Cleaner air for India withFortum eNext low-NOx solutions
1
Fortum eNext provides a time saving,
low CAPEX & low OPEX solution to
help you comply with the new
NOx emission regulation in India
Seminars on NOx reduction in thermal power plants through primary means
9th & 11th April 2019New Delhi & Mumbai

This is Fortum

Fortum Group in briefWe are an active playeralong the Power Value Chain Our core
Energy from
Hydro, Nuclear,
Bio, Waste,
Solar and Wind
Circular economy
Driving
the changein energy market
transformation
Largest electricity
retailer in the
Nordics with
2.4 million customers
Pioneer in electric
vehicle charging
61% of all power
generation is
CO2 free,
96% in Europe
4
Forerunner in
Clean energy
Decades of
experience in
providing expert
services for
power plant
performance
Key figures 2018
Sales
EUR 5.2 bn
Comparable
operating profit
EUR 1.0 bnBalance
sheet
EUR 22 bn
8,300professionals
in the Nordics,
the Baltics, Russia,
Poland and India

Revising plant processes and technology, making
them fit for the coming years
> Best-In-Class usability and availability
Enabling energy companies to meet tightening
environmental regulations and safety standards
> Sustainability and safety always in the
forefront
Maintaining shareholder value
> Economical asset life cycle management
Helping traditional power plants
to Improve their operations and
Reduce emissions

6
Support and expertise along the whole life cycleof a thermal power plant
O&M as a service
Technical, commercial
and operational
advisory
Turnaround for full scope
performance improvement
Economical asset
life cycle management
Combustion solutions for emission reductions,
fuel conversions and performance optimization
Operations development and
improving plant efficiency
Overhauls, modernizations
Condition monitoring Optimized
last years
Decommissioning
Feasibility
& Design
Construction &
CommissioningOperations End-of-Life

Fortum in India

8
Currently Fortum operates185 MW of solar in India – and growing
We continue to develop our solar business
to secure our longer-term competitiveness.
Our immediate focus is in India.
The country offers one of the best solar
resources and sound government support
for the development of the solar sector.

We are pioneers in electric vehicle charging
9
Fortum Charge & Drive is a pioneer in
electric vehicle charging.
Our network consists of 1,200affiliated smart chargers in the Nordic
countries, with nearly 40,000 end
customers
India: the journey begins
450+ APP downloads (iOS + Android)
280Registered users
40 Operational, DC Fast & Semi Fast AC
charging points
4Cities Hyderabad, Mumbai & Delhi with
Fortum C&D chargers; Battery
Swapping at Noida

Bio2X: Acceleration towardsnatural resource efficiency
10
We are setting up the first Bio Refinery in India
Bio2X mission is to produce high-value products
from agro-residues and woody biomass to replace
fossil and other environmentally detrimental raw
materials

• You would be able to focus on running your daily
operations in the most efficient way, without
regulatory concerns
• You would secure the value of your assets and
continuous income
• You could show environmental compliance and
image on international markets
• We would all be able to breathe clean air and
provide a brighter future for our children
You can make a difference!
11
What if you could easily comply with the new NOx emission limits?

• New emission norms for thermal plants can be
fulfilled with Fortum eNext low-NOx solutions
• Your investment is secure – We give our
deliveries a guarantee of success
• Invest wisely – Only necessary capex, no
increase in opex
• Efficient turnkey project with short down time
12
Fortum eNext can help you achieve your goals
Installed up to
Dec 31, 2003
Installed Jan 1, 2004 –
Dec 31, 2016
Installed from
Jan 1, 2017 onwards
Oxides of Nitrogen
(NOx)600 mg/ Nm3 300 mg/ Nm3 100 mg/ Nm3
Emissions norms for coal-based thermal power plants

Emission Norms For Indian and European Thermal Power Plants
Category of Thermal Power
Plant (Units)
Particulate
MatterSulphur Dioxide (SO2)
Oxides
Nitrogen (NOx)
INDIA
TPPs (units) installed before
December 31, 2003100
600 (units smaller than 500 MW Capacity)
200 (units with capacity of 500 MW and above)
600
TPPs (units)installed after
January 1, 2004 to December
31, 2016
50 200 (units with capacity of 500 MW and above)
300
TPPs (units) to be installed from
January 1, 2017 onwards
30 100 100
EUROPE
IED 2016, old units 20 200 200
IED 2016, new units 10 150 150
BAT 2021, old units 2-11 10-130 65-165
BAT 2021, new units 2-10 10-110 65-125
All units in mg/Nm3

