M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:226
CHAPTER - 7
RRIISSKK AASSSSEESSSSMMEENNTT && DDIISSAASSTTEERR MMAANNAAGGEEMMEENNTT PPLLAANN7.1 BACKGROUND
Risk Assessment is a management tool for determining the hazards and risk associated with the various
activities of a project and computes the damage potential of these hazards to life and property. Risk
Assessment provides basis for determining the safety measures required to eliminate, minimize and
control the risks as detailed in Disaster Management Plan (DMP) to handle onsite and offsite emergencies.
In Chemical Industry, Risk Assessment is carried out for the various hazards involved in storage and
handling of hazardous raw materials, intermediates and finished products as well as for the manufacturing
processes used by the unit.
7.2 OBJECTIVES
The given study was focused to fulfill the following objectives:
Identification of safety areas
Ientification of process and storage hazards
Visualization of maximum credible accident (MCA) scenarios
Consequence analysis of scenarios
Determination of quantities released, impact zones
Estimation of damage distances for the accidental release scenarios with recourse to Maximum
Credible Accident (MCA) analysis
Preventive and control measures required for reducing the risk factors
Delineation of Disaster Management Plan
7.3 SCOPE OF WORK
Based on the objectives as defined above, the scope of work for the given study has been framed as under:
1. Hazard Identification
General description of project
Study of manufacturing activities
Study of plant facilities and layout
Hazardous inventory
Associated process and storage hazards
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:227
Safety measures as proposed by the proponent
2. Hazard Assessment
Identification of MCA and worst case scenarios using standard techniques
Consequence analysis of selected scenarios using EFFECT model on ALOHA software
3. Determination of risk reduction measures
4. Preparation of DMP
5. Recommendations
7.4 METHODOLOGY
Following methodology has been followed for given Risk Assessment Study as described in “Guidelines for
Chemical Process Quantitative Risk Assessment” by CCPS with the help of frequency data from “Purple
Book” ,2008.
The guidelines given by SEAC as well as Technical Guidance Manual of MoEF have also been followed.
Collecting Input data about Process,Inventories and Site conditions
Hazard Identification
Defining the Potential Accident Scenarios
Evaluation of Consequences and Estimation of Accident Frequencies
Estimate the Impacts
Estimate the Risk
Identify and Prioritize the Risk Reduction measures.
7.5 HAZARD IDENTIFICATION
This is important and critical step in risk assessment. It is critical because Hazard omitted is hazard not
analyzed. The tools used for identification are experience, detailed process knowledge, engineering codes,
checklist, HAZOPs etc.
This risk assessment is being done for the proposed new production facilities in the existing unit. The
hazards involved in the process are due to-,
Material handled: Flammable, Toxic
The materials involved are of toxic and flammable nature. The major hazardous materials and their
hazardous properties are tabulated in previous section. The major hazard of material handling is handling
of solvents.
Other hazardous materials handled are strong acids HCL, THF and liquor ammonia. However the inventory
of these chemicals is less and there is no storage in tanks.
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:228
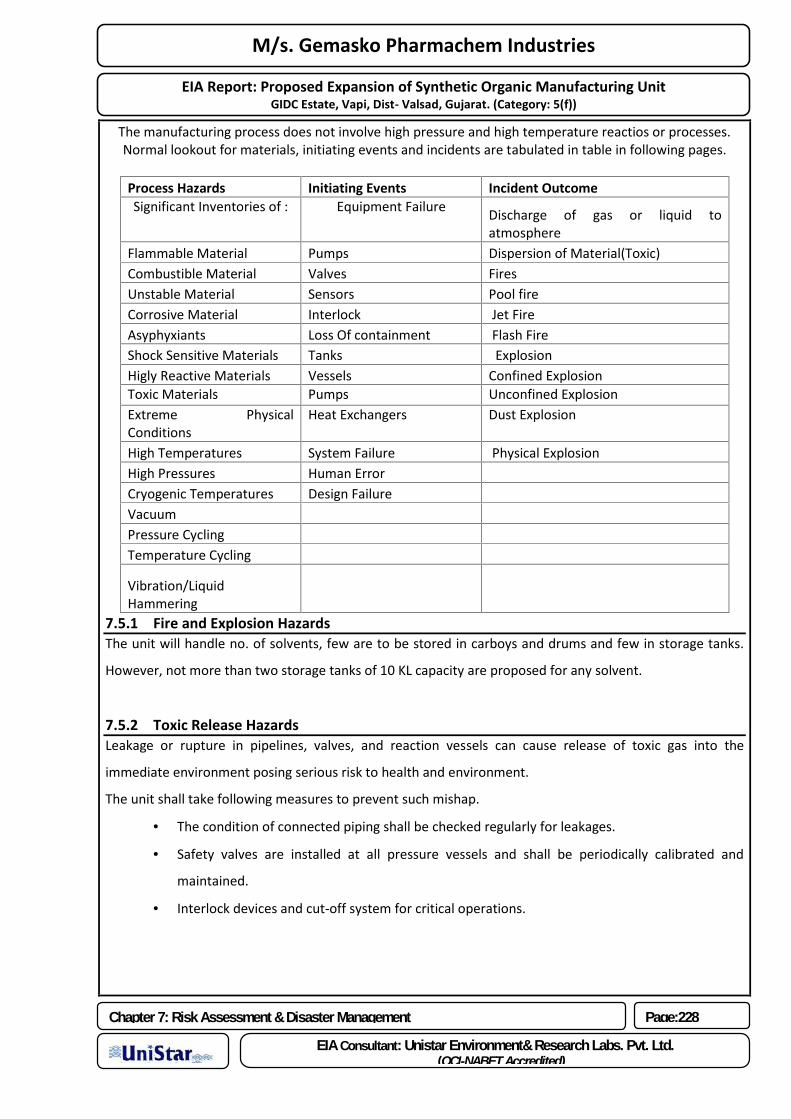
The manufacturing process does not involve high pressure and high temperature reactios or processes.Normal lookout for materials, initiating events and incidents are tabulated in table in following pages.
Process Hazards Initiating Events Incident OutcomeSignificant Inventories of : Equipment Failure Discharge of gas or liquid to
atmosphereFlammable Material Pumps Dispersion of Material(Toxic)Combustible Material Valves FiresUnstable Material Sensors Pool fireCorrosive Material Interlock Jet FireAsyphyxiants Loss Of containment Flash FireShock Sensitive Materials Tanks ExplosionHigly Reactive Materials Vessels Confined ExplosionToxic Materials Pumps Unconfined ExplosionExtreme PhysicalConditions
Heat Exchangers Dust Explosion
High Temperatures System Failure Physical ExplosionHigh Pressures Human ErrorCryogenic Temperatures Design FailureVacuumPressure CyclingTemperature Cycling
Vibration/LiquidHammering
7.5.1 Fire and Explosion HazardsThe unit will handle no. of solvents, few are to be stored in carboys and drums and few in storage tanks.
However, not more than two storage tanks of 10 KL capacity are proposed for any solvent.
7.5.2 Toxic Release HazardsLeakage or rupture in pipelines, valves, and reaction vessels can cause release of toxic gas into the
immediate environment posing serious risk to health and environment.
The unit shall take following measures to prevent such mishap.
The condition of connected piping shall be checked regularly for leakages.
Safety valves are installed at all pressure vessels and shall be periodically calibrated and
maintained.
Interlock devices and cut-off system for critical operations.
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:229
7.5.3 Chemical SpillThe unit shall use chemicals stored in drums and carboys which have to be transferred from storage area
to shop floor manually.
For this,
Appropriate PPE are identified for each chemical and shall be provided to workers.
Adequate trolleys and lifting tackles shall also be provided for transferring purpose.
The safety manual of the unit to be given to workers shall have details about which PPE is to be
used for which chemical so that the safety of the workers is ensured provided they use the suitable
PPE.
Good quality materials shall be used for transferring corrosives.
Regular thickness testing of equipment, pipelines etc. shall be carried out to check and control corrosion.
