Embed Size (px)
Citation preview

LL--2424Distillery IndustryDistillery Industry
Industrial Waste Treatment
Introduction
There are two types of industries1.Beverages2. Molasses distilleries 2. Molasses distilleries Which produce alcohol.

WHAT IS MOLASSESOn industrial scale, ethanol can be prepared by the fermentation of molasses. Molasses is the mother liquor left after the crystallization of sugarcane juice.It is a dark coloured viscous liquid.
Molasses contains about 60% fermentable sugar.

METHOD OF PREPARATION1. DILUTION OF MOLASSES:- Molasses is first
diluted with water in 1:10 (molasses : water) ratio by volume.
2. ADDITION OF AMMONIUM SULPHATE:- If nitrogen content of molasses is small, it is now fortified with ammonium sulphate to provide fortified with ammonium sulphate to provide adequate supply of nitrogen to yeast.
3. ADDITION OF SULPHURIC ACID:- Fortified solution of molasses is then acidifies with small quantity of sulphuric acid. Addition of acid favours the growth of yeast but unfavours the growth of useless bacteria.
4. FERMENTATION:- The resulting solution is received in a large tank and yeast is added to it at 30O C and kept for 2 to 3 days.
During this period, enzymes sucrase and zymase which are present in yeast, zymase which are present in yeast, convert sugar into ethyl alcohol.
C12H22O11 + H2O � C6H12O6 + C6H12O6
C6H12O6 � C2H5OH + 2CO2

5. FRACTIONAL DISTILLATION :- Alcohol obtained by the fermentation is called WASH, which is about 7% to 10% pure. By using fractional distillation technique, it is converted into 95% pure alcohol which is known as rectified spirit or commercial alcohol.alcohol.