14
1990 1995 2000 2005 2010 2015 2020
200
400
600
800
1000
Limit for
NOx
mg/Nm3
IPPC 1996
650 mg/Nm3
LCP 2008
500mg/Nm3
IED
2016
200 mg/Nm3
BAT
2021
65-165 mg/Nm3
IPPC = International Plant Protection Convention
LCP = Large Combustion Plants
IED = Industrial Emission Directive
BAT / LCP BREF = Best Available technology / Reference Document on BAT techniques for LCP
Conventional
Burner
1st generation
low-NOx
eNext
solution today
Primary
Methods
300 mg/Nm3
eNext
solution today
Primary + SNCR
200 mg/Nm3
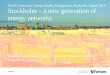
NOx Emission regulation for coal fired power plants in EU
Vs. Development of NOx reduction technologies
• Similar path in emission reduction regulation
to be expected in India as we have seen in
Europe
• Investment in the latest technology ensures
low CAPEX and low OPEX in the long run
• Invest wisely and be prepared for the
future
Fortum eNext can help you leap over several inevitable development steps

• Fortum eNext solution is based on State-of-
the-art Primary Methods
• What we deliver is always tailored to fit your
plant and any OEM’s technology
– Achieving best possible results for your plant
– Only the necessary investments – no more, no
less
• Remote monitoring and technical support for
the warranty period are always included
15
Achieving required NOx reductions in a cost efficient way

16
Comparison of alternative NOx reduction technologiesand solutions to reach 300 mg/Nm3 at all time
*Setup:
• 500MWe coal fired power plant
• Full load, 8000 h/a
• Excluding coals with extremely high FR and fuel N when achievable NOx level by any primary method is reduced
State-of-the art Primary
Method by Fortum
Simple Primary Method +
SNCRSCR
Total cost after 5 y < 3.0 MEUR ~28.5 – 30.0 MEUR >> 45 MEUR
Initial investment < 3.0 MEUR* ~3.5 – 5.0 MEUR* ~20 MEUR*
Increase in annual
operational costsNone
~5.0 MEUR
due to urea injection
>> 5.0 MEUR
Due to ammonium water
injection
Reduction with the
primary method
Reduction up to 60-70% of the
initial level 300 mg/Nm3 can
be achieved without changing
boiler performance*
Simple primary methods
enable reduction until
400 mg/Nm3N/A
Reduction with the
secondary methodN/A
SNCR needed to bring the
emissions further down to
required 300 mg/Nm3
300 mg/Nm3
can be reached with SCR
Further No additional maintenanceHigh risk of excessive LOI/UBC
Risk of NH3 slip
Frequent regeneration and
catalyst replacement required

17
State-of-the-art Primary Methods clearly most cost efficient over time
• Fortum State-of-art Primary methods
have a slightly higher initial investment
cost, but a significantly lower
cumulative cost over time
• Break-even within six months even
if CAPEX of Simple Primary is
assumed to be 0 EUR!
• When starting level is at 900-650 mg/Nm3,
SNCR technology alone will not be enough
to reach 300 mg/Nm3
• Simple primary methods required first to come
down to ~425 mg/Nm3
• SNCR with urea injection required in addition
to reduce further down to <300 mg/Nm3
*Calculation based on 8,000 operating hours per year

Pulverized coal boiler and steam turbine
Primary methods for cost efficientNOx reduction Case Fortum Suomenoja, Finland
Manufacturers Ahlström & Láng
Commercial use 1977
Steam amount 108 kg/s
Steam pressure 140 bar
Steam temperature 540 ºC
Electricity 90 MW
District heat 150 MW
Flue gas cleaning
Low-NOx burners
Two stage over-fired air
Semi-dry desulphurization plant
Electrostatic precipitators

19
Primary methods for cost efficient NOx reduction –Case Fortum Suomenoja

• Achieved OPEX savings from installing
primary methods instead of SNCR
• In 2012 Fortum decided to implement advanced
primary method only to reduce NOx down to 300
mg/Nm3.
• Cumulative savings from 2012 until the end of
2017 were approx. 5,5 MEUR.
• In 2018 Fortum decided to reduce NOx further
from
300 mg/Nm3 down to 250 mg/Nm3 – again with
advanced primary method and without SNCR
• Savings from 2018 until today have been approx.
1 MEUR.
20
Primary methods for cost efficientNOx reduction – Case Fortum Suomenoja

Guarantee
of
success
21
Fortum eNext as your partnerLow-NOx combustion technology for the past 30 years
Utility solution
• We operate and serve
our own fleet
• We are familiar with the
needs and priorities of a
utility
OEM independent
• Tailored solutions for any
OEM’s equipment
• Proven and patented
technologies
• Continuous R&D due to
tightening emission limits in
the EU
EHSQ in the forefront
of our operations
• Safety is a top priority in
everything we do
• Quality Assurance:
ISO 9001, ISO 14001
and OHSAS 18001
Long history and wide
experience
• Projects and presence in India
for last two decades
• First projects at Fortum’s own
power plants in early 1990’s
• First international project for
ČEZ in Czech in 1994

Introducing Fortum eNext Low-NOx delivery
From Concept to Delivery and Technical Support and Warranty

