PBMR Fuel Development Laboratories - Lessons Learnt Dieter Zimolong
P.O. Box 465, Pinegowrie 2123, Johannesburg
+27 83 626 5257
Copyright © 2013 by Dieter Zimolong. Published and used by INCOSE SA with permission.
Abstract The paper presents the general background to the PBMR Fuel Project followed by
detail about the establishment of the Fuel Development Laboratories (FDL) and lessons learnt. The
FDL was successful in international terms. The success of the FDL was embedded in the way that the
project was planned and managed and this included the development of management systems for
FDL, the technology transfer from the very successful German HTR fuel production program, the
design, construction and commissioning of fuel manufacturing equipment, the development and
implementation of all manufacturing and QC processes and the most important of all the
development of the human capital. The licensing of the FDL proved to be the biggest challenge. The
basis of the project was to be able to use the German fuel design and manufacturing processes to
obtain a licence for operation of the Pebble Bed Modular Reactor in South Africa. The activities in the
FDL were terminated when the PBMR project was brought to an end.
Background
General background and a brief history of events Eskom started investigating the feasibility of a pebble type High Temperature gas cooled Reactor
(HTR) in 1996. This reactor was known as the Pebble Bed Modular Reactor, of which the acronym
PBMR gave rise to the company’s name. In 1999 PBMR started working on a reactor concept design
and the South African Nuclear Energy Corporation (Necsa) was initially contracted to establish the
capabilities to manufacture the pebble fuel for such a reactor. As part of this process PBMR had
attracted some of the best engineering and scientific talent in South Africa including some that had
previous experience and skills in light water reactor technology. The PBMR was originally planned to
be a 190 MWth modular nuclear power reactor using a helium cooled Brayton direct cycle; that is
dispensing with the more conventional Rankine cycle utilising a steam generator and turbine. This
evolved in time, first to a 235 MWth and finally to a 400 MWth system.
The nuclear pebble fuel required for the reactor was defined at the outset to be the spherical high
temperature fuel made for the German HTR programme. The fuel project was integrated into the
overall project schedule to ensure that the nuclear fuel was qualified and available at the start‐up of
the first reactor.
The PBMR fuel project was divided into three parts; being fuel design, establishment of a fuel
manufacturing plant and the Fuel Development Laboratories (FDL). This paper focuses on the FDL,
which was responsible for establishing the fuel manufacturing technology for PBMR in South Africa.
In the early 1990s South Africa made the decision to close the Pressurized Water Reactor (PWR)
fuel manufacturing facility at Necsa’s Pelindaba site. This facility had supplied nuclear fuel to South
Africa’s (and Africa’s) only commercial nuclear power reactors at Koeberg in the Western Cape. A
small group of engineers that were involved in the production of the PWR fuel started the PBMR fuel
project in 1997/98 and ultimately established the FDL in some of the buildings previously used for
the manufacture of the PWR fuel.
The FDL developed a staff complement of 66 over the ten years from 1999 to 2010. The core staff
with nuclear fuel experience and the carefully selected young engineers and scientists offered an
ideal opportunity to develop a young integrated team to acquire the skills and experience in a
business that had worldwide and locally been ageing since few significant nuclear projects were
launched in the recent past. The development of these young talents turned out to be highly
successful.
The PBMR Fuel Product.
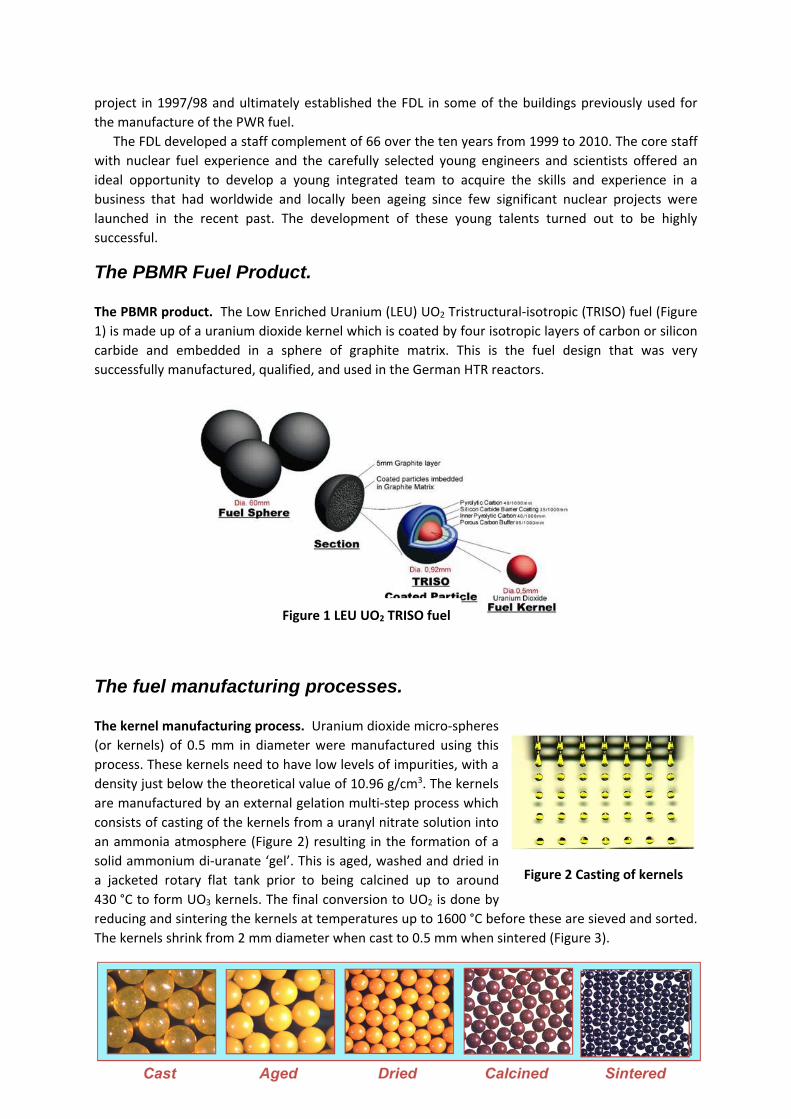
The PBMR product. The Low Enriched Uranium (LEU) UO2 Tristructural‐isotropic (TRISO) fuel (Figure
1) is made up of a uranium dioxide kernel which is coated by four isotropic layers of carbon or silicon
carbide and embedded in a sphere of graphite matrix. This is the fuel design that was very
successfully manufactured, qualified, and used in the German HTR reactors.