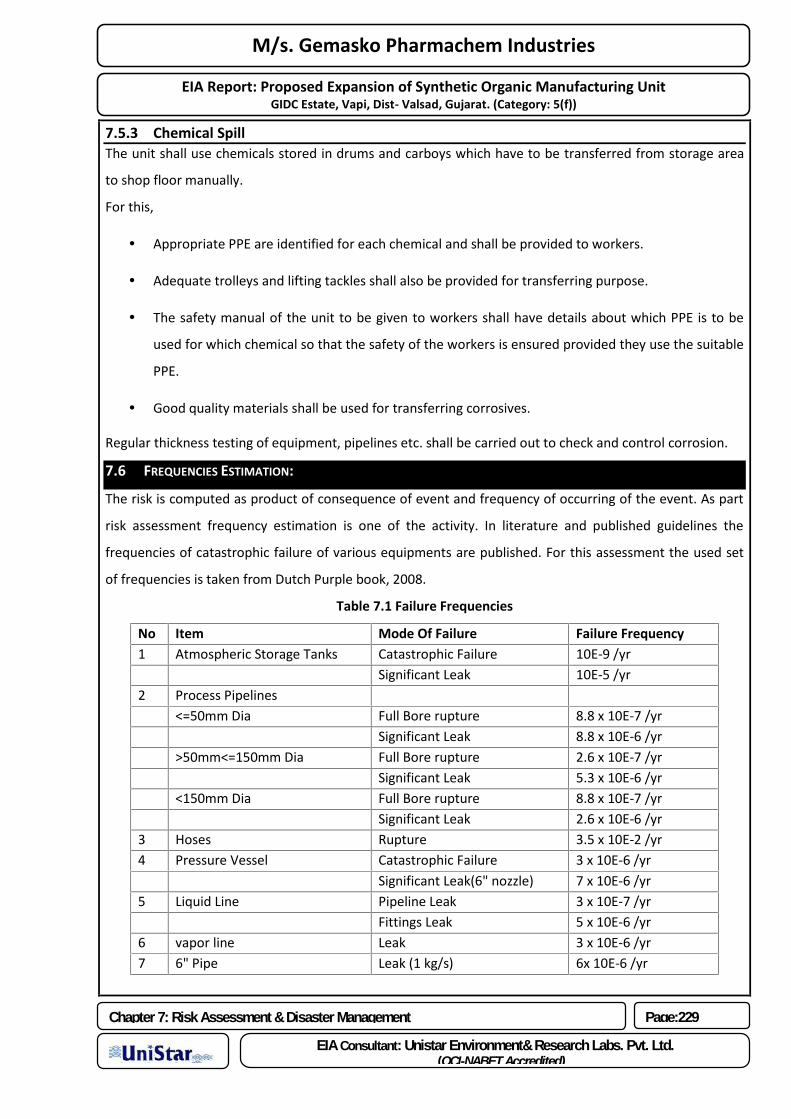
7.6 FREQUENCIES ESTIMATION:
The risk is computed as product of consequence of event and frequency of occurring of the event. As part
risk assessment frequency estimation is one of the activity. In literature and published guidelines the
frequencies of catastrophic failure of various equipments are published. For this assessment the used set
of frequencies is taken from Dutch Purple book, 2008.
Table 7.1 Failure Frequencies
No Item Mode Of Failure Failure Frequency1 Atmospheric Storage Tanks Catastrophic Failure 10E-9 /yr
Significant Leak 10E-5 /yr2 Process Pipelines
<=50mm Dia Full Bore rupture 8.8 x 10E-7 /yrSignificant Leak 8.8 x 10E-6 /yr
>50mm<=150mm Dia Full Bore rupture 2.6 x 10E-7 /yrSignificant Leak 5.3 x 10E-6 /yr
<150mm Dia Full Bore rupture 8.8 x 10E-7 /yrSignificant Leak 2.6 x 10E-6 /yr
3 Hoses Rupture 3.5 x 10E-2 /yr4 Pressure Vessel Catastrophic Failure 3 x 10E-6 /yr
Significant Leak(6" nozzle) 7 x 10E-6 /yr5 Liquid Line Pipeline Leak 3 x 10E-7 /yr
Fittings Leak 5 x 10E-6 /yr6 vapor line Leak 3 x 10E-6 /yr7 6" Pipe Leak (1 kg/s) 6x 10E-6 /yr
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:230
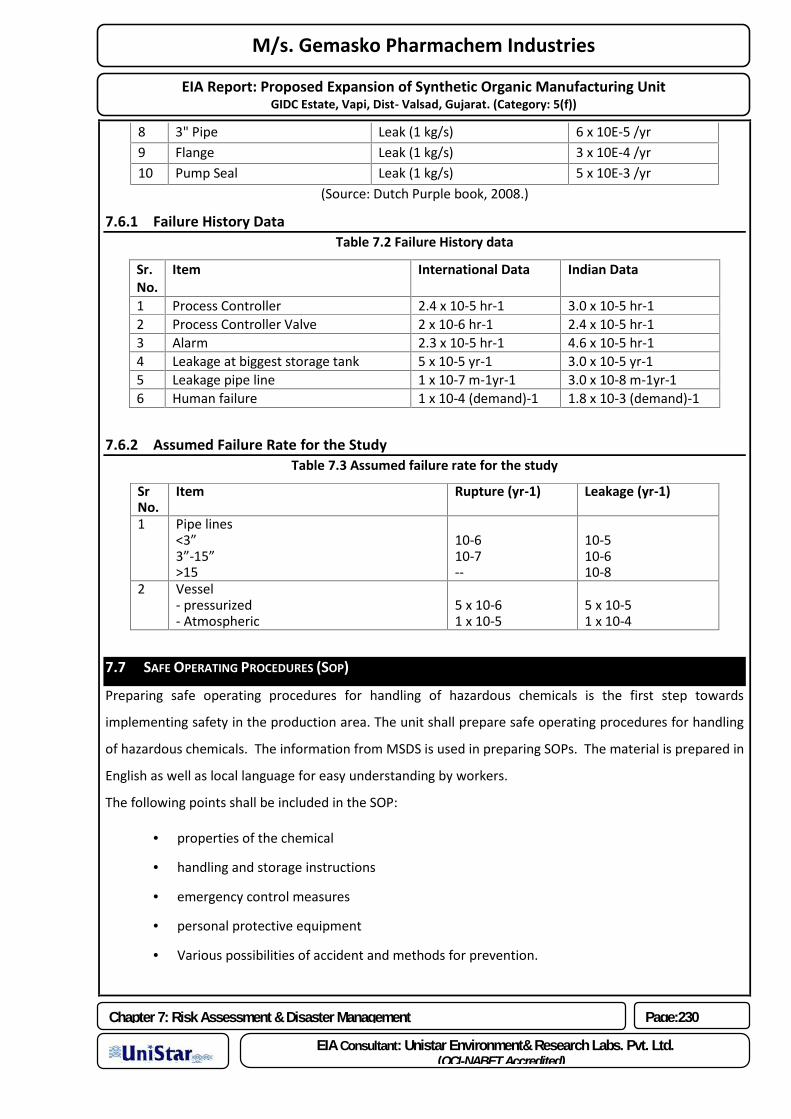
8 3" Pipe Leak (1 kg/s) 6 x 10E-5 /yr9 Flange Leak (1 kg/s) 3 x 10E-4 /yr10 Pump Seal Leak (1 kg/s) 5 x 10E-3 /yr
(Source: Dutch Purple book, 2008.)
7.6.1 Failure History DataTable 7.2 Failure History data
Sr.No.
Item International Data Indian Data
1 Process Controller 2.4 x 10-5 hr-1 3.0 x 10-5 hr-12 Process Controller Valve 2 x 10-6 hr-1 2.4 x 10-5 hr-13 Alarm 2.3 x 10-5 hr-1 4.6 x 10-5 hr-14 Leakage at biggest storage tank 5 x 10-5 yr-1 3.0 x 10-5 yr-15 Leakage pipe line 1 x 10-7 m-1yr-1 3.0 x 10-8 m-1yr-16 Human failure 1 x 10-4 (demand)-1 1.8 x 10-3 (demand)-1
7.6.2 Assumed Failure Rate for the StudyTable 7.3 Assumed failure rate for the study
SrNo.
