
Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
Development of Models for the Prediction of Mechanical
Properties of Rolled Ribbed Medium Carbon Steel
OYETUNJI Akinlabi. (Corresponding author)
Department of Metallurgical and Materials Engineering,
The Federal University of Technology, Akure Nigeria
Tel: +2348035795536, E-mail:[email protected]
ADEBAYO Abdullah Olawale
Department of Metallurgical and Materials Engineering
The Federal University of Technology, Akure Nigeria
Tel: +2348064837675, E-mail:[email protected]
Abstract
The target of the contribution is to outline possibilities of applying modelling for the prediction of
mechanical steel properties of ribbed medium carbon steel rods. The impact toughness; tensile properties -
tensile strength at maximum load, tensile strength at break and yield strength; as well as hardness property
of medium carbon steels rolled from inland rolling mills were determined experimentally and quantitatively.
The experimental data obtained were used to develop models using stepwise techniques (statistical
analysis). The precise tool used for development of these models was multiple regression analysis (Analysis
of Variance- ANOVA) and the models were used to obtain the predicted (numerical) values of these
properties for each of the materials investigated. The outcome models enable the prediction of mechanical
properties of the material on the basis of decisive parameters influencing these properties. Both the
experimental and calculated (numerical) values of these properties were subjected to statistical tests namely,
paired t-tests, correlation coefficient, standard error, standard deviation and variance; which were found
valid within the limit of experimental error.. By applying modelling that are combination of mathematical
and physical analytical methods it will be possible to lower the manufacturing cost, environmental costs
and enable the users of the products to also confirm the predicted properties easily before use.
Keywords: Modelling; mechanical properties; rolled-ribbed steel; multiple regression analysis, validation
and statistical analysis
NOMENCLATURE
C=Carbon (%),
Mn=Manganese (%),
Si= Silicon (%),
Ni= Nickel (%),
Cr = Chromium (%),
P= Phosphorus (%),
S= Sulphur (%),
Cu= Copper (%),

Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
Co= Cobalt (%),
W= Tungsten (%)
Fe= Iron (%)
Dia= Diameter of the steel rods (mm)
THV = Transverse Hardness Value (RHN)
LHV: = Longitudinal Hardness Value (RHN)
TS@LMax = Tensile Strength At Maximum Load (N/mm2)
TS@Break = Tensile Strength At Break (N/mm2)
YS= Yield Strength (N/mm2)
IS= Impact Strength (J)
THV1 = Transverse Hardness Value Predicted from Model Type-1 (RHN)
LHV1: = Longitudinal Hardness Value Predicted from Model Type-1 (RHN)
TS@LMax 1 = Tensile Strength At Maximum Load Predicted from Model Type-1 (N/mm2)
TS@Break1 = Tensile Strength At Break Predicted from Model Type-1 (N/mm2)
YS1= Yield Strength Predicted from Model Type-1 (N/mm2)
IS1= Impact Strength Predicted from Model Type-1 (J)
THV2 = Transverse Hardness Value Predicted from Model Type-2 (RHN)
LHV2: = Longitudinal Hardness Value Predicted from Model Type-2 (RHN)
TS@LMax 2 = Tensile Strength At Maximum Load Predicted from Model Type-2 (N/mm2)
TS@Break2 = Tensile Strength At Break Predicted from Model Type-2 (N/mm2)
YS2= Yield Strength Predicted from Model Type-2 (N/mm2)
IS2= Impact Strength Predicted from Model Type-2 (J)
1. Introduction
Mechanical properties of materials are of prime interest to the Engineers and the results of tests to
determine these properties are used for various purposes. They are of concern to a variety of parties such as
producers and consumers of materials, research organisations, government agencies, because they have
different areas of application of the material. Consequently, it is imperative that there be some consistency
in the manner in which tests are conducted, and in the interpretation of results so that appropriate choice of
materials will be made by the users.
The possibility to model the microstructure and mechanical properties of ribbed steel components enables
the engineers to use the property variation obtained in steel rolled as an input to structural simulation
programs such as JAVAS, MATLAB and VISUAL BASIC, and thereby be able to make good progress in
proper and accurate measurements. The mechanical properties of rolled steels are very sensitive to
composition, rolling process, section sizes and solidification behaviour, and thermal treatment.
Bringing the rolling process and materials testing closer to the materials designers and end users will lead to
a reliable, and optimised design of complex geometries of the materials. Improvement in the degree of
integration between processing, metallurgical and mechanical properties of steel ribbed can also be
achieved by the process. This will lead to a shorter lead-time, right from the first design attempt and
sounder components which strengthen the competitiveness of the material and rolling industry. The linking
between the process, microstructure and mechanical properties has been implemented in commercial
simulation software by various researchers such as Bingji (2009) that worked on development of

Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
model-intensive web-based rolling mill applications. Study on application of artificial intelligence methods
for prediction of steel mechanical properties was carried out by Jan^Íková et al , (2008). Myllykoski, et al
(1996) studied the development of prediction model for mechanical properties of batch annealed thin steel
strip by using artificial neural network modelling, and Dobrzański, et al (2005) studied methodology of the mechanical properties prediction for the metallurgical products from the engineering steels using the Artificial Intelligence methods ; and Simecek, and Hajduk (2007) studied the
prediction of mechanical properties of hot rolled steel products. All the works reviewed did not address
modelling to predict the following mechanical properties- impact toughness; tensile properties - tensile
strength at maximum load, tensile strength at break and yield strength; as well as hardness property of
rolled ribbed medium carbon steel. Fully know the engineering importance of this material in structural
industry; it becomes highly imperative that a study on how these properties can rapidly be predicted for the
use rolling industries, designers and end users should be investigated. To solve this problem of rapidly
prediction of these mechanical properties of rolled ribbed medium carbon steel, a modelling approach was
sought; this is rationale behind this work. Therefore, enabling the modelling and integration of these
processes will lead to substantial shortening of the development time, cost reduction and fewer risks.
Hence, the research study the development of models for the rapid prediction of mechanical
properties-Tensile Strength At Maximum Load (TS@LMax), Tensile Strength At Break (TS@Break), Yield
Strength (YS) , Transverse Hardness Value (THV), Longitudinal Hardness Value (LHV), and Impact
Strength (IS) of a very universal engineering material – rolled ribbed medium carbon steel, commonly
used in various structural engineering designs. While the specific objectives towards achieving the set aim
are to determine the chemical compositions of the as-received ribbed bars of diameters 12 mm, 16 mm 20
mm and 25 mm; experimental determination of mechanical properties of the medium carbon steel;
development of models from experimental results and validation for rapid prediction of the mechanical
properties.
2. Materials and Methods
The rolled ribbed medium carbon steel rods used were obtained from Nigerian Rolling Mills. The rods used
were 12 mm, 16 mm, 20 mm and 25 mm in diameters. Other materials included abrasive papers and water
as coolant.
2.1 Samples Preparation
A mass spectrometric analyzing machine was used to determine the chemical compositions of the steel rods
in accordance with ASTM E50-00 (2005) standard. The as-received steel samples were machined using
lathe machine with coolant into various standard tests specimens for hardness, tensile and impact tests. The
standard tensile test specimens were prepared according to ASTM E370 standard specification of 130 mm
long with a gauge length of 70 mm (Oyetunji, 2010) while the hardness samples were cut with power
hacksaw machine into 20 mm long. The specimens for impact test were machined into standard samples in
conformity with the Charpy V-notch impact machine specification (Oyetunji, 2010)
2.2 Tests
The experimentally determined mechanical properties on the various prepared standard specimens are
tested for hardness, tensile strength, breaking strength, yield strength and impact toughness.
2.2.1 Tensile Test
The tensile test specimen shown in Figure 1 was mounted on the Istron universal testing machine at the
jaws- one end stationary and the other movable. The machine was then operated which pulled the specimen
at constant rate of extension. The tensile test were performed in accordance with ASTM E8-09/E8M-09
standards (Oyetunji and Alaneme, 2005).
2.2.2 Hardness Test
The surface of the entire hardness test specimen shown in Figure 2 in which an indentation was to be made
were ground using 200 nm grinding papers to make them flat and smooth. A diamond indenter under the

Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
application of 60 KN was pressed into the surface. The hardness test was performed with the aid of digital
Rockwell hardness tester and the machine operational procedure in line with ASTM E18-08b and ASTM
E140-07 standards ( Oyetunji and Alaneme, 2005).
2.2.3 Impact Test
Each test piece shown in Figure 3 was held horizontally on a vice attached to the impact testing machine
such that the notched side faced the approaching hammer. The impact test was performed using V-notch
pendulum-type impact testing machine in accordance with ASTM A350 / A350M - 10 standards, (Bello et
al, 2007; Oyetunji, 2010 and Waid and Zantopulous,2000).
3.0 Model Development
In formulating the models, the following conditions were assumed: other elements in the materials were
assumed insignificant; the materials samples were as-rolled from the companies; there was normal heating
regime of the billets in the re-heating furnace; the system was under continuous rolling production; there
was no over tension and looping on the rolling line, that is, normal rolling speed; similar rolling scheme
was used; and normal water pressure.
Statistical analysis was used to develop the models. The results of the three tests namely tensile, hardness
and impact were analyzed statistically by using a routine for correlation, that is, multiple regression analysis.
The computation of the multiple regression parameters (coefficients) were obtained with the aid of
computer in a stepwise technique using the package known as Statistical Package for Social Science (SPSS).
Thereafter, the correlation between the predictors (independent variables) such as sample sizes, percentage
carbon, percentage manganese, percentage silicon, percentage phosphorous, percentage sulphur, percentage
chromium, percentage nickel, percentage copper, percentage cobalt, percentage tungsten and percentage
iron shown in Table 1 with the tensile strength at maximum load, tensile strength at break, yield strength,
impact energy and hardness were carried out. They all indicate good correlation. (with correlation
coefficient ® ranges from 0.9492 to 0.9999). The multiple regression analysis in accordance with Oyetunji,
2010 was used to determine the respective relations for the tensile properties, impact energy and hardness
with and without percentage iron for the four materials samples used.
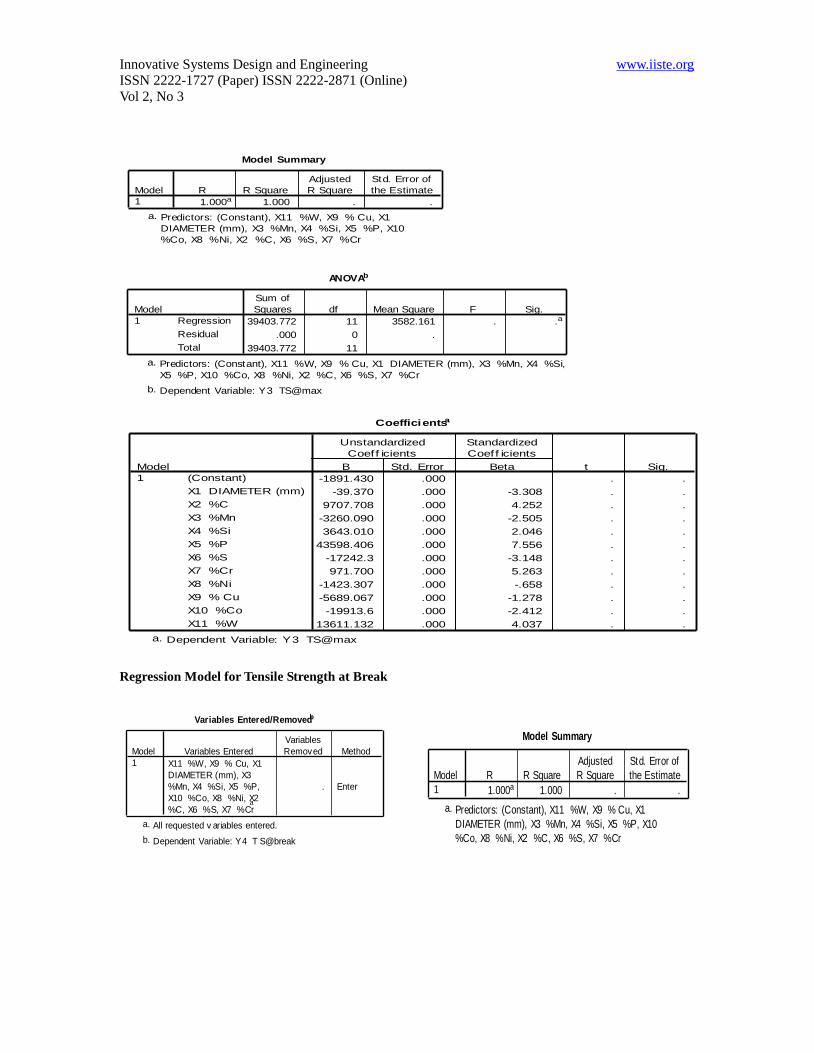
Resulting models from multiple regression analysis that predict the mechanical properties of medium
carbon rolled ribbed steel were presented in Appendix 1. Hence, the outcome models that predicted the
mechanical properties of the rolled ribbed bars as obtained in SPSS (Appendix 1 were presented as
equations 1 to 12.The predicted values were manually obtained from these models through the use
scientific calculator.
MODELS TYPE-I (WITH IRON)
: TRANSVERSE HARDNESS VALUE (THV)
(1) ..…………… 88.434%Fe +
242.816%W + 281.419%Co +19.221%Cu - 52.638%Ni + 497.482%S-
1179.607%P-63.113%Si +90.524%Mn + 368.952%C +.121.3045.87611
DiaTHV
: LONGITUDINAL HARDNESS VALUE (LHV)
)........(2.......... 104.783%Fe+
1245.566%W + o1436.090%C - 858.781%Cu - 129.133%Ni +2576.025%S -
454.022%P + 217.623%Si +94.675%Mn - 478.255%C +3.918Dia. - 10185.1- =1LHV

Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
: TENSILE STRENGTH AT MAXIMUM LOAD ( )
(3) .…............... 965.300%Fe -W 12707.265% +
20887.8%Co -u 6662.409%C - i2392.061%N - 18345.1%S - P42726.779% +
i2683.913%S +n 4228.685%M - 8869.178%C + 40.236Dia. - 94603.105 = TS 1@LMax
: TENSILE STRENGTH AT BREAK (TS@Break)
(4) .....….......... 303.993%Fe -8505.157W + 13607.1%Co -
u5179.974%C - i1043.603%N - 15350.3%S - P23344.305% +
i1983.252%S +n 2449.659%M - 6672.319%C + 24.84Dia. - 29685.912 = TS 1@Break
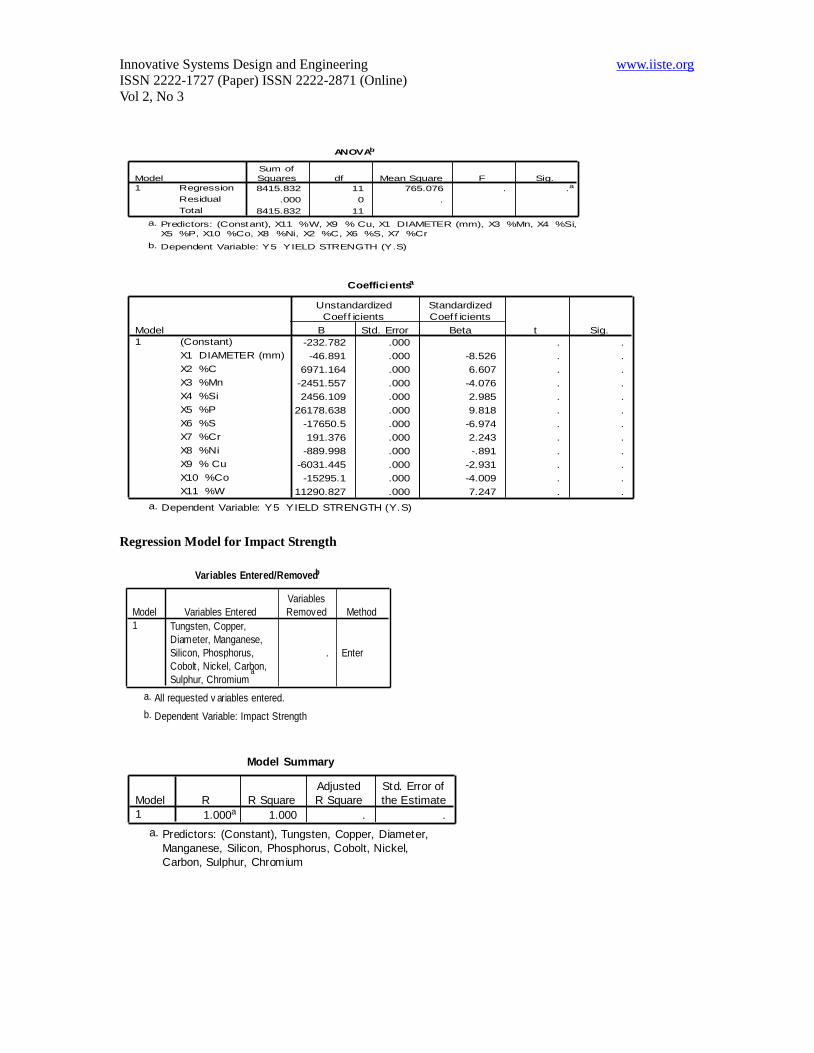
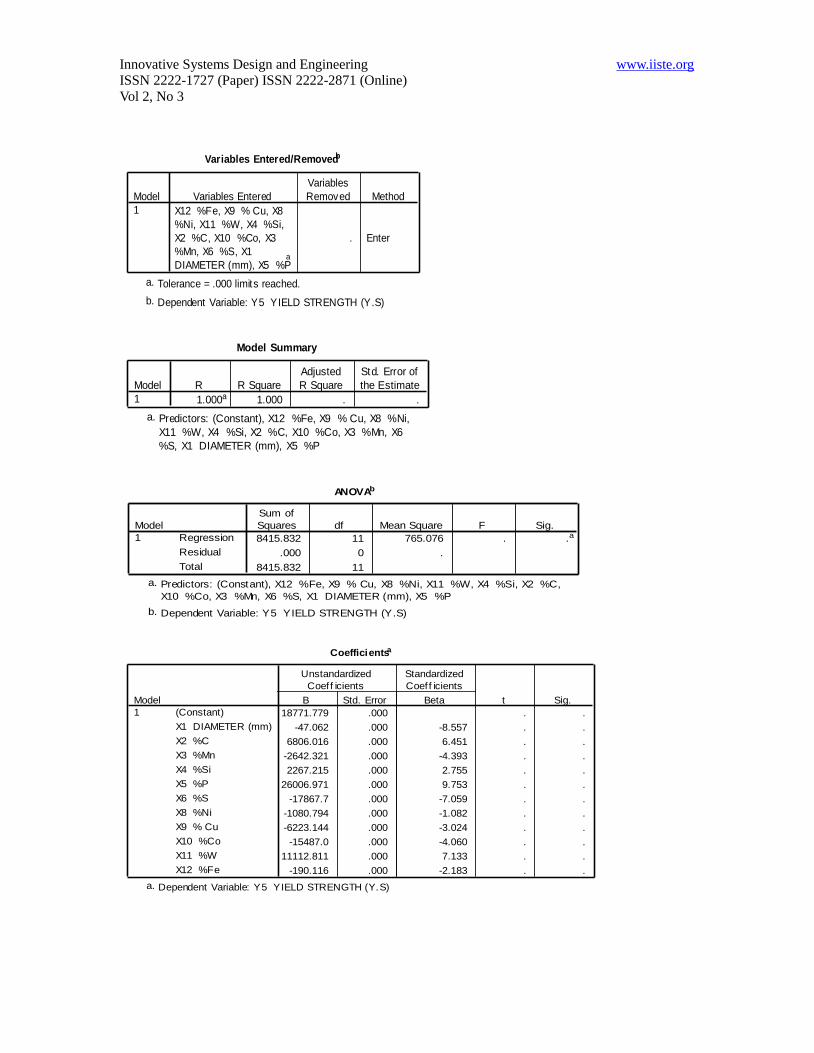
: YIELD STRENGTH (YS)
(5) .……....... 190.116%Fe -W 11112.811% +
15487.0%Co -u 6223.144%C - i1080.794%N - 17867.7%S - P26006.971% +
i2267.215%S +n 2642.321%M - 6806.016%C + Dia. 47.062 - 18771.779 =YS1
: IMPACT STRENGTH (IS)
(6) ..…......... 486.748%Fe - 1756.776%W +
o5937.968%C -u 1908.336%C - 596.001%Ni - 2665.421%S - P10289.641% +
%Si*293.275 + 1210.22%Mn - %C*3143.437 - 18.746Dia. + 49533.516 = IS1
MODELS TYPE-II (WITHOUT IRON)
: TRANSVERSE HARDNESS VALUE (THV)
(7) ..…………… 160.011%W +
192.169%Co + 108.391%Cu - 36.112%Ni -89.020%Cr - 598.514%S -
1259.459% - 24.753%Si -1.789%Mn + 292.132%C + 3.20Dia. - 79.057 =THV2
: LONGITUDINAL HARDNESS VALUE (LHV)
(8) …………..... 1147.451%W +
o1541.841%C - 964.437%Cu - 23.974%Ni +Cr 105.478% - 2695.735%S -
359.407%P + 113.513%Si + 199.816%Mn - 387.232%C + 4.012Dia. - 289.360 = LHV2
C2: TENSILE STRENGTH AT MAXIMUM LOAD ( )

Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
(9) ..……......... W 13611.132% + 19913.6%Co -
u5689.067%C - i1423.307%N - 971.700%Cr + 7242.3%S - P43598.406% +
i3643.010%S +n 3260.090%M - 9707.708% + 39.370Dia - 1891.430- = TSL 2max
D2: TENSILE STRENGTH AT BREAK ( )
(10) ..………... 8789.803%W + 13300.3%Co -u 4873.448%C -
738.523%Ni - 306.008%Cr + 15003.0%S - P23618.798% +
i2285.292%S +n 2144.629%M - 6936.389%C + 24.569Dia. - 702.189- = TS 2@Break
E2: YIELD STRENGTH (YS)
(11) ..…… ..... W 11292.827% +15295.1%Co -
u6031.445%C - 889.998%Ni - 191.376%Cr + 17650.5%S - P26178.638% +
i2456.109%S +n 2451.557%M - 6971.164%C + 46.891Dia. - 232.782 - =YS2
F2: IMPACT STRENGTH (IS)
(12) .…… ...... 2212.546%W + o5446.725%C -
u1417.534%C - 107.512%Ni - 489.975%Cr + 2109.332%S - P10729.154% +
776.895%Si + 721.811%Mn - 2720.612%C - 19.182Dia. + 876.643 =IS2
3.1 Validation of the Developed Models
Validation of the developed models was carried out in two stages: first by verification through manual
computation and second by statistical analysis. The verification was done by using a set of predetermined
data for the prediction of the mechanical properties of the specimen. The theoretical (numerical) results
obtained were compared to experimental results as shown in Table 2. From the results, it was shown that
theoretical and experimental values were approximately equal. To further ascertain the consistency of this
result, validation by statistical test was carried.
The experimental and numerical data of each property were subjected to the following statistical tests:
Paired t-tests; Correlation Coefficient; and Standard Error of Prediction.. The validation tests indicate that
there was good agreement between the numerical and experimental values. From the paired t-tests results in
Tables 3 –8, the pair difference and the standard deviations values were very small. The acceptable interval
range was also very narrow and these confirmed that there was no significant difference between the
predicted and experimental values. According to Oyetunji (2010), a very high positive correlation (R) was
observed when the coefficient of correlation test was carried out on the predicted and experimental data of
all the mechanical properties estimated. This was an indication of excellent reliability of the obtained data.
Also, there was none of the data that its standard error value was more than 2.721 % for both the predicted
and experimental data. This implies good agreement in the two data as the standard error values in Tables
9-14 were considered insignificant and therefore neglected because standard error values were less than
10% (Kusiak and Kuziak,2002; and Oyetunji, 2010). There were good agreements between the predicted
and experimental data for all validation tests done on the data collected, it can therefore be said that the

Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
developed models were reliable and valid. And they can be used to predict the mechanical properties of
rolled ribbed medium carbon steels that were studied.
3.2 Models with and without Iron
A critical observation of both types-models developed was made. This revealed that the type-2, that is,
models without iron inclusive predicted the observed value more accurately than the type-1 (models with
iron inclusive). This could be seen as calculated and shown in Tables 8 –14 as the standard error of the
models for types-1 and 2 models indicated. The standard errors values of the predicted values from
developed models and experimental values were very close and are less than 10%. This shows that both the
experimental values and predicted values from developed models were valid (Kusiak and Kuziak, 2002;
and Oyetunji, 2010). Though, both models types are valid, but type-2 predicted almost exactly the same
values of the mechanical properties-Tensile Strength At Maximum Load (TS@LMax), Tensile Strength At
Break (TS@Break), Yield Strength (YS) , Transverse Hardness Value (THV), Longitudinal Hardness Value
(LHV), and Impact Strength (IS) of rolled ribbed medium carbon steel rods as the experimental values.
Hence, type-2 models are more preferred for perfect accuracy and reliability with insignificant error of
prediction.
4. Conclusions
In the field of research oriented on metallurgical technologies control with the aim to optimize a quality of
materials by applying models for predicting mechanical properties of rolled ribbed steel rods after
experimental works, models were developed and manually tested. These models predicted final mechanical
properties-Tensile Strength At Maximum Load (TS@LMax), Tensile Strength At Break (TS@Break), Yield
Strength (YS) , Transverse Hardness Value (THV), Longitudinal Hardness Value (LHV), and Impact
Strength (IS) of rolled ribbed medium carbon steel rods on the basis of the knowledge of chemical steel
compositions, steel rods section diameters 12 mm, 16 mm , 20 mm and 25 mm; and the conditions of
rolling of ribbed medium carbon steel bar.
Thus from the results, the following conclusions were drawn;
The multiple regression analysis is a powerful tool (Analysis of Variance- (ANOVA)) to develop models
that predict theoretically the mechanical properties of rolled ribbed medium carbon steel rods.
The predicted and experimental values were in good agreement with each other.
The models developed are excellent in predicting the mechanical properties of the materials studied.
The models type-2 (models without iron inclusive). is more accurate than the models type-1 (models with
iron inclusive). in predicting the mechanical properties of rolled ribbed medium carbon steel rods.
References
ASTM E 140-07 Standard. Hardness conversion tables for metals relationship among brinell hardness,
Vickers hardness, Rockwell hardness, superficial hardness, knoop hardness, and scleroscope.
ASTM E 18-08b- Standard Test Methods for Rockwell Hardness of Metallic Materials.
ASTM E 50-00 (2005) Standard Practices for Apparatus , Reagents, safety consideration for Chemical
Analysis of Metals, Ores, and Related Materials.
ASTM E 8-09/ E 8M-09 Standard Test Methods for Tension Testing of Metallic Materials.
ASTM E370 Standard Test Methods and Definitions for Mechanical Testing of Steel
Bello, K.A;, S.B. Hassan, M. Abdulwahab,. Shehu1 1 L.E. Umoru, A. Oyetunji, and I.Y.Suleiman (2007).
Effect of Ferrite-Martensite Microstructural Evolution on Hardness and Impact Toughness Behaviour of
High Martensite Dual Phase Steel. Australian Journal of Basic and Applied Sciences, 1(4): Pp. 407-414.
Bingji Li (2009). Development of Model-intensive Web-based Rolling Mill Applications, AISTech 2009
Proceedings - Volume II Pp 935-946
Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
Dobrzański, L.A.; M. Kowalskiand and J. Madejski (2005). Methodology of the mechanical properties
prediction for the metallurgical products from the engineering steels using the Artificial Intelligence
methods. Journal of Materials Processing Tech, Vols 164-165, pp 1500-1509 AMPT/AMME05 Part 2.
Jan^íková, Z. ; V. Roubí^ek, and D. Juchelková (2008) . Application of Artificial Intelligence
Methods For prediction of steel mechanical properties. METABK (METALURGIJA ) 47(4) UDC –
UDK 669.14.018:620.17:004.032:608.4=111 ISSN 0543-5846 PP 339-342.
Kusiak, J. and Kuziak, R. (2002), Modelling of microstructure and mechanical properties of steel using
the artificial neural network. Journal of Materials Processing Technology,127 (1), Pp115-121.
Myllykoski, P.; J. Larkiola and J. Nylander (1996). Development Of Prediction Model For Mechanical
Properties Of Batch Annealed Thin Steel Strip By Using Artificial Neural Network Modelling . Journal of
Materials Processing Technology Vol. 60 Issues 1-4. Pp 399-404
Oyetunji, A. and Alaneme K. K. (2005). “Influence of the Silicon Content and Matrix Structure on the
Mechanical Properties of Al-Si Alloy”. West Indian Journal of Engineering. Vol.28. No.1, Pp.36- 44.
Oyetunji, A. and Adebisi, J.A. (2009). Development of Software for Rapid Estimation of Corrosion Rate of
Austempered Ductile Iron in corrosive media. Australian Journal of Basic and Applied Sciences,
ISINET Publication Vol 3 (3) Pp 2801-2808.
Oyetunji, A. (2010). “Modelling the Impact Properties of Grey Cast Iron Produced from CO2 and Steel
Moulds” Journal of Applied Science Research, ISINET Publication Pakistan. Vol. 6(5), Pp 393 – 400.
Simecek, P. and Hajduk, D. (2007). Prediction of Mechanical Properties of Hot Rolled Steel Products.
Journal of Achievement in Materials and Manufacturing Engineering. Vol. 20, Issues 1-2. Pp 395 – 398.
Wain, GM.and Zantrtropulos, H. (2000). The effects of OD curvature and sample flattening onTransverse
Charpy V-Notch Impact toughness of high Strength Steel Tubular product . ASTM (SEDL/ST P
10380-EB/STP14402S) Standard and Engineering Digital library (SEDL) Symposia paper. P12.
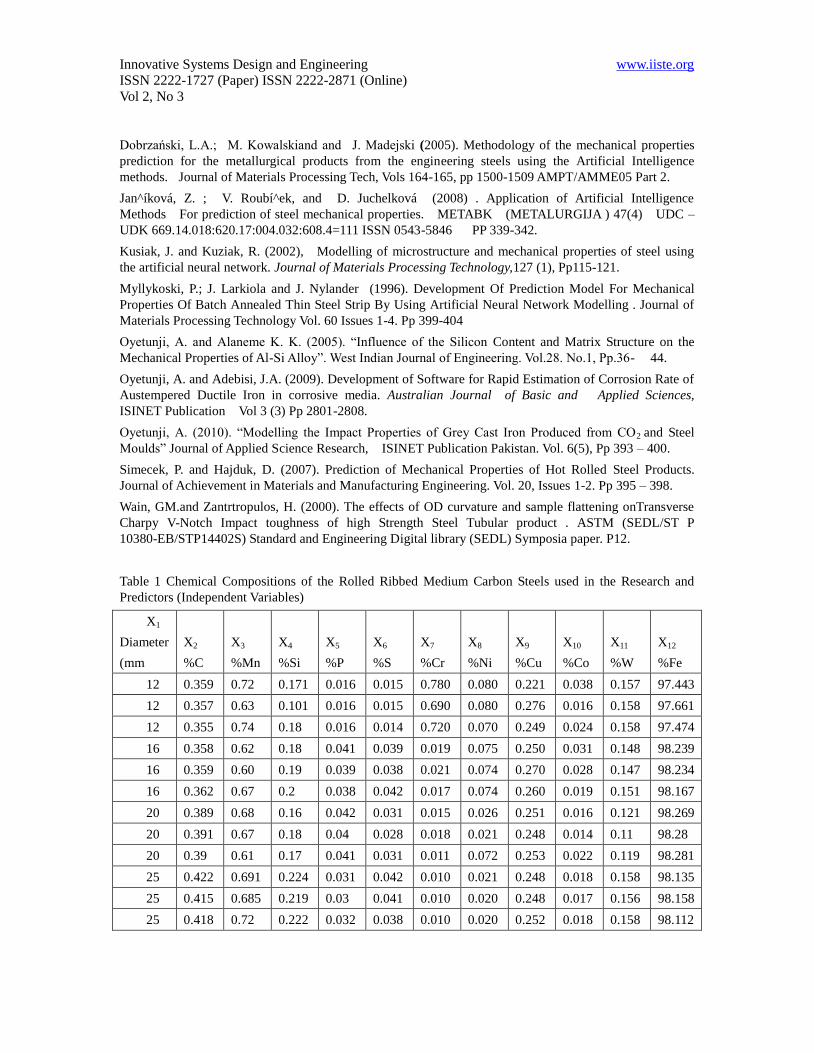
Table 1 Chemical Compositions of the Rolled Ribbed Medium Carbon Steels used in the Research and
Predictors (Independent Variables)
X1
Diameter
(mm
X2
%C
X3
%Mn
X4
%Si
X5
%P
X6
%S
X7
%Cr
X8
%Ni
X9
%Cu
X10
%Co
X11
%W
X12
%Fe
12 0.359 0.72 0.171 0.016 0.015 0.780 0.080 0.221 0.038 0.157 97.443
12 0.357 0.63 0.101 0.016 0.015 0.690 0.080 0.276 0.016 0.158 97.661
12 0.355 0.74 0.18 0.016 0.014 0.720 0.070 0.249 0.024 0.158 97.474
16 0.358 0.62 0.18 0.041 0.039 0.019 0.075 0.250 0.031 0.148 98.239
16 0.359 0.60 0.19 0.039 0.038 0.021 0.074 0.270 0.028 0.147 98.234
16 0.362 0.67 0.2 0.038 0.042 0.017 0.074 0.260 0.019 0.151 98.167
20 0.389 0.68 0.16 0.042 0.031 0.015 0.026 0.251 0.016 0.121 98.269
20 0.391 0.67 0.18 0.04 0.028 0.018 0.021 0.248 0.014 0.11 98.28
20 0.39 0.61 0.17 0.041 0.031 0.011 0.072 0.253 0.022 0.119 98.281
25 0.422 0.691 0.224 0.031 0.042 0.010 0.021 0.248 0.018 0.158 98.135
25 0.415 0.685 0.219 0.03 0.041 0.010 0.020 0.248 0.017 0.156 98.158
25 0.418 0.72 0.222 0.032 0.038 0.010 0.020 0.252 0.018 0.158 98.112

Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
Table 2: Transverse Hardness Value ( Experimental and Numerical Data) with models type-1 (models with
iron inclusive) of rolled ribbed medium carbon steel using Chemical Compositions in Table 1
S/
No
Diameter
(mm)
Exp.
Value
Numerical
value
Difference
(Exp. Value-
Numerical
Value)
Remark
A
12 49.60 49.64
-0.04 Insignificant
Difference
B
12 48.57 48.61
-0.04 Insignificant
Difference
C
12 48.98 49.02
-0.04 Insignificant
Difference
D
16 52.25 52.29
-0.04 Insignificant
Difference
E
16 52.33 52.37
-0.04 Insignificant
Difference
F
16 52.30 52.34
-0.04 Insignificant
Difference
G
20 47.45 47.49
-0.04 Insignificant
Difference
H 20 49.93 49.97 -0.04 Insignificant

Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
Difference
I
20 47.94 47.98
-0.04 Insignificant
Difference
J
25 54.05 54.09
-0.04 Insignificant
Difference
K
25 53.50 53.53
-0.03 Insignificant
Difference
L
25 53.72 53.76
-0.04 Insignificant
Difference
Table 3. Pair t-test Analysis that Determine the Acceptable Confidence Interval Range of Transverse
Rockwell Hardness Value A (THV) of Rolled Ribbed Medium Carbon Steel.
S
/
N
Transver
se
Rockwel
l
Hardnes
s
Value A
of
Rolled
Ribbed
Medium
Carbon
Steels
(THV)
Pair
Differenc
e
(d)
Square of
Pair
Difference
(d2)
Mean of
Pair
Difference
( d )
Variance of
Pair
Difference
Var (d)
Mean of
Variance of
Pair
Difference
(Var ( d )
Stand
ard
Devia
tion
(Sd)
Con
fide
nce
Inte
rval
( )
(99.
9%)
Deg
ree
of
Fre
edo
m
tv(0.0
01)
Acceptable
Interval
( d + tv(1- )
Sd)
Lower
Limit
Upper
Limit
1 THV1 5.096E-2 2.2251E-2 4.250E-2 5.569E-5 4.641E-6 2.154
E-3
9.99
E-1
4.44 3.29E-
2
5.207E
-2
2 THV 2 -3.421E-2 1.0351E-2 -2.8508E-3 9.3214E-4 7.7678E-5 8.813 9.99 4.44 -4.2E-2 3.63E-

Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
E-3 E-1 2
Table 4: Pair t-test Analysis that Determine the Acceptable Confidence Interval Range of
Longitudinal Rockwell Hardness Value A (LHV) of Rolled Ribbed Medium Carbon Steel.
S/
N
Longitu
dinal
Rockwe
ll
Hardnes
s
Value A
of
Rolled
Ribbed
Medium
Carbon
Steels
(LHV)
P
air
Differe
nce
(d)
Square
of Pair
Differe
nce
(d2)
Mean
of Pair
Differe
nce
( d )
Variance
of Pair
Differenc
e
Var (d)
Mean of
Variance of
Pair
Difference
(Var ( d )
Standard
Deviation
(Sd)
Confi
dence
Interv
al
( )
(99.9
%)
Degre
e of
Freed
om
tv(0.001
)
Acceptable
Interval
( d + tv(1- )
Sd)
Lower
Limit
Upper
Limit
1 LHV1 -9.366 8.7648 0.7805 0.1323 0.0110 0.105 0.999 4.44 0.3143 -1.2467
2 LHV 2 -.9.48
E-1
0.9131 -0.079 0.0762 6.350E-3 0.0797 0.999 4.44 -0.4329 0.2749
Table 5.Pair t-test Analysis that Determine the Acceptable Confidence Interval Range of Tensile Strength at
maximum Load (TS@Lmax) of Rolled Ribbed Medium Carbon Steel.
S/
N
Tensile
Strength
at
Maximu
m Load
of
Rolled
Ribbed
Medium
Carbon
Steels
(TS@L
max)
Pair
Differe
nce
(d)
Square
of Pair
Differe
nce
(d2)
Mean
of Pair
Differe
nce
( d )
Variance
of Pair
Differenc
e
Var (d)
Mean of
Variance of
Pair
Difference
(Var ( d )
Standard
Deviation
(Sd)
Confi
dence
Interv
al
( )
(99.9
%)
Degre
e of
Freed
om
tv(0.001
)
Acceptable
Interval
( d + tv(1- )
Sd)
Lower
Limit
Upper
Limit
1 TS@Lm -6.268 43.994 -0.522 3.7018 0.3085 0.5554 0.999 4.44 -2.988 1.9436

Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
ax1
2 TS@Lm
ax2
-5.763 32.459 -0.480 2.699 0.2249 0.4743 0.999 4.44 -2.5861 1.6257
Table 6: Pair t-test Analysis that Determine the Acceptable Confidence Interval Range of Tensile Strength
at Break (TS@Break) of Rolled Ribbed Medium Carbon Steel.
S
/
N
Tensile
Strength at
Break of
Rolled
Ribbed
Medium
Carbon
Steels
(TS@Break)
Pair
Differe
nce
(d)
Square
of Pair
Differe
nce
(d2)
Mean
of Pair
Differe
nce
( d )
Variance
of Pair
Differenc
e
Var (d)
Mean
of
Varianc
e of
Pair
Differe
nce
(Var
( d )
Standard
Deviation
(Sd)
Confid
ence
Interval
( )
(99.9%
)
Degre
e of
Freed
om
tv(0.001
)
Acceptable
Interval
( d + tv(1- )
Sd)
Lower
Limit
Upper
Limit
1 TS@Break1 -5.493 27.148 -0.458 2.2395 0.1866 0.432 0.999 4.44 -2.3758 1.4604
2 TS@Break2 -4.914 23.788 -0.410 1.98 0.165 0.406 0.999 4.44 -2.2121 1.3931
Table 7.Pair t-test Analysis that Determine the Acceptable Confidence Interval Range of Yield Strength (YS)
of Rolled Ribbed Medium Carbon Steel.
S
/
N
Yield Strength
of Rolled
Ribbed
Medium
Carbon Steels
( YS)
P
air
Differ
ence
(d)
Square
of Pair
Differe
nce
(d2)
Mean
of Pair
Differe
nce
( d )
Varianc
e of
Pair
Differe
nce
Var (d)
Mean of
Variance
of Pair
Differenc
e
(Var ( d )
Standard
Deviation
(Sd)
Confid
ence
Interval
( )
(99.9%
)
Degre
e of
Freed
om
tv(0.001
)
Acceptable
Interval
( d + tv(1- )
Sd)
Lower
Limit
Upper
Limit
1 YS 1 1.116 32.655 0.093 2.959 0.2466 0.4966 0.999 4.44 -2.1119 2.2979
2 YS 2 0.071 0.0012 0.0059 7.0E-5 5.833E-6 2.42E-3 0.999 4.44 -0.0048 0.0167
Table 8.Pair t-test Analysis that Determine the Acceptable Confidence Interval Range of Impact Toughness
(IS) of Rolled Ribbed Medium Carbon Steel.
S
/
Impact
Strength of
P
air
Square
of Pair
Mean
of Pair
Varianc
e of
Mean
of
Standard
Deviation
Confiden
ce
Degre
e of
Acceptable
Interval

Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
N Rolled Ribbed
Medium
Carbon Steels
( IS)
Differ
ence
(d)
Differe
nce
(d2)
Differe
nce
( d )
Pair
Differe
nce
Var (d)
Varianc
e of
Pair
Differe
nce
(Var
( d )
(Sd) Interval
( )
(99.9%)
Freed
om
tv(0.001
)
( d + tv(1- )
Sd)
Lower
Limit
Upper
Limit
1 IS1 -2.09 3.6930 -1.8E-1 3.0 E-1 2.5E-2 1.558E-1 0.999 4.44 -0.8796 0.5306
2 IS2 -1.46 2.0251 -1.2E-1 1.7E-1 1.4E-2 1.183E-1 0.999 4.44 -0.6471 0.4035
Table 9: Correlation Coefficient and Standard Error Analysis of Transverse Rockwell Hardness Value A of
Rolled Ribbed Medium Carbon Steel
Table 10: Correlation Coefficient and Standard Error Analysis of Longitudinal Rockwell Hardness Value A
of Rolled Ribbed Medium Carbon Steel
S/N LONGITUDINAL
HARDNESS
VALUE (LHV) OF
ROLLED RIBBED MEDIUM
CARBON STEELS
CORRELATION
COEFFICIENT OF
MODELS
STANDARD
ERROR OF
MODELS
1 LHV1 0.9492 0.855
2 LHV2 0.9948 0.276
Table 11.Correlation Coefficient and Standard Error Analysis of Tensile Strength at maximum Load of
Rolled Ribbed Medium Carbon Steel
S/N TENSILE STRENGTH AT CORRELATION STANDARD
S/N TRANSVERSE HARDNESS
VALUE (THV) OF ROLLED
RIBBED MEDIUM CARBON
STEELS
CORRELATION
COEFFICIENT OF
MODELS
STANDARD
ERROR OF
MODELS
1 THV1 0.9998 0.043
2 THV2 0.9998 0.029
Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
MAXIMUM LOAD OF
ROLLED RIBBED MEDIUM
CARBON STEELS
(TS@Lmax)
COEFFICIENT OF
MODELS
ERROR OF
MODELS
1 Tensile Strength @ Max
Load1
0.99943 1.915
2 Tensile Strength @ Max
Load2
0.99958 2.705
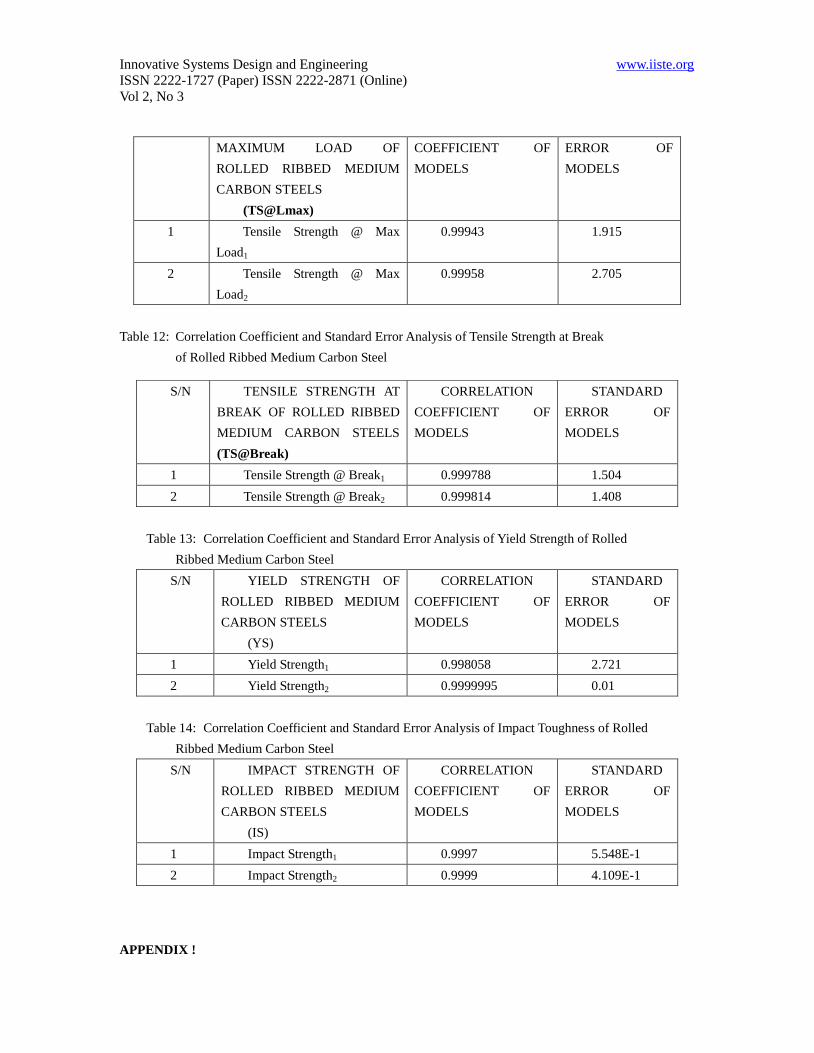
Table 12: Correlation Coefficient and Standard Error Analysis of Tensile Strength at Break
of Rolled Ribbed Medium Carbon Steel
Table 13: Correlation Coefficient and Standard Error Analysis of Yield Strength of Rolled
Ribbed Medium Carbon Steel
S/N YIELD STRENGTH OF
ROLLED RIBBED MEDIUM
CARBON STEELS
(YS)
CORRELATION
COEFFICIENT OF
MODELS
STANDARD
ERROR OF
MODELS
1 Yield Strength1 0.998058 2.721
2 Yield Strength2 0.9999995 0.01
Table 14: Correlation Coefficient and Standard Error Analysis of Impact Toughness of Rolled
Ribbed Medium Carbon Steel
S/N IMPACT STRENGTH OF
ROLLED RIBBED MEDIUM
CARBON STEELS
(IS)
CORRELATION
COEFFICIENT OF
MODELS
STANDARD
ERROR OF
MODELS
1 Impact Strength1 0.9997 5.548E-1
2 Impact Strength2 0.9999 4.109E-1
APPENDIX !
S/N TENSILE STRENGTH AT
BREAK OF ROLLED RIBBED
MEDIUM CARBON STEELS
(TS@Break)
CORRELATION
COEFFICIENT OF
MODELS
STANDARD
ERROR OF
MODELS
1 Tensile Strength @ Break1 0.999788 1.504
2 Tensile Strength @ Break2 0.999814 1.408

Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
Regression Model for Transverse Hardness Value
Variables Entered/Removedb
X11 %W, X9 % Cu, X1
DIAMETER (mm), X3
%Mn, X4 %Si, X5 %P,
X10 %Co, X8 %Ni, X2
%C, X6 %S, X7 %Cra
. Enter
Model
1
Variables Entered
Variables
Removed Method
All requested variables entered.a.
Dependent Variable: Y1 TRANSVERSE HARDNESS
VALUE (THV)
b.
Coefficientsa
79.057 .000 . .
-3.200 .000 -6.733 . .
292.132 .000 3.204 . .
1.789 .000 .034 . .
-24.753 .000 -.348 . .
-1259.459 .000 -5.465 . .
-598.514 .000 -2.736 . .
-89.020 .000 -12.071 . .
-36.112 .000 -.418 . .
-108.391 .000 -.609 . .
192.169 .000 .583 . .
160.011 .000 1.188 . .
(Constant)
X1 DIAMETER (mm)
X2 %C
X3 %Mn
X4 %Si
X5 %P
X6 %S
X7 %Cr
X8 %Ni
X9 % Cu
X10 %Co
X11 %W
Model
1
B Std. Error
Unstandardized
Coeff icients
Beta
Standardized
Coeff icients
t Sig.
Dependent Variable: Y1 TRANSVERSE HARDNESS VALUE (THV)a.
Regression Model for Longitudinal Hardness Value
Variables Entered/Removedb
X11 %W, X9 % Cu, X1
DIAMETER (mm), X3
%Mn, X4 %Si, X5 %P,
X10 %Co, X8 %Ni, X2
%C, X6 %S, X7 %Cra
. Enter
Model
1
Variables Entered
Variables
Removed Method
All requested v ariables entered.a.
Dependent Variable: Y2 LONGITUDINAL HARDNESS
VALUE (LHV)
b.

Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
Model Summary
1.000a 1.000 . .
Model
1
R R Square
Adjusted
R Square
Std. Error of
the Estimate
Predictors: (Constant), X11 %W, X9 % Cu, X1
DIAMETER (mm), X3 %Mn, X4 %Si, X5 %P, X10
%Co, X8 %Ni, X2 %C, X6 %S, X7 %Cr
a.
ANOVAb
88.437 11 8.040 . .a
.000 0 .
88.437 11
Regression
Residual
Total
Model
1
Sum of
Squares df Mean Square F Sig.
Predictors: (Constant), X11 %W, X9 % Cu, X1 DIAMETER (mm), X3 %Mn, X4 %Si,
X5 %P, X10 %Co, X8 %Ni, X2 %C, X6 %S, X7 %Cr
a.
Dependent Variable: Y2 LONGITUDINAL HARDNESS VALUE (LHV)b.
Coefficientsa
289.360 .000 . .
-4.012 .000 -7.117 . .
387.232 .000 3.580 . .
-199.816 .000 -3.241 . .
113.513 .000 1.346 . .
359.407 .000 1.315 . .
-2695.735 .000 -10.390 . .
-105.478 .000 -12.060 . .
23.974 .000 .234 . .
-964.437 .000 -4.572 . .
-1541.841 .000 -3.943 . .
1147.451 .000 7.184 . .
(Constant)
X1 DIAMETER (mm)
X2 %C
X3 %Mn
X4 %Si
X5 %P
X6 %S
X7 %Cr
X8 %Ni
X9 % Cu
X10 %Co
X11 %W
Model
1
B Std. Error
Unstandardized
Coeff icients
Beta
Standardized
Coeff icients
t Sig.
Dependent Variable: Y2 LONGITUDINAL HARDNESS VALUE (LHV)a.
Regression Model for Tensile Strength at Maximum Load
Variables Entered/Removedb
X11 %W, X9 % Cu, X1
DIAMETER (mm), X3
%Mn, X4 %Si, X5 %P,
X10 %Co, X8 %Ni, X2
%C, X6 %S, X7 %Cra
. Enter
Model
1
Variables Entered
Variables
Removed Method
All requested v ariables entered.a.
Dependent Variable: Y3 TS@maxb.
Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
Model Summary
1.000a 1.000 . .
Model
1
R R Square
Adjusted
R Square
Std. Error of
the Estimate
Predictors: (Constant), X11 %W, X9 % Cu, X1
DIAMETER (mm), X3 %Mn, X4 %Si, X5 %P, X10
%Co, X8 %Ni, X2 %C, X6 %S, X7 %Cr
a.
ANOVAb
39403.772 11 3582.161 . .a
.000 0 .
39403.772 11
Regression
Residual
Total
Model
1
Sum of
Squares df Mean Square F Sig.
Predictors: (Constant), X11 %W, X9 % Cu, X1 DIAMETER (mm), X3 %Mn, X4 %Si,
X5 %P, X10 %Co, X8 %Ni, X2 %C, X6 %S, X7 %Cr
a.
Dependent Variable: Y3 TS@maxb.
Coefficientsa
-1891.430 .000 . .
-39.370 .000 -3.308 . .
9707.708 .000 4.252 . .
-3260.090 .000 -2.505 . .
3643.010 .000 2.046 . .
43598.406 .000 7.556 . .
-17242.3 .000 -3.148 . .
971.700 .000 5.263 . .
-1423.307 .000 -.658 . .
-5689.067 .000 -1.278 . .
-19913.6 .000 -2.412 . .
13611.132 .000 4.037 . .
(Constant)
X1 DIAMETER (mm)
X2 %C
X3 %Mn
X4 %Si
X5 %P
X6 %S
X7 %Cr
X8 %Ni
X9 % Cu
X10 %Co
X11 %W
Model
1
B Std. Error
Unstandardized
Coeff icients
Beta
Standardized
Coeff icients
t Sig.
Dependent Variable: Y3 TS@maxa.
Regression Model for Tensile Strength at Break
Variables Entered/Removedb
X11 %W, X9 % Cu, X1
DIAMETER (mm), X3
%Mn, X4 %Si, X5 %P,
X10 %Co, X8 %Ni, X2
%C, X6 %S, X7 %Cra
. Enter
Model
1
Variables Entered
Variables
Removed Method
All requested v ariables entered.a.
Dependent Variable: Y4 T S@breakb.
Model Summary
1.000a 1.000 . .
Model
1
R R Square
Adjusted
R Square
Std. Error of
the Estimate
Predictors: (Constant), X11 %W, X9 % Cu, X1
DIAMETER (mm), X3 %Mn, X4 %Si, X5 %P, X10
%Co, X8 %Ni, X2 %C, X6 %S, X7 %Cr
a.

Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
ANOVAb
64178.059 11 5834.369 . .a
.000 0 .
64178.059 11
Regression
Residual
Total
Model
1
Sum of
Squares df Mean Square F Sig.
Predictors: (Constant), X11 %W, X9 % Cu, X1 DIAMETER (mm), X3 %Mn, X4 %Si,
X5 %P, X10 %Co, X8 %Ni, X2 %C, X6 %S, X7 %Cr
a.
Dependent Variable: Y4 T S@breakb.
Coefficientsa
-702.189 .000 . .
-24.567 .000 -1.618 . .
6936.389 .000 2.381 . .
-2144.629 .000 -1.291 . .
2285.292 .000 1.006 . .
23618.798 .000 3.208 . .
-15003.0 .000 -2.146 . .
306.008 .000 1.299 . .
-738.523 .000 -.268 . .
-4873.448 .000 -.858 . .
-13300.3 .000 -1.262 . .
8789.803 .000 2.043 . .
(Constant)
X1 DIAMETER (mm)
X2 %C
X3 %Mn
X4 %Si
X5 %P
X6 %S
X7 %Cr
X8 %Ni
X9 % Cu
X10 %Co
X11 %W
Model
1
B Std. Error
Unstandardized
Coeff icients
Beta
Standardized
Coeff icients
t Sig.
Dependent Variable: Y4 T S@breaka.
Regression Model for Yield Strength (Y.S)
Variables Entered/Removedb
X11 %W, X9 % Cu, X1
DIAMETER (mm), X3
%Mn, X4 %Si, X5 %P,
X10 %Co, X8 %Ni, X2
%C, X6 %S, X7 %Cra
. Enter
Model
1
Variables Entered
Variables
Removed Method
All requested v ariables entered.a.
Dependent Variable: Y5 YIELD STRENGTH (Y.S)b.
Model Summary
1.000a 1.000 . .
Model
1
R R Square
Adjusted
R Square
Std. Error of
the Estimate
Predictors: (Constant), X11 %W, X9 % Cu, X1
DIAMETER (mm), X3 %Mn, X4 %Si, X5 %P, X10
%Co, X8 %Ni, X2 %C, X6 %S, X7 %Cr
a.
Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
ANOVAb
8415.832 11 765.076 . .a
.000 0 .
8415.832 11
Regression
Residual
Total
Model
1
Sum of
Squares df Mean Square F Sig.
Predictors: (Constant), X11 %W, X9 % Cu, X1 DIAMETER (mm), X3 %Mn, X4 %Si,
X5 %P, X10 %Co, X8 %Ni, X2 %C, X6 %S, X7 %Cr
a.
Dependent Variable: Y5 YIELD STRENGTH (Y.S)b.
Coefficientsa
-232.782 .000 . .
-46.891 .000 -8.526 . .
6971.164 .000 6.607 . .
-2451.557 .000 -4.076 . .
2456.109 .000 2.985 . .
26178.638 .000 9.818 . .
-17650.5 .000 -6.974 . .
191.376 .000 2.243 . .
-889.998 .000 -.891 . .
-6031.445 .000 -2.931 . .
-15295.1 .000 -4.009 . .
11290.827 .000 7.247 . .
(Constant)
X1 DIAMETER (mm)
X2 %C
X3 %Mn
X4 %Si
X5 %P
X6 %S
X7 %Cr
X8 %Ni
X9 % Cu
X10 %Co
X11 %W
Model
1
B Std. Error
Unstandardized
Coeff icients
Beta
Standardized
Coeff icients
t Sig.
Dependent Variable: Y5 YIELD STRENGTH (Y.S)a.
Regression Model for Impact Strength
Variables Entered/Removedb
Tungsten, Copper,
Diameter, Manganese,
Silicon, Phosphorus,
Cobolt , Nickel, Carbon,
Sulphur, Chromiuma
. Enter
Model
1
Variables Entered
Variables
Removed Method
All requested v ariables entered.a.
Dependent Variable: Impact Strengthb.
Model Summary
1.000a 1.000 . .
Model
1
R R Square
Adjusted
R Square
Std. Error of
the Estimate
Predictors: (Constant), Tungsten, Copper, Diameter,
Manganese, Silicon, Phosphorus, Cobolt, Nickel,
Carbon, Sulphur, Chromium
a.

Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
ANOVAb
6372.667 11 579.333 . .a
.000 0 .
6372.667 11
Regression
Residual
Total
Model
1
Sum of
Squares df Mean Square F Sig.
Predictors: (Constant), Tungsten, Copper, Diameter, Manganese, Silicon,
Phosphorus, Cobolt, Nickel, Carbon, Sulphur, Chromium
a.
Dependent Variable: Impact Strengthb.
Coefficientsa
876.643 .000 . .
19.182 .000 4.008 . .
-2720.612 .000 -2.963 . .
-721.811 .000 -1.379 . .
776.895 .000 1.085 . .
10729.154 .000 4.624 . .
-2109.332 .000 -.958 . .
489.975 .000 6.599 . .
-107.512 .000 -.124 . .
-1417.534 .000 -.792 . .
-5446.725 .000 -1.641 . .
2212.546 .000 1.632 . .
(Constant)
Diameter
Carbon
Manganese
Silicon
Phosphorus
Sulphur
Chromium
Nickel
Copper
Cobolt
Tungsten
Model
1
B Std. Error
Unstandardized
Coeff icients
Beta
Standardized
Coeff icients
t Sig.
Dependent Variable: Impact Strengtha.
Regression Model for Transverse Hardness Value
Variables Entered/Removedb
X12 %Fe, X9 % Cu, X8
%Ni, X11 %W, X4 %Si,
X2 %C, X10 %Co, X3
%Mn, X6 %S, X1
DIAMETER (mm), X5 %Pa
. Enter
Model
1
Variables Entered
Variables
Removed Method
Tolerance = .000 limits reached.a.
Dependent Variable: Y1 TRANSVERSE HARDNESS
VALUE (THV)
b.
Model Summary
1.000a 1.000 . .
Model
1
R R Square
Adjusted
R Square
Std. Error of
the Estimate
Predictors: (Constant), X12 %Fe, X9 % Cu, X8 %Ni,
X11 %W, X4 %Si, X2 %C, X10 %Co, X3 %Mn, X6
%S, X1 DIAMETER (mm), X5 %P
a.

Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
ANOVAb
62.870 11 5.715 . .a
.000 0 .
62.870 11
Regression
Residual
Total
Model
1
Sum of
Squares df Mean Square F Sig.
Predictors: (Constant), X12 %Fe, X9 % Cu, X8 %Ni, X11 %W, X4 %Si, X2 %C,
X10 %Co, X3 %Mn, X6 %S, X1 DIAMETER (mm), X5 %P
a.
Dependent Variable: Y1 TRANSVERSE HARDNESS VALUE (THV)b.
Coefficientsa
-8761.045 .000 . .
-3.121 .000 -6.566 . .
368.952 .000 4.046 . .
90.524 .000 1.741 . .
63.113 .000 .887 . .
-1179.607 .000 -5.118 . .
-497.482 .000 -2.274 . .
52.638 .000 .609 . .
-19.221 .000 -.108 . .
281.419 .000 .853 . .
242.816 .000 1.803 . .
88.434 .000 11.750 . .
(Constant)
X1 DIAMETER (mm)
X2 %C
X3 %Mn
X4 %Si
X5 %P
X6 %S
X8 %Ni
X9 % Cu
X10 %Co
X11 %W
X12 %Fe
Model
1
B Std. Error
Unstandardized
Coeff icients
Beta
Standardized
Coeff icients
t Sig.
Dependent Variable: Y1 TRANSVERSE HARDNESS VALUE (THV)a.
Excluded Variablesb
.a . . . .000X7 %Cr
Model
1
Beta In t Sig.
Part ial
Correlation Tolerance
Collinearity
Stat ist ics
Predictors in the Model: (Constant), X12 %Fe, X9 % Cu, X8 %Ni, X11 %W, X4
%Si, X2 %C, X10 %Co, X3 %Mn, X6 %S, X1 DIAMETER (mm), X5 %P
a.
Dependent Variable: Y1 TRANSVERSE HARDNESS VALUE (THV)b.
Regression Model for Longitudinal Hardness Value
Variables Entered/Removedb
X12 %Fe, X9 % Cu,
X8 %Ni, X11 %W, X4
%Si, X2 %C, X10
%Co, X3 %Mn, X6
%S, X1 DIAMETER
(mm), X5 %Pa
. Enter
Model
1
Variables Entered
Variables
Removed Method
Tolerance = .000 limits reached.a.
Dependent Variable: Y2 LONGITUDINAL
HARDNESS VALUE (LHV)
b.

Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
Model Summary
1.000a 1.000 . .
Model
1
R R Square
Adjusted
R Square
Std. Error of
the Estimate
Predictors: (Constant), X12 %Fe, X9 % Cu, X8 %Ni,
X11 %W, X4 %Si, X2 %C, X10 %Co, X3 %Mn, X6
%S, X1 DIAMETER (mm), X5 %P
a.
ANOVAb
88.437 11 8.040 . .a
.000 0 .
88.437 11
Regression
Residual
Total
Model
1
Sum of
Squares df Mean Square F Sig.
Predictors: (Constant), X12 %Fe, X9 % Cu, X8 %Ni, X11 %W, X4 %Si, X2 %C,
X10 %Co, X3 %Mn, X6 %S, X1 DIAMETER (mm), X5 %P
a.
Dependent Variable: Y2 LONGITUDINAL HARDNESS VALUE (LHV)b.
Coefficientsa
-10185.1 .000 . .
-3.918 .000 -6.950 . .
478.255 .000 4.422 . .
-94.675 .000 -1.536 . .
217.623 .000 2.580 . .
454.022 .000 1.661 . .
-2576.025 .000 -9.928 . .
129.133 .000 1.261 . .
-858.781 .000 -4.071 . .
-1436.090 .000 -3.672 . .
1245.566 .000 7.799 . .
104.783 .000 11.739 . .
(Constant)
X1 DIAMETER (mm)
X2 %C
X3 %Mn
X4 %Si
X5 %P
X6 %S
X8 %Ni
X9 % Cu
X10 %Co
X11 %W
X12 %Fe
Model
1
B Std. Error
Unstandardized
Coeff icients
Beta
Standardized
Coeff icients
t Sig.
Dependent Variable: Y2 LONGITUDINAL HARDNESS VALUE (LHV)a.
Excluded Variablesb
.a . . . .000X7 %Cr
Model
1
Beta In t Sig.
Part ial
Correlation Tolerance
Collinearity
Stat ist ics
Predictors in the Model: (Constant), X12 %Fe, X9 % Cu, X8 %Ni, X11 %W, X4
%Si, X2 %C, X10 %Co, X3 %Mn, X6 %S, X1 DIAMETER (mm), X5 %P
a.
Dependent Variable: Y2 LONGITUDINAL HARDNESS VALUE (LHV)b.
Regression Model for Tensile Strength at Maximum Load

Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
Variables Entered/Removedb
X12 %Fe, X9 % Cu, X8
%Ni, X11 %W, X4 %Si,
X2 %C, X10 %Co, X3
%Mn, X6 %S, X1
DIAMETER (mm), X5 %Pa
. Enter
Model
1
Variables Entered
Variables
Removed Method
Tolerance = .000 limits reached.a.
Dependent Variable: Y3 TS@maxb.
Model Summary
1.000a 1.000 . .
Model
1
R R Square
Adjusted
R Square
Std. Error of
the Estimate
Predictors: (Constant), X12 %Fe, X9 % Cu, X8 %Ni,
X11 %W, X4 %Si, X2 %C, X10 %Co, X3 %Mn, X6
%S, X1 DIAMETER (mm), X5 %P
a.
ANOVAb
39403.772 11 3582.161 . .a
.000 0 .
39403.772 11
Regression
Residual
Total
Model
1
Sum of
Squares df Mean Square F Sig.
Predictors: (Constant), X12 %Fe, X9 % Cu, X8 %Ni, X11 %W, X4 %Si, X2 %C,
X10 %Co, X3 %Mn, X6 %S, X1 DIAMETER (mm), X5 %P
a.
Dependent Variable: Y3 TS@maxb.
Coefficientsa
94603.105 .000 . .
-40.236 .000 -3.381 . .
8869.178 .000 3.885 . .
-4228.685 .000 -3.249 . .
2683.913 .000 1.507 . .
42726.779 .000 7.405 . .
-18345.1 .000 -3.350 . .
-2392.061 .000 -1.106 . .
-6662.409 .000 -1.496 . .
-20887.8 .000 -2.530 . .
12707.265 .000 3.769 . .
-965.300 .000 -5.123 . .
(Constant)
X1 DIAMETER (mm)
X2 %C
X3 %Mn
X4 %Si
X5 %P
X6 %S
X8 %Ni
X9 % Cu
X10 %Co
X11 %W
X12 %Fe
Model
1
B Std. Error
Unstandardized
Coeff icients
Beta
Standardized
Coeff icients
t Sig.
Dependent Variable: Y3 TS@maxa.

Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
Excluded Variablesb
.a . . . .000X7 %Cr
Model
1
Beta In t Sig.
Part ial
Correlation Tolerance
Collinearity
Stat ist ics
Predictors in the Model: (Constant), X12 %Fe, X9 % Cu, X8 %Ni, X11 %W, X4
%Si, X2 %C, X10 %Co, X3 %Mn, X6 %S, X1 DIAMETER (mm), X5 %P
a.
Dependent Variable: Y3 TS@maxb.
Regression Model for Tensile Strength at Break
Variables Entered/Removedb
X12 %Fe, X9 % Cu, X8
%Ni, X11 %W, X4 %Si,
X2 %C, X10 %Co, X3
%Mn, X6 %S, X1
DIAMETER (mm), X5 %Pa
. Enter
Model
1
Variables Entered
Variables
Removed Method
Tolerance = .000 limits reached.a.
Dependent Variable: Y4 T S@breakb.
Model Summary
1.000a 1.000 . .
Model
1
R R Square
Adjusted
R Square
Std. Error of
the Estimate
Predictors: (Constant), X12 %Fe, X9 % Cu, X8 %Ni,
X11 %W, X4 %Si, X2 %C, X10 %Co, X3 %Mn, X6
%S, X1 DIAMETER (mm), X5 %P
a.

Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
ANOVAb
64178.059 11 5834.369 . .a
.000 0 .
64178.059 11
Regression
Residual
Total
Model
1
Sum of
Squares df Mean Square F Sig.
Predictors: (Constant), X12 %Fe, X9 % Cu, X8 %Ni, X11 %W, X4 %Si, X2 %C,
X10 %Co, X3 %Mn, X6 %S, X1 DIAMETER (mm), X5 %P
a.
Dependent Variable: Y4 T S@breakb.
Coefficientsa
29685.912 .000 . .
-24.840 .000 -1.636 . .
6672.319 .000 2.290 . .
-2449.659 .000 -1.475 . .
1983.252 .000 .873 . .
23344.305 .000 3.170 . .
-15350.3 .000 -2.196 . .
-1043.603 .000 -.378 . .
-5179.974 .000 -.912 . .
-13607.1 .000 -1.292 . .
8505.157 .000 1.977 . .
-303.993 .000 -1.264 . .
(Constant)
X1 DIAMETER (mm)
X2 %C
X3 %Mn
X4 %Si
X5 %P
X6 %S
X8 %Ni
X9 % Cu
X10 %Co
X11 %W
X12 %Fe
Model
1
B Std. Error
Unstandardized
Coeff icients
Beta
Standardized
Coeff icients
t Sig.
Dependent Variable: Y4 T S@breaka.
Excluded Variablesb
.a . . . .000X7 %Cr
Model
1
Beta In t Sig.
Part ial
Correlation Tolerance
Collinearity
Stat ist ics
Predictors in the Model: (Constant), X12 %Fe, X9 % Cu, X8 %Ni, X11 %W, X4
%Si, X2 %C, X10 %Co, X3 %Mn, X6 %S, X1 DIAMETER (mm), X5 %P
a.
Dependent Variable: Y4 T S@breakb.
Regression Model for Yield Strength (Y.S)
Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
Variables Entered/Removedb
X12 %Fe, X9 % Cu, X8
%Ni, X11 %W, X4 %Si,
X2 %C, X10 %Co, X3
%Mn, X6 %S, X1
DIAMETER (mm), X5 %Pa
. Enter
Model
1
Variables Entered
Variables
Removed Method
Tolerance = .000 limits reached.a.
Dependent Variable: Y5 YIELD STRENGTH (Y.S)b.
Model Summary
1.000a 1.000 . .
Model
1
R R Square
Adjusted
R Square
Std. Error of
the Estimate
Predictors: (Constant), X12 %Fe, X9 % Cu, X8 %Ni,
X11 %W, X4 %Si, X2 %C, X10 %Co, X3 %Mn, X6
%S, X1 DIAMETER (mm), X5 %P
a.
ANOVAb
8415.832 11 765.076 . .a
.000 0 .
8415.832 11
Regression
Residual
Total
Model
1
Sum of
Squares df Mean Square F Sig.
Predictors: (Constant), X12 %Fe, X9 % Cu, X8 %Ni, X11 %W, X4 %Si, X2 %C,
X10 %Co, X3 %Mn, X6 %S, X1 DIAMETER (mm), X5 %P
a.
Dependent Variable: Y5 YIELD STRENGTH (Y.S)b.
Coefficientsa
18771.779 .000 . .
-47.062 .000 -8.557 . .
6806.016 .000 6.451 . .
-2642.321 .000 -4.393 . .
2267.215 .000 2.755 . .
26006.971 .000 9.753 . .
-17867.7 .000 -7.059 . .
-1080.794 .000 -1.082 . .
-6223.144 .000 -3.024 . .
-15487.0 .000 -4.060 . .
11112.811 .000 7.133 . .
-190.116 .000 -2.183 . .
(Constant)
X1 DIAMETER (mm)
X2 %C
X3 %Mn
X4 %Si
X5 %P
X6 %S
X8 %Ni
X9 % Cu
X10 %Co
X11 %W
X12 %Fe
Model
1
B Std. Error
Unstandardized
Coeff icients
Beta
Standardized
Coeff icients
t Sig.
Dependent Variable: Y5 YIELD STRENGTH (Y.S)a.

Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
Excluded Variablesb
.a . . . .000X7 %Cr
Model
1
Beta In t Sig.
Part ial
Correlation Tolerance
Collinearity
Stat ist ics
Predictors in the Model: (Constant), X12 %Fe, X9 % Cu, X8 %Ni, X11 %W, X4
%Si, X2 %C, X10 %Co, X3 %Mn, X6 %S, X1 DIAMETER (mm), X5 %P
a.
Dependent Variable: Y5 YIELD STRENGTH (Y.S)b.
Regression Model for Impact Strength
Variables Entered/Removedb
Iron, Copper,
Nickel, Tungsten,
Silicon, Carbon,
Cobolt ,
Manganese,
Sulphur,
Diameter,
Phosphorusa
. Enter
Model
1
Variables Entered
Variables
Removed Method
Tolerance = .000 limits reached.a.
Dependent Variable: Impact Strengthb.
Model Summary
1.000a 1.000 . .
Model
1
R R Square
Adjusted
R Square
Std. Error of
the Estimate
Predictors: (Constant), I ron, Copper, Nickel, Tungsten,
Silicon, Carbon, Cobolt , Manganese, Sulphur,
Diameter, Phosphorus
a.
ANOVAb
6372.667 11 579.333 . .a
.000 0 .
6372.667 11
Regression
Residual
Total
Model
1
Sum of
Squares df Mean Square F Sig.
Predictors: (Constant), Iron, Copper, Nickel, Tungsten, Silicon, Carbon, Cobolt,
Manganese, Sulphur, Diameter, Phosphorus
a.
Dependent Variable: Impact Strengthb.

Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
Coefficientsa
49533.516 .000 . .
18.746 .000 3.917 . .
-3143.437 .000 -3.424 . .
-1210.220 .000 -2.312 . .
293.275 .000 .410 . .
10289.641 .000 4.435 . .
-2665.421 .000 -1.210 . .
-596.001 .000 -.685 . .
-1908.336 .000 -1.066 . .
-5937.968 .000 -1.789 . .
1756.776 .000 1.296 . .
-486.748 .000 -6.424 . .
(Constant)
Diameter
Carbon
Manganese
Silicon
Phosphorus
Sulphur
Nickel
Copper
Cobolt
Tungsten
Iron
Model
1
B Std. Error
Unstandardized
Coeff icients
Beta
Standardized
Coeff icients
t Sig.
Dependent Variable: Impact Strengtha.
Excluded Variablesb
.a . . . .000Chromium
Model
1
Beta In t Sig.
Part ial
Correlation Tolerance
Collinearity
Stat ist ics
Predictors in the Model: (Constant), Iron, Copper, Nickel, Tungsten, Silicon, Carbon,
Cobolt , Manganese, Sulphur, Diameter, Phosphorus
a.
Dependent Variable: Impact Strengthb.
Model Summary
1.000a 1.000 . .
Model
1
R R Square
Adjusted
R Square
Std. Error of
the Estimate
Predictors: (Constant), X11 %W, X9 % Cu, X1
DIAMETER (mm), X3 %Mn, X4 %Si, X5 %P, X10
%Co, X8 %Ni, X2 %C, X6 %S, X7 %Cr
a.

Innovative Systems Design and Engineering www.iiste.org
ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Vol 2, No 3
V notch
Figure 3. V-notch Impact Test Piece
10mm

This academic article was published by The International Institute for Science,
Technology and Education (IISTE). The IISTE is a pioneer in the Open Access
Publishing service based in the U.S. and Europe. The aim of the institute is
Accelerating Global Knowledge Sharing.
More information about the publisher can be found in the IISTE’s homepage:
http://www.iiste.org
The IISTE is currently hosting more than 30 peer-reviewed academic journals and
collaborating with academic institutions around the world. Prospective authors of
IISTE journals can find the submission instruction on the following page:
http://www.iiste.org/Journals/
The IISTE editorial team promises to the review and publish all the qualified
submissions in a fast manner. All the journals articles are available online to the
readers all over the world without financial, legal, or technical barriers other than
those inseparable from gaining access to the internet itself. Printed version of the
journals is also available upon request of readers and authors.
IISTE Knowledge Sharing Partners
EBSCO, Index Copernicus, Ulrich's Periodicals Directory, JournalTOCS, PKP Open
Archives Harvester, Bielefeld Academic Search Engine, Elektronische
Zeitschriftenbibliothek EZB, Open J-Gate, OCLC WorldCat, Universe Digtial
Library , NewJour, Google Scholar
Recommended

