The fuel manufacturing processes.
The kernel manufacturing process. Uranium dioxide micro‐spheres
(or kernels) of 0.5 mm in diameter were manufactured using this
process. These kernels need to have low levels of impurities, with a
density just below the theoretical value of 10.96 g/cm3. The kernels
are manufactured by an external gelation multi‐step process which
consists of casting of the kernels from a uranyl nitrate solution into
an ammonia atmosphere (Figure 2) resulting in the formation of a
solid ammonium di‐uranate ‘gel’. This is aged, washed and dried in
a jacketed rotary flat tank prior to being calcined up to around
430 °C to form UO3 kernels. The final conversion to UO2 is done by
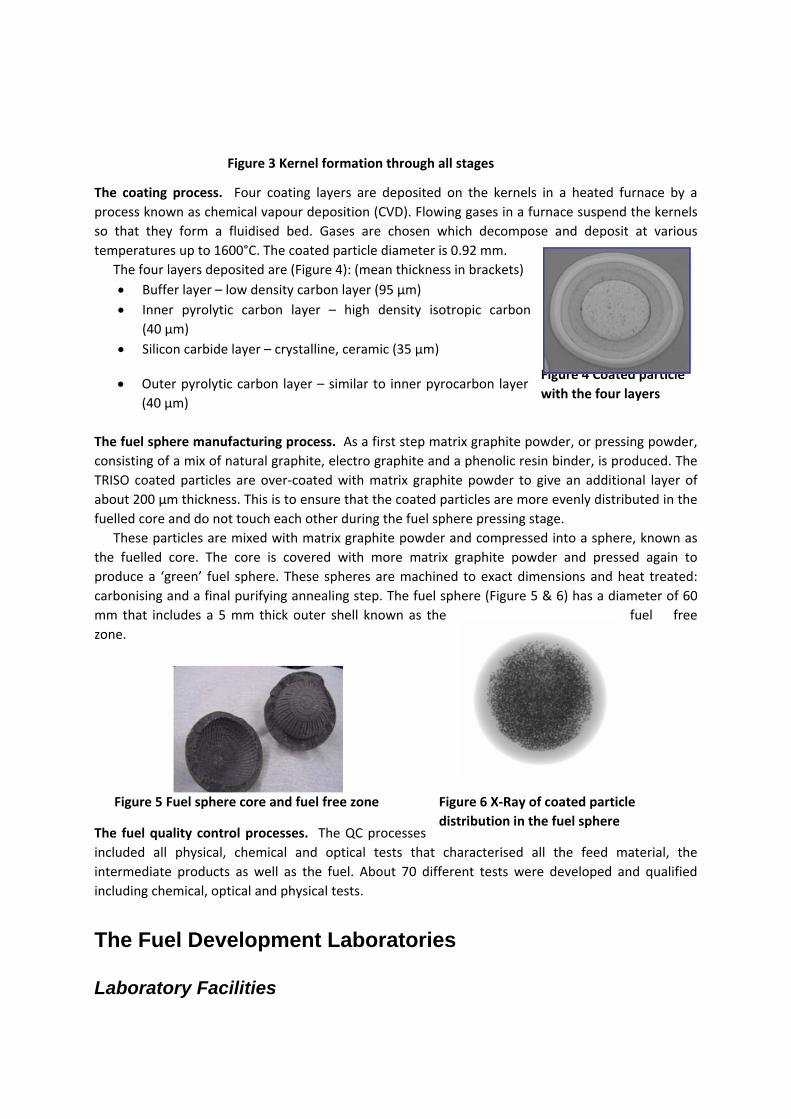
reducing and sintering the kernels at temperatures up to 1600 °C before these are sieved and sorted.
The kernels shrink from 2 mm diameter when cast to 0.5 mm when sintered (Figure 3).
Figure 2 Casting of kernels
Figure 1 LEU UO2 TRISO fuel
The coating process. Four coating layers are deposited on the kernels in a heated furnace by a
process known as chemical vapour deposition (CVD). Flowing gases in a furnace suspend the kernels
so that they form a fluidised bed. Gases are chosen which decompose and deposit at various
temperatures up to 1600°C. The coated particle diameter is 0.92 mm. The four layers deposited are (Figure 4): (mean thickness in brackets)
Buffer layer – low density carbon layer (95 μm)
Inner pyrolytic carbon layer – high density isotropic carbon
(40 μm)
Silicon carbide layer – crystalline, ceramic (35 μm)
Outer pyrolytic carbon layer – similar to inner pyrocarbon layer
(40 μm)
The fuel sphere manufacturing process. As a first step matrix graphite powder, or pressing powder,
consisting of a mix of natural graphite, electro graphite and a phenolic resin binder, is produced. The
TRISO coated particles are over‐coated with matrix graphite powder to give an additional layer of
about 200 µm thickness. This is to ensure that the coated particles are more evenly distributed in the
fuelled core and do not touch each other during the fuel sphere pressing stage.
These particles are mixed with matrix graphite powder and compressed into a sphere, known as
the fuelled core. The core is covered with more matrix graphite powder and pressed again to
produce a ‘green’ fuel sphere. These spheres are machined to exact dimensions and heat treated:
carbonising and a final purifying annealing step. The fuel sphere (Figure 5 & 6) has a diameter of 60
mm that includes a 5 mm thick outer shell known as the fuel free
zone.