Item Rupture (yr-1) Leakage (yr-1)
1 Pipe lines<3”3”-15”>15
10-610-7--
10-510-610-8
2 Vessel- pressurized- Atmospheric
5 x 10-61 x 10-5
5 x 10-51 x 10-4
7.7 SAFE OPERATING PROCEDURES (SOP)
Preparing safe operating procedures for handling of hazardous chemicals is the first step towards
implementing safety in the production area. The unit shall prepare safe operating procedures for handling
of hazardous chemicals. The information from MSDS is used in preparing SOPs. The material is prepared in
English as well as local language for easy understanding by workers.
The following points shall be included in the SOP:
properties of the chemical
handling and storage instructions
emergency control measures
personal protective equipment
Various possibilities of accident and methods for prevention.
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:231
During safety trainings, importance of use of SOPs shall be explained. Regular supervision will be also
carried out by seniors to verify whether SOPs are followed satisfactorily.
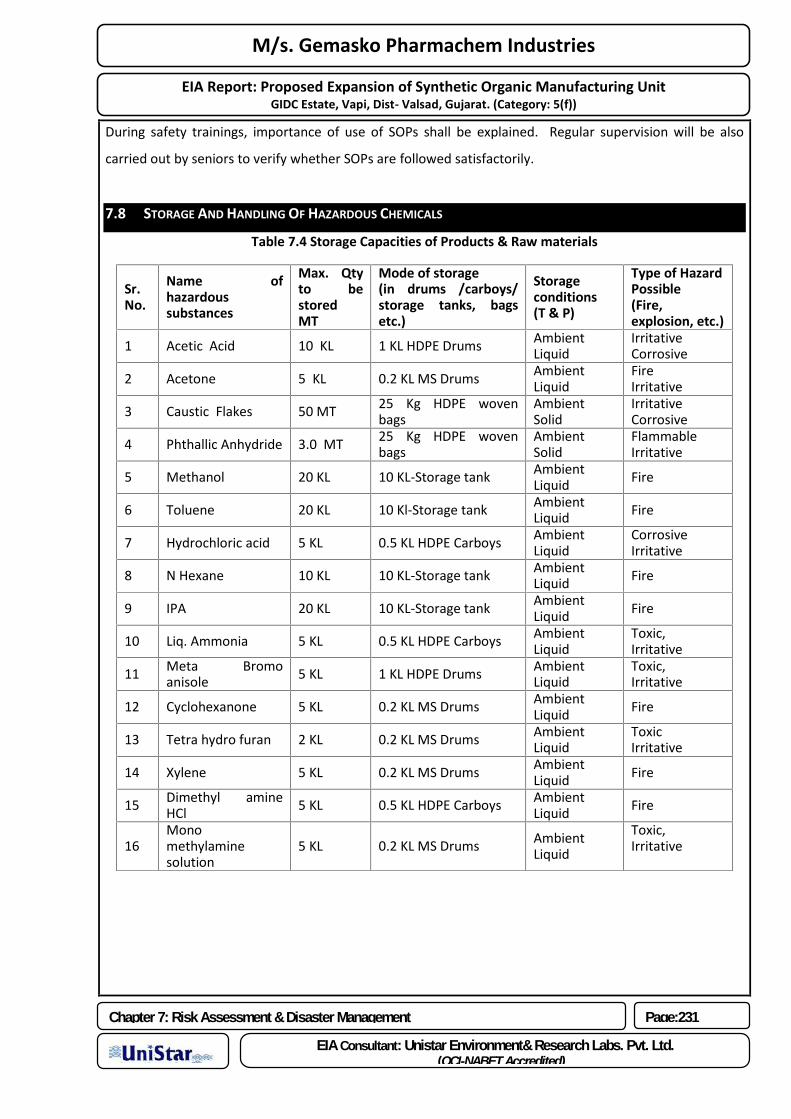
7.8 STORAGE AND HANDLING OF HAZARDOUS CHEMICALS
Table 7.4 Storage Capacities of Products & Raw materials
Sr.No.
Name ofhazardoussubstances
Max. Qtyto bestoredMT
Mode of storage(in drums /carboys/storage tanks, bagsetc.)
Storageconditions(T & P)
Type of HazardPossible(Fire,explosion, etc.)
1 Acetic Acid 10 KL 1 KL HDPE Drums AmbientLiquid
IrritativeCorrosive
2 Acetone 5 KL 0.2 KL MS Drums AmbientLiquid
FireIrritative
3 Caustic Flakes 50 MT 25 Kg HDPE wovenbags
AmbientSolid
IrritativeCorrosive
4 Phthallic Anhydride 3.0 MT 25 Kg HDPE wovenbags
AmbientSolid
FlammableIrritative
5 Methanol 20 KL 10 KL-Storage tank AmbientLiquid Fire
6 Toluene 20 KL 10 Kl-Storage tank AmbientLiquid Fire
7 Hydrochloric acid 5 KL 0.5 KL HDPE Carboys AmbientLiquid
CorrosiveIrritative
8 N Hexane 10 KL 10 KL-Storage tank AmbientLiquid Fire
9 IPA 20 KL 10 KL-Storage tank AmbientLiquid Fire
10 Liq. Ammonia 5 KL 0.5 KL HDPE Carboys AmbientLiquid
Toxic,Irritative
11 Meta Bromoanisole 5 KL 1 KL HDPE Drums Ambient
LiquidToxic,Irritative
12 Cyclohexanone 5 KL 0.2 KL MS Drums AmbientLiquid Fire
13 Tetra hydro furan 2 KL 0.2 KL MS Drums AmbientLiquid
ToxicIrritative
14 Xylene 5 KL 0.2 KL MS Drums AmbientLiquid Fire
15 Dimethyl amineHCl 5 KL 0.5 KL HDPE Carboys Ambient
Liquid Fire
16Monomethylaminesolution
5 KL 0.2 KL MS Drums AmbientLiquid
Toxic,Irritative
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:232
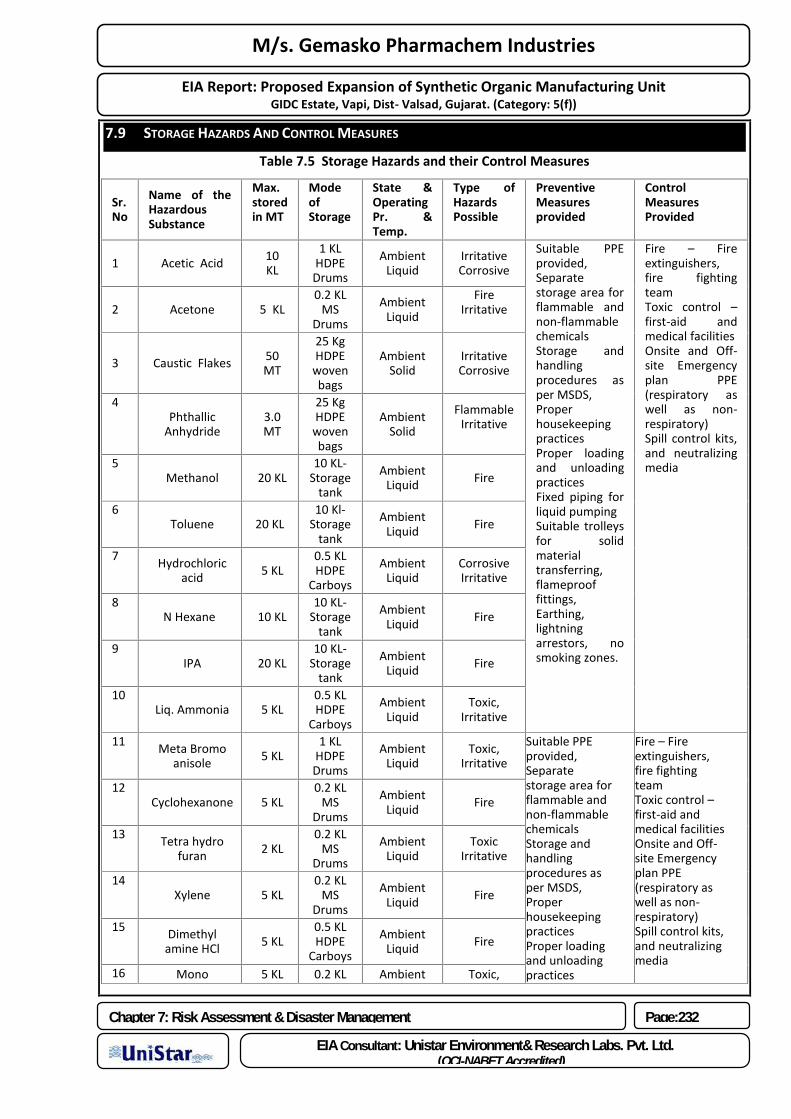
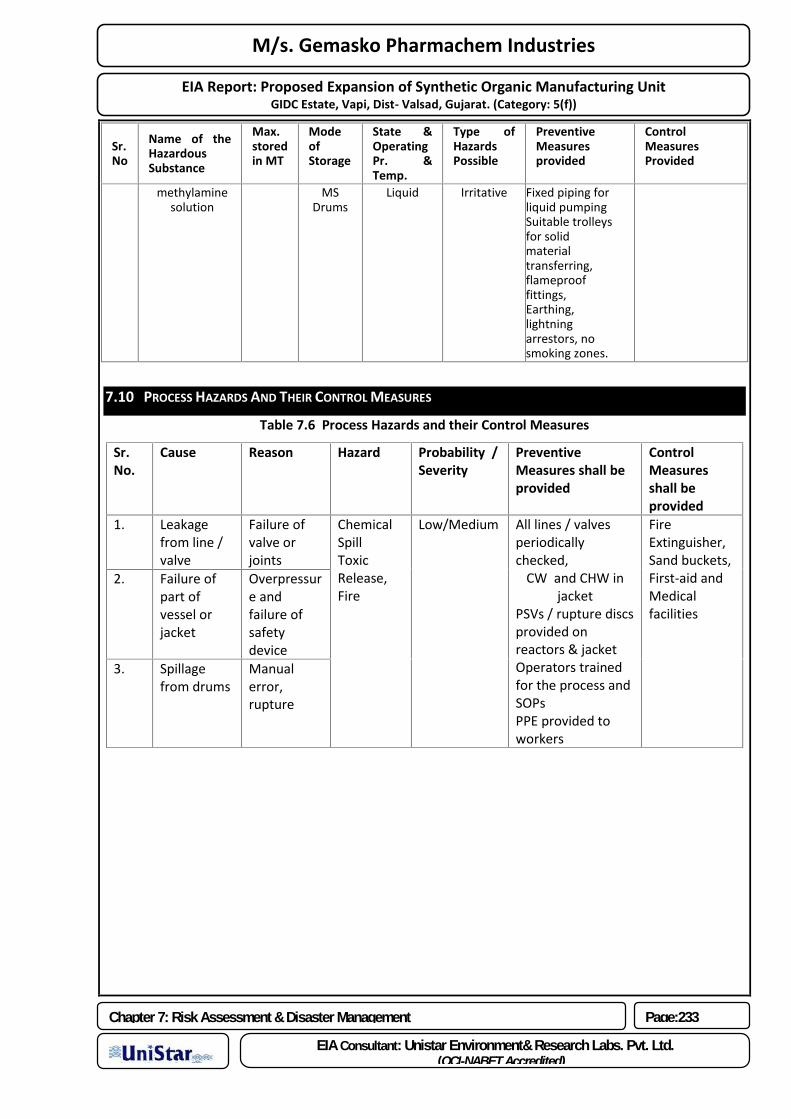
7.9 STORAGE HAZARDS AND CONTROL MEASURES
