
Journal of Medical and Biological Engineering, 30(2): 73-78 73
Grindability Evaluation of Dental Cast Ti-20Cr-X Alloys
Hsueh-Chuan Hsu1,2 Shih-Ching Wu1,2 Chang-Hung Pan3
Hsiao-Wei Wang4 Wen-Fu Ho4,*
1Department of Dental Laboratory Technology, Central Taiwan University of Science and Technology, Taichung 406, Taiwan, ROC 2Institute of Biomedical Engineering and Material Science, Central Taiwan University of Science and Technology, Taichung 406, Taiwan, ROC
3Department of Mechanical and Automation Engineering, Da-Yeh University, Changhua 515, Taiwan, ROC 4Department of Materials Science and Engineering, Da-Yeh University, Changhua 515, Taiwan, ROC
Received 10 Aug 2009; Accepted 17 Dec 2009
Abstract
This study aimed to investigate the grindability of ternary Ti-20Cr-X alloy with 20 wt% Cr and 1 wt% alloying
elements X (X = Nb, Mo, Zr or Fe). The grindability was evaluated using an electric dental handpiece using SiC wheels,
with the goal of developing a titanium alloy that exhibited better grindability properties than commercially pure
titanium (c.p. Ti). Because c.p. Ti is considered to be difficult to machine and grind, one method to change these
attributes is to develop and study titanium alloys. Grindability was assessed by measuring the amount of metal volume
removed after 1 min of grinding at each of the four rotational speeds preset on the wheel (500, 750, 1000 or 1200
m/min). Our results indicated that the grinding rate of Ti-20Cr-1Nb was higher than that of c.p. Ti and the other
Ti-20Cr-1X alloys at the speed of 750 and 1000 m/min. Moreover, Ti-20Cr-1Nb exhibited a higher grinding ratio than
did the other Ti-20Cr-1X alloys and c.p. Ti at 1000 m/min, which was about 1.2 times higher than that of c.p. Ti.
Additionally, Ti-20Cr-1Nb had smaller metal chips and no obvious grinding adhesion when ground at the speed of 1000
m/min. Our research suggests that Ti-20Cr-1Nb exhibited the best grindability, specifically at the grinding speed of 750
or 1000 m/min, and can be considered as a good candidate for CAD/CAM application.
Keywords: Dental alloy, Titanium alloy, Structure, Grindability
1. Introduction
Titanium and titanium alloys are materials of choice for
prosthetic devices used by patients with sensitivity to
traditional dental alloys because they possess excellent
corrosion resistance and biocompatibility in the oral
environment [1,2]. For example, pure titanium is used for
dental crowns and bridges, endosseous dental implants and
plates for oral maxillofacial surgery [3-5]. However, when a
higher strength than that provided by pure titanium is needed,
one method is to use titanium alloys, which exhibit
solid-solution hardening, lower fusion temperatures and better
ductility than pure titanium [6]. In fact, many titanium alloys
have been developed for dental use, and their properties have
been extensively studied, mainly in an effort to improve the
strength and castability of titanium [3,6-9].
The recent development of the computer-aided design
and manufacturing (CAD/CAM) method represents a great
advancement over casting technology [10]. CAD/CAM
systems provide an alternative method to produce metal,
* Corresponding author: Wen-Fu Ho
Tel: +886-4-8511888 ext. 4108; Fax: +886-4-8511224
E-mail: [email protected]
ceramic, or composite restorations, without the need for any
procedures that require two or more patient appointments.
Although titanium has superior biocompatibility and
corrosion resistance, it exhibits low machinability due to its
intrinsic characteristics of low thermal conductivity, high
chemical reactivity, and low modulus of elasticity [11]. If
pure titanium prostheses are fabricated by CAD/CAM, the
tool life will be short and the processing time long [4,6].
Consequently, there is a need for further development of new
dental materials especially suited for machining. Although
there may be several ways to improve grindability, one
well-documented method is through alloying [12-16]. In fact,
a great deal of effort has been devoted to the study of new
dental materials suited for machining, such as Ti-Cu [12,13],
Ti-Ag [13], Ti-Nb [14], Ti-Hf [15], Ti-Au [16], Ti-Cr [17],
Ti-Cr-Cu [18] Ti-Cr-Fe [19] and Ti-Zr [20].
Among various titanium alloys, Ti-6Al-4V is one of the
most studied titanium alloys and has been used for the
fabrication of denture bases and multiple unit bridges because
of its superior strength compared with pure titanium [2].
Nevertheless, studies have shown that the release of Al and V
ions from the alloy might cause some long-term health
problems [21,22]. Therefore, Al, V-free titanium alloys, such

J. Med. Biol. Eng., Vol. 30. No. 2 2010 74
as Ti-29Nb-13Ta-4.6Zr [23], Ti-13Nb-13Zr [24], Ti-7.5Mo
[25,26] and Ti-Sn [27], have been developed.