The fuel quality control processes. The QC processes
included all physical, chemical and optical tests that characterised all the feed material, the
intermediate products as well as the fuel. About 70 different tests were developed and qualified
including chemical, optical and physical tests.
The Fuel Development Laboratories Laboratory Facilities
Figure 3 Kernel formation through all stages
Figure 4 Coated particle
with the four layers
Figure 5 Fuel sphere core and fuel free zone Figure 6 X‐Ray of coated particle
distribution in the fuel sphere
The Fuel Development Laboratories (FDL). These were located in radiologically classified buildings
on Necsa’s Pelinbada. These laboratories were operated by PBMR staff of which a number of key
people were seconded to Necsa for certain responsibilities associated with the Safety, Health,
Environment and Quality (SHEQ), radiological safety and licensing requirements; ensuring
operational control by Necsa. All laboratories processed depleted uranium and a single campaign
was licensed for using LEU. Utilities were supplied by the Necsa site including electricity, water,
steam and compressed air. The FDL consisted of four laboratories and various support functions.
‐ The Kernel Laboratory
‐ The Coating Laboratory
‐ The Fuel Sphere (or Graphite) Laboratory
‐ The QC Test Laboratory
Although they were termed laboratories they contained some full size production equipment units,
mainly for the processes that could have an impact on the quality of the product in the fuel plant.
The Kernel Laboratory. This was a chemical process plant in which the casting columns (Figure 7)
and sorting tables were full size plant capacity. The Ageing,
Washing and Drying (AWD) vessel was roughly 80% of full
scale. The calcining and sintering furnaces and other
equipment were laboratory scale equipment. This
laboratory was used to produce depleted, natural and LEU
kernels. The laboratory had a capacity to produce 2 kg
uranium kernels per week and was in a process of scaling
up to 5 kg uranium kernels per week. Apart from
measurement and control as well as standard laboratory
equipment all the equipment was designed and built locally
in South Africa.
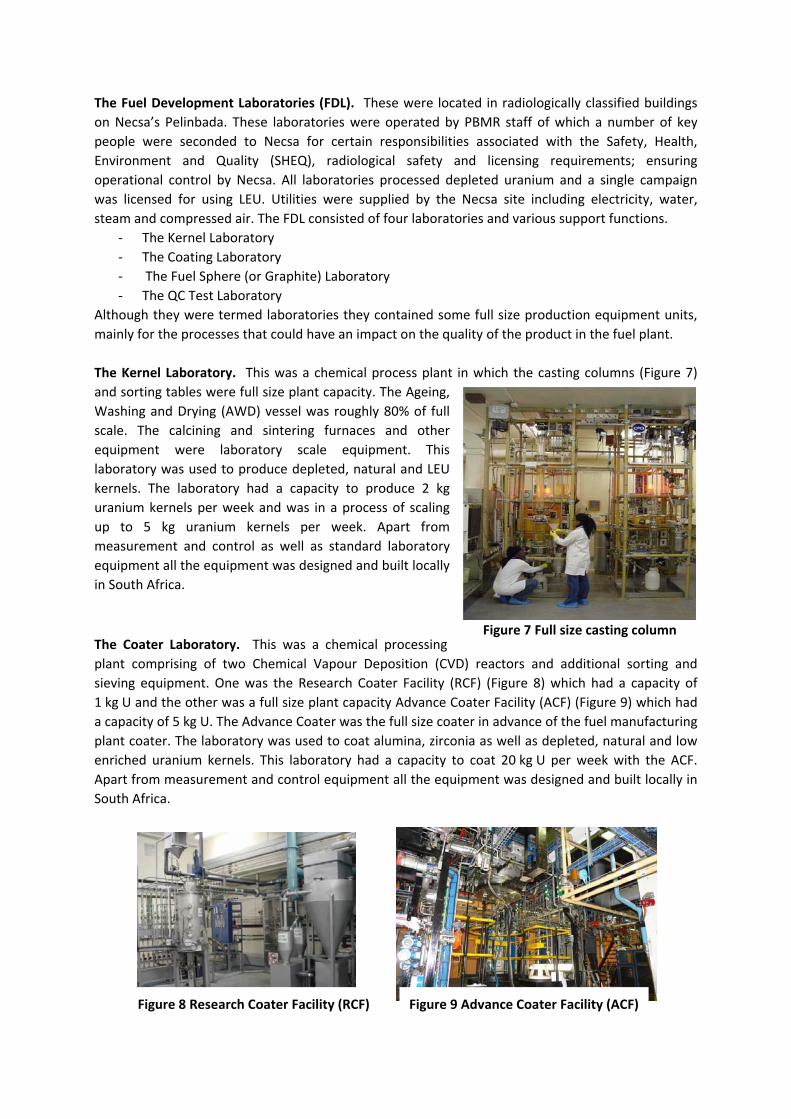
The Coater Laboratory. This was a chemical processing
plant comprising of two Chemical Vapour Deposition (CVD) reactors and additional sorting and
sieving equipment. One was the Research Coater Facility (RCF) (Figure 8) which had a capacity of
1 kg U and the other was a full size plant capacity Advance Coater Facility (ACF) (Figure 9) which had
a capacity of 5 kg U. The Advance Coater was the full size coater in advance of the fuel manufacturing
plant coater. The laboratory was used to coat alumina, zirconia as well as depleted, natural and low
enriched uranium kernels. This laboratory had a capacity to coat 20 kg U per week with the ACF.
Apart from measurement and control equipment all the equipment was designed and built locally in
South Africa.
