Embed Size (px)
Citation preview

Main Headquarters: 120 Water Street, Suite 350, North Andover, MA 01845 With offices in: NY, ME, TX, CA, OR
www.ers-inc.com
OPTIMIZATION OF INDUSTRIAL REFRIGERATION PLANTS: INCLUDING A CASE STUDY AT STONYFIELD FARM YOGURT
Prepared and presented by Mark D’Antonio: Energy & Resource Solutions, Inc.
(ERS) Satyen Moray: Energy & Resource Solutions, Inc.
(ERS)Lisa Drake: Stonyfield Farm Yogurt
Randy Dixon: Public Service of Ne Hampshire

Presentation Overview Introductions The US Industrial Refrigeration Market Overview of Industrial Ammonia Refrigeration Systems Primary Refrigeration Components
Compressors Condensers Evaporators
Energy Savings Strategies Case Study

Introductions Public Service of New Hampshire (PSNH)
Funded Technical Assistance – Engineering Assessment Incentives
Stonyfield Farm Yogurt Supported the Engineering Assessment
ERS Conducted the Engineering Assessment
ers
energy&resource solutions

Overview - US Industrial Refrigeration Market
Food & Beverage Sectors have high PC&R % Food & Chemicals comprise a high % of consumption
in the industry (55%)
Process Cooling & Refrigeration (PC&R) (A)
Total(B)
Food 311 17,679 67,390 26.2% 28.6%Beverage and Tobacco Products 312 2,349 8,242 28.5% 3.8%Chemicals 325 16,109 215,008 7.5% 26.1%All Manufacturing Industries 311-339 61,763 (D) 1,025,149 6.0% 100.0%
% of Total US PC&R (A/D)
Energy Consumption (Millions of kWh)
IndustriesPC&R %
of Total (A/B)NAICS Code
Source: EIA PC & R = Process Cooling & Refrigeration

Industrial Refrigeration Systems - Overview
Refrigerant – typically Ammonia Compression
Single Stage Multi-Stage Economizer
Evaporators Direct Expansion Flooded (Shell) Liquid Overfeed Hybrid
Controls

Industrial Refrigeration Systems - Overview
45-50 FCooling Loads
HighPressureReceiver(Liquid)
135-165 psia
Liquid
Am m onia(NH 3) Gas
Liquid +G as
Therm alExpansion Valve
BackpressureValve
Interm ediatePressureReceiver
(Liquid+Gas)
Throttle Valve
25-30 FCooling Loads
Pum pThrottleValve
Low PressureReceiver
(Liquid+G as)-10 to -15 F
Cooling Loads
Pum p
G as
Liquid +G as
G as
G as
Com pressor #1
Com pressor #2
Condenser
Hybrid Liquid Overfeed & DX

Refrigerant - Ammonia
Refrigerant - Ammonia (R-717) is typical for industrial systems Less expensive 3-10% > efficiency than HCFC-22 and
HCFC134a More tolerant of moisture than other
refrigerants Lubricants are easily separated out High latent heat capacity results in smaller
equipment Strong odor - leaks are easily detected

Compressors Consume a large % of system energy Should be optimized for load profile Predominant Types
Reciprocating• Single Stage• Internally compounded• Typically < 100 HP• Good efficiency at part load
Screw• Fixed Volume Index - slide valve or bypass ports• Variable Volume Index - slide valve or VFD• Part load efficiency dependent on controls• Output capacity control from 10%-100%• Typically > 100 HP

Compressors – Performance Factors
Suction Pressure Lower suction pressure = increased energy
consumption Condensing Pressure
Dependent on condenser capacity & ambient conditions
Lower condensing pressure = lower temp = lower compressor energy (likely higher fan energy)
Efficiency Design Selection Sequencing to Match Load Profile

Compressors – Load Sharing Strategies
Multiple Screw Compressors of Same Size Loads between 50%- 65%: split equally between
compressors Loads greater > 65%: Base Load one, trim with other
Multiple Reciprocating Compressors of Same Size Loads between 50%- 65%: split equally between
compressors Loads greater > 65%: Base Load one, trim with other
Multiple Compressors of Varying Types & Sizes Optimize to Load Profile Base Load Screws, trim with Recips or VFD controlled
units Part Load Operation of Screw Compressors should be
avoided (except w/VFD control)

