Design & Manufacturing
Approaches to Improve
Dewatering in Machine Fabrics
David W. Rosen & Chad Hume*
George W. Woodruff School of Mechanical Engineering
Georgia Institute of Technology
Atlanta, GA 30332-0405
[email protected] 404-894-9668
*visit Poster Session

Dewatering Proposal • Press Fabric designs
Goal: design features, such as holes and
grooves, in inner layer of multi-layer fabric to:
– facilitate dewatering
– prevent rewetting (water flow from roller side
to web side)
• Inner layer manufacturing
Goal: develop 2D and 3D ink-jet printing
testbeds to fabricate designed inner layers
using high viscosity fluids such as thermoplastic
polyurethane (TPU).

Outline
• Press Fabric Designs
• Press Fabric Flow Modeling
– 2D
– 3D
• Ink-Jet Printing
– High viscosity droplet generator
– Droplet impingement results
• Conclusions

Paper Machine Overview
Increasing Dry Solids
1%
20% 50% 95%
𝑑. 𝑠. = 𝑚𝑓𝑖𝑏𝑒𝑟
𝑚𝑓𝑖𝑏𝑒𝑟 + 𝑚𝑤𝑎𝑡𝑒𝑟

Pressing Overview: Basic Physics
• Water movement occurs only with pressure differential
• Pressure must be higher in the sheet than felt
• If hydraulic pressure exists, saturation must exist at
least locally
– There must be a continuum of fluid
• To move fluid:
– Voids must exist in the felt, or
– Voids must exist beyond the felt, or
– Water must flow in MD or CD, or
– Sheet explodes (Crushing)

Press Fabric Design
• Focus on barrier layer
• Design of holes, grooves, features
– circular, elliptical, square, rectangular; conical holes
– grooves in MD, CD
– narrow region at top, bottom, both of layer
• FEA to simulate deformations of layer through
nip.
• Computational Fluid Dynamics to simulate
dewatering and rewetting performance of
features.

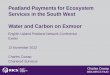
Recent trends and directions
• Non-woven bases – Research observed better pressure uniformity,
higher solids, less marking, and less rewet
• Inclusion of polymer membranes and layers
• New manufacturing techniques – Additive manufacturing can build optimized geometry
for polymer layer
Albany AperTech Voith Evolution Voith Revelotion

Outline
• Press Fabric Designs
• Press Fabric Flow Modeling
– 2D
– 3D
• Ink-Jet Printing
– High viscosity droplet generator
– Droplet impingement results
• Conclusions

Research Objective
• Investigate fluid flows in press fabrics to
design novel fabric layers with improved
dewatering.
• Study the effects of hole size, shapes,
patterns, and material behavior on press
fabric performance.

Press Fabric Flow Modeling
• Fluent CFD is used to model steady state
flow through different geometries
• Realizable k-ε turbulence model

Flow Modeling: 2D and 3D
• 2D Simulations
• 3D Simulations

Data Available
• Stream Lines
• Velocity/Pressure
• Pressure Drop
– This is related to flow resistance

2D Base Layer Designs
• 8 designs were studied, forward and reverse
flow Design Variations
Dimensions
Edge
Internal Shape
Rectangle #1 Rectangle #2 Rectangle #3
Rounded #1 Rounded #2 Undercut
Cone #1 Cone #2

Edge Rounding Results
14
Rectangle #1
Rounded #1
Rounded #2
Rounding edge lowers
pressure drop

Edge Undercut Results
Rectangle #1
Undercut
Undercut increases
pressure drop in reverse
direction

2D Conclusions
• Based on the results the following observations are made
– Rounding paper side edge lowers pressure drop
– Reducing membrane thickness lowers pressure drop
– Undercut increases reverse flow pressure drop
– Cone showed negligible difference between forward and reverse flow
• Rounded cylinder with undercut could be best option

3D Base Layer Designs
• Various designs are studied including woven,
nonwoven circular, conical, rounded, undercut

3D Results
• Base Weave

Cone Results – Forward Flow

Cone Reverse Flow

Tesla Hole Concept
• Can we design a hole that has lower forward
resistance and much higher reverse flow
compared with base weave?

Tesla Reverse Flow

3D Results

3D Cone Results

Summary
• 1st order approximation for how hole
design affects flow
• Various designs tested and one proposed
which improves through flow and resists
backflow
• Phase 2:
– How can we manufacture these membranes?
– Inkjet Printing!

Outline
• Press Fabric Designs
• Press Fabric Flow Modeling
– 2D
– 3D
• Ink-Jet Printing
– High viscosity droplet generator
– Droplet impingement results
• Closure

Ink-Jet Printing – 3D Printing • High resolution
• Fast
• Scalable – just add more nozzles
• Multiple materials
• $15-20B industry and
growing
3D Systems SolidScape
Objet

• Print high viscosity (>100cP) and complex fluids (non-Newtonian, suspensions/colloids)
• Ultrasonic droplet generation technology
• New approach to printing. Excite material at resonant frequency in nozzle + acoustic focusing in nozzle causes ejection of droplet.
• Easily scaled for printing repeated patterns.
• Collaborators: Levent Degertekin and Andrei Fedorov (NSF)
28
Ink-Jet Printing
4 mm droplets

• Print high viscosity (>100cP) and complex fluids (non-Newtonian, suspensions/colloids)
• Ultrasonic droplet generation technology
• New approach to printing. Excite material at resonant frequency in nozzle + acoustic focusing in nozzle causes ejection of droplet.
• Easily scaled for printing repeated patterns.
• Collaborators: Levent Degertekin and Andrei Fedorov (NSF)
29
Ink-Jet Printing
4 mm droplets

Ink-Jet Printing
• Develop our high viscosity print-head into
a 3D printing testbed.
• At present, we have:
– print-head, actuation strategies for fluids to
3000 cP, experimental ejection testbed
• Need:
– 2D, 3D stages for 2D, 3D structure printing
– material delivery system
– droplet visualization equipment

Ink-Jet Printing Research • Assemble 2D testbed: XY stages, droplet visualization.
• Experiment with several fluids, various ejection methods:
frequency, power, duty cycle, pulse shape.
• Experiment with deposition patterns: droplet spacing,
timing. Determine resolution, accurcy. Ensure
dependable printing.
• Assemble 3D testbed: XYZ stages, material delivery
system.
• Experiment with layering strategies.
• Determine printable aspect ratios, Z-direction resolution,
accuracy of 3D features.
• Demonstrate the capability of printing inner layer sheets
with designed holes.

Generation
Background
3D Solver
Summary
Deposition
3D Numerical Solver Wenchao Zhou, Ph.D. graduate
32
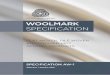
Droplet distance = 0.6*Droplet Diameter
Regime I: We = 100; Oh = 0.04; High impact velocity and low viscosity

Closure
• 1st order approximation for how hole
design affects flow.
• Rounded entrance, conical shape,
undercut at exit.
• Tesla design is promising. Investigating
variants.
• Ink-Jet printing proposed as manufacturing
process with high viscosity materials.
Recommended