Figure 7 Full size casting column
Figure 9 Advance Coater Facility (ACF) Figure 8 Research Coater Facility (RCF)

The Fuel Sphere Laboratory. This was a mechanical process
laboratory in which the presses (Figure 10), equipment to
manufacture resin moulds and the sorting tables were full
size plant capacity. The equipment to overcoat, sieve and split
particles, to mix graphite powders, to machine spheres as
well as the carbonising furnace and the high temperature
vacuum furnace for annealing was scaled down to laboratory
size equipment. This laboratory was used to produce fuel
spheres containing zirconia as well depleted, natural and low
enriched uranium coated particles. Graphite spheres containing no particles were also produced in
this laboratory. The laboratory had a capacity to produce 35 spheres per week. Apart from the high
temperature vacuum furnace, measurement and control equipment all the equipment was designed
and built locally in South Africa.
The Quality Control Test Laboratory. This laboratory consisted of four sub‐laboratories including a
wet chemical laboratory, a graphite testing laboratory (Figure 11), a sorting and sample preparation
laboratory (Figure 12) and an optical laboratory (figure 13). All the testing and analysis equipment
was full scale and the laboratory was established to support a small fuel manufacturing plant.
Standard analysis and testing equipment was mostly imported and most of the dedicated equipment
developed and built locally. This laboratory was used to analyse depleted, natural and low enriched
uranium products as well as the non‐nuclear materials such as the graphite powders and resin,
consumable gasses and liquid chemicals. The laboratory had a capacity to support all the
development and qualification tests and was planned to later, with the duplication of a few pieces of
equipment, support a 430,000 fuel sphere per annum manufacturing plant.
Management Systems
The Fuel Development Laboratories Management Systems. These comprised of a number of
systems. It is mandatory for any nuclear facility working with uranium to implement controls for
security, conventional and radiological safety, uranium accounting, quality assurance and licensing in
South Africa.
The security, conventional and radiological safety, being NNR (Nuclear National Regulator) and
Necsa site requirements, were well defined in Necsa procedures and instructions, which the FDL had
to comply with being a nuclear facility operating on Necsa’s site. These systems were implemented
and maintained by staff that had extensive previous experience in nuclear facilities on the Necsa site.
Figure 10 Full scale presses
Figure 13 Optical laboratory Figure 11 Graphite laboratory Figure 12 QC Sorting tables
The Quality Assurance System. This system complied with the ISO 9001 (ISO, 2009) and ASME
NQA‐1 (ASME, 2008) requirements to ensure compliance to NNR, international and US nuclear
quality requirements. The system was established, implemented and maintained by experienced
staff that had previously been involved with such systems in South Africa’s fuel plants that had
produced Pressurized Water Reactor (PWR) fuel for the Koeberg Power Plant and is still producing
Material Test Reactor (MTR) fuel for the SAFARI‐1 reactor. One part of this system that was complex
was the traceability system. It was able to make up a full trace of any product down to all the
sources, including materials, operators and inspectors, work instructions used, appropriate masses
and any and all splitting and combining of production lots. This system can also do an upward trace
from any source material or operator, etc. to all final products affected thereby. During a successful
audit by a US DOE, QA expert, the FDL received compliments on the good QA management and the
expert was impressed by the traceability system; which was so well developed and implemented.
The US DOE QA audit was a prerequisite for loading any of FDL’s fuel into the US test reactor for
irradiation testing.
The Safeguards System. This system which accounts for all the uranium in all the facilities is
overseen and annually physically inspected by experts from the International Atomic Energy Agency
(IAEA) from Vienna. The requirements for this system are defined in numerous IAEA documents. The
system was established, implemented and maintained by experienced staff that had previously been
involved in such systems in South Africa’s nuclear fuel manufacturing facilities. There were some
challenges for the FDL with respect to establishing an acceptable Material Unaccounted For (MUF)
value. This was a value made up of sampling errors, analysis errors, as well as material lost in filters
and cleaning equipment. The challenge in general for the FDL accounting was the handling of the
millions of small masses (individual kernels and coated particles contain on average 0.62 mg uranium
and being electrostatic were often difficult to control).
Project Management. This was handled in a very effective manner using MS Projects as a tool. There
were two levels of scheduling and the approach was to manage the overall project carefully ensuring
that the essential activities were reviewed and discussed regularly. During regular project meeting
solutions were always found to prevent delays. One of the most critical dates was the delivery of
9,6% enriched uranium coated particles for irradiation tests in the US. Due to the US AGR ‐ 2 Reactor
outage date the particles had to be ready for loading at that point. This date could not be delayed
and it was made very clear by the US DOE in regular project telephone conferences that the FDL test
fuel would be excluded from the New Generation Nuclear Plant (NGNP) project if not delivered on
time. Similarly the Russian irradiation tests samples had to be on time. The fuel for both the US DOE
and Russian irradiation tests were delivered on time.
The NNR Licensing. The licensing of the laboratories included maintaining and amending the licence
for the laboratories. This was a time consuming process requiring many submissions to obtain
approvals for commissioning new facilities and processes. Due to selected plant scale equipment for
some processes, the FDL was not treated strictly as a laboratory by the NNR. The enriched uranium
campaign was a once off approval for the manufacture of three lots. The licensing process was
complicated since it had to flow via Necsa and there were many delays and communication
challenges. The flow of information was formalised and apart from the RD 0034 (NNR, 2008)
requirements the NNR approached its involvement on the basis that FDL had to make submissions
for changes and generate the applicable documents required after which the NNR would respond.
FDL developed a one week introductory course on HTR fuel for PBMR, ESKOM and NNR client
representatives that covered presentations on everything including the history, organisation,

management systems, raw materials, fuel equivalence, qualifications and the project status as well as
afternoon visits to each of the laboratories. The intention was to be pro‐active to get all stakeholders
informed on the product, processes, challenges and intentions but this was declined by the NNR
shortly before the course since this may have biased their independence.
Staff
The FDL staff. The staff complement was the most valuable asset which was developed over 10
years and was a great success. The management style was based on empowerment and a strong
team approach. Throughout, the management structures changed as required and this also provided
opportunities towards the latter years for some of the promising young talent to move into
management positions. The FDL staff complement (Figure 13) consisted of staff 14 Scientists and
Engineers; 26 Technologists and Technicians and 26 mostly experienced Support and Administrative
Staff.
