MWSGMIP 2015
1
PROBLEM
STATEMENTS
OF
STUDY GROUP
MEETING
MWSGMIP 2015
2
SGM PROBLEM 1 TO NUMERICALLY DESIGN AN OPTIMAL WIND TURBINE CONFIGURATION
WHICH ENABLES BY-PASSING OF THE CLASSICAL BETZ THEORETICAL LIMIT
OF 0.59 FOR POWER COEFFICIENT TO ENABLE OPENING UP POSSIBILITY OF
DEVELOPING WIND TURBINES FOR LOW WIND SPEED.
Resource Person: Dr. G. S. Grewal, mechanical & insulating materials
division, electrical
Research & Development association, erda road, gidc – makarpura
Vadodara.
Problem description
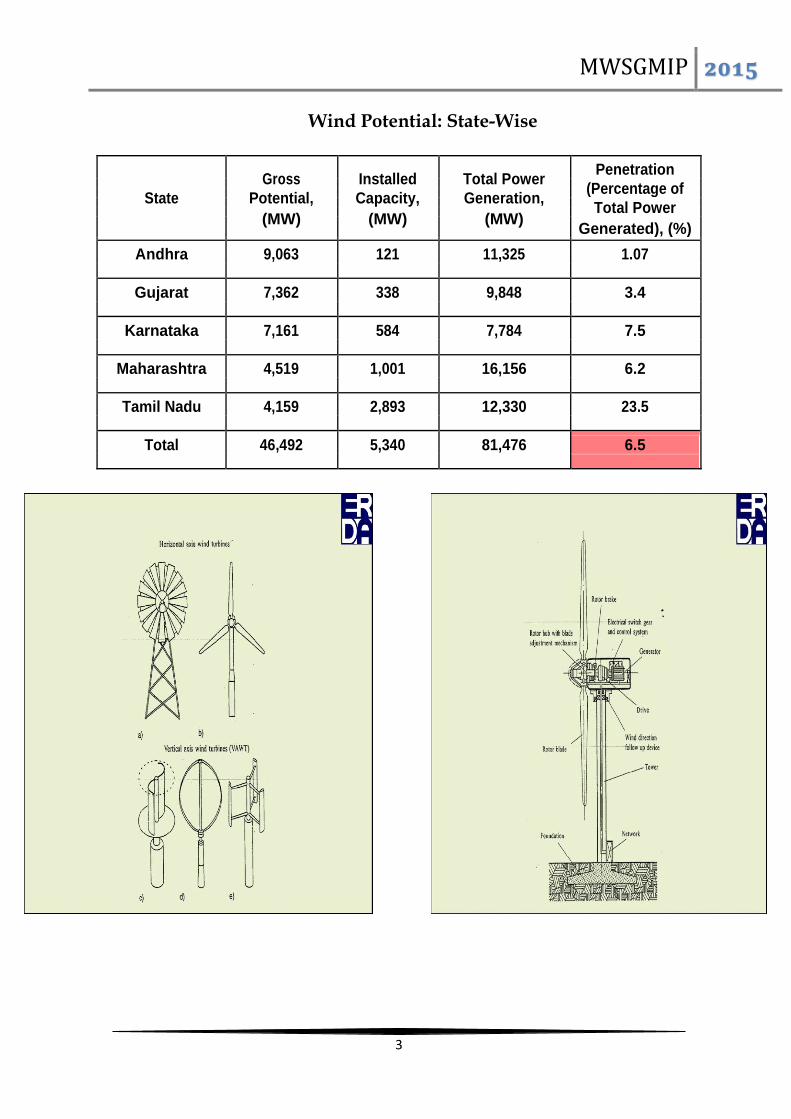
Objectives –Conceptual Design of new wind turbine configuration that enables by-passing
the classical theoretical Betz limit of 0.59 for the power coefficient to enable
development of low cut-in speed wind turbines. – Develop DOE for numerical optimization of the proposed design (s) – Explicit fluid mechanics based simulation using:
CFD Smooth Particle Hydrodynamics (SPH)
Lattice Boltzmann (Statistical Mechanics ab-initio Calculations)
Wind Power: Some Facts
Wind power- Inconsistent, Incoherent with demand.
About 25% - Utilization factor.
Negligible maintenance and recurring cost.
India ranks 4th in wind generating capacity (5,500 MW-India, 59,000 MW- Global).
Wind power potential- 45,000 MW
Wind speeds in India tend to be significantly lower compared to other major wind
power nations of the world.
Indian average wind speed can be as low as 1.5 – 2 m/s.
MWSGMIP 2015
3
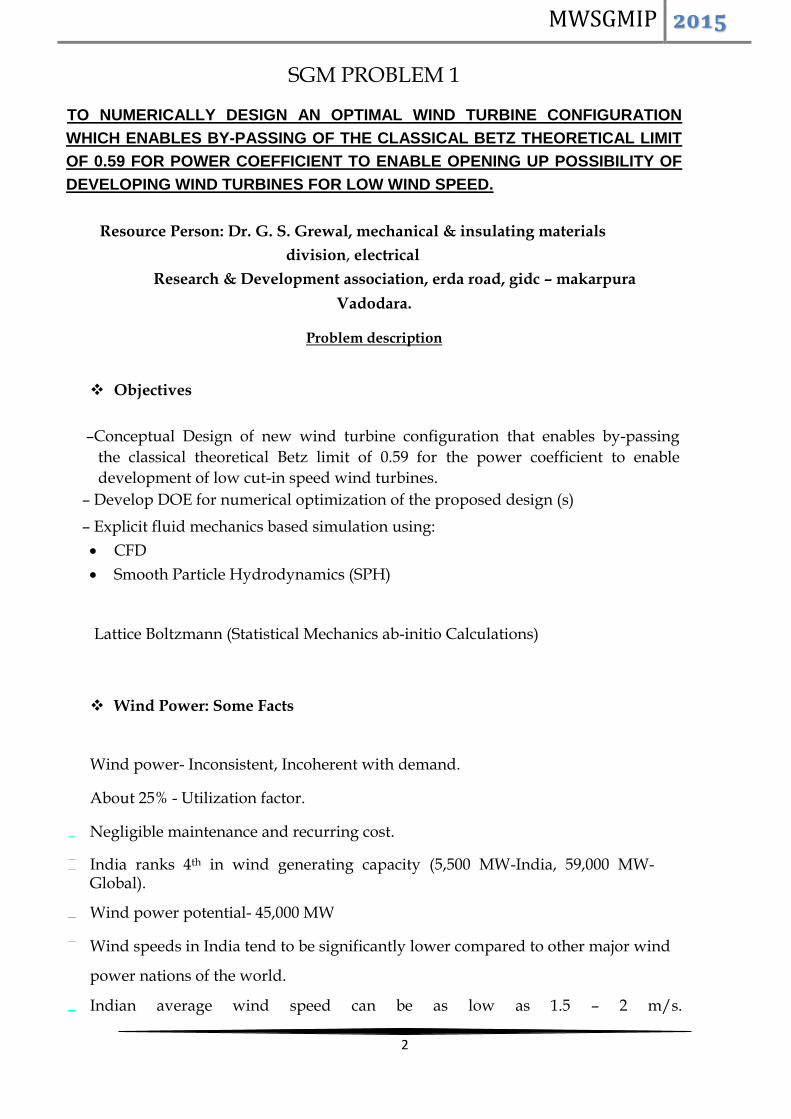
Wind Potential: State-Wise
Gross Installed Total Power
Penetration
(Percentage of
State Potential, Capacity, Generation,
Total Power
(MW) (MW) (MW)
Generated), (%)
Andhra 9,063 121 11,325 1.07
Gujarat 7,362 338 9,848 3.4
Karnataka 7,161 584 7,784 7.5
Maharashtra 4,519 1,001 16,156 6.2
Tamil Nadu 4,159 2,893 12,330 23.5
Total 46,492 5,340 81,476 6.5
MWSGMIP 2015
4
MWSGMIP 2015
5
SGM PROBLEM 2
FINDING PATTERN FREE TRAVESE RATIOS FOR YARN
WINDING
Resource Person: Dr. Milind Koranne,Rajen Patwa,Patwa Kinnariwala Enterprice.
Problem description
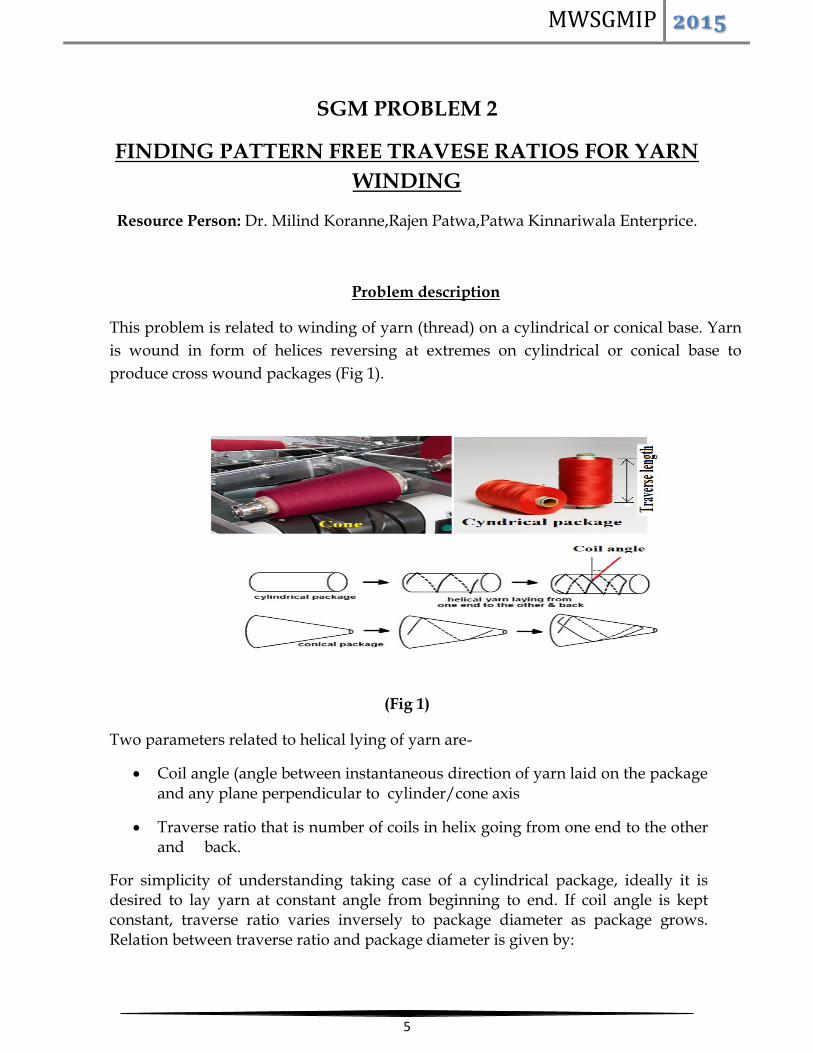
This problem is related to winding of yarn (thread) on a cylindrical or conical base. Yarn
is wound in form of helices reversing at extremes on cylindrical or conical base to
produce cross wound packages (Fig 1).
(Fig 1)
Two parameters related to helical lying of yarn are-
Coil angle (angle between instantaneous direction of yarn laid on the package and any plane perpendicular to cylinder/cone axis
Traverse ratio that is number of coils in helix going from one end to the other and back.
For simplicity of understanding taking case of a cylindrical package, ideally it is desired to lay yarn at constant angle from beginning to end. If coil angle is kept constant, traverse ratio varies inversely to package diameter as package grows. Relation between traverse ratio and package diameter is given by:

