Embed Size (px)
Citation preview

QUALITY TOOLS & TECHNIQUES
By: -Hakeem–Ur–Rehman
Certified Six Sigma Black Belt (SQII – Singapore)IRCA (UK) Lead Auditor ISO 9001
MS–Total Quality Management (P.U.)MSc (Information & Operations Management) (P.U.)
IQTM–PU
1
TQ TSTATISTICAL PROCESS CONTROL
CONTROL CHARTS

Focus of Six Sigma and Use of SPC
2
Y=F(x)To get results, should we focus our behavior on the Y or X?
Y
Dependent
Output
Effect
Symptom
Monitor
X1 . . . XN
Independent
Input
Cause
Problem
Control
If we find the “vital few” X’s, first consider using SPC on the X’s to achieve a desired Y?

VARIATIONS
3
The Devil is in the Deviations. No two things can ever be madeexactly alike, just like no two things are alike in nature.
Variation cannot be avoided in life! Every process has variation. Everymeasurement. Every sample!
We can’t eliminate all variations but we can control them!

INTRODUCTION TO SPC In 1924, Shewhart applied the terms of "assignable-
cause" and "chance-cause" variation and introduced the"control chart" as a tool for distinguishing between thetwo.
Shewhart stressed that bringing a production processinto a state of "statistical control", where there is onlychance-cause variation, and keeping it in control, isnecessary to predict future output and to manage aprocess economically.
Central to an SPC program are the following:
Understand the causes of variability:
Shewhart found two basic causes of variability: Chance causes of variability
Assignable causes of variability
4

Common Cause Vs Special Cause Variability
5
COMMON CAUSE ATTRIBUTES SPECIAL CAUSE ATTRIBUTES
Generally small variability in eachmeasurement due to “natural”reasons. Common cause issues result inminor fluctuations in the data
Generally larger variability in eachmeasurement due to “unnatural”reasons. A cause can be assigned for thefluctuations in the data.
Common cause = chance cause =statistical control = stable & predictable =natural pattern of variability = variabilityinside the historical experience base
Special causes = assignable causes =systemic causes = unstable & erratic =unnatural pattern of variability =variability outside the historicalexperience base
Common cause variability isinstitutionalized and accepted as “that’sthe way things are”
Special cause variability are sore thumbsthat standout and are fixable. They arebig surprises. They are “exceptions tothat’s the way things are”
When the reason for common causevariability is identified, it becomesspecial causes
Many small special causes areidentifiable but may be treated asuneconomical to correct or control

Common Cause Vs Special Cause Variability
6
COMMON CAUSE ATTRIBUTES SPECIAL CAUSE ATTRIBUTES
Wikipedia gives the following 16 item list for common cause variability:1. Inappropriate procedures2. Incompetent employees3. Insufficient training4. Poor design5. Poor maintenance of machines6. Lack of clearly defined standing
operating procedures (SOPs)7. Poor working conditions, e.g. lighting,
noise, dirt, temperature, ventilation8. Machines not suited to the job9. Substandard raw materials10. Assurement Error11. Quality control error12. Vibration in industrial processes13. Ambient temperature and humidity14. Normal wear and tear15. Variability in settings16. Computer response time
Wikipedia gives the following 11 item list for special cause variability:1. Poor adjustment of equipment2. Operator falls asleep3. Faulty controllers4. Machine malfunction5. Computer crashes6. Poor batch of raw material7. Power surges8. High healthcare demand from elderly
people9. Abnormal traffic (click-fraud) on web
ads10. Extremely long lab testing turnover
time due to switching to a new computer system
11. Operator absent

Objectives of SPC Charts All control charts have one primary purpose!
To detect assignable causes of variation that causesignificant process shift, so that:
investigation and corrective action may be undertakento rid the process of the assignable causes of variationbefore too many nonconforming units are produced.
In other words, to keep the process in statistical control.
The following are secondary objectives or direct benefitsof the primary objective:
To reduce variability in a process.
To Help the process perform consistently & predictably.
To help estimate the parameters of a process andestablish its process capability.
7

