Benefits
� Decades of experience for
biomass and waste fuels
� Outstanding fuel experience and
fuel flexibility
� Minimal fuel preparation requirements
� Reduced O&M costs
� Proven environmentally sound technology
� Modular design and in-house manufacturing
Outotec Energy Products
Outotec Energy Products’ fluidized bed combustion technology and energy systems provide economic and environmental solutions for a wide range of renewable energy applications. With more than one hundred fluidized bed energy systems providing over seven million hours of operating experience, Outotec Energy Products (formerly Energy Products of Idaho - EPI) is an established leader in fluidized bed combustion technology.
002 Outotec Energy Products
Project development support � Project development support from
fuel studies and emissions predictions to permitting and financing assistance
� Fuel testing in dedicated pilot plant based in Coeur d’Alene, Idaho, U.S.A.
� Global support through Outotec’s world wide sales and service network in all continents and twenty four countries
Experience and Fuel flexibility � Vast experience on biomass and waste fuels /
technology development since 1973 � Highest available fuel flexibility � Over two hundred fifty fuels /
fuel mixes have been used in operating units or Outotec’s dedicated pilot plant
� Coarse fuel (4 inch or 100 mm minus) / fine fuels and liquids / gases can be fired in one unit
� Wide variations in fuels (high moisture content up to 60% / high ash content / variable heating values)
Outotec Energy Products
� Precise temperature control and load following from thermal flywheel effect and low fuel inventory (< 3 minutes)
Modular design and In-house manufacturing � Modular design minimizing costly
on-site installation work � In-house manufacturing with skilled and
experienced workforce for high quality � Refractory lining of combustion chamber in
own facilities for high quality
Reduced O&M costs � No moving parts in high temperature areas � Automatic bed media cleaning and
reinjection (no bottom ash)
Environmentally sound � +99% carbon burnout � Complete combustion with all types of fuels � Controlled low temperature operation � LEAR / BACT - lowest uncontrolled CO and
NOx emissions
Outotec Energy Products 003
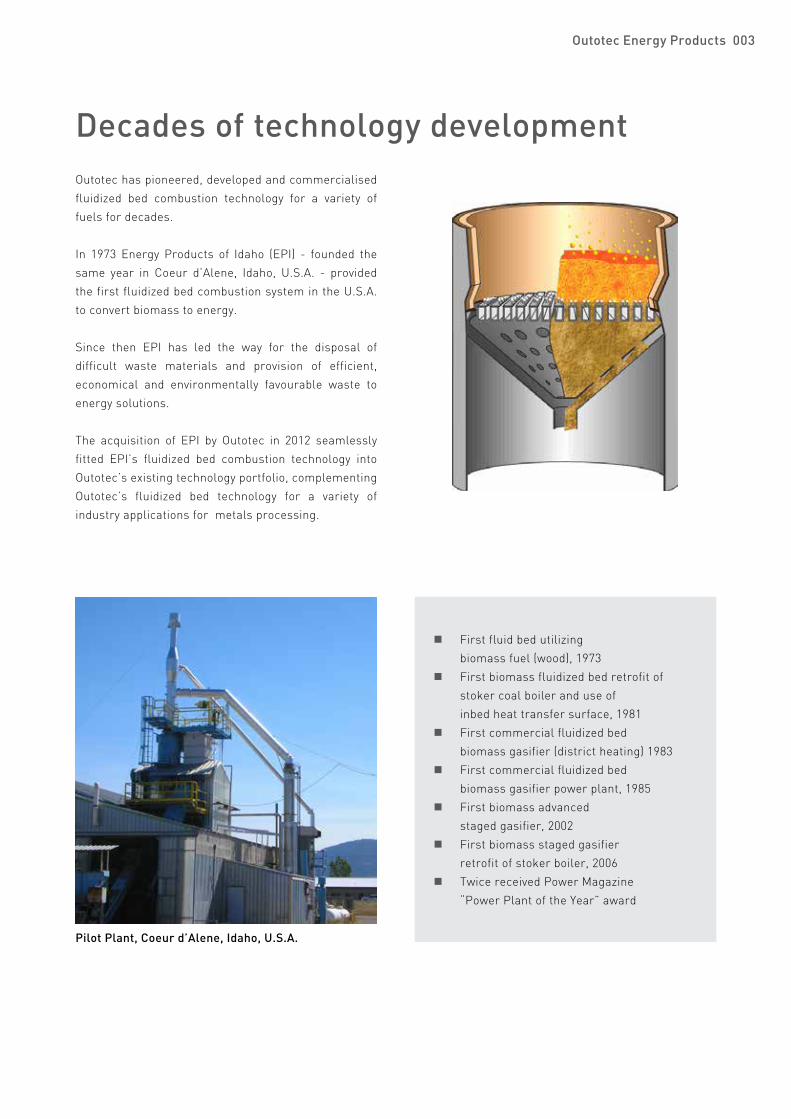
Decades of technology developmentOutotec has pioneered, developed and commercialised fluidized bed combustion technology for a variety of fuels for decades.