MWSGMIP 2015
6
T=2.travese lengthPI.tancoil angle.package diameter
Thus, for a bare cylindrical package of diameter 30 mm with traverse length of 152 mm, filled up to 200 mm traverse ratio varies from 18.2929 to 2.7439 for 10 degree coil angle. During this, it reaches whole numbers (17, 16, 15, 14........ up to 3), half numbers (16 ½, 15 ½, 14 1/2) etc.) one third numbers (17 2/3, 17 1/3, 16 2/3, 16 1/3 ... etc), one fourth, one sixth where yarn reaches its starting point after few repeats and laid one above the other. At such instances, it is not uniformly distributed across its circumference. This phenomenon is known as pattern formation shown in figure 2.
(Fig 2)
Thus, while winding yarn at constant angle, patterning occurs periodically very frequently which is not desired. During change in winding ratio from 18.2929 to 2.7439 mentioned earlier, some traverse ratios do not form pattern where as some form patterns.
This drawback can be avoided as follows. Suppose a package is to be produced with 10 degree coil angle with package dimensions mentioned earlier. We can start winding at bare package with a constant traverse ratio that does not form pattern and gives coil angle closer to 10 degrees. When a package is wound with constant suitable traverse ratio, patterns are not formed but coil angle deceases with increasing package diameter which is not desired. Therefore upon certain build up of the package, if traverse ratio is decreased instantaneously to other lower non-pattern forming traverse ratio, coil angle can be restored back to 10 degree. Thus, at some stage winding starts with new lower value of traverse ratio. Upon continuing winding, again coil angle would decrease that can be again restored back by switching over instantaneously to new lower non-pattern forming ratio.
MWSGMIP 2015
7
PROBLEM HERE IS HOW TO FIND SEREIS OF NON-PATTERN FORMING TRAVESE RATIOS FROM BARE TO FULL PACKAGE WHERE PATTERNS ARE NOT FORMED AND YARN IS DISTRIBUTED HOMOGENEOUSLY ACROSS CICUMFERENCE WITHOUT SEVERAL YARNS BUNCHING CLOSER TO ONE ANOTHER (IN THE EXAMPLE GIVEN, ONE HAS TO FIND AS MANY RATIOS AS POSSIBLE BETWEEN 18.2929 TO 2.7439) SO AS TO MAINTAIN VARIATION OF COIL ANGLE TO MINIUM. YARNS SHOULD BE SEEN AS AN OPEN GRID ON THE PACKAGE.
Parameters here are:
1. BARE & FULL PACKAGE DIAMETERS (FOR CONE THERE WOULD BE TWO DIAMETERS)
2. TAPER OF CONE (For a cylindrical package it is 0 degree)
3. Traverse length
4. Yarn diameter
5. Coil angle

MWSGMIP 2015
8
SGM PROBLEM 3
Measuring PPS (Partial Pixel Shift) in the drift spectrum Generated by Atom Emission Spectrometer
Resource Person: Prof. V. D. Pathak, Dept. of Applied Mathematics, Faculty of Tech. and Engg. ,
The M. S. University of Baroda.
Problem description
An Atom-Emission spectrometer is used to identify the various elements present in a metallic
sample. The metallic sample is placed on a support so that it is exposed to a heat source
generated by igniting an electrode as shown in the figure 1.
Figure 1: Schematic of the Spectrometer
Due to this heat, there will be micro-melting of the sample and an optical signal is generated
which is a combination of signals of various frequencies, ranging from 160 nm to 410 nm
depending on elements present in the sample. This optical signal is projected on a holographic
diffraction grating through an entrance slit. This diffraction element splits the composite light source
into spectral components. Then a transducer is used to convert the optical information to an
electrical signal, which is captured in the analogue form. whose resolution depends on the
pixel configuration of the CCD used in the system. The various peaks observed in a signal are
then compared with the known responses of the standard samples having known composition
of elements and the given sample is analyzed on the basis of this comparison. The
interpretation depends on how accurately these peaks are identified. It is possible that the
actual peak or height of the line information (counts) is not the same as the maximum peak

MWSGMIP 2015
9
observed by the CCD, i. e. the actual peak is missed out due to the peak falling on the gap
between two pixels.
There may be other reasons due to which the peak line information is not obtained correctly.
For example, due to some functional deficiencies in the spectrometer the spectrum of test
sample (drift spectrum) shifts relative to the spectrum of the reference sample (reference
spectrum) and hence the pixel positions of the peaks in the test sample shift from their true
positions. These shifts can be by 1, 2, .. pixels or even by partial pixels. Also the counts
corresponding to these peaks may change in the drift spectrum.
Our problem is to identify the Partial pixel shifts (PPS) in each of the required elements i. e.
peak positions corresponding to these elements and then correct PPS for the elements. Also,
make the corresponding count corrections.
Finding full pixel shifts is relatively simple and is regularly done by the Industry. However,
identifying and correcting partial pixel shift (PPS) is an important issue for which the problem
was referred to us. Thus the main task is to:
Calculate PPS in the Drift spectrum w.r.t. to reference spectrum. Drift spectrum is the partially or
fully shift spectrum.