Table 7.5 Storage Hazards and their Control Measures
Sr.No
Name of theHazardousSubstance
Max.storedin MT
ModeofStorage
State &OperatingPr. &Temp.
Type ofHazardsPossible
PreventiveMeasuresprovided
ControlMeasuresProvided
1 Acetic Acid 10KL
1 KLHDPEDrums
AmbientLiquid
IrritativeCorrosive
Suitable PPEprovided,Separatestorage area forflammable andnon-flammablechemicalsStorage andhandlingprocedures asper MSDS,ProperhousekeepingpracticesProper loadingand unloadingpracticesFixed piping forliquid pumpingSuitable trolleysfor solidmaterialtransferring,flameprooffittings,Earthing,lightningarrestors, nosmoking zones.
Fire – Fireextinguishers,fire fightingteamToxic control –first-aid andmedical facilitiesOnsite and Off-site Emergencyplan PPE(respiratory aswell as non-respiratory)Spill control kits,and neutralizingmedia
2 Acetone 5 KL0.2 KL
MSDrums
AmbientLiquid
FireIrritative
3 Caustic Flakes 50MT
25 KgHDPE
wovenbags
AmbientSolid
IrritativeCorrosive
4Phthallic
Anhydride3.0MT
25 KgHDPE
wovenbags
AmbientSolid
FlammableIrritative
5Methanol 20 KL
10 KL-Storage
tank
AmbientLiquid Fire
6Toluene 20 KL
10 Kl-Storage
tank
AmbientLiquid Fire
7 Hydrochloricacid 5 KL
0.5 KLHDPE
Carboys
AmbientLiquid
CorrosiveIrritative
8N Hexane 10 KL
10 KL-Storage
tank
AmbientLiquid Fire
9IPA 20 KL
10 KL-Storage
tank
AmbientLiquid Fire
10Liq. Ammonia 5 KL
0.5 KLHDPE
Carboys
AmbientLiquid
Toxic,Irritative
11 Meta Bromoanisole 5 KL
1 KLHDPEDrums
AmbientLiquid
Toxic,Irritative
Suitable PPEprovided,Separatestorage area forflammable andnon-flammablechemicalsStorage andhandlingprocedures asper MSDS,ProperhousekeepingpracticesProper loadingand unloadingpractices
Fire – Fireextinguishers,fire fightingteamToxic control –first-aid andmedical facilitiesOnsite and Off-site Emergencyplan PPE(respiratory aswell as non-respiratory)Spill control kits,and neutralizingmedia
12Cyclohexanone 5 KL
0.2 KLMS
Drums
AmbientLiquid Fire
13 Tetra hydrofuran 2 KL
0.2 KLMS
Drums
AmbientLiquid
ToxicIrritative
14Xylene 5 KL
0.2 KLMS
Drums
AmbientLiquid Fire
15 Dimethylamine HCl 5 KL
0.5 KLHDPE
Carboys
AmbientLiquid Fire
16 Mono 5 KL 0.2 KL Ambient Toxic,
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:233
Sr.No
Name of theHazardousSubstance
Max.storedin MT
ModeofStorage
State &OperatingPr. &Temp.
Type ofHazardsPossible
PreventiveMeasuresprovided
ControlMeasuresProvided
methylaminesolution
MSDrums
Liquid Irritative Fixed piping forliquid pumpingSuitable trolleysfor solidmaterialtransferring,flameprooffittings,Earthing,lightningarrestors, nosmoking zones.
7.10 PROCESS HAZARDS AND THEIR CONTROL MEASURES
Table 7.6 Process Hazards and their Control Measures
Sr.No.
