Slurry Handling, Troubleshooting and FiltrationSlurry Handling, Troubleshooting and Filtration
Levitronix CMPUG SymposiumBudge Johl – Phoenix, AZ
February 17, 2005

Key CMP Issues & Their Causes
Three key CMP issues encountered in field:High defects/microscatches on wafersChange in polishing performance (removal rate, nonuniformity)Short filter lifetime or reduction in lifetime
Associated causes of these three key issues:Large particles in slurryChange in slurry particle size distributionHigh gel content in slurry

Particles MicrogelAggregate AgglomerateRef.: R. Iler, Chapter One , “The Chemistry of Silica”,
John Wiley & Sons, 1979
Terminology of Particles Observed with SEM, ESEM & Light Microscope
Particle: single solid sphere or other geometryAggregate: multiple particles chemically attached to each other (chain), primarily via siloxane bonds“Agglomerate”: particles and aggregates come together into close-packed clumps due to entanglement, drying, and coagulation, denser than the surrounding solution Microgels: aggregates link together and form three dimensional network with water trapped within; same density and refractive index as the surrounding solution (Filter Plugging Problem)

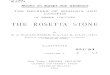
Potential Defect Causing Agglomerates & Large Particles

Silica slurry was diluted with pH adjusted water,then filtered through a 3 micron Isopore membrane.
Membrane with Wet Gel & Particles Same Membrane with Dry Gel & Particles
WetGels
DryGels
LargeParticles
Gels

Possible Sources of Large Particles & Gels:
AgglomerationLocal drying in shipping container, tank, and fittingsSettlingpH shock during dilutionTemperature fluctuation during shipping and storageShearing (i.e. certain valves, pumps, piping design)Improper MixingLarge # of TurnoversLack of PM’s on Distribution SystemLack of proper slurry conversion protocols from one slurry type to another, including flushing and system sterilization protocols.

Oxide Defects “Large Particles” in Slurry Create Micro-Scratches & Embedded Particles on Wafers
Typical defects in oxide CMPRef.:C. Dennison, KLA-Tencor, Micro, February 1998

W-CMP Defects
Nine types of tungsten CMP defects
Ref.: C. Dennison, KLA-Tencor, Micro, February 1998

Large ScratchLarge Scratch
Cu-CMP Defects

Large Chatter Marks
Optical image (Compass®) SEM images (SEMVision™)
AFM (Veeco)
Cu-CMP Defects

Gouge
AFM (Veeco)
Cu-CMP DefectsOptical image (Compass) SEM images (SEMVision)

Micro ScratchMicro Scratch
AFM (Veeco)
Cu-CMP DefectsOptical image (Compass) SEM images (SEMVision)

Slurry Troubleshooting Takes Detective Work

Slurry Trouble Shooting Methods
• Delta p measurement• SEM analysis of usedfilter
•ESEM analysis of slurry
Gel Content of SlurryShort or Reduced Filter Lifetime
• Mean Particle Analyzer• % Solids Measurement• Density• pH• Conductivity• % Assay• Viscosity• Zeta Potential
Change in Mean Particle Size Distribution or other parameter
Change in Polishing Performance
• Particle Counting Eq.• SEM Analysis• EDX (Elemental Signature)
Large Particles in SlurryDefects including Microscratches (LPD’s on Wafers)
Troubleshooting MethodAssociated Cause of ProblemTypical Problem Encountered
0.00 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.0930N500
50
100
150
200
250

Analytical Labs Play Key Role for Slurry Handling, Troubleshooting and Filtration
� Total % Solids� Density / Specific Gravity� pH� Conductivity� Viscosity� Mean Particle Size� Large Particle Size� Filtration Testing & Optimization (Source, Post Mix, Global Loop & POU)� Zeta Potential� Percent Assay & Assay Development� Slurry Characterization, Distribution & Handling Evaluations, Slurry Conversion Protocols

Drum Contamination
Clean drum surface to remove dust particles before openingWhen removing lids bung holes should be carefully cleaned before pouring out slurry.Carefully clean the slurry container lids & bung holes before closing left over slurry pails or drums to prevent introducing dry slurry particles.Dip tubes should be clean before introducing into new slurry container.

Some MixingFactors
� Size of Tote� Age of Slurry� Number of Propellers� Type of Mixer and Propeller� Direction of Mixing � RPM� Propeller Scraping Side of Drum
CUS1201A Mixing Time @ 500 RPM
2929.5
3030.5
3131.5
3232.5
33
0 5 10 15 20 25
Time (minutes)
Tota
l Per
cent
Sol
ids
Top Bottom
Note: Slurry allowed to remain undisturbed for several weeks for Time 0 sample.
Proper Mixing of Slurry

Minimizing Particle GrowthHumidificationNeed to humidify the air pockets that come in contact with the slurry with >95% humidity.Need to avoid drying of the slurry which can result in formation of agglomerations and aggregates.
Non-Humidified
Effect of Humidification in CDM’s

Effect of CDM’s on Slurry Health
Large Particle Population Distribution
0
50000
100000
150000
200000
250000
300000
350000
400000
450000
500000
0.5 1 1.5 2 2.5
Particle Diameter (µm) ->
Counts
ControlCDM-I
CDM-II
CDM-III