In the present study, two types of β stabilizers were added
to commercially pure titanium (c.p. Ti). The β-isomorphous
elements, Nb, Zr and Mo were included, while β-eutectoid
elements, Cr and Fe were chosen [28]. Cr has already been
used for many years as a major constituent in dental casting
alloys [29]. Additionally, Cr is also known to control the
anodic activity of the alloy and increase the tendency of Ti to
passivate [28]. Hsu et al. [30] found that in standard artificial
saliva, the OCP increases with higher Cr content in Ti-Cr
alloys. Also, the Ti-Cr alloys had greater resistance to corrosion
in the fluoride-containing artificial saliva than c.p. Ti and
Ti-6Al-4V. Takemoto et al. [31] reported that the Ti-20Cr alloy
had a greater resistance to corrosion in a fluoride-containing
saline solution than did c.p. Ti. The purpose of the present
study was to evaluate the grindability of four kinds of ternary
cast Ti alloys, including Ti-20Cr-1Nb, Ti-20Cr-1Mo,
Ti-20Cr-1Zr and Ti-20Cr-1Fe, in order to develop a titanium
alloy with better grindability properties than c.p. Ti.
2. Experimental procedures
Alloying elements selected for the study include Cr, Nb, Mo,
Zr and Fe, which were all 99.9% pure. For the sake of simplicity,
throughout the text, “Ti-20Cr-1X” refers to “Ti-20 wt% Cr-1
wt% X”, where X is a given alloying element. The series of Ti
alloys, including Ti-20Cr-1Nb, Ti-20Cr-1Mo, Ti-20Cr-1Zr and
Ti-20Cr-1Fe, were prepared from 99.7% pure titanium, using a
commercial arc-melting vacuum-pressure-type casting system
(Castmatic, Iwatani Corp., Japan). The melting chamber was first
evacuated and purged with argon. An argon pressure of
1.5 kgf/cm2 was maintained during melting. Appropriate amounts
of each metal were melted in a U-shaped copper hearth with a
tungsten electrode. The ingots were re-melted five times prior to
casting to improve chemical homogeneity. Prior to casting, the
ingots were melted once again in an open-based copper hearth
under an argon pressure of 1.5 kgf/cm2. The difference in
pressure between the two chambers allowed the molten alloys to
instantly drop into the graphite mold. The cast alloys were
sectioned using a Buehler Isomet low-speed diamond saw to
obtain specimens for experimental purposes. X-ray diffraction
(XRD) for phase analysis was conducted using a diffractometer
(XRD-6000, Shimadzu, Japan) operated at 30 kV and 30 mA.
Ni-filtered CuKα radiation was used for this study. Phase was
identified by matching each characteristic peak with the JCPDS
files. The microhardness of polished alloys was measured using a
microhardness tester (MVK-E3, Mitutoyo, Japan) at 100 gm for
15 s.
Grindability is defined in terms of the material to be ground,
as the relative ease or difficulty of removing material when
transforming a raw material into a finished product. The same
method used in previous studies by several other researchers
[12-16,32-34] was adopted to evaluate grindability. A silicon
carbide (SiC) wheel (G11, Shofu, Kyoto, Japan) (diameter 13.1
mm, thickness 1.75 mm) on an electric dental handpiece
(Ultimate 500, NSK Nakanishi Inc., Japan) was used to grind the
specimens. Each specimen was placed on the test apparatus, as
referred to in a previous study by Ohkubo et al. [34], so that the
edge of the wheel made contact with the specimen at 90˚. By
applying a force of 100 gf, the specimens were ground at one of
the four rotational speeds of the wheel (500, 750, 1000 or 1200
m/min). The specimen and grinding wheel were housed in a
closed compartment during grinding so that any metal chips
generated could be collected.
The amount of metal removed (mm3) in one minute was
calculated from the density, previously measured using
Archimedes’ principle [34], and the weight loss of the specimen.
The grinding test was performed six times for each kind of metal
at every grinding speed, and a new wheel was applied for every
test. The diameter and weight of each wheel were measured
before and after grinding. The grindability was evaluated by the
grinding rate and grinding ratio. The grinding rate was
determined by the volume of metal removed per minute of
grinding, and the grinding ratio was determined by the volume
ratio of metal removed compared to the wheel material lost
[grinding ratio = (amount of metal removed)/(amount of wheel
lost)]. The wheel volume loss was calculated by measuring the
diameter of each wheel before and after testing. Thus, the
grinding rate represents the ease of metal removal, whereas the
grinding ratio is a measurement of wheel life [15]. At each of the
four grinding speeds, three specimens were used to evaluate the
grindability of each kind of metal. The test was repeated three
times for each specimen at each grinding speed. After testing, the
ground surfaces of the metals were examined using optical
microscopy (BH2, Olympus, Japan). The surface of the chips
resulting from the metal grinding was examined using a scanning
electron microscopy (SEM; S-3000N, Hitachi, Japan). All the
results in this study were analyzed using two-way ANOVA and
Duncan’s multiple comparison test at p < 0.05 level.