The objective to transfer and establish the HTR Fuel technology as soon as possible in South Africa
required an appropriate philosophy for staff development. The project had two distinct requirements
for human resources, namely the ones that could be sourced locally with exactly the required skills
for the support systems, and the other being the fuel technical staff that had to be developed. This
presented the opportunity to develop and empower a new young generation of technical staff in a
well‐defined nuclear environment making every effort the meet the Government’s transformation
targets. This approach had the advantage that the project could focus on the technology
development and empowerment without being burdened with the development and
implementation problems of the support systems. The entire FDL staff complement was South
African.
The Support Staff. The support staff implemented, maintained and managed the security,
conventional and radiological safety, uranium accounting, quality assurance, licensing and the
normal project management systems. The staff primarily responsible for these functions included
persons that had spent many years in Necsa’s nuclear facilities and needed no support. They adapted
and implemented these systems which included the training of the young generation engineers and
scientists who were not yet used to this nuclear culture.
Figure 13 FDL staff complement
The Technical Staff. There was a core of experienced technical staff involved in PWR and MTR
nuclear fuel activities in the past that were part of this group. This core of 8 had 200 years of
cumulative experience in nuclear fuel manufacturing. The remainder of about 70% of the technical
staff had just finished their studies and some had a few years of experience. This had the distinct
advantage that they were open to new cultures and technologies and not focussed on specific fields.
The great advantage for the development of the young staff was the time constraints of the project.
Technology had to be transferred, technical documentation generated, equipment and processes
specified and designed, equipment and processes commissioned and qualified and operating the
laboratories. The staff had the opportunity to be involved in all of these steps. And this took place in
a well‐controlled nuclear facility environment. The result was a mainly young, ambitious and
enthusiastic technical group that had adopted a good culture to work under systems controlling
nuclear plants and becoming experts in their areas of processing or quality control for high
temperature nuclear fuel.
The Fuel Development Project Objectives The Objectives of the FDL were:
• To transfer and establish the German HTR fuel manufacturing technology in South Africa
• To manufacture “Advance Fuel” for irradiation testing
• To manufacture “Qualification Fuel” for irradiation testing
• To support the commissioning and operations of PBMR Fuel Plants
• The development of commercial manufacturing processes in order to reduce the fuel
manufacturing and fuel cycle costs as far as possible
• To perform development of future fuel.
Project Plan
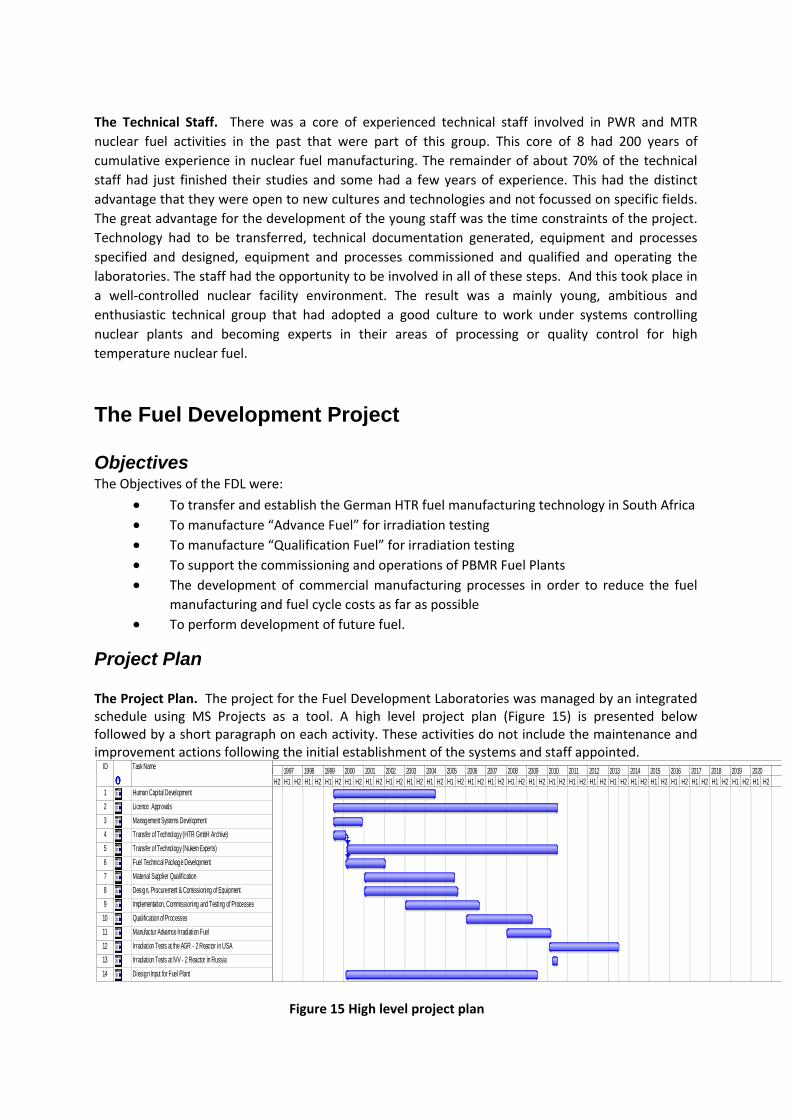
The Project Plan. The project for the Fuel Development Laboratories was managed by an integrated schedule using MS Projects as a tool. A high level project plan (Figure 15) is presented below followed by a short paragraph on each activity. These activities do not include the maintenance and improvement actions following the initial establishment of the systems and staff appointed.
