Embed Size (px)
Citation preview

HARNESS THE POWER
RENTECH engineers build unmatched power and performance into
every boiler we deliver. Our 80-acre manufacturing facility—the industry’s most
technologically advanced—includes heavy bay and light bay areas with direct
access to rail, cross-country trucking routes and shipping facilities. We master
every detail to deliver elemental power for clients worldwide. Take an expanded
tour of our facilities today at www.rentechboilers/facilities.
HARNESS THE POWER WITH RENTECH.
OF MANUFACTURING INNOVATION
HEAT RECOVERY STEAM GENERATORS
WASTE HEAT BOILERS
FIRED PACKAGED WATERTUBE BOILERS
SPECIALTY BOILERS
WWW.RENTECHBOILERS.COM
RenBoi_PE_1411 1 10/27/14 4:33 PM

YEARS
119
DEMAND RESPONSE WHAT’S DRIVING THE MARKET?
HRSG WASTEWATER TREATMENT METHODS
VALVES & ACTUATORS UNDERSTANDING YOUR OPTIONS
Advanced Class Gas Turbines
August 2015 • www.power-eng.com
1508pe_C1 1 8/7/15 4:39 PM

KIEWIT.COM
Powering the future.
An industry innovator, Kiewit Power has extensive experience in the gas-fired, air quality
control systems, power delivery, renewable and nuclear markets.
We offer clients a one-stop shop for all integrated engineering, procurement, construction
and startup service needs. Our industry-leading projects show how Kiewit is committed
to remaining a power pioneer.
Kiewit Power Group Inc.
9401 Renner Boulevard
Lenexa, KS 66219
(913) 928-7000
Shepard Energy Centre
Calgary, Alberta
For info. http://powereng.hotims.com RS# 1
1508pe_C2 2 8/7/15 4:39 PM

CHIEF EDITOR — Russell Ray
(918) 832-9368 [email protected]
ASSOCIATE EDITOR — Sharryn Dotson
(918) 832-9339 [email protected]
ASSOCIATE EDITOR — Tim Miser
(918) 831-9492 [email protected]
CONTRIBUTING EDITOR—Brad Buecker
CONTRIBUTING EDITOR—Brian Schimmoller
CONTRIBUTING EDITOR—Robynn Andracsek
CONTRIBUTING EDITOR—Wayne Barber
(540) 252-2137 [email protected]
CONTRIBUTING EDITOR—Barry Cassell
(804) 815-9186 [email protected]
GRAPHIC DESIGNER — Deanna Priddy Taylor
(918) 832-9378 [email protected]
SUBSCRIBER SERVICEP.O. Box 3264, Northbrook, IL 60065
Phone: (847) 763-9540
E-mail: [email protected]
MARKETING MANAGER — Rachel Campbell
(918) 831-9576 [email protected]
SENIOR VICE PRESIDENT, NORTH AMERICAN
POWER GENERATION GROUP — Richard Baker
(918) 831-9187 [email protected]
NATIONAL BRAND MANAGER — Rick Huntzicker
(770) 578-2688 [email protected]
CHAIRMAN — Frank T. Lauinger
PRESIDENT/CHIEF EXECUTIVE OFFICER — Robert F. Biolchini
CHIEF FINANCIAL OFFICER/SENIOR
VICE PRESIDENT — Mark C. Wilmoth
CIRCULATION MANAGER — Linda Thomas
PRODUCTION MANAGER — Katie Noftsger
POWER ENGINEERING, ISSN 0032-5961, USPS 440-980, is published
12 times a year, monthly by PennWell Corp., 1421 S. Sheridan Rd., Tulsa,
OK 74112; phone (918) 835-3161. ©Copyright 2015 by PennWell Corp.
(Registered in U.S. Patent Trademark Office). All Power Engineering
published content is copyright protected by law. PennWell Corporation
must grant proper authorization to reuse any article, photograph or
illustration. Foster Printing is the exclusive reprint provider for Power
Engineering and gains copyright permissions for published content. For
copyright permissions, call 866-879-9144 x194. Prior to photocopying
items for educational classroom use, please contact Copyright
Clearance Center, Inc., 222 Rosewood Drive, Danvers, MA 01923 USA
978-750-8400. Periodicals postage paid at Tulsa, OK and additional
mailing offices. Subscription: U.S.A. and possessions, $111 per year;
Canada and Mexico, $124 per year; international air mail, $300 per
year. Single copies: U.S., $18, Outside U.S. $29. Back issues of POWER
ENGINEERING may be purchased at a cost of $18 each in the United
States and $29 elsewhere. Copies of back issues are also available on
microfilm and microfiche from University Microfilm, a Xerox Co., 300 N.
Zeeb Rd., Ann Arbor, MI 48103. Available on LexisNexis, Box 933, Dayton,
OH 45402; (800) 227-4908. POSTMASTER: Send change of address,
other circulation information to POWER ENGINEERING, PO Box 3271,
Northbrook, IL 60065-3271. “POWER ENGINEERING” is a registered
trademark of PennWell Corp.
MemberAmerican Business Press
BPA International
PRINTED IN THE U.S.A. GST NO. 126813153Publications Mail Agreement No. 40052420
CORPORATE HEADQUARTERS—PennWell Corp. 1421 South Sheridan Road • Tulsa, OK 74112
P.O. Box 1260, Tulsa, OK 74101Telephone: (918) 835-3161 • Fax: (918) 831-9834
E-mail: [email protected] World Wide Web: http://www.power-eng.com
Power Engineering ®
Power Engineering is the flagship media sponsor for
FEATURES119VOLUME
POWER ENGINEERING ONLINE : www.power-eng.com
Newsletter:Stay current on industry news, events, features and more.
Newscast:A concise, weekly update of all the top power generation news
Industry News:Global updates throughout the day
DEPARTMENTS
2 Opinion
4 Gas Generation
6 View on Renewables
8 Energy Matters
10 Nuclear Reactions
48 Ad Index
18 A New Era of Demand Response Demand response capability in North America has grown considerably in
the past five years, both at utilities and within competitive markets. Learn
how the use of DR in grid planning and operations has solidified as
utilities rely on DR to meet installed capacity requirements and operating
reserve requirements.
36 Valves & ActuatorsPower plants use hundreds of valves and actuators as the final control
elements in their operations. Power Engineering examines the different
types of valves and actuators and the advancements that are allowing
them to operate at higher pressures, temperatures, and frequency.
28 Dense Slurry Coal Ash Management: Full Compliance, Lower Cost, Less Risk
New CCR and ELG rules promise to significantly impact waste
management in the coal-fired power industry. Learn how the
Circumix™ Dense Slurry System mixes wastewater with CCRs to
produce a stable product with near-stoichiometric use of water.
42 Water’s JourneyMore than ever, waste water from power plants must be viewed
holistically, from the beginning of its journey through the facility,
all the way to its final discharge. Learn how increasingly stringent
wastewater regulations are forcing plant personnel to consider
complex treatment methods to comply with regulations.
12 The Fall of the F-Class Turbine
For the first time in over 20 years, F-Class turbine technology no
longer commands majority share in the North American 60-Hz,
heavy-duty gas turbine market. Find out why the trend toward
G-, H-, and J-class turbines is here to stay.
No. 8, August 2015
1508pe_1 1 8/7/15 10:54 AM

2
OPINION
www.power-eng.com
prices dropping 48 percent by 2040.
Talk about a tipping point. These
new economic dynamics, along with
other technology and cost advances
particularly in energy storage, are why
states, cities, corporations, and nations
can now set once-unthinkable targets
for generation from renewables without
breaking the bank. In more news from
the month of June, Hawaii (100 percent
by 2045) and Vermont (75 percent by
2032) both signed unprecedented
renewable portfolio standards into
law. And in California, the state senate
passed Gov. Jerry Brown’s goal of 50
percent renewables generation by 2030.
It now awaits expected approval by the
state assembly.
Policy drivers like these will
continue to be critical to drive the
growth of renewables. In one piece of
bad news on the policy front at the end
of June, the U.S. Supreme Court issued
a key ruling against EPA regulation of
mercury emissions from coal-fred
power plants. It’s certainly not a good
development for the environment, but
unlike what I’ve read in various media
accounts, it does not directly affect
CO2 regulation such as the EPA’s Clean
Power Plan.
The court’s ruling does not change
the fundamental economics of energy:
coal is simply no longer a cost-effective
choice for new generation in the U.S.
and increasingly, overseas as well.
Compared to the much larger trends
in fnance and policy that are driving
the momentum of renewables, many
of which came to the fore in June, I
predict that this SCOTUS decision will
be a blip on the radar.
Last month, we Americans cel-
ebrated our nation’s birthday,
capped off perfectly by the USA
women’s soccer team’s sensational
5-2 victory in the World Cup final. As
we hit the halfway point of 2015, the
clean-energy industry also has much
to celebrate, much of it in the month of
June alone and much of it financial.
Consider all of these recent
developments:
• The White House announced $4
billion in clean-energy funding
commitments, including $1.1 bil-
lion from five large institutional
investors such as the University of
California and TIAA-CREF, with
the balance from major founda-
tions and nonprofits.
• Bill Gates quite literally doubled
down on financing innovative
renewables technologies. The
software mogul-turned-clean en-
ergy investor told the Financial
Times he would add an additional
$1 billion over the next five years
to his $1 billion already invested
in clean-tech companies and the
venture capital firms that back
them.
• Another tech mogul, Masayoshi
Son of Japanese telecom giant
Softbank, went even further. Al-
ready a major funder of large solar
energy projects in Japan, Softbank
committed $20 billion for solar in
India — aiming to help grow that
market to 100 GW in 2022 from 3
GW today.
• Sixty percent of large investment
firms plan to invest in solar pow-
er projects for the first time in the
next five years (including 32 per-
cent in the next year), according to
a survey released in June by solar
PPA market maker Wiser Capital.
Eighty percent said they want to
“support a clean-energy future”
and more than 60 percent are con-
fident in the chances of high ROI.
At the end of June, China upped its
commitment to reduce greenhouse
gas emissions by 60-65 percent from
2005 levels by 2030, including a goal
to receive 20 percent of its primary
energy from non-fossil fuels by 2030.
The announcement was part of a slew
of new GHG cut commitments from
the U.S., Brazil, and South Korea, in
advance of the United Nations climate
talks in Paris later this year.
A great driver of all of this recent
momentum is the rapidly changing
economics of clean energy. Headlines
about record-low prices for solar and
wind power in a myriad of regions
appear almost daily. To cite just two
examples, Michigan utility DTE
Electricity has asked regulators to
approve a rate cut because of falling
wind prices in the state, while Austin
Energy, seeking to procure 600 MW of
solar in Texas, received developer bids
at less than 4 cents per kilowatt-hour.
Those are just two examples of a
broad-based global trend that shows
no signs of slowing down. A June
report from Bloomberg New Energy
Finance predicts that wind power will
become “the least-cost option almost
universally” within 10 years, with
prices falling 32 percent by 2040. And
solar will join wind as cheaper than
fossil fuel-fred energy by 2030, with
Fireworks, a World Cup, and Clean Energy MomentumBY CLINT WILDER, CLEAN EDGE
Author
Clint Wilder is
senior editor at
clean-tech research
and advisory frm
Clean Edge and
the coauthor of
two books: “Clean
Tech Nation: How
the U.S. Can Lead
in the New Global
Economy” and
“The Clean Tech
Revolution.”
1508pe_2 2 8/7/15 10:54 AM

For info. http://powereng.hotims.com RS#2
1508pe_3 3 8/7/15 10:54 AM

4
GAS GENERATION
www.power-eng.com
I was surprised to learn that an ul-
tra-complex bit of precision engineering,
with a final price tag that can reach many
millions of dollars, would ultimately de-
pend on good old-fashioned air to keep
itself from melting down onto the boots
of the engineers.
“The air-cooled version of the turbine
is just much simpler and more cost-effec-
tive,” Abate told me. “The steam-cooled
turbine was technical-
ly elegant, but it was
expensive to operate.
Air cooling makes
the turbine cheaper
to maintain because
there are no steam
circuits to tear down
before accessing key
components. That adds up to lower life
cycle costs.”
In fact, air-cooled turbines are very
common in the industry. While air-
cooled designs do require hot air to be
extracted from the gas turbine to cool
hot-path components, and the theft of
this heat can compromise their overall
efficiency, they can still be preferable to
steam-cooled designs which do not incur
such performance penalties, if only for
their simplicity and lower operation and
maintenance costs.
So what’s old is new. It turns out GE’s
turbines are far from the only ones in
the industry to rely on such tried-and-
true engineering; Siemens and Alstom
(among others) also produce air-cooled
gas turbines, and it’s safe to bet that other
companies are right now putting new air-
cooled designs through the paces in R&D
labs across the world. I guess sometimes
simpler really is better.
When I was a teenager, I dat-
ed a girl whose parents
wouldn’t let her dress grun-
ge. Having grown up in another era, her
mom couldn’t understand the movement
I suppose, and she flatly outlawed such
foolishness in the house. Did people real-
ly wear plaid flannel and cut holes in their
jeans intentionally?
The whole episode became a major
problem for us. (Actually, it created an
existential crisis worthy of Kierkegaard’s
storied prose.) Admittedly, it was the
mid-nineties, and Nirvana had been over
and done with for a couple years. But
fashion moves more slowly in a little farm
town, and grunge was still very much in
vogue where we lived.
Not to worry though. This was no av-
erage girl, and she quickly found an en-
terprising solution to her problem. If she
couldn’t dress grunge, she would find an-
other counter-cultural fashion statement
that her mom could relate to, and drag it
kicking and screaming into the modern
era. She would dress like a hippy. This
girl was committed. We’re talking full-on
Haite and Ashbury here. It was a circus!
But come on, dressing like an anachro-
nistic hippy? That’s so amateurish, and we
were better than that. Enter the mid-60s
Volkswagen Beetle.
Yes, as it happened, the neighbor up
the road was selling his pitiful little bug
for a pittance, so my girlfriend paid the
few hundred dollars he was asking and
drove it home that weekend. It was baby
blue, and that afternoon she sent away
for the mandatory flower decals to stick
on the hood. She let me drive it a time
or two. You had to stand on the clutch
to shift into reverse, but other than that
it handled like a dream—a fever-fueled,
hallucinogenic nightmare of a dream.
We drove that thing up and down the
back roads all over the county. It was awe-
some…and terrifying.
Here’s a hint though. If you’re going to
park your cranky geriatric bug at the local
drive-in burger place, shut the engine off.
Turns out vintage Beetles were air-cooled,
and idling one in a stationary position
long enough to eat a
double quarter-pound-
er with cheese will ren-
der it hotter than an
Oklahoma July. Can I
really be the only per-
son in the world who
didn’t already know
this? Next someone
will try to convince me that VW put the
trunk in the front of the blasted thing.
A few years ago I learned Volkswagen
would be ending the manufacture of their
original air-cooled masterpiece. Sure, the
company had already come out with a re-
placement—the “new” Beetle—but it was
thoroughly modern and water-cooled, so
it wasn’t the same. Yes, it seems the evolu-
tion of internal combustion engines has
unfailingly included an upgrade from air-
cooled to fluid-cooled systems. But not so
with natural gas-fired turbines, it seems.
Last year, I had the pleasure of speaking
with Victor Abate, president and CEO of
power generation products at GE Power
& Water. We were talking about GE’s HA
turbines, which are among the largest and
most efficient in the world. Unlike GE’s
previous H-class turbines which utilized
steam cooling, GE’s new HA turbines rely
on air for temperature regulation. (The
“A” stands for air, in fact.)
Economy from Thin AirBY TIM MISER, ASSOCIATE EDITOR
Air cooling makes
the turbine cheaper
to maintain because
there are no steam
circuits to tear down.
- Victor Abate, GE
1508pe_4 4 8/7/15 10:54 AM

Raising performance in power plant operationThe new release of SPPA-T3000: Success starts in the control room
PG
IE-A
10
01
1-0
0-7
60
0
Get in touch: Our new release of SPPA-T3000 is infused with
innovations specially designed for more effectiveness and
efficiency in operation. Supporting operators with the right
tools, targeted cues, and guided procedures, it provides the
platform to increased power plant performance.
Experience our worldwide leading SPPA-T3000 control system.
New
release
siemens.com/sppa-t3000
For info. http://powereng.hotims.com RS#3
1508pe_5 5 8/7/15 10:54 AM

6
VIEW ON RENEWABLES
www.power-eng.com
capacity limits and are struggling with
T&D networks critically in need of up-
grades.
The world may not be entirely ready
to change the way it sources electricity. It
will need to get ready because the conven-
tional energy status quo needs to adjust
rapidly in order to realize true energy in-
dependence for all.
True energy indepen-
dence will not rely 100
percent on the electricity
grid and it will look a lot
more like off grid solar.
The current focus on mi-
cro grids, under the defi-
nition that micro grids
include storage, is the off
grid model. True inde-
pendence will encourage
electricity conservation and include edu-
cating electricity users about the photo-
voltaic/storage systems that allow them
to decouple from the utility grid when
necessary.
The slow, messy changing of the elec-
tricity guard will also include altering the
antiquated concept of what utilities are
and what utilities should provide. De-
ployment of PV is often antithetical to the
utility model – simply put, it cuts into the
utility revenue model.
The slow messy changing of the
electricity guard will force electricity
users to become responsible for their
electricity future and this is not a bad
thing. All industrial and technological
changes cause seismic ruptures in the
status quo and this one will be no dif-
ferent. The results of this change will
be a seismic correction.
Conventional energy technolo-
gies and investors in big oil, nat-
ural gas and coal are highly resis-
tant to letting insurgent renewable energy
technologies such as solar and wind take
the lead. No matter, squint your eyes and
the energy future with renewable energy
as the dominant technology is visible over
the horizon – hazy and still a bit far off,
but visible. Currently, renewable ener-
gy’s share of global energy production is
a fraction of conventional energy’s share
but change is slowly taking hold despite
well-funded resistance to it.
The global photovoltaic industry has a
leading role to play in this messy chang-
ing of the energy guard. It’s been playing
a role for decades, though it has seldom
been easy and rarely highly profitable.
Viewed simply through the lens that
growth is always good, decades of neg-
ative or low margins could be written
off as the price of gaining share, though
it should be remembered that PV has
a very small share of global electricity
production.
There is another perspective with
which to view decades of PV industry
behavior, that of courageous persever-
ance in the face of well-funded (con-
ventional energy) competition. This
perspective is also true. Photovoltaic
industry participants have persevered
through slap dash and unreliable in-
centives, drastic, abrupt and some-
times retroactive changes to incentives,
end users waiting for the technology to
mature and many others miss or poor
understandings of the technology and
industry.
In truth, the global photovoltaic
industry has persevered through decades
of double digit growth and decades of fi-
nancial struggle.
The availability of government legis-
lated incentives is a fragile and unreliable
thread on which to hang the hopes and
dreams of an entire industry. Sudden
and retroactive changes have broken the
hearts and bank balances of many a PV
industry participant. Yet,
deployment often contin-
ues despite the cessation
of an incentive primarily
because, simply, it must.
It would be more fiscally
devastating than many
realize if deployment
ceased abruptly. There is
significant inventory on
demand and supply sides
of the solar industry and if deployment
ceased, it would become even more of
a burden. Jobs would be lost. Research
and development would stall. Continued
deployment, however, is different from
profitability.
Incentives are expensive to support,
and when governments in Europe be-
gan pulling the incentive-rug out from
under the PV industry this, along with
fallout from pricing set below cost,
stimulated an industry-wide consol-
idation that included the failure of
many well-known and industry lead-
ing companies.
Currently with deployment of renew-
ables (and PV) encouraged by govern-
ments and end user interest at a high lev-
el, utilities are pushing back on continued
accelerated deployment while globally,
utility grids have been pushed to their
The Slow, Messy Changing of the Electricity GuardBY PAULA MINTS, SPV MARKET RESEARCH
“True energy independence will not rely 100 percent on the electricity grid and it will look a lot more like off grid solar.”
1508pe_6 6 8/7/15 4:30 PM