3. Results and discussion
3.1 Phase and structure
The phases and crystal structures of the c.p. Ti and
Ti-20Cr-1X alloys are shown in Table 1. The c.p. Ti was
comprised entirely of a hexagonal α' phase. However, the
ternary Ti-20Cr-1X alloys were comprised mainly of the β
phase with a bcc crystal structure. This finding is similar to the
early reports obtained by Ho et al. [35], who reported that the β
phase could be fully retained during quenching on the ternary
Ti-15Mo-1X (X = Nb, Cr, Zr or Fe) alloys. These results are
attributed to the effect of a β stabilizer, especially for Cr, Fe
and Mo, which exhibit a stronger effect on the stabilization of
the β phase. The β phase is retained in metastable form by
quenching the alloy with a sufficient amount of β-stabilizing
elements to depress the martensite finish temperature to below
room temperature [36]. Weiss et al. [37] and Ankem et al. [38]
have shown that β-phase titanium alloys generally can be
processed to higher strength levels and also exhibit better notch
properties and toughness than α + β alloys. Because β-Ti is the
most versatile of the Ti alloys, much research effort has
recently been devoted to its study. These investigations have
Grindability of Titanium Alloys 75
assessed its superior biocompatibility, good mechanical
properties and better processability of β or near-β phase Ti
alloys and their biomedical applications [23,39,40].
Table 1. Phase and crystal structure of c.p. Ti and Ti-20Cr-1X alloys.
Alloy Phase Crystal structure
c.p. Ti α' hexagonal
Ti-20Cr-1Nb β bcc
Ti-20Cr-1Mo β bcc Ti-20Cr-1Zr β bcc
Ti-20Cr-1Fe β bcc
3.2 Grindability
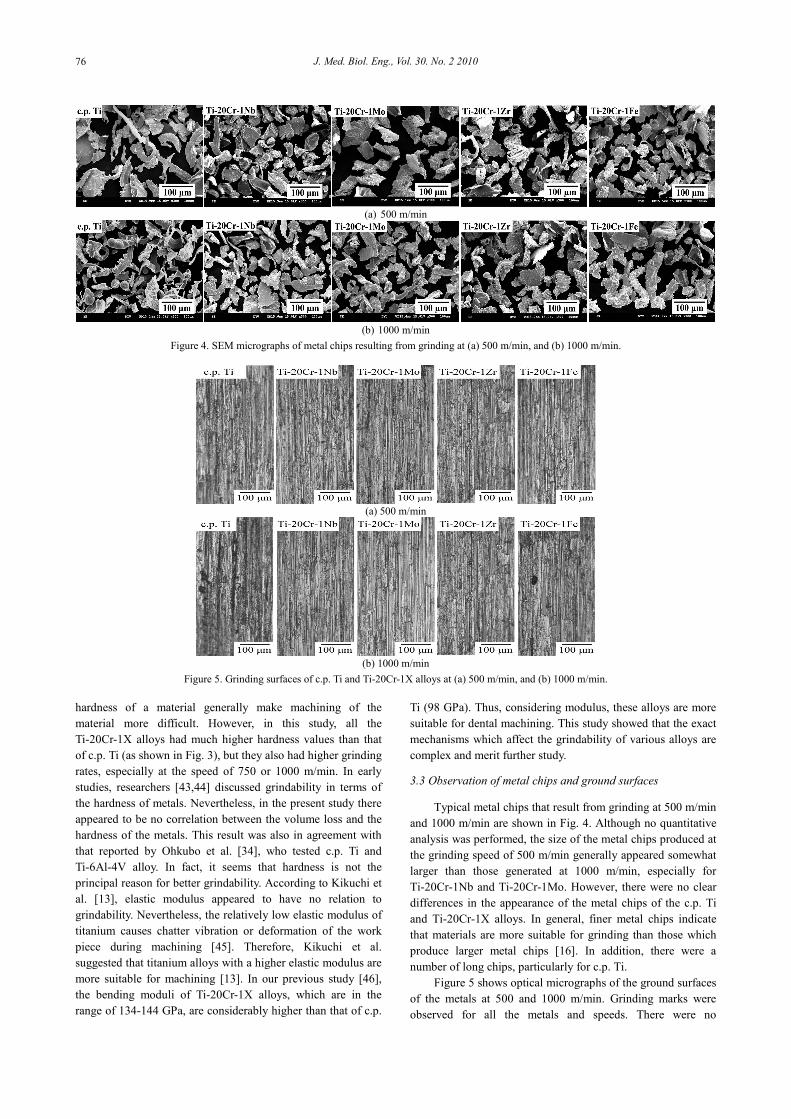
The grinding rates of c.p. Ti and Ti-20Cr-1X alloys at four
different grinding speeds are shown in Fig. 1. With the
exception of Ti-20Cr-1Fe, the grinding rates of the Ti alloys
and c.p. Ti showed a tendency to increase at higher grinding
speed, but decrease at 1200 m/min. For all the alloys, a test
consisting of multiple comparisons was also conducted using
Duncan’s multiple range test. Results show that grinding rates
at 1200 m/min were significantly lower (p < 0.05) than those at
the other three grinding speeds (500, 750 and 1000 m/min). At
the grinding speed of 500 m/min, the grinding rates for all the
Ti-20Cr-1X alloys and c.p. Ti showed no significant difference
(p > 0.05). However, the grinding rates of the Ti-20Cr-1X
alloys were higher than that of c.p. Ti at the speed of 750
m/min, especially for Ti-20Cr-1Nb, although there were no
significant differences among these metals at the 0.05 level. It
is noteworthy that the grinding rate of Ti-20Cr-1Nb was
significantly higher (p < 0.05) than that of c.p. Ti and the other
Ti-20Cr-1X alloys at the speed of 1000 m/min. It is notable that
the ease of grinding these alloys appeared to be dependent on
grinding speed. The grinding rates of all the metals in this study
tended to increase as the grinding speed increased from 500
m/min, which is reasonable, given that the grinding speed
determines the distance the wheel edge travels on the surface of
the specimen per unit of time. However, grinding rates at 1000
m/min were significantly higher than those for the highest
speed of 1200 m/min. This resembles a similar result seen in
another titanium alloy systems [17,19,20,41]. Although further
study is needed, it is possible that the condition of the grinding
wheel deteriorates at the speed of 1200 m/min.
