1 800.774.5630 | www.valin.com800.774.5630 | www.valin.com
eb
oo
k
Four simple tips for creating the perfect lean manufacturing work space
A Va l i n l e a n m a n u f a c t u r i n g s e r v i c e s e b o o k
2 800.774.5630 | www.valin.com2 800.774.5630 | www.valin.com
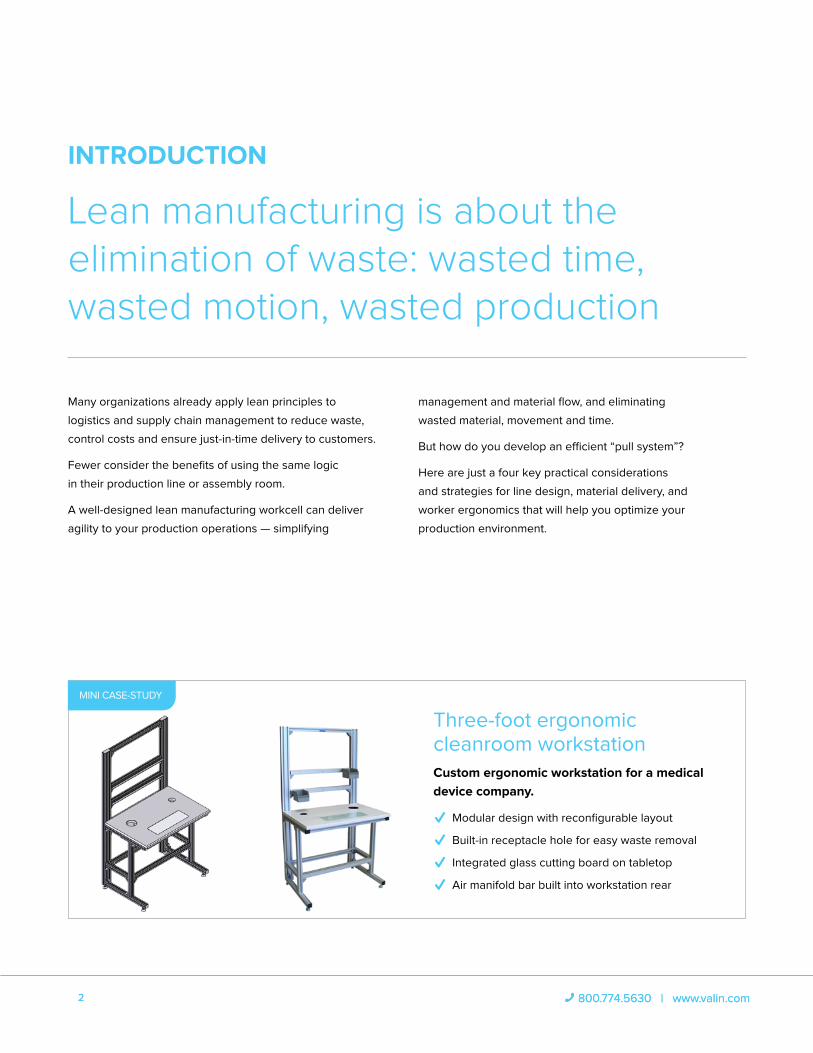
Lean manufacturing is about the elimination of waste: wasted time, wasted motion, wasted production
Many organizations already apply lean principles to
logistics and supply chain management to reduce waste,
control costs and ensure just-in-time delivery to customers.
Fewer consider the benefits of using the same logic
in their production line or assembly room.
A well-designed lean manufacturing workcell can deliver
agility to your production operations — simplifying
management and material flow, and eliminating
wasted material, movement and time.
But how do you develop an efficient “pull system”?
Here are just a four key practical considerations
and strategies for line design, material delivery, and
worker ergonomics that will help you optimize your
production environment.
Three-foot ergonomic cleanroom workstation Custom ergonomic workstation for a medical
device company.