A World of SolutionsVisit www.CBI.com
2015 MEDAL RECIPIENT
THE TEAM YOU TRUST
As a fully integrated engineering, procurement and construction contractor,
CB&I can handle your gas generation project from start to finish. Our
complete service offerings include engineering, procurement, pipe and steel
fabrication, construction and maintenance.
Today’s fast moving generation market requires a team that can deliver with
certainty. When it comes to constructing new gas generation facilities that
are reliable and cost effective, trust CB&I’s in-depth market knowledge and
industry leading experience.
ADVANCED CLASS TURBINES
PRICE AND SCHEDULE CERTAINTY
INTEGRATED SUPPLY CHAIN SOLUTIONS
EXTENSIVE CRAFT RECRUITMENT/MANAGEMENT EXPERIENCE
Contact CB&I at +1 704 343 7500 to learn how our complete solutions in
gas power generation can benefit your next project.
For info. http://powereng.hotims.com RS#4
1508pe_7 7 8/7/15 4:30 PM

8
ENERGY MATTERS
www.power-eng.com
design that has tripped up many owners
during permitting. Air permits include
separate limits when operating with and
without duct firing. Typically the max-
imum amount of duct firing is set by
either the desired amount of peak plant
output or the maximum practical design
limit. Often, preliminary engineering is
completed to estimate the amount of duct
firing that is required to achieve one of
these limits. Emissions produced during
duct firing are calculated based on this
heat input. However, the actual required
amount of duct firing is determined by fi-
nal major equipment OEM selection and
thermal cycle design optimization. The fi-
nalization of these two decisions is often
completed after air permit issuance. This
may result in limitations on duct firing
capability. In this case, it is important that
the design engineers determining cycle
design and the permitting engineers de-
veloping emissions estimates understand
and consider the impact various major
equipment OEMs and variations in cycle
design may have on heat input and asso-
ciated permit limitations.
Gas turbine technology is evolving at a
rapid pace. In the past three years, most of
the major gas turbine OEMs have released
several performance improvements.
Many owners, especially those with proj-
ect delays or longer permit approvals,
have been caught with air permit require-
ments restricting the ability to implement
the latest gas turbine technology platform
without revising the air permit. The is-
sues described above can be mitigated or
eliminated when the permitting and the
design engineers communicate.
Coordination up front can save time
and money in the end.
The battle for a good permit be-
gins well before the application
is submitted, with the initial
Front End Engineering Design (FEED)
and development of conceptual engineer-
ing information used as inputs to permit
modeling and development.
A lack of communication between per-
mitting and design engineers can lead to
big problems for a facility, as each group
has its own perspective, language, drivers,
and needs. Ultimately however, align-
ment between permitting and design en-
gineers will best serve the long term inter-
ests of the facility.
Particulate emission limits are a fre-
quent source of permitting/design discon-
nect. A major contributor to condensable
particulate matter (PM) is the amount of
sulfur in the fuel gas and the amount of
oxidation of sulfur dioxide (SO2) that oc-
curs through the gas turbine combustion
process. This occurs throughout the heat
recovery steam generator (HRSG) in the
selective catalytic reduction (SCR) sys-
tem, carbon monoxide (CO) catalyst, and
duct burner. The maximum amount of
sulfur in the gas may not be easy to define
over the life of the plant. Conservatively
using the sulfur tariff for the gas pipeline
is often too high an assumption and can
lead to serious impacts during dispersion
modeling, especially considering that the
actual gas sulfur content is typically sig-
nificantly lower than tariff value. How-
ever, owners are often hesitant to rely on
past gas supply sulfur levels as a reliable
prediction of long term levels, as several
shales predict a potential for increasing
sulfur content as production areas shift.
The type and location of SCR and oxi-
dation catalyst impacts the conversion
of SO2 to sulfur trioxide (SO
3) through-
out the gas turbine/HRSG train, and the
amount of ammonia injection and slip
impacts the amount of SO3 in the ex-
haust gas that is converted to ammonium
bisulfate. Because conversion of SO2 to
SO3 is not widely understood, most own-
ers are prudent to assume 100 percent
conversion of sulfur to particulate when
establishing their plant PM limit.
Start-up emissions are another area of
concern. Actual hot, warm, and cold start-
up emission rates are highly dependent
on the gas turbine manufacturers (OEM)
and starting package selection, the HRSG
and steam turbine generator design, OEM
selections, the overall steam cycle design,
and balance of plant equipment design.
“Conventional” start-up times are based
on holding the gas turbine at select, low
operating loads to allow the HRSG ma-
terials to gradually warm. These hold
points also provide time for cycle water
quality to be brought within specifica-
tion before steam can be admitted to
the steam turbine. This typically results
in the gas turbine operating outside of
emissions compliance load during start-
up with NOx, CO, and VOC emissions at
orders of magnitude higher than during
normal steady state operation. An alter-
native is to remove the gas turbine low
load hold points and reduce the overall
startup emissions. It is also important
to understand how to appropriately esti-
mate start-up emissions for the final plant
configuration. Calculation of start-up
emissions is not easy. Regardless of major
equipment selection, start-up emissions
are highly dependent on, and influenced
by, the overall cycle design.
Duct firing is another element of plant
FEEDing the Permitting BeastBY MEGAN PARSONS, BURNS & MCDONNELL, AND ROBYNN ANDRACSEK, P.E., BURNS & MCDONNELL AND CONTRIBUTING EDITOR Megan ParsonsRobynn Andracsek
1508pe_8 8 8/7/15 4:39 PM

Duct Burner2
H.P. Superheater4
H.P. Evaporator5
H.P. Steam Drum15
L.P. Vent Silencer16
H.P. Vent Silencer14
L.P. Steam Drum w/ Integral Deaerator17
Distribution Grid1
Observation Port3
Injection Grid7
S.C.R.8
C.O. Catalyst6
H.P. Economizer10
L.P. Superheater11
H.P. Evaporator9
L.P. Evaporator 13
DA. Pre-Heater 12
Stack18
H.P. Steam Outlet
L.P. Superheater Outlet
BEST SUITEDFOR GASTURBINES UP TO 120+MW.
In addition to designing and manufacturing
world-class industrial boilers, Victory
&'()������()��������(���('�� ����������
are custom-engineered for combined
�(����'�����()��� �������('��'����������
combined cycle applications.
VEO HORIZONÆ Gas-Turbine HRSG
�� ����� �� ��� ������� !�� ������!���� ���
� ! �����������!�� ���� ��� ���� � ������ !��
� �������!����������
�� � ����� !����� ���! ����! ����� � � ������ ����
� �!������� !�����!���� �� !��������� !��� ! ����
� ��������
�� ���������� ����!�������������
Because of the current demand for small to
������(� ��������(���������)��&'()���
����(���'�(����(�)�(�����'�� �!" #Æ
���$�)��'(� �����()�(��������������.
Work directly with industry experts
known worldwide for providing proven
�����������'����)�)��������)����������
�)(���)(��'������)(�����(���)(%��)�'��
cutting edge emissions and enhanced
construction.
Call 918.274.0023
WWW.VICTORYENERGY.COM - 10701 EAST 126TH STREET NORTH, COLLINSVILLE, OKLAHOMA 74021
F O L L O W A L E A D E R
Expect the Best from
For info. http://powereng.hotims.com RS#5
1508pe_9 9 8/7/15 4:39 PM

10
NUCLEAR REACTIONS
www.power-eng.com
so future leaders can see what may be
available to them and how.
Line leaders’ routines need to include
succession planning, development and
coaching in addition to the routines
they use to run the plant.
Leaders must serve as role models in
the time they spend developing their
own succession candidates as well as
coaching and mentoring others.
Leadership development and train-
ing programs must be seen as effective
by participants and sponsors.
Leadership roles at the site need to
be viewed as desirable opportunities by
potential succession candidates. If not,
site leaders need to figure out why.
Line leader and HR roles and respon-
sibilities should be documented, under-
stood clearly and executed accordingly.
HR personnel assigned to talent
management and leadership develop-
ment roles must be highly capable and
viewed as effective by line leaders.
Assessments of succession candidates
and potential leaders need to be con-
ducted by trained professionals who
understand what nuclear power de-
mands from talent to be successful.
Decisions about leadership changes
and promotions should be made me-
thodically, with adequate input from
all appropriate parties.
Overall program effectiveness re-
views need to be conducted regularly,
focusing on process, behavior and re-
sults.
Although these requirements may
appear demanding, the more successful
utilities are following them and have
made strategic decisions to invest in the
leadership capabilities necessary to run
nuclear plants effectively.
The cover story in the June issue
of Power Engineering magazine
highlighted the challenges
facing the energy, utility and manufac-
turing sectors in finding skilled labor
as baby boomers retire in greater num-
bers. These same challenges are being
seen in the supervisor and manager
ranks at nuclear power plants across
the country. Engineering—more than
any other department—appears to be
the canary in the coal mine. Engineer-
ing organizations are feeling the loss
of knowledge and the impact of too
many open engineering positions and
leadership roles filled by much less ex-
perienced engineering supervisors and
managers. As U.S. nuclear power plants
and their systems age and license exten-
sions go into effect, the need for highly
capable engineering leadership will in-
crease, if anything.
Operations departments are not feel-
ing as much pain as engineering be-
cause sites have been more diligent and
proactive in feeding the licensed opera-
tor and non-licensed operator pipelines
or face being out of compliance with
their legal commitments for operating
the reactor. Maintenance, work man-
agement and training organizations are
right behind engineering in struggling
to fill open positions with qualified
professionals and capable supervisors.
As nuclear operating companies
make short- and long-term asset man-
agement decisions about what equip-
ment to replace, fix, or maintain, they
need to be making strategic decisions
about investing in the talent they need
to effectively run organizations as com-
plicated as nuclear power plants. On the
surface, most nuclear utilities across the
U.S. appear to be doing so, in that they
have recruiting, assessment, and lead-
ership development programs in place
conceivably to grow talent and increase
leadership effectiveness. But scratch
below the surface, and many programs
fail to reach a large portion of nuclear
power leaders and potential leaders.
Leadership training programs may be
limited in their effectiveness and/or not
available to a large portion of the pop-
ulation. Succession planning, critical to
focusing developmental activities, too
often consist of lists of names repeated
too often and discussions concentrated
on personality and historical personal
references, good and bad. Instead, suc-
cession planning discussions need to
be regular meetings, supported by the
highest levels of leadership, and cen-
tered on leadership attributes necessary
to be effective. Candidates’ level of read-
iness should be based on independent
assessments of these attributes, which
also serve as a basis for future leaders’
development.
Some companies are applying the
necessary discipline and rigor to talent
development in order to close gaps and
grow their own talent, forestalling lead-
ership shortages. In my book, Nuclear
Energy Leadership: Lessons Learned
from U.S. Operators (2013), I offered
a checklist that nuclear sites can use
to identify where they need to work to
improve their talent development capa-
bilities:
The site must have documented pro-
cesses for succession planning, talent
management and leadership develop-
ment. Leaders need to follow these pro-
cesses and communicate about them
with the broader management team
Strategic Investment in TalentBY MARY JO ROGERS, PH.D.
Author
Mary Jo Rogers,
Ph.D. is a partner
at Strategic
Talent Solutions.
She recently
published the book,
“Nuclear Energy
Leadership: Lessons
Learned from U.S.
Operators,” by
PennWell. maryjo@
strattalent.com.
1508pe_10 10 8/7/15 11:04 AM

���� ��������� �������� ����������
������ �������� ���
���%����%$�������%�����
�������� %��% �����
������%���%���%�� �
�!���%��"�#���������!
��������������
����������������������������������������������
������� &����&��������&���&���������&��& ����&��������&����&
����� &���������� &������&����������&���&������� && ���&
������&����&���&�����&����� &����� �&
���&���� & ���&������&������ &����&��� &��&��������&
���������&��&����������&���&�������&������&����&
������&���& ���� &�������& � ����&����&���!����&��&
�� ������&����������&� &������&�������& �&��&��&� ���&
��&"�����&��������&����������&�����������&��&������&
��&��������&���������&������� &��&���&������
���&����� &�����&&�� �!���������&��&��&�����#�&
����&�����������&������#�&���������&������� �&
��&����&������&����& ��������& ����&��&
������������&�������� �&
&��&�������&��&���&���&�����&������&����� &�&
����� ���&���&��&���������&����&������&�������!
��������&��&���&���&������� &$&
������ &���&��& ������&�����&���������&
��&���&�����&����& ���&����� &�������&
���� &��& ���!����&� ������&���� & &����&
&������&������&��&"����!���&
���� ����!��&��&���!� &����� �
������&����� &��&����� &���&
����� �����&�����&�������&��&
����������&��&�� ��!����&������&��&
�����!������&�����&���� &����&
���&������&%��&�������&��&��&
�������&&���&����&��&����&��&
�����&���&������&��������&
������& &�����
��������� ����� ��
��������� ����� ����
���� ��������� �����
����� �������� ��� ����������
���������������������������������������������������������������������� ������� ����� ���������������� �����
� ������������������������������������
For info. http://powereng.hotims.com RS#6
1508pe_11 11 8/7/15 11:04 AM

12 www.power-eng.com
The Fall of the F-Class Turbine
Advanced class turbines such as the M501J
are overtaking F-Class turbine technology
as the preferred choice for new gas-fired
projects. Photo courtesy: Mitsubishi Hitachi
Power Systems Americas.
BY MICHAEL J. DUCKER
temperatures and pressure ratio. As
advances were made in materials and
cooling technologies, gas turbines were
able to fire hotter, resulting in better
efficiencies and higher outputs. Design
changes in the compressor and tur-
bine section were commonly needed,
and thus when a manufacturer made
improvements significant enough to
increase output and efficiency, a new
turbine class was born. Although at
It seems oil prices are not the
only phenomenon experienc-
ing a sudden, and seemingly
unexpected, decline from the
status quo. For the first time
since F-Class turbine technology came
to dominate the market over 20 years
ago, the technology is no longer the
leader in North America 60 Hz heavy
duty gas turbine (HDGT) sales. Ad-
vanced class turbine (typically defined
as G-, H-, and J- class technologies)
sales have seen greater than 50 per-
cent year-on-year growth in the past
five years and are the reason for this
unseating. The recent gas turbine OEM
emphasis on these advanced technolo-
gies confirms the trend is here to stay.
DEFINING THE CLASSES
Historically, gas turbine frame
types were defined by output, firing
For the first time in over 20 years, F-Class turbine technology no longer commands majority share in the North America 60 Hz heavy duty gas turbine market
Author
Michael Ducker is the manager of Mar-
ket Research at Mitsubishi Hitachi Power
Systems Americas. In this role, Michael
is responsible for strategic analysis of
energy markets.
GAS TURBINES
1508pe_12 12 8/7/15 4:32 PM

For info. http://powereng.hotims.com RS#7
1508pe_13 13 8/7/15 4:32 PM

14 www.power-eng.com
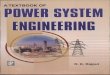
HDGT Market Share
North Amreica Market Share Evolution between D/E-Class, F-Class, and G/H/J-Class Turbines.
1
D/E Class
% o
f G
T s
ale
s b
etw
een
cla
sses
100%
90%
80%
70%
60%
50%
40%
30%
20%
10%
0%
GT Sale Year
1980 1985 1990 1995 2000 2005 2010
Actual
Trend
G/H/J Class
FClass
Source: 2014 McCoy Power Report
off, marking the beginning of the tran-
sition away from F-class technology
and into the new era where efficiency,
not a turbine class or flexibility, is now
king.
WHY NOW?
Just a few years ago, many gas turbine
OEMs hyper-focused their marketing
on the flexibility of F-class turbines.
With increasing penetration of renew-
ables – some studies even suggesting
upwards of 80 percent renewables in
the U.S. as technically achievable – it
seemed as though F-class turbines
would dominate the market and would
help transition the U.S. to a new wave
of renewable energy technologies. Yet
in this same time frame, several events
occurred helping to promote the up-
ward trajectory of advanced class tur-
bines.
First, EPA regulations combined
with low gas prices facilitated the clo-
sure of thousands of megawatts of
coal-fired generation. While this result
was not at all unexpected, what was
somewhat unexpected was how these
units were replaced. Many early retire-
ment forecasts pegged coal units with
primarily the only large HDGT prod-
ucts on the market. Yet in 1987, we see
the introduction of F-class technology
and a rapid rise of market shares as it
simultaneously erodes D/E-class tur-
bine sales. By 1996, F-class becomes
the relative market leader and enjoyed
nearly 20 years of sustained majori-
ty market share. Yet in the late 1990s
and early 2000s, the introduction of
advanced class turbines begins to take
times the nomenclature became murk-
ier, as evidenced by technologies called
“F-class” that featured firing tempera-
ture, output, efficiency, and design in
line with advanced technology, today’s
HDGT classes can be broadly catego-
rized into three areas based on OEM
gas turbine product names, size, and
efficiency. Focusing on size, D- and
E- class engines are typically in the
75 – 110 MW range. Products include
GE’s 7E.03, Siemens SGT6-2000E, and
Mitsubishi Hitachi’s H-100. F-class tur-
bines are typically in the 170-230 MW
range. Products include GE’s 7F.03-.05
models, Siemen’s SGT6-5000F, and
Mitsubishi Hitachi’s M501F. Lastly,
the advanced class turbines (G-, H-,
and J- frames) are typically in the 275
– 350 MW range. These include Mit-
subishi Hitachi’s M501J and M501G
machines, Siemens SGT6-8000H, and
GE’s 7HA.01 and .02 models.
A HISTORY LESSON
Before considering where the mar-
ket may be heading, it is worth taking
a look at where we have been. Figure
1 shows a historical evolution of mar-
ket shares between the HDGTs. Prior
to 1987, D- and E-class engines were
GAS TURBINES
Past 5-Year Reliability/Availability Data(January 2010 - December 2014)
Third Party Verifed Reliability and Availability Data
Source: Source: ORAP®—All rights reserved.
2
100%
98%
96%
94%
92%
90%
88%
86%
M501G F-Class
-1.36%
- 0.69%
Reliability
Availability
Re
liab
ility
/A
va
ilab
ility
%
99.05% 91.78% 97.69% 91.09%
1508pe_14 14 8/7/15 4:32 PM