ID Task Name
1 Human Capital Development
2 Licence Approvals
3 Management Systems Development
4 Transfer of Technology (HTR GmbH Archive)
5 Transfer of Technology (Nukem Experts)
6 Fuel Technical Package Development
7 Material Supplier Qualification
8 Design, Procurement & Comissioning of Equipment
9 Implementation, Commissioning and Testing of Processes
10 Qualification of Processes
11 Manufactur Advamce Irradiation Fuel
12 Irradiation Tests at the AGR - 2 Reactor in USA
13 Irradiation Tests at IVV - 2 Reactor in Russia
14 Diesign Input for Fuel Plant
H2 H1 H2 H1 H2 H1 H2 H1 H2 H1 H2 H1 H2 H1 H2 H1 H2 H1 H2 H1 H2 H1 H2 H1 H2 H1 H2 H1 H2 H1 H2 H1 H2 H1 H2 H1 H2 H1 H2 H1 H2 H1 H2 H1 H2 H1 H2 H1 H26 1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020
Figure 15 High level project plan

Appointment and Development of Human Capital. The philosophy was to only appoint people that
had the educational background required for the position, had the skills or the potential to acquire
these skills, experience where this was required such as for system implementation and the
character to fit into the behavioural culture of FDL. The behavioural culture was a team approach;
responsibilities were fully delegated empowering incumbents but providing support, leadership and
development as required; encouraging communication at all levels and humour was welcomed.
Positions that were required to develop and implement supporting systems were filled without delay
with experienced staff from the nuclear industry. The technical posts required were filled by some
core experienced scientists and engineers to take the lead immediately and the remaining posts
were filled as the laboratories were established and focused on young promising talent which proved
to be very successful. The project started with a few staff members and ramped up to the required
number in about the first four years after which there was a very small increase in numbers.
The Management Systems. These were scheduled to be implemented without delay since all of
these were required to either operate under the statutory and regulatory requirements or to
manage the project. There were obviously many changes and refinements to these systems as the
project progressed and the organisation developed. Training on these systems was a continuous
activity as these systems were implemented and revised. Good configuration control added to
succeed to meet the schedule.
The Transfer of Technology. This involved the transfer of the German HTR fuel manufacturing
technology which was developed over many years and deemed the best in the world when the
project was terminated in 1989 in Germany after Chernobyl, when Germany decided to start
withdrawing from new nuclear builds. PBMR’s philosophy was to use German reference fuel as a
basis for licensing which implied that the fuel should be equivalent being a replica of the German
reference fuel to bank in on the qualification tests. This was the reason that the approach was to
replicate the German equipment and processes to produce equivalent fuel to the German program
for irradiation tests. The information of this TRISO fuel technology was archived in a comprehensive
data base at HTR GmbH which was a joint venture company between Siemens and ABB with whom
Eskom had an agreement for the non‐exclusive rights to HTR knowhow. PBMR had an agreement to
access this data which consisted of documents and drawings. In addition to this PBMR was in the
fortunate position that, although retired, the German key experts in the fuel project on kernels,
coatings, graphite, QC and overall management were still available for consultation. Under a
contractual agreement access to these key persons, known as the “old wise men” in the FDL project,
was possible. This was invaluable since technology always resorts in the documentation and the
minds of people involved. FDL made every effort to establish a very good relationship with the “old
wise men” and this proved to be a great success.
The transfer of the data from Germany was achieved by scanning all documents and drawings
which were then categorized and the critical ones identified. These had to be translated and were a
direct input into the generation of FDL’s technical documentation. The translated documents as well
as FDL’s technical documentation were formally reviewed with the “old wise men” to ensure that
there were no misinterpretations. Many hours were spent on this effort to ensure that no incorrect
data was used as a technical basis for the program. Thereafter followed the design and establishment
of equipment as well as the implementation and commissioning of all processes. This was followed
by the qualification of the processes as well as the manufacture of the advance fuel. During all of
these stages extensive use was made of the “old wise men” at each defined review point in the
program. These interactions were all integrated into the schedule and throughout the program many
hours were spent in Germany and South Africa by both FDL staff and the “wise old men” reviewing
the equipment, processes and products. This approach of transferring the technology proved very
successful and was one of the important contributors to the success of the project.
The Technical Documentation. The technical documentation was established in the structure
defined by the QA management system and included a Fuel Technical Package (FTP) as well as level
three technical documentation. This documentation was based on the German reference data. The
FTP defined the product and included Product Specifications, Inspection Specifications, Material
Specifications and Internal Release Specifications. Some of the more important level three
documentation included equipment data packs, work instructions, inspection instructions, operating
procedures, training instructions and parameter lists. The FTP was established and approved as a
priority in order to be able to establish the laboratories and all specifications were reviewed by the
“wise old men”. This was followed by the generation of level three documentation as the project
progressed and laboratories were established.
The National Nuclear Regulator . The NNR required the nuclear facility to operate under a licence in
accordance with the requirements of RD 0034 (NNR, 2008). The arrangement was not easy since the
FDL team operated on the Necsa site under secondment and all licensing applications had to be
channelled via Necsa to the NNR. Although there was a baseline licence under which FDL operated
the modus operandi was that for all the development work and new laboratory equipment licence
change requests had to be approved. These activities were integrated into the schedule for the
various aspects such as new processes, new equipment and different nuclear materials. FDL only
made use of one experienced person to write and manage the interaction and submittals with the
NNR via Necsa. FDL experienced by far the longest delays awaiting responses and approvals to
proceed with work from the NNR. Licensing was clearly the critical path in the project. Although
there were some delays due to technical and supplier problems, none of these ever delayed the
project since the licensing delays were always longer. There were cases where FDL waited up to a
year for. The licensing was the biggest challenge with respect to the schedule.
Design, procurement, construction, installation and commissioning of equipment. These activities
proceeded as soon as the technical data packs for the equipment had been finalized and reviewed by
the “wise old men”. This was followed as for commercial projects by the design, procurement,
construction, installation and commissioning. The QC laboratory had priority in order to support the
other laboratories. During commissioning of the important equipment, interaction with the “wise old
men“ was ensured. The ACF was the equipment which took the longest and was sub‐contracted to a
South African company. Apart from the ACF the schedule delays during this phase were minimal and
did not negatively affect the overall schedule.