In 1973 Energy Products of Idaho (EPI) - founded the same year in Coeur d’Alene, Idaho, U.S.A. - provided the first fluidized bed combustion system in the U.S.A. to convert biomass to energy.
Since then EPI has led the way for the disposal of difficult waste materials and provision of efficient, economical and environmentally favourable waste to energy solutions.
The acquisition of EPI by Outotec in 2012 seamlessly fitted EPI’s fluidized bed combustion technology into Outotec’s existing technology portfolio, complementing Outotec’s fluidized bed technology for a variety of industry applications for metals processing.
� First fluid bed utilizing biomass fuel (wood), 1973
� First biomass fluidized bed retrofit of stoker coal boiler and use of inbed heat transfer surface, 1981
� First commercial fluidized bed biomass gasifier (district heating) 1983
� First commercial fluidized bed biomass gasifier power plant, 1985
� First biomass advanced staged gasifier, 2002
� First biomass staged gasifier retrofit of stoker boiler, 2006
� Twice received Power Magazine “Power Plant of the Year” award
Pilot Plant, Coeur d’Alene, Idaho, U.S.A.

Fluidized bed combustionFluidized bed combustion systems use a heated bed of sand like material suspended (fluidized) within a rising column of air to burn many types and classes of fuel. This technique results in a vast improvement in combustion efficiency of high moisture content fuels, and is adaptable to a variety of fuels. The scrubbing action of the bed material on the fuel particle enhances the combustion process by stripping away the carbon dioxide and char layers that normally form around the fuel particle. This allows oxygen to reach the combustible material much more readily and increases the rate and efficiency of the combustion process.
Environmentally sound energy production
Outotec’s fluidized bed combustion technology is an environmentally favorable, proven solution for the disposal of solid wastes and the generation of energy. The combination of Outotec’s long lasting experience in developing solutions for a wide variety of applications, with the favorable characteristics of fluidized bed combustion makes Outotec the leader in providing environmentally sound waste disposal solutions.
Bed recycle system
The key to Outotec’s dominance of the difficult waste fuel combustion market is the proprietary bed recycle system. Outotec is the only technology provider that offers uniform bed drawdown, integrated air cooling and automatic cleaning and reinjection of the bed material. This innovative feature enables Outotec systems to operate on fuels with significant quantities with a size up to 4 inch (102mm) noncombustible tramp material (contaminants such as rocks, metal etc.). In grate style systems, tramp material and ash slag can cause significant problems requiring a shutdown to correct. In other fluidized bed systems, tramp material can build to the point that fluidization is no longer possible allowing clinkers to form. In these competing systems, a shutdown is thus required to clean out the accumulation.
Complete and efficient combustion
The turbulence in the combustor vapor space combined with the tumultuous scouring effect and thermal inertia
004 Outotec Energy Products
of the bed material provide for complete, controlled and uniform combustion. These factors are vital to maximizing thermal efficiency, minimizing char formation, and controlling emissions. The high efficiency of a fluidized bed combustor makes it particularly well suited to problematic fuels with low energy value and high moisture characteristics. Outotec systems have consistently achieved high combustion efficiencies. In a typical unit, the carbon burnout percentage within the combustor is well in excess of 99 percent.