Email: [email protected] � Web: www.terrasource.com/pe
Truck Dumpers & Receiving Bunkers
Positive Displacement Feeders
Vibratory Feeders
Crushers & Sizers
Screening & Processing
Conveying & Material Handling
Storage & Reclaim
Boiler Fuel Feed Systems
for Coal and Biomass Power
Material Handling & Size ReductionMaterial Handling & Size Reductionffffffffffffooooooooooorrrrrrrrrrrr CCCCCCCCCCooooooooooaaaaaaaaaaaallllllllllll aaaaaaaaaaaannnnnnnnnnnddddddddddd BBBBBBBBBBBBiiiiiiiiioooooooooommmmmmmmmmmaaaaaaaaaaaasssssssssssssssssssssss PPPPPPPPPPPPoooooooooowwwwwwwwwwwweeeeeeeeeeeerrrrrrrrrrffff CCCCCC lll ddd BBBBBBiii PPPPPPfor Coal and Biomass Power
CRUSH. FEED. PROCESS. CONVEY. STORE.
TerraSource Global offers three market-leading brands of material handling and size reduction equipment to the power industry, whether it be for coal-fired power generation or 100% or co-firing of biomass and alternative energy fuels.
Our Gundlach Crushers brand single-stage and two-stage double roll crushers crush coal at the mine mouth or preparation plant, or at coal-fired power stations.
Our Jeffrey Rader brand material handling systems are used to unload, convey, screen and crush in the multiple stages of biomass energy generation, from truck/rail receiving through metered in-feed into the boiler.
Our Pennsylvania Crusher brand impactors, granulators, hammermills, single roll crushers and sizers are found in 75% of all power plants processing coal in the USA
and are used for multiple material reduction and processing applications in 79 countries worldwide. Additionally, Pennsylvania Crusher brand positive displacement feeders provide consistent, dust-free feeding of coal for improved plant safety.
These three distinguished brands, recognized and trusted across the globe, are now available from a single source.
Contact us today, visit our website or follow us on social media for additional information.
Handling a World of Materials
The brands comprising TerraSource Global (Gundlach Crushers, Jeffrey Rader and Pennsylvania Crusher) arewholly-owned subsidiaries of Hillenbrand, Inc. (NYSE: HI) © 2015 TerraSource Global. All Rights Reserved.
BOOTH 417
Coal Handling & StorageConference & Exhibition
October 5-7, 2015
Hyatt Regency at the Arch
St. Louis, MO
For info. http://powereng.hotims.com RS#8
1508pe_15 15 8/7/15 4:32 PM

16 www.power-eng.com
Yet the regulatory permitting issue is
unfortunate with the number of own-
ers and developers who, in prior years,
based air permits, certificates of public
need, transmission interconnect studies,
and the like on a smaller F-class tech-
nology but viewed changing permits to
advanced class turbines as too costly or,
more importantly, a potential regulato-
ry delay. When a permit is in hand, not
many developers are eager to risk opening
their projects to public or governmental
change of hearts even if the economics
make better sense. As more permits are
initially filed to include advanced class
technologies, it is likely this portion of
the F-class market share will continue to
deteriorate over time.
Of course there are other strategic
reasons a developer may choose F-class
over advanced class turbines – such as
parts pooling, desire for multi-unit
configurations, mitigating regional re-
quirements for loss-of-load contingen-
cies, and other reasons not considered
beyond maximum capacity needs or
permitting issues. Still, the economics
and competitiveness of advanced class
turbines over F-class technologies are
difficult to negate.
THE DRIVE TOWARDS
EFFICIENCY
In 2011, Mitsubishi Hitachi Power Sys-
tems (MHPS) demonstrated the J-class
technology at its “T-Point” test facility in
Takasago, Japan. 2,900°F turbine inlet
temperature was achieved, translating
into a combined cycle efficiency of 61.5
percent. Today, MHPS is poised to release
additional improvements to its advanced
class technologies capable of achieving
>63 percent efficiency. General Electric
markets its 7HA.02 capable of achiev-
ing >61 percent efficiency and Siemens,
though quiet recently, still maintains
their SGT6-8000H at 60 percent efficien-
cy. With natural gas prices continuing at
record lows, will these major gains on
efficiency still be realized in the market?
order until system load is met. Therefore,
competitiveness in deregulated power
markets translates into being “1st on, last
off” – meaning the most efficient units
will be the first ones to power on (and be-
gin earning profits) and the last ones to
turn off (maximizing profits throughout
operation). From the value chain of these
markets, advanced class turbines are the
clear winner and, subsequently, sales in
these markets have reflected that.
WHY F-CLASS STILL SELLS
Some still consider F-class as the
“proven” technology (i.e. less risky
from a reliability standpoint) even
though the new F-class engines of to-
day have less operating hours than
the G-class engines
that have been run-
ning since the late
1990s. Additional-
ly, 3rd party gener-
ator reliability and
availability data
clearly shows some
of these advanced
engines featuring steam cooling are ac-
tually more reliable than their F-class
counterparts (see Figure 2).
Still, other themes emerge outside
of the “proven” technology view-
point. Primarily, two rational reasons
come to light for a developer to choose
F-class over advanced class technolo-
gies: transmission issues that would
require system upgrades to incorporate
a larger unit, or the tragedy of regula-
tory permits. Not much can or likely
will change with the former. There will
continue to be a market for D/E-class
and F-class turbines to meet the needs
of developers who have finite capacity
needs. These include building a gas tur-
bine in a region that does not require
>500 MW capacity due to demand or
building at a brownfield/other site that
would require significant – and costly
– transmission upgrades to enable the
larger unit.
low utilization rates as the most at risk
to retire, and thus a 1:1 capacity re-
placement would be unlikely. Yet what
materialized are a number of the large
advanced class turbines replacing these
coal units that had minimal operating
hours. Long-term resource planning
hinges on having an adequate installed
base to meet peak demand, and this
motivated many owners to replace old-
er under-utilized capacity with new,
highly efficient baseload NGCC capac-
ity that simultaneously displaced more
costly generation on their system.
Moreover, continued expansion of de-
regulated energy markets and consolida-
tion of balancing authorities in the US
and Canada helps to improve region-wide
load balancing. As a
result, a highly inte-
grated grid capable
of pooling many re-
sources with minor
flexibility require-
ments reduces the
needs to procure
sources with major
flexibility capabilities. For instance, as
PJM has grown, the entire regional trans-
mission organization (RTO) now only
typically procures 2,000 MW of primary
reserve requirements for a market that
sees peak loads in excess of 150,000 MW
(<2 percent of total demand). These an-
cillary services are pooled across the RTO
and within regional subsets, not just via
a few highly flexible units. Undoubtedly
some markets need greater flexibility, but
advanced class turbines are continuing to
push the envelope in this area. Minimum
emissions compliant loads and start
times are now nearly equivalent between
F-class and advanced class units.
And thus if flexibility attributes
between the gas turbine classes is es-
sentially equivalent, what is valued in
these markets? At their core, deregu-
lated energy markets thrive on the eco-
nomic dispatch principal whereby units
are cost-effectively dispatched in merit
GAS TURBINES
“The economics and competitiveness of advanced class turbines over F-class technologies are diffcult to negate.”
1508pe_16 16 8/7/15 4:33 PM

ADVANCED CLASS
TURBINES WILL
CONTINUE TO LEAD
Moving forward, there are many
questions regarding centralized power
generation and the role it will play in a
future considered ripe for demand re-
sponse, energy efficiency, and distrib-
uted generation. Yet at least within the
bulk power category, advanced class
turbines are in a position to succeed
and recent market events certainly sup-
port this fact. The way any successful
developer operates is simply to hedge
risks against potential market out-
comes.
When one stacks up the potential
and likely future market needs for cen-
tralized power, it is hard to see F-class
technology being a better hedge over
the advanced class turbines.
Meanwhile, President Obama’s
proposed CO2 new source (NSPS) and
existing source performance standards
(ESPS) will no doubt have a profound
effect on the drive towards better
efficiency. The NSPS rules themselves
are essentially an efficiency standard,
whereby the more efficient the unit is
the lower the lb-CO2/MWh emissions
rates will be. The ESPS rules may
further exacerbate coal retirements
and give way to newer, more efficient
advanced class gas turbines. Just
the threat of CO2 taxes or a formal
carbon trading scheme, even if
assumed 10-15 years away, can still
make a dent in a project’s proforma.
While the regulations themselves
will be contested, the general trends
are driving towards a low-carbon
regulatory and policy landscape.
In North America, the future
certainly seems promising for high
efficiency gas turbines. Deregulated
markets continue to expand, and
with recent and new environmental
regulations continuing to push coal
out of the market, baseload gas
generation is a nice fit. This trend is
not unique just to the United States
and Canada; Mexico’s recent market
reforms are bolstering the need for
more efficient and environmentally
friendly gas-fired generation in lieu
of existing coal assets. Additionally,
as markets continue to move towards
greater dependencies on gas-fired
generation, gas units will evermore
be competing amongst themselves to
be the lowest cost energy producer.
Efficiency will drive who outperforms
who in the markets.
1508pe_17 17 8/7/15 4:33 PM

18 www.power-eng.com
MARKET ANALYSIS
A New Era of Demand Response
Demand Response (DR)
capability in North
America has grown
considerably in the past
five years, both at utili-
ties and within competitive markets such
as PJM. However, DR technologies and
policies have generally relegated DR to a
minor role as a last-called resource. DR
has typically been slower to respond than
combustion turbines, and the load relief
it provides has been difficult to assess pre-
cisely (if at all) in the real-time operating
environment in which control center staff
operate. Furthermore, regulatory policies
in support of DR have generally focused
on the magnitude of megawatts achieved
at the expense of the quality and useful-
ness of those megawatts. Slowly, but sure-
ly, this is changing.
The use of DR in grid planning and
operations has solidified as utilities in-
creasingly rely on DR to meet installed
capacity requirements and sometimes
even operating reserve requirements. Fur-
thermore, independent system operators
(ISOs) led by PJM have incorporated DR
into procurement mechanisms for capaci-
ty, energy, and ancillary services. Industry
acceptance of DR as an integral part of the
future grid continues to grow, with states
like California and New York rolling out
major regulatory initiatives and Hawaiian
Electric issuing a request for proposals to
Authors
Stuart Schare is a Managing Director of
Energy at Navigant Consulting Inc. Brett
Feldman serves as Senior Research An-
alyst at Navigant Consulting.
Blurring the Lines between Generation and Demand-Side ResourcesBY STUART SCHARE AND BRETT FELDMAN
1508pe_18 18 8/7/15 4:33 PM

316 SS Construction IP66/68
a better way to view
LEVEL
viewing angle140°
������������
orioninstruments .com
High-visibility level indicators and transmitters from
Orion Instruments are custom-engineered and built
tough for the most demanding applications. Contact
us to find out how personnel safety, cost of ownership,
and reliability can all be improved over traditional
sight glass gauges.
ORION
For info. http://powereng.hotims.com RS#9
1508pe_19 19 8/7/15 4:33 PM

20 www.power-eng.com
MARKET ANALYSIS
in electricity usage by end-use customers
from their normal consumption patterns.
What makes these consumption changes
“demand response” is that they are in re-
sponse to changes in the price of electrici-
ty or to direct incentives, typically at times
of high wholesale market prices or when
system reliability is jeopardized.
Common examples of DR include
direct load control of residential air con-
ditioning, curtailment of commercial
cooling and lighting loads by building op-
erators participating in utility programs,
and shutdown or deferral of industrial/
manufacturing processes. An important
distinction for DR is that it must be dis-
patchable by a utility or system operator,
or be initiated by a customer in response
to a non-fixed price signal. Thus, static
time-of-use rates and scheduled thermal
energy storage are not typically consid-
ered to be DR; but critical peak pricing—
where the highest price tier is only in ef-
fect periodically as called by the utility or
operator—is characterized as DR.
UTILITY PROGRAM
OR GRID RESOURCE?
DR has matured from manual response
to inflexible, interruptible industrial rates
of a generation ago to the much more
automated and customizable programs
and products being offered today—with
plenty of everything in between account-
ing for the bulk of current DR capacity in
North America. An important distinction
in characterizing DR activity is whether
the curtailment capacity is part of a verti-
cally integrated utility program or within
a market defined by an independent sys-
tem operator (ISO).
Utility programs are typically based on
a regulator-approved tariff, and offer a
fixed incentive, or set of participation and
incentive options, to eligible customers
who voluntarily enroll in the programs.
While voluntary, many programs have
non-performance penalties or provisions
for withholding incentives or removing
customers from the programs.
One of the most frequently used and
long-standing programs is Florida Power
& Light’s (FPL) On Call Savings Program
with more than 800,000 participants
and well over 1,000 MW of central air
conditioning curtailment capability. Xcel
Energy in Minnesota and Colorado has a
similar participation rate of over 20 per-
cent of eligible customers. Other non-ISO
utilities with significant residential DR
programs include Duke Energy Caroli-
nas, NV Energy, and PacifiCorp. Most
investor-owned utilities also offer one or
more rates or programs for commercial/
industrial DR.
DR programs tend to be more lim-
ited in ability than generators in that
they are often only available when
cooling loads are prominent, and they
are commonly restricted to perhaps
a dozen events per year of four to six
hours in duration, often within a nar-
row window of eligible hours.
DR IN ISO MARKETS
In the United States and Canada, there
are nine major Regional Transmission Or-
ganizations (RTO) and ISOs responsible
for running wholesale electricity markets
DR aggregators for the provision of “grid
services,” including ancillary services,
from demand-side resources. So which
technologies and policies will drive DR
into the future as a more integrated and
valued resource?
This article describes the current DR
landscape in North America, including
state and regional activities that uniquely
affect how much DR is in place and how it
is utilized. It covers some of the emerging
DR technologies that are allowing DR to
be viewed more on par with generators,
and it reviews new applications of DR that
are raising its prominence as a valued re-
source alternative for utilities and system
operators. Looking ahead, emerging state
policies and utility initiatives are driv-
ing DR to a heightened prominence that
would have been difficult to envision just
five years ago.
DR IN NORTH AMERICA
Demand response is a term that can
mean many different things to many dif-
ferent people. A common definition that
traces back at least to a U.S. Department of
Energy report nearly 10 years ago charac-
terizes DR as changes (usually reductions)
North America RTO and ISO Map and Associated DR Capacity
1
ISONew England
New York ISO
Electric ReliabilityCouncil of Texas
CaliforniaISO
SouthwestPower Pool
MidcontinentISO
AlbertaElectricSystem
Operator OntarioIndependent
Electricity SystemOperator
PJMInterconnection
500MW
1000MW
1000MW
3000MW
2000MW
10,000MW
1508pe_20 20 8/7/15 4:33 PM

For info. http://powereng.hotims.com RS#10
Lapeyre Stair... We don’t miss a step.
Lapeyre Stair serves all your stair needs quickly and precisely.
In-house detailing and design ensure project accuracy – every time, on time.
Choose from our expanding product line to meet your on-site assembly requirements.
www.lapeyrestair.com
Welded Egress Stairs • Alternating Tread Stairs • Platform Systems • Bolt-together StairsW lW lW lW ldeddeddedded Eg s Ss Ss Staitaitaitaitai • Alte m S BolBol thethethethether Sr Sr Sr Sr Staiting Tg Tg T d Stai • P• P• P• P• Platlatlatlatform Sm S
Accurate and timely advanced stair building technology since 1981.
Send us your plans or email us at [email protected] to
learn how you can experience the ease of working with long-time
stair building professionals. Or, to immediately consult a
knowledgeable customer service agent, call 800-535-7631.
21 www.power-eng.com
Reforming the Energy Vision (REV), the
initiative’s goal is to transform the cur-
rent utility model into a distribution sys-
tem platform (DSP). The role of the DSP
would be to lay the groundwork required
for energy service providers on both the
grid side and the customer side of the
meter to provide products and services
2014 Polar Vortex, most DR bid into PJM
was only required to be available for ten
six-hour events during summer months.
Within the New York ISO footprint, the
New York Public Service Commission is
undertaking perhaps the most ambitious
plan to date from a state looking to mod-
ernize its electric utility sector. Called
and managing a large transmission grid
with high voltages. Some of these orga-
nizations have crafted DR programs or
integrated DR into their market designs,
thereby encouraging customer load par-
ticipation. DR has matured in the elec-
tricity market and has been afforded the
opportunity to bid directly against gen-
eration in these markets—commonly for
capacity, but also for energy and ancillary
services in some regions.
Currently, there are approximately
30,000 MW of DR in North America,
according to Navigant Research’s recent
Demand Response report, with a bit over
half coming from the RTOs/ISOs. This is
made up of about 8 million residential
and commercial & industrial (C&I) cus-
tomers. This market size equates to ap-
proximately $1.5 billion in DR revenues
for DR providers and customers.
PJM manages the largest DR market in
the world, at approximately 10,000 MW.
In some zones within the ISO, DR makes
up more than 10 percent of the capacity
resource base. PJM has also been a leader
in making it possible for DR to participate
and submit bids for reductions in the syn-
chronized reserves and frequency regu-
lation markets. However, there are some
headwinds that may challenge the contin-
ued growth of DR in PJM markets, such as
regulatory/legal challenges and increased
operational requirements that limit com-
pensation for DR that is not available 24
hours a day, year round. Until recently,
punctuated by the grid demands of the
“Looking Ahead, emerging state policies and utility initiatives are driving DR to a heightened prominence that would have been diffcult to envision just fve years ago.”
1508pe_21 21 8/7/15 4:33 PM

For info. http://powereng.hotims.com RS#11
� Highly accurate and reliable
fl ow measurement
in extreme temperatures
� No process stops
for installation
� Virtually maintenance free
� Decreased downtimes and
forced outages
The Ideal Solution for:
� Phase detection –
steam or water in the HRSG
during startup
� Controlling drain valves
during heavy cycling
� Measurement of auxiliary
liquid systems – water
treatment, cooling tower fl ows,
natural gas
Non-Intrusive Flow
Measurements
in the HRSG Industry
Toll free: 1 888 852 7473
www.fl exim.com
salesusHfl exim.com
FLEXIM
AMERICAS Corporation
www.power-eng.com
MARKET ANALYSIS
to enhance the distribution system’s ef-
ficiency. Examples of these products and
services include network sensors, dis-
tribution automation, DR, distributed
generation, and microgrids. As part of
the proceeding, utilities are required to
develop their own DR programs as a sup-
plement to or replacement of the NYISO
DR programs.
In California, the ISO (CAISO) is one
of several bodies contributing to a “bifur-
cation” plan to split
DR into supply-side
and “load-modifying”
resources. Essential-
ly, this means is that
price-based programs
intended to shape
loads will remain with
the utilities, while
programs focused on
reliability, flexibility,
and ancillary services
will reside with CAI-
SO. Furthermore, a
stakeholder process is underway where
all types of DR would be identified, as
well as how they could play a part in
California’s electrical grid and what ben-
efits they could provide. State policy is
directing utilities to consider DR, not
just generation, as a partner in planning
how to balance and ensure reliability for
the electric grid. Further, the California
PUC is leading a process to value different
types of DR for its ability to contribute to
reliability, as well as to support the state’s
goals for reducing greenhouse gas (GHG)
emissions.
DR VENDORS AND
SERVICE PROVIDERS
As DR offerings and technologies
have matured, an ecosystem of vendors
has emerged with continually advanc-
ing hardware, controls, and head-end
communications systems. Similarly,
load curtailment “aggregators” have
formed to recruit and enable custom-
ers to collectively deliver to utilities
and ISOs DR capacity measured in the
tens or hundreds of megawatts—or
even more in some ISO markets.
The DR market can be segmented from
a vendor/aggregator perspective. On the
C&I side, companies such as EnerNOC,
CPower, and Johnson Controls special-
ize in one or more DR-related services
including recruiting customers, automat-
ing rapid and reliable load response, and
providing granular building usage data
and performance diag-
nostics.
The bulk of the
mass-market segment
includes single-fami-
ly homes with central
air conditioning and/
or electric water heat-
ing, as well as small
businesses with pack-
aged units of 20 tons
or less. As load control
switches are nearly a
commodity, and com-
municating “smart” thermostats are fast
becoming the specialty domain of Nest
and a variety of established and start-up
companies, players in the mass market
segment such as Comverge and Eaton
(formerly Cooper Power Systems) special-
ize in one or more of the following: mar-
keting/customer acquisition, head-end
control systems, and communications be-
tween the customer and the service pro-
vider/utility (for example, Eaton offers a
two-way mesh network dedicated to load
control).
A few vendors attempt to service all
markets in the DR space. Honeywell is
probably the best established, leveraging
its experience in commercial building
management as well as its thermostat
hardware business and its 2010 acquisi-
tion of Akuacom, an early developer of
open source Auto-DR software on the
OpenADR platform. Other major players
include Schneider Electric and Siemens,
global companies attempting to develop
differentiated services and acquire market
“State policies provide one indication of the future of DR, and these suggest a more integrated role for DR in resource planning and grid management.”
1508pe_22 22 8/7/15 4:33 PM

