This article was downloaded by: [Florida State University]On: 07 October 2014, At: 23:22Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House,37-41 Mortimer Street, London W1T 3JH, UK
Production Planning & Control: The Management ofOperationsPublication details, including instructions for authors and subscription information:http://www.tandfonline.com/loi/tppc20
Design of a demand-driven collaborative supply-chain planning and fulfilment system for distributedenterprisesHarris C. Makatsoris a & Yoon S. Chang ba Orion Logic Ltd , 47 Prince's Gate, Exhibition Road, London SW7 2QA, UKb School of Air Transport , Transportation and Logistics, Hankuk (Korea) Aviation University ,200-1 Hwajeon-dong, Ko Yang City, Kyunggi-do, 412-791, Republic of KoreaPublished online: 04 Feb 2008.
To cite this article: Harris C. Makatsoris & Yoon S. Chang (2004) Design of a demand-driven collaborative supply-chainplanning and fulfilment system for distributed enterprises, Production Planning & Control: The Management of Operations,15:3, 292-302, DOI: 10.1080/09532780410001655675
To link to this article: http://dx.doi.org/10.1080/09532780410001655675
PLEASE SCROLL DOWN FOR ARTICLE
Taylor & Francis makes every effort to ensure the accuracy of all the information (the “Content”) containedin the publications on our platform. However, Taylor & Francis, our agents, and our licensors make norepresentations or warranties whatsoever as to the accuracy, completeness, or suitability for any purpose of theContent. Any opinions and views expressed in this publication are the opinions and views of the authors, andare not the views of or endorsed by Taylor & Francis. The accuracy of the Content should not be relied upon andshould be independently verified with primary sources of information. Taylor and Francis shall not be liable forany losses, actions, claims, proceedings, demands, costs, expenses, damages, and other liabilities whatsoeveror howsoever caused arising directly or indirectly in connection with, in relation to or arising out of the use ofthe Content.
This article may be used for research, teaching, and private study purposes. Any substantial or systematicreproduction, redistribution, reselling, loan, sub-licensing, systematic supply, or distribution in anyform to anyone is expressly forbidden. Terms & Conditions of access and use can be found at http://www.tandfonline.com/page/terms-and-conditions

Production Planning & Control,Vol. 15, No. 3, April 2004, 256–269
Design of a demand-driven collaborativesupply-chain planning and fulfilment systemfor distributed enterprises
HARRIS C. MAKATSORIS and YOON S. CHANG
Keywords Supply-chain planning and fulfilment system,collaboration, distributed enterprises
Abstract. E-Business technologies have provided new waysof working and thus revolutionized how business is conducted.E-Business technologies touch every aspect of business: fromorder processing to logistics execution. Such technologies arerelevant to businesses of all sizes and types, and can potentiallyoffer significant advantages including the means and models tohelp companies reshape their value proposition and integratetheir business with customers. An emerging area of focus is thatof collaborative supply-chain planning and fulfilment in dis-tributed enterprises. This paper addresses the design issues of
a demand-driven planning and fulfilment system enablingcollaboration across distributed enterprises.
1. Introduction
Nowadays, companies have to cope with constant dis-continuities in the marketplace and respond to fast chan-ging market conditions. As Richards and Makatsoris(2002) discuss, today’s enterprises have to re-engineertheir supply chains in order to cope with the dynamicsof the modern marketplace. Poorly managed supply
Authors: Harris C. Makatsoris, Orion Logic Ltd, 47 Prince’s Gate, Exhibition Road, London SW72QA, UK. Yoon S. Chang (corresponding author), School of Air Transport, Transportation andLogistics, Hankuk (Korea) Aviation University, 200-1 Hwajeon-dong, Ko Yang City, Kyunggi-do,412-791, Republic of Korea E-mails: {[email protected] and [email protected]}.
HARRIS MAKATSORIS: Dr Harris Makatsoris is a founder and director of Orion Logic Ltd, aUK-based software and services vendor of adaptive, sense-and-respond value network optimizationand control software. IC Innovations Ltd, a subsidiary of Imperial College London, is one of thefounding shareholders of the company. Dr Makatsoris has led the design and development ofthe company’s flagship product. Earlier in his career he led the design and development team inan ECU9 million project that involved the development of a collaborative supply-chain optimiza-tion and control system developed together with leading European semiconductor manufacturingcompanies. He is also a partner in UDS SA, a highly successful IT outsourcing service provider inGreece. He holds a degree in Mechanical Engineering and a doctorate degree in Computer-aidedSystems Engineering from Imperial College London, with a specialization in Production andSupply Chain Optimization. He has published a number of papers in this field.
YOON CHANG: Dr Chang is currently with the School of Air Transport, Transportation andLogistics, Hankuk Aviation University, and a non-executive director of Orion Logic Ltd. Priorto his current position, was a senior research associate of the Institute for Manufacturing,University of Cambridge, UK. He has also been a senior software engineer and senior consultantat i2 technologies, USA from 1998–2001. He was awarded twice by i2 for the excellence in theSupply-chain Management projects. During 1997–1998, he was with Arizona States University,Tempe, USA, as a visiting assistant professor of the Department of Industrial Engineering. He gothis Ph.D. degree from Imperial College, Science, Technology and Medicine, University of London,UK, in 1997 with a specialization in computer-aided systems engineering.
Production Planning & Control ISSN 0953–7287 print/ISSN 1366–5871 online # 2004 Taylor & Francis Ltdhttp://www.tandf.co.uk/journals
DOI: 10.1080/09532780410001655675
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
23:
22 0
7 O
ctob
er 2
014

chains can collapse under the potentially disruptiveinfluence of the following business drivers:
. Worldwide outsourcing of non-core activities tosubcontractors.
. Formation of global alliances and channel partner-ships.
. Increased competition, which leaves very shortwindows of opportunity to manufacturers to attainhigher margins out of their new products.