Fuel diversity
Outotec systems have operated on fuels as diverse as agricultural waste, municipal solid waste, wood wastes, industrial and municipal sludge, plastic, tires and coal. Fluidized bed systems are also capable of efficiently combusting fuels of varying consistency. Outotec units have demonstrated the ability to handle a variety of wastes within a single combustor. Outotec's San Joaquin Valley Energy Project units have logged
Outotec Energy Products 005
operating time on over 68 varieties of agricultural and urban wood waste. Outotec's proprietary bed cleaning system, which removes large non-combustible material from the bottom of the bed, allows Outotec units to burn otherwise problematic fuels with a minimal amount of processing.
Low emissions
Emissions from a fluidized bed unit are inherently lower than conventional technologies for the following reasons:
� low combustion temperatures and low excess air within the bed reduce the formation of certain emissions such as NOx
� high combustion efficiency results in flue gases that contain low amounts of CO
� emissions such as SOx and NOx may be abated within the fluidized bed system by injecting limestone into the bed and ammonia into the vapor space.
� Outotec systems have consistently been accepted as the Best Available Control Technology "BACT" by environmental regulatory agencies.
Favorable ash properties
The high combustion efficiency of a fluidized bed results in a reduced amount of inorganic material in the ash. The remaining larger material consists mainly