✓ Modular design with reconfigurable layout
✓ Built-in receptacle hole for easy waste removal
✓ Integrated glass cutting board on tabletop
✓ Air manifold bar built into workstation rear
INTRODUCTION
MINI CASE-STUDY
3 800.774.5630 | www.valin.com
PAINTING DEPARTMENT
ASSEMBLY DEPARTMENT
DEBURRING DEPARTMENT
CHEMICAL TREATMENT DEPARTMENT
MILLING DEPARTMENT
BORING DEPARTMENT
PARTS SUPPLIER
CUSTOMER
WAREHOUSE (400 UNITS RELEASED
FOR PRODUCTION)
SHIPPING RECEIVING
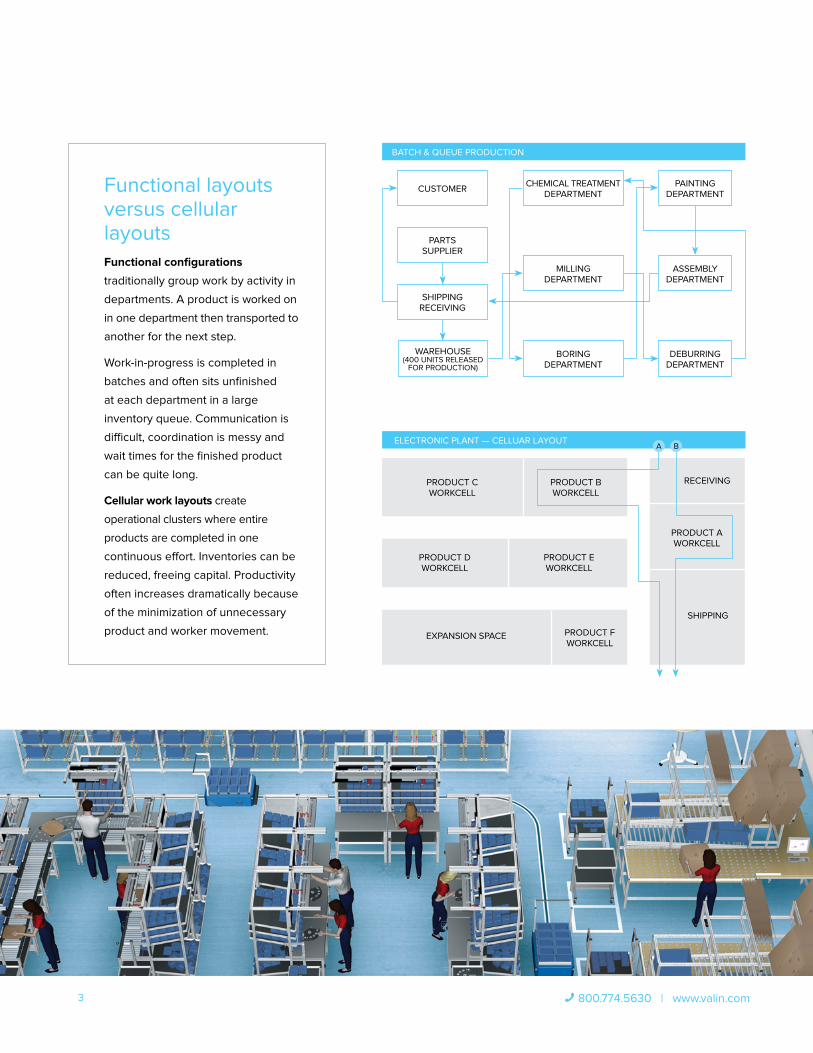
BATCH & QUEUE PRODUCTION
ELECTRONIC PLANT — CELLUAR LAYOUT
PRODUCT C WORKCELL
PRODUCT D WORKCELL
EXPANSION SPACE
RECEIVING
SHIPPING
PRODUCT E WORKCELL
PRODUCT F WORKCELL
PRODUCT B WORKCELL
PRODUCT A WORKCELL
A B
Functional layouts versus cellular layoutsFunctional configurations
traditionally group work by activity in
departments. A product is worked on
in one department then transported to
another for the next step.
Work-in-progress is completed in
batches and often sits unfinished
at each department in a large
inventory queue. Communication is
difficult, coordination is messy and
wait times for the finished product
can be quite long.
Cellular work layouts create
operational clusters where entire
products are completed in one
continuous effort. Inventories can be
reduced, freeing capital. Productivity
often increases dramatically because
of the minimization of unnecessary
product and worker movement.