MWSGMIP 2015
10
Following are the spectrum Data:
1. Reference spectrum from Pixel position 3350 to 3450:
2. Drift spectrum from Pixel position 3350 to 3450:
MWSGMIP 2015
11
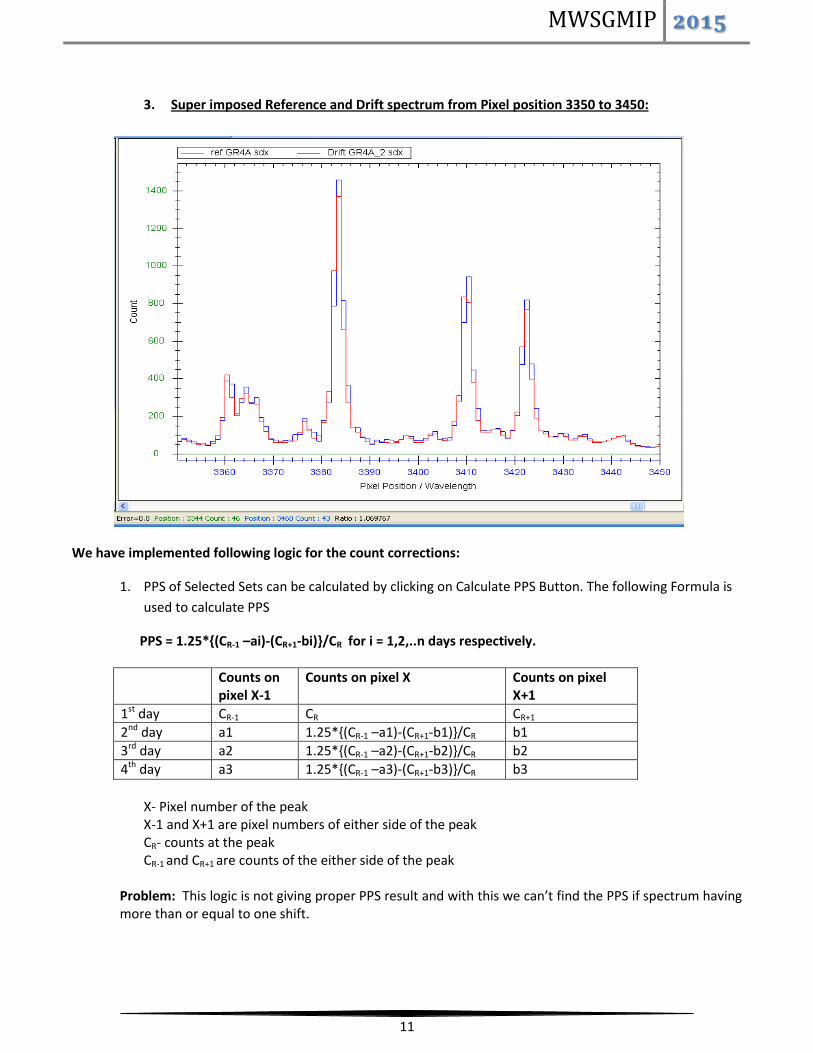
3. Super imposed Reference and Drift spectrum from Pixel position 3350 to 3450:
We have implemented following logic for the count corrections:
1. PPS of Selected Sets can be calculated by clicking on Calculate PPS Button. The following Formula is
used to calculate PPS
PPS = 1.25*{(CR-1 –ai)-(CR+1-bi)}/CR for i = 1,2,..n days respectively.
Counts on pixel X-1
Counts on pixel X Counts on pixel X+1
1st day CR-1 CR CR+1
2nd day a1 1.25*{(CR-1 –a1)-(CR+1-b1)}/CR b1
3rd day a2 1.25*{(CR-1 –a2)-(CR+1-b2)}/CR b2
4th day a3 1.25*{(CR-1 –a3)-(CR+1-b3)}/CR b3
X- Pixel number of the peak X-1 and X+1 are pixel numbers of either side of the peak CR- counts at the peak CR-1 and CR+1 are counts of the either side of the peak
Problem: This logic is not giving proper PPS result and with this we can’t find the PPS if spectrum having more than or equal to one shift.

MWSGMIP 2015
12
SGM PROBLEM 4
VLE PREDICTION USING HR-SAFT MODEL
Resource Person: Bharat doshi,Vinayak Organics Pvt. Ltd., Waghodia([email protected] )
and Dr. Nitin Bhate, Dept. of Chemical Engineering,
The M. S. University of Baroda.
Problem description
Distillation is one of the most commonly used unit operations in Chemical Industry. This may be used
to either for separation of liquids by the virtue of their boiling points or for solvent recovery. Efficient
design of distillation system requires authentic vapour-liquid equilibrium (VLE) data and robust
models. Many a times the conventional models fail to predict VLE leading to inefficient design of
distillation columns. Due to this the product quality is hampered. Use of alternate (non-conventional)
models like HR-SAFT EOS may help to address this issue. Our industry is involved in the separation of
multi-component systems by distillation. A sound understanding and validity of such models can
significantly help our industry to improvise the quality and optimize the energy required for the
distillation operation. HR-SAFT EOS is highly non-linear and complex in nature. Moreover, the overall
expression has a power of ‘9’ which makes the solution extremely challenging. Also in the process of
solving the equations some parameters need to be estimated. This makes it a multi-regression problem.

MWSGMIP 2015
13
Expectations:
Numerical approach to determine the vapour pressure of polar and non-compounds and estimate the
parameters of binary and multi-component systems. Validation of these models with the existing data.
The proposed algorithm for solving the above problem is given below:

MWSGMIP 2015
14
VAPOUR PRESSURE & PARAMETER ESTIMATION OF PURE COMPONENT USING HR-SAFT
EOS
(Non Associating Component)ALGORITHM :
Bm
START
Select the Component
Read Pure Component Parameters
m, ν00, u0/k, KAB, εAB/k
Specify the Temperature T
Calculate Temperature Dependent parameters σ,
ν0,u/kT using equations (1),(2),and (3)
Guess ηL and ηV such that ηL > ηV
Change ηL and ηV
Increase ηL Decrease ηL
Calculate Zseg, Zchain, Zassoc for liquid and vapor using
equations (20),(21),and (22) resp.
1
A
MWSGMIP 2015
15
1
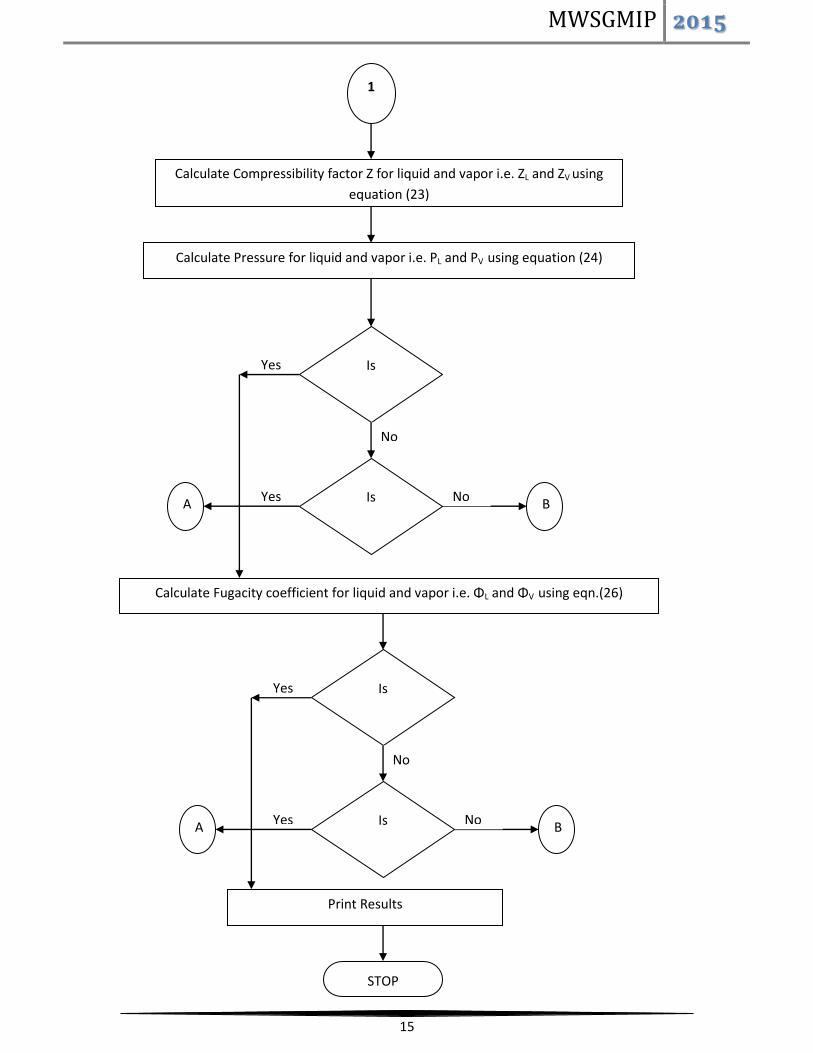
Calculate Compressibility factor Z for liquid and vapor i.e. ZL and ZV using
equation (23)
Calculate Pressure for liquid and vapor i.e. PL and PV using equation (24)
Is
PL= PV?
No
Is
PL> PV?
No
Yes
Yes
Calculate Fugacity coefficient for liquid and vapor i.e. ΦL and ΦV using eqn.(26)
Is
ΦL= ΦV?
No
Is
ΦL> ΦV?
No
Yes
Yes
Print Results
STOP
A B
A B