of non-combustibles, such as rocks and wire brought contained in the fuel, and coarse sand like neutral particles. Low combustion temperatures in the fluidized bed minimize the formation of toxic materials that may end up in the ash. Ash samples from Outotec systems have consistently been tested nontoxic, and in many instances the ash is sold as input for other products such as cement.
Operating flexibility
Outotec’s fluidized bed systems have demonstrated the ability to operate under a wide range of load conditions. The thermal "fly-wheel" effect of the bed material allows swings in moisture and heating content of the fuel to be absorbed by the system without negative impact. Conversely, the low fuel inventory present in the unit makes it very responsive to varying loads. The fluidized bed also maintains efficiency during system turndown. The operating flexibility demonstrated by existing units has proven quite valuable for customers to take advantage of utility incentive programs for generation that follows electric demand.
Low operating costs
The lack of moving parts in a fluidized bed reduces maintenance costs and down time. Outotec units have achieved high operating availabilities and have kept operating costs relatively low given the difficult fuels being used.
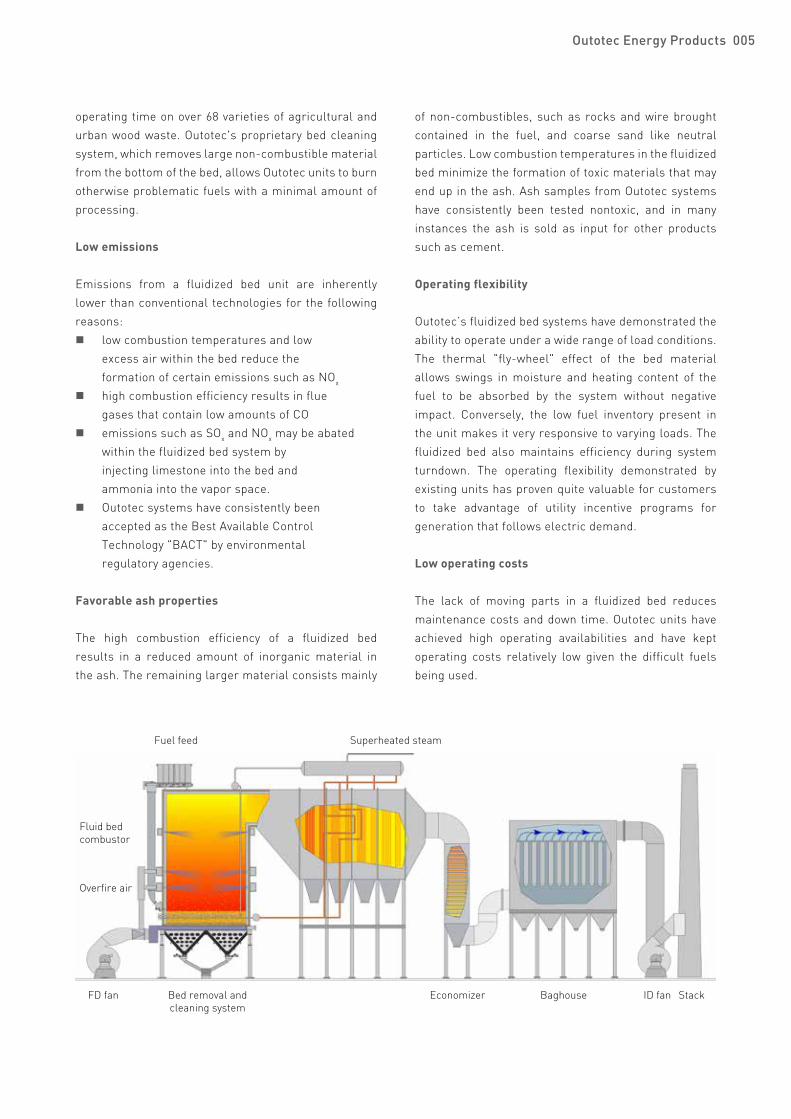
Fuel feed Superheated steam
Overfire air
Fluid bedcombustor
FD fan Bed removal and cleaning system
Economizer Baghouse ID fan Stack
006 Outotec Energy Products
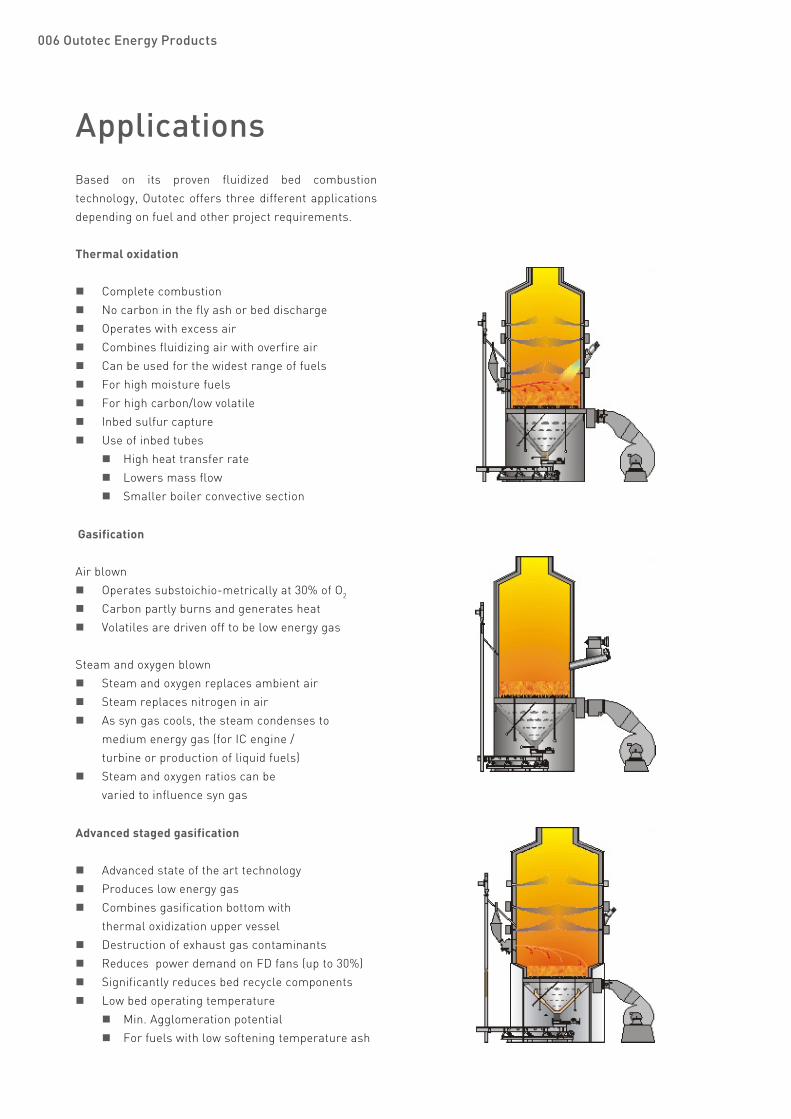
ApplicationsBased on its proven fluidized bed combustion technology, Outotec offers three different applications depending on fuel and other project requirements.