For info. http://powereng.hotims.com RS#12
For info. http://powereng.hotims.com RS#13
www.power-eng.com
Fastest Biodegradable Descaler Yet!
Goodway ScaleBreakÆ recaptures
����������������������������������
����� ��������������������������
�����������������������������
�� �������������
TIP THE
SCALE
IN YOUR
DIRECTION.
BEFORE
AFTER
CALL 888-364-7749www.goodway.com
share from those who have focused lon-
ger on the DR market.
DR AS A GRID
MANAGEMENT RESOURCE
If DR is now well-established as a ca-
pacity resource that can provide emer-
gency relief for reliability purposes, it has
only recently begun making a name for
itself as an operating resource to be used
on a more regular basis for providing
10-minute operating reserves and other
more precise ancillary services.
Many of the core attributes describ-
ing combustion turbines and other
generators have analogs for DR re-
sources. For example, both generators
and DR can be characterized by their
megawatts of capacity and by the time
it takes to bring those megawatts onto
the grid.
The real question is whether the per-
formance of DR is comparable to gen-
eration—or at least whether DR can
perform well enough compete and to
provide a portion of the services re-
quired by grid operators.
DR has been active in the synchro-
nous reserves market in PJM for several
years, providing up to 25% of the re-
quirement at times. However, chang-
es to the transmission system in 2013
dramatically lowered prices in this
market and made it uneconomic for a
lot of the DR to participate.
These conditions may change in the
future, so the technical capability is
ready to jump in when prices warrant it.
The frequency regulation market has
shown signs of growth, particularly
since PJM implemented FERC
Order 755 which affords greater
compensation to faster-responding
resources. Several alternative resource
providers, including batteries and DR,
have begun bidding into the market
and showing their ability to compete.
A major driver for DR is the increasing
penetration of intermittent renewable
energy due to both regulatory mandates
1508pe_23 23 8/7/15 4:33 PM

24 www.power-eng.com
MARKET ANALYSIS
of the generation portfolio. The state
will experience steeply declining net
loads (customer demand minus cus-
tomer-sited renewable generation) in
the mid-to-late morning as solar pro-
duction picks up, and even more dra-
matic increases in net load growth in
the late afternoon as solar production
drops off concurrent with an increase
in residential loads.
The new load shape provides op-
portunities for DR (as well as storage),
especially in the late afternoons when
load curtailment could slow—or at
least help manage—the sharp ramp
up. Alternatively, DR could be used
to shave off some of the new evening
peak. In the mornings when net load is
in decline, DR can also help to balance
the grid by soaking up excess supply as
generators struggle to ramp down. Re-
call that DR is defined as “changes” in
usage by end-use customers, but these
changes don’t always have to be reduc-
tions.
An increase in demand—in response
to an incentive or price signal—is also
demand response. Some of the ap-
plications and technologies for DR
as a down-ramping resource include
over-cooling cold storage facilities and
refrigerated warehouses, within ac-
ceptable limits of course.
Essentially, the customers are using
existing facilities and technologies for
on-demand thermal storage. In this
case, the benefit may be the ability to
draw power from the grid, as well as
the ability to tap into the stored energy
at a later time to reduce demand from
the grid.A newer and more innovative
application of customer-sited thermal
storage is grid-interactive water heat-
ing (GIWH). GIWH is the emerging
consensus term for describing electric
water heaters controlled by real-time,
two-way communication with the util-
ity, grid operator, or load aggregator.
When equipped with grid-interac-
tive controls, an electric water heater
and improving economic and regulatory
treatment of renewables.
Resources like solar and wind pow-
er rely on natural elements that can
sometimes be unpredictable and re-
quire backup power resources to re-
spond quickly if clouds roll in or the
wind stops blowing.
Traditionally, this has been accom-
plished by having fossil power plants
on standby or generating at below op-
timal levels.
As the penetration of intermittent
renewables increases, however, build-
ing generation just for this purpose
may kill the business case for the re-
newable energy, so cheaper, more flex-
ible backup alternatives must be con-
sidered. DR can help fill this void.
California is perhaps the poster
child for renewable energy inputs un-
settling a grid. In 2013, CAISO con-
structed the now famous “duck chart,”
which shows the anticipated future
load shape for the state in the shoulder
seasons as solar becomes a larger part
Source:
Attribute DR Resources Generation Resources
Resource SizeNumber and size of customers;curtailable share of total load
MW unit size
Responsiveness Advanced notifcation requirements Start-up/ramp-up times
ReliabilityCommunications reliability & variance in customer load response
Availability of fuel supply & transmission capacity
LimitationsConstraints on number and duration of events
Emissions limits
Temperature Dependency
Temperature-dependent loads;hourly/seasonal variations
Temperature-dependent heat rates and capacity
Resource Diversifcation
Diversity of self-generation, customer sectors, and participating end-uses
Fuel diversity and baseload vs. peaking
Analogous Attributes between DR and Generation Resources
California’s Future Load Shapeand Opportunities for DR
2
Increase in load could allowgenerators time to ramp down
Overgeneration risk Reductions in load could allowgenerators time to ramp up orshave off the new evening peak
2012(actual)
2013 (actual)
Ramp need~13,000 MWin three hours
28,000
26,000
24,000
22,000
20,000
18,000
16,000
14,000
12,000
10,000
0
Meg
awat
ts
Hour
Net load – March 31
12am 3am 6am 9am 12pm 3pm 6pm 9pm
201420152016
2017
2020
20182019
1508pe_24 24 8/7/15 4:33 PM

25 www.power-eng.comFor info. http://powereng.hotims.com RS#14
can respond to near real-time input by enabling fast
up and down regulation and frequency control for the
purpose of providing ancillary services and renewable
storage to the utility or grid-operator.
In addition to two way communication, GIHWs
can measure and transmit information on water tem-
perature, so grid operators know how much energy
storage potential the fleet of GIWHs have at any given
time; and based on customer usage patterns, they also
can judge how much load curtailment, or regulation
down service, the fleet can provide while still meeting
customers’ needs.
Through the use of high-storage capacity, highly in-
sulated water heater tanks, GIWH can provide even
greater storage and operational capacity/flexibility
than traditional water heaters that are simply retrofit-
ted with interactive controls.
THE FUTURE OF DR
IN NORTH AMERICA
If DR is on a decades-long evolutionary path, will it
continue to mature into an even more valuable grid re-
source on par with generation? Or will energy storage and
the increasing demands for grid management in a world
of high renewables penetrations squeeze DR out of the
picture?
State policies provide one indication of the future
of DR, and these suggest a more integrated role for DR
in resource planning and grid management—but with
stricter requirements on how DR must perform. The days
of rarely called interruptible rates and monthly capacity
payments for the occasional 3-hour event may be in the
past. The advent of grid modernization is tied to the new
resiliency view on how the grid should be designed.
States like California, Illinois, Maryland, New York,
Massachusetts, and Hawaii have begun grid moderniza-
tion proceedings to investigate how the future grid should
look in terms of issues including metering and dynamic
rates, distributed generation, and the associated implica-
tions transmission and distribution infrastructure.
This modernization approach goes beyond siloed
hearings on the individual aspects of utility operations to
create a holistic structure for grid planning and payment
formulas. DR may finally be able to compete on a level
playing field, which could eliminate some current forms
of DR while encouraging development of others.
At the national level, a current FERC Supreme Court
case has much bearing on the ability of DR to partici-
pate in wholesale markets in the United States. In ear-
ly 2011, the FERC issued Order 745, which required
1508pe_25 25 8/7/15 4:33 PM

26 www.power-eng.com
MARKET ANALYSIS
This change encompasses a diverse
suite of technologies that includes en-
ergy storage, energy efficiency, DR, and
the advanced software and hardware
that enable greater control and interop-
erability across heterogeneous grid ele-
ments. These are all key components of
the emerging energy cloud that is be-
ing accelerated by evolving regulation
of carbon emissions, a more proactive
consumer or pro-
sumer, and the con-
tinuously improving
financial viability of
distributed resources
compared to tradi-
tional generation.
Navigant projects
that there will be
about 70,000 MW of
DR in North America by 2023, an 11
percent annual growth rate. One indi-
cation of the growing prominence of
DR and the vendors/service providers
supporting it is the growth in
membership of the leading
DR trade association.
The Peak Load Manage-
ment Alliance (PLMA) has
been in existence since 1999,
yet just in the past three
years had more than dou-
bled in membership from
less than 40 members to
nearly 90 today.
The recent setbacks and
regulatory uncertainty in
PJM—while interrupting
DR’s long-term trajectory—
are an indication that the
industry demands more re-
sponsiveness and account-
ability from DR resources.
This will push the continued
evolution to more fully auto-
mated, fast-responding, and controlla-
ble DR resources that are able to play
an increasing role in integrating inter-
mittent renewable energy and in man-
aging real-time grid operations.
wholesale energy markets to pay the
same for DR as they do for electricity
generation. Energy supplier and gen-
eration groups challenged the order in
federal courts as unjust and unreason-
able compensation.
In May 2014, a panel of the U.S.
Court of Appeals overturned the or-
der by a 2-1 vote, potentially reverting
things to how they were before—or
making them worse, depending on
interpretation. The majority opinion
went even further and found that DR
in the wholesale energy market is a re-
tail transaction, which is outside of the
FERC’s jurisdiction.
In December 2014, FERC asked the
U.S. Supreme Court to review the case,
which was granted, setting the stage
for a hearing likely in early 2016. If the
worst-case scenario plays out and DR is
disallowed from all wholesale markets,
states and utilities will have to fill the
void. Depending on their status and
disposition, this could take months to
several years to enact. The short-term
momentum of DR would be halted, but
in the long term, if states and utilities
assign higher value to DR than do the
wholesale markets, it could lead to in-
creased opportunities for DR.
DR IN THE
ENERGY CLOUD
Aside from government policy, the
power sector is undergoing a fundamen-
tal transformation that could lead to an
increase in DR capacity or how widely DR
is used.
Led by rooftop so-
lar, encouraged by
the prospect of cheap
storage, and with the
possibility of massive
amounts of electric
vehicles on the grid,
the industry is slowly
shifting away from a
centralized hub-and-
spoke grid architecture based on large
centralized generation assets like fossil
fuel, hydro, or nuclear power plants.
The new paradigm—dubbed the En-
ergy Cloud in a 2015 Navigant white
paper—envisions an increasingly de-
centralized electrical grid that makes
greater use of distributed energy re-
sources, including DR.
“Navigant projects that there will be about 70,000 MW of DR in North America by 2023, an 11 percent annual growth rate.”
“Smart” thermostats are fast becoming the specialty domain of several established startup companies, as demand response (DR) becomes a major resource for power producers. In some places, DR developers are granted the opportunity to bid directly against generation.
1508pe_26 26 8/7/15 4:33 PM

For info. http://powereng.hotims.com RS#15
1508pe_27 27 8/7/15 4:33 PM

28 www.power-eng.com
A large Hyundai shovel operates on the surface of cured dense slurry at the
Matra power facility’s impoundment in Hungary, attesting to the compressional
strength and environmental stability of the end-product. The shovel excavates
cured slurry from around the perimeter for use in building up the levee of the
15-tiered, 150-foot-high impoundment. Photo courtesy: NAES
ENVIRONMENTAL REGULATION
1508pe_28 28 8/7/15 4:33 PM

29 www.power-eng.com
BY DALE TIMMONS
The Environmental Protec-
tion Agency’s (EPA) newly
enacted Coal Combustion
Residuals (CCR) rules and
proposed Effluent Limita-
tions Guidelines (ELG) will significantly
impact waste management practices in
the coal-fired power industry. The new
rules will regulate fly ash settling ponds
out of existence; regulate the location, de-
sign, operation, and closure requirements
for impoundments; and impose new re-
quirements for wastewater.
Traditional “dry ash” management
techniques satisfy the rules’ proposed re-
quirements, but they suffer from inherent
technical deficiencies and pose prohibi-
tive costs.
The Circumix™ Dense Slurry System
(DSS) technology, developed by GEA
EGI Ltd. of Hungary and represented ex-
clusively by NAES Corporation in North
America, mixes wastewater with CCRs to
produce a stable product with near-stoi-
chiometric use of water. Once cured, the
slurry exhibits low hydraulic conduc-
tivity, high compressional strength, no
discharge of fly ash transport water, little
or no fugitive emissions, and enhanced
metals sequestration, thereby achieving
the goals of the CCR and ELG rules.
The EPA has also imposed stricter stan-
dards for air emissions with the Mercury
and Air Toxics Standards (MATS). As with
the proposed CCR and ELG rules, the vast
majority of toxic metals targeted by MATS
originate from coal-fired power plants.
The EPA recognized that many processes
designed to remove metals from gaseous
emissions result in a transfer of the metals
to other effluents, which is one reason it
Author
Dale Timmons is a egistered geologist
and Business Development Program
Manager with NAES Corporation.
Dense Slurry Coal Ash Management: Full Compliance, Lower Cost, Less Risk
1508pe_29 29 8/7/15 4:33 PM

Electron Microprobe Image of a No-Lime Sample 1
Source: NAES Corporation
30 www.power-eng.com
fly ash transport water discharge, little
or no fugitive dust, and enhanced se-
questration of contained metals. These
properties meet the performance re-
quirements specified in the new CCR
rule and the proposed ELG.
DSS is currently used at eight power
plants – seven of them in Europe and
one in the U.S. Two more plants are
being built or commissioned – one in
Europe and one in India – that will use
the technology. Circumix DSS systems
have processed over 60 million cubic
yards of dense slurry into environmen-
tally stable end products, primarily
using flue gas desulfurization (FGD)
water and other plant wastewater as the
stabilizing medium.
In addition to achieving compliance
with the new ELG and CCR rules, DSS
offers numerous additional advantages:
• Combined stabilization of ash and
wastewater
• Reduction of water use by 80 to 90
percent compared to traditional
practice
• Zero discharge of transport water
• Significant reduction of plant-wide
wastewater
of trucks and heavy equipment signifi-
cantly increases safety risks.
DENSE SLURRY SYSTEM ASH
MANAGEMENT
A dense slurry system (DSS) offers a
safer, less expensive alternative to dry ash
management while producing a product
with improved environmental perfor-
mance. DSS is a high-intensity mixing
process that combines plant wastewater
with CCRs to produce dense slurry that
is easily pumped to an impoundment or
landfill. The process maximizes the avail-
ability of reactive ions in the ash and opti-
mizes the use of wastewater.
Dense slurry produced by the DSS
process displays a consistency of 50 to 60
percent solids by weight with a density
of about 1.3 g/cm3, which is maintained
to within 1 percent. This is thick enough
to minimize free water but thin enough
to allow pumping to a distance of over 6
miles using centrifugal pumps.
Once discharged, the slurry hard-
ens in 24 to 72 hours and substantial-
ly cures in about a month. The cured
product exhibits low hydraulic conduc-
tivity, high compressional strength, no
proposed the ELG rule.
Suffice it to say, the CCR, MATS, and
proposed ELG rules are requiring own-
ers and operators of coal-fired power
plants in the U.S. to make pivotal de-
cisions regarding future operations at
these plants and how best to address
the regulatory changes.
DRY ASH MANAGEMENT
Power plants face a number of chal-
lenges when converting to an alterna-
tive ash management system because
few options are available. Conventional
practice is commonly called “dry ash”
management, which is misleading. So-
called dry ash management for transport
and disposal to an impoundment or
landfill typically involves the addition of
20 to 25 percent water to suppress dust.
Once the wetted ash is transported and
disposed of, it is typically spread and
compacted using heavy equipment. Ad-
ditional water is often added using sprin-
klers or water trucks to control dust and
improve compaction.
Traditional dry ash management typ-
ically involves handling and moving the
ash multiple times, with each transfer
adding more risk of dust release. To ad-
dress this, the new CCR rules impose
stringent controls on fugitive dust at im-
poundments. Even after ash is spread and
compacted, it can easily be mobilized
by wind if allowed to dry. It also exhib-
its relatively high hydraulic conductivity,
which translates into high rates of leach-
ate production.
Traditional dry ash management also
poses a major expense. The costs of
transferring the ash to ash/water mixing
facilities, together with the capital and
operating costs of the facilities them-
selves, are high. Truck transport, road
construction and maintenance, fuel
management, heavy equipment opera-
tion and maintenance, continual dust
suppression, lighting and security at the
disposal site, plus associated labor fur-
ther reduce the appeal of dry ash han-
dling. Lastly, the continual operation
ENVIRONMENTAL REGULATION
1508pe_30 30 8/7/15 4:33 PM

Electron Microprobe Image of a Lime-Added Sample 2
Source: NAES Corporation
31 www.power-eng.com
concrete contains about 25 percent
bound water.)
Although DSS has been used extensive-
ly in Europe and at one plant in the United
States for decades, plant-specific testing is
still required to establish the proper blend
of solid waste products and wastewater
for optimal environmental performance.
While performance-enhancing additives
are available, all of the DSS facilities cur-
rently in operation process ash that is suf-
ficiently reactive on its own.
The ash produced by some power
plants in the United States, however, ex-
hibits little or no reactivity. Where this
is the case, additives may be used to in-
crease compressional strength and reduce
hydraulic conductivity. Typically, 2 to 3
percent active lime is enough to achieve
adequate solidification.
CASE STUDY:
PRB COAL ASH
For example, NAES tested samples
of Powder River Basin (PRB) coal ash to
determine their performance relative to
DSS. The samples contained over 20 per-
cent CaO, but only 0.14 percent of it was
chemically active.
Figure 1 shows an electron microprobe
image of cured slurry product made using
60 percent PRB fly ash and 40 percent
water. (Note the regions where ettringite
crystals have formed.) After six weeks of
curing, the low reactivity of the ash result-
ed in very little cementation. The cured
product exhibits a porosity of about
50 percent, as evidenced by the dark
regions of empty space in the image.
After curing, the sample showed com-
pressional strength of 48,263 Nm-2 (7
psi) and the hydraulic conductivity
measured 3 x 10-5 cm/sec.
To find out how the PRB slurry per-
formance could be improved, NAES pre-
pared another sample – this time using
50 percent fly ash, 2.5 percent active lime,
and 47.5 percent water by weight – and
allowed it to cure for six weeks. In figure
2, the cured product shows a significant
reduction in porosity compared to the
variations in the amount of water used
to make the slurry can impact process-
ing parameters of that slurry. It has also
demonstrated that small quantities of ad-
ditives, where indicated, can dramatically
improve product performance.
The compressional strength and hy-
draulic conductivity of cured DSS prod-
ucts depend largely on the chemical
reactivity of the fly ash contained in the
slurry. This reactivity in turn depends on
several variables: type of fuel, emission
controls used, type of boiler, and combus-
tion temperature, among others.
As dense slurry cures, hydrated mineral
crystals grow in the spaces between ash
particles, including the following:
Ettringite 60% Bound Water
Allite 32% Bound Water
This interstitial crystal growth se-
questers water, entrains small parti-
cles, and inhibits fluid flow. In addi-
tion, the crystals act as an adhesive that
binds ash particles together, resulting
in greater compressional strength.
This process – the same that occurs
in the curing of concrete – is a desired
outcome of DSS. (For reference, most
• Low hydraulic conductivity (10-6 to
10-10 cm/sec)
• High compressional strength
• Enhanced metals sequestration
• No risk of liquefaction or spills asso-
ciated with liquefaction
• Significant reduction of leachate vol-
ume
• Significant reduction of fugitive dust
emissions
• Enhanced land-use efficiencies from
elevated disposal facilities
• Reduced energy consumption
Several variables contribute to low hy-
draulic conductivities in the cured prod-
uct, including particle size distribution,
particle shape, water chemistry, and ash
chemistry. The mixing process results in
close packing of the ash particles upon
discharge. The chemistry of the ash
and water determine the type of crystal
growth that takes place in the interstitial
spaces between ash particles upon curing.
PERFORMANCE
ENHANCEMENT OF SLURRY
PRODUCTS
NAES has found in recent testing that
1508pe_31 31 8/7/15 4:33 PM