. Supply/demand mismatches due to attempt tosatisfy conflicting objectives. A typical example isthe attempt to maintain high customer service levelswhile minimizing expenses and inventory.
In addition, companies realized that the incrementalimprovements from traditional, forecast-driven strategieshave reached their limits to what they can offer. In orderto be more competitive, companies today are expectedto increasingly focus on the implementation of customer-driven strategies, placing the customer at the centreof almost every business process in order to be ableto respond quickly to their customers’ needs. This requiresthe logical and also physical integration of disparatebusiness processes, systems, and also organizations suchas partners, suppliers, subcontractors etc. Modern infra-structure technologies such as the Internet, the Web, Javaand J2EE application servers, Microsoft’s .NET frame-work, XML, agents and CORBA can interlink heterog-eneous and dispersed systems across different geographiclocations. What is missing, though, is the logical integra-tion that can make large-scale collaborative and distrib-uted decision-making possible, especially when the aimis to re-engineer a supply chain to be responsive to custo-mers’ needs.In this paper we present a system capable of performing
demand-driven collaborative supply-chain planning andfulfilment for distributed enterprises. The structure of thispaper is as follows. In section 2, we present a review ofresearch in the area of collaborative supply-chain plan-ning. Second, we explain the design requirements of oursystem followed by the description of its design. We alsopresent a case study and show how our system’s compo-nents work together to integrate distributed enterprises.Finally, we explain practical issues for implementationof the supply-chain management solution.
2. Collaborative planning and fulfilmentin distributed enterprise
2.1. Literature review
Eberts and Nof (1993) described a distributed plan-ning model of collaborative production. They argued
that two levels of detail should be combined to solvea planning problem: (1) a centralized planner and (2)a local distributed planner. When local plans cannot befulfilled, local planners engage in negotiations with anaffinity group of potential collaborating processors.The centralized planner may be called upon to coordi-nate complicated situations or resolve conflicts. Theessence of their research has been the investigation of aunified production planning framework, the purpose ofwhich is to achieve goals by (1) integrating and coordi-nating distributed processors in a facility and eventuallydistributed production facilities and (2) exploiting theinherent capabilities of collaboration among processors.
Chen et al. (1993) present two models useful for pro-duction planning systems in a factory network: aggregateordering of materials and separate ordering of materials.These two models have been developed for solving theproblem based on two raw material purchasing strat-egies. The objective of these models is to minimize thetotal production cost throughout the factory network.The essence of these techniques aims to produce theinventory control by elimination of inventory by produ-cing or purchasing only that quantity of parts that arerequired and reduction of work-in-process inventory cost.Kim et al. (2001), developed a collaborative system thatenables 3D collaboration to interlink part suppliers andbuyers (e.g. they can co-work on manipulating selected3D part models in a virtual collaboration workspacewhile sharing the same view in both synchronous andasynchronous modes). In the system, buyers can registertheir part information in a part library, and supplierscan search the library and retrieve the information thatthey want. Albino et al. (2002) proposed a methodologyto describe and analyse the information flows involved inthe coordination of production processes. A mathemati-cal model, coordination load, was proposed as a quanti-tative index that measures the effort required to properlycoordinating a given process.
The objective of ‘collaborative planning forecastingand replenishment’ (CPFR) is to increase the accuracyof demand forecasts and replenishment plans, necessaryto lower inventories across the supply chain and attainhigh service level of the right product in the right loca-tions. According to the survey by Industry Directions(2000), 89% of respondents from 120 companies (expectCPFR) will provide: improvements in trading partnerforecast accuracy; decreases in inventory and safetystock; reduction in out-of-stock and improved servicelevels; and increase in sales.
As those researchers argue, the importance of collab-oration in the production planning and manufacturinghave been increasingly recognized by academics andindustry for decades.
Supply-chain planning and fulfillment system for distributed enterprises 257
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
23:
22 0
7 O
ctob
er 2
014

Lee et al. (1997) identified four major causes of thebullwhip effect: demand forecast updating; order batch-ing; price fluctuation; and rationing and shortage gaming.They suggest possible remedies such as informationsharing, channel distribution and operational efficiency.With information sharing, demand information at a down-stream site is transmitted upstream in a timely fashion.Channel alignment is the coordination of pricing, trans-portation, inventory planning and ownership betweenthe upstream and downstream sites in a supply chain.Operational efficiency refers to activities that improveperformance, such as reduced costs and lead-time. Towil(1991) suggested and tested the performances of improv-ing supply-chain performance using the Forrester modelas a base model. From his research, he concluded (1) thegain by eliminating (or absorbing) the distributor echelonis substantial; (2) reduction of time delays throughout thesupply chain also has significant benefit; and (3) supply-chain integration via integration flow is seen to offer greatopportunities for improving systems performance. Asmany researchers pointed out (e.g. Lee and Billington1992, Gunasekaran et al. 2001, Beamon 1998) the custo-mer service/satisfaction related measures such as customerquery/response time and flexibility are the key measuresin supply-chain management these days. Erenguc et al.
(1999) did an excellent review on the supply-chain plan-ning researches. They classified researches in this areaas follows: supplier stage; plant stage (transformationnetwork, allocation decision, inventory); and distributionstate (distribution network, location/allocation decision,inventory). It was also pointed out that the analyticaland simulation models integrating the three stages (i.e.supplier, plant and distribution) of supply chains are animportant future direction of research.Hadavi et al. (1990) developed a factory-level planning
and scheduling system. The system consisted of severalmodules: a preprocessing module that decides the mini-mum time needed for an order to be scheduled and definethe boundary on the starting time of the order; a feasi-bility analysis module which examines key resourcessuch as a bottleneck work centre, critical inventoryitems and other crucial constraints; detailed scheduling;and sequencing. Sadeh et al. (2001) developed architec-ture for a dynamic supply chain and coordination. Thearchitecture could significantly improve the accuracyof available-to-promise (ATP) or capable-to-promise(CTP) decisions, which in turn can translate into signifi-cant increases in profits and performance. A system wasdeveloped and validated in the context of an environ-ment requiring coordination between a machine shopand a tool shop at Raytheon. An optimization-basedproduction planning system for the semiconductor indus-try was developed and implemented (Leachman andRaar 1994, Leachman et al. 1996).