c.p. Ti
Ti-20Cr-1Nb
Ti-20Cr-1Mo
Ti-20Cr-1Zr
Ti-20Cr-1Fe
0
1
2
3
4
500 m/min
750 m/min
1000 m/min
1200 m/min
Grinding rate (mm
3/min)
Figure 1. Grinding rate of c.p. Ti and Ti-20Cr-1X alloys.
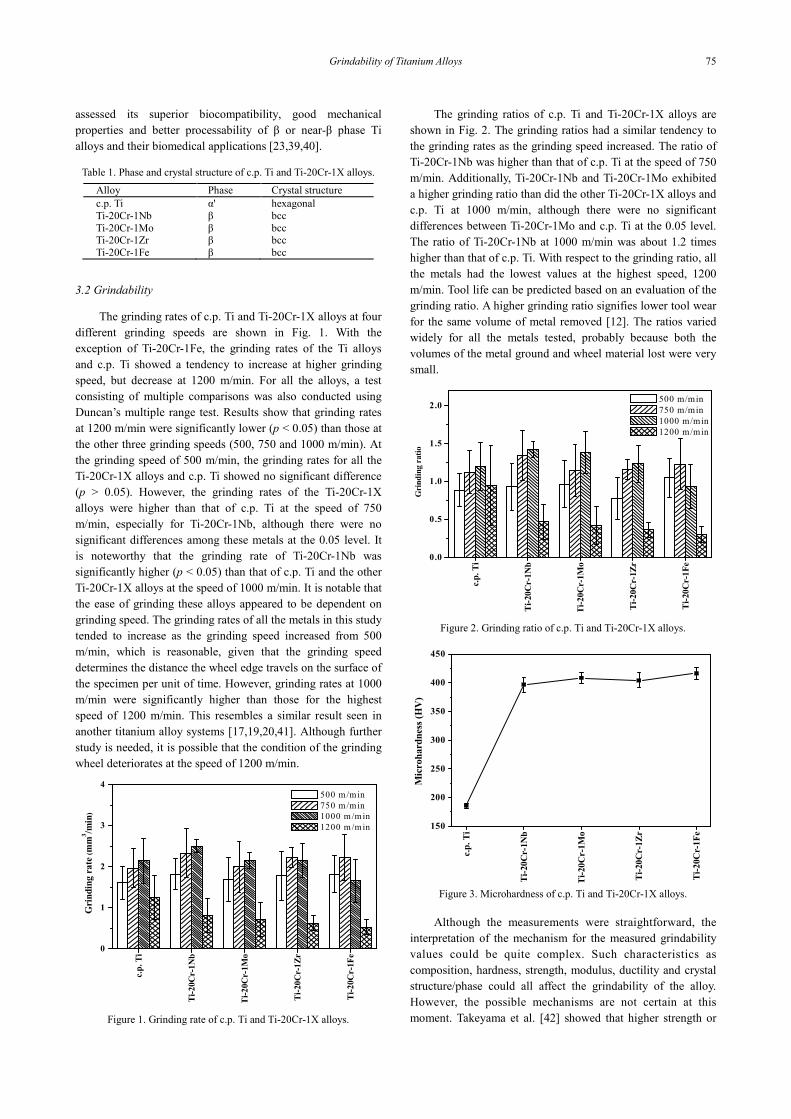
The grinding ratios of c.p. Ti and Ti-20Cr-1X alloys are
shown in Fig. 2. The grinding ratios had a similar tendency to
the grinding rates as the grinding speed increased. The ratio of
Ti-20Cr-1Nb was higher than that of c.p. Ti at the speed of 750
m/min. Additionally, Ti-20Cr-1Nb and Ti-20Cr-1Mo exhibited
a higher grinding ratio than did the other Ti-20Cr-1X alloys and
c.p. Ti at 1000 m/min, although there were no significant
differences between Ti-20Cr-1Mo and c.p. Ti at the 0.05 level.
The ratio of Ti-20Cr-1Nb at 1000 m/min was about 1.2 times
higher than that of c.p. Ti. With respect to the grinding ratio, all
the metals had the lowest values at the highest speed, 1200
m/min. Tool life can be predicted based on an evaluation of the
grinding ratio. A higher grinding ratio signifies lower tool wear
for the same volume of metal removed [12]. The ratios varied
widely for all the metals tested, probably because both the
volumes of the metal ground and wheel material lost were very
small.
c.p. Ti
Ti-20Cr-1Nb
Ti-20Cr-1Mo
Ti-20Cr-1Zr
Ti-20Cr-1Fe
0 .0
0.5
1.0
1.5
2.0 500 m/min
750 m/min
1000 m/min
1200 m/min
Grinding ratio
Figure 2. Grinding ratio of c.p. Ti and Ti-20Cr-1X alloys.