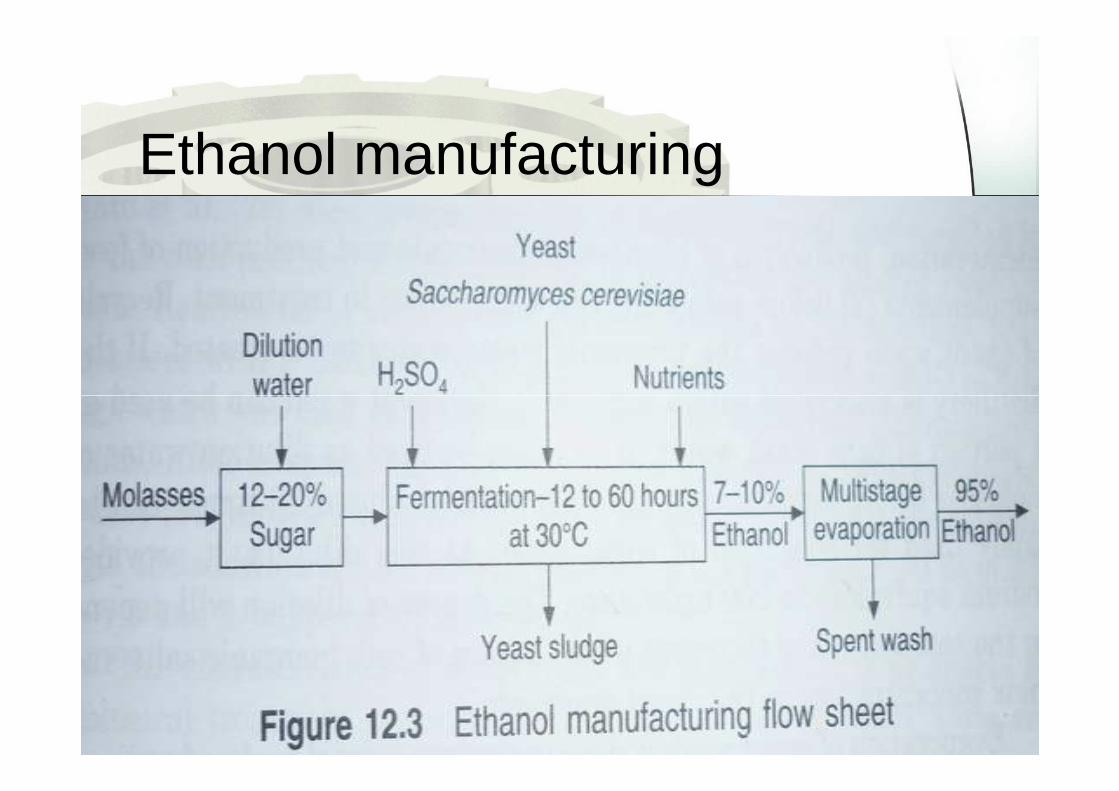
Ethanol manufacturing



Fermentation tank

Fermentation tank

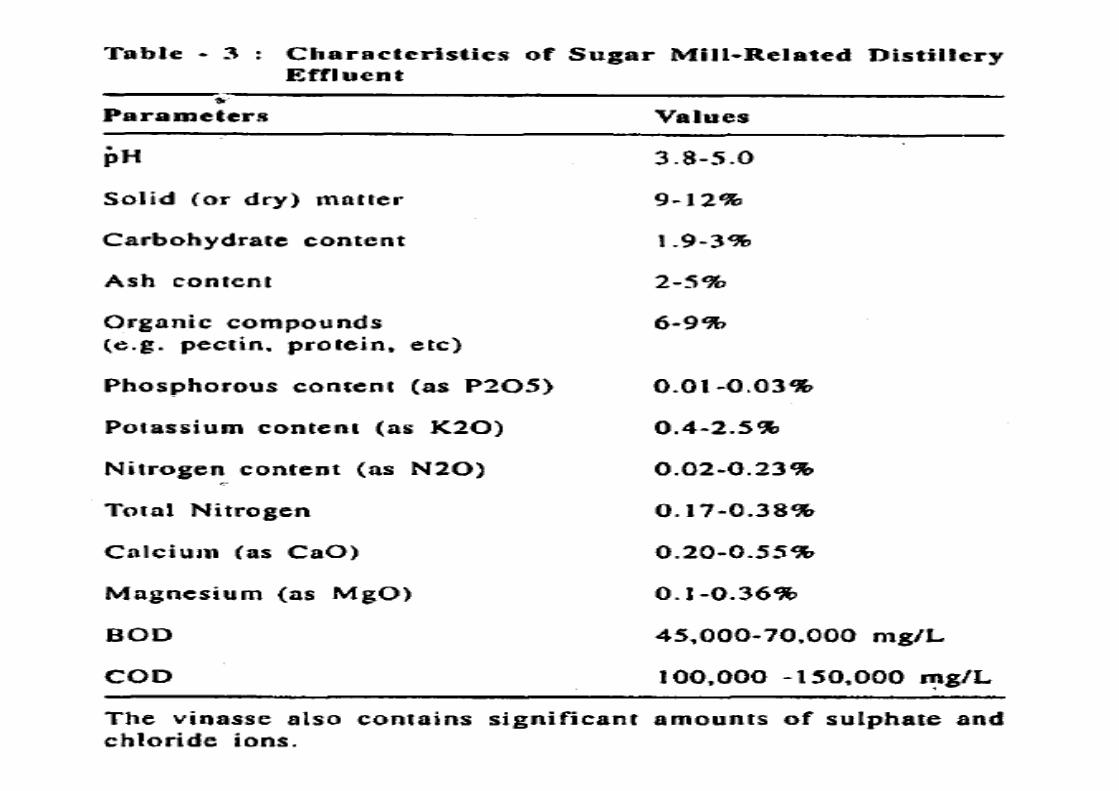
General characteristics of spent washParameter Value
Flow 15 to 18 lit/lit of alcohol
pH 4 to 4.5
COD 80,000 to 1,00,000
BOD 40,000 to 60,000BOD 40,000 to 60,000
TS 60,000 to 1,50,000
SS @1000
Potash 900 to 1200
Phophorus 500 to 800
Alaklinity 380 to 510
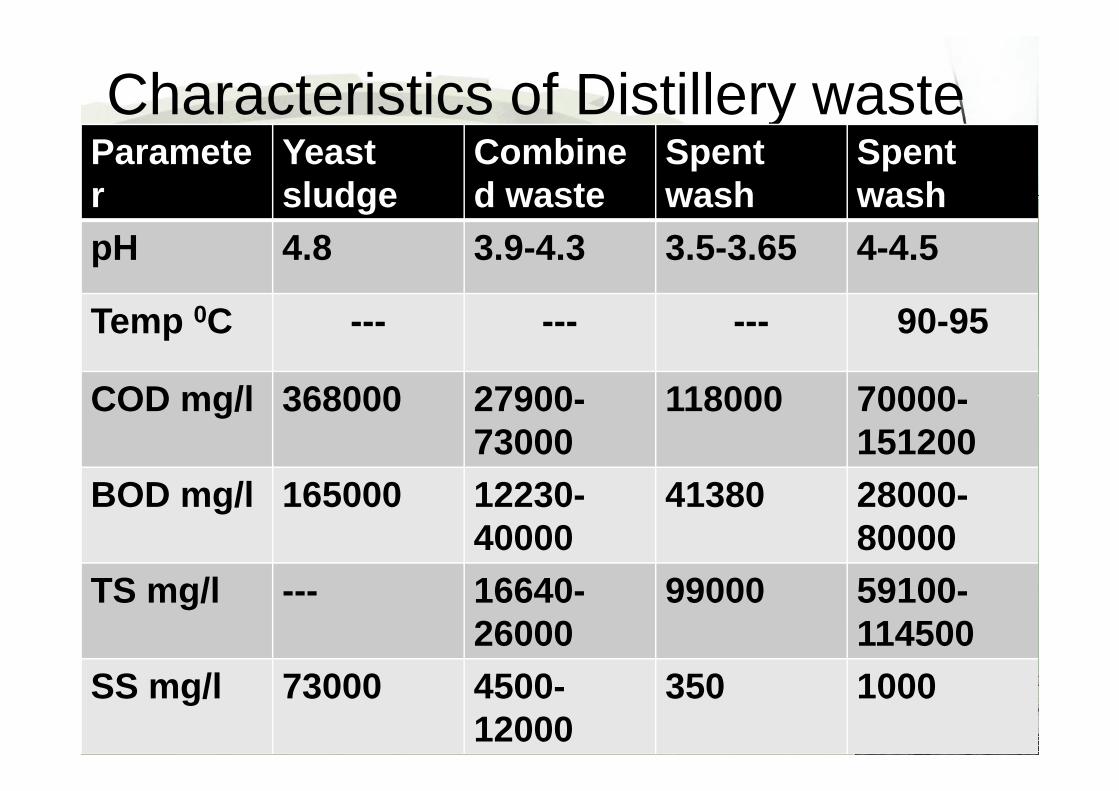
Characteristics of Distillery wasteParameter
Yeast sludge
Combined waste
Spent wash
Spent wash
pH 4.8 3.9-4.3 3.5-3.65 4-4.5
Temp 0C --- --- --- 90-95
COD mg/l 368000 27900- 118000 70000-COD mg/l 368000 27900-73000
118000 70000-151200
BOD mg/l 165000 12230-40000
41380 28000-80000
TS mg/l --- 16640-26000