Lin et al. (2000) developed an extended-enterprisesupply-chain analysis tool, called an ‘asset managementtool’ (AMT). The tool consists of six modules: a datamodelling module; a graphical user interface; an experi-ment manager; an optimization engine; a simulationengine; and a report generator. The tool captures thestochastic and dynamic environment in large-scale indus-trial supply chains. Wortmann et al. (1996) reviewedcapacity planning techniques used in standard softwarepackages. They pointed out that planning problemsin practice could not be seen as a mathematical problem.They emphasized the importance of communication,human activities, negotiation and risk assessment forproblems solutions.
Stefansson (2002) pointed out that the overall infor-mation architecture must be capable of linking or coor-dinating the information systems of the parties to provideeffective support for the functioning of the supply chain.From the 20 case studies in companies, he found that thesmall and medium-sized enterprise (SME) did not oftenhave resources or basic information to implement electro-nic data interchange (EDI) modules, and those compa-nies risk being permanently excluded from integratingtheir logistics operations into the supply chain. He sug-gested that SMEs could use the internet as a methodof sharing data in the supply chain. Only few research-ers addressed the information model/architecture forvirtual enterprises or multi-site production environment(Bullinger et al. 1997, Zhou and Besant 1999).
In the literature, many academic researchers havefocused on solving supply-chain problems from an oper-ational research point of view. However, almost no onehas presented architecture with software components ofa real-life system, its design principles and workflows fordistributed enterprises. The aim of our paper is to intro-duce design principles of a ‘real-life’ system for collabora-tive planning and fulfilment. Regarding some operationalresearch techniques and advanced algorithms to gener-ate supply-chain plans, the reader can be referred toMakatsoris (1996) and Leach (1999).
3. Design of the system
3.1. Current supply-chain planning practices
Currently, in many companies the planning process ishighly fragmented: most steps in the process take placeindependently and at different time intervals. For exam-ple, orders are often received at random intervals andprocessedwithoutcheckinginventoryavailabilityormanu-facturing capability to determine their fulfilment times.Further to that, inventory planning and master produc-tion planning are performed every week or every fortnight
258 H. C. Makatsoris and Y. S. Chang
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
23:
22 0
7 O
ctob
er 2
014

independently of each other and of the order processingactivities. Table 1 shows the various process steps involvedwhen an ERP-type system is used for planning.As we know, the process shown in table 1 is very linear
and each step takes place independently of each other,using the output of the previous step as an input of nextsteps. Tactical and strategic planning considers inventorylevels to be respected by any operational process such asthe one presented in the table. Clearly this process lackscollaboration and it is not demand driven since it is basedon the part requirements rather than the customer orderthat drives supply.The practices used in industry today involve multi-
ple steps and use a mixture of automated and manual
processes. Those steps are really early attempts to decom-pose the complex problem of managing, planning andfulfilling orders in the supply chain, into smaller andtherefore more manageable subproblems. Hence, thedecomposition into master production scheduling,MRP, rough-cut capacity planning and detailed schedul-ing arose out of organizational constraints, legacy sys-tems, limitations on algorithms and limitations of ITarchitectures (Fox et al. 2000).
It is believed that more benefits can be achieved ifthose functions are integrated. However, the attemptswere done on an ad hoc basis since integration reallymeant the physical data exchange between disparatedata models and logic. Logical integration and the use
Table 1. Planning process steps in ERP type system.
Process/system involved Description Timeframe
Request for quotation A customer requests a quotation. The quotationsystem is logged into a quotation system,which is generally part of an ERP.
Takes place at random intervals.
Order placement Firm orders are received by fax, e-mail, website,EDI, etc. Most of them are then typed in tothe order management module of an ERPsystem. This process involves only firmorders.
Order receipt takes place at random intervals,while order entry takes place periodically,e.g. daily.
Inventory availabilitychecking/available to promise
Finished goods inventory is checked foravailability. If there is availability theninventory is reserved, otherwise a back orderis generated. This step is performed eitherby a software module or manually,depending on the company.
Periodically.
Master planning Back orders and forecasts are aggregatedtogether accordingly and a master plan isgenerated. An optional rough-cut capacityplanning module is used to check roughlyfor availability of manufacturing resources.Stocking policies are considered whenplanning. Also, standard lead times are usedto calculate requirements and net againstavailable inventory. This step involves onlyindependent parts, i.e. parts that theirdemand drives production requirementsfor dependent parts.
Periodically, e.g. every one or two weeks ormore.
Material requirements planning The demands generate manufacturing ordersfor every consumed part according to theindependent parts’ BOM. Stocking policiesand standard lead times are the main rulesused to generate requirements. Also purchaseorders are generated. An optional capacityrequirements planning module calculatesresource loadings.
Periodically, e.g. every one or two weeks.
Production scheduling This takes the batch output of the MRP moduleand generates a detailed productionschedule. This can either be a software systemor a spreadsheet developed by the planner.
Takes place daily or weekly.
Raw material procurement From the requirements generated by the MRPsystem, raw material is checked and if thereare shortages raw material is procured.
Periodically, frequency depends on theparticular parts and material.
Supply-chain planning and fulfillment system for distributed enterprises 259
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
23:
22 0
7 O
ctob
er 2
014

of a common and generic supply chain data model meantthe complete redesign and re-write of software. Ademand-driven, collaborative planning and fulfilmentmanagement system requires a different decompositionand a new IT architecture to physically and also logicallyintegrate and coordinate processes relating to planningand fulfilment, and eventually improve the overall qual-ity of supply-chain management.