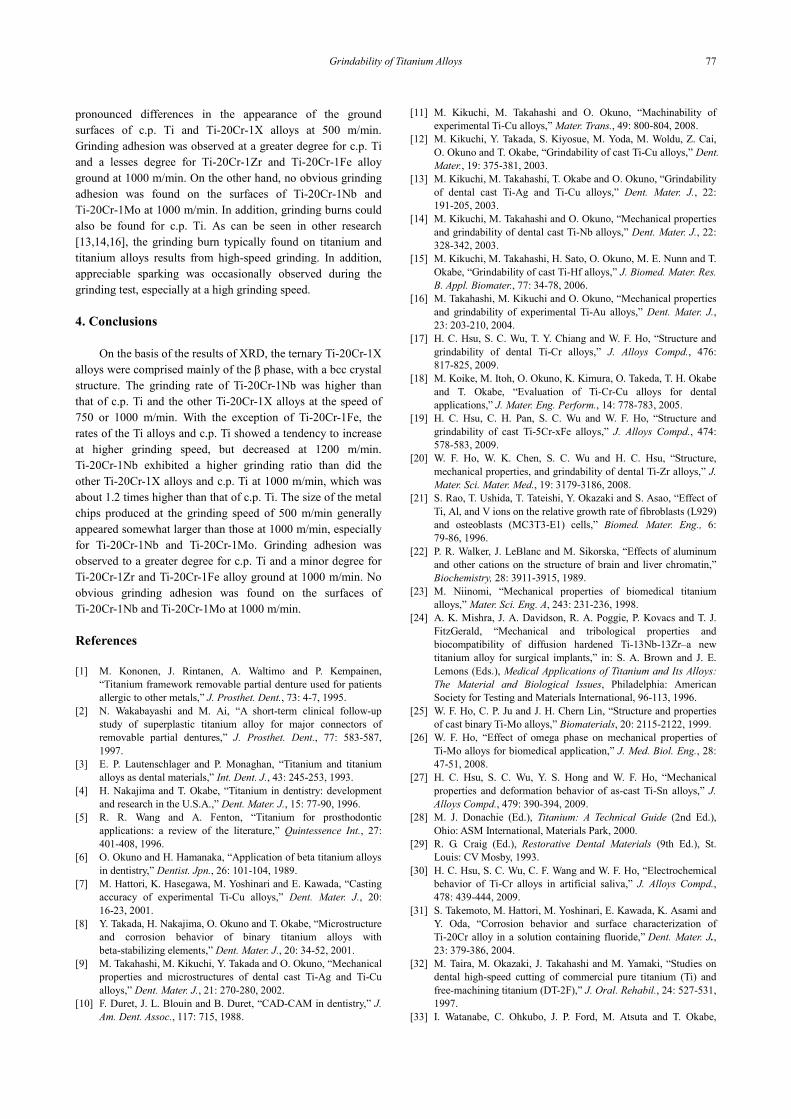
c.p. Ti
Ti-20Cr-1Nb
Ti-20Cr-1Mo
Ti-20Cr-1Zr
Ti-20Cr-1Fe
150
200
250
300
350
400
450
Microhardness (HV)
Figure 3. Microhardness of c.p. Ti and Ti-20Cr-1X alloys.
Although the measurements were straightforward, the
interpretation of the mechanism for the measured grindability
values could be quite complex. Such characteristics as
composition, hardness, strength, modulus, ductility and crystal
structure/phase could all affect the grindability of the alloy.
However, the possible mechanisms are not certain at this
moment. Takeyama et al. [42] showed that higher strength or
J. Med. Biol. Eng., Vol. 30. No. 2 2010 76
(a) 500 m/min
(b) 1000 m/min
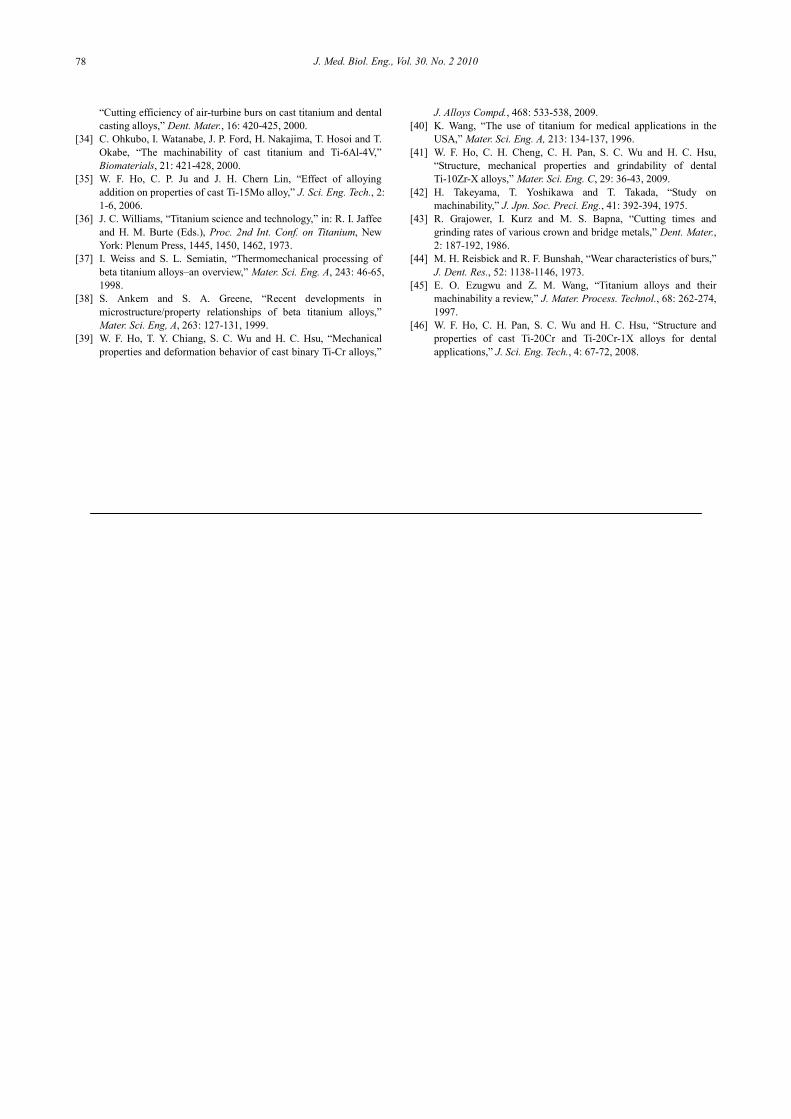
Figure 4. SEM micrographs of metal chips resulting from grinding at (a) 500 m/min, and (b) 1000 m/min.