Cause Reason Hazard Probability /Severity
PreventiveMeasures shall beprovided
ControlMeasuresshall beprovided
1. Leakagefrom line /valve
Failure ofvalve orjoints
ChemicalSpillToxicRelease,Fire
Low/Medium All lines / valvesperiodicallychecked,
CW and CHW injacket
PSVs / rupture discsprovided onreactors & jacketOperators trainedfor the process andSOPsPPE provided toworkers
FireExtinguisher,Sand buckets,First-aid andMedicalfacilities
2. Failure ofpart ofvessel orjacket
Overpressure andfailure ofsafetydevice
3. Spillagefrom drums
Manualerror,rupture
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:234
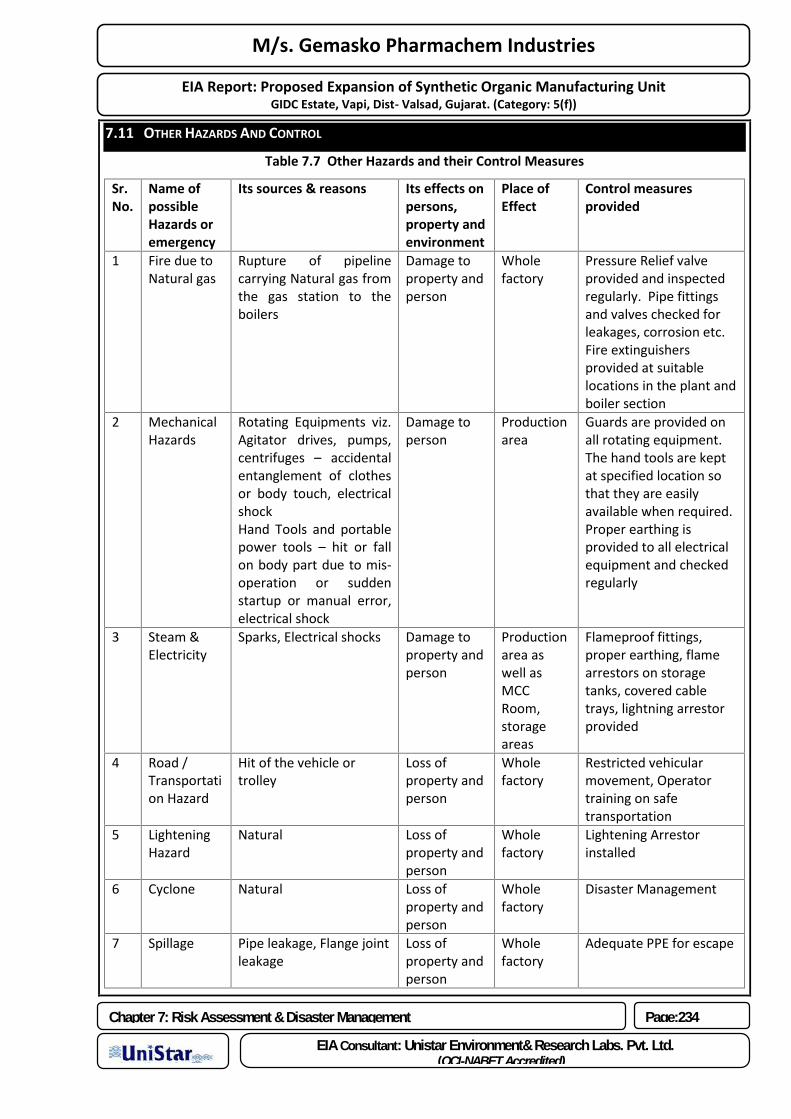
7.11 OTHER HAZARDS AND CONTROL
Table 7.7 Other Hazards and their Control Measures
Sr.No.
Name ofpossibleHazards oremergency
Its sources & reasons Its effects onpersons,property andenvironment
Place ofEffect
Control measuresprovided
1 Fire due toNatural gas
Rupture of pipelinecarrying Natural gas fromthe gas station to theboilers
Damage toproperty andperson
Wholefactory
Pressure Relief valveprovided and inspectedregularly. Pipe fittingsand valves checked forleakages, corrosion etc.Fire extinguishersprovided at suitablelocations in the plant andboiler section
2 MechanicalHazards
Rotating Equipments viz.Agitator drives, pumps,centrifuges – accidentalentanglement of clothesor body touch, electricalshockHand Tools and portablepower tools – hit or fallon body part due to mis-operation or suddenstartup or manual error,electrical shock
Damage toperson
Productionarea
Guards are provided onall rotating equipment.The hand tools are keptat specified location sothat they are easilyavailable when required.Proper earthing isprovided to all electricalequipment and checkedregularly
3 Steam &Electricity
Sparks, Electrical shocks Damage toproperty andperson
Productionarea aswell asMCCRoom,storageareas
Flameproof fittings,proper earthing, flamearrestors on storagetanks, covered cabletrays, lightning arrestorprovided
4 Road /Transportation Hazard
Hit of the vehicle ortrolley
Loss ofproperty andperson
Wholefactory
Restricted vehicularmovement, Operatortraining on safetransportation
5 LighteningHazard
Natural Loss ofproperty andperson
Wholefactory
Lightening Arrestorinstalled
6 Cyclone Natural Loss ofproperty andperson
Wholefactory
Disaster Management
7 Spillage Pipe leakage, Flange jointleakage
Loss ofproperty andperson
Wholefactory
Adequate PPE for escape
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:235
7.12 PROPOSED SAFEGUARDS FOR THE EXPANSION PROJECT
7.12.1 Proposed Health & Safety Measures Most of the hazardous chemicals shall be unloaded and transferred through closed pipeline using
dedicated pumps or neutral gas pressure.
The bulk chemicals storage area shall be kept away from the main production areas.
The storage of flammable and corrosive chemicals will be segregated from each other.
The entire plant operations shall be monitored and controlled by various indicators and controllers
which provide substantial safety.
Pressure and temperature indicators shall be kept on each equipment and necessary locations on
pipelines
Emergency siren will be provided at security gate and admin block
Safe operating procedures will be developed for handling of hazardous chemicals and for critical
process operations.
Work Permit system will be implemented for hot work in Plant / Off-Site / Storage area, Vessel
Entry Permit, Working at Height, Opening of the Process lines.
Adequate instrumentation for monitoring and control of process parameters such as temp and
pressure gauges, Non-return valves, Pressure Safety valves and Rupture discs shall be provided on
reactors, boiler in order to check and prevent run-away conditions or accidents
Proper earthing will be done to all vessels, reactors, columns, pumps, and other process and
mechanical accessories.
Training programs will be planned to be conducted for workmen in following areas :
Operational safety procedures start up and shut down procedure.
Handling and storage of hazardous chemicals precautions against exothermic and pressure
reactions.
Importance of using personal protective equipment
Handling and operation of Self-breathing apparatus
Understanding of MSDS Information
Causes of Accident and preventive measures
Good housekeeping
Fire Fighting
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:236
All employees shall be covered under Group Insurance Policy along with personal accident cover
Accident records shall be maintained
Periodical medical checkup of employees shall be done & health records will be kept and health
card to be issued to each and every employee.
All the equipment and pipelines are marked for identification
All the safety devices instruments like safety valves, Rupture disc shall be tested, inspected and
recalibrated as per safety norms.
Hydraulic testing of pressure vessels and jackets, and tanks shall be done through Government
approved Competent Person. (As per rule).
Match boxes, Cigarettes, Mobile, any petroleum product shall be prohibited. Visitors shall be
required to deposit such items at security gate.
7.12.2 Proposed Safety Equipment / Facilities Extinguishers will be placed at all the appropriate places. Sand buckets will be also made available.
Eye washers / showers shall be provided.
Self Contained Breathing apparatus (SCBA) shall be procured for emergency handling.
Personal protective equipments shall be provided to all the employees.
Safety valves, compound pressure gauges and manometers provided.
Lightning arrester is to be installed at the admin. Block.
Electrical grounding of the vessels / equipment/machinery.
Wherever require flameproof electrical fittings shall be used.
Wherever feasible, interlock and auto cutoff systems for automation shall be provided to minimize
manual error.
Mutual aid from neighboring industries will be made available whenever need arises.
7.13 PROPOSED FIRE FIGHTING SYSTEM
7.13.1 Fire ExtinguishersFor the proposed project the unit has planned to install following fire extinguishers at the plant.
Table 7.8 Details of fire extinguishers
Details of fire extinguishers5 kg DCP fire extinguishers 10 Nos. (Min.)9 kg Foam type extinguisher 10 Nos. (Min.)
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:237
7.14 PERSONAL PROTECTIVE EQUIPMENT
Table 7.9 Details of Personal Protective Equipment
Type of Non-Respiratory PersonalProtective Equipment
To Protect Against -
PVC apron, Cotton Apron Heat and splashing of oil, grease, dust and corrosive chemicalsduring transfer or handling of corrosive Chemicals.