Fortum eNext Low-NOx solution guarantees the needed outcome regardless of the current set up at your site
23
> 50 references
for various types of PC plants
from 15 different OEMs
> 50 boilers
with reduced NOx levels
to Customer requirements
e.g. NOx 300 mg/Nm3
NOx 1200 mg/Nm3
NOx 800 mg/Nm3
NOx 600 mg/Nm3
STARTING POINT IS
ALWAYS DIFFERENT
OUTCOME ACCORDING TO
THE GIVEN LIMIT
Coal Quality
Burner Design
Air Distribution
OFA location
Boiler Performance• Superh & reheater metal temps within
design limits
• FEGT (furnace exit gas temp) within
design limits
• total air flow to boiler within design
limits
• Fuel flow within design limits
• Steam temperatures within design
limits
Water circulation / evaporator • Minor pipeline modifications to
accommodate new opening (OFA)

Fortum eNext low-NOx deliveryReferences
24
Firing Both Corner firing and wall
firing
MWe Rating 60 MW to 650 MW (supercritical)
Makes More than 10 OEMs
Age of boilers at the time of
implementation of primary means
Ranging from 10 to 30 years
> 50 boilers
with reduced NOx levels
to Customer requirements

25
Fortum eNext low-NOx delivery in IndiaTypical technical concept
Top of
Windbox
No OFA
Current
burners
Only COFA
CURRENT MODIFIED
New OFA
system, typically
2-stage
Modified
burners in all
corners:
burner tips
and new
secondary air
nozzles
No
changes
KEYS TO SUCCESSFULL
IMPLEMENTATION
New and carefully designed
OFA system
Modified burner tips are always
required to sustain stable flame
and to reach given emission
levels with minimum impact on
UBC

Fortum eNext low-NOx deliveryEfficient turnkey project with short production downtime
26
1 month 3 months 9 months7 months5 months
Design for
low-NOx
combustion
system
Manufacturing
and pre-
fabrication
Installation
of low-Nox
system
3 years
Commissioning,
Fine tuning and
optimization
ContractKick
Off
Providing
technical
support during
warranty period
Assessment of
burner design,
air distribution,
coals
Continuous
learning and
improvement,
how to optimally
run the boiler
Production
downtime
3-4 weeks
Documentation
review
Follow-up
work
progress
Plant available
for
commissioning
Providing
data
Outage
planning
O&M
training
Take
over
CUSTOMER

Introducing Fortum eNext Low-NOx delivery
Getting started with information gathering and low-NOx system design

Fortum eNext low-NOx delivery project always starts with a thorough information gathering and design for the low-NOx combustion system
28
1 month 3 months 9 months7 months5 months
Design for
low-NOx
combustion
system
Manufacturing
and pre-
fabrication
Installation
of low-Nox
system
3 years
Commissioning,
Fine tuning and
optimization
ContractKick
Off
Providing
technical
support during
warranty period
Assessment of
burner design,
air distribution,
coals
Continuous
learning and
improvement,
how to optimally
run the boiler
Production
downtime
3-4 weeks
Documentation
review
Follow-up
work
progress
Plant available
for
commissioning
Providing
data
Outage
planning
O&M
training
Take
over
CUSTOMER

Purpose and goals of data collection
Pre-contract data
• Defining required concept
• Preliminary design
• Fuel data & properties: ultimate and proximate analysis
• Boiler operational data, existing emission level
• Coal fineness and coal distribution
• Boiler configuration and dimensions: firing system, burner
elevation, SH location, COFA, SOFA…
Post-contract data collection
• More detailed data for detail design
• Reference tests: operational data / baseline29
Fortum eNext low-NOx delivery starts withcollection of initial data
Assessment of
burner design, air
distribution, coals

• Nitrogen content
• Volatile matter (VM) in coal
• FR-ratio = FC (fixed carbon) / VM
• Ash content
• Heating value
• Particle fineness after milling
• Particle distribution between burners
LHV
kcal/k
g
Ash
%
Nitrogen,
% daf
FR-ratio
Indian coal 1 4,500 46 2.0 1.4
Indian coal 2 4,000 30 2.7 1.3
Indian coal 3 4,400 40 1.4 2.8
Polish coals 5,300 15-20 0.8…1.2 1.5…1.6
Russian coals 5,700 12-15 2.3…2.8 1.4…1.6
Estonian coal 3,500 40-50 0.3 1.0
Influence of coal quality to NOx reduction by primary meansIndian coals versus others
30

Fortum eNext low-NOx delivery starts withcollection of initial data
31
Assessment of
burner design, air
distribution, coals

• Evaluating NOx performance by calculation and comparing
boiler behavior with previous projects
• Utilizing CFD tool to study combustion performance
• Comparing boiler behavior with different burner settings, air
distribution at different boiler loads
• Resulting the best tailor-made design including:
– NOx emissions
– Furnace temperature fields
– CO and O2 concentrations
– Unburned carbon in the fly ash and bottom slag
32
Grounds for successful low-NOx system design
Simulating the
existing
combustion
condition with data
from the site in
question as input
Optimal
combustion
design with
required
outcome
Altering the
burners and
adding /
changing the
location of OFA
nozzles in the
model
Comparing
simulation
results
Design for
low-NOx
combustion
system