MWSGMIP 2015
16
Equations used:
1. Select Component
2. Specify System Temperature (K)
3. Read following parameters from Segment data bank and Parameter data bank
Molar mass Temp. range Segment Vol. Segment Dispersion Energy
MM T range, K voo, mL/mol uo/k, K
Voo, m3/mol
Segment Number Association Energy Association Vol. Association Vol.
m ϵAB/k, K 102KAB KAB
4. Take Mole fraction Xi and Yi = 1 for Pure Components.
5. Constants:
Gas constant R = 0.00008314 (bar m3/mol K)
Tau τ = 0.74048
Integration const C= 0.12
Nav = 6.023E+23 (1/mole)
Boltzmann constant k = 1.38E-23 (J/K)
6. Assume η for Liquid and Vapour such that ηL > ηV
η Upper Limit Lower Limit Starting value
η liq 0.5 9.00E-03 5.00E-01
η vap 0.009* 1.00E-10 1.00E-04
Yes
MWSGMIP 2015
17
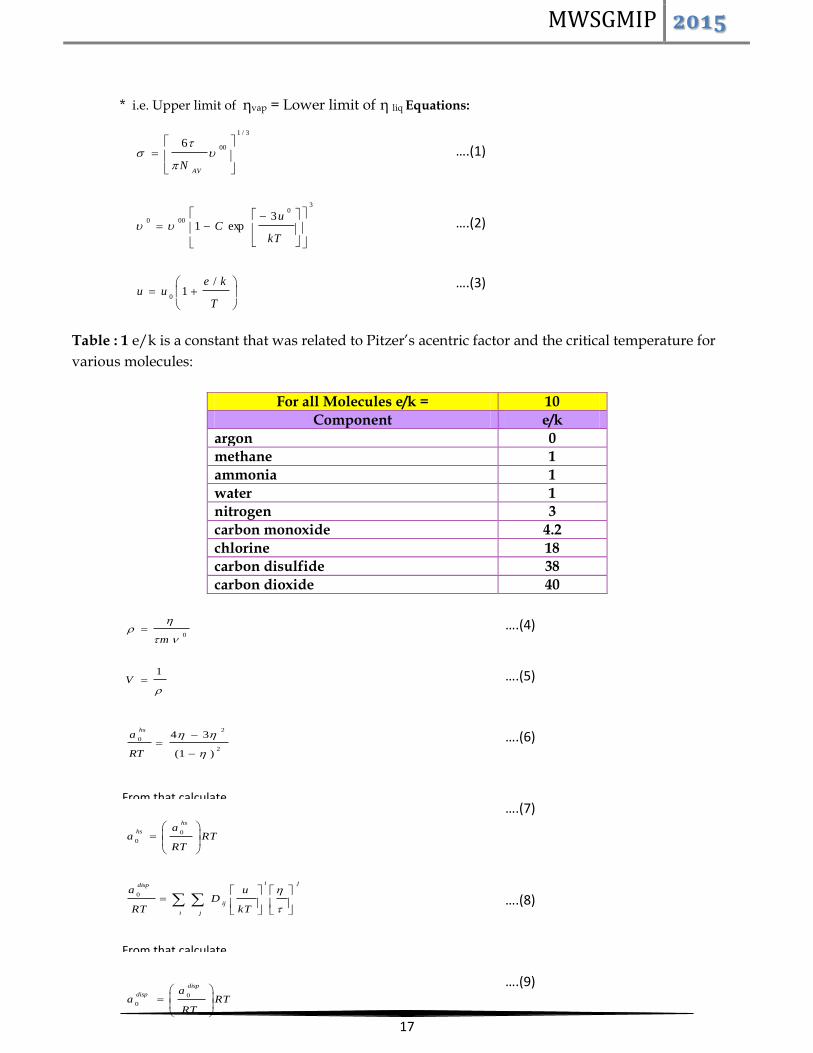
* i.e. Upper limit of ηvap = Lower limit of η liq Equations:
Table : 1 e/k is a constant that was related to Pitzer’s acentric factor and the critical temperature for
various molecules:
For all Molecules e/k = 10
Component e/k
argon 0
methane 1
ammonia 1
water 1
nitrogen 3
carbon monoxide 4.2
chlorine 18
carbon disulfide 38
carbon dioxide 40
3/1
006
AVN
30
000 3exp1
kT
uC
T
keuu
/1
0
….(1)
….(2)
….(3)
0
m
1V
2
2
0
)1(
34
RT
ahs
….(4)
….(6)
….(5)
RTRT
aa
hs
hs
0
0
ji
i j
ij
disp
kT
uD
RT
a
0
….(8)
RTRT
aa
disp
disp
0
0
….(9)
From that calculate
From that calculate
From that calculate
From that calculate
….(7)

MWSGMIP 2015
18
Table -2 Dij’s – Universal constants for HR-SAFT
Dij’s – Universal constants proposed by Chen and Kreglewski (1977) used for the dispersion term in
HR-SAFT. Dij : i =1 to 4 and j = 1 to 9
i j
1 2 3 4
1 -8.8043 2.9396 -2.8225 0.34
2 4.164627 -6.0863583 4.7600148 -3.1875014
3 -48.203555 40.137956 11.257177 12.213796
4 140.4362 -76.230797 -66.382743 -12.110681
5 -195.23339 -133.70055 69.248785 0
6 113.515 860.25349 0 0
7 0 -1535.3224 0 0
8 0 1221.4261 0 0
9 0 -409.10539 0 0
….(10) 3
)1(
2
11
ln)1(
mRT
achain
RTRT
aa
chain
chain
disphssegaaa
000
segsegmaa
0
assocchainsegresaaaa
….(11)
….(13)
….(12)
….(14)
RTa
RT
a res
res1
….(15)
Take aassoc = 0 for Non Associating Components
From that Calculate
MWSGMIP 2015
19
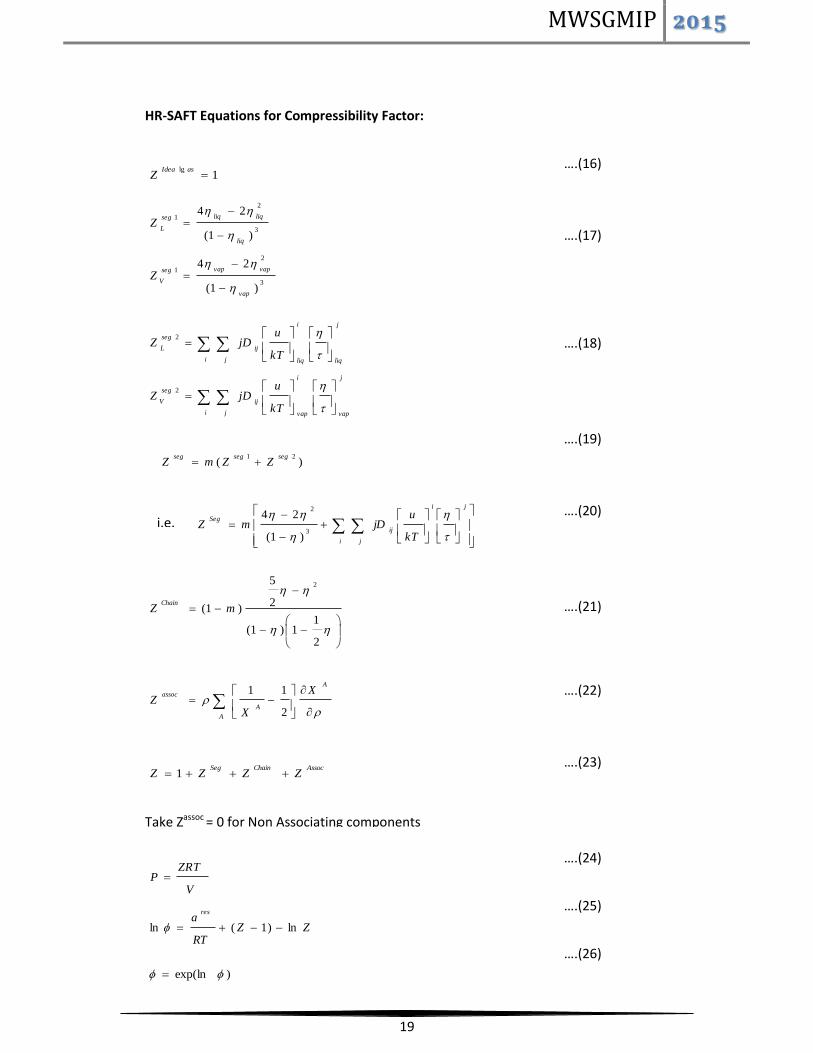
HR-SAFT Equations for Compressibility Factor:
1lg
asIdea
Z
3
2
1
3
2
1
)1(
24
)1(
24
vap
vapvapseg
V
liq
liqliqseg
L
Z
Z
j
vap
i
vapi j
ij
seg
V
j
liq
i
liqi j
ij
seg
L
kT
ujDZ
kT
ujDZ
2
2
)(21 segsegseg
ZZmZ
i j
ji
ij
Seg
kT
ujDmZ
3
2
)1(
24i.e.
2
11)1(
2
5
)1(
2
mZChain
AssocChainSegZZZZ 1
Take Zassoc = 0 for Non Associating components
V
ZRTP
ZZRT
ares
ln)1(ln
)exp(ln
….(16)
….(20)
….(19)
….(21)
….(18)
….(22)
….(23)
….(17)
A
A
A
assoc X
XZ
2
11
….(24)
….(25)
….(26)
MWSGMIP 2015
20
NOMENCLATURE
HR-SAFT
a = molar Helmholtz energy (total, res, seg, bond, assoc. etc.) per
mole of molecules
a0 = segment molar Helmholtz energy (seg), per mole of segments
C = integration constant in eq.(2)
d = temperature-dependent segment diameter, Ǻ
elk = constant in eq. (3)
k = Boltzmann's constant = 1.381 X 10 -23 J/K
m = effective number of segments within the molecule
(segment number)
mυ 00 = volume occupied by 1 mole of molecules in a close- packed
arrangement, mL/mol
M = number of association sites on the molecule
MM = molar mass, g/mol
Molar = molar with respect to molecules
N = total number of molecules
NAv = Avogadro's number = 6.02 X 10 23 molecules / mole
P = pressure
Pc = critical pressure, bar