Hydration Curves Showing Sequestration
of Water Over Time3
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0 5 10 15 20 25 30 35 40 45 50
0% CaO
2,5% CaO
5% CaO
10% CaO
Free water
(kg free water/kg total process water)
Number of days of curing
Free
wa
ter
per
cen
tag
e
32 www.power-eng.com
by progressively reducing hydraulic
conductivity and increasing compres-
sional strength.
In active impoundments and land-
fills that receive dense slurry, evapo-
ration removes significant quantities
of water before it can infiltrate the im-
poundment. The hydration reactions
that occur during curing, coupled with
evaporation, result in zero discharge of
fly ash transport water.
A COMMERCIALLY
OPERATING DSS
IMPOUNDMENT IN
HUNGARY
The active ash disposal impoundment
at the Matra Plant, which began opera-
tion in 1998, consists of 15 tiers, each 10
feet thick, of solidified Type F ash that has
been pumped to the impoundment from
the plant as dense slurry. The 150-foot
high impoundment covers an area of 314
acres at its base and 122 acres at the top.
The established tiers have been planted
with fruit trees.
The top of the impoundment is di-
vided into six smaller enclosures sep-
arated by dikes. When an enclosure
is full, discharge is transferred to an
adjacent enclosure. Cured dense slur-
ry from the perimeter of the full im-
poundment is then excavated and used
to construct the dike for the next tier.
To prevent interruptions in plant
operations caused by lack of dispos-
al space, at least two of the multiple
smaller impoundments at the top of
the facility are always made available
to receive dense slurry. The impound-
ment poses no risk of liquefaction of
ash products or catastrophic failure
(e.g., inundation of the surrounding
community) because the compres-
sional strength of the contents ranges
from 5,000 to 11,000 lbs/ft2. Hence,
there have been no slope failures or
other incidents requiring remedi-
al action since operations began. All
leachate is returned to the plant for
use in DSS processing, making this a
amount of water sequestered with the
concentration of lime.
The samples were molded into
4-inch plastic tubes wrapped with geo-
textile fabric at the base to allow leach-
ate to drain out of the slurry. The cap-
tured leachate was periodically poured
back through the curing product. The
samples and drained water were main-
tained in a closed system to prevent
evaporation of water.
As shown in the hydration curves for
the four mixes (Figure 3), water is rap-
idly sequestered during curing. The mix
with 2.5 percent active lime sequestered
90 percent of the free water in 15 days.
Samples with higher active-lime concen-
trations sequestered the same amount of
water in five days or less.
NAES also found that as the thick-
ness of accumulated slurry product in-
creases in an impoundment or landfill,
so does the amount of water seques-
tered. As dense slurry impoundments
accumulate more slurry, the amount of
leachate produced thus declines over
time because the water that infiltrates
has more time to react as it percolates
through the curing product. These con-
tinuing reactions enhance the perfor-
mance of the impoundment over time
no-lime sample – about 6 percent po-
rosity in the lime-added product versus
50 percent in the no-lime product. The
reduction in hydraulic conductivity of
the lime-added sample – 3.4 x 10-6 – rep-
resents about one order of magnitude.
The compressional strength increased by
97 percent to 1,296,214 Nm-2 (188 psi).
SEQUESTRATION
OF WATER
Mineral growth that takes place during
curing sequesters significant quantities of
water. This is important because the EPA’s
preferred options under the proposed
ELG prohibits discharge of fly ash trans-
port water under any circumstance. Dis-
posal facilities that use the DSS process
have achieved zero discharge of transport
water by reprocessing leachate to produce
more dense slurry.
To assess how much water is seques-
tered in the DSS curing process, NAES
tested ash samples from the Matra Pow-
er Plant near Budapest, Hungary, the
‘flagship’ of DSS facilities. Using a slur-
ry of 60 percent fly ash and 40 percent
water by weight, NAES prepared sam-
ples with 2.5, 5, and 10 percent active
lime added, as well as a control sample
without added lime, to correlate the
ENVIRONMENTAL REGULATION
1508pe_32 32 8/7/15 4:33 PM

33 www.power-eng.com
For info. http://powereng.hotims.com RS#16
Vacuum Systems by Busch
Power up with custom vacuum system solutions by Busch
Busch liquid ring solutions offer:
� Rugged reliability
� Single- and two-stage options
� Variety of materials of construction
� Meet all HEI standards
‘recipe’ for stabilizing CCRs. NAES
conducted testing at numerous loca-
tions using a pilot-scale dense slurry
processing system.
Prior to the pilot test, samples of
combustion products and wastewater
are analyzed to determine their chem-
istry and particle size distribution.
zero-discharge facility for both trans-
port water and leachate.
DSS TESTING
The physical and chemical proper-
ties of ash and water vary from plant
to plant, so these materials must be
tested at each site to determine the best
The tiered and elevated DSS impoundment at Matra
Power Plant in Hungary is planted with fruit trees. Inset:
The cured dense slurry from the impoundment perimeter
is used to construct a dike for newly discharged slurry on
the top level. Photo courtesy: NAES
The pilot-scale system is then used to
process a range of promising ‘recipes.’
Each recipe is allowed to cure for 90
days before the samples are collected
for testing.
Data collected during slurry pro-
cessing includes rheology parameters
(yield stress and rigidity), water con-
tent/flow dynamics, energy consump-
tion, mix ratios, and water stoichiome-
try. Cured samples may be analyzed for
the following:
• Compressional strength
• Porosity and hydraulic conductivity
• Bulk chemistry
• Moisture and density
• Electron microprobe analysis
• Leach performance
1508pe_33 33 8/7/15 4:33 PM

WEBCASTREGISTER TODAY
THE TOTAL CONDENSER PERFORMANCE WORKSHOP™:
NON-DESTRUCTIVE TESTINGSEPTEMBER 1, 2015 | 2:00PM CDT
For info. http://powereng.hotims.com RS#17
produce the dense slurry
• Zero discharge of transport water
• Zero discharge of leachate if re-
used for dense slurry production
• Enhanced sequestration of con-
tained metals
• Reduced risk of groundwater con-
tamination
• Reduced or eliminated risk of dust
generation
• High compressional strength
In addition, the tiered, elevated
disposal facilities typically used with
DSS enable more efficient use of dis-
posal space. Piping the slurry to these
impoundments reduces or eliminates
the use of heavy equipment and its
attendant safety and environmental
risks. More to the point, DSS process-
ing eliminates ash sludge liquefaction,
and with it the risk of dike failure and
catastrophic releases.
The data collected, along with plant
information, are used to determine
system capacity, slurry pumping re-
quirements, and impoundment/land-
fill design. They are also used to esti-
mate probable leachate production and
environmental performance of the sta-
bilized product.
ENVIRONMENTAL
PERFORMANCE
The CCR and ELG rules are closely
related and interdependent. Design
changes at coal-fired power plants that
affect the quantity and chemistry of
generated wastewater also affect the
transportation, management, com-
position, beneficial reuse options,
and disposal of combustion products.
These changes in turn affect the design,
operations, monitoring, and closure
requirements for impoundments into
which CCRs are deposited. They also
influence decisions regarding the man-
agement and fate of CCRs in existing
impoundments.
In terms of environmental protec-
tion, operational safety, and financial
risk, DSS has proven itself altogether
superior to “dry ash” management.
It not only meets the requirements of
CCR and ELG but yields a product with
outstanding environmental perfor-
mance:
• Hydraulic conductivity that is sub-
stantially lower than that resulting
from traditional “dry ash” man-
agement as described in the pro-
posed ELG
• 80-90 percent less consumption of
water compared to traditional ash
sluicing
• Stabilization of wastewater (in-
cluding FGD water) used to
ENVIRONMENTAL REGULATION
1508pe_34 34 8/7/15 4:33 PM

For info. http://powereng.hotims.com RS#18
1508pe_35 35 8/7/15 4:33 PM

36 www.power-eng.com
Valves & ActuatorsBY RUSSELL RAY, CHIEF EDITOR
unchanged, innovative applications
and design modifications are being
developed to withstand these demand-
ing environments. In addition, these
improvements can reduce costs by sup-
porting the control valve’s ability to
throttle accurately, thereby providing
better performance for high-pressure
steam bypass, turbine bypass and oth-
er critical power plant operations.
Actuators regulate mass and energy
flows by adjusting valves, flaps and
cocks.
The actuator and valve create a single
unit — the control valve. Actuators
perform different motion sequences,
including linear, pivoting and rotating
motions, and they are powered by
pneumatic, hydraulic or electrical
energy.
Actuators receive a control signal
from automation systems. The signal
is converted into a motion so that the
A single power plant uses
hundreds of valves to
control almost every as-
pect of its operation.
Valves, in conjunction with a con-
trolling actuator, are used for pollu-
tion control, feed water, cooling water,
chemical treatment, bottom ash and
steam turbine control systems.
They work in harsh environments
and are exposed to a variety of chem-
icals, abrasive materials and high
temperatures. They are critical in
optimizing efficiency, and they are
often the final control element in the
operation of a power plant.
What’s more, additional demands
are being placed on valves and actu-
ators as power plants are forced to be
more flexible to accommodate the
growth of intermittent sources of re-
newable power and mandates to curb
carbon emissions. As a result, valves
and actuators must operate at higher
pressures, temperatures and frequency.
Although the basic technology for
most valves and actuators has remained
Cycle Isolation testing utilizes acoustic monitor-
ing instruments to help customers monitor valve
performance. Photo courtesy: ValvTechnologies
OPERATIONS & MAINTENANCE
1508pe_36 36 8/7/15 4:39 PM

You know that Magnetrol® liquid level switches work hard for decades of accurate and reliable level detection. After all, that’s why you trust your operation’s safety and performance to them every day.
So to honor the hardest-working, longest-lasting level switches still in operation, we want to hear your story.
Tell us about your switch at justcantstop.magnetrol.com for a chance
to WIN $500 and let MAGNETROL toughness pay off for you again.
The hardest working
buoyancy switch
has already won
your loyalty.
Now let itwin yousome cash.
magnetrol.com • 1-630-969-4000 • [email protected] © 2015 Magnetrol International, Incorporated
For info. http://powereng.hotims.com RS#19
1508pe_37 37 8/7/15 4:39 PM

38 www.power-eng.com
acts as a piston to create linear force to
close and open the valve. Power plants
have traditionally used pneumatic
actuators to drive the many control
valves throughout their facilities.
However, major improvements in
control element of the actuating el-
ement assumes a corresponding po-
sition. With control valves, this is a
stroke motion. With flaps, ball cocks
or rotary plug valves, this is a pivoting
motion.
VALVE-ACTUATOR TYPES
There are three common types of
actuators: Electric, pneumatic, and hy-
draulic.
Pneumatic valve actuators are pow-
ered with air or gas. The air pressure
The Rotork CVA offers an accurate and responsive method of
automating control valves without the complexity and cost of a
pneumatic supply. Photo courtesy: Rotork
OPERATIONS & MAINTENANCE
1508pe_38 38 8/7/15 4:39 PM

39 www.power-eng.com
For info. http://powereng.hotims.com RS#20
www.cd-adapco.com
COMBUSTORSGAS TURBINES
GENERATORSCOMPRESSORS
HEAT EXCHANGERSPUMPS
DISCOVER BETTER DESIGNS.
FASTER.MULTIDISCIPLINARY SIMULATION FOR CLEAN, EFFICIENT ENERGY AND
ECONOMICAL, RELIABLE POWER
VISIT US AT PUMP & TURBOMACHINERY SYMPOSIA AT
BOOTH 1529/1531
position transmitter is greater than
300:1 position turndown.
The valve body is coupled to an actu-
ator assembly that contains a fail-safe
spring to quickly close the valve, halt-
ing fuel flow in the event of a power
failure or turbine trip condition. When
electric control-valve actuator technol-
ogy are helping power producers lower
costs and boost efficiency. Valve actua-
tors powered by an electric motor can
withstand the demands of continuous
movement. In addition, they work ef-
fectively in harsh environments, and
provide superior performance in a
wide range of applications. The bene-
fits include better efficiency, less main-
tenance and enhanced performance
of the control valves. What’s more,
electric actuators do not require recali-
bration over time. Once calibrated, the
electric control valve actuator can op-
erate for months, even years, without
adjustment.
Hydraulic actuators, which use pres-
surized hydraulic fluid to open and
close valves, are increasingly popular
because of their ability to achieve high
torque. Hydraulic actuators are de-
signed to carry out linear movement of
all kinds. When a large amount of force
is required to operate a valve, hydraulic
actuators are normally used. The most
common type of hydraulic actuator
uses pistons that slide up and down
within a cylinder containing hydraulic
oil and a spring.
Young & Franklin offers electrome-
chanically actuated (EMA) gas control
valves designed specifically for the
challenging operating conditions of in-
dustrial gas turbines.
Industrial gas turbines require pre-
cise control of the combustion process
to drive efficiency, reduce emissions,
and maximize availability. According
to Young & Franklin, the company’s
EMA valves offer substantial advan-
tages over their hydraulically actuated
counterparts.
Young & Franklin 3010 Series
Choked flow valves are electromechan-
ically actuated (EMA), single seat pre-
cision fuel control valves. These sonic
flow valves are available in a range of
sizes suitable for industrial or power
turbines of any size.
The Y&F 3010 EMA gas control valve
(GCV) is a modern, high precision
control valve with excellent speed and
valve position accuracy at low open-
ings. This GCV electronically re-ze-
ros its closed position reference every
time the power is cycled and the valve
1508pe_39 39 8/7/15 4:39 PM

COAL ASH MANAGEMENT & STORAGEORIGINALLY AIRED JUNE 30, 2015
Editorial
WEBCAST
For info. http://powereng.hotims.com RS#21
of the effects of valve leakage, this adds
substantial costs to operations and the
capability is limited. Recent client ex-
perience includes mitigating cycle wa-
ter losses on a new
generating plant in
which cumulative
valve leakage rates
exceeded the make-
up water system ca-
pacity. This forced
the plant to curtail
operations to allow
the make-up system
to catch up demon-
strating how cycle isolation can directly
impact plant reliability and availability.
The cornerstone to capturing these
benefits is diagnostics. A systematic
approach to accurately measuring valve
leakage eliminates uncertainties that
the valve and EMA are coupled to the
Y&F series 1100 Digital Motor Con-
troller, the complete system provides
precise fuel flow delivery with reliable
operation.
VALVE LEAKAGE
Leaking isolation valves are found
everywhere in the steam generation
industry and equally widespread is the
detriment to P&L statements world-
wide. How can a simple worn, damaged
or improperly specified isolation valve
have such far reaching effects?
Like all thermal engines, steam plants
are powered by energy differences and
the greater this difference, the greater
the fuel efficiency. Valves maintain the
separation by isolating the high energy
processes from the low energy process-
es. When valves leak, they are acting in
direct opposition to the forces that drive
the plant by allowing energy to leave
the high energy processes and enter the
low.
Another key
characteristic of the
steam cycle is that
production (or kilo-
watt-hours) is gov-
erned by the steam
rate or mass flow
through the cycle
processes. Steam or
energy that is bled
out of the process-
es via leaking valves is not being put to
beneficial use and thus may be propor-
tionately reducing the amount of elec-
tricity or revenue being produced.
While plants are designed with ancil-
lary equipment to compensate for some
OPERATIONS & MAINTENANCE
“Additional demands are being placed on valves and actuators as power plants are forced to be more fexible to accommodate more renewable power.”
1508pe_40 40 8/7/15 4:39 PM

www.power-eng.com
For info. http://powereng.hotims.com RS#22
For info. http://powereng.hotims.com RS#23
7-YEAR FINANCING
Made in the USA.
CLEARSPAN HAS CUSTOM AND TURNKEYOPTIONS FOR ANY INDUSTRIAL NEED
Steel frame for durability and safety. Lower energy costs with natural lighting.House specialty equipment, like conveyor systems. Low cost per square foot.Versatile mounting options. High clearance enables indoor equipment use.
ClearSpan.com/ADPWRE1.866.643.1010
ZERO DOWN, NO INTEREST & PAYMENTS- FOR UP TO ONE FULL YEAR -
Some restrictions apply
Valve andGate Group
®
Drip tight. No maintenance.
The EKN double eccentric butterfly valve is
the preferred valve in power plant cooling
systems worldwide. Learn how the EKN can
save you time - and money.
Contact Timothy Downing
Sales Manager - Power & Industry
www.vag-group.com
®
manifest as unnecessary added costs. Improvements
to valve leakage diagnostic programs quickly result in
plant performance improvements as well as sustained
reductions to valve O&M costs.
ADVANCEMENTS
IN TECHNOLOGY
Power plants are complex in that there are many
different sub systems required to deliver electricity.
These plants were an early adopter of distributed control
systems to monitor and control the facilities. Due to the
arduous nature of the environment, certain practices
were adopted to allow for reliability and maintenance.
Motor operated valves in particular are key to plant
performance. Until 20 years ago motor operated valves
tended to have motor control centers remote from the
valve. This did not allow for the benefit of technology
advances in electric actuators.
The early 1990s saw a trend towards smart actuators
with integral data logging capabilities. These actuators
could also be networked to provide the control system
to receive data that had occurred in the actuator. Power
plant designers started to take advantage of this in the
past 10 to 15 years.
Today, there has been a major change in the
availability of better information from the motor
operated valves. Instead of being alerted after the fact,
the electric actuators are now monitoring the systems
and providing data ahead of potential failures in the
equipment.
As an example, early actuators had torque switches
which tripped after the valve had an internal failure
which caused it to require more force than originally
designed for. The more recent smart actuators have an
internal data logger inside which has had the ability to
monitor torque output.
The most recent electric actuator has these two features
plus more. The newest feature is to have a monitoring
set point above the baseline torque and below the over
torque setting to alert the plant operator that there is an
impending issue that needs to be addressed.
Miscellaneous trip alarms are also included to
monitor things like starts per hour to insure the internal
contactors are not being overused, perhaps due to an
actuator that is hunting because of a faulty process
signal. There are also maintenance interval settings that
can be adjusted by the plant operator.
These newer actuators also have expanded screens at
the unit to allow for better operator local diagnostics.
These are just a few of the upgrades available today.
1508pe_41 41 8/7/15 4:39 PM