The implementation, commissioning and testing of processes. This could only proceed once the
equipment had been commissioned. With the same priorities as for the equipment the QC laboratory
enjoyed priority. This phase required close interaction with the “old wise men” since this is the area
where the detail was not always recorded. The process development of the ACF (full industrial size)
proved to be the biggest challenge worsened by the regulatory interventions since this piece of
equipment was large and new technology to the regulator. While some FDL laboratories were
handled as laboratories by them, they viewed the full size ACF as a production facility and handled
this with more stringent requirements. Although there were schedule delays during this phase none

appeared on the critical path due to the longest delays consistently being on the licensing process.
Test programs were scheduled and executed to determine all process parameters before
qualification could proceed.
Material Supplier Qualification . This was a very challenging task since the natural graphite,
synthetic graphite, phenol resin and uranium had to be the same as used by the German program.
The uranium is a commodity and really only required the specification. For the other three materials
FDL approached the original suppliers of the German program and had to re‐establish the process,
testing and quality requirements since these were not part of the HTR GmbH data but company
specific. Involving the “wise old men” FDL managed to obtain this information, perform comparative
tests with material still available and subsequently qualify the suppliers. From a schedule point of
view this was quite critical since the graphite laboratory was dependent on these three materials for
commissioning, testing and qualification.
The qualification of processes. This was a very important activity scheduled after successful test
programs had been completed on all processes. This was the point at which all equipment,
processes, instructions and parameters were frozen. Materials were only used from qualified
suppliers and staff had to be trained and qualified to perform the work. Prior to the production of
the standard quality runs an equivalence review was undertaken with the “old wise men” looking at
each piece of equipment, manufacturing process, QC process and material used to ensure that this
was as equivalent as possible in order to ensure that replica fuel could be manufactured. This
program required each laboratory to produce 10 lots of product which was staggered so that the
coater laboratory could produce their particles from qualified kernels and similar for the fuel
spheres. From these ten lots a standard quality was determined which was statistically calculated on
the same basis as the German standard quality for which FDL had the data. This exercise was
carefully overseen by the “old wise men” to ensure that FDL would be ready to produce 9,6%
enriched irradiation fuel with a low risk of not meeting specification and equivalence. The burn leach
statistics as presented in (Nabielek, 2010) demonstrated that the PBMR fuel compared very well with
the German reference fuel.
The Manufacture of Advance Fuel for Irradiation. This was based on two lots of coated particles and
was a great success. The required number of coated particles was sent to the Oak Ridge National
Laboratories in the US for compaction into cylindrical fuel compacts (Figure 16). This work was
overseen by FDL experts in the relevant area. The fuel spheres for the Russian irradiation test (Figure
17) as well as the fuel spheres earmarked for the EU program were all completed within the schedule
and deemed a great success.
Figure 16 Cylindrical fuel compacts Figure 17 Russian irradiation test spheres

The Advance Fuel Performance . The Advance Fuel was test fuel in advance of the qualification fuel. Irradiation testing of FDL advance production coated particles is progressing as planned in US irradiation test AGR‐2. In this test SA, US, and French coated particle compacts are being irradiated in a single irradiation rig in the ATR at Idaho National Laboratory. No failure due to irradiation has occurred to date and measured R/B values indicate that SA fuel is performing very well. The R/B values are the release‐to‐birth ratios of selected nuclides which provide initial fuel performance and quality indicators. Irradiation testing of fuel spheres in the Russian Federation was terminated when the SA government brought the PBMR project to an end. However, two fuel spheres were irradiated for about three weeks in order to test and calibrate the full scale irradiation rig. R/B values measured over a wide temperature range during calibration were found to be comparable to values for similar measurements on German fuel. SA fuel spheres intended for EU irradiation tests were never delivered, since they were the last in line and by that time the SA government had terminated the PBMR project. The design input for the Commercial Fuel Plant . This was an ongoing activity in the form of participation at reviews within the fuel plant design phase and also hands‐on reviews in the laboratories to ensure that the design engineers understood the processes. It was vital that the plant processes would be equivalent to the laboratory ones and that the equipment that was deemed critical and established in plant size capacity in the laboratories would be used in the plant. This was important since the laboratories planned to produce qualification fuel for the PBMR reactor which would represent the fuel from the future fuel manufacturing plant.
The Lessons Learnt
Human Capital. The human capital developed over ten years was a great success empowering the people involved
and meeting the government’s transformation requirements at the same time. If approached
properly, it is possible to develop human capital in South Africa for any high technology industry
meeting transformation targets provided that adequate time and resources are made available. This
was a positive lesson learnt from the PBMR FDL project.
The termination of the PBMR project on the other hand resulted in this human capital that was so
competent and devoted to work in the nuclear industry being left to their own devices. They were
very disappointed after pursuing a career path for ten years of their working life expecting a good
future in the nuclear industry. Most of them have left the nuclear industry. After the announcement
to terminate the PBMR project a small group was tasked to document and package the PBMR know‐
how and assets over a two and a half year period, as an intellectual property for the company. In
contrast, the human capital asset which is vital to the project was literally disposed of with a
retrenchment notice of one month. There was no plan in place for any preservation of this human
capital asset. The nuclear business is of long term nature and countries like Korea (Byung‐Koo, 2009)
spent two decades after 1958 as a seeding period for their nuclear science, centred around their
TRIGA research reactors, which clearly demonstrated that a long term plan had to be in place to
develop the human capital for the industry to make it a success which they certainly managed.
Although possible solutions and alternatives were communicated on numerous occasions for the
continuation of the nuclear fuel laboratories, as local and international fuel research facilities, this
was not heeded. It could have ensured the maintenance of the human capital and established a
technology core for nuclear fuel research and development which could have supported present and
future fuel as well as other nuclear related programs. The lesson learnt is that nuclear projects need
a long term strategy to be successful and should only go ahead if they are confirmed and ratified by
Government and stakeholders. Developing human capital for the nuclear ventures must fit into the
country’s nuclear plan to become a long term sustainable human asset contributing to the country’s
nuclear future.
