative to the plain channel.
Introduction
One of the many developments in the area of screw
design is the addition of “wave” sections that have
been introduced with claims of improved output,
efficiency, homogenization, melt quality and overall
screw performance, in general [1-7]. There have
even been some attempts at experimentally
quantifying the benefit of a “wave” section [8-12].
However, there appears to have been very little or no
quantitative engineering analysis of the design. As
such, it is believed the exact flow behavior of the
polymer melt in the wave section may not be
properly understood and the current designs not
completely optimized.
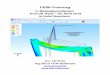
This initial investigation is focused on a particular
“wave” or “undulating” channel design that is used in
the so called Fusion™ screw [7]. Figure 1 shows a
3D CAD drawing of this “wave” section and its
position on the screw. In this particular screw design,
the “wave” section is incorporated after the “Barrier”
section where there would normally be a typical
“Metering” section. The main channel is divided into
two channels by a “barrier” flight with the depth of
each channel oscillating out of phase. The “barrier”
flight is shorter than the main flights resulting in a
gap between the top of the barrier flight and the
barrel through which material can pass. The idea
being, that the oscillating channel depth will force the
material to flow back and forth over the barrier, as
represented in Figure 2.
The claims from the manufacturer are that this flow
pattern helps to homogenize the melt and eliminate
any potentially un-melted particles. While these
claims have been verified experimentally and in the
field, the flow behavior is mostly based on perception.
This is exploratory study is performed in an effort to
improve the understanding of the flow in a wave
section and to determine whether the simulation
technique can provide a practical method of
optimization.
Geometry
The geometry used in this study is based on a 90 mm
diameter screw with a 100 mm flight pitch. Two
turns of a conventional (simple) metering channel
were compared with two turns of a “wave” channel.
For simplification, the geometry is “unwrapped” and
will be studied in a planar co-ordinate system. The
geometries compared are shown in figures 3 and 4.
In this particular study, the channel depth varied
between 10.6 mm and 5.3 mm with a 2.6 mm gap
between the center barrier flight and the “barrel” wall.
Simulation
The simulations are performed using the
Compuplast® Virtual Extrusion laboratory™ 3D
FEM module [13]. For simplification, we will assume
a stationary screw with a barrel rotating in the
opposite direction. In the planar co-ordinate system
that we are using, this means that the upper surface
will move with a surface speed equivalent to 60 rpm.
The material is assumed to be a 1 MI LLDPE flowing
at 200 kg/hr and a processing temperature of 200 C.
Figures 5 and 6 show the Pressure and Velocity
distribution, respectively, in the “Plain” channel
while Figures 7 and 8 show the corresponding results
for the “Wave” channel.
The pressure distribution appears to be different for
each channel. The “Plain” channel appears to have
most of it’s pressure drop going across the channel in
the range from 0.8 MPa to -1.4 MPa while the
“Wave” channel has a strong pressure drop along the
channel and in a range from 4.4 MPa to -0.9 MPa.