42 www.power-eng.com
After decades of advancing clean-air reg-
ulations, the U.S. Environmental Protection
Agency plans to put a higher priority on new
water rules for power producers.
Water’s Journey
The Threads Between Power Plant Makeup Water, Cooling Water, and Wastewater Selection and Treatment BY BRAD BUECKER
More so than at any
other time in the
power plant era, wa-
ter from the begin-
ning of its journey
through a plant to its discharge must be
viewed holistically. This is as true for com-
bined-cycle power plants as it is for the re-
maining coal units in the U.S.
This article examines combined-cycle
plants and their attendant heat recovery
steam generators (HRSGs), where increas-
ingly stringent wastewater regulations are
forcing plant personnel to consider com-
plex treatment methods to ensure that
liquid discharge complies with regulatory
guidelines.
In some cases, zero liquid discharge
(ZLD) may be the only option. These is-
sues in turn are influencing other water
treatment processes, most notably cool-
ing water treatment. At plants with cool-
ing towers, personnel may need to look
beyond what have been the mainstream
treatment programs. In part, increased
wastewater treatment complexity has
influenced some developers to select air-
cooled condensers in place of the steam
surface type. Finally, by choice or often
mandate, many plant designers are se-
lecting less-than-pristine water supplies,
such as treated municipal wastewater,
for makeup. These supplies often contain
unwelcome contaminants, including am-
monia, phosphorus, organics, and sus-
pended solids, which in turn can affect
downstream processes including cooling
and wastewater treatment.
EVOLVING DISCHARGE
REGULATIONS
While this article primarily spotlights
combined-cycle power issues, a trip back
in time helps to illustrate how plant dis-
charge regulations are evolving.
When I began my utility career at City
Water, Light & Power (CWLP) in the ear-
ly 1980s, the plant’s National Pollutant
Discharge Elimination System (NPDES)
guidelines consisted of the following.
The streams to which these limits
applied were cooling water discharge
(many plants including CWLP had once-
through systems), coal pile runoff, and
ash pond discharge. These were indeed
simple times, but now additional constit-
uents are appearing in coal plant effluent
limitation guidelines (ELG), and especial-
ly at those plants with wet flue gas desul-
furization (FGD).
But what about combined-cycle pow-
er plants, which obviously burn a much
cleaner fuel and do not exhibit the en-
vironmental complexity of coal plants?
First, consider changes with regard to
turbine exhaust steam cooling. Where-
as many large plants in the last centu-
ry were equipped with once-through
cooling, this is not the case for new
plants. 316a (thermal discharge) and
316b (impingement and entrainment
of aquatic creatures at plant intakes)
regulations have generated a paradigm
shift from once-through cooling to so-
called closed systems. Cooling towers,
and to a lesser but growing extent air-
cooled condensers, have become the
popular choices now. At the many
1508pe_42 42 8/7/15 4:39 PM

43 www.power-eng.com
and when released to open bodies of
water can often initiate and propagate
algae blooms. In like manner ammo-
nia is an impurity of concern. Large
ammonia releases have been known
to cause massive fish kills, but in the
quantities that might exist in plant dis-
charge, will serve as a nutrient in a re-
ceiving body of water.
We will continue to explore water
discharge issues during and following
discussion of cooling and makeup wa-
ter treatment, as control methods for
impurities may need to be implement-
ed throughout the process.
CAUGHT BETWEEN A
ROCK AND A HARD PLACE
Cooling system operation is vital for
plant performance and reliability. At a
plant with a reclaim water makeup sup-
ply, the nutrients for explosive microbi-
ological growth, organics, phosphorus,
and ammonia, can be directly introduced
to the cooling water system. But, wastewa-
ter discharge issues may also significantly
affect cooling water treatment.
Adding to the complexity is that the
most common cooling tower treatment
program for over three decades has
been based upon inorganic and organ-
ic phosphate chemistry for both scale
and corrosion protection. These pro-
grams are typically supplemented with
an accompanying polymer for calcium
phosphate scale control and perhaps a
small zinc residual for additional corro-
sion protection. So, at plants impacted
by phosphorus discharge regulations,
chemistry, as sulfuric acid feed to cool-
ing tower makeup has been a common
method to remove bicarbonate alkalinity
and thus minimize calcium carbonate
(CaCO3) scaling potential in the condens-
er and cooling system.
H2SO
4 + Ca(HCO
3)
2→CaSO
4 + 2H
2O +
2CO2 ↑
Tighter regulations on sulfate in the
discharge stream may curtail or elimi-
nate this straightforward method of scale
control at some plants. On a related note,
I have heard rumblings that chloride and
bromide may be added to future regulato-
ry lists. Limits on chloride could have the
same effect as those on TDS.
As has been noted, zinc and chro-
mium limits have been placed in the
proposed national
ELG. State regula-
tions may be more
restrictive. For the
plant mentioned
above, the expec-
tations are that
copper discharge
will, in a few years,
be limited to less
than 30 parts-per-billion (ppb). Even
tighter restrictions have already been
placed on copper discharge in the
Great Lakes area. At these very low lim-
its, copper discharge can potentially be
a problem from units equipped with
copper-alloy condenser tubes. Howev-
er, another copper source, from older
wooden cooling towers, comes from
copper compounds utilized as a wood
preservative. These preservatives may
also contain arsenic and chromium.
Although wood preservative treatment
methods were designed to minimize
leaching of the preservatives, some ac-
cumulation of impurities may occur in
the cooling water, particularly if the
tower sits idle for extended periods.
Phosphorus is another constituent
under scrutiny. Many bodies of wa-
ter in the U.S. have been designated
“phosphorus impaired,” as phosphorus
serves as a nutrient for plant growth
plants with cooling towers, cooling
tower blowdown typically represents
the largest wastewater stream, but the
discharge often includes some or all
of the following – RO reject, evapora-
tive cooler blowdown, quenched boiler
blowdown, and plant drains.
One might be tempted to think that
these seemingly benign streams would
not be much more heavily regulated than
the example of Table 1. Such may not be
the case. First on a national level, the EPA
has proposed limits of 0.2 ppm for chro-
mium and 1.0 ppm for zinc in cooling
tower blowdown per the pending ELG.
This is far from the end of the story, how-
ever. Individual states are allowed to de-
velop their own discharge guidelines, as
long as the regulations are as stringent as
those of the EPA. In some cases, states are
promulgating tight regulations that place
limits on some or all of the following
additional constituents in cooling tower
blowdown:
• Total dissolved solids (TDS)
• Sulfate
• Zinc
• Copper
• Chromium
• Phosphorus
• Ammonia
• Quantity of discharge
As an example of state influence,
consider the new guidelines at a com-
bined-cycle power plant with a cooling
tower in one of our southern states. Prior
to 2013, the plant’s NPDES permit was
similar to that shown in Table 1. The new
discharge permit now imposes an average
monthly limit of 1,200 mg/l TDS. Given
that the makeup water TDS concentration
sometimes reaches 400 mg/l TDS, the
tower cycles of concentration (COC) may
be limited to three under the new regu-
lations, whereas previously the tower had
operated at a significantly higher COC. As
Figure 1 indicates, this can have signifi-
cant consequences on blowdown volume.
Another impurity receiving more
scrutiny is sulfate (SO4). This issue can
be problematic with regard to process
Author
Brad Buecker serves as a process specialist in the Process Engineering and Permitting group of Kiewit Engineering and Design Company.
Source:
ConstituentMonthly Average (Limit or Range)
Free Available Chlorine 0.2 mg/l
O&G 15 mg/l
pH (range) 6.0 – 9.0
TSS 30 mg/l
A Long-Ago NPDES Example 1
1508pe_43 43 8/7/15 4:39 PM

Extreme algae growth in a cooling tower. 2
Cooling Tower Blowdown vs. Cycles of Concentration 1
Recirculating fow = 100,000 gpm
Range = 25 degrees F
Evaporation factor = 0.75
2000.0
1800.0
1600.0
1400.0
1200.0
1000.0
800.0
600.0
400.0
200.0
0.0
COC
BD
Ra
tes In
Ga
llo
ns P
er
Min
ute
1 2 3 4 5 6 7 8 9 10 11 12 13 14
44 www.power-eng.com
removed by clarification with an iron
or aluminum-based coagulant feed, but
this process may be lacking for treatment
of other contaminants like ammonia. A
technology that is becoming increasing-
ly popular for reclaim water treatment is
biological processing of the plant intake.
Bioreactors and membrane bioreactors
are two technologies in this regard.
Via microbes that are seeded and al-
lowed to grow on internal devices with-
in the reactors, the incoming organics
and nutrients are consumed. The final
step which may be external or internal
is filtration to minimize TSS discharge.
With membrane bioreactors, where the
membranes are of the micro- or ultrafilter
variety, effluent turbidities may be be-
low 0.1 NTU (nephelometric turbidity
units). This is quite satisfactory for gen-
eral plant makeup, and even is suitable
for feed to reverse osmosis units that
produce high-purity makeup for the
steam generator.
At any plant with a cooling tower, and
especially if extra nutrients arrive with the
makeup water, microbiological control
is of utmost importance. Common for
many towers in the past has been bleach
feed, as bleach is safer than gaseous chlo-
rine. However, ammonia and organics in
incoming makeup will consume chlorine,
potentially destroying the residual that is
needed to keep cooling systems clean.
Also, the chemistry may form halogenat-
ed organics, which are also unwelcome.
Alternative treatments may be needed.
One such possibility is chlorine dioxide
(ClO2), where generation methods have
been greatly improved from the former
sodium chlorite (NaClO2)-chlorine reac-
tion, and in which large quantities of haz-
ardous sodium chlorite had to be stored
on site. One of the new processes utilizes
a compact generator that combines sodi-
um chlorate (NaClO3) with a pre-mixed
blend of sulfuric acid (H2SO4) and hy-
drogen peroxide (H2O2) to induce the
following reaction.
an alternative non-phosphorus pro-
gram may be necessary.
The major water treatment companies
are diligently developing non-P technolo-
gies, which are based on polymer chemis-
try. Co- and ter-polymers containing the
active groups shown below are the out-
come of these efforts.
The polymers serve as crystal modifiers
and sequestering agents to inhibit scale
formation. There is also evidence that the
polymers form a thin coating on metal
surfaces to inhibit corrosion. A common
dosage concentration is 2 to 10 ppm ac-
tive in the cooling water. In some cases,
an all-P program may be less expensive
than an equivalent phosphate/phospho-
nate program, although every potential
application must be carefully evaluated.
At this point the reader may be wonder-
ing about those cooling systems, whose
number is increasing, that take municipal
wastewater plant discharge as makeup.
Without any treatment, the impurities in
this makeup will enormously increase the
potential for microbiological fouling.
The extra phosphorus can negative-
ly impact towers that are still on phos-
phate/phosphonate programs, and can
be problematic for those on non-phos-
phorus programs, too. Also, if phospho-
rus, ammonia, and/or TSS are limited in
the plant’s NPDES guidelines, a switch to
reclaim water may cause immediate dif-
ficulties in this regard.
It is now time to examine the most
popular conventional and emerging
treatment technologies for makeup water,
cooling water, and wastewater to provide
some guidance for plant personnel faced
with process and regulatory issues.
MAKEUP AND COOLING
WATER TREATMENT
TECHNIQUES
At plants with or planning to accept
reclaim water as makeup, we have seen
that a number of impurities may be in
this water, which would be negligible in
fresh water supplies. Such contaminants
as phosphorus and TSS can be readily
1508pe_44 44 8/7/15 4:39 PM

Cutaway view of a microfilter pressure vessel with outside-in membranes.
3
Photo courtesy: Pall Corp.
45 www.power-eng.com
EFFLUENT TREATMENT
Depending upon the method of waste-
water treatment allowed or available, this
issue can range from straightforward to
exceedingly complex. Some plants are
permitted to discharge spent water to a
local municipal wastewater treatment
plant, provided the industrial water does
not contain excessive concentrations of
harmful impurities such as heavy metals.
At plants in arid regions of the country,
evaporation ponds may serve the pur-
pose. However, these ponds must be per-
mitted and installed in a proper manner.
Lined ponds are de rigueur in today’s stri-
dent environmental climate.
If none of the above options are avail-
able, mechanical-thermal evaporation of
the waste stream may be the only choice.
Accurate determination of influent water
chemistry is vital for design and selection
of such systems, as hardness, alkalinity,
and silica can cause severe scaling prob-
lems in evaporator/crystallizers. In this
regard, at one of our members’ plants, the
cooling tower blowdown is first treated in
a softening clarifier to reduce hardness.
This stream is then processed in a brine
concentrator/crystallizer. The primary
constituent of the solids produced by the
system is sodium sulfate, which forms
messy deposits but not hard scale. For
other crystallizers, crystal seeding is
employed. A common seed crystal is
gypsum, which provides a more ther-
modynamically stable site for precipi-
tation of such minerals as calcium sul-
fate and silicates.
Energy requirements for convention-
al evaporators are quite large. In large
measure this is due to the fact that during
evaporation the dissolved solids concen-
tration increases, which then increases
the boiling point. The boiling point rise
requires additional energy. A modifica-
tion to the process that has been success-
fully applied in the salt production indus-
try is evaporation-crystallization with a
mechanical vacuum applied to the evap-
oration chamber. This greatly lowers the
temperature at which the liquid boils, and
water-cooled condensers, obvious-
ly due to the much lower density
of air as compared to water.
• ACCs will only cool the turbine
exhaust steam to a temperature
approaching dry bulb. Cooling
tower temperatures approach wet
bulb. In warm climates this can
represent a significant efficiency
penalty. As an example, consider
a wet tower operating on a sum-
mer day at 90oF with 30 percent
relative humidity. The dry bulb
temperature is obviously 90oF,
but the wet bulb temperature is
66o F. So a cooling tower that pro-
vides an approach within 10o of
the wet bulb allows significantly
better efficiency than an ACC.
• Typically, finned tubes are the choice
for ACCs to improve heat trans-
fer. The fin spaces clog with debris
blown through the tower by the fans.
The material is difficult to remove.
• ACCs often suffer from two-phase
flow-accelerated corrosion (FAC),
which not only reduces tube life
but introduces many iron oxide
particulates to the condensate. A
virtual must for any steam gen-
erator equipped with an ACC is
a condensate particulate filter to
prevent transport of the iron ox-
ides to the boiler.
NaClO3 + ½H
2O
2 + ½H
2SO
4 ClO
2 + ½O
2
+ ½Na2SO
4 +H
2O
Chlorine dioxide does not react with
ammonia, nor does it react with organics
to form halogenated organic compounds.
Also, and unlike hypochlorite, chlorine
dioxide is not affected by pH. This can be
an important advantage in those towers
(the majority) whose chemistry programs
operate in an alkaline pH range.
Some plant personnel have had good
success with on-line hypochlorite-gener-
ating systems such as the MIOX process,
which via brine electrolysis produces a
hypochlorite solution that also contains
residual hydrogen peroxide. An advan-
tage of this technology is that the oxidant
is produced on an as-needed basis rather
than being stored in large tanks where it
can degrade and lose strength.
Another technology that is high-
ly recommended for cooling towers is
sidestream filtration. Very often I see re-
quests-for-proposals (RFP) that call for
makeup water filtration. Developers and
owner’s engineers often do not recognize
the fact that cooling towers are superb air
scrubbers, and that many particulates are
introduced to cooling water by the scrub-
bing action. Makeup filtration does noth-
ing to control these particulates. A wide
variety of technologies is available for
sidestream filtration, ranging from con-
ventional multi-media filters to automat-
ic backwash systems with metal screens.
SOME THOUGHTS ON
AIR-COOLED CONDENSERS
At the most recent International Wa-
ter Conference, more than one present-
er seemed to somewhat lightly suggest
that if plant personnel are worried
about cooling tower issues, air-cooled
condensers (ACC) are an easy cure.
Yes, ACCs may be the only choice
where water is scarce, but a number
of factors must be considered before
choosing ACC over a cooling tower.
These factors include:
• ACCs are enormously large,
especially in comparison to
1508pe_45 45 8/7/15 4:39 PM

46 www.power-eng.com
of multiple, parallel flow modules each
containing thousands of spaghetti-like,
hollow-fiber membranes.
The membranes must be regularly
backwashed every 10 to 20 minutes
or thereabouts to remove particulates.
The backwash flow path is the reverse
of the normal flow path. In this par-
ticular case, conversion of the mem-
branes from inside-out to outside-in
normal flow path greatly improved the
backwash efficiency.
Another interesting initial difficul-
ty was noted with the UF backwash
process. Typically with these systems
a small portion of the permeate is col-
lected in a separate tank at the begin-
ning of each process cycle for use in
backwash. So far, so good. But most
modern MF and UF units are now
equipped with automatic chemical-
ly-enhanced backwash (CEB) systems.
After a certain number of cycles, a
CEB backwash kicks in where first the
membranes are cleaned with a dilute
caustic/bleach solution to remove or-
ganics and microbiological organisms,
followed by rinsing and then a dilute
citric acid wash to remove iron partic-
ulates. When this UF was first com-
missioned and CEB backwashes com-
menced, the membranes developed a
layer of calcium silicate during the CEB
caustic stage. The driving force was
the higher pH generated by the caus-
tic, which in turn greatly reduced the
silicate solubility. The solution to this
problem was a switch to softened water
for the backwash supply.
CONCLUSION
This article hopefully illustrated many
of the threads between the water treat-
ment processes at new power plants.
Complex scenarios may arise due to wa-
ter chemistry issues and discharge reg-
ulations. Processes must be viewed and
designed in a holistic manner and not
piecemeal. Accurate and historical water
quality data is an absolute must for de-
signing reliable systems.
feed and a degasifier to lower bi-
carbonate alkalinity.
Under proper conditions, the RO
recovery rate may reach 90 percent.
The RO permeate recycles to the plant
high-purity makeup water system or oth-
er locations. However, while the process
appears straightforward, a number of
lessons-learned have emerged regarding
this technology in actual application.
The following lessons are taken from a
HERO system operating at a power plant
near the Pacific Northwest. One of the
most notable examples for any of these
systems is that some standard water
treatment chemicals may foul the UF
membranes. Operating experience indi-
cates that the membrane manufacturer
and type greatly influence this phenom-
enon. Fouling is induced because mem-
branes typically carry a negative surface
charge while often cationic polymers
are employed for coagulation or floc-
culation. Residual cationic polymer is
strongly attracted to the membranes. A
very similar phenomenon has been ob-
served with MF or UF systems installed
in makeup water systems downstream of
a clarifier. Inexperienced designers and/
or plant personnel have not always rec-
ognized that MF or UF should generally
serve as a replacement for clarification,
not a polishing process for the clarifier.
A straightforward solution that has
significantly improved the reliability of
this particular system is conversion of
the ultrafilter from an inside-out nor-
mal flow path to outside-in. Typical
micro- and ultrafilter systems consist
helps to overcome the boiling point rise
that occurs in conventional units as the
dissolved solids concentration increases.
Considerable energy savings appear pos-
sible with the vacuum systems.
Becoming popular are treatment meth-
ods to reduce the volume of the plant
waste stream before final treatment. Most
notable is high-recovery reverse osmosis.
This schematic outlines the HERO pro-
cess, which is licensed by such firms as
Aquatech, GE, and U.S. Water, while Veo-
lia supplies their Opus technology, which
may also include high-rate softening/clar-
ification as a unit operation. Keys to the
process are:
• Microfiltration (MF) or ultrafiltra-
tion (UF) to remove suspended sol-
ids in the waste stream. This is a
critical process to prevent suspended
solids from fouling reverse osmosis
(RO) membranes.
• Sodium bisulfite (NaHSO3) feed
to remove residual oxidizing bio-
cides. This is also critical to remove
oxidizers that would degrade soft-
ener resin and RO membranes.
• A sodium softener to remove cal-
cium and magnesium. Otherwise
the downstream equipment would
suffer from calcium carbonate and
magnesium silicate scaling.
• Sodium hydroxide injection to ele-
vate the pH above 10. (The combi-
nation of hardness removal and pH
elevation keeps silica in solution.)
• Two-pass reverse osmosis (RO)
treatment.
• Some systems may include acid
Source:
Pollutant Maximum for any 1 dayAverage of dailyvalues for 30 consecutive days shall not exceed
Arsenic, total (µg/L) 8 6
Mercury, total (ng/L) 242 119
Selenium, total (µg/L) 16 10
Nitrite/nitrate (mg/L) 0.17 0.13
Proposed ELG for FGD WastewaterBest Technology Available [1] 2
1508pe_46 46 8/7/15 4:39 PM