Thermal oxidation
� Complete combustion � No carbon in the fly ash or bed discharge � Operates with excess air � Combines fluidizing air with overfire air � Can be used for the widest range of fuels � For high moisture fuels � For high carbon/low volatile � Inbed sulfur capture � Use of inbed tubes
� High heat transfer rate � Lowers mass flow � Smaller boiler convective section
Gasification
Air blown � Operates substoichio-metrically at 30% of O2
� Carbon partly burns and generates heat � Volatiles are driven off to be low energy gas
Steam and oxygen blown � Steam and oxygen replaces ambient air � Steam replaces nitrogen in air � As syn gas cools, the steam condenses to
medium energy gas (for IC engine / turbine or production of liquid fuels)
� Steam and oxygen ratios can be varied to influence syn gas
Advanced staged gasification
� Advanced state of the art technology � Produces low energy gas � Combines gasification bottom with
thermal oxidization upper vessel � Destruction of exhaust gas contaminants � Reduces power demand on FD fans (up to 30%) � Significantly reduces bed recycle components � Low bed operating temperature
� Min. Agglomeration potential � For fuels with low softening temperature ash
Outotec Energy Products 007
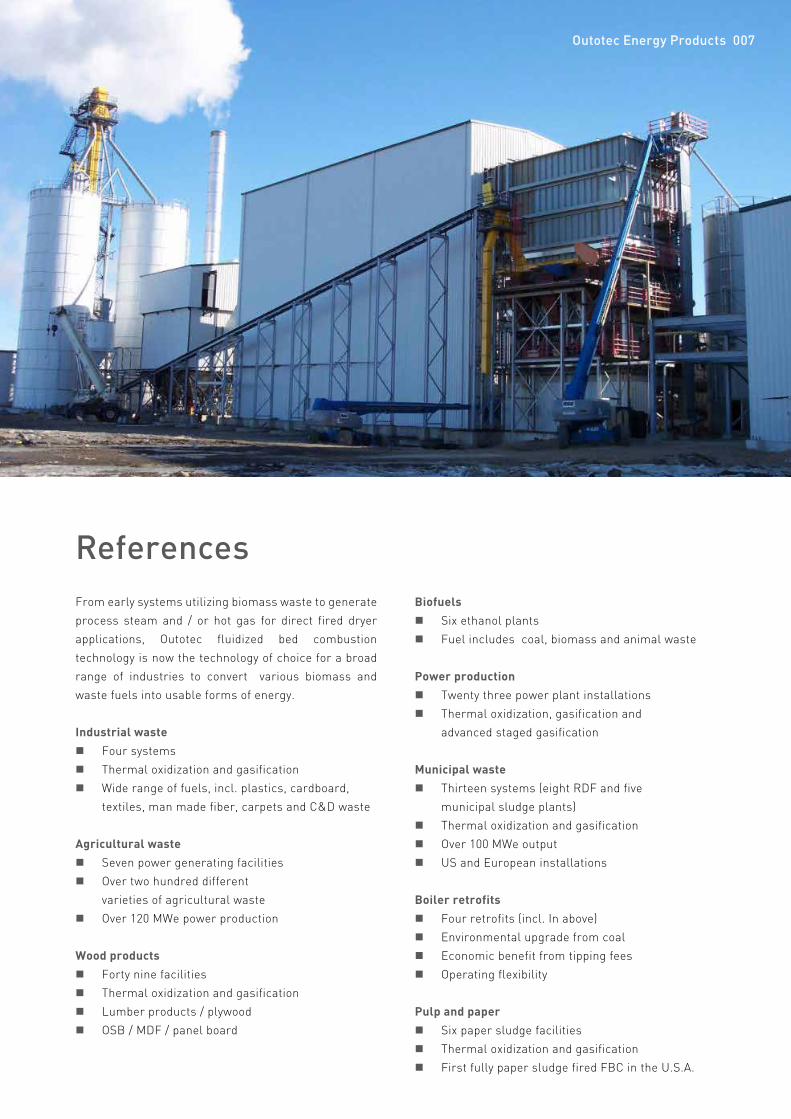
ReferencesFrom early systems utilizing biomass waste to generate process steam and / or hot gas for direct fired dryer applications, Outotec fluidized bed combustion technology is now the technology of choice for a broad range of industries to convert various biomass and waste fuels into usable forms of energy.