• Based on commercial CFD code (Ansys Fluent)
• Development started in mid 1990s
• Equipped with own special sub-models,
developed by Fortum in co-operation with VTT,
Technical Research Centre of Finland
– Include physical and chemical models for
combustion, heat transfer and emission
formation and destruction
– Chosen and developed for simulating the most
essential processes in the furnace, with
reasonable accuracy, acceptable computing
time and costs
• Tool and results verified with data from actual
boilers and different fuels
33
Fortum CFD tool Design for
low-NOx
combustion
system

Base
case
Low-NOx
firing
CO (mg/Nm3, 6 % O2) 3 5
NOx (mg/Nm3, 6 % O2) 698 278
FEGT, mean at nose (°C) 1165 1185
UBC in fly ash (%) 0.8 1.1
34
Main results of an example study500 MW unit
Achieved NOx reduction 61%
Fortum’s experience from actual
power plants with similar coal
characteristics show similar NOx
reduction potential as results from
CFD modelling
Design for
low-NOx
combustion
system
In Fortum’s Primary method the only influence to OPEX is due
to potential decrease in efficiency due to increase in UBC. In
the sample above 0,3 % (abs) increase in UBC corresponds to
additional 2,3MWf (which is 0,18% of the total 1300MWf)
For comparison purposes there is similar size of OPEX related
to SNCR when NOx is reduced from 450mg/Nm3 to
300mg/Nm3 by urea or ammonia solution. Additional 4MWf is
required due to evaporation of injection water. The biggest
OPEX is anyhow urea or ammonia consumption which is
>25Crore/year.

NOx conversions
• NOx emissions are typically expressed as NO2, even if most of the NOx measured just after the boiler is NO (97-99 %)
• NO2 is only stable compound in atmosphere and NO will react very fast in the stack and after the stack to NO2
• O2 has to be measured at same place than NOx emission (for O2 correction)
• NOx emission expressed as NO2:
– mgNO/Nm3 *1.53 * [21−𝑟𝑒𝑓 𝑂2
21−𝑂2] + mgNO2/Nm3 * [
21−𝑟𝑒𝑓 𝑂2
21−𝑂2] = mgNO2/Nm3
– O2 correction as given above [21−𝑟𝑒𝑓 𝑂2
21−𝑂2] for reporting purposes is done (because NO2 must be
expressed at a reference oxygen content of 6 vol-%, dry basis O2)
– MNO2/ MNO = 46/30 = 1.53
• If NO is measured in ppm then the measured value is multiplied with 2,052 (assuming 0 C and 1 bar) and then the result is already mgNO2/Nm3
– then the value is multiplied with 1,01/1,03 to take account the share of NO2
35

36
Invest successfullywith Fortum eNext
State-of-the-art simulation tool,
developed for our needs
over the past decades
Engineering expertise based on
decades of experience in
power plant operations and maintenance
as well as low-NOx deliveries
No operational risk for our customers
We rely on our combustion system design
and grant warranty for all deliveries
Design for
low-NOx
combustion
system

Introducing Fortum eNext low-NOx delivery
Manufacturing, installation andcommissioning

Manufacturing and installation of the low-NOx combustion system is done in co-operation with our local partners
38
1 month 3 months 9 months7 months5 months
Design for
low-NOx
combustion
system
Manufacturing
and pre-
fabrication
Installation
of low-Nox
system
3 years
Commissioning,
Fine tuning and
optimization
ContractKick
Off
Providing
technical
support during
warranty period
Assessment of
burner design,
air distribution,
coals
Continuous
learning and
improvement,
how to optimally
run the boiler
Production
downtime
3-4 weeks
Documentation
review
Follow-up
work
progress
Plant available
for
commissioning
Providing
data
Outage
planning
O&M
training
Take
over
CUSTOMER

39
General scope division Fortum – LocalPartner
Installation of
the Low-NOx
system
Manufacturing
and pre-
fabrication
Commissioning,
fine-tuning and
optimization
Fortum is responsible for:
• Process design and performance of the low-NOx modification
• Delivery of main process equipment
• Input data and supervision of mechanical and electrical, C&I design done by local partner
• Commissioning and training related to process equipment
Local Partner is responsible for:
• Mechanical, electrical and C&I design
• Erection of equipment submitted by Fortum, electrical installation, C&I
• Needed licenses according local rules
• Support during commissioning and training

40
Fortum advanced primary low-NOxhardware delivery and erection
Installation of
the Low-NOx
system
Fortum manufacturing and delivery:
• Fuel nozzle tips
• Secondary air nozzles
• OFA Nozzles
Fortum activity during erection:
• Project management
• Advisory for local partner during erection
• Reporting to Customer the progress and
follow-up of the progress
• Erection supervision
Manufacturing
and pre-
fabrication
Commissioning,
fine-tuning and
optimization