3.2. Design requirements
The system presented in this paper has been designedto provide the infrastructure and tools to integrate andcoordinate supply planning and fulfilment processesacross a company’s network. The key requirement is tobe able to provide the IT infrastructure that will allowthe coordination of all related functions to the ordermanagement, supply-chain planning and fulfilment pro-cesses, aiming at improving the order fulfilment process.To satisfy this requirement, the system will offer the abil-ity to immediately process a new demand whether it isforecast or firm and concurrently insert it into both themaster supply chain and factory plan of each relevantfactory in the supply network. Therefore, the main func-tions of the system that are performed concurrently arethe following:
(1) Capture new demand.(2) Search for available parts at one or more loca-
tions, net requirements generated from thisdemand against this available supply for all partsin the BOM that is independent parts, dependentparts, raw material and subassemblies.
(3) Search for available resource capacity and loadall related production units with any quantity ofrelated parts that cannot be fulfilled by availablequantities.
(4) Determine transportation requirements.
Other key design requirements include the following.
. The design of the system should be order oriented,in contrast to product-oriented logic of current sys-tems. The advantage of this is that full order traceability and enhanced order management can beachieved since precise knowledge of a customer’sorder status exists. In addition, this knowledge canallow the dynamic re-pegging of planned supply tomore urgent demands.
. Manage large volumes of customer demands concur-rently from multiple channels such as the internet,EDI, CRM systems or manual entry.
. Coordinate supply-network actions across thesupply network to effectively manage and satisfy
customer orders. For example, to dynamically real-locate orders to new supply sources in case ofunplanned events.
. Allocate uncommitted capacity to actual demandinstead of allocating it to planned receipts (i.e.purchased orders or work in progress). This willpotentially decrease inventory since safety stockrequirements can be reduced and, more importantly,responsiveness to market needs will be increased.
The system presented builds on the work performedin a three-year industry-led project aimed at deliveringmulti-company proactive planning and reactive controltools to distributed semiconductor manufacturing com-panies (Richards et al. 1997). The design presented inthis paper is based on the original system’s commercialversion by Orion Logic Ltd.
3.3. Design of the system
The system delivers the following key attributes:
. Demand-driven functionality: in contrast totraditional batch-based processes, the system takesadvantage of the event-driven design of the frame-work offering the capability to process external, orcustomer, demands as they occur. That is, upon theoccurrence of an external demand, all relevantcomponents work together to determine a feasiblefulfilment plan and update the current mastersupply network plan.
. Collaboration: the system allows the collabora-tion among particular resource domains. That isa particular manufacturing unit, a particular ware-house, a particular department within a facilityetc.
. Fulfilment: specific resource management agentssearch for available finished parts or availableresource capacity across the defined network ofresource domains to satisfy new demands by theirrequest time as such demands occur. The systemcan keep track of progress and any logged discre-pancies between actual and planned progress canissue an exception in a user’s interface.
. Planning: any demands that cannot be satisfied byavailable finished parts, or any demands for pro-duction can be inserted into the current mastersupply network plan (e.g. the system receives themaster plan from a higher-level system).
The above attributes are delivered through the followingcomponents: order manager, planning exchange andcapacity handling.
260 H. C. Makatsoris and Y. S. Chang
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
23:
22 0
7 O
ctob
er 2
014

3.3.1. Order manager
Existing systems handle aggregate quantities of specificparts. This means that no explicit identification of thespecific owner of a customer order is available. Customerorders are aggregated into single quantities of specificparts that are required within a predefined period andthen those quantities are reconciled with actual orderswhen they are completed. In contrast to this approach,the system presented in this paper handles specificdemands as they occur with complete owner identifica-tion. Such an owner could be a planner who wants toplan a forecast quantity of a particular part or a customerplacing a firm order. The advantage of this approach, overthe traditional, includes:
. The system can respond to individual demandswhen they occur.
. It is able to propagate any changes with respect tothe particular demand without affecting the pro-gress of fulfilment of other demands.
. Offer complete visibility to the progress of theparticular demand across the supply network.
The concept of the order management is as follows: theconstruct is capable of providing end customer identifi-cation across all levels of a product structure and conse-quently across the supply chain. A demand order (i.e.a request) is fulfilled by a supply-type order (i.e. a manu-facturing order or a purchase order), or can be fulfilledfrom available inventory quantities. Each supply-typeorder relates to a plan that includes one or more plansteps. That is, specific instructions on the timing and
procedure required to execute. For production, thisrelates to a particular process flow which includes theset of machines that can produce the particular part orsubassembly.
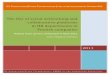
Figure 1 shows a generic model of an order. A demandorder is a request for a part p at a required-by time t, thatis fulfilled from ‘OnHandInventory’ and/or from aproduction by creating a ‘ManufacturingOrder’ orfrom suppliers by creating a ‘PurchaseOrder’. A‘ManufacturingOrder’ and a ‘PurchaseOrder’ are supply-type orders. An order is transferred between supply net-work entities such as plants, warehouses or suppliers bymeans of a ‘TransferOrder’ and each such order relatesto a ‘SystemOrderPlan’. Such a plan specifies the actionsrequired to fulfil a demand and a collection of those is themaster supply network plan for all parts and all demandsin a period of time. During its lifecycle, an order assumes anumber of states, including the following:
. Inquiry: an order is in this state if the owner of theparent order relating to the independent part haschecked for its feasibility but has not confirmed it yet.
. Planned: an order is planned once it has been con-firmed and is therefore part of the master supplynetwork plan. In this case the order manager con-siders this order each time new orders require to beinserted into the master plan.
. Released: portions of the master supply networkplan are released at predefined times for fulfilment,that is, for production or picking and delivery.
. On hold: due to an unforeseen event, the order ison hold.
Demand OrderPurchase Order1 0..*
OnHand InventoryManufacturing Order
System Order
Lot
1
1..*
Transfer Order0..* 1 System Order Plan1 1 System Order Plan Step
1 1..*
1
0..*0..*
1
10..*
..*
1 1
1
1
10..*
Figure 1. Conceptual class diagram of the generic model of a system order.