Nuclear Regulator (NNR) Any nuclear project or program in SA will have to comply with the requirements of the NNR. Since
there are many uncertainties in the process before a licence is approved very good management of
this process is required. The process required FDL to make a submittal and thereafter a response had
to be awaited. The response to submittals usually required additional information and/or
documentation to be submitted. There were no clear guidelines for this process. Communication had
to be carefully tracked since there were literally hundreds of letters linked to corresponding
responses by the NNR. There were no firm commitments on response times by the NNR and if not
followed up regularly could take as long as a year if not urgent. This is not unique to the PBMR
project, but an aspect of licensing. It was vital to have experienced persons that could generate these
submissions and a meticulous follow up system to track the communication and elevate late
responses.
In addition, it was vital to have constant communication with the Necsa Licensing function as well
as the NNR to maintain the chain of interaction from the FDL via Necsa to the NNR. In FDL the
resources were limited for the licensing function. Only towards the end of the project did FDL
establish a management unit to look after the licensing. The lesson learnt was that an activity such as
nuclear licensing has many schedule risks, most of which had to be managed as best possible and
required a very well‐resourced function with experienced staff from the start of the project. An
interactive approach with the regulator designed to still keep them independent in order to avoid
unnecessary time delays should be strived for. This licensing risk is not unique to South Africa, as was
recently observed at the delayed European Pressurized Reactor (EPR) that is being built in Finland
(Laaksonen, 2009). The main lessons learnt included amongst others the risks of new technologies,
correctly resourcing the project and communication between entities; both between contracted
parties / suppliers and with the regulator. All three these, to a greater or lesser degree, resonate with
the FDL’s experience.
Transfer of Technology
The transfer of technology was a great success. It could be attributed to the very detailed logical
approach that was followed. It was recognised that there are three components to the success, firstly
the well‐defined reference data base available as a baseline. The second was the engagement with
experienced staff from the German program that provided invaluable support but had to be
managed properly to keep the “old wise men” satisfied by scheduling the interactions professionally
and not wasting their time. This ensured a good constructive human relationship with them, which
was supported by some of our team speaking their language. Thirdly, the team that interacted from
FDL’s side was young, motivated, interested and keen to learn in order to transfer the technology.
The cold and hot results of the irradiation fuel were the proof that the technology transfer was a big
success. The lesson learnt was that transfer of technology, if properly planned and based on a good
data base with supporting experts and competent staff, can be very successful.
Defining Equivalent Fuel
This was the basis of the project to be able to use the German fuel design and manufacturing
processes to licence the first PBMR reactor in South Africa. After many meetings and discussions with
technical experts, safety experts, fuel experts, reactor experts, client experts, the NNR and
international experts, it became very obvious that PBMR had moved into a very debatable situation
of what equivalent fuel could be defined as. The challenge was that every different discipline
focussed on their requirements of what was important for equivalence and a common agreement
could not be easily found. Once an agreed upon definition was presented to NNR, who had no
experience in high temperature reactors fuel, a very cautious approach was followed. The lesson
learnt was that the equivalence definition of fuel required a very specific project driven by very
experienced experts in the field and being able to constructively engage the stakeholders in this
process.
Sustainability of Nuclear Projects
The establishment of HTR fuel technology was not just a first in South Africa’s nuclear history but also
a first for Africa and the southern hemisphere. Attempts to continue in a constructive way with the
technology established and skills developed, after the announcement of closure of the PBMR project,
included numerous communications to executive management of both Necsa and PBMR, other
decision makers and stake holders, including government, about the value that had been created and
the opportunities that could have been pursued for the Fuel Development Laboratories. This
communication included options such as continuing with the laboratories as a nuclear fuel research
and development laboratory in South Africa, expanding the research and development activities to
PWR and MTR fuels presently being used in the Koeberg and SAFARI ‐ 1 reactor respectively. The spin
off from this project was much larger than perceived or understood and included a world class
technology transfer and human capital development of young scientists and engineers in the nuclear
field, almost all of whom had to change career direction after the project’s termination. The lesson in
this case was that the stakeholders in a country need to commit to and finance such long term
nuclear projects only if these fit into the country’s long term nuclear strategy ratified by Government
and that all the assets developed fit into the bigger picture and are sustainable.
"Those who cannot learn from history are doomed to repeat it." George Santayana
ReferencesASME. The American Society of Mechanical Engineers, ASME NQA-1-2004. Quality Assurance Requirements for Nuclear Facility Applications. 14 March 2008. Byung-Koo, K. Nuclear Silk Road. ISBN: 1456422588. 2009. ISO. International Standards Organisation, International Standard ISO 9001 – 2008. Quality Management Systems Requirement. 15 July 2009.
Laaksonen, J. Regulatory oversight of Olkiluoto 3 (EPR) construction lessons learnt. SMiRT 20 Nuclear Power Technology Conference at Otaniemi. 10–14 August 2009.
Nabielek, H., Tang, C., Müller, A. Recent Advances in HTR Fuel Manufacture. Proceedings of HTR 2010 Prague, Czech Republic. 18-20 October 2010 Paper 094.

NNR. National Nuclear Regulator, RD 0034. Quality and Safety Management Requirements for Nuclear Installations. 15 September 2008.
Biography
Dieter Zimolong is a mechanical engineer with more than 27 years of experience in the nuclear fuel industry. He was involved in the establishment and management of the PWR (Pressurised Water Reactor) and MTR (Material Test Reactor) nuclear fuel manufacturing facilities at Necsa (South African Nuclear Energy Corporation). Dieter Zimolong headed the HTR (High Temperature Fuel) fuel technology transfer and establishment of the FDL (Fuel Development Laboratories), for PBMR, on the Pelindaba site in South Africa. He is currently involved in Necsa’s nuclear materials program and localisation of PWR fuel manufacturing in South Africa.
Recommended