4 800.774.5630 | www.valin.com
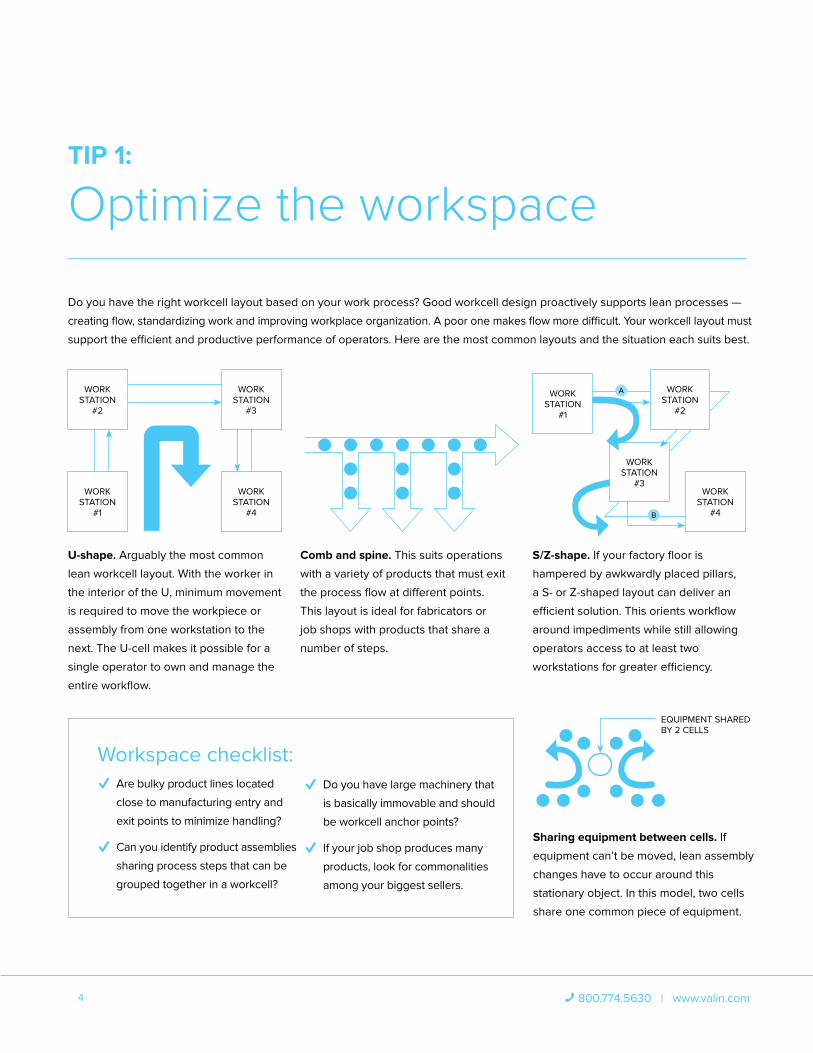
Optimize the workspaceTIP 1:
Do you have the right workcell layout based on your work process? Good workcell design proactively supports lean processes —
creating flow, standardizing work and improving workplace organization. A poor one makes flow more difficult. Your workcell layout must
support the efficient and productive performance of operators. Here are the most common layouts and the situation each suits best.
Workspace checklist:
✓ Are bulky product lines located
close to manufacturing entry and
exit points to minimize handling?
✓ Can you identify product assemblies
sharing process steps that can be
grouped together in a workcell?
U-shape. Arguably the most common
lean workcell layout. With the worker in
the interior of the U, minimum movement
is required to move the workpiece or
assembly from one workstation to the
next. The U-cell makes it possible for a
single operator to own and manage the
entire workflow.
Comb and spine. This suits operations
with a variety of products that must exit
the process flow at different points.
This layout is ideal for fabricators or
job shops with products that share a
number of steps.
S/Z-shape. If your factory floor is
hampered by awkwardly placed pillars,
a S- or Z-shaped layout can deliver an
efficient solution. This orients workflow
around impediments while still allowing
operators access to at least two
workstations for greater efficiency.
✓ Do you have large machinery that
is basically immovable and should
be workcell anchor points?
✓ If your job shop produces many
products, look for commonalities
among your biggest sellers.
Sharing equipment between cells. If
equipment can’t be moved, lean assembly
changes have to occur around this
stationary object. In this model, two cells
share one common piece of equipment.
WORK STATION
#2
WORK STATION
#3
WORK STATION
#1
WORK STATION
#4
WORK STATION
#2
WORK STATION
#3WORK
STATION #4
A
B
WORK STATION
#1
EQUIPMENT SHARED BY 2 CELLS

5 800.774.5630 | www.valin.com
Improve the process flowTIP 2:
Flow is the continuous movement of items through the
workcell without interference. When items back up at
certain operations, production will slow down and lead
times will increase.