MWSGMIP 2015
21
P sat = saturated vapor pressure
R = gas constant
Segment molar = molar with respect to segments
T = temperature, K
Tc = critical temperature, K
u/k = Temperature-dependent dispersion energy of interaction
between segments, K
u0/ k = Temperature-independent dispersion energy of inter- action between segments, K
V = molar volume, m3/mol
V liq = liquid molar volume, mL/mol of bulk fluid
υ0 = temperature-dependent segment volume, mL/mol of segments
υ00 = temperature-independent segment volume, mL/mol of segments
X = mole fraction
XA = monomer mole fraction (mole fraction of molecules NOT
bonded at site A)
Z = P V / (RT), compressibility factor
KAB = volume of interaction between sites A and B
∆AB = strength of interaction" between sites A and B, Å3
εAB/ k = association energy of interaction between sites A and B, K
η = ( лNAv / 6) ρ md3, pure component reduced
density, the same for segments AND molecules
ρ = ρn / NAv molar density, mol/Å3
ρn = number density (number of molecules in unit volume), Å-3

MWSGMIP 2015
22
σ = Lennard-Jones segment diameter (temperature independent), Å
A
= summation over all the sites (starting with A)
τ = close-packed reduced density =0.74048
Superscripts :
A, B, C, D, ... = association sites
res = residual
seg = segment
assoc = associating, or due to association
hs = hard sphere
ideal = Ideal gas
1. Determination of vapor pressure and Fugacity coefficient of n-Hexane using known parameters
Data:
Molar mass MM = 86.178
T range= 243-493 K
Segment volume voo = 12.475 mL/mol =0.000012475 m3/mol
Segment Number m = 4.724
Segment Dispersion Energy uo/k = 202.72 K
Mole Fraction Xi = 1 and Yi = 1
2. Estimating the parameters of HR-SAFT based on the given P-T data: υ00, m, u0/ k, ηL , ηV.

MWSGMIP 2015
23
SGM PROBLEM 5
MULTI-REGRESSION ANALYSIS OF TERNARY LLE DATA
Resource Person: Gurish Khosala, Deepak Nitrite Ltd., Nandesari([email protected]) and Dr. Nitin Bhate, Dept. of Chemical Engineering,
The M. S. University of Baroda.
Problem description
Nitration is one of the important unit processes in the Chemical Process Industry. The
products of nitration are used in several applications like explosives, solvents, precursors for
dyes, intermediates and pharmaceuticals. Nitration reaction involves aromatic compound and
a mixture of sulphuric acid and nitric acid. This being a heterogeneous reaction the liquid-
liquid equilibrium (LLE) between the acid and the organic phase becomes important. This
equilibria is highly complex and shows anomalies which do not have a proper explanation till
date.
Our Industry is involved in the nitration of aromatics and substituted aromatics. LLE has
always been a challenge for design of separation equipment and to determine the distribution
of aromatic between the acid and the organic phase. This makes it a ternary system. Usually
the compositions of acid and aromatic in the aqueous (acid) phase are known and the
compositions of acid and water in the organic phase are known. Modeling of this data can help
design of separation systems more efficiently. The challenges in modeling these systems lie in
parameter estimation. This becomes a multi-regression problem since the parameter
estimation is followed by back calculating the above compositions. Parameters are re-
estimated by minimizing the sum of the square of the residuals of predicted and experimental
compositions.
Expectations:
A systematic numerical approach for multi-regression analysis using alternate approaches and
model validation for ternary LLE system.
The equations and the methodology are given here under:

MWSGMIP 2015
24
Parameter estimation and Composition prediction for Ternary LLE using UNIQUAC model
UNIQUAC Model
R
i
C
ii
E
RT
G lnlnln
k
k
k
k
k
k
k
k
kC
kq
z
xx
1ln
21lnln
j
i
iji
kjj
i
ikik
R
kq
ln1ln
i
ii
jj
j
rx
rx
i
ii
jj
j
qx
qx
RT
uuiiji
jiexp
z is the lattice coordination number set equal to 10, xi,= mole fraction, I = activity coefficient,
ij = Binary interaction parameter, ri and qi = volume and surface parameters (known).
Ternary LLE
Criterion for Phase Equilibrium (equations)
1111xx
2222xx
321321)1()1( xxxx
In a ternary system 6 binary interaction parameters have to be regressed (12, 23, 13, 21, 32,
31), 11 = 22 = 33 = 1