Supply-chain planning and fulfillment system for distributed enterprises 261
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
23:
22 0
7 O
ctob
er 2
014

. Completed: all defined plan steps for the particularorder have been completed.
The order manager offers the services that track thelife cycle of each order and updates the order’s statusaccordingly.The order manager covers the following order types:
(1) Full sales order: standard sales order placed bythe customer. This includes all components of thefulfilment process (planning, fulfilment, invoicing).It may include one or more order items eachcorresponding to a specific final product ID.
(2) Full purchase order: standard purchase ordercreated by requirements for supply to suppliersand partners (depending on supply-chain config-uration). This order type may be linked to anotherdemand order (e.g. sales order). It may includeone or more purchase order items each corre-sponding to a specific part ID (i.e. subassembly,for assembly-type manufacturing).
(3) Quotation: this represents a bid not a sale, i.e.a request for quotation (RFQ). An order of thistype can be converted to a standard order if thebid is accepted. It may include one or more orderitems, each corresponding to a specific final pro-duct ID.
(4) Stock movement: represents stock movementsbetween warehouses or replenishment require-ments from customers in a vendor-managed inven-tory (VMI) scenario. This relates to a single-partID.
(5) Direct back-to-back sales: automatically createsassociated purchase order to be created. This ordertype provides for goods to be shipped from a sup-plier or partner directly to the customer. It mayinclude one or more order items, each correspond-ing to a specific part ID.
(6) Forecast order: this demand type relates to asingle part or final product ID and represents fore-cast time phased part requirements that may ormay not be produced. This order does not relateto a real customer order and if produced willprimarily be stocked until it is sold.
The order manager also offers services capable ofpropagating changes in such orders upstream and down-stream across the supply network taking into account therelation in the BOM. Such services include: increase
quantity of an independent part; decrease quantity ofan independent part; cancel order; change order’srequired-by date. The order manager could receiveinput of demands either through the user interface orfrom an external system such as a customer’s procure-ment system. Other services include the creation andmanagement of alternative what-if scenarios before aparticular plan to satisfy a demand is committed.
3.3.2. Planning exchange
The planning exchange is a resource managementagent1 responsible for coordinating the planning and ful-filment of demand orders. Hence, given a single order ora set of demand orders for particular parts at required-bydates, its main functions are:
(1) Identify alternative supply network nodes to allo-cate the demand orders.
(2) Identify alternative or substitute parts in the samesupply network nodes in case the required partsare not available. (A supply network node iseither a warehouse or a manufacturing unit or asupplier.)
The planning exchange uses an approach similar tofinite domains in constraint programming and currentlyemploys a local search algorithm to determine the bestallocation to supply network nodes and/or alternativeparts for a demand order. Local search is proved to behighly applicable to real-life industrial applications sinceit provides acceptable solutions in short time (Makatsoris1996). More specifically, at each iteration (see figure 2)the planning exchange creates a combination of supplynetwork nodes and alternative parts. It then sends aplanning request to each supply network node capableof handling the particular part. That is, it is capable ofany combination of storing, production or supply of theparticular part. Each supply network node is considereda resource domain and hence a particular resource man-agement agent is attached to such a node. The coordi-nator sends the newly generated combination of demandorder/part/supply network node to the relevant resourcemanagement agent for evaluation and keeps track ofthe current status of the cycle. After each agent evaluatesthe request from the planning exchange, it returns accep-tance with a cost, rejection or alternative date. The plan-ning exchange together with the resource managementcomponents are engaged into such a negotiation process
1The implementation of the resource management software units is such that it adheres to the software agent paradigm in the sensethat each acts as a modular task fulfilment unit. Hence, in the rest of the paper they will be referred to as agents. However, in thepresent implementation most functionality in communication layers is handled by CORBA instead of message-oriented languages ofexisting agent platforms such as FIPA. That is, because CORBA is more widely accepted than any pure agent platform at present.An agent models a particular resource domain such as a manufacturing unit, a warehouse, one or more suppliers etc.
262 H. C. Makatsoris and Y. S. Chang
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
23:
22 0
7 O
ctob
er 2
014

(see figure 3) until the combination that yields thebest value of the above function has been determined.In this case the planning exchange confirms the ‘winning’combination with each relevant resource managementcomponent, which in turn commits its internally gener-ated solution.
3.3.3. Capacity handling agent
This agent’s main tasks are the following:
(1) to source enough quantity from planned produc-tion to satisfy one or more demand orders by net-ting required quantities for parts against plannedproduction;
(2) to create new manufacturing orders in case plan-ned production cannot fully satisfy requirements;
(3) to determine an optimal resource loading planconsidering resource capacity constraints.
The agent uses those functions to plan demand ordersas they accrue. The result is an updated current produc-tion plan. This plan is modified as necessary before it isreleased for execution. Once released, the plan can nolonger be modified. It is in fact modified only in theoccurrence of unplanned events and rush orders. Thisleads to a consistent and stable operational plan. Oncethe required quantities cannot be satisfied by plannedproduction (i.e. from existing manufacturing ordersalready in progress in the factory), new manufacturingorders have to be created and planned.
The capacity handling agent contains a model of afactory or a factory’s section’s resources, their capabilities,process flows, process operations and resource loadings
Requests Responses
ResourceManagementAgents
CandidateSolutions
GeneratingSolutions
EvaluatedSolutions
EvaluationBest
Solutions
Figure 2. Representation of the planning exchange iterative process.
Re
Node
Planning
exchange
Node
Node
Resource
management
component
(1)
(2)
(2)
(2)
(1)(1)
Re
Node
Node
Node
(1) Order quantity:
Required by date and time
Order type
Part ID, etc
(2) Planned order quantity:
Available-by date and time
Backlog
Cost, etc.
Resource
management
component
Resource
management
component
(1)
(2)
(2)
(2)
(1)(1)
Figure 3. Information exchange framework between the planning exchange and individual resource management components.