Industrial waste � Four systems � Thermal oxidization and gasification � Wide range of fuels, incl. plastics, cardboard,
textiles, man made fiber, carpets and C&D waste
Agricultural waste � Seven power generating facilities � Over two hundred different
varieties of agricultural waste � Over 120 MWe power production
Wood products � Forty nine facilities � Thermal oxidization and gasification � Lumber products / plywood � OSB / MDF / panel board
Biofuels � Six ethanol plants � Fuel includes coal, biomass and animal waste
Power production � Twenty three power plant installations � Thermal oxidization, gasification and
advanced staged gasification
Municipal waste � Thirteen systems (eight RDF and five
municipal sludge plants) � Thermal oxidization and gasification � Over 100 MWe output � US and European installations
Boiler retrofits � Four retrofits (incl. In above) � Environmental upgrade from coal � Economic benefit from tipping fees � Operating flexibility
Pulp and paper � Six paper sludge facilities � Thermal oxidization and gasification � First fully paper sludge fired FBC in the U.S.A.
Agricultural
Alfalfa seed strawAlmond brushAlmond shellsAlmond woodApple woodApricot woodBarley strawBean strawCherry pitsChicken litterCitrus treesCoffee groundsCorn cobsCorn kernelsCorn stalksCotton gin wastesCotton seed hullsCotton stalksCow manureCubed garlicFig cullsFig woodGarlic and onion skinsGrape canesGrape pomaceGrape scaffoldsGrass strawLignin cakeManure + wheat strawNectarine woodOat strawOlive pitsOrange peel and pulpPaunch manurePeach pits
Peach woodPear woodPeatPecan shellsPistachio shellsPistachio woodPlum woodPoultry derived fuelPrune pitsPrune woodRace track shavingsRace track strawRice hullsRice strawSafflower stalksSunflower hullsSwine solidsTobacco sludgesTomato pomaceWalnut shellsWalnut woodWheat middsWheat straw
Industrial waste
Grease, scum and screeningsCardboard sludgeAuto shredded residueCellulose absorbentCarpet scrapsCharCellulose acetateDistillation bottomsCharcoalHospital wasteDried paper sludge
Paper sludgeOil soaked clayPET/Glycol liquidPetroleum tanker sludgePetroleum cokePolyolefinsSontaraTire derived fuelUnburned fuel
Municipal waste
Refused derived fuelWaste water treatment sludge
Wood
BarkHardwoodsRailroad tiesSaw dustSoftwoodsZinc borate OSB wasteBoard plan wastePlaner shavingsSlander dustSlashUrban wood wasteWoodex pellets
Fossil fuels, etc.AnthraciteCoal dustSubbituminousBituminousLigniteSulfite liquor