SPC Charts provides Developed by Dr Walter A. Shewhart of Bell Laboratories from 1924
Graphical and visual plot of changes in the data over time ; This is necessaryfor visual management of your process.
Charts have a Central Line and Control Limits to detect Special Causevariation.
Usually, its sample statistic is plotted over time. Sometimes, the actual valueof the quality characteristic is plotted.
8
Each point is usually a sample statistic (such as
subgroup average) of the quality characteristic
Center Line representsmean operating level
of process
LCL & UCL arevital guidelines for
deciding when action should be
taken in a process

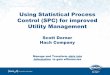
Control Chart Anatomy
9
Common Cause
Variation
Process is “In
Control”
Special Cause Variation
Process is “Out of Control”
Special Cause Variation
Process is “Out of Control”
Run Chart of
data points
Process Sequence/Time Scale
Lower Control
Limit
Mean
+/-
3 sig
ma
Upper Control
Limit

Control and Out of Control
10
Outlier
Outlier
68%
95%
99.7
%3
2
1-1
-2
-3

INTERPRETING CONTROL CHART
11

INTERPRETING CONTROL CHART (Cont…)
12
RULE – 1: “A Process is assumed to be out of control if asingle point plots outside the control limits.”

INTERPRETING CONTROL CHART (Cont…)
13
RULE – 2: “A Process is assumed to be out of control if twoout of the three consecutive points fall outside the (2SIGMA) warning limits on the same side of the center line.”

INTERPRETING CONTROL CHART (Cont…)
14
RULE – 3: “A Process is assumed to be out of control if fourout of five consecutive points fall beyond the one Sigmalimit on the same side of the center line.”

INTERPRETING CONTROL CHART (Cont…)
15
RULE – 4: “A Process is assumed to be out of control ifnine or more consecutive points fall to one side of thecenter line.”

INTERPRETING CONTROL CHART (Cont…)
16
RULE – 5: “A Process is assumed to be out of control ifthere is a run of six or more consecutive points steadilyincreasing or decreasing.”

TYPES OF CONTROL CHART
17
There are two main categories of Control Charts, thosethat display attribute data, and those that displayvariables data.
Attribute Data: This category of Control Chart displaysdata that result from counting the number of occurrencesor items in a single category of similar items oroccurrences. These “count” data may be expressed aspass/fail, yes/no, or presence/absence of a defect.
Variables Data: This category of Control Chart displaysvalues resulting from the measurement of a continuousvariable. Examples of variables data are elapsed time,temperature, and radiation dose.

TYPES & SELECTION OF CONTROL CHART
18
What type of data do I have?
Variable Attribute
Counting defects or defectives?
X-bar & S Chart
I & MR Chart
X-bar & R Chart
n > 10 1 < n < 10 n = 1Defectives Defects
What subgroup size is available?
Constant Sample Size?
Constant Opportunity?
yes yesno no
np Chart u Chartp Chart c Chart
Note: A defective unit can havemore than one defect.

CONTROL CHARTS FOR ATTRIBUTE DATA
There are 4 types of Attribute Control Charts:
19
Subgroup size for Attribute Data is often 50 – 200.

Calculate the parameters of the “P” Control Charts with the following:
20
Where:
p: Average proportion defective (0.0 – 1.0)
ni: Number inspected in each subgroup
LCLp: Lower Control Limit on P Chart
UCLp: Upper Control Limit on P Chart
inspected items ofnumber Total
items defective ofnumber Totalp
in
pp )1(3pUCLp
Center Line Control Limits
in
pp )1(3pLCLp
Since the Control Limits are a function of sample
size, they will vary for each sample.