Supply-chain planning and fulfillment system for distributed enterprises 263
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
23:
22 0
7 O
ctob
er 2
014

(see figure 5 below). The construct of the process flow is anadaptation of the SEMATECH framework version 1.3(1996) because it is a highly generic process flow structureapplicable to a large number of industries (figure 4).To allocate resource available time to tasks, the
capacity-handling agent splits the planning horizon intoplan elements. A plan element is a segment of the plan-ning horizon where a particular resource has to carry outthe tasks allocated to this resource (see figure 5).The capacity-handling agent then performs a search
across the planning horizon, taking into account thepart’s process flow requirements and the resource’s avail-able time in the plan element, the current resource pro-duction rate and utilization. The agent considersalternative resources or alternative plan elements thatcan accommodate the new demand.
3.4. The complete cycle
The system is continuously available (‘live’) for ordercapturing. Demand is captured via any channel from
external systems, order acquisition devices, the internet,telephone, etc., and through the order manager’s rele-vant interface; it is then sequenced according to thecustomer’s segment, required date etc. The systemensures demands that at the time they are captured areprocessed (see, order manager in figure 6).
The cycle begins with the input of one or more ordersregardless of their particular type (e.g. full sales order,stock movement, forecast order etc.). The order type isconsidered by the logic of each resource managementagent. In addition, each resource management agentcan solve for more than one order at a time that ismore than one part IDs which clearly belong to a differ-ent layer. The planning exchange and capacity handlingcontinue in this manner until there are no unplanneddemand orders.
The core processing functionality of the planning andfulfilment cycle is delivered from the system’s planningcore (figure 6). The core comprises planning exchangeand capacity-handling agents. Each external demand forfulfilment is processed by the planning core. Initially thisis done by breaking down the external independent part
Figure 5. Conceptual class diagram of a factory’s process flows and resources.
Production
Requirements
Manufacturing
Unit
Material/Parts
Require transformation by Operations ResourcesHave available time to perform
Co
nta
ins a
se
t o
f
A t
ime
ph
ase
d r
eq
uire
me
nt
for
Figure 4. Modeling framework of resource planning process (Leach, 1999).
264 H. C. Makatsoris and Y. S. Chang
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
23:
22 0
7 O
ctob
er 2
014

of the demand into dependent-part demand orders,identifying available material, planned production orreceipts, or resource capacity, and assign a fulfilmenttime window to each such demand order and the exter-nal, parent, demand order. The cycle is repeated forevery level of the independent-part BOM and value net-work. This in turn leads to an updated fulfilment planand also to updated supply plans.
4. Illustrative scenario of the planningand fulfilment process
To illustrate the usage of the system presented considera case study scenario, which is based on an actual semi-conductor manufacturing company. Simake is a globalsemiconductor business. It has four facilities in Europe,subcontractors in Korea and Taiwan, and sales officesand distributors in the US, Europe and Korea. Thecompany has grown from a number of recent acquisi-tions. Each facility operates different instances of thesame MES and different ERP systems, and the acquiredcompanies still operate different business processes. Thesubcontractors operate their own systems but they pro-vide information to Simake through weekly FTPupdates. Each sales office has also a different legacy cus-tomer database. Simake’s products require four differentstages for production, each taking place on a differentshopfloor with different technology requirements:
. Simake receives 1,000 customer order requests eachday. Simake wants to cut down the order quotationlead-time.
. Simake must utilize information that comes fromdifferent ERP, MRP, MES and legacy systems.
. Simake needs one intelligent platform to integratethose disparate processes and fit within this diverseIT environment.
Simake needs to provide accurate capable-to-promiseresponses to their customer requirements while at thesame time coordinate fulfilment and modify their forwardproduction plan accordingly.
The system pulls together disparate systems acrossSimake’s network and rationalizes information to supportSimake’s sales staff, marketing staff, production planners,subcontractors and distributors to generate feasible alter-native fulfilment options to assist the sales agent in theorder-taking processes:
(1) The workflow begins with the sales agent whologs in the customer requests to create a customerRFQ.
(2) The system assumes that at any given momentin time, the company receives a number of suchRFQs. For this reason it sequences those RFQsbefore processing.
(3) The order processing agent calculates how muchof each order line item should be fulfilled fromcurrent stock and how much from planned ATPquantities. The agent performs such checks acrosseach relevant entity in the network. In case ofshortages, this agent triggers the planningexchange agent to pull production and fill theremaining order item quantities.
(4) At this moment no definite commitments havebeen made.
Order Manager
Global ProductSpecification
ExchangePlanning
enquiry
updates
Request OrderAllocation
CapacityAvailability
reads
Material Availability
Capacity Analysis Agents
An instance for each entity
Local Planupdates
Request Allocation
reads
Forecast Demand
Master plan
Figure 6. Diagram of planning core.
Supply-chain planning and fulfillment system for distributed enterprises 265
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
23:
22 0
7 O
ctob
er 2
014

(5) The planning exchange breaks down each orderitem into its component parts and performs arough-cut allocation to all relevant supply net-work entities and generates alternative produc-tion and fulfilment options.
(6) Planners from the various manufacturing unitsevaluate those alternative options for quantitiesthat they are capable to promise that best matchactual capacity constraints, taking into accountthe customer’s delivery requirements. Plannersregister their recommendations by accepting thealternatives that best match their planningpolicy.
(7) Marketing executives review those customers’enquiries and decide on the most profitablealternative scenarios, based on the planners’recommendations.
(8) Once this cycle is complete, the sales managerfinally advises the customer about the approvedalternative fulfilment and delivery options, givingthe customer the option to select the one that bestmatches their needs.
(9) The sales manager then raises a customer orderand provisionally books capacity until the custo-mer’s final confirmation or payment. This reser-vation is based on the final agreement betweenthe customer and the sales person.