Dust mask Chemical dust while transferring powdered chemicals packedin bags.
Hand gloves (canvas, rubber) Heat and corrosive liquids like acids & alkalis.Safety goggles Liquid chemical splash and dustSafety shoes, Gum boots Contact with corrosive, hot chemicalsFace Shield Damage to face due to splashing of chemicals, hot liquids,
Spark and intense glare during welding, metal dust duringgrinding / cutting
Ear muffs/plugs - damage to hearing due to high noise in boiler, D.G rooms,mechanical work
Safety ShowersChemical splash over full body, clean-up of chemical tracesfrom clothes and body
7.15 VISUALIZATION OF ACCIDENT SCENARIOS
Based on the inventory, physical and chemical properties as well as the activities associated with storage
and handling of hazardous chemicals, the largest potential hazard inventories are considered. Different
release scenarios are visualized for these inventories and short-listed for carrying out the consequence
analysis.
One scenario considered for all is ‘Catastrophic Failure’, which is the worst case (WC) and frequency of
which is very rare in the lifetime of the plant.
Hence most credible accident scenarios (MCA) are also considered primarily leaks from tanks or vessels.
Normally all vessels or tanks have following connections
Inlet Pipe, Outlet Pipe, Level indication connections, Vent pipe, Minimum Flow line(If pump is at
outlet), Pressure indication connection
Leak in the vessel or leak from the flange joints of these connections is possible. The leak through flange
failure is considered from 50% of flange perimeter and accordingly equivalent area is calculated. This area
is approximated to hole of 50mm or 2” diameter. The small bore pipes less than 2” is considered full bore
leak.
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:238
MCA (Maximum Credible Accident) analysis is considered the most appropriate consequence analysis
method for risk assessment since it does not involve quantification of the probability of occurrence of an
accident and estimates the consequent effects of an accident scenario in terms of damage distances of
heat radiation, toxic releases, vapor cloud explosion, pool fire etc. Major hazards posed by hazardous
chemical storages can be assessed using MCA analysis.
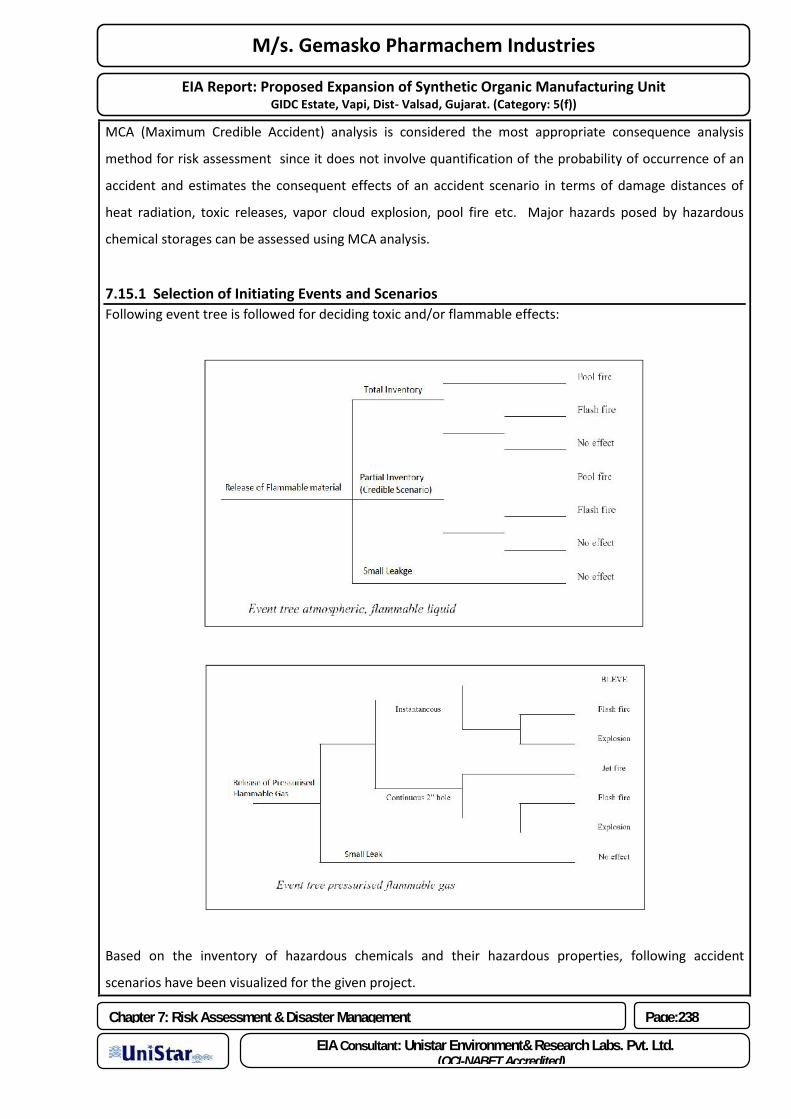
7.15.1 Selection of Initiating Events and ScenariosFollowing event tree is followed for deciding toxic and/or flammable effects:
Based on the inventory of hazardous chemicals and their hazardous properties, following accident
scenarios have been visualized for the given project.
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:239
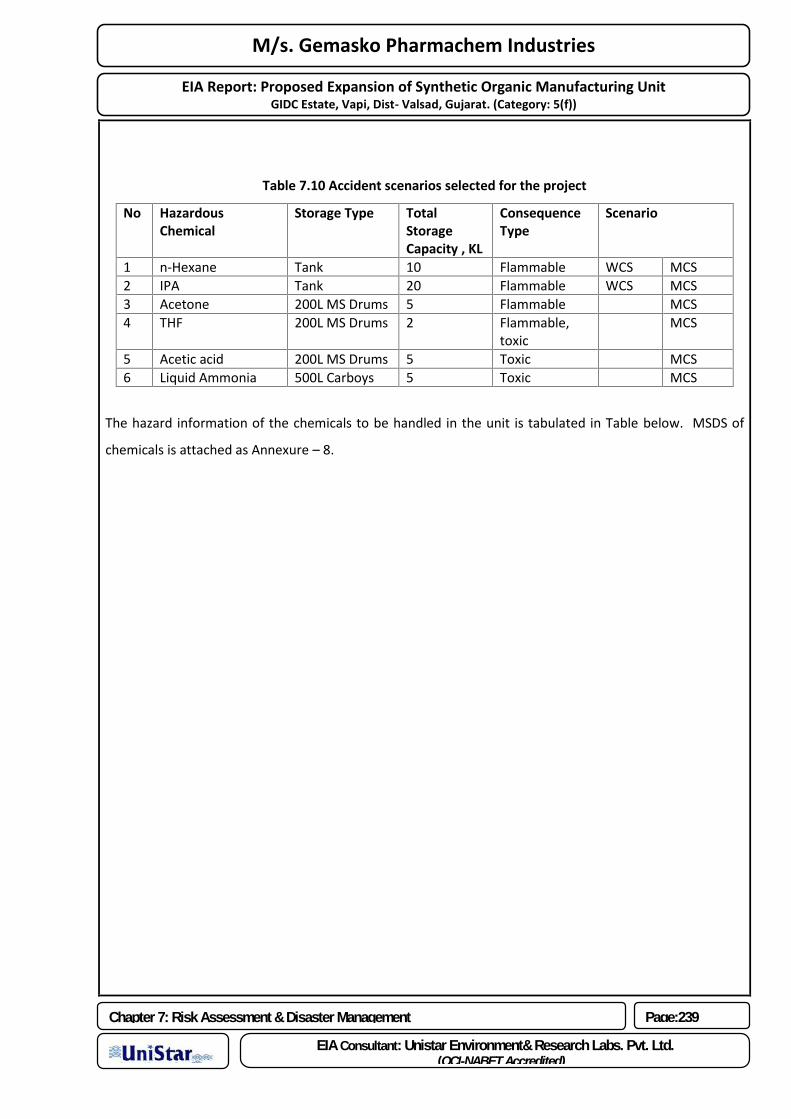
Table 7.10 Accident scenarios selected for the project
No HazardousChemical
Storage Type TotalStorageCapacity , KL
ConsequenceType
Scenario
1 n-Hexane Tank 10 Flammable WCS MCS2 IPA Tank 20 Flammable WCS MCS3 Acetone 200L MS Drums 5 Flammable MCS4 THF 200L MS Drums 2 Flammable,
toxicMCS
5 Acetic acid 200L MS Drums 5 Toxic MCS6 Liquid Ammonia 500L Carboys 5 Toxic MCS
The hazard information of the chemicals to be handled in the unit is tabulated in Table below. MSDS of
chemicals is attached as Annexure – 8.