MWSGMIP 2015
25
Thus, each data point will lead to 3 equations. There may be 10 to 15 data points (experimental
data) from which the 6 parameters have to be regressed.
Generally,
21, xx and
32, xx are known.
The regressed parameters should be used to back calculate the above compositions and
compare the same with the experimental values
Nitrobenzene: r = 4.07630, q = 3.104
Water: r = 0.92, q = 1.3997
Sulfuric acid: r = 5.65977, q = 5.7848
SGM PROBLEM 6
Temperature Rise In Medium Voltage Switchgear Panels
Resource Person: N. P. Zaveri, Jyoti Ltd., Vadodara.
Problem description
Medium Voltage Switchgear (MV) panels are widely used for distribution of
electrical power in Utilities and Industries. These panels made of sheet metal (2 to
3mm) and house circuit breaker, Current and potential transformers, busbars and
protection and control circuits. The panels typically have three compartments like
Breaker, cable and bus bar compartment. Figure 1 shows typical panel. Panel with
different current rating (eg. 630 Amp to 2000 Amps) are manufactured in the same
basic panel configuration by using appropriate components (breaker, Bus bars,
Current transformers etc.).
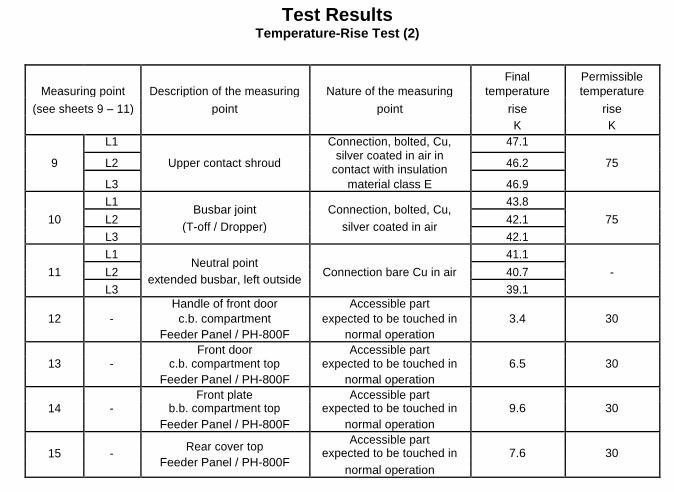
Any MV panel has to pass verification test as per standards and temperature rise
is one such Test. Doc-1 shows typical test configuration. The panel is thermally
insulated on sides allowing heat dissipating only from front, back and top. Also
shown are various temperature measurement points, limiting v/s final
temperature in graphical and tabular form. The bus bar material can be copper or
Aluminum.The possible combinations of bus bar (nos., size, material) are many
and it is not practical to conduct test for every condition. So the test is conducted
with worst possible condition. Say 2x60x10 Al bus bars, top and bottom jumpers
for a breaker rating of say 1250Amp.The same test results are accepted for higher
cross section of bus bar or Copper instead of Aluminum. VCB and self heating are
the primary sources of heat generation
The Problem Statement:
a) If one wants to optimize bus bar & jumper sizes one has to carry out
physical test. In one such experiment for 1250 amp VCB showed that
1x80x10top would work equally well in place of 2x50x10 top jumper with
bus bar of 2x60x10 busbar. This saves 20% material for top jumper. The
question is could there be another such combination. e.g. 1x100x10 bus bar
and 1x80x10 top jumper? Only way would to carry out the test. Such
things are not possible every time due to time and cost consideration.
b) It can beseen that the type test configuration is different from that in actual
panel. The panel used in field has other components e.g. Current
transformers, cables, surge suppressors, CBCT etc. Some of which are heat
source in themselves. Also the panel is never used alone and many such
panels can be coupled together to form board configuration. In such a
situation there are other many heat sources. What would be the
temperature rise at different points in such condition Normal decision is to
derate the panel. The question then is by how much.
c) From the result of the type test it can be seen that there is margin available.
There is a cooling and heating time constant (exponential).To what extent
one can overload the panel in terms of current and time and still be within
specified limits?
Generally decisions in such cases are taken based on experience and thumb
rules.
Desired Result:
There may surely be sophisticated software available for this problem.
However it is desired to simple model using generally available software.
The model could be tailored to specific configuration based on few physical
experiments to be conducted. What physical experiments to conduct to be
enumerated?
Could the model be self refining as more and more actual data is added to
the data base.
The model need not be very accurate as out put can be used as figure of
merit to get optimized solution to be followed by physical verification.


Test Arrangement and Measuring Points for
Temperatures and Resistances of Panels and Busbar
11
expanded expanded polystyrene polystyrene 30 mm 30 mm
Feeder Panel PH-800F 1250 A
Measuring points (L1, L2, L3)


Measuring Points for Temperatures and Resistances
of Feeder Panel / PH-800F
10 8 4
14
15
9
3
1 2
1x60x10mm2 Cu
13
12
Measuring points (L1, L2, L3)
Measuring points (accessible parts)

Measuring Points for Temperatures and Resistances
of Vacuum Circuit-Breaker / VK-10M25F
7 8
6
5
4 Measuring points (L1, L2, L3)

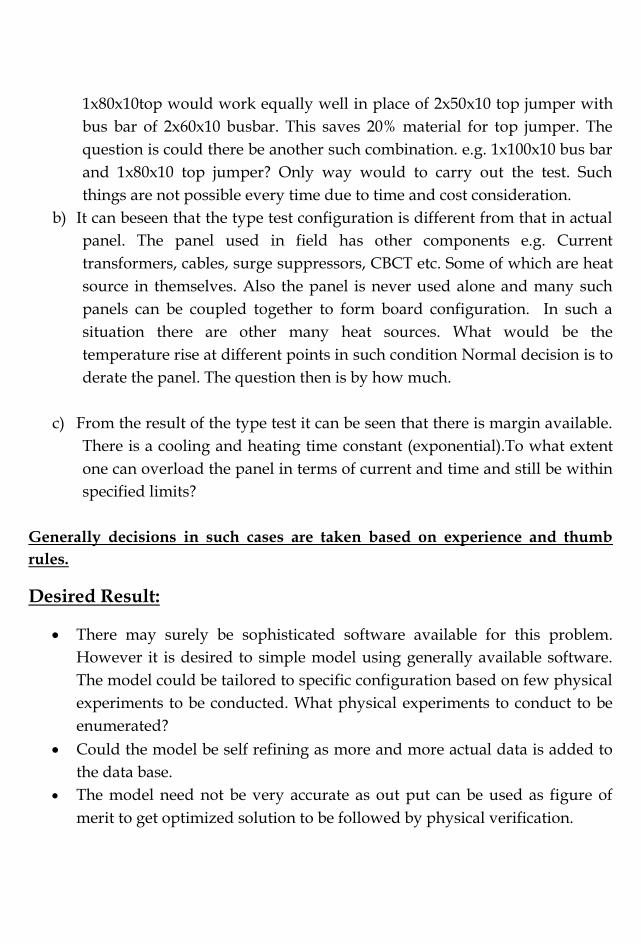
Test Results Temperature-Rise Test (2)
Final Permissible
Measuring point Description of the measuring Nature of the measuring temperature temperature
(see sheets 9 – 11) point point rise rise
K K
L1 Connection, bolted, Cu, 47.1
silver coated in air in
9 L2 Upper contact shroud 46.2 75
contact with insulation
L3
material class E 46.9
10 L1
Busbar joint Connection, bolted, Cu, 43.8
75
L2 42.1
(T-off / Dropper) silver coated in air
L3 42.1
11 L1
Neutral point Connection bare Cu in air
41.1 -
L2 40.7
extended busbar, left outside
L3
39.1
Handle of front door Accessible part
12 - c.b. compartment expected to be touched in 3.4 30
Feeder Panel / PH-800F normal operation
Front door Accessible part
13 - c.b. compartment top expected to be touched in 6.5 30
Feeder Panel / PH-800F normal operation
14 - Front plate Accessible part
b.b. compartment top expected to be touched in 9.6 30
Feeder Panel / PH-800F normal operation
15 - Rear cover top Accessible part
expected to be touched in 7.6 30
Feeder Panel / PH-800F
normal operation