41
DOW between Fortum and local partnerDesign and general part
Installation of
the Low-NOx
system
Abbreviat
ion
Abbreviation (Consortium Members + main subcontracors /
subsuppliers)Responsibility division
THER Thermax Design Delivery Erection
Chief
Designer,
Design
Coordinator
FORT Fortum (means Fortum P&H Oy and/or Fortum India Ltd)
PB: Civil Design
CE, BE,
DE:
CE concept design, BE basic design, DE detail design - workshop, -
erection
Note: (*) - means subcontractor, */* - means joint responsibilityDesign
D E
Item System / Sub-system CE BE DE
I General Items
1 Project management FORT
2
Site management (including site manager, EHQS, erection supervision
and scheduling)THER
3
Site arrangement, site facilities, places for storages, fencing, site marking,
site worksTHER
4
Responsibility for process parameters (NOx, UBC, steam parameters)
and collection of baseline data)FORT
5 Process design FORT FORT FORT FORT
6 Mechanical design (ducts, platforms, suspensions, supports, hangers) THER THER THER THER
7 Boiler pressure part modifications design with IBR approval THER FORT THER THER
8 Civil design with civil permit, if this will be required FORT THER THER THER
9 Geodesy services THER
10
Cleanup services in connection with carried works (among others
cleaning service, leveling the area, reproducing the infrastructure and
green area, etc.).
THER
11 Delivery of essential spares for guarantee period FORT/THERM
12 Special tools and tackles for guarantee period FORT/THERM
12 Special tools and equipment for commissioning period FORT
11
Repair works in guarantee period of identified faults and repairs included
in protocols from guarantee inspectionsFORT/THER
Manufacturing
and pre-
fabrication
Commissioning,
fine-tuning and
optimization

42
DOW between Fortum and local partnerErection and commissioning
Installation of
the Low-NOx
system
Manufacturing
and pre-
fabrication
Commissioning,
fine-tuning and
optimization
Abbreviatio
nAbbreviation (Consortium Members + main subcontracors / subsuppliers)
Responsibility division
THER Thermax Delivery Erection
FORT Fortum (means Fortum P&H Oy and/or Fortum India Ltd)
PB: Civil Design
CE, BE, DE: CE concept design, BE basic design, DE detail design - workshop, - erection
Note: (*) - means subcontractor, */* - means joint responsibility DesignD E
Item System / Sub-system CE BE DE
1. Boiler
1.1 CFD calculations of the situation in the combustion chamber FORT FORT FORT
1.2 Modification of burner tips FORT FORT FORT FORT THER
1.3 Additional OFA FORT FORT FORT FORT THER
1.4 New air ducts with insulation and suspensions FORT THER THER THER THER
1.5 New Openings in the boiler walls - *) IBR approval by THER FORT THER THER* THER THER
1.6 New platforms, stairs, needed for access to new devices FORT THER THER THER THER
1.7 Needed new refractory for new openings or refractory modifications for existing openings FORT THER THER THER THER
1.8 All needed dismantling works FORT THER THER THER THER
1.7 All other mechanical erection works, needed for NOX control installation FORT THER THER THER THER
2 Civil discipline
2.1 All new foundation if needed FORT THER THER THER THER
3 C&I
3.1 Delivery and erection of needed C&I devices on Nox control installation FORT FORT THER THER THER
3.2 Modification of DCS FORT FORT THER THER THER
4 Electric discipline and teletechnic installation
4.1 Main process switchgear
4.1.1 Preparation of power balance FORT THER THER THER THER
4.1.2 Delivery of equipment and erection FORT THER THER THER THER
4.1.3 Switchgear upgrade for drives control from DCS FORT THER THER THER THER
4.2 Subswitchgears
4.2.1 Execution of new switchgears for power supply of new consumers FORT THER THER THER THER
5 Gas analysis system THER
5.1 Design, delivery, erection of flue gas sampling and analysis FORT THER THER THER THER
5.2 Flanches and nozzles to flue gas sampling and other measurements FORT THER THER THER THER
6 Tests, commissioning and optimization - every party in own scope
6.1 Functional tests FORT/THER FORT/THER FORT/THER FORT/THER FORT/THER
6.2 Mechanical commissioning FORT/THER FORT/THER FORT/THER FORT/THER FORT/THER
6.3 Process commissioning FORT/THER FORT/THER FORT/THER FORT/THER FORT/THER
6.4 Cold commissioning FORT/THER FORT/THER FORT/THER FORT/THER FORT/THER
6.5 Optimization FORT/THER FORT/THER FORT/THER FORT/THER FORT/THER
6.6 Test run FORT/THER FORT/THER FORT/THER FORT/THER FORT/THER
6.7 Guarantee measurements FORT/THER FORT/THER FORT/THER FORT/THER FORT/THER
6.8 Trainings FORT/THER FORT/THER FORT/THER FORT/THER FORT/THER

43
Fortum tasks during Commissioning Installation of
the Low-NOx
system
Manufacturing
and pre-
fabrication
Commissioning,
fine-tuning and
optimization
Main activities during the commissioning:
• NOx emission control in full boiler load range
• Optimization of air distribution between burner
area and OFA area
• Optimization of excess air in flue gases
• Checking the whole boiler performances (steam
parameters, spray water amount)
• Checking boiler dynamics in full range of boiler
loads