CONTROL CHARTS FOR ATTRIBUTE DATA
21
P Chart With constant sample size: EXAMPLEFrozen orange juice concentrate is packed in 6- oz cardboard cans. Ametal bottom panel is attached to the cardboard body. The cans areinspected for possible leak. 20 samplings of 50 cans/sampling wereobtained. Verify if the process is in control.
Choose Stat > Control Charts >AttributesCharts > P

CONTROL CHARTS FOR ATTRIBUTE DATA
22
P Chart with constant sample size: EXAMPLE (Cont…)
Interpreting the resultsSample 15 is outside the upper control limit; Indicating special case.

CONTROL CHARTS FOR ATTRIBUTE DATA
23
P Chart With Variable sample size: EXAMPLE
Suppose you work in a plant that manufactures picturetubes for televisions. For each lot, you pull some of thetubes and do a visual inspection. If a tube has scratches onthe inside, you reject it. If a lot has too many rejects, youdo a 100% inspection on that lot. A P chart can definewhen you need to inspect the whole lot.
1. Open the worksheet EXH_QC.MTW.2. Choose Stat > Control Charts >Attributes Charts >
P.3. In Variables, enter Rejects.4. In Subgroup sizes, enter Sampled. Click OK.

CONTROL CHARTS FOR ATTRIBUTE DATA
24
P Chart with Variable sample size: EXAMPLE (Cont…)
P Chart of RejectsTest Results for P Chart of Rejects
TEST 1. One point more than 3.00 standard deviations from center line.Test Failed at points: 6

Calculate the parameters of the “np” Control Charts with the following:
25
Center Line Control Limits
Since the Control Limits AND Center Line are a function
of sample size, they will vary for each sample.
subgroups ofnumber Total
items defective ofnumber Totalpn )1(3pnUCL inp ppni
p)-p(1n3pnLCL iinp
Where:
np: Average number defective items per subgroup
ni: Number inspected in each subgroup
LCLnp: Lower Control Limit on nP chart
UCLnp: Upper Control Limit on nP chart

26
ATTRIBUTE CONTROL CHARTS (Cont…)
NP Chart: EXAMPLE
You work in a toy manufacturing company and your job is toinspect the number of defective bicycle tires. You inspect200 samples in each lot and then decide to create an NPchart to monitor the number of defectives. To make the NPchart easier to present at the next staff meeting, you decideto split the chart by every 10 inspection lots.
1. Open the worksheet TOYS.MTW.2. Choose Stat > Control Charts > Attributes Charts > NP.3. In Variables, enter Rejects.4. In Subgroup sizes, enter Inspected.5. Click NP Chart Options, then click the Display tab.6. Under Split chart into a series of segments for display
purposes, choose Number of subgroups in each segment andenter10.
7. Click OK in each dialog box.

27
ATTRIBUTE CONTROL CHARTS (Cont…)
NP Chart: EXAMPLE (Cont…)
Interpreting the resultsInspection lots 9 and 20 fall above the upper control limit, indicating thatspecial causes may have affected the number of defectives for these lots. Youshould investigate what special causes may have influenced the out-of-controlnumber of bicycle tire defectives for inspection lots 9 and 20.

Calculate the parameters of the “c” Control Charts with the following:
28
Center Line Control Limits
subgroups ofnumber Total
defects ofnumber Totalc c3cUCLc
c3cLCLc
Where:
c: Total number of defects divided by the total number of subgroups.
LCLc: Lower Control Limit on C Chart.
UCLc: Upper Control Limit on C Chart.

29
ATTRIBUTE CONTROL CHARTS (Cont…)
C Chart: EXAMPLE
Suppose you work for a linen manufacturer. Each 100 square yards offabric can contain a certain number of blemishes before it is rejected. Forquality purposes, you want to track the number of blemishes per 100square yards over a period of several days, to see if your process isbehaving predictably.
1. Open the worksheet EXH_QC.MTW.2. Choose Stat > Control Charts > Attributes Charts > C.3. In Variables, enter Blemish.
Interpreting the resultsBecause the points fall in arandom pattern, within thebounds of the 3s control limits,you conclude the process isbehaving predictably and is incontrol.