©2015 Cleaver-Brooks, Inc.
Visit Stand L24 at the 2015 Power-Gen Asia Show.
For info. http://powereng.hotims.com RS#24
1508pe_47 47 8/7/15 4:39 PM

48 www.power-eng.com
PRODUCTS
a proof-of-concept 50kW string solar inverter that
exhibits a remarkable 50 percent reduction in
power loss and operates at three to fve times the
switching frequency that conventional silicon tech-
nology can currently achieve. The combination of
these two factors drastically reduces both the size
and weight of the inverter’s cooling system, as well
as its fltering components, which translates into a
unit-cost reduction approaching 15 percent.
Cree Inc.
Info http://powereng.hotims.com RS#: 403
Data integration software
Cogent Real-Time Systems Inc. released the
Cogent DataHub, a secure real-time data ac-
cess and integration software for networked indus-
trial systems. Version 7.3.6 offers a new Modbus
feature that allows the DataHub to connect to any
Modbus slave over Modbus TCP.
Fully integrating Modbus into the Cogent
DataHub means that data from any device on a
Modbus TCP network can be viewed on the web,
logged to a database, connected to an Excel
spreadsheet, or made available to virtually any lo-
cation across the Internet of Things (IoT) through
the Secure Cloud Service from Cogent’s parent
company, Skkynet Cloud Systems Inc.
Cogent Real-Time Systems Inc.
Info http://powereng.hotims.com RS#: 404
Gateway modules
WAGO Corp.’s new 750-658 I/O module eas-
ily links CAN feld devices to the 750 Series
WAGO-I/O-SYSTEM. The CAN Gateway module can
be used with 750 Series PLCs or
couplers, providing a gateway
between a CAN network and
other feldbuses, (e.g., Ethernet
or Profbus) leveraging the fex-
ibility of the feldbus indepen-
dent WAGO-I/O-SYSTEM.
The 750-658 supports CAN Layer 2, making it ex-
tremely fexible at the feld level. The module can be
integrated into a CANopen, SAE-J1939 or DeviceNet
network by using CoDeSys function blocks.
The CAN I/O module offers users fexibility by pro-
viding the option for operation in one of three modes:
sniffer mode, transparent mode or mapped mode.
With GL marine and UL508 certifcations, the 750-
658 is suitable for an expansive number of possible
Wind power cable seals
UK based Roxtec targets power and wind-farm
sectors with innovative new cable seal.
Roxtec has extended its range of cable seals
with an innovative new seal specifcally for under-
ground power cables
serving structures
including electricity
substations and wind
turbines. The new
Roxtec UG sealing system is ideal for power cables
entering foundations or basements because it pro-
tects against fooding, humidity and continuous
water pressure.
The UG seal is IP68-rated, 1 bar for catastrophic
water pressure and 0.3 bar for constant water pres-
sure. It can be used on trefoil single core cables. The
system has been tested in Roxtec’s specialist test
laboratory with retention tests of 1400N and 3300N
depending on the product selected, meaning the
system can handle the weight of many cables which
is often the cause of failure in traditional sealants.
A knock-out sleeve is available and designed to
be cast into the foundation structure. It is available
in three different industry-standard sizes and de-
signed to ft Roxtec seals and frames. A knock-out
plate in the sleeve ensures a water-tight seal before
cables are routed, meaning there is no water in-
gress during construction.
Roxtec
Info http://powereng.hotims.com RS#: 400
Conveyor belt cleaner
A new conveyor belt cleaner has been engi-
neered to contain a smaller total volume of ure-
thane, while maximizing the usable area, produced
in a streamlined process that allows the manufactur-
er to reduce the purchase price and overall cost of
ownership. Manufactured with Martin Engineering’s
unique CARP (Constant Angle Radial Pressure) tech-
nology to maintain the most effcient cleaning angle
throughout its service
life, the Martin QB1
Cleaner HD features
a no-tool replace-
ment process that
can be performed safely by one person in less than
fve minutes.
CARP technology is exclusive to Martin
Engineering, designed to keep the blade at a
consistent angle and pressure against the belt.
Typically set at about 2 PSI (13.8 kPa) for the QB1
HD, the low blade-to-belt pressure helps protect
the belt, splice and cleaner itself. As the blade
wears, neither the surface area nor the angle is
compromised, ensuring maximum performance
throughout its life.
Martin Engineering
Info http://powereng.hotims.com RS#: 401
Corrosion inhibitor
CorrBlock is a time-release, biodegradable cor-
rosion inhibitor block for water treatment indus-
tries. It is designed for open loop recirculating cool-
ing systems and waste
water systems.
The block is formu-
lated using renewable
soybean-based wax
and proven Vapor
phase Corrosion Inhibitor (VpCI) technology. The
inhibitors in CorrBlock provide multimetal protec-
tion and are excellent replacement for chromates,
nitrites, and other types of restricted corrosion
inhibitors. The VpCIs form a strong monomolecu-
lar layer on metal surfaces that protect in all three
phases - liquid, vapor, and the vapor-liquid interface.
CorrBlock eliminates the need for dosing pumps
and tanks for conventional liquid inhibitors as well
as protects tools, workpiece, and metalworking ma-
chines during downtime.
Cortec Corporation
Info http://powereng.hotims.com RS#: 402
Diode technologies reduce solar inverter size
Cree Inc. (Nasdaq: CREE) has demonstrated
that its best-in-class SiC MOSFET and diode
technologies enable
previously unattainable
levels of power density in
string solar inverter prod-
ucts, yielding effciencies
greater than 99.1 percent
at peak at one-ffth the
average size and weight
of today’s silicon-based
inverter units.
Using the latest Cree power MOSFETs and di-
odes, Cree’s systems engineering team designed
1508pe_48 48 8/7/15 4:39 PM

49 www.power-eng.com
applications, such as shipboard engine monitoring
or connection to CANopen devices in a wind turbine.
Wago
Info http://powereng.hotims.com RS#: 405
Digital genset controller
Basler Electric announces the newly enhanced
DGC-2020HD Digital Genset Controller, a com-
plete all-in-one genset controller and load share sys-
tem with new features to make complex paralleled
genset systems easy to control and maintain.
The new features
include system
segmentation, load
shedding, peak
shaving and im-
port/export control,
the addition of a maintenance mode and email
notifcation.
Typical applications for these controllers are
locations where maintaining power is critical, like
data storage centers. The DGC-2020HD can also
be applied in complexes and factories, where
losing power and shutting down the business’s
primary processes could cause loss of revenue or
substantial damage.
Basler Electric
Info http://powereng.hotims.com RS#: 406
Industrial and adaptable PC
Daisy Data Displays Inc. unveiled its highly
adaptable PC designed to operate reliably in
hazardous locations such as in fracking, drilling and
refneries.
The new Series 4120 features either a 19-inch
display (1280 x 1024 resolution) or 15-inch display
(1024 x 768 resolution). The new Series 4120 is
smaller, lighter, fast-
er, fanless and pro-
vides end users with
improved on-screen
resolution and visibil-
ity, thus allowing the
user to make full use of the software.
The lightweight, carbon fber enclosed units are
less than 19 pounds for increased ease of use and
feature a resistant touch screen (glass on glass) or
optional multi-touch Projected - Capacitive (P-Cap).
WiFi antenna is also optional.
The COM e module is available with either Quad
Core Atom or i7 processor and Solid State HD, up to
256GB. The new 4120 features up to 16GB of mem-
ory (4GB is standard), 4 USB ports, two network
ports, keyboard and pointing device PS/2 ports. It
is designed to operate reliably in temperatures from
-40 to 65 C.
Daisy Data Displays Inc.
Info http://powereng.hotims.com RS#: 407
Suspended platform
Power Climber, a division of SafeWorks LLC, has
launched PowerMod – the versatile, fexible,
and cost-effective modular knockdown suspended
platform that provides safe, secure and stable ac-
cess for a variety of projects performed at height.
With a 2,000-lb load capacity and a variety of
possible confgurations, PowerMod fts into hard-
to-reach working spaces for various construction,
maintenance,
r e s t o r a t i o n ,
painting and
inspection ap-
plications. Built-
in toeboards, adjustable guardrails, one step
self-locking pins, and a lightweight frame make
the PowerMod easy to transport and assemble.
Compact parts reduce inventory costs, and alu-
minum extrusion components extend the prod-
uct’s life by resisting corrosion caused by harsh
environments.
Power Climber
Info http://powereng.hotims.com RS#: 408
Power supplies
W AGO expands its growing portfolio of pow-
er supplies with three new three-phase
variants (787-738, 787-740,787-742.) These new
additions offer a
wide input range
of 325V to 800V
and an output
range of 22VDC to
28VDC, in a com-
pact robust metal
housing for quick and easy DIN-rail mounting.
The new three-phase ECO power supplies can
also be connected in parallel for added fexibility
and customization.
WAGO
Info http://powereng.hotims.com RS#: 409
Pressure transmitter
T he SITRANS LH100 series pressure transmitter
converts level-proportional hydrostatic pressure
into a standardized 4 to 20 mA signal.
Measuring just 23.4 mm in diam-
eter, the sensor can be mounted in
pipes with a 1 inch diameter, making
it fexible for use in a wide range of
applications. With mechanical pro-
tection IP 68, a submersible piezo-re-
sistive sensor with ceramic diaphragm is designed
for harsh environments. The sensor is available
with cable lengths ranging from three to a maxi-
mum of ffty meters in length. The Sitrans LH100
is also ftted with an integrated humidity flter, per-
mitting simple installation without the need for a
junction box.
Siemens
Info http://powereng.hotims.com RS#: 410
Power resistors
Stackpole announces the expansion of the TR
Series of TO-220 and TO-247 style power re-
sistors. The TR Series value
range now starts at 50 mil-
liohms and goes up to 20K
ohms for most sizes (the
TR30 value range extends up
to 100K ohms). The TR Series
is available in 0.5 percent
tolerances and TCR as low as 50 ppm making it
suitable for precision power resistor requirements.
Power ratings for the TR series, assuming use with a
heat sink and a 25C case temperature, ranges from
20W up to 100W.
The TR Series is ideal for use with power semi-
conductors. Using a heat sink allows these relative-
ly small parts to handle high power safely, reliably,
and with minimal resistance shift over the life of
the product.
Pricing for the TR Series ranges from $1.50 each
to $6.00 each in full package quantities.
Stackpole
Info http://powereng.hotims.com RS#: 411
Resistant coating solution
Cortec Corp. introduced VpCI-386 HT Black - a
high heat resistant water-based acrylic silicone
primer/topcoat that provides protection in harsh,
outdoor unsheltered applications.
1508pe_49 49 8/7/15 4:39 PM

50 www.power-eng.com
Working” diagnostics. A unique, high-speed safe-
ty relay output is incorporated for local alarm or
emergency shutdown. Discrete outputs deliver
diagnostics and relay status voting logic input to
the safety PLC to determine appropriate action.
The transmitter is certifed for use in SIL 2 safety
instrumented systems, and is capable of SIL 3 per
IEC 61508. It has confgurable self-diagnostics and
achieves a safe failure fraction of 98.5 percent.
Instrument response time is <100 milliseconds.
United Electric Controls
Info http://powereng.hotims.com RS#: 414
Pressure transmitters
Schneider Electric introduced the Foxboro Field
Devices’ pressure transmitter “S” series models
IDP10S, IGP10S and IAP10S. These intelligent, two-
wire pressure transmitters feature patented FoxCal
technology.
The Foxboro S series models IDP10S, IGP10S and
IAP10S transmit a 4 to 20 mA signal with a superim-
posed HART® smart instrumen-
tation digital signal for remote
confguration and monitoring.
All the Foxboro S series
two-wire pressure transmitters
feature two “time-in-service”
clocks. Foxboro’s S series
boosts accuracy while enabling
customers to track time-in-ser-
vice fawlessly. The time-in-service feature enables
advanced diagnostics monitoring. In addition, the
user days value can be reset to zero using a HART
communicator, a PC-based confgurator, or the
optional local indicator. (Note: The lifetime service
parameter cannot be reset.)
Schneider Electric
Info http://powereng.hotims.com RS#: 415
Semiconductor materials
Morgan Advanced Materials announces ad-
vances in their range of materials grown us-
ing chemical vapor deposition (CVD) processes.
Morgan’s CVD Silicon Carbide (SiC) and Pyrolytic
Boron Nitride (PBN) materials are ideal for use in
semiconductor applications, including rapid ther-
mal processing and plasma etch process chamber
components, as well as metalorganic CVD tools for
high-brightness white LED manufacturing using the
indium gallium nitride process.
The protective coating signifcantly delays the
reaction of metal ionization and water permeation,
which protects against corrosive electrolyte and
aggressive environments, thus preventing cor-
rosion. VpCI-386 HT Black provides a fast-drying
thixotropic coating that is resistant to sagging or
running. This unique coating offers extended
protection for sheltered, unsheltered, outdoor, or
indoor conditions. Thermally stable when dried
from -150°F to 500°F (-78° to 260°C), the coating
is ultraviolet resistant and gives optimal outdoor
performance without cracking or chipping upon
prolonged exposure to sunlight.
VpCI-386 HT Black is available in 5 gallon (19
liter), 55 gallon (208 liter), liquid totes, and bulk.
Keep product from freezing. Avoid temperatures
higher than 75°F (24°C) while in storage.
Cortec Corporation
Info http://powereng.hotims.com RS#: 411
Customized vanes, rotors and end plates
Metallized Carbon Corp. announces the avail-
ability of custom vanes, rotors, and end plates
for use in rotary vane pumps pumping both liquids
and gases. The carbon-graphite components pro-
vide superior lubrication in most environments, and
are ideal for pumping liquids with poor lubricating
qualities, strong chemicals that attack metals, and
to pump air, vacuum, combustion products and
gasoline vapors.
Metallized Carbon supplies the carbon-graph-
ite vanes, rotor, and end plates to rotary pump
and compressor manufacture and rebuilders. The
materials are chemically resistant and have a low
wear rate running in both gas atmospheres and
low viscosity liquids.
Carbon graphite vanes can withstand the rub-
bing of the vane tip against the housing bore and
the rubbing of the side of the vane against the slots
in the rotor. Lightweight carbon graphite rotors
save energy and withstand the rubbing against
the vane and the end plates. Carbon graphite end
plates are pressure tight and dimensionally stable
so that they can make a close clearance seal with
the rotor and vanes. They also withstand the rub-
bing of both the vanes and rotor.
Metallized Carbon Corp.
Info http://powereng.hotims.com RS#: 412
Siemens safety relays
The Sirius 3SK2 safety relay from Siemens offers
multiple safety functions in the smallest of spac-
es. Thanks to the user-friendly drag & drop param-
eterization interface,
it is simple to create
safety functions that
can be optionally
expanded to include
test and diagnostics
functions.
Sirius 3SK2 safety relays come in two different
variants – the 22.5-millimeter-wide device, which
comes with up to four safety functions, is slimmer
than any other software-parameterizable safety
relay currently available on the market, while the
45-millimeter-wide device, which offers up to six
safety functions, comes equipped with a diagnos-
tics display. The functions of the 3SK2 fail-safe out-
puts can be assigned independently of each other.
Typical applications for Sirius 3SK2 devices
include emergency stop push buttons, protective
doors with tumblers, or material feeder systems
with light barrier sensor technology. The fail-safe
outputs can be supplemented in a modular fashion
as required – even without additional wiring. Just
like devices in the Sirius 3SK1 series, Sirius 3SK2
units are simple to combine with conventional
industrial controls, for example, devices from the
Sirius 3RM1 motor starter range can be simply inte-
grated using device connectors.
Siemens
Info http://powereng.hotims.com RS#: 413
Safety system transmitter
United Electric Controls has introduced the One
Series Safety Transmitter, the frst SIL 2-certi-
fed transmitter designed solely for safety system
applications.
The One Series transmitter provides 4-20 mA
NAMUR standard output with exclusive “I Am
1508pe_50 50 8/7/15 4:39 PM