The key to improving flow is clearly defining your work
process, then finding and eliminating these production
bottlenecks.
Examine the flow of raw material, work-in-progress and
finished goods: is there a smooth progression to, through
and out of the workcell? Are the steps required to operate
machinery all standardized? Steps should not only be
Flow checklist:
✓ Is there a smooth,
repeatable and precise
process for operators?
sequential and repeatable, each sub-assembly operation
should take an equal amount of time. This minimizes lag at
each operation, keeps throughput and prevents constraints.
Transfer system efficiency is also a key factor: each
process step means a workpiece must be transported from
one workstation to another. As no value is added during
transport, investments in this part of the process chain are
often disregarded.
This is a serious mistake: shifting parts from one
workstation to the next, as well as coordinating each
individual production processes, represents time and cost.
✓ What are the process
controls & quality checks?
✓ Is there unnecessary
equipment at workstations?
✓ Do you have shelves for
holding parts?
✓ Is there a set place (such as
smart carts) for everything?
✓ Are work surfaces kept
clean of clutter?
✓ Are your tools color-coded
for instant recognition?
6 800.774.5630 | www.valin.com
Design around your productTIP 3:
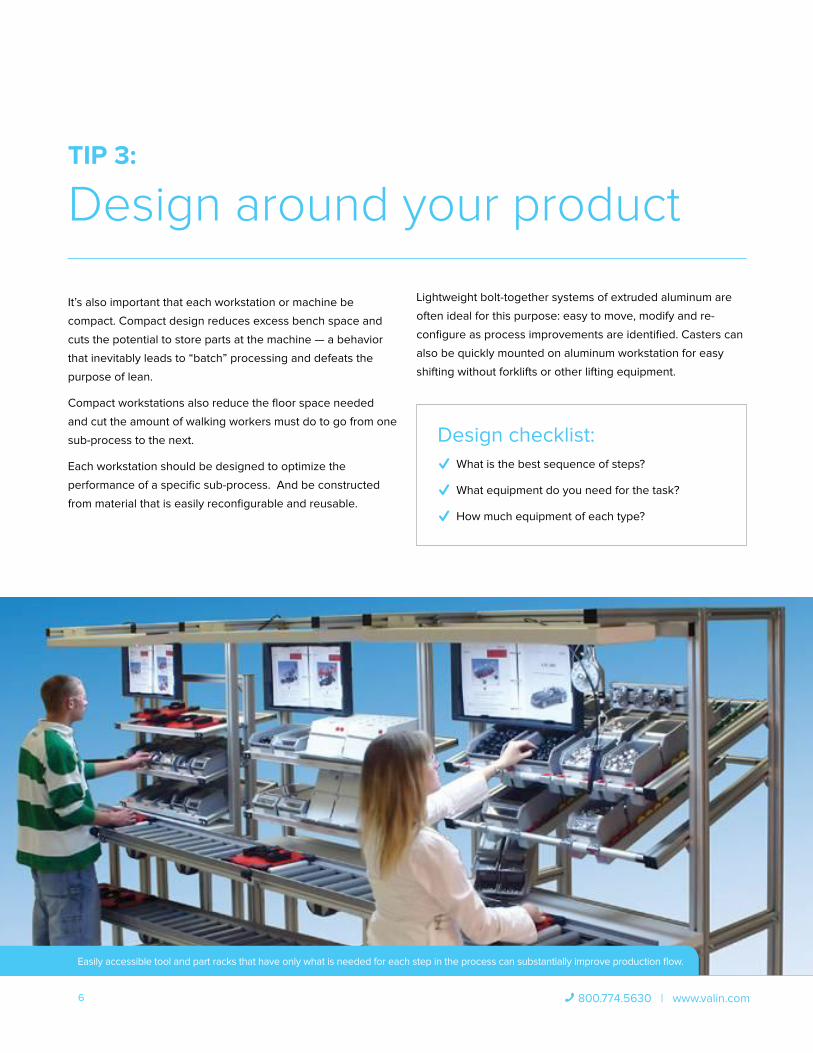
It’s also important that each workstation or machine be
compact. Compact design reduces excess bench space and
cuts the potential to store parts at the machine — a behavior
that inevitably leads to “batch” processing and defeats the
purpose of lean.
Compact workstations also reduce the floor space needed
and cut the amount of walking workers must do to go from one
sub-process to the next.