44
Fortum tasks during Training Installation of
the Low-NOx
system
Manufacturing
and pre-
fabrication
Commissioning,
fine-tuning and
optimization
Main objectives during the training:
• Training will be done for engineers, operators and maintenance staff
• Practical training will be done during commissioning
• Theoretical training will be kept for operators and supervision staff
• The process will be controlled automatically - in general the engineers and operators shall be aware, how to change settings (air ratio to burners and to OFA), how tune the boiler if the boiler get dirty etc.
• Getting familiar with new process displays and understanding of main combustion parameters
• Process observation and influence on main parameters, if needed

45
Fortum experience - 1 Installation of
the Low-NOx
system
Manufacturing
and pre-
fabrication
Commissioning,
fine-tuning and
optimization
Experiences from previous projects
• Main boiler performances like steam flow, steam parameters are the same
• It is very important to gather the reliable information about boiler performance before contract signing or latest after signing, but before project execution
• We recommend execution of reference measurements by independent third party
• Boiler performance depends on coal parameters –it is recommended to use few defined coal types during the reference measurements and guarantee measurements
• Boiler performance depends on boiler condition
• The UBC in fly ash and bottom ash depends on milling quality and coal distribution – usually it is slightly increased after low-NOx implementation
2 Stage
OFA
Conventional
low-NOx
system
Low-
NOx
burners
Advanced low-NOx
combustion
solution
OFA
zone

46
Fortum experience - 2 Installation of
the Low-NOx
system
Manufacturing
and pre-
fabrication
Commissioning,
fine-tuning and
optimization
Experiences from previous projects
• It is important to assure even distribution of coal dust to all burners – otherwise could be bad combustion, risk of high temperature corrosion
• In order to avoid slagging it is recommended to install soot blowers in the combustion chamber
• The low-NOx installation control is integrated into boiler DCS system and full operation is done from DCS, so the operator use the same MMI as for unit operation
• Burner parts (e.g. fuel nozzles tips) are resistant against high temperature and erosion (special materials)
• Primary NOx emission reduction is most economical way of NOx control

Leading player in Boiler diagnostics and specialty services
segment in India
Over 130 Performance Improvement and Revamp projects
delivered
Over 135 large team exclusively dedicated for these
services
Dedicated resources for Process engineering, design,
detail engineering, Project, Quality & Construction
management
47
Thermax Boilers & Heaters Services’ Experience

48
Thermax Boilers & Heaters Services’ ExperienceEnd to End Solutions and Services Offered:
Performance Improvement Projects (PIP) like efficiency improvements, de-
bottlenecking of boiler operation/performance, reliability improvement, FEED
assistance for boiler and accessories / conversions / upgrades, fuel
conversions/firing system upgrades, emission control, technology upgrades etc
Engineering Studies, Engineering Design Services for Boiler, Accessories,
Piping, Structures, etc.
On-Site or Remote Performance Monitoring / Management
Energy Audits, Failure Analysis, Training, Spares, Replacement In Kind
Condition Assessment (CA), Remaining Life Assessment (RLA) Services, Risk
Based Inspection (RBI)
Annual Service / Maintenance Contracts
Operation and Maintenance Services
Site Construction, Testing, Boiler / Equipment Commissioning Services

During Pre & Post Contract data collection & site verification
– Collection of data like OEM design parameters, design fuel data,
P&IDs, GA and pressure part assemblies etc.
• Also making reasonable assumptions of few data which may not
be available
– Present operating log data as various loads, present day fuel data,
understanding availability & other failure history since unit
commissioning, if any etc.
• Care in understanding philosophy of present operation and
design features of OEM before undertaking modifications
– Modeling of existing boiler based on Original Design Data & conduct
engineering study w.r.t target results post modification using our
licensed Boiler Performance Patented Programs / PPSD-KED
Softwares / In-house tools, as required.
• Matching original design performance data before analyzing new
performance post modifications with present and anticipated fuels49
Low NOx Combustion System - Implementation by Thermax Manufacturing
and pre-
fabrication

During Pre & Post Contract data collection & site verification
– Identification of possible issues related to modifications, layout &
needed relocations / modifications of existing equipments, if any.
• Care in routing duct to OFA locations without affecting
structural integrity and possible minimum modifications.
Evaluation of relocation / removal of wall blowers for
accommodating new OFA, if required. Modification / relocation
of existing structural members, cable & cable tray re-routing
etc. Structural integrity check for local modification (using
STAAD/CAESAR), as necessary.
– Creating sketches/drawings of proposed modifications for clarity
in understanding site activities.
• Drawings / Sketches also provides end user to visualize post
implementation scenario.
50
Low NOx Combustion System - Implementation by Thermax Manufacturing
and pre-
fabrication

During Manufacturing of needed pressure parts, ducts & structural members, IC&E
– Manufacturing of profiled tube/panel openings required for
additional Over Fire Air ports
• Opening tube panels shall be manufactured to suit site
requirement s as per the quality requirements of Thermax /
International Industry Standards.
– Tubes/membrane panels shall match to the existing
specifications or better as required.
• IBR and local statutory body compliance will be ensured.
– Pressure parts shall be tailor made to the requirements specific
to each sites
• Thermax manufacturing and QA compliance will assure the
best quality product being delivered in minimum possible
time. Impact on Circuit Balancing is also assessed.
51
Manufacturing
and pre-
fabrication
Low NOx Combustion System - Implementation by Thermax