99000 59100-114500
SS mg/l 73000 4500-12000
350 1000
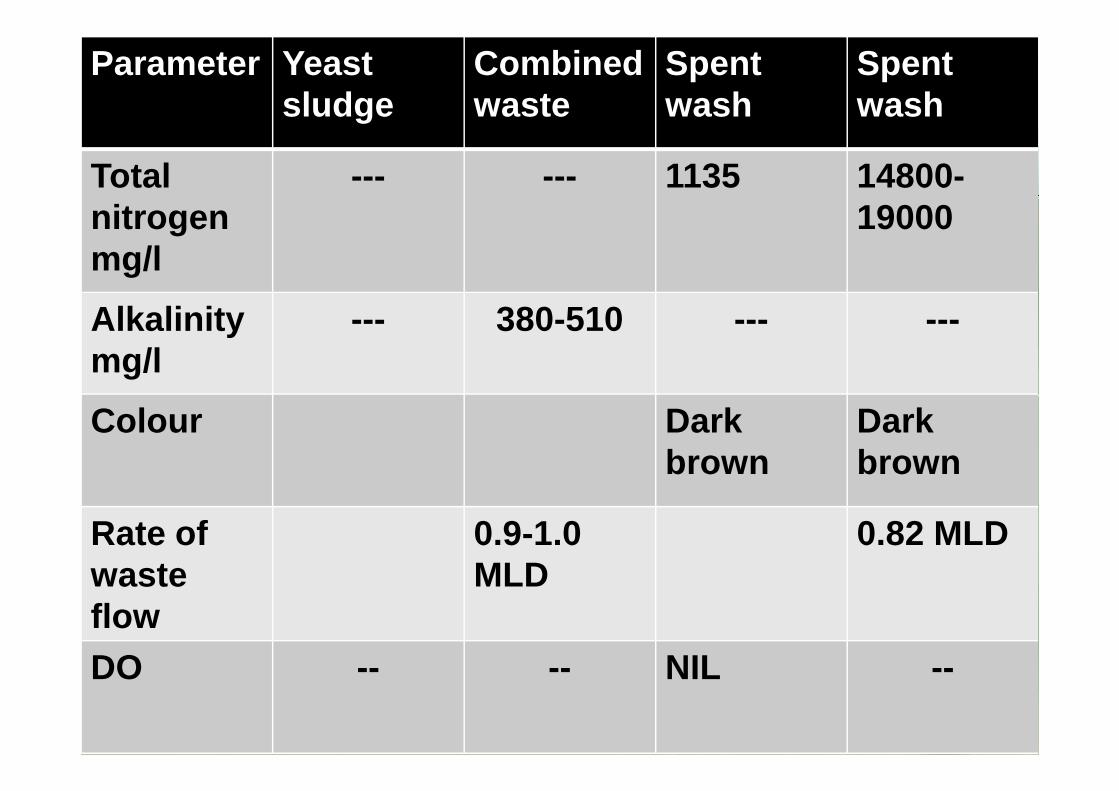
Parameter Yeast sludge
Combined waste
Spent wash
Spent wash
Total nitrogen mg/l
--- --- 1135 14800-19000
Alkalinity mg/l
--- 380-510 --- ---
Colour Dark brown
Dark brown
Rate of waste flow
0.9-1.0 MLD
0.82 MLD
DO -- -- NIL --
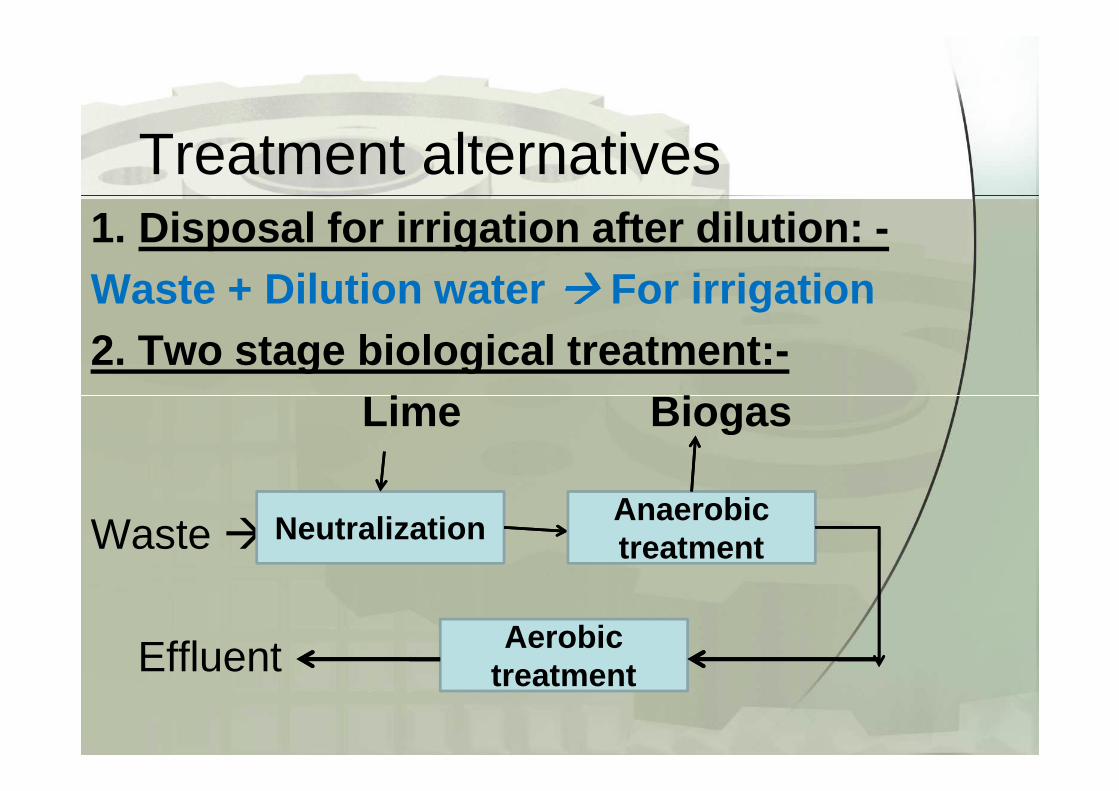
Treatment alternatives1. Disposal for irrigation after dilution: -Waste + Dilution water ���� For irrigation2. Two stage biological treatment:-
Lime Biogas Lime Biogas
Waste �
Effluent
NeutralizationAnaerobic treatment
Aerobic treatment
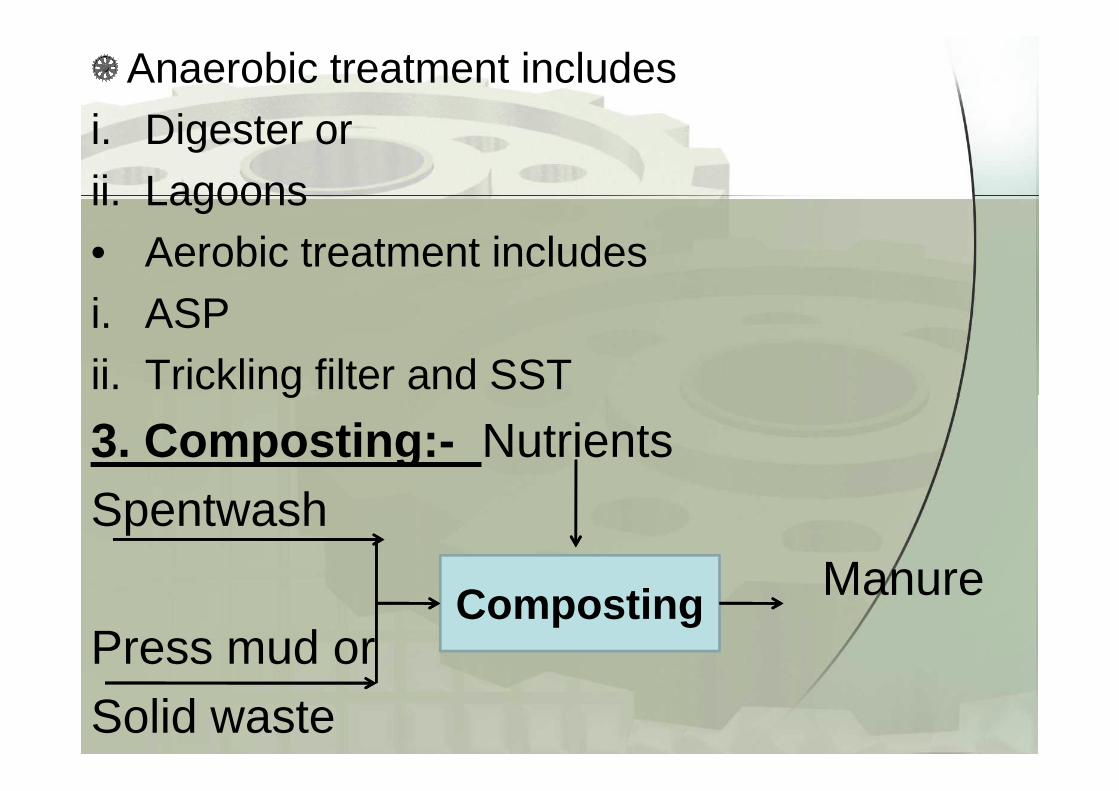
Anaerobic treatment includesi. Digester or ii. Lagoons• Aerobic treatment includesi. ASPii. Trickling filter and SSTii. Trickling filter and SST
3. Composting:- NutrientsSpentwash
ManurePress mud or Solid waste
Composting

4. Potash recovery
Objective questions1. Molasses is waste generated from
__________ industry, whereas spent wash is generated from ___________ industry.
2. pH of distillery spentwash is ______.3. BOD value of spentwash is 3. BOD value of spentwash is
________________.4.Because of high nutrient content of spentwash,
_________ recovery is possible.5. Spentwash, _____________ and ________
can be used for biocomposting.
Theory QuestionsQ1. Draw a neat flow sheet for molasses based
distillery industry and discuss processes in brief.
Q2. give general characteristics of distillery spent Q2. give general characteristics of distillery spent wash and suggest suitable treatment alternatives





