Each workstation should be designed to optimize the
performance of a specific sub-process. And be constructed
from material that is easily reconfigurable and reusable.
Design checklist:
✓ What is the best sequence of steps?
✓ What equipment do you need for the task?
✓ How much equipment of each type?
Lightweight bolt-together systems of extruded aluminum are
often ideal for this purpose: easy to move, modify and re-
configure as process improvements are identified. Casters can
also be quickly mounted on aluminum workstation for easy
shifting without forklifts or other lifting equipment.
Easily accessible tool and part racks that have only what is needed for each step in the process can substantially improve production flow.Easily accessible tool and part racks that have only what is needed for each step in the process can substantially improve production flow.
7 800.774.5630 | www.valin.com
Improve worker ergonomicsTIP 4:
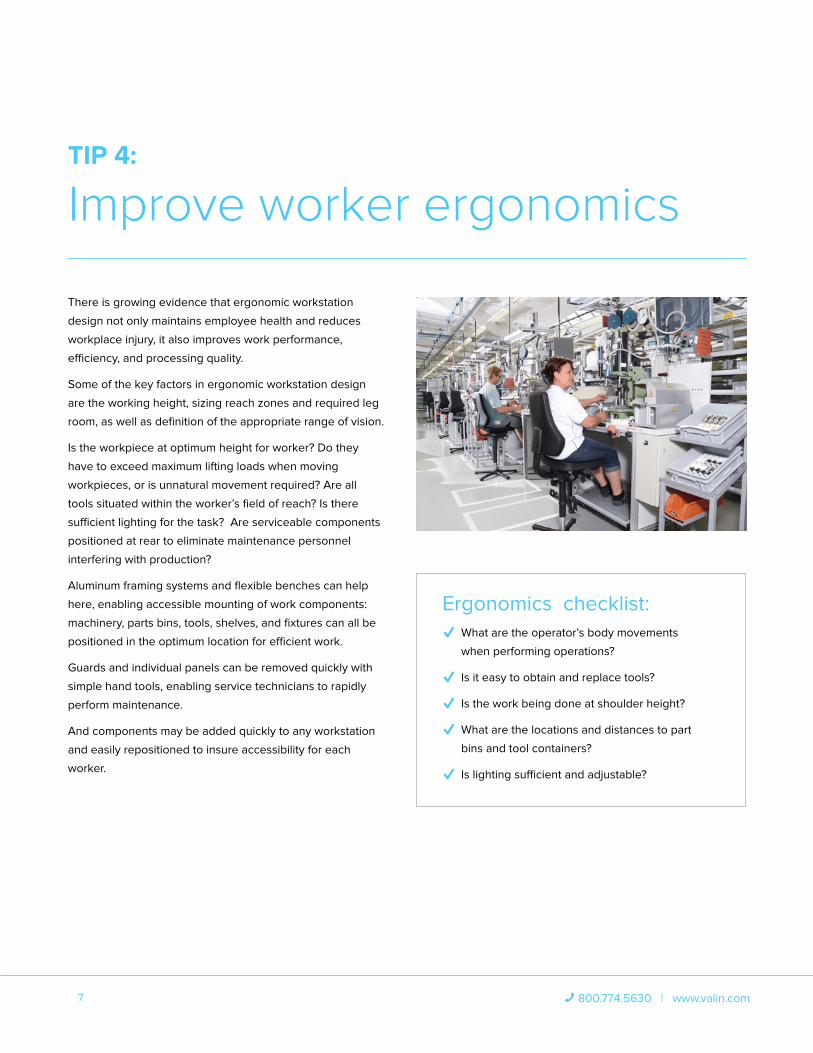
There is growing evidence that ergonomic workstation
design not only maintains employee health and reduces
workplace injury, it also improves work performance,
efficiency, and processing quality.
Some of the key factors in ergonomic workstation design
are the working height, sizing reach zones and required leg
room, as well as definition of the appropriate range of vision.
Is the workpiece at optimum height for worker? Do they
have to exceed maximum lifting loads when moving
workpieces, or is unnatural movement required? Are all
tools situated within the worker’s field of reach? Is there
sufficient lighting for the task? Are serviceable components
positioned at rear to eliminate maintenance personnel
interfering with production?
Aluminum framing systems and flexible benches can help
here, enabling accessible mounting of work components:
machinery, parts bins, tools, shelves, and fixtures can all be
positioned in the optimum location for efficient work.