(10) Once the customer makes the final confirmation,the order then changes status and from provi-sional becomes a firm order. At this stage actualcapacity is booked and the order is formallyinserted into the plan.
Figures 7 and 8 show an overview of the process out-lined above and figures related to planning and fulfil-ment, respectively.
5. Considerations for a practical implementation
5.1. Standard work flows
According to the authors’ many years of experience insupply-chain consulting, it is very hard to change opera-tors’ and planners’ behaviour without standard work-flow (work list). Mandal and Gunasekaren (2002) alsopointed out that companies needed to make certainchanges to their business process when implement atIT/IS. Most of the software implementation fails becauseof no standard workflow. Therefore, an integratedapproach that provides collaborative work flows betweenthe human and system (also between parties in the supplychains) would streamline planning and fulfilment flowacross the supply chains.
5.2. Data accuracy and knowledge on the systems
Ang et al. (1994) studied on the implementation issuesof MRP II system in Singapore industries. They gathereddata on the fundamental characteristics of the company;the MRP features; the problem encountered duringMRPII implementation. Among the problems encoun-tered in MRP II implementation, data accuracy andlack of knowledge were major problems. To maximisethe benefit of the system and to reduce problems forusers caused by data accuracy, some ERP consultingcompany encourages users to aim for a data accuracyof 98% (AMGI Management Group 2002).
5.3. Human–system interface
Even if the system described in the previous sectionsis the state-of-the-art system and has intelligence to dealwith complex problems, it can work without humaninteraction. Generally the IT systems are considered asintelligent because they can effectively learn all the rulesand techniques that human planners can describe.Coupled with the extreme speed, the IT systems canaccomplish things that would take a huge amount oftimes for human planners to calculate. However, the IT
Customer ID,Customer TierInquiry Validity
Create RFQ
OrderIDDate
Product IDProduct TypeQuantityDelivery {Fixed Date | Period Date| Partial}Earliest Date {Latest Date}Number of DeliveriesMinimum Quantity
Apply NewApply New
SubmitSubmit
Complete delivery (Qty, Date)
On-time delivery on requested delivery datePartial delivery (#, Date, Qty)
Accept | RejectAccept | Reject
Sales AgentSales Agent
Order Processing Server
Planning Exchange and Capacity Analysis Agents
Comply with Planning
objectives?
Most profitable options
Approved Alternative
Quotations
Accept | RejectAccept | Reject
Accept | RejectAccept | Reject
Sales Agent
Marketing Manager
Planner
Customer
Figure 7. Example planning and fulfilment process.
266 H. C. Makatsoris and Y. S. Chang
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
23:
22 0
7 O
ctob
er 2
014

systems cannot replace the human planners, who cantransfer their knowledge to IT systems everything thatis common, but they do not cover all the exceptional eventsthat can happen. (Some IT systems have knowledge-based databases). Planning is the ongoing process, nota task of creating a plan. As planners repeatedlyplan they find problem patterns and learn techniques foreffectively dealing with the problems that arise. Differentplanners have their own strategies and planning param-eters that they find effective in different situations. It isvery important to share their strategies with other plan-ners. Those strategies and parameters should also beeffectively modelled and used in the IT systems, respec-tively. Even if the IT systems generate a plan, humaninteraction with the plan is needed. After such a plan iscreated, the human planner (1) evaluates the results, (2)identifies the problems and (3) diagnoses the planningparameters that need to be revised to produce betterresults. (These days, many IT systems vendors are enhan-cing the analysis and identification capability.) The
performance of a plan should be evaluated after thehuman planner and IT system have collaborativelyworked on the plan.
6. Conclusion
Feeny (2001) defined five potential components ofe-Operation opportunity: (1) opportunity for automatingadministrative processes; (2) new technology’s ability totrigger a review of the business’s primary infrastructure;(3) supply-chain reconfiguration and integration, whichuse technology to enable the virtual enterprises; (4) inten-sified competitive procurement through electronic buy-ing; and (5) increasing parenting value, which relates toimproving performance of individual business unitsthrough help from another ‘member of the family’.Companies today realize those opportunities and investheavily in purchasing a variety of state-of-the-art systemsin order to assist/improve in their supply-chain planningand to build an e-Work environment. Although the
Figure 8a. Sales agent: order taking and processing across an electronics supply network (copyright: Orion Logic Ltd,www.orionlogic.com).
Supply-chain planning and fulfillment system for distributed enterprises 267
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
23:
22 0
7 O
ctob
er 2
014

potential benefits which the system providers promise todeliver to customers are huge, most of the systems lack thepractical considerations and specific environment of thecompany. They also suffer from faulty implementations.In order to gain the benefit from a planning and fulfilmentsystem, it is very important to build/choose a system thatfully covers the characteristics of a distributed environ-ment of the companies and that could maximize/optimizethe use of information dispersed in the supply chains.This paper provided reference design architecture,
requirements and concepts for collaborative planning andfulfilment system for distributed enterprises. Furthermore,in this paper, we reviewed past research in the field ofcollaborative production planning and supply-chainplanning. A major contribution of our research is thatour system aims to bridge the gap between managing
customer demands and managing supply in response tothose demands. It also aims to bridge the gap betweencollaborative production/manufacturing research andsupply-chain planning research. We have also presentedexample workflows of systems and discussed practicalissues. The concepts presented will help readers to under-stand the requirements and industrial needs addressedwhen designing real-world supply-chain planning systems.
Acknowledgements
The authors would like to thank the anonymousreferees for their suggestions. The authors also thankMr Howard Richards, who was a project leader ofESPRIT 20544, for reviewing this paper.
Figure 8b. Planner: order brokering, planning and fulfilment coordiantion across the supply network.
268 H. C. Makatsoris and Y. S. Chang
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
23:
22 0
7 O
ctob
er 2
014

References
ALBINO, V., PONTRANDOLFO, P., and SCOZZI, B., 2002, Analysisof information flows to enhance the coordination of produc-tion processes. International Journal of Production Economics, 75,7–19.