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:240
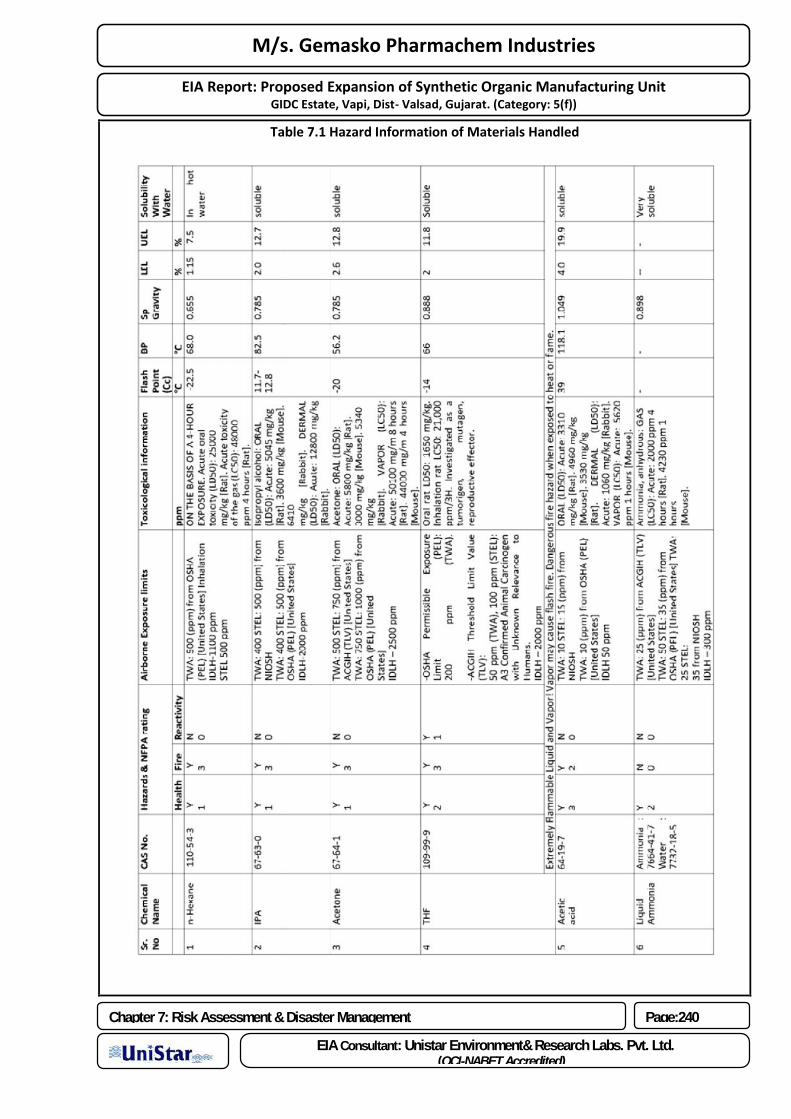
Table 7.1 Hazard Information of Materials Handled
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:240
Table 7.1 Hazard Information of Materials Handled
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:240
Table 7.1 Hazard Information of Materials Handled
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:241
7.16 CONSEQUENCE ANALYSIS
Hazardous substance on release can cause damage on a large scale in the environment. The extent of
damage is dependent upon the nature of the release and the physical state of the material. It is necessary
to visualize the consequences and the damages caused by such releases. The quantification of the damage
can be done by means of various models, which can further be related in terms of injuries and damage to
exposed population and buildings.
Software used for consequence analysis for proposed project of M/s. Gemasko Pharmachem Industries:
ALOHA (AREAL LOCATIONS OF HAZARDOUS ATMOSPHERES)
Aloha is a computer program designed especially for use by people responding to chemical accidents, as
well as for emergency planning and training. ALOHA can predict the rates at which chemical vapors may
escape into the atmosphere from broken gas pipes, leaking tanks, and evaporating puddles. It can then
predict how a hazardous gas cloud might disperse in the atmosphere after an accidental chemical release.
ALOHA is an air dispersion model, which you can use as a tool for predicting the movement and dispersion
of gases. It predicts pollutant concentrations downwind from the source of a spill, taking into consideration
the physical characteristics of the spilled material. ALOHA also accounts for some of the physical
characteristics of the release site, weather conditions, and the circumstances of the release. Like many
computer programs, it can solve problems rapidly and provide results in a graphic, easy-to-use format. This
can be helpful during an emergency response or planning for such a response.
ALOHA provides output as amount of chemical discharged from the source as well as its concentration in
air it takes in to account different levels of concentrations for a specified chemical. Different concentration
levels are given below:
ERPG 1: is the maximum airborne concentration below which it is believed that nearly all individuals could
be exposed for up to 1 hour without experiencing other than mild transient adverse health effects or
perceiving a clearly defined, objectionable odor.
ERPG 2: is the maximum airborne concentration below which it is believed that nearly all individuals could
be exposed for up to 1 hour without experiencing or developing irreversible or other serious health effects
or symptoms which could impair an individual's ability to take protective action.
ERPG 3: is the maximum airborne concentration below which it is believed that nearly all individuals could
be exposed for up to 1 hour without experiencing or developing life-threatening health effects.
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:242
IDLH: The Immediately Dangerous to Life or Health (IDLH) level. A chemical's IDLH is an estimate of the
maximum concentration in the air to which a healthy worker could be exposed without suffering
permanent or escape-impairing health effects.
In order to assess the damage, the damage criteria have to be first defined.
There are three principle types of exposures to hazardous effects
Heat radiation from a jet, pool fire, a flash fire or a BLEVE
Explosion,
Toxic effects, from toxic materials or toxic combustion products
A basis for the weather conditions (Temperature, wind speed etc.) is chosen for input in these models.
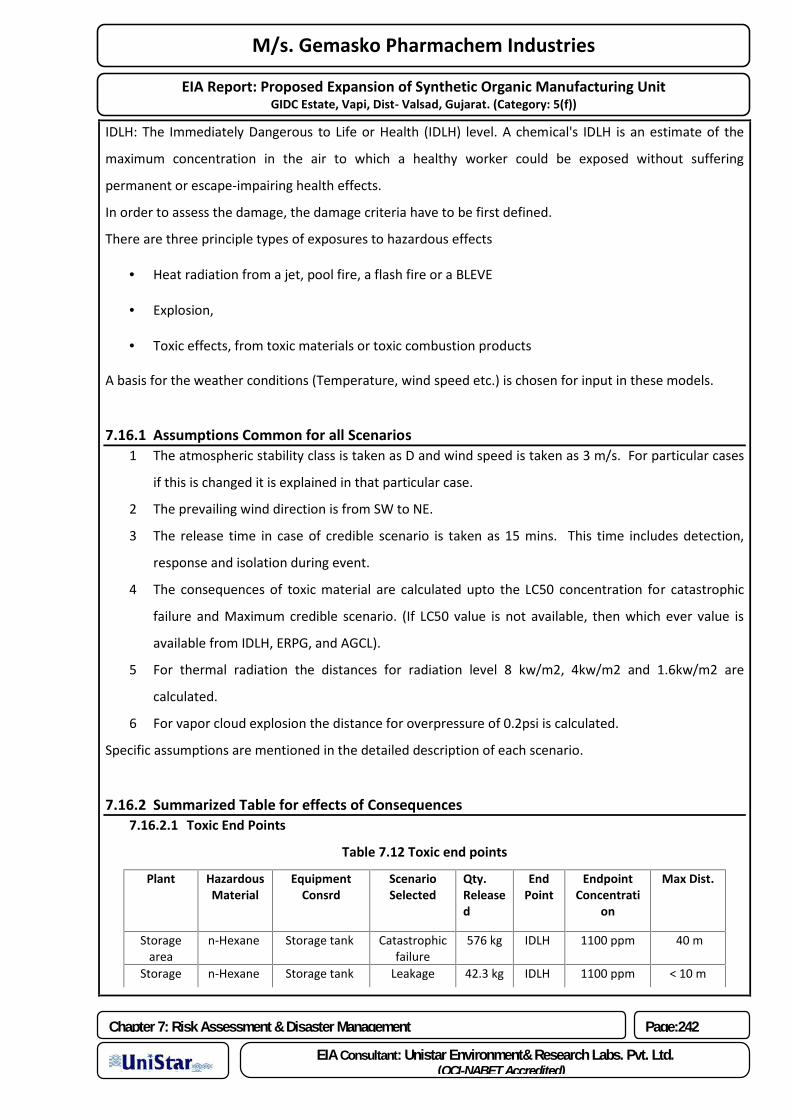
7.16.1 Assumptions Common for all Scenarios1 The atmospheric stability class is taken as D and wind speed is taken as 3 m/s. For particular cases
if this is changed it is explained in that particular case.