Guards and individual panels can be removed quickly with
simple hand tools, enabling service technicians to rapidly
perform maintenance.
And components may be added quickly to any workstation
and easily repositioned to insure accessibility for each
worker.
Ergonomics checklist:
✓ What are the operator’s body movements
when performing operations?
✓ Is it easy to obtain and replace tools?
✓ Is the work being done at shoulder height?
✓ What are the locations and distances to part
bins and tool containers?
✓ Is lighting sufficient and adjustable?
8 800.774.5630 | www.valin.com
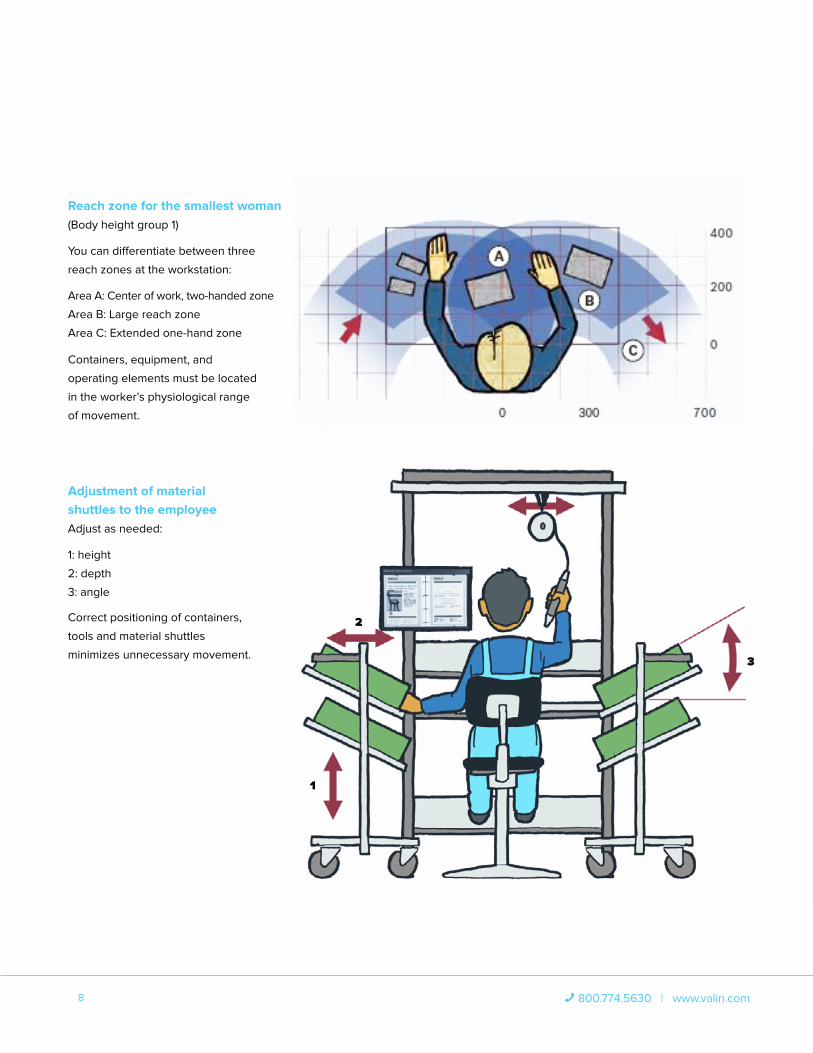
Containers, equipment, and
operating elements must be located
in the worker’s physiological range
of movement.
Reach zone for the smallest woman
(Body height group 1)
You can differentiate between three
reach zones at the workstation:
Area A: Center of work, two-handed zone
Area B: Large reach zone
Area C: Extended one-hand zone
1
2
3
Correct positioning of containers,
tools and material shuttles
minimizes unnecessary movement.