51 www.power-eng.com
Tachometer generator
Marsh Bellofram Corp. announced the global
market introduction of its WESTCON 758-
9910001 industrial AC tachometer generator.
These highly rugged, explosion-proof devices can
effectively support the demanding predictive mainte-
nance requirements of oil and gas drilling, industrial
mud pumps, and waste and wastewater pumps and
systems, with complete and effcient 24/7 rotational
speed monitoring. The tachometer is especially ben-
efcial for rotary table RPM and mud pump SPM, two
of the primary parameters for achieving maximum
drilling effciencies.
WESTCON 758-9910001 AC tachometer gener-
ators are designed to convert rotational shaft speed
inputs into a linear
analog voltage output,
even in the harshest
of environments. The
tachometers feature a standard 3 4² drive shaft, with
only a 3 oz-in starting torque. Their components are
housed within a explosion-proof case that is ATEX
certifed for Class 1, Division 1, Class 1, Group D and
Class 2, Groups F and G. Series units are also UL list-
ed. In addition, their rugged, bearing-free and brush-
free design requires absolutely no maintenance for
increased reliability and minimal downtime.
Marsh Bellofram Corp.
Info http://powereng.hotims.com RS#: 420
Input temperature detectors
New additions to the WAGO I/O system expands
the functionality of the 750 series. 750-450
4-Channel and 750-451 8-channel RTD Analog
Input Modules directly connect to Pt and Ni resis-
tance sensors, providing highly accurate reading of
sensor data.
Benefts of the
modules include con-
fgurable for multiple
sensor types or po-
tentiometers, red sta-
tus LED that indicates
sensor errors, such as short circuit, wire break, or
out of measurement range, and a compact 12mm
profle saving cabinet space.
The 750-450/451 is ideal for a wide range of
temperature data collection tasks in factory auto-
mation, motor and process control applications.
WAGO
Info http://powereng.hotims.com RS#: 421
Morgan’s improved CVD SiC growth capabil-
ity enables the manufacture of 300+ millimeter
diameter components with thicknesses of more
than 10mm at production volumes for recently de-
veloped plasma etch applications. With access to
world class ultrasonic machining capability, Morgan
offers high tolerance CNC machining and precision
hard grinding, as well as the patented Rmax process
for producing focus CVD SiC ring shapes.
Morgan’s high purity (99.999 percent+) SiC ma-
terial has high thermal conductivity, is resistant to
chemical erosion, and features minimal particulate
generation, making it ideal for use in chlorine and
fuorine plasma etch processes. The material is
ideally suited for use in producing GDMs (gas dis-
tribution plates) where the material’s erosion resis-
tance can lead to long life and extended tool PM
schedules. Ultrasonic drilling can provide holes with
diameters as small as 0.5mm, ideal for custom etch
applications.
Morgan Advanced Materials
Info http://powereng.hotims.com RS#: 416
Slurry knife gate valves
DeZurik’s new KSL Slurry Knife Gate Valves are
designed for on-off (isolation) service for appli-
cations consisting of abrasive, high solids content,
wet or dry media.
The KSL-LA Slurry Valve features sleeves of natu-
ral rubber or other elastomers that are compressed
by sleeve retainers. The sleeves have an encapsu-
lated supporting ring for long service life, and the
valve’s sleeve compression design eliminates the
cavity where solids can collect.
The sleeve design of the KSL Slurry Valve pro-
vides bi-directional, drip tight shutoff up the valve¹s
100 psi (690 kPa) pressure rating. The valve has a
full port, which reduces turbulence and pressure
drop across the valve. In addition, the gate fully
retracts out of the fow path in the open position.
The KSL Slurry Valve is available in sizes 2-24²
(50-600mm) with larger sizes and higher pressure
ratings available on application.
DeZurik
Info http://powereng.hotims.com RS#: 417
Compact solid state relay
Carlo Gavazzi launched their new RF1 Series
Compact Solid State Relay. The RF1 Series
provides compact solid state switching suited for
applications with con-
fned space. The RF1
Series is ideally suited
for applications where
trouble free operation
is required for a large number of cycles and where
space is limited. The RF1 Series occupies only 30
percent of the panel space typically required for a
typical panel mounted (hockey puck) solid state re-
lays, it’s merely 36 x 21 x 24mm.
The RF1 Series is designed for control of resistive
loads. The zero switching type (RF1A), switches ON
when the voltage crosses the AC sine wave’s zero
crossover point. The instant-ON type (RF1B), switch-
es on at the instant when control voltage is ap-
plied. Integrated transils provide protection against
over-voltage. A green LED indicates the presence of
control voltage. Fast-on terminals for the input and
output voltage enable fast and secure installation.
Carlo Gavazzi
http://powereng.hotims.com RS: 418
Wrist, elbow and knee supports and wraps
Ergodyne refreshed and enhanced their ProFlex
Supports Line. The updates are coming to
ProFlex Wrist Supports, ProFlex Wrist Wraps, ProFlex
Knee Sleeves, as well as ProFlex Elbow Support and
Sleeves and will complete the full line overhaul that
was kicked off by Back
Supports in 2013.
A number of chang-
es to the models were
made, including: new
material colors, improved fabrics, new logo treat-
ments, lower profle buckles (on the 4020 Wrist
Support and 650 Knee Sleeve), larger thumb loops
(on the 4020 Wrist Support), new binding and pre-
curve design (on all sleeves), improved fabrics, pull
tabs for easy on/off (on all straps), and more… All
in an effort to improve the performance, comfort,
breathability, shape, and design.
The supports are ideal for workers with minor
sprains, strains, or exposure to repetitive motion on
the job.
Ergodyne
Info http://powereng.hotims.com RS#: 419
1508pe_51 51 8/7/15 4:39 PM

52 www.power-eng.com
largest provider of PPE, said Sach Sankpal, presi-
dent, Honeywell Safety Products.
New online tools from Miller Fall Protection
that make it easier for engineers and architects
to design, specify, and select fall protection
systems for different projects. The new inter-
active tools include engineering specifcations
and Computer Aided Drawings (CAD), system
comparison charts, a fall clearance calculator,
a ShockFusion kit selection guide, and “Ask the
Expert” and additional resources.
Uvex Instinct: High-performance protection
with a sleek design and a variety of adjustability
features for a customized ft. Uvex Instinct pro-
vides high-performance protection with a sleek
design and lightweight frame, featuring a variety
of adjustability features for a comfortable, cus-
tomized ft. The soft, fexible fngers on the nose-
piece help to minimize slippage, while the slim,
curved temples provide a secure ft with minimal
tension around the ears.
Uvex Tirade: Sealed Eyewear features closed
cell foam, removable temples and adjustable
headband for a comfortable, gap-free ft. Uvex
Tirade sealed eyewear protects workers in high
particulate environments where dust, dirt and de-
bris present the risk of eye injury. The large uni-
lens design provides a wide feld of unobstructed
peripheral vision, with a soft foam subframe to
ensure a comfortable gap-free ft.
Honeywell Solutions
Info http://powereng.hotims.com RS#: 424
(HEMTs), VisIC’s products accelerate the semi-
conductor industry’s push to extend GaN-based
technology from communications subsystems
into power conversion subsystems. Meeting the
highly demanding requirements of power switch-
ing with GaN has been the Holy Grail for power
conversion research in the last decade.
VisIC Technologies
Info http://powereng.hotims.com RS#: 423
Turbine linear actuator
The Voith SelCon was primarily designed as
a linear actuator with safety function for the
valve controls of gas and steam turbines.
The hydraulics provides high force density and
dynamics, the electromechanical side contrib-
utes simple, cost-effective system integration.
Large effective forces up to 500 kN and ATEX
certifcation allow it to be used on turbines under
virtually all conceivable ambient conditions.
The hydraulic system of the SelCon is self-con-
tained. An external hydraulic power pack with oil
tank, control block and pipework is completely
unnecessary. This reduces procurement costs
by up to 35 percent compared to a conventional
solution. External hydraulic disturbances such as
pressure fuctuations, mismatched pipe diame-
ters or negative pressure in the tank line are out
of the question.
The fail-safe function is implemented using an
internal return spring. The trip time for the valve
controls is typically less than 300 ms. This reduc-
es the danger of direct and consequential dam-
age considerably.
Voith Turbo
Info http://powereng.hotims.com RS#: 423
Worker safety productsThe new personal protective equipment prod-
ucts introduced today by Honeywell (NYSE: HON)
at ASSE Safety 2014 represent a ³fervent dedica-
tion to innovation² in worker safety by the world¹s
Temporary power connector
Cliff Electronics announces its Quicktest QT3,
a compact, robust 3-Phase power connec-
tor designed for temporary, safe and effcient
connection of unterminated cables to 440VAC,
3-Phase power supplies. The QT3 has a maximum
power rating of 16 amps per phase.
The Cliff QT3 is designed for use in applica-
tions including manufacturing, test and repair,
calibration, measurement and burn-in where fast,
safe and non-permanent connection to 3-Phase
power supply is required.
The colour-coded piano key cable clamps are
also marked L1, L2, L3, N and E to prevent any
confusion. Each phase is protected by an individ-
ual 16 amp fuse as standard and each phase is
ftted with an individual neon indicator lamp to
indicate when the phase is live and connected to
the supply.
Cliff’s Quicktest QT3 is designed for use either
free standing or mounted to a bench or test fxture
and it measures a very compact 49mm x 100mm
x 160mm.
Cliff Electronics
Info http://powereng.hotims.com RS#: 422
Power transistor switches
VisIC Technologies, a developer of Gallium
Nitride (GaN) power semiconductors an-
nounced the world’s lowest-resistance, fast GaN
transistor in their power conversion switch.
VisIC’s 650V, 50A GaN transistor achieves
a remarkable 12mohm Rdson. Based on a new
design for GaN High Electron Mobility Transistors
1508pe_52 52 8/7/15 4:39 PM

SU
PPLIE
R’S
SH
OW
CA
SE
| S
ho
wc
aS
e ad
vertiS
ing c
on
tac
t Jen
na h
all: 9
18
-83
2-9
24
9, J
en
na
h@p
en
nw
ell.c
om
www.power-eng.com 53
Why Should You
Filter Your Water?
$%&$'�'��'�������'���'� �'�������'��'�����'���
�����'$$%����$''�����'����$�$�'''���'�����'����%�&�
����������� !''''��" #������� !
The Best Engineered Water Filteration Solution Always Costs Less
���� � ���� �� �������� ���� ����
�������� ���� ��� ��������� ���� �����
��������� �� �� ��� ���� ���� ����
����������������������������� ���� �
������� � � ����������� ����� � ��� � ��
����������� ���������������������
����� ����� �������� ������ ���������
�������� � ����� �������� ���� ����
������� ������ ��� � �� ���� ��� � ������
� ��� ��
Automatic Filters
SOLVAir Solutions was formed
to help customers address the
problems of SOX, HCl and other
stack emissions, as well as help
with the changing EPA regulations.
SOLVAir Solutions is the market
leader in providing sodium
sorbents for use in DSI systems.
Access our brochure on our
Library page at www.solvair.us
Contact Rosemary Dunn
713.521.7450
Emission Control
24/7/365
HIGH VOLTAGE EQUIPMENT& SERVICE
Call or Email for a quick quote
and fast track delivery of
660.596.7727
www.energy-parts.com
High Voltage Equipment
http://powereng.hotims.com RS#300 http://powereng.hotims.com RS#302
Crown Electric
Iso Phase Bus
FabricationInstallation
Upgrades & UpratesGSU Change Outs
175 Edison Dr.
Middletown, OH 45044
www.crown-electric.com
ext.
201513 539-7394
Iso Phase Bus
3
NuScale Power has attained the Triple
Crown for Nuclear Plant Safety™. With
NO operator action, NO AC or DC
power, and NO added water, the
NuScale Power Module™ will achieve
safe, self-cooled shutdown, and
maintain it indefinitely.
Safety: the Element of Nu.™
nuscalepower.com
© 2015 NuScale Power, LLC. All Rights Reserved.
Safe Nuclear Power
http://powereng.hotims.com RS#304
Silo and Bin
Cleaning Services and Equipment
Call 800-322-6653
or visit
www.molemaster.com
Silo and Bin Cleaning Sevices
http://powereng.hotims.com RS#305
SU
PPLIE
R’S
SH
OW
CA
SE
| S
ho
wc
aS
e ad
vertiS
ing c
on
tac
t Jen
na h
all: 9
18
-83
2-9
24
9, J
en
na
h@p
en
nw
ell.c
om
www.power-eng.com 53
http://powereng.hotims.com RS#303
http://powereng.hotims.com RS#301
1508pe_53 53 8/7/15 10:54 AM

Cla
ss
ifie
d a
dv
erti
sin
g C
on
taC
t J
en
na H
all
: 91
8-8
32
-92
49
, Jen
na
H@
pen
nw
ell
.Co
m | C
LASSIF
IED
S
REACH YOUR AUDIENCE
ADVERTISE your career opportunities, equipment, services,
and training programs in Power Engineering’s Classif ed Section.
GET RESULTS
Put your message in front of North
America’s most qualif ed circulation
with Power Engineering’s classif eds.
CALL NOW FOR DETAILS: JENNA HALL
Phone: 918.832.9249 | Email: [email protected]
1319 Macklind Ave., St. Louis, MO 63110 Ph: (314) 781-6100 / Fax: (314) 781-9209
www.ampulverizer.com / E-Mail: [email protected]
Quality and Service Since 1908
Ring Granulators, Reversible Hammermills,
Double Roll Crushers, Frozen Coal Crackers
for crushing coal, limstone and slag.
For info. http://powereng.hotims.com RS# 453
Get a thorough mix with:
Pugmill Systems, Inc.P.O. Box 60
Columbia, TN 38402 USA
Ph: 931-388-0626 Fax: 931-380-0319
www.pugmillsystems.com
GEORGE H. BODMAN, INC.Chemical cleaning advisory services for
boilers and balance of plant systems
George H. BodmanPres / Technical Advisor
P.O. Box 5758 Office (281) 359-4006Kingwood, TX 77325-5758 1-800-286-6069email: [email protected] Fax (281) 359-4225
For info. http://powereng.hotims.com RS# 451
For info. http://powereng.hotims.com RS# 452
For info. http://powereng.hotims.com RS# 450
1508pe_54 54 8/7/15 10:54 AM

CLA
SSIF
IED
S |
Cla
ss
ifie
d ad
vertis
ing C
on
taC
t Jen
na H
all: 9
18
-83
2-9
24
9, J
en
na
H@p
en
nw
ell.C
om
For Classifed Advertising Rates & Information
Contact Jenna Hall
Phone - 918-832-9249, [email protected]
CONDENSER & HEAT EXCHANGER TOOLS
CLEANERS, PLUGS, BRUSHES
John R Robinson Inc
PH # 800-726-1026 e-mail: [email protected]
www.johnrrobinsoninc.com
For info. http://powereng.hotims.com RS# 455
24 / 7 EMERGENCY SERVICE
BOILERS20,000 - 400,000 #/Hr.
DIESEL & TURBINE GENERATORS50 - 25,000 KW
GEARS & TURBINES25 - 4000 HP
LARGEST INVENTORIES OF:
Air Pre-Heaters • Economizers • DeaeratorsPumps • Motors • Fuel Oil Heating & Pump Sets
Valves • Tubes • Controls • CompressorsPulverizers • Rental Boilers & Generators
847-541-5600 FAX: 847-541-1279 visit www.wabashpower.com
FOR SALE/RENT
POWER
EQUIPMENT CO.
444 Carpenter Avenue, Wheeling, IL 60090
wabash
For info. http://powereng.hotims.com RS# 454
ESI Boi ler Rentals, LLCRENTAL EQUIPMENT
- Rental Boilers - Economizers - Deaerator Systems - Water Softener Systems -
24/7 On-Call Service
1-800-990-0374w w w . r e n t a l b o i l e r s . c o m
For info. http://powereng.hotims.com RS# 456
�����������������������������������������
��� ������� ���������������������������������
For info. http://powereng.hotims.com RS# 459
For info. http://powereng.hotims.com RS# 457
For info. http://powereng.hotims.com RS# 458
1508pe_55 55 8/7/15 10:54 AM

www.power-eng.com56
INDEX
RS# COMPANY PG# SALES OFFICERS# COMPANY PG#
1421 S. Sheridan Rd., Tulsa, OK 74112 Phone: 918-835-3161, Fax: 918-831-9834 e-mail: [email protected]
Sr. Vice President North American Power Group Richard Baker
Reprints Foster Printing Servive 4295 Ohio Street, Michigan City, IN 46360 Phone: 866-879-9144 e-mail: [email protected]
National Marketing Consultant Rick Huntzicker Palladian Professional Park 3225 Shallowford Rd., Suite 800 Marietta, GA 30062 Phone: 770-578-2688, Fax: 770-578-2690 e-mail: [email protected] AL, AR, DC, FL, GA, KS, KY, LA, MD, MO, MS, NC, SC, TN, TX, VA, WV
Regional Marketing Consultant Dan Idoine 806 Park Village Drive, Louisville, OH 44641 Phone: 330-875-6581, Fax: 330-875-4462 e-mail: [email protected] CT, DE, IL, IN, MA, ME, MI, NH, NJ, NY, OH, PA, RI, VT, Quebec, New Brunswick, Nova Scotia, Newfoundland, Ontario
Regional Marketing Consultant Natasha Cole 1455 West Loop South, Suite 400 Houston, Texas 77027 Phone: 713.499.6311; Fax: 713.963.6284 e-mail: [email protected] AK, AZ,CA,CO,HI,IA,MN,MT,ND,NE,NM,NV,OK,OR,SD,UT,WA,WI,WY,AB,BC,SK, Manitoba, Northwest Territory, Yukon Territory
International Sales Mgr Tom Marler The Water Tower Gunpowder Mills Powdermill Lane Waltham Abbey, Essex EN9 1BN United Kingdom Phone: +44 1992 656 608, Fax: +44 1992 656 700 email: [email protected] Belgium, Czech Republic, Denmark, Finland, France, Germany, Hungary, Norway, Poland, Portugal, Slovenia, Spain, Slovakia, Sweden
International Sales Mgr Roy Morris The Water Tower Gunpowder Mills Powdermill Lane Waltham Abbey, Essex EN9 1BN United Kingdom Phone: +44 1992 656 613, Fax: +44 1992 656 700 email: [email protected] UK, Austria, Africa, Holland, India, Italy, Ireland, Israel, Russia, Australia & New Zealand, Singapore, Scotland, Switzerland, Turkey, Greece, UAE/SAUDI and Iran
Classifieds/Literature Showcase Account Executive Jenna Hall 1421 S. Sheridan Rd., Tulsa, OK 74112 Phone: 918-832-9249, Fax: 918-831-9834 email: [email protected]
13 Nord-Lock Inc 23 www.bolted.com/subscribe
9 Orion Instruments 19 www.orioninstruments.com
21 PENNWELL CORPORATION 40 www.power-eng.com/webcasts
17 PENNWELL CORPORATION 34 www.power-eng.com/webcasts
25 Power Generation Week C3 www.powergenerationweek.com
15 Power-Gen 27 International 2015
www.power-gen.com
RENTECH BOILER SYSTEMS INC. DIGITAL EDITION-COVER
www.rentechboilers/facilities
6 Rotork Controls Inc 11 www.rotork.com
3 Siemens AG 5 www.siemens.com/sppa-t3000
8 Terrasource Global 15 www.terrasource.com/pe
23 Valve and Gate Group 41 www.vag-group.com
5 Victory Energy 9 Operations LLC
www.victoryenergy.com
18 Young & Franklin Inc 35 www.yf.com
Advertisers and advertising agen-
cies assume liability for all contents
(including text representation and il-
lustrations) of advertisements print-
ed, and also assume responsibil-
ity for any claims arising therefrom
made against the publisher. It is the
advertiser’s or agency’s responsibil-
ity to obtain appropriate releases on
any items or individuals pictured in
the advertisement.
AREVA DIGITAL BELLYBAND www.areva.com
Brandenburg Industrial C4 Service Company
www.brandenburg.com
16 Busch USA 33 www.buschusa.com
4 CB&I 7 www.CBI.com
20 CD-adapco 39 www.cd-adapco.com
22 Clearspan 41 Fabric Structures
www.ClearSpan.com/ADPWRE
24 Cleaver-Brooks Inc 47 www.cleaverbrooks.com/chemical
2 Conbraco Industries Inc 3 www.apollovalves.com
11 Flexim Americas Corp 22 www.flexim.com
12 Goodway 23 Technologies Corp
www.goodway.com
Hytorc Industrial Tools 17 www.hytorc.com
1 Kiewit Power C2 www.kiewit.com
10 Lapeyreb Stair 21 www.lapeyrestair.com
19 Magnetrol International 37 www.magnetrol.com
14 Membrana 25 www.Liqui-Cel.com
7 Mitsubishi Power 13 Systems Americas Inc
www.mhpowersystems.com
1508pe_56 56 8/7/15 11:06 AM

COVERING IT ALLDecember 6-10, 2015
Las Vegas Convention Center / Las Vegas, NV, USA
www.powergenerationweek.com
SAVE the DATE!
Owned & Produced by: Supported by:Presented by:
For info. http://powereng.hotims.com RS# 25
1508pe_C3 3 8/7/15 4:39 PM