(a) 500 m/min
(b) 1000 m/min
Figure 5. Grinding surfaces of c.p. Ti and Ti-20Cr-1X alloys at (a) 500 m/min, and (b) 1000 m/min.
hardness of a material generally make machining of the
material more difficult. However, in this study, all the
Ti-20Cr-1X alloys had much higher hardness values than that
of c.p. Ti (as shown in Fig. 3), but they also had higher grinding
rates, especially at the speed of 750 or 1000 m/min. In early
studies, researchers [43,44] discussed grindability in terms of
the hardness of metals. Nevertheless, in the present study there
appeared to be no correlation between the volume loss and the
hardness of the metals. This result was also in agreement with
that reported by Ohkubo et al. [34], who tested c.p. Ti and
Ti-6Al-4V alloy. In fact, it seems that hardness is not the
principal reason for better grindability. According to Kikuchi et
al. [13], elastic modulus appeared to have no relation to
grindability. Nevertheless, the relatively low elastic modulus of
titanium causes chatter vibration or deformation of the work
piece during machining [45]. Therefore, Kikuchi et al.
suggested that titanium alloys with a higher elastic modulus are
more suitable for machining [13]. In our previous study [46],
the bending moduli of Ti-20Cr-1X alloys, which are in the
range of 134-144 GPa, are considerably higher than that of c.p.
Ti (98 GPa). Thus, considering modulus, these alloys are more
suitable for dental machining. This study showed that the exact
mechanisms which affect the grindability of various alloys are
complex and merit further study.
3.3 Observation of metal chips and ground surfaces
Typical metal chips that result from grinding at 500 m/min
and 1000 m/min are shown in Fig. 4. Although no quantitative
analysis was performed, the size of the metal chips produced at
the grinding speed of 500 m/min generally appeared somewhat
larger than those generated at 1000 m/min, especially for
Ti-20Cr-1Nb and Ti-20Cr-1Mo. However, there were no clear
differences in the appearance of the metal chips of the c.p. Ti
and Ti-20Cr-1X alloys. In general, finer metal chips indicate
that materials are more suitable for grinding than those which
produce larger metal chips [16]. In addition, there were a
number of long chips, particularly for c.p. Ti.
Figure 5 shows optical micrographs of the ground surfaces
of the metals at 500 and 1000 m/min. Grinding marks were
observed for all the metals and speeds. There were no
Grindability of Titanium Alloys 77
pronounced differences in the appearance of the ground
surfaces of c.p. Ti and Ti-20Cr-1X alloys at 500 m/min.
Grinding adhesion was observed at a greater degree for c.p. Ti
and a lesses degree for Ti-20Cr-1Zr and Ti-20Cr-1Fe alloy
ground at 1000 m/min. On the other hand, no obvious grinding
adhesion was found on the surfaces of Ti-20Cr-1Nb and
Ti-20Cr-1Mo at 1000 m/min. In addition, grinding burns could
also be found for c.p. Ti. As can be seen in other research
[13,14,16], the grinding burn typically found on titanium and
titanium alloys results from high-speed grinding. In addition,
appreciable sparking was occasionally observed during the
grinding test, especially at a high grinding speed.
4. Conclusions
On the basis of the results of XRD, the ternary Ti-20Cr-1X
alloys were comprised mainly of the β phase, with a bcc crystal
structure. The grinding rate of Ti-20Cr-1Nb was higher than
that of c.p. Ti and the other Ti-20Cr-1X alloys at the speed of
750 or 1000 m/min. With the exception of Ti-20Cr-1Fe, the
rates of the Ti alloys and c.p. Ti showed a tendency to increase
at higher grinding speed, but decreased at 1200 m/min.