During Manufacturing of needed pressure parts, ducts & structural members, IC&E
– Manufacturing and pre fabrication of ducts, structural members
required for the upgrade
• To the extend possible ducts and other structural members
shall be pre fabricated minimizing site activities.
– Value added manufacturing & fabrication.
• Our experts will be stationed at site during detailed
engineering to understand site specific needs and to take
utmost care to avoid any rework during site construction. This
helps to avoid any drift in shut down schedule time which is
crucial to the project execution and has high degree of
impact to system performance post modifications.
– Electrical Instrumentation scope of work and Control system
configuration in existing DCS/PLC for incorporating new logic
for combustion control
• New logic will be implemented for seamless combustion
control transition.52
Manufacturing
and pre-
fabrication
Low NOx Combustion System - Implementation by Thermax

During Site Installation Work - Safety
– Compliance to Safety Norms
• Thermax is also an OHSAS 18001
certified company. Our commitment
to Safety is foremost and we strictly
adhere to the safety norms as per
our standards as well as additional
safety norms, if any, pertaining to
each site of work, as applicable.
• It is our goal to reduce the frequency
and severity of accidents, and
eventually achieve 'Zero Accidents'
by eliminating unsafe and hazardous
conditions.
53
Installation of
Low NOx
System
Low NOx Combustion System - Implementation by Thermax

During Site Installation Work - Planning
– Allocation of appropriate Construction
execution team & assessing site conditions
• Thermax B&H Services has over 25 years of
retrofit job execution experience which is
aligned for ease of construction & post
modification operation requirements. Unlike
new equipment erection, these jobs require
lot of pre shut down activities and site
feasibility study like placement /movement of
cranes, activity sequence planning etc.
– Project planning and execution is crucial to the
success of the project.
• Thermax is ISO 9001 and ISO 14001
certified company. Understanding the typical
nature of such projects, we create an L3
Construction schedule integrated with total
project schedule for better monitoring.54
Installation of
Low NOx
System
Low NOx Combustion System - Implementation by Thermax

Exp Start Date Tue
Tue
Tue
Tue
Tue
Tue
Tue
Tue
Tue
Tue
Tue
Tue
Customer - XXX - Tentative Erection Schedule 15-Oct-19 19 19 19 19 19 19 19 19 19 19 19 19
Oct
Oct
Oct
Nov
Nov
Nov
Nov
Dec
Dec
Dec
Dec
Dec
ACTIVITY DURATION START END 15 22 29 5 12 19 26 3 10 17 24 31
Preliminary Erection Schedule 60 15-Oct-19 14-Dec-19
Pre-Shutdown 30 15-Oct-19 14-Nov-19
Mobilisation 7 15-Oct-19 22-Oct-19
Structural Pre Works 15 30-Oct-19 14-Nov-19
Pre fabrication of duct works 28 16-Oct-19 13-Nov-19
CLIENT INPUTS (UNIT HANDOVER) 1 13-Nov-19 14-Nov-19
Unit Handover 1 13-Nov-19 14-Nov-19
Post Shutdown Activities 30 14-Nov-19 14-Dec-19
Cooling of furnace 2 14-Nov-19 16-Nov-19
Scaffolding preparation 4 14-Nov-19 18-Nov-19
Opening of tubes at new SOFA locations 8 18-Nov-19 26-Nov-19
Windbox works to suit new Burners 8 14-Nov-19 22-Nov-19
Supports erection and alignment 8 22-Nov-19 30-Nov-19
Platform modifications 15 22-Nov-19 07-Dec-19
E&I Works - Burner & Piping Area 15 22-Nov-19 07-Dec-19
Other Burner Connections 7 30-Nov-19 07-Dec-19
Erection & welding of new burners / SOFA 14 30-Nov-19 14-Dec-19
Hydro test & Box up of boiler 3 07-Dec-19 10-Dec-19
Insulation works 5 07-Dec-19 12-Dec-19
During Site Installation Work – Schedule
55
Installation of
Low NOx
System
Low NOx Combustion System - Implementation by Thermax

Introducing Fortum eNext low-NOx delivery
Technical support and warranty

After installation and commissioning, begins the warranty period and technical support provided by Fortum eNext experts
57
1 month 3 months 9 months7 months5 months
Design for
low-NOx
combustion
system
Manufacturing
and pre-
fabrication
Installation
of low-Nox
system
3 years
Commissioning,
Fine tuning and
optimization
ContractKick
Off
Providing
technical
support during
warranty period
Assessment of
burner design,
air distribution,
coals
Continuous
learning and
improvement,
how to optimally
run the boiler
Production
downtime
3-4 weeks
Documentation
review
Follow-up
work
progress
Plant available
for
commissioning
Providing
data
Outage
planning
O&M
training
Take
over
CUSTOMER