AMGI Management Group, http://www.amgimanagement.com/EducConsult/data.html.
ANG, J. S. K., SUM, C. C., and YANG, K.K., 1994, MRP IIcompany profile and implementation problems: a Singaporeexperience. International Journal of Production Economics, 34(1),35–45.
BEAMON, B. M., 1998, Supply chain design and analysis: modelsand methods. International Journal of Production Economics, 55,281–294.
BULLINGER, H., FAEHNRICH, K., and LAUBSCHER, H., 1997,Planning of multi-site production – an object-orientedmodel. International Journal of Production Economics, 51, 19–35.
CHEN, C., EGBELU, P., and WU, C., 1993, Production planningmodels for a central factory with multiple satellite factories.International Journal of Production Research, 32(6), 1431–1450.
EBERTS, R., and NOF, S., 1993, Distributed planning of collab-orative production. International Journal of AdvancedManufacturing Technology, 8, 258–268.
ERENGUC, S., SIMPSON, N., and VAKHARIA, A., 1999,Integrated production/distribution planning in supplychains: an invited review. European Journal of OperationResearch, 115, 219–236.
FEENY, D., 2001, Making business sense of the e-Opportunity.Sloan Management Review, Winter, 41–51.
FIPA (http://www.fipa.org).FOX, M., BARBUCEANU, M., and TEIGEN, R., 2000, Agent-oriented supply-chain management. International Journal ofFlexible Manufacturing Systems, 12, 165–188.
GUNASEKARAN, A., PATEL, C., and TIRTIROGLU, E., 2001,Performance measures and metrics in a supply chain envi-ronment. International Journal of Operations and ProductionManagement, 21, 71–87.
HADAVI, K., SHAHRARAY, M., and VOIGT, K., 1990, ReDS– adynamic planning, scheduling, and control system for manu-facturing. Journal of Manufacturing Systems, 9(4), 332–334.
Industry Directions, 2000, The next wave of supply chainadvantage: collaborative planning, forecasting and replenish-ment. White Paper, (http:/www.cpfr.org).
KIM, Y., CHOI, Y., and YOO, S., 2001, Brokering and 3Dcollaborative viewing of mechanical part models on theWeb. International Journal of Computer Integrated Manufacturing,14(1), 28–40.
LEACH, N. P., 1999, A cycle time constraint approach to manu-facturing capacity planning. Ph.D. thesis, Imperial College ofScience, Technology and Medicine, University of London,London.
LEACHMAN, R. C., and RAAR, D., 1994, Optimized productionplanning and delivery quotation for the semiconductor indus-try. In T. A. Ciriani and R. C. Leachman (eds) Optimizationin Industry 2 (Chichester: John Wiley), pp. 63–72.
LEACHMAN, R. C., BENSON, R. F., LIU, C., and RAAR, D. J.,1996, IMPReSS. An automated production planning anddelivery quotation system at Harris Corporation-Semiconductor sector. Interfaces, 26, 6–37.
LEE, H. L., and BILLINGTON, C., 1992, Managing supply chaininventory: pitfalls and opportunities. Sloan Management Review,Spring, 65–73.
LEE, H. L., PADMANABHAN, V., and WHANG, S., 1997, Thebullwhip effect in supply chains. Sloan Management Review,Spring, 93–102.
LIN, G., ETTL, M., BUCKLEY, S., BAGCHI, S., YAO, D.,NACCARATO, B., ALLAN, R., KIM, K., and KOENIG, L.,2000, Extended-enterprise supply-chain management atIBM personal systems group and other divisions. Interfaces,30, 7–25.
MAKATSORIS, H. C., 1996, Planning, scheduling and control fordistributed manufacturing systems. Ph.D. thesis, ImperialCollege of Science, Technology and Medicine, University ofLondon, London.
MANDAL, P., and GUNASEKARAN, A., 2002, Application ofSAP R/3 in on-line inventory control. International Journal ofProduction Economics, 75, 47–55.
RICHARDS, H. D., and MAKATSORIS, C., 2001, The metamor-phosis to dynamic trading networks and virtual corporations.In U. J. Franke (ed.) Managing Virtual Web Organizations in the
21st Century: Issues and Challenges (Idea Group Publishing),pp. 61–80.
SADEH, N. M., HILDUM, D. W., KJENSTAD, D., and TSENG, A.,2001, MASCOT: an agent-based architecture for dynamicsupply chain creation and coordination in the interneteconomy. Production Planning & Control, 12, 212–223.
RICHARDS, H. D., DUDENHAUSEN, H. M., MAKATSORIS, C.,and DE RIDDER, L., 1997, Flow of orders through a virtualenterprise – their proactive planning, scheduling and reactivecontrol. IEE Computing and Control Engineering Journal,August, 173–179.
SEMATECH, 1996, Computer Integrated Manufacturing Application
Framework Specification 1.3, SEMATECH technology transferno. 93061697F-ENG.
SOARES, A. L., AZEVEDO, A. L., and DE SOUSA, J. P., 2000,Distributed planning and control systems for the virtualenterprise: organizational requirements and developmentlife cycle. Journal of Intelligent Manufacturing, 11, 253–270.
STEFANSSON, G., 2002, Business-to-business data sharing: asource for integration of supply chains. International Journalof Production Economics, 75, 135–146.
TOWIL, D., 1991, Supply chain dynamics. International Journalof Computer Integrated Manufacturing, 4(4), 197–208.
WORTMANN, J. C., EUWE, M. J., TAAL, M., and WIERS,V. C. S., 1996, A review of capacity planning techniqueswithin standard software packages. Production Planning &
Control, 7, 117–128.ZHOU, Q., and BESANT, C. B., 1999, Information managementin production planning for a virtual enterprise. InternationalJournal of Production Research, 37, 207–218.
Supply-chain planning and fulfillment system for distributed enterprises 269
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
23:
22 0
7 O
ctob
er 2
014
Recommended