Condensers
Rejection of heat from the system Consume approx. 15%-20% of system energy Air Cooled
Function of Ambient Conditions Less Capacity, Lower efficiency
Water Cooled Operate at Lower Condensing Pressures Greater Capacity, Higher efficiency

Condensers - Control
Evaporative Condensers Capacity Control
• Head Pressure Control (altered by airflow rate)
• Shutting off spray water (winter) Fan Flowrate Control
• On/Off• Two Speed• VFD
Source: Energy Center of Wisconsin

Condensers – Efficiency Strategies
Use High Efficiency Motors on Fans & Pumps Use VFDs on Fans & Pumps where appropriate
VFD control can result in considerable reduction over ON/OFF strategy
Greater Surface Area = Improved Efficiency Oversized Condenser
Optimization of Condenser Systems Staging of Multiple Condensers VFDs & Floating Head Pressure Control
Keep Surfaces Clean for Optimal Heat Transfer Water Treatment – free of mineral and bacterial buildup

Evaporators
Properly Sized for Design Loads Types
Pumped Liquid Overfeed – higher efficiency, lower temperatures and more uniform liquid
Flooded Shell & Tube – indirect or secondary cooling through water/brine
Direct Expansion – not typically used with Ammonia Systems (low efficiencies and higher refrigerant temperatures)
Hybrid – a combination of evaporator types

Evaporators - Control
At Design Conditions only a small % of the time Fan Control Strategies
Fan Cycling –maintain space setpoint temperature Refrigerant Cycling – refrigerant delivery is controlled, fan operates
continually Fan Speed Control – speed is varied to maintain space setpoint
temperature using VFD or Two-Speed Fan Shell & Tube Capacity
Control the Return Liquid Temperature Defrost
Hot Gas Bypass – preferred, when needed vs. timed Hot Water Electric Warm Air

Evaporators - Performance
Optimized Operations can save 10-15% in System Energy Consumption
Source: Energy Center of Wisconsin

Overall Energy Savings Strategies Reduce Heat Loads – low cost
Turn Off Lights, Increase Insulation,Reduce Infiltration, Maintain Clean Heat Exchanger Surfaces
Reduce Temperature Lift in the Refrigeration Plant Optimize Compressor Plant Efficiency (lowest BHP/Ton)
Equipment Selection Controls Aux Pumping Efficiency
Optimize Defrost Control Strategy Optimize Evaporator/Condenser Relation
Lowest Condensing Temperature and Highest Evaporator Temperature Optimize Fan Usage (condenser, evaporator)
Staging or VFD Automated Real-time Central Controls Heat Recovery

Founded 1983 All Natural and Organic Dairy Products
Yogurts Smoothies Ice Cream
100,000 Square Foot Facility 24/7 Operation $90 Million in Annual Sales Produces 45,000 cases of yogurt/day Primary Focus was to verify Sequencing
Strategy 1+ MW, 6 Million kWh
Case Study – Stonyfield Farm Yogurt

Ammonia – Pumped Liquid Overfeed Peak Summer Load = 570 Tons Multiple Screw Compressors w/Slide Valve Capacity
Controls 350 HP, 250 HP, 125 HP, 50 HP
Central Sequencer Controls The 50HP was not on the system Set to maintain 25 psig suction pressure
Process & Space Cooling Loads High Temp Short Time Pasteurizers Pasteurization & Culture Vats Silos & Cream Tanks Chill Cells Warehouse Space Conditioning
Refrigeration = 35% of Facility Electrical Usage(~2 million kwh)
Case Study – Stonyfield Farm YogurtSystem Details

Case Study – Stonyfield Farm YogurtSystem Details
Compressor #1250 HP, 198 tons
Compressor #2125 HP, 105 tons
Compressor #450 HP, 38 tons
Condenser
Low Pressure Receiver(G as & L iquid)
Ice Storage
HTST, Vats,S ilos, C ream
Tanks
15 HP
H ighPressureReceiver
5 HP
Space Cooling
(20) Chill Cells
(9) W arehouseCoolers
(1) P late F reezer
G lycol Loop
HX
Am m onia (NH 3) Gas
Am m onia (NH 3) Liquid
(NH 3)Liquid
(NH 3)Gas & Liquid
Am m onia(NH 3) Gas
Suct
Press
Manually Controlled
Compressor #3350 HP, 268 tons
Am m onia (NH 3) GasValve