Calculate the parameters of the “u” Control Charts with the following:
30
Center Line Control Limits
Inspected Unitsofnumber Total
Identified defects ofnumber Totalu
in
u3uUCLu
in
u3uLCLu
Where:
u: Total number of defects divided by the total number of units inspected.
ni: Number inspected in each subgroup
LCLu: Lower Control Limit on U Chart.
UCLu: Upper Control Limit on U Chart.
Since the Control Limits are a function of
sample size, they will vary for each sample.

31
ATTRIBUTE CONTROL CHARTS (Cont…)
U Chart: EXAMPLE
As production manager of a toy manufacturing company, youwant to monitor the number of defects per unit of motorizedtoy cars. You inspect 20 units of toys and create a U chart toexamine the number of defects in each unit of toys. Youwant the U chart to feature straight control limits, so you fixa subgroup size of 102 (the average number of toys perunit).
1. Open the worksheet TOYS.MTW.2. Choose Stat > Control Charts > Attributes Charts > U.3. In Variables, enter Defects.4. In Subgroup sizes, enter Sample.5. Click U Chart Options, then click the S Limits tab.6. Under When subgroup sizes are unequal, calculate control limits,
choose Assuming all subgroups have size then enter 102.7. Click OK in each dialog box.

32
ATTRIBUTE CONTROL CHARTS (Cont…)
U Chart: EXAMPLE (Cont…)
Interpreting the resultsUnits 5 and 6 are above the upper control limit line, indicating that specialcauses may have affected the number of defects in these units. You shouldinvestigate what special causes may have influenced the out-of-controlnumber of motorized toy car defects for these units.

Calculate the parameters of the X–Bar and R Control Charts with the following:
33
Center Line Control Limits
k
x
X
k
1i
i
k
R
R
k
i
i
RAXUCL 2x
RAXLCL 2x
RDUCL 4R
RDLCL 3R
Where:
Xi: Average of the subgroup averages, it becomes the Center Line of the Control Chart
Xi: Average of each subgroup
k: Number of subgroups
Ri : Range of each subgroup (Maximum observation – Minimum observation)
Rbar: The average range of the subgroups, the Center Line on the Range Chart
UCLX: Upper Control Limit on Average Chart
LCLX: Lower Control Limit on Average Chart
UCLR: Upper Control Limit on Range Chart
LCLR : Lower Control Limit Range Chart
A2, D3, D4: Constants that vary according to the subgroup sample size
Rbar (computed above)d2 (table of constants for subgroup size n) (st. dev. Estimate) =

34
VARIABLE CONTROL CHARTSX–Bar & R Charts: EXAMPLE
You work at an automobile engine assembly plant. One of the parts, a camshaft, must be600 mm +2 mm long to meet engineering specifications. There has been a chronicproblem with camshaft length being out of specification, which causes poor-fittingassemblies, resulting in high scrap and rework rates. Your supervisor wants to run X and Rcharts to monitor this characteristic, so for a month, you collect a total of 100 observations(20 samples of 5 camshafts each) from all the camshafts used at the plant, and 100observations from each of your suppliers. First you will look at camshafts produced bySupplier 2.
1. Open the worksheetCAMSHAFT.MTW
2. Choose Stat > Control Charts >Variables Charts forSubgroups > Xbar-R.
3. Choose All observations for achart are in one column, thenenter Supp2.
4. In Subgroup sizes, enter 5.5. Click OK.