SGM PROBLEM 7
MODELING AND PREDICTION OF COAL
PULVERISER PERFORMANCE
Resource person: Nagesh Patki, E&, L&T Power, NH-8, Ajwa Waghodia crossing, Vadodara –
3900019.
Introduction Coal Pulveriser or coal mill play a very important role in the performance & reliability of any sub-
critical or supercritical coal based power plant. Mill grinds coal into fine particle and hence enables
it to be burnt like gas in boilers for more efficient combustion. Fine coal particle are transported by
combustion air (primary air) as gas-solid mixture to boiler. Typically there are six mills in a large
sized coal based power plant. Coal fired power stations are required to operate more flexibly with
more varied coal specifications. The power stations are also required to vary the output in
response to the changes of electricity demands. To meet varied demand, there are frequent load
changes, start-up and shutdown of the mills which create transients and deterioration of mill
availability and performance. Poor performance of the coal mill will lead to decrease in the overall
efficiency of the power plant besides their own failure. Hence it is necessary to model and develop
suitable scheme to ensure optimum control of the coal mills
Problem Definition During load change, transients are created in mills loading. Many times the mill which is already
loaded gets loaded more during transient conditions. Due to this, coal fineness and mill availability
gets affected. Ideally, all the mills should be loaded equally. There is therefore requirement of
‘coordinated control’ between the mills for their optimal performance and loading. A mathematical
model is required to predict mill performance parameters with input of actual measured operating
values. Control systems can be designed which will utilise the mathematical model to control
various mill parameters during the load changes.
Typical Measured Parameters in Coal Mill Typically following parameters are measured in a coal mill.
a) Coal feeder speed b) Primary air differential pressure c) Primary air temperature d) Mill differential pressure e) Coal Mill Inlet & Outlet temperature f) Mill motor current
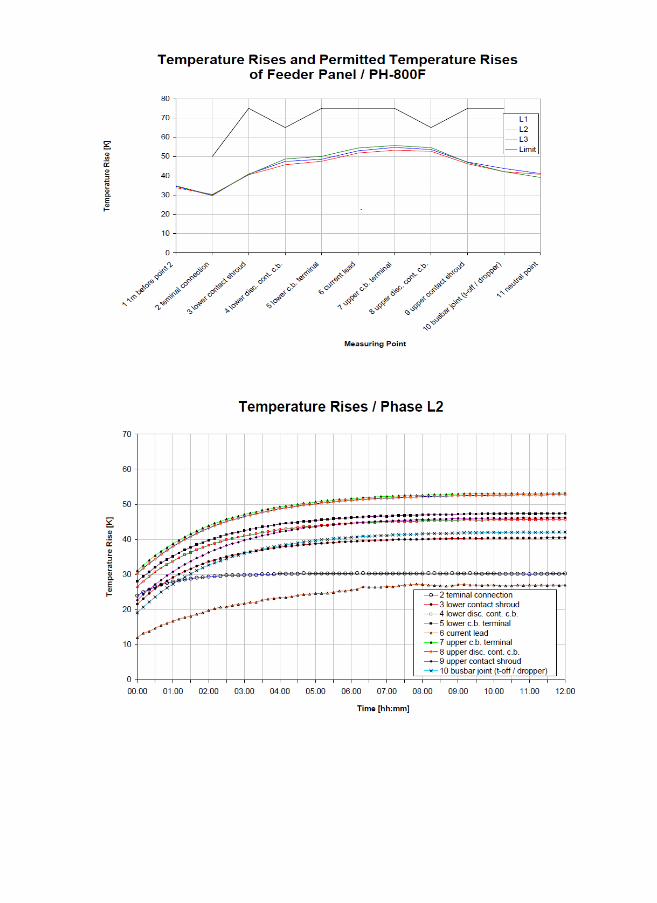
Model Governing Equations A typical coal mill is shown in Figure-1. Following governing equations are given below for coal mill

modelling. 1: Computation of primary air flow Wair to mill Direct measurement of flow of primary air to mills is not possible. In indirect method we can have
data of primary air differential pressure (mbar) Δppa and also inlet temperature of coal mill Tin.
Wang1 etc have proposed a semi-empirical relationship as given below.
Wair 10 pa (t). 360
(1)
273 Tin (t)
Figure 1: Schematic diagram of coal mill 2: Coal inlet mass flow rate (Wc (t)) as function of feeder speed FS (t)
Wc (t) K fs Fs (t) (2) The feeder coefficient Kfs depends upon size of the feeder. For large feeders Kfs =0.24 kg/mm. Modern power plant coal feeders are provided with strain gage based measurement. In case
details are made available, equation 2 gets modified with direct read-out of Wc(t) and thus
parameters such as Kfs and Fs (t) would disappear in mathematical model. 3: Computation of flow rate of pulverized fuel (PF) This is the flow rate of pulverized coal carried out of the mill by primary air flow. This is
proportional to mass of pulverized coal in the mill and the differential pressure produced by
primary air fan. This includes the actual out flow from the mill and mass of particles rejected by
classifier for regrinding them to sizes accepted by classifier. The equation is
Wpf (t) K16 Ppa (t)M pf (t) (3)
It is very convenient to identify certain model coefficients (Ki) which can be evaluated by using
operational data analyzed using advanced computational methods such as differential evolution or
similar algorithms. In the analysis of mill we shall come across about 16 model coefficients. It is
necessary to follow such approach as it is impossible to solve differential equations resulting from
rigorous mathematical analysis.

4: Computation of Mass Flow Rate
(t) of Pulverized Coal in Mill
M c
(t) Wc (t) k15M c (t)
(4)
M c
WC is mass flow rate of coal into mill (kg/sec). This data comes from coal feeder instrumentation k15 is model coefficient related to inflow of raw coal and amount of coal pulverized which contains
classifiable and unclassifiable pulverized coal. In an ideal situation the entire pulverized mass
should contain size fractions which will pass through classifier. In actual practice, however some
portion of pulverized mass returns to bowl for further grinding. 5: Rate of Pulverized Coal Mass Flow
(t) k15M c (t) Wpf (t) (5)
M pf
Mpf is mass of pulverized coal in the mill (kg) Wpf is mass flow rate of pulverized coal outlet from mill (kg/sec) while Mc is mass of coal in mill (kg). 6: Mill Current (P (t)) The mill current is one parameter which can be accurately measured as well as continuously
monitored. It depends upon mass of pulverized coal M pf , mass Mc of coal in mill. The equation is
P(t) k6 M pf (t) k7 M c (t) k8 (6)
The constants kt and k8 must be determined using operating and are mill/site specific. 7: Relation between Mill Differential, Primary Air Differential Pressure and Mill Product Differential Pressure
Pmill (t) k9 Ppa (t) Pmpd (t) (7) 8: Relation between Mill Product Differential Pressure, Mass of Pulverized Coal in Mill, Mass of Coal in Mill
(t) k11M pf (t) k12 Mc (t) k13 Pmpd (t) (8)
Pmpd
The k’s in above equations are constants which are evaluated from analysis of operating data. 9: Relation of Mill Outlet Temperature
Tout (t) [k1Tin (t) k2 ]Wair (t) k3Wc (t) [k4Tout (t) k5 ].[Wair (t) Wc (t)] k14 P(t) k1Tout (t) (9) This equation represents the changes in mill outlet temperature. It includes heat contribution by
hot primary air entering mill and the heat generated by grinding. It also includes heat loss in drying
of coal and other miscellaneous losses.
inlet.heat.coal Qout k3WC
pa.heat k1Tin k2Wair
heat, grinding k14 P heat.pc [k4Tout (t) k5 ].[Wair (t) Wc (t)]