Case Study – Stonyfield Farm YogurtAnalysis
Goal for this Assessment: Optimize Sequencing of Compressors Identify Other Opportunities for Future Study
Developed Load Profile Power Monitoring – FES Control System Extracted Data and Developed Load Profile
Established Performance Data Created Analytical Models of Sequencing Strategies
Combined Load Data & Performance Data

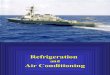
Case Study – Stonyfield Farm YogurtSystem Performance
Refrigeration Compressor Performance Curves
1.00
1.20
1.40
1.60
1.80
2.00
2.20
2.40
2.60
2.80
3.00
3.20
3.40
3.60
3.80
4.00
4.20
4.40
4.60
4.80
10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
% Capacity
BH
P/T
Tt
350 HP 250 HP 125 HP 50 HP

Case Study – Stonyfield Farm YogurtSystem Performance
FES - 350 HP
Slide Valve Position % Tons BHP BHP/Ton kW
10% 26.8 77.7 2.9 58.0
20% 53.6 92.9 1.7 69.3
30% 80.5 114.2 1.4 85.2
40% 107.3 141.4 1.3 105.5
50% 134.1 159.8 1.2 119.2
60% 160.9 187.0 1.2 139.5
70% 187.7 220.4 1.2 164.4
80% 214.6 250.8 1.2 187.1
90% 241.4 278.3 1.2 207.6
100% 268.2 305.7 1.1 228.1

Case Study – Stonyfield Farm YogurtEnergy Saving Strategies for Sequencing
EXISTINGCooling Load,
Tons250 HP
#1125 HP
#2350 HP
#3
Step 1 0 - 30 OFF OFF OFFStep 2 27 - 105 OFF ON-25% OFFStep 3 150 - 198 ON-77% Backup OFFStep 4 209 - 268 Backup OFF ON-78%Step 5 227 - 303 ON-75% ON-75% BackupStep 6 269 - 373 Backup ON-65% ON-75%Step 7 275 - 466 ON-85% Backup ON-40%Step 8 400 - 571 ON-70% ON-70% ON-70%
Existing Sequencing

Case Study – Stonyfield Farm YogurtRecommendations
Sequencing MeasuresEnergy Demand Annual SimpleSavings Reduction Installed Cost Payback
Energy Efficiency Measure (kWh) (kW) Cost Savings (Years)
EEM-1 Optimization of Refrigeration Sequencer Set Points (Option-1) (Include 50-HP compressor in the sequencer)Savings Summary 27,471 0.0 $10,000 $1,997 5.0
EEM-2 Optimization of Refrigeration Sequencer Set Points (Option-2) (Optimize existing sequencer set points)Savings Summary 18,322 0.0 $0 $1,332 0.0
Proposed Sequencing Option 1
OPTION 2Cooling Load,
Tons250 HP
#1125 HP
#2350 HP
#3
Step 1 0 - 30 OFF OFF OFFStep 2 27 - 105 OFF ON-45% OFFStep 3 110 - 268 OFF OFF ON-40%Step 4 270 - 373 OFF ON-100% ON-60%Step 5 374 - 466 ON-100% OFF ON-65%Step 6 470 - 570 ON-100% ON-100% ON-60%
OPTION 1Cooling Load,
Tons250 HP
#1125 HP
#2350 HP
#350 HP
#4
Step 1 0 - 38 OFF OFF OFF ON-20%Step 2 50 - 105 OFF ON-47% OFF OFFStep 3 106 - 268 OFF OFF ON-40% OFFStep 4 269 - 306 OFF OFF ON-87% ON-100%Step 5 310 - 373 OFF ON-100% ON-75% OFFStep 6 374 - 466 ON-100% OFF ON-66% OFFStep 7 470 - 504 ON-100% OFF ON-85% ON-100%Step 8 520 - 570 ON-100% ON-100% ON-80% OFF
Proposed Sequencing Option 2

Case Study – Stonyfield Farm YogurtRecommendations
Additional Opportunities Identified for Further Study Floating head pressure controls (set at
a constant 135-psig) Oversized condensers No VFDs on condensers, evaporators
or compressors Evaporator capacity control
(refrigerant cycling) Condenser fans - single speed,
ON/OFF












![Exergetic Evaluation of an Ethylene Refrigeration Cycle · refrigeration cycles of petrochemical plants [17–22]. This study aims to identify opportunities for reducing the energy](https://img.pdfslide.us/doc/110x75/6101f40e7be40a7b325ceced/exergetic-evaluation-of-an-ethylene-refrigeration-cycle-refrigeration-cycles-of.jpg)