35
VARIABLE CONTROL CHARTS (Cont…)X–Bar & R Charts: EXAMPLE (Cont…)
Test Results for Xbar Chart ofSupp2
TEST 1. One point more than 3.00standard deviations from centerline.Test Failed at points: 2, 14
TEST 6. 4 out of 5 points morethan 1 standard deviation fromcenter line (on one side of CL).Test Failed at points: 9

36
CAPABILITY SIXPACK (NORMAL PROBABILITY MODEL)
A manufacturer of cable wire wants to assess if thediameter of the cable meets specifications. A cable wiremust be 0.55 + 0.05 cm in diameter to meet engineeringspecifications. Analysts evaluate the capability of theprocess to ensure it is meeting the customer's requirementof a Ppk of 1.33. Every hour, analysts take a subgroup of 5consecutive cable wires from the production line and recordthe diameter.
1. Open the worksheet CABLE.MTW2. Choose Stat > Quality Tools > Capability Sixpack > Normal.3. In Single column, enter Diameter. In Subgroup size, enter 5.4. In Upper spec, enter 0.60. In Lower spec, enter 0.50.5. Click Options. In Target (adds Cpm to table), enter 0.55. Click
OK in each dialog box.
EXAMPLE

37
CAPABILITY SIXPACK (NORMAL PROBABILITY MODEL)EXAMPLE (Cont…)
INTERPRETING THE RESULTS:On both the X-Bar chart and the R chart, the points are randomly distributed between the control limits, implying a stable
process .
If you want to interpret the process capability statistics, your data should approximately follow a normal distribution. On
the capability histogram, the data approximately follow the normal curve. On the normal probability plot, the points
approximately follow a straight line and fall within the 95% confidence interval. These patterns indicate that the data are
normally distributed.
But, from the capability plot , you can see that the interval for the overall process variation (Overall) is wider than the
interval for the specification limits (Specs). This means you will sometimes see cables with diameters outside the
tolerance limit [0.50, 0.60]. Also, the value of Ppk (0.80) is below the required goal of 1.33, indicating that the
manufacturer needs to improve the process.

38
CAPABILITY SIXPACK (BOX-COX TRANSFORMATION)
Suppose you work for a company that manufactures floortiles, and are concerned about warping in the tiles. Toensure production quality, you measure warping in ten tileseach working day for ten days.From previous analyses, you found that the tile data do notcome from a normal distribution, and that a Box-Coxtransformation using a lambda value of 0.5 makes the data"more normal."
EXAMPLE
1. Open the worksheet TILES.MTW.2. Choose Stat > Quality Tools > Capability Sixpack > Normal.3. In Single column, enter Warping. In Subgroup size, enter 10.4. In Upper spec, enter 8.5. Click Box-Cox.6. Check Box-Cox power transformation (W = Y**Lambda). Choose
Lambda = 0.5 (square root). Click OK in each dialog box.

39
CAPABILITY SIXPACK (BOX-COX TRANSFORMATION)
EXAMPLE (Cont…)
INTERPRETING THE RESULTS:
The capability plot , however, shows that the process is not meetingspecifications. And the values of Cpk (0.76) and Ppk (0.75) fall below theguideline of 1.33, so your process does not appear to be capable.

CONTROL LIMITS VSSPECIFICATION LIMITS
SPECIFICATION LIMITS (USL , LSL)
determined by design considerations
represent the tolerable limits of individual values of aproduct
usually external to variability of the process
CONTROL LIMITS (UCL , LCL)
derived based on variability of the process
usually apply to sample statistics such as subgroupaverage or range, rather than individual values 40

SAMPLING RISK Type I Error (Rejecting good parts)
Concluding that the process is out of control when it is really incontrol
α = probability of making Type I error
= commonly known as the producer’s risk
= total of 0.27% for control limits of +/- 3s
Is process really outof control? Or is thepoint outside due torandom variation?
41

SAMPLING RISK (Cont…) Type II Error (Accepting bad parts)
Concluding that the process is in control when it is really out ofcontrol
β = probability of making Type II error
= commonly known as the consumer’s risk
Is process really incontrol? Or is the pointinside due to randomvariation of the shiftedprocess?
42

CONTROL LIMITS VS
SAMPLING RISKS By moving the control limits further from the center line, the risk of
a type-I error is reduced. (Producer’s Risk)
However, widening the control limits will increase the risk
of a type-II error. (Consumer’s Risk)
43