The rigorous analysis of energy transfer is done in next section.
Energy Balance Model of Coal Mill Figure 3 is illustration of energy balance in the mill. T is the temperature in the mill, Qair is the
energy of primary air flow, Pmotor denotes the power used to crush the coal, Qcoal is the energy in
the coal flow and Qmoisture is the energy in the coal moisture.
Figure 3: Energy balance in the mill
To begin with, let us assume that quantity of ground coal delivered to boiler is equal coal supplied
to mill for grinding. This of course is valid for steady state and with assumption to simplify the
model. The energy balance is given by
(t) Qcoal (t)
Qmoisture
(t)
Pmotor (1)
mmCmT (t) Qair
The heating and evaporation of moisture in coal is modelled by a combined heating coefficient.
The temperature, with loop control is kept as 1000 C. the latent heat of evaporation dominates the
energy required for heating of moisture by few degrees. The combined heat coefficient Hst is defined as
H
st Cw Lsteam /100, (2)
Cw specificheatofwater
We may now write the model equation as
mmCmT
(t)
(t) mpa (t)Cair (Tpa (t) T (t)) mc (t)Cc (Ts T (t)) (t)mc (t)CwTs (t)mc (t)HstT (t) Pmotor
(10)
Cm is specific heat of the mill, T(t) is mill temperature at classifier,
(t) is mass flow rate of
mpa
(t) is coal mass rate, (t) is ratio of moisture, Cw is specific
primary air, Cc is specific heat of coal, mc
heat of moisture.
Identification of system For the purpose of identifying the system parameters, the measured variables are organized in two
groups. Group 1 includes system inputs and group 2 consists of system outputs. The input variables are (1)
coal flow in the mill, (2) primary air differential pressure and (3) primary air temperature. The output variables are (1) mill differential pressure, (2) outlet temperature and (3) mill current. There are sixteen unknown coefficients (k1.........k16). These can be evaluated using Genetic Algorithms (GA’s)
GA is a robust optimization method for identification of the unknowns as described above. This
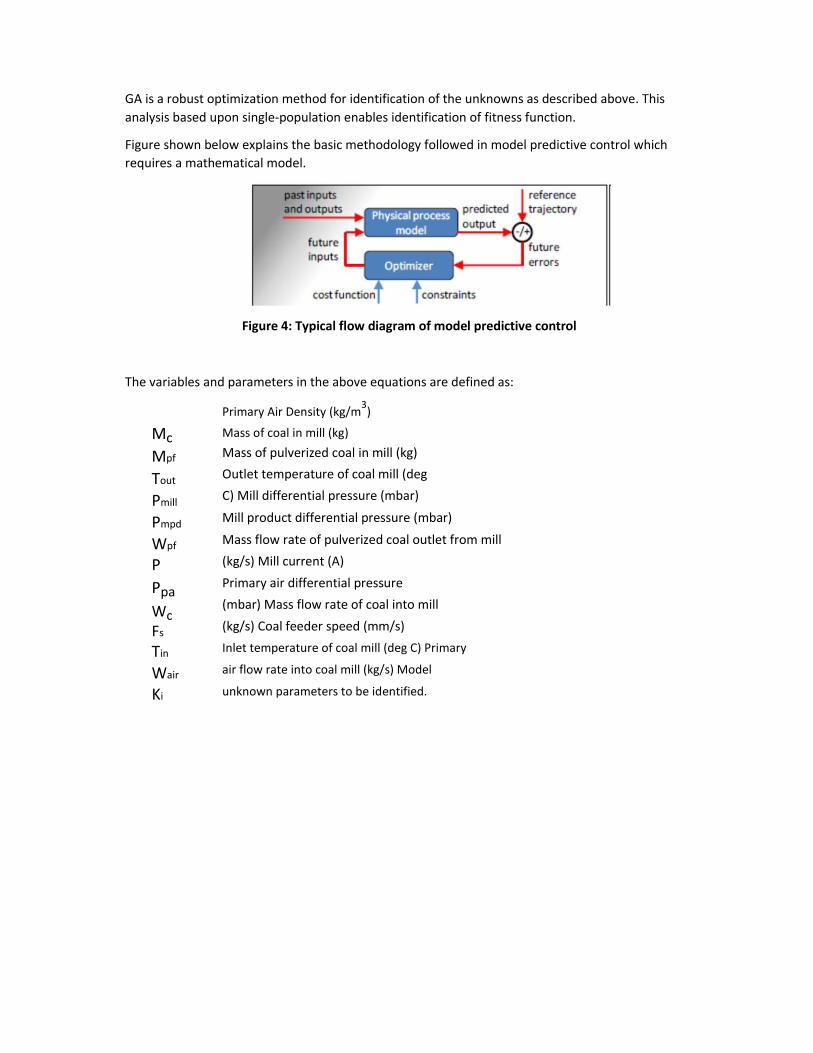
analysis based upon single-population enables identification of fitness function. Figure shown below explains the basic methodology followed in model predictive control which
requires a mathematical model.
Figure 4: Typical flow diagram of model predictive control
The variables and parameters in the above equations are defined as:
Mc Mpf Tout
Pmill
Pmpd
Wpf P
Ppa
Wc Fs
Tin Wair
Ki
Primary Air Density (kg/m
3)
Mass of coal in mill (kg) Mass of pulverized coal in mill (kg)
Outlet temperature of coal mill (deg
C) Mill differential pressure (mbar) Mill product differential pressure (mbar) Mass flow rate of pulverized coal outlet from mill
(kg/s) Mill current (A) Primary air differential pressure
(mbar) Mass flow rate of coal into mill
(kg/s) Coal feeder speed (mm/s) Inlet temperature of coal mill (deg C) Primary
air flow rate into coal mill (kg/s) Model
unknown parameters to be identified.

MWSGMIP 2015
SGM PROBLEM 8
SENSOR-LESS VECTOR CONTROL OF INDUCTION MOTOR
Resource Person: Amtech_Industry Problem
Problem description
Product: AC variable frequency drive Application: Speed control of AC induction motor Type of control: Field oriented sensor-less vector control
We are using ac variable frequency drive for different industrial application like pump, fan, hoist, crain, conveyor, pump jack, paper automation etc.. In some applications, we require better torque and speed control at low speed, which can not be achieved by V/F control method. Such applications require vectrol control mode in variable frequency drive.
For vectrol control, the essential reqiurement is to have an exact mathematical motor model and motor parameter otherwise the performance of the system can be worse than V/F mode. It is not possible to get the motor parameters from motor name plate or by external measurement by any instrument. It is expected that the modern VFD identify motor parameters by "Self Comminsionig" or "Autotunning" or "Motor parmeter Identification mode" like functions. For that they use, TI- type mathematical model for induction motor and motor parameter are shown below.
Where,
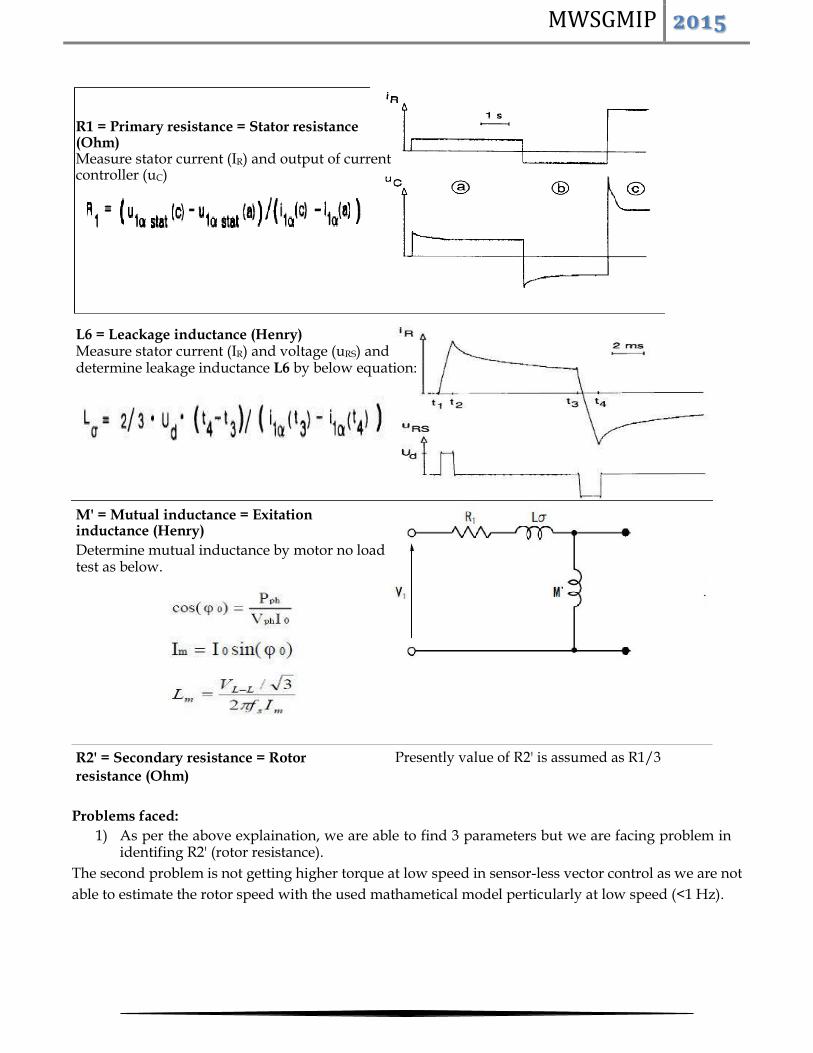
R1 = Primary resistance = Stator resistance (Ohm) L6 = Leackage inductance (Henry) M' = Mutual inductance = Exitation inductance (Henry) R2' = Secondary resistance = Rotor resistance (Ohm)
There are various papers published describing different methods to find out the above parameters. One is as mentioned below.
MWSGMIP 2015
R1 = Primary resistance = Stator resistance (Ohm) Measure stator current (IR) and output of current controller (uC)
L6 = Leackage inductance (Henry) Measure stator current (IR) and voltage (uRS) and determine leakage inductance L6 by below equation:
M' = Mutual inductance = Exitation inductance (Henry) Determine mutual inductance by motor no load test as below.
R2' = Secondary resistance = Rotor Presently value of R2' is assumed as R1/3
resistance (Ohm)
Problems faced:
1) As per the above explaination, we are able to find 3 parameters but we are facing problem in identifing R2' (rotor resistance).
The second problem is not getting higher torque at low speed in sensor-less vector control as we are not
able to estimate the rotor speed with the used mathametical model perticularly at low speed (<1 Hz).

MWSGMIP 2015
Recommended





![[XLS] · Web viewkorane.seema-extcomm@msubaroda.ac.in korane seema kosha.shah-ced@msubaroda.ac.in Kosha. kothari.rg-case@msubaroda.ac.in kothari rg kp.joshi-tkgl@msubaroda.ac.in KP](https://img.pdfslide.us/doc/110x75/5adb33e77f8b9a86378e572d/xls-viewkoraneseema-extcomm-korane-seema-koshashah-ced-kosha-kotharirg-case.jpg)