Adjustment of material
shuttles to the employee
Adjust as needed:
1: height
2: depth
3: angle
9 800.774.5630 | www.valin.com
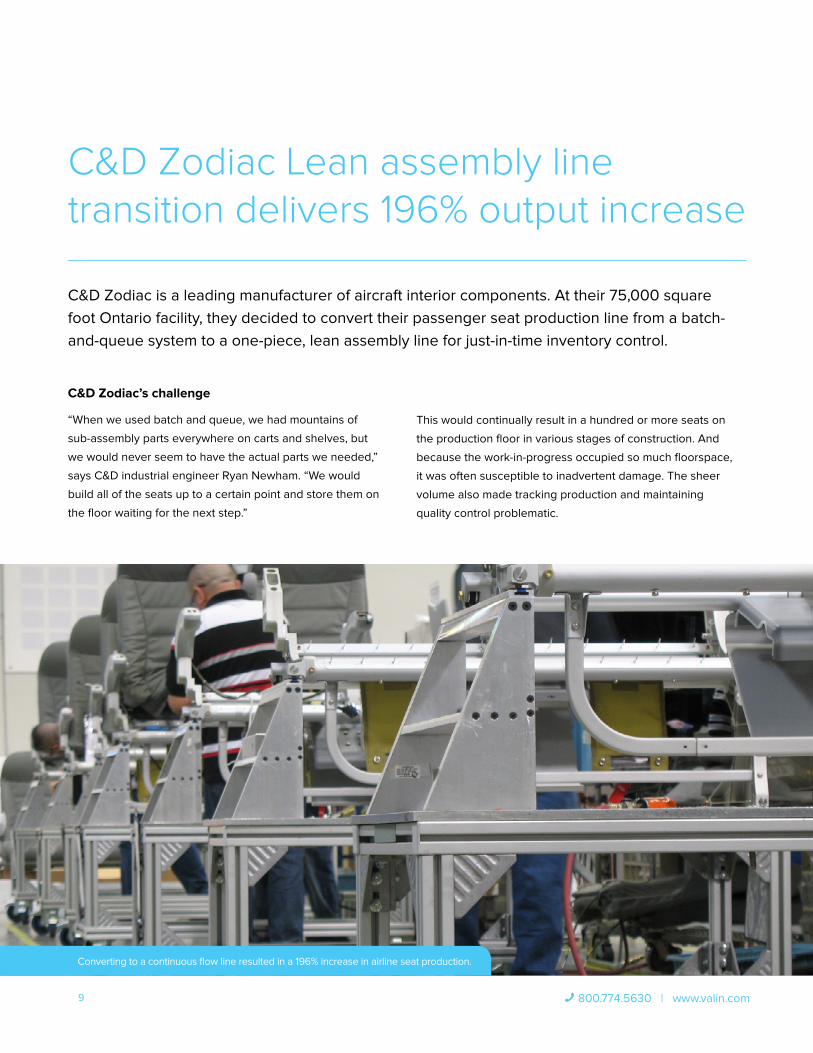
C&D Zodiac Lean assembly line transition delivers 196% output increase
C&D Zodiac is a leading manufacturer of aircraft interior components. At their 75,000 square
foot Ontario facility, they decided to convert their passenger seat production line from a batch-
and-queue system to a one-piece, lean assembly line for just-in-time inventory control.
C&D Zodiac’s challenge
“When we used batch and queue, we had mountains of
sub-assembly parts everywhere on carts and shelves, but
we would never seem to have the actual parts we needed,”
says C&D industrial engineer Ryan Newham. “We would
build all of the seats up to a certain point and store them on
the floor waiting for the next step.”
Converting to a continuous flow line resulted in a 196% increase in airline seat production.
This would continually result in a hundred or more seats on
the production floor in various stages of construction. And
because the work-in-progress occupied so much floorspace,
it was often susceptible to inadvertent damage. The sheer
volume also made tracking production and maintaining
quality control problematic.

10 800.774.5630 | www.valin.com
Conversion to Lean
The line is now arranged so parts can be received at
the beginning and pieced together down the line. Each
passenger seat is constructed on a fixture that is attached
to an aluminum cart. The production line finishes right next
to the exit door for simple, immediate shipping.
Following lean principles, assembly work is equally divided
among the stations: each has precisely 18 minutes worth of
work.
The cart moves down the line from station to station where
various sub-assemblies are installed: armrests, food trays,
legs, spreaders, tubes, diaphragms, baggage bars, backs,
in-flight entertainment (IFE) components, and seat cushions.
Tool holders are designed and placed so retrieval is almost
instinctive. The tool rack presents the hand tools in a
natural, handle-first manner. It’s also modular, so it’s easy to
add or remove tools later on.
C & D Zodiac now has only eight or nine work-in-progress
chairs at any one time, instead of hundreds waiting for a
next step that might still be days away.
Converting to a continuous flow line resulted in a 196%
increase in airline seat production.