Another way of looking at it is that, under these
conditions, the “Plain” Channel has a pressure drop
of about 2.2 MPa while the “Wave” channel
consumes about 5.3 MPa.
The color contour plots of the velocity, shown in
Figures 6 and 8 for each channel, respectively,
contain “2-D Cuts” to better show velocity gradients
through the depth and width of the channel.
PathLine Comparison
Pathlines provide a means of visualizing the motion
of the material within a flow field. The “seeds” or
starting points of the path lines were specified in 2
rows. The first row was 4 mm from the upper
surface (middle of channel depth) and placed at 5, 10,
20, 30, 40, 50, 60, 70, 80, and 85 mm across the start
of channel. The second row was placed at 1 mm from
the upper surface and the same horizontal positions
as the first row.
Figures 9 and 10 show the pathlines for the plain
channel while Figures 11 and 12 show the pathlines
for the wave channel. The plain channel pathlines in
figure 10 show the expected helical path, resulting
from drag and pressure flow, along the channel. The
pathlines starting in the middle of the channel, shown
in Figure 9, show much less helical flow. These
results helps to confirm that the simplifications used
in this simulation provide reasonable results and
would then also be valid for simulating a wave
channel.
The wave channel pathlines in Figures 11 and 12
appear to be somewhat more “chaotic” for both sets
of rows. Most surprisingly however, is the relatively
few times that any of these pathlines cross over the
middle flight. In fact, virtually not of the pathslines
in Figure 11 cross over the middle flight. From these
results, it does not appear that the flow path in the
wave screw has much similarity with the perceived
flow path shown in Figure 2.
In an attempt to further quantify the flow field two
representative pathline starting in the same position
on both geometries were studied in more detail.
Figures 13 – 16 show the Velocity Magnitude and
Elongation Rate along pathlines with corresponding
starting points in both the plan and wave geometry.
Figure 13 shows the characteristic change in velocity
as the material changes direction when it reaches the
flight wall. This velocity change is also associated
with an elongational deformation which contributes
to some degree of mixing in a conventional screw.
The corresponding path line in the wave geometry
(Figure 15) has a similar pattern except for the
additional velocity change and corresponding
elongation deformation cause by the material flowing
over the middle flight. Figure 14 shows a pathline
that starts 4 mm from the “barrel” surface. It can be
seen that this pathline experiences virtually no
fluctuation in velocity or elongational deformation
along the path. In contrast, the corresponding path
line in Figure 16 does show some fluctuations in
velocity and hence, the material flowing along this
path will experience some elongation deformation. It
therefore appears that it mixing benefits of the wave
channel are not a result of the material being forced
over the center channel but more like due to the
oscillations in the velocity caused by the changing
cross sectional area. It would then seem that more
attention should be placed on this aspect of the design
and maybe study the effect of increasing the
frequency of the waves in the channels. Future work
will focus on this type of design optimization.
Conclusions
Firstly, this study demonstrates that a 3D FEM
analysis can be applied to the study of a wave
channel with relative ease. Furthermore, the results
can also provide a much better understanding of the
true nature of the flow field that exists within a wave
channel. It was shown how the pathline analysis can
be used to quantify the deformation that the material
experiences in a wave channel and how these results
can be applied towards a systematic improvement
and optimization of the design based proper
engineering principles rather than intuition and
traditional trial and error methods.
References
1. G.A. Kruder, U.S. Patent 3,870,284 (March 11,
1975)
2. G.A. Kruder and W.N Calland, SPE ANTEC Tech.
Papers, 36, 74 (1990)
3. G.A. Kruder, U.S. Patent 4,173,417 (1979)
4. C.I. Chung and R.A. Barr, SPE ANTEC Tech.
Papers, 29, 168 (1983)
5. C.I. Chung and R.A. Barr, U.S. Patent 4,405,239
(1983).
6. R.A. Barr, U.S. Patent 6,599,004 (2003)
7. T.W. Womer, E.J. Buck, and B.J. Hudak Jr., US
Patent 6,672,753 (2004).
8. T.A. Plumley, M.A. Spalding, J. Dooley, and
K.S.Hyun, SPE ANTEC Tech. Papers, 40, 324
(1994)

9. S.A. Somers, M.A. Spalding, J. Dooley, and
K.S.Hyun, SPE ANTEC Tech. Papers, 41, 222,
(1995).
10. B.A. Salamon, M.A. Spalding, J.R. Powers, M.
Serrano, W.C. Sumner, S.A. Somers, and R.B.
Peters, R.B., Plast. Eng., 57, 4, 52 (2001).
11. S.A. Somers, M.A. Spalding, J. Dooley, and
K.S.Hyun, SPE ANTEC Tech. Papers, 48, 307
(2002).
12. Meyers, J. and Barr, R, SPE ANTEC Tech. Papers,
2002
13. Virtual Extrusion Laboratory™ Version 6.2.,
Compuplast Int’l Inc. 2007.
Figure 1 The "wave" sction on a Fusion™ screw
S
S
D D
S
S
D D
S
D
S
S
D D
Main Flight
Barrier Flight
(undercut)
Main Flight
“Wave” Section
Figure 2 Perceived material flowpath in a wave section

Figure 3 "Plain" un-wrapped screw channel
Figure 4 "Wave" un-wrapped screw channel

Figure 5 Pressure Distribution in "Plain" channel
Figure 6 Velocity Distribution in "Plain" channel

Figure 7 Pressure Distribution in "Wave" channel
Figure 8 Velocity Distribution in "Wave" channel

Figure 9 Pathlines starting at 4 mm from the barrel in the plain channel
Figure 10 Pathlines starting at 1 mm from the barrel in the plain channel

Figure 11 Pathlines starting at 4 mm from the barrel in the wave channel
Figure 12 Pathlines starting at 1 mm from the barrel in the wave channel

Figure 13 Velocity Magnitude and Elongation rate along a “surface” pathline in the plain channel
Figure 14 Velocity Magnitude and Elongation rate along a "middle" pathline in the plain channel

Figure 15 Velocity Magnitude and Elongation rate along a "surface" pathline in the wave channel
Figure 16 Velocity Magnitude and Elongation rate along a "middle" pathline in the wave channel