Average Run Length (ARL) What does the ARL tell us?
The average run length gives us the length of time (or number ofsamples) that should plot in control before a point plots outside thecontrol limits.
For our problem, even if the process remains in control, an out-of-control signal will be generated every 370 samples, on average.
44
“99.7% OF THE DATA” If approximately 99.7% of the data lies within 3σ of the mean (i.e., 99.7%
of the data should lie within the control limits), then 1 - 0.997 = 0.003 or0.3% of the data can fall outside 3σ (or 0.3% of the data lies outside thecontrol limits). (Actually, we should use the more exact value 0.0027)
0.0027 is the probability of a Type I error or a false alarm in this situation.
SAMPLING FREQUENCY: For the X–Bar chart with 3s limits, a = 0.0027 Therefore, in-control ARL = 1/0.0027 = 370. This means that if the process remains unchanged, one out-of-control
signal will be generated every 370 samples.

Calculate the parameters of the X–Bar and S Control Charts with the following:
45
Center Line Control Limits
k
x
X
k
1i
i
k
s
S
k
1i
i
SAXUCL 3x
SAXLCL 3x
SBUCL 4S
SBLCL 3S
Where:
Xi: Average of the subgroup averages, it becomes the Center Line of the Control Chart
Xi: Average of each subgroup
k: Number of subgroups
si : Standard Deviation of each subgroup
Sbar: The average S. D. of the subgroups, the Center Line on the S chart
UCLX: Upper Control Limit on Average Chart
LCLX: Lower Control Limit on Average Chart
UCLS: Upper Control Limit on S Chart
LCLS : Lower Control Limit S Chart
A3, B3, B4: Constants that vary according to the subgroup sample size
Sbar (computed above)c4 (table of constants for subgroup size n) (st. dev. Estimate) =

46
VARIABLE CONTROL CHARTS (Cont…)X–Bar & S Charts: EXAMPLE
You are conducting a study on the blood glucose levels of 9 patientswho are on strict diets and exercise routines. To monitor the mean andstandard deviation of the blood glucose levels of your patients, createan X-Bar and S chart. You take a blood glucose reading every day foreach patient for 20 days.
1. Open the worksheetBLOODSUGAR.MTW.
2. Choose Stat > Control Charts> Variables Charts forSubgroups > Xbar-S.
3. Choose All observations for achart are in one column,then enter Glucoselevel.
4. In Subgroup sizes, enter 9.Click OK.

47
VARIABLE CONTROL CHARTS (Cont…)X–Bar & S Charts: EXAMPLE (Cont…)

Calculate the parameters of the Individual and MR Control Charts with the following:
48
Center Line Control Limits
k
x
X
k
1i
i
k
R
RM
k
i
i
RMEXUCL 2x
RMEXLCL 2x
RMDUCL 4MR
RMDLCL 3MR
Where:
Xbar: Average of the individuals, becomes the Center Line on the Individuals Chart
Xi: Individual data points
k: Number of individual data points
Ri : Moving range between individuals, generally calculated using the differencebetween each successive pair of readings
MRbar: The average moving range, the Center Line on the Range Chart
UCLX: Upper Control Limit on Individuals Chart
LCLX: Lower Control Limit on Individuals Chart
UCLMR: Upper Control Limit on moving range
LCLMR : Lower Control Limit on moving range
E2, D3, D4: Constants that vary according to the sample size used in obtaining the moving
range
MRbar (computed above)d2 (table of constants for subgroup size n) (st. dev. Estimate) =

49
VARIABLE CONTROL CHARTS (Cont…)I & MR Charts: EXAMPLE
As the distribution manager at a limestone quarry, youwant to monitor the weight (in pounds) and variation in the45 batches of limestone that are shipped weekly to animportant client. Each batch should weight approximately930 pounds. you want to examine the same data using anindividuals and moving range chart.
1. Open the worksheet EXH_QC.MTW2. Choose Stat > Control Charts > Variables Charts for
Individuals > I-MR.3. In Variables, enter Weight.4. Click I-MR Options, then click the Tests tab.5. Choose Perform all tests for special causes, then click OK in
each dialog box.