The new workcell, workstation and
process design
✓ Process: 211 steps using 311 parts
✓ Workcell: nine final assembly stations
and 10 sub-assembly stations
✓ Easily reconfigurable aluminum
assembly station carts
✓ Die-cast gusset connectors, adjustable
angle gusset kits, and end caps
✓ Ergonomic tool rails and tool holders
✓ Professional look with durable,
anodized structural framing
Outcomes
✓ Increased production rate by 196%
✓ Production: one seat every 18 minutes
✓ Improved quality control and oversight
✓ Work-in-progress inventory cut from
100 seats to less than 10
Tool holders hold all of the necessary hand tools in an ergonomic, handle-first, ready-to-use position.
11 800.774.5630 | www.valin.com
Valin lean manufacturing services
Do you need to streamline your material flow,
improve your ergonomics, or reduce the amount of
effort by people to move your product around?
Our lean experts can help you design, build and
install custom ergonomic workstations, material
handling systems, flow racks, lead assembly lines,
mobile carts or conveyor units.
Valin Headquarters
1941 Ringwood Avenue, San Jose, CA 95131
Phone: 800-774-5630
Fax: 408-730-1363
E-mail: [email protected]
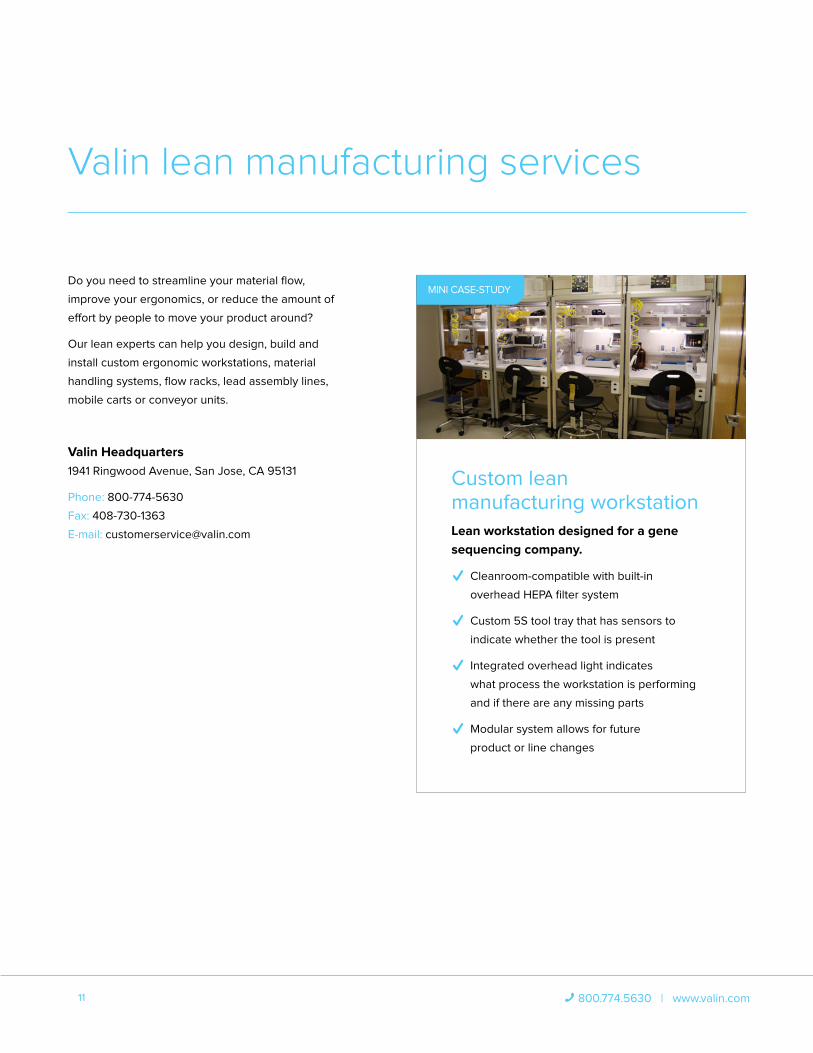
Custom lean manufacturing workstation Lean workstation designed for a gene
sequencing company.
✓ Cleanroom-compatible with built-in
overhead HEPA filter system
✓ Custom 5S tool tray that has sensors to
indicate whether the tool is present
✓ Integrated overhead light indicates
what process the workstation is performing
and if there are any missing parts
✓ Modular system allows for future
product or line changes
MINI CASE-STUDY
Recommended