008 Outotec Energy Products
Fuel flexibilityAt the heart of Outotec’s success is the ability to utilize a wide variety of fuels. Outotec has substantial experience from its operating systems or its pilot plant based in Coeur d’Alene, Idaho, U.S.A. to process amongst others:
Outotec Energy Products 009
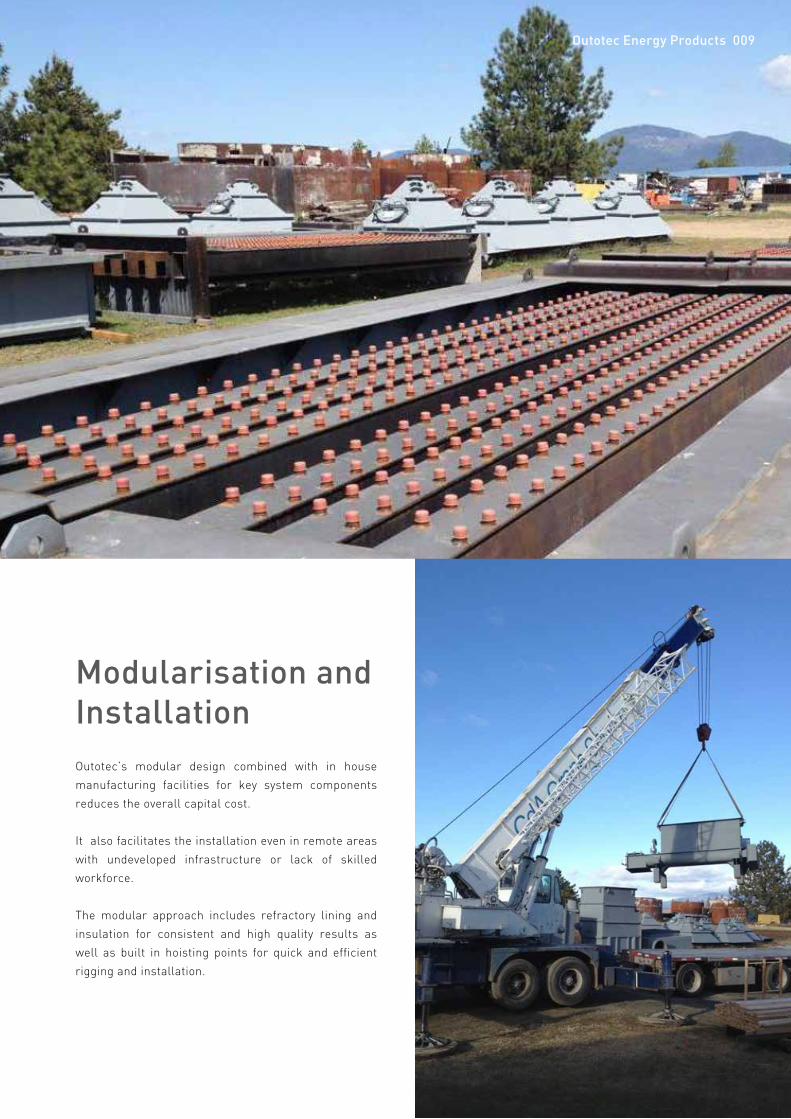
Modularisation andInstallationOutotec’s modular design combined with in house manufacturing facilities for key system components reduces the overall capital cost.
It also facilitates the installation even in remote areas with undeveloped infrastructure or lack of skilled workforce.
The modular approach includes refractory lining and insulation for consistent and high quality results as well as built in hoisting points for quick and efficient rigging and installation.

010 Outotec Energy Products
Key innovations Two major innovations developed by Outotec provide significant improvements in both initial capital cost and ongoing operating costs.
Inbed heat transfer surface
Inbed heat transfer surface extracts energy from the active bed region through a very efficient solid to solid heat transfer process. In this manner a significant portion of the system’s energy output is removed from the bed rather than from the flue gas. In many cases the system’s overall mass flow can be reduced by over 40%.
When comparing a standard 100,000 PPH (45.4 t/h) thermal oxidizer boiler system without inbed heat transfer to one with inbed heat transfer, there is a mass flow reduction of almost 119,000 ACFM (202,182 actual m3/h). In a 250,000 PPH (113.4 t/h) system the reduction is approximately 340,000 ACFM (577,664 actual m3/h) and in a 500,000 PPH (226.8 t/h) system it’s almost 474,500 ACFM (806,181 actual m3/h).
Fluidized bed staged gasification
Staged gasification incorporates a fluidized bed gasifier bottom, operating substoichiometricly, with the long residence time and complete conversion of fuel to thermal energy provided by the expanded upper vapor space of a standard thermal oxidizer.
Staged gasification incorporates two forced draft fans. An underfire air fan, providing high pressure fluidizing air through the bed, and overfire air fan, providing low pressure air to the fluidized bed’s vapor space.
Staged gasification reduces the FD fan horsepower by as much as 30% or more compared to a standard fluidized bed thermal oxidizer using a single FD fan.