58
Fortum eNext Remote Supportfor optimal plat operation and savings
HIGHER PLANT
AVAILABILITY
Via controlled problem
management thanks to early
detection of deviations
SAVINGS THROUGH LOWER
FUEL CONSUMPTION
Via increasing or maintaining
thermal efficiency and
ensuring optimal plant
operation
CONDITION MONITORING
• Verifying real component
performance
• Identifying malfunctioning and
missing measurements,
process issues
• Defining correct maintenance
timing
OPERATIONAL ECONOMY
MONITORING
• Monitoring the operating modes
and detecting deviations
• Performing evaluation for aged
plants
• Comparisons to shows
potential lost MW’s
Providing
technical support
for warranty
period

59
Fortum eNext Remote SupportSet up and operating model
Customer gains:
• Early detection of
issues
• Expert
recommendation for
corrective action
Data collection
at the power plant
Agreed service level:
• Monthly reports
• Status check daily
• Alerts based
• 24/7 service
DATA
TRANSFERCloud based
database
Analysis at
Fortum eNext
control room, based
on expertise and
State-of-the-art digital
tools
SUPPORT
Providing
technical
support for
warranty period

60
Deep expertise and experience on Power Plant Main Equipmentat your disposal
Boilers
Combustion management, Soot blowing optimization, Fuel
selection and combining with existing fuels
Generators, transformers
Electrical systems, Power systems support
Balance of plant
Performance, mechanical and water chemistry specialists
Steam and Gas Turbines
Performance and mechanical specialists
Controls and automation
Structural mechanics and vibration measurements
Condition monitoring
Support in upgrade design and implementation, and more
Providing
technical
support for
warranty
period

Introducing Fortum eNext low-NOx delivery
Case NTPC India: Ramagundam 1x 500 MW
BHEL and 1x200MW Ansaldo Boilers

62
Content of Study
• 500 MW Tangentially Fired Boiler (BHEL, commissioned 2004) equipped with 10 coal mills, tilting type of the Burners and Close Coupled OFA.
• Fortum carried out tests at boiler full and technical minimum load with different mill combinations
• NOx emission was measured by Fortum after flue gas fans
• Coal quality:
• Heating value (GCV, kcal/kg): 4530…4580
• Ash content (%, wet): 29…32
• FR ratio ( - ): 1,3…1,4
• N (%, daf): 2,0
• CFD model was created based on real operational data.
• CFD study carried out with Burner and SOFA modification in order to test possibilities to reduce NOx < 300 mgNO2/m
3n and effect of modifications to boiler performance

63
Content of Study
• 200 MW Wall Fired Boiler (Ansaldo, commissioned 1983) equipped with 6 coal mills.
• Tests carried out at boiler full and technical minimum load NOx emission was measured by Fortum after flue gas fans
• Coal quality:
• Heating value (GCV, kcal/kg): 4300…4420
• Ash content (%, wet): 32,7…33,5
• FR ratio ( - ): 1,3…1,4
• N (%, daf): 2,0
• CFD study carried out with Low-NOx Burners and SOFA in order to test possibilities to reduce NOx < 600 mgNO2/m
3n and effect of modifications to boiler performance

64
Certificate from NTPC

Introducing Fortum eNext low-NOx delivery
Case Indian IPP: 2x 660 MW Super Critical
Boilers

66
Content of Study
• 2*660 MW Tangentially Fired Super Critical Boiler equipped with 1st generation low-NOx burners and SOFA
• Combustion optimization will be carried out by Fortum at all possible operation conditions (all load levels and mill combinations) in order to reduce NOx emission < 300 mgNO2/Nm3
• NOx reduction is possible based on Fortum’s know-how without changing the boiler performance (steam/metal/flue gas temperatures) from design ranges
• NOx emission before optimization 230…550 mgNO2/Nm3 (6 % O2)
• Coal quality:
• Heating value (GCV, kcal/kg): 2900…5000
• Ash content (%, wet): 29…50
• FR ratio ( - ): 1,2…2,5
• N (%, daf): 1,5…2,0

67
Summary
• NOx before optimization at boiler high loads 320-450 mg/Nm3 and boiler
minimum loads 350-600 mg/Nm3
• NOx possible to reduce below < 300 mg/Nm3 in most operating
conditions
• Work is on-going: more tests needed at boiler intermediate loads and
during load rampings

Closing

• The energy sector is one of the mainstays of
India’s growth and development.
• While concerted efforts are being made to
combat climate change by way of curtailing
emissions, a lot more needs to be done to
overcome the problem of air pollution.
• Hundreds of coal fired boilers in India still need to
be modified, to comply with the new emission
regulation
• Implementing NOx reduction technology for one
boiler takes months
• Resources to implement the modifications are
limited
• We can help you to implement the most cost
efficient solution and be ready on time
69
The time to act is now!

Let’s define the best solution for you
Contact
Juha Suomi, Area Director, Asia
Fortum eNext
+358 50 453 5018
www.fortum.com/enext
Recommended