Levitronix Pump Study
Magnetic Levitation Technology

Dynamic Levitronix Pump Study
Time (Hours)
0 50 100 150 200 250 300 350
Tota
l Per
cent
Sol
ids
22.5
25.0
27.5
30.0
32.5
Vis
cosi
ty (c
P),
Den
sity
(g/m
L)
0
1
2
3
4
5
6
Storage Tank Turnovers
0 250 500 750 1000 1250 1500 1750
Viscosity (cP)
Density (g/mL)
Total Percent Solids
Klebosol® 1501-50

HOURS
0 50 100 150 200 250 300 350
Zeta
Pot
entia
l (m
V)
-75
-50
-25
0
Days
0 2 4 6 8 10 12 14
Dynamic Levitronix Pump
Klebosol 1501-50

HOURS
0 50 100 150 200 250 300 350
Mea
n PS
D (n
m)
0
25
50
75
100
125
150
Days
0 2 4 6 8 10 12 14
Dynamic Levitronix Pump
Klebosol 1501-50

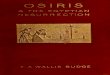
Klebosol 1501-50 Dynamic Levitronix Pump Study
0
1000
2000
3000
4000
5000
6000
0 5 10 15 20 25 30 35 40 45 50
Particle Diameter (microns)
Cum
ulat
ive
Num
ber
(# P
art
> D
iam
eter
)
T0hrs T24hrs (122 TO) T144hrs (730 TO) T336hrs (1700 TO)

Klebosol 1501-50 Dynamic Levitronix Wafer Removal Rate Response
0.0
0.5
1.0
1.5
2.0
1 2 3
Polisher Head #
Nor
mal
ized
RR
Dat
a
STANDARD (0 Turnovers) RRLEVITRONIX (1700 Turnovers) RR

Klebosol 1501-50 Dynamic Levitronix Pump Defectivity Response
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
Head 1 Head 2 Head 3
Polisher Head #
Nor
mal
ized
Def
ect D
ata
( >
0.1
µm ) STANDARD (0 Turnovers)
LEVITRONIX (1700 Turnovers)

Filtration
Wonder if this filter will work?

Possible Filter Locations
DIFiltration
ShippingContainer
Dilution Day Tank
PolishingTool
Water Track
CleaningChemicalFiltration
RecirculatedDI
Filtration
POUFiltration
RecirculationLoop
Filtration
PostDilutionFiltration
IntakeFiltration
Post CMP Cleaning

Filter Retention Curves
� Filter Ratings Are Not All Created Equal� Filter Retention Curves are Very Useful to Determine
Effective Micron Size of the Filter at various Percent Retentions
Retention Efficiency Curves for Planargard CMP Filters
0
20
40
60
80
100
0 5 10 15 20 25 30
Particle Size (microns)
Perc
ent R
eten
tion
CMP1
CMP3
CMP5
CMP7
CMP9
CM11
CM13
CM16

Defectivity Improvement
Large Defectivity Improvement Seen with Global Loop and POU filters.
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
Nor
mal
ized
Def
ect D
ata
Res
pect
to D
ay 0
(>0.
1 µµ µµ m
)
0 24 72 144 192Time (Hours)
EPL2362 Defectivity Response
Dynamic 3 µms Global Loop Filtered
Unfiltered (Static)
Point-of-Use 1.5 µms Filtered (Static)

If the filter is optimized for the slurry, there is noRR loss.
Loop filter : no RR loss
Filter : Mykrolis Corp., Planargard CMP3 10”

Foreign Materials Found On Filter
Foreign Materials� Can Decrease Filter Life� Such as Plastic Shavings/Misc.� Some Foreign Materials Statically� Attracted to PFA Tubing
� Some Other Possible Sources� Unclean Source Container� Mixing Blade Improperly Adjusted & � Scrapes Side of Drum� Dirty Dip Tubes� Unclean Environment where Drum Opened� Improperly Cleaned Delivery System

Filtration Summary
CMP slurry filtration may reduce defects and improve process consistency
POU slurry filtration allows the use of more retentive filters
Higher retention provides better defect reduction
Filtration in slurry delivery systems will extend POU filter’s lifetime
Filter lifetime is highly slurry and process dependent
Lifetime can be monitored by pressure drop and/or flow rate

Conclusion
Understanding slurry characteristics, handling properties and filtration is key for maintaining distribution systems, troubleshooting and minimizing large defect causing particles.
Rohm and Haas Electronic Materials actively seeks to collaborate with distribution system suppliers, filter companies & others to provide the best solutions for the customer.
Together as suppliers we can achieve optimized solutions to fit customer needs and to keep them on target.

� BOC Edwards and FSI International Publications (John Bare & Budge Johl)
� Mykrolis (Millipore) Ken Adrian, Budge Johl, Geanne Vasilopoulos & Gregg Conner
� Rohm and Haas Electronic Materials (Team)
Acknowledgements
Compass and SEMVision are trademarks of Applied Materials, Inc. Klebosol is a trademark of AZ Electronic Materials.Planargard is a trademark of Mykrolis Corp.
� Levitronix® – Provided Pump for Evaluation
Recommended