System Mass Flow by Technology
AC
FM
Thermal Oxidizer Staged Gasifier w/Inbed Heat Transfer
Staged GasifierThermal Oxidizer w/Inbed Heat Transfer
1800000
1600000
1400000
1200000
1000000
800000
600000
400000
200000
0
100,000 PPH Boiler
250,000 PPH Boiler
500,000 PPH Boiler
Operating Horsepower Thermal Oxidizer vs. Staged Gasifier
Ope
rati
ng H
orse
pow
er
100,000 PPH Boiler 250,000 PPH Boiler
7000
6000
5000
4000
3000
2000
1000
0500,000 PPH Boiler
Thermal Oxidizer
Staged Gasifier
Outotec Energy Products 011
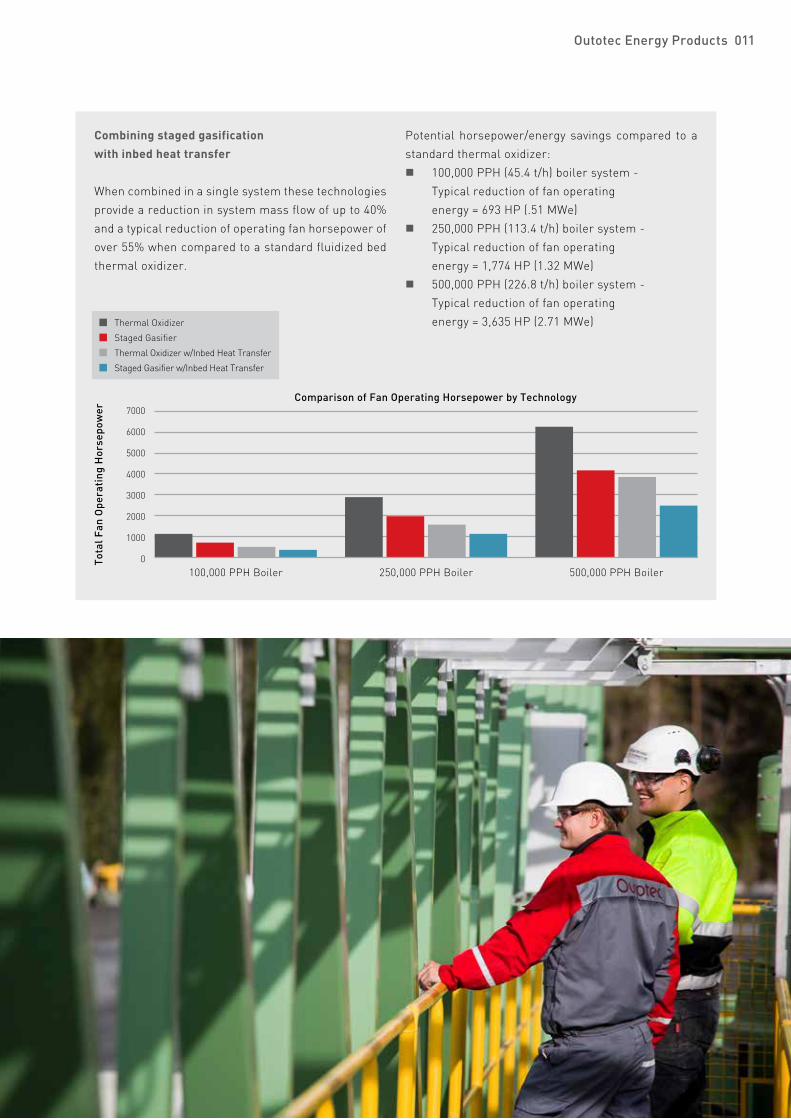
Combining staged gasification with inbed heat transfer
When combined in a single system these technologies provide a reduction in system mass flow of up to 40% and a typical reduction of operating fan horsepower of over 55% when compared to a standard fluidized bed thermal oxidizer.
Potential horsepower/energy savings compared to a standard thermal oxidizer:
� 100,000 PPH (45.4 t/h) boiler system - Typical reduction of fan operating energy = 693 HP (.51 MWe)
� 250,000 PPH (113.4 t/h) boiler system - Typical reduction of fan operating energy = 1,774 HP (1.32 MWe)
� 500,000 PPH (226.8 t/h) boiler system - Typical reduction of fan operating energy = 3,635 HP (2.71 MWe)Thermal Oxidizer
Staged Gasifier
Thermal Oxidizer w/Inbed Heat Transfer
Staged Gasifier w/Inbed Heat Transfer
Comparison of Fan Operating Horsepower by Technology
Tota
l Fan
Ope
rati
ng H
orse
pow
er 7000
6000
5000
4000
3000
2000
1000
0500,000 PPH Boiler250,000 PPH Boiler100,000 PPH Boiler

[email protected].: +1 208 765 1611www.outotec.comCopyright © 2012 Outotec Oyj. All rights reserved.
Finl
and,
Jun
e 20
13.
Outotec provides leading technologies and services for the sustainable use of Earth’s natural
resources. As the global leader in minerals and metals processing technology, Outotec has developed
over decades many breakthrough technologies. The company also provides innovative solutions for
industrial water treatment, the utilization of alternative energy sources and the chemical industry.
Outotec shares are listed on NASDAQ OMX Helsinki.
Recommended

