Ti-20Cr-1Nb exhibited a higher grinding ratio than did the
other Ti-20Cr-1X alloys and c.p. Ti at 1000 m/min, which was
about 1.2 times higher than that of c.p. Ti. The size of the metal
chips produced at the grinding speed of 500 m/min generally
appeared somewhat larger than those at 1000 m/min, especially
for Ti-20Cr-1Nb and Ti-20Cr-1Mo. Grinding adhesion was
observed to a greater degree for c.p. Ti and a minor degree for
Ti-20Cr-1Zr and Ti-20Cr-1Fe alloy ground at 1000 m/min. No
obvious grinding adhesion was found on the surfaces of
Ti-20Cr-1Nb and Ti-20Cr-1Mo at 1000 m/min.
References
[1] M. Kononen, J. Rintanen, A. Waltimo and P. Kempainen,
“Titanium framework removable partial denture used for patients
allergic to other metals,” J. Prosthet. Dent., 73: 4-7, 1995.
[2] N. Wakabayashi and M. Ai, “A short-term clinical follow-up
study of superplastic titanium alloy for major connectors of
removable partial dentures,” J. Prosthet. Dent., 77: 583-587,
1997.
[3] E. P. Lautenschlager and P. Monaghan, “Titanium and titanium
alloys as dental materials,” Int. Dent. J., 43: 245-253, 1993.
[4] H. Nakajima and T. Okabe, “Titanium in dentistry: development
and research in the U.S.A.,” Dent. Mater. J., 15: 77-90, 1996.
[5] R. R. Wang and A. Fenton, “Titanium for prosthodontic
applications: a review of the literature,” Quintessence Int., 27:
401-408, 1996.
[6] O. Okuno and H. Hamanaka, “Application of beta titanium alloys
in dentistry,” Dentist. Jpn., 26: 101-104, 1989.
[7] M. Hattori, K. Hasegawa, M. Yoshinari and E. Kawada, “Casting
accuracy of experimental Ti-Cu alloys,” Dent. Mater. J., 20:
16-23, 2001.
[8] Y. Takada, H. Nakajima, O. Okuno and T. Okabe, “Microstructure
and corrosion behavior of binary titanium alloys with
beta-stabilizing elements,” Dent. Mater. J., 20: 34-52, 2001.
[9] M. Takahashi, M. Kikuchi, Y. Takada and O. Okuno, “Mechanical
properties and microstructures of dental cast Ti-Ag and Ti-Cu
alloys,” Dent. Mater. J., 21: 270-280, 2002.
[10] F. Duret, J. L. Blouin and B. Duret, “CAD-CAM in dentistry,” J.
Am. Dent. Assoc., 117: 715, 1988.
[11] M. Kikuchi, M. Takahashi and O. Okuno, “Machinability of
experimental Ti-Cu alloys,” Mater. Trans., 49: 800-804, 2008.
[12] M. Kikuchi, Y. Takada, S. Kiyosue, M. Yoda, M. Woldu, Z. Cai,
O. Okuno and T. Okabe, “Grindability of cast Ti-Cu alloys,” Dent.
Mater., 19: 375-381, 2003.
[13] M. Kikuchi, M. Takahashi, T. Okabe and O. Okuno, “Grindability
of dental cast Ti-Ag and Ti-Cu alloys,” Dent. Mater. J., 22:
191-205, 2003.
[14] M. Kikuchi, M. Takahashi and O. Okuno, “Mechanical properties
and grindability of dental cast Ti-Nb alloys,” Dent. Mater. J., 22:
328-342, 2003.
[15] M. Kikuchi, M. Takahashi, H. Sato, O. Okuno, M. E. Nunn and T.
Okabe, “Grindability of cast Ti-Hf alloys,” J. Biomed. Mater. Res.
B. Appl. Biomater., 77: 34-78, 2006.
[16] M. Takahashi, M. Kikuchi and O. Okuno, “Mechanical properties
and grindability of experimental Ti-Au alloys,” Dent. Mater. J.,
23: 203-210, 2004.
[17] H. C. Hsu, S. C. Wu, T. Y. Chiang and W. F. Ho, “Structure and
grindability of dental Ti-Cr alloys,” J. Alloys Compd., 476:
817-825, 2009.
[18] M. Koike, M. Itoh, O. Okuno, K. Kimura, O. Takeda, T. H. Okabe
and T. Okabe, “Evaluation of Ti-Cr-Cu alloys for dental
applications,” J. Mater. Eng. Perform., 14: 778-783, 2005.
[19] H. C. Hsu, C. H. Pan, S. C. Wu and W. F. Ho, “Structure and
grindability of cast Ti-5Cr-xFe alloys,” J. Alloys Compd., 474:
578-583, 2009.
[20] W. F. Ho, W. K. Chen, S. C. Wu and H. C. Hsu, “Structure,
mechanical properties, and grindability of dental Ti-Zr alloys,” J.
Mater. Sci. Mater. Med., 19: 3179-3186, 2008.
[21] S. Rao, T. Ushida, T. Tateishi, Y. Okazaki and S. Asao, “Effect of
Ti, Al, and V ions on the relative growth rate of fibroblasts (L929)
and osteoblasts (MC3T3-E1) cells,” Biomed. Mater. Eng., 6:
79-86, 1996.
[22] P. R. Walker, J. LeBlanc and M. Sikorska, “Effects of aluminum
and other cations on the structure of brain and liver chromatin,”
Biochemistry, 28: 3911-3915, 1989.