50
VARIABLE CONTROL CHARTS (Cont…)I & MR Charts: EXAMPLE (Cont…)

51
VARIABLE CONTROL CHARTS (Cont…)I & MR Charts: EXERCISE
A shift engineer in the control room of a power plant is responsible forcontinuous monitoring of sensors installed on the electric generator.Given below is the record of temperature readings of one sensor whichwere taken every hour and recorded on the shift register. Construct acontrol chart and analyze the process for any special causes.
SHIFT A A A A A A A A
TIME 09:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00
TEMP 16 20 21 8 28 24 19 16
SHIFT B B B B B B B B
TIME 17:00 18:00 19:00 20:00 21:00 22:00 23:00 24:00
TEMP 17 24 19 22 26 19 15 21
SHIFT C C C C
TIME 01:00 02:00 03:00 04:00
TEMP 17 22 16 14

52
RUN CHARTEXAMPLE
Suppose you work for a company that producesseveral devices that measure radiation. As thequality engineer, you are concerned with amembrane type device's ability to consistentlymeasure the amount of radiation. You want toanalyze the data from tests of 20 devices (ingroups of 2) collected in an experimental chamber.After every test, you record the amount ofradiation that each device measured.
1. Open the worksheet RADON.MTW.2. Choose Stat > Quality Tools > Run Chart.3. In Single column, enter Membrane.4. In Subgroup size, enter 2. Click OK.

53
RUN CHARTEXAMPLE (Cont…)
INTERPRETING THE RESULTS:The test for clustering is significant at the 0.05 level. Because the probability forthe cluster test (p = 0.022) is less than the a value of 0.05, you can concludethat special causes are affecting your process, and you should investigatepossible sources. Clusters may indicate sampling or measurement problems.

54
CONTROL CHARTS SELECTION EXERCISES

TYPES & SELECTION OF CONTROL CHART
55
What type of data do I have?
Variable Attribute
Counting defects or defectives?
X-bar & S Chart
I & MR Chart
X-bar & R Chart
n > 10 1 < n < 10 n = 1Defectives Defects
What subgroup size is available?
Constant Sample Size?
Constant Opportunity?
yes yesno no
np Chart u Chartp Chart c Chart
Note: A defective unit can havemore than one defect.

EXERCISE # 1
A ceramic tile manufacturing company has just secured acontract with NASA to supply the tiles for the new space shuttle.The manufacturing process is long and detailed, and only 20 to25 tiles can be manufactured per day. NASA requires that thetiles be subjected to specific measured tests to prove that theyare capable of withstanding repeated exposure to extreme hightemperatures. The tests required are destructive tests. Becausethe tests are destructive tests and the production output per dayis low, the manufacturing company has decided to use a samplesize of one.
Which chart should be used?
data are measured sample size = 1 use X and MR
charts
56

EXERCISE # 2
Mr. Fence runs a small alterations shop. Recently, therehas been an increase in the number of complaintsabout the work done in his shop. He has decided thatat the end of each day, he will inspect all the workcompleted that day for defects. Which chart should Mr.Fence use?
data are counted counting defects sample size varies (a different number of alterations
are completed each day) use a u chart
57

EXERCISE # 3
A boot manufacturer wants to check a certain style ofboot for possible defects in the sole stitching. Thedefects include missed stitches, loose threads, and anyother observed defects. This particular style of boot isproduced at a rate of 100 pairs per hour. The managersuggests checking 10 pairs per hour. Which chartshould be used?
data are counted Counting defects sample size is constant (10 parts/hour) use a c chat 58

EXERCISE # 4
A process that packages a ready-to-make cake mixautomatically weighs each bag of mix before placing itinto its respective box. The specification for each bagof mix is 8 + 0.01 ounces. If a bag weighs outside ofspecs, it is automatically separated from the rest.Which chart should be used?
data are measured sample size = 1 use X and MR
charts
59

QUESTIONS
60