[23] M. Niinomi, “Mechanical properties of biomedical titanium
alloys,” Mater. Sci. Eng. A, 243: 231-236, 1998.
[24] A. K. Mishra, J. A. Davidson, R. A. Poggie, P. Kovacs and T. J.
FitzGerald, “Mechanical and tribological properties and
biocompatibility of diffusion hardened Ti-13Nb-13Zr–a new
titanium alloy for surgical implants,” in: S. A. Brown and J. E.
Lemons (Eds.), Medical Applications of Titanium and Its Alloys:
The Material and Biological Issues, Philadelphia: American
Society for Testing and Materials International, 96-113, 1996.
[25] W. F. Ho, C. P. Ju and J. H. Chern Lin, “Structure and properties
of cast binary Ti-Mo alloys,” Biomaterials, 20: 2115-2122, 1999.
[26] W. F. Ho, “Effect of omega phase on mechanical properties of
Ti-Mo alloys for biomedical application,” J. Med. Biol. Eng., 28:
47-51, 2008.
[27] H. C. Hsu, S. C. Wu, Y. S. Hong and W. F. Ho, “Mechanical
properties and deformation behavior of as-cast Ti-Sn alloys,” J.
Alloys Compd., 479: 390-394, 2009.
[28] M. J. Donachie (Ed.), Titanium: A Technical Guide (2nd Ed.),
Ohio: ASM International, Materials Park, 2000.
[29] R. G. Craig (Ed.), Restorative Dental Materials (9th Ed.), St.
Louis: CV Mosby, 1993.
[30] H. C. Hsu, S. C. Wu, C. F. Wang and W. F. Ho, “Electrochemical
behavior of Ti-Cr alloys in artificial saliva,” J. Alloys Compd.,
478: 439-444, 2009.
[31] S. Takemoto, M. Hattori, M. Yoshinari, E. Kawada, K. Asami and
Y. Oda, “Corrosion behavior and surface characterization of
Ti-20Cr alloy in a solution containing fluoride,” Dent. Mater. J.,
23: 379-386, 2004.
[32] M. Taira, M. Okazaki, J. Takahashi and M. Yamaki, “Studies on
dental high-speed cutting of commercial pure titanium (Ti) and
free-machining titanium (DT-2F),” J. Oral. Rehabil., 24: 527-531,
1997.
[33] I. Watanabe, C. Ohkubo, J. P. Ford, M. Atsuta and T. Okabe,
J. Med. Biol. Eng., Vol. 30. No. 2 2010 78
“Cutting efficiency of air-turbine burs on cast titanium and dental
casting alloys,” Dent. Mater., 16: 420-425, 2000.
[34] C. Ohkubo, I. Watanabe, J. P. Ford, H. Nakajima, T. Hosoi and T.
Okabe, “The machinability of cast titanium and Ti-6Al-4V,”
Biomaterials, 21: 421-428, 2000.
[35] W. F. Ho, C. P. Ju and J. H. Chern Lin, “Effect of alloying
addition on properties of cast Ti-15Mo alloy,” J. Sci. Eng. Tech., 2:
1-6, 2006.
[36] J. C. Williams, “Titanium science and technology,” in: R. I. Jaffee
and H. M. Burte (Eds.), Proc. 2nd Int. Conf. on Titanium, New
York: Plenum Press, 1445, 1450, 1462, 1973.
[37] I. Weiss and S. L. Semiatin, “Thermomechanical processing of
beta titanium alloys–an overview,” Mater. Sci. Eng. A, 243: 46-65,
1998.
[38] S. Ankem and S. A. Greene, “Recent developments in
microstructure/property relationships of beta titanium alloys,”
Mater. Sci. Eng, A, 263: 127-131, 1999.
[39] W. F. Ho, T. Y. Chiang, S. C. Wu and H. C. Hsu, “Mechanical
properties and deformation behavior of cast binary Ti-Cr alloys,”
J. Alloys Compd., 468: 533-538, 2009.
[40] K. Wang, “The use of titanium for medical applications in the
USA,” Mater. Sci. Eng. A, 213: 134-137, 1996.
[41] W. F. Ho, C. H. Cheng, C. H. Pan, S. C. Wu and H. C. Hsu,
“Structure, mechanical properties and grindability of dental
Ti-10Zr-X alloys,” Mater. Sci. Eng. C, 29: 36-43, 2009.
[42] H. Takeyama, T. Yoshikawa and T. Takada, “Study on
machinability,” J. Jpn. Soc. Preci. Eng., 41: 392-394, 1975.
[43] R. Grajower, I. Kurz and M. S. Bapna, “Cutting times and
grinding rates of various crown and bridge metals,” Dent. Mater.,
2: 187-192, 1986.
[44] M. H. Reisbick and R. F. Bunshah, “Wear characteristics of burs,”
J. Dent. Res., 52: 1138-1146, 1973.
[45] E. O. Ezugwu and Z. M. Wang, “Titanium alloys and their
machinability a review,” J. Mater. Process. Technol., 68: 262-274,
1997.
[46] W. F. Ho, C. H. Pan, S. C. Wu and H. C. Hsu, “Structure and
properties of cast Ti-20Cr and Ti-20Cr-1X alloys for dental
applications,” J. Sci. Eng. Tech., 4: 67-72, 2008.
Recommended

