2 The prevailing wind direction is from SW to NE.
3 The release time in case of credible scenario is taken as 15 mins. This time includes detection,
response and isolation during event.
4 The consequences of toxic material are calculated upto the LC50 concentration for catastrophic
failure and Maximum credible scenario. (If LC50 value is not available, then which ever value is
available from IDLH, ERPG, and AGCL).
5 For thermal radiation the distances for radiation level 8 kw/m2, 4kw/m2 and 1.6kw/m2 are
calculated.
6 For vapor cloud explosion the distance for overpressure of 0.2psi is calculated.
Specific assumptions are mentioned in the detailed description of each scenario.
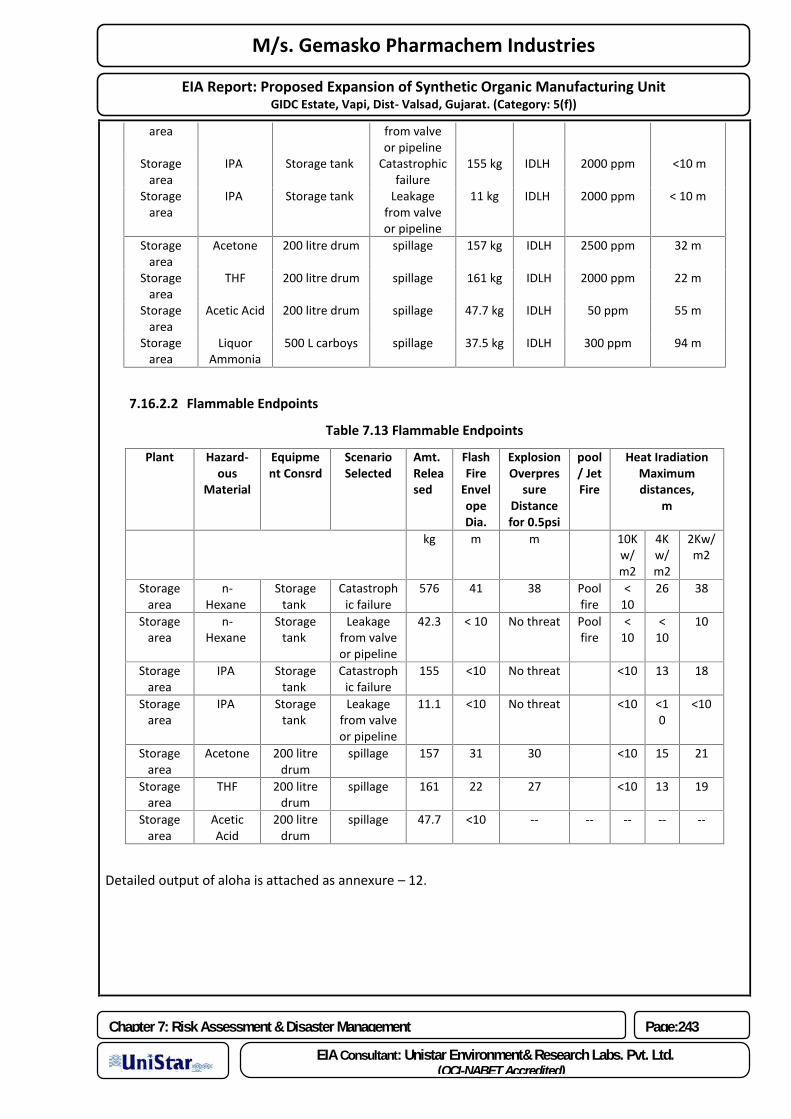
7.16.2 Summarized Table for effects of Consequences7.16.2.1 Toxic End Points
Table 7.12 Toxic end points
Plant HazardousMaterial
EquipmentConsrd
ScenarioSelected
Qty.Released
EndPoint
EndpointConcentrati
on
Max Dist.
Storagearea
n-Hexane Storage tank Catastrophicfailure
576 kg IDLH 1100 ppm 40 m
Storage n-Hexane Storage tank Leakage 42.3 kg IDLH 1100 ppm < 10 m
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:243
area from valveor pipeline
Storagearea
IPA Storage tank Catastrophicfailure
155 kg IDLH 2000 ppm <10 m
Storagearea
IPA Storage tank Leakagefrom valveor pipeline
11 kg IDLH 2000 ppm < 10 m
Storagearea
Acetone 200 litre drum spillage 157 kg IDLH 2500 ppm 32 m
Storagearea
THF 200 litre drum spillage 161 kg IDLH 2000 ppm 22 m
Storagearea
Acetic Acid 200 litre drum spillage 47.7 kg IDLH 50 ppm 55 m
Storagearea
LiquorAmmonia
500 L carboys spillage 37.5 kg IDLH 300 ppm 94 m
7.16.2.2 Flammable Endpoints
Table 7.13 Flammable Endpoints
Plant Hazard-ous
Material
Equipment Consrd
ScenarioSelected
Amt.Released
FlashFire
EnvelopeDia.
ExplosionOverpres
sureDistancefor 0.5psi
pool/ JetFire
Heat IradiationMaximumdistances,
m
kg m m 10Kw/m2
4Kw/m2
2Kw/m2
Storagearea
n-Hexane
Storagetank
Catastrophic failure
576 41 38 Poolfire
<10
26 38
Storagearea
n-Hexane
Storagetank
Leakagefrom valveor pipeline
42.3 < 10 No threat Poolfire
<10
<10
10
Storagearea
IPA Storagetank
Catastrophic failure
155 <10 No threat <10 13 18
Storagearea
IPA Storagetank
Leakagefrom valveor pipeline
11.1 <10 No threat <10 <10
<10
Storagearea
Acetone 200 litredrum
spillage 157 31 30 <10 15 21
Storagearea
THF 200 litredrum
spillage 161 22 27 <10 13 19
Storagearea
AceticAcid
200 litredrum
spillage 47.7 <10 -- -- -- -- --
Detailed output of aloha is attached as annexure – 12.
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:244
7.16.3 Inference of Consequence analysisFrom the results of consequence analysis, it can be concluded that the effect of toxic release may go offsite
for n-hexane, acetone, acetic acid and liquor ammonia. A strong off-site emergency plan is therefore
required for these scenarios.
From the results of consequence analysis of flammable endpoints, it is indicated that the threat zone shall
be within the factory premises.
7.17 DISASTER MANAGEMENT PLAN
Disaster Management Plan is a management tool used by the industry to get prepared for preventing and
controlling disasters resulting from the various hazards as identified earlier. The plan accounts for all the
different facilities related to firefighting, medical treatment, pollution control which is required during an
emergency. In a nut-shell it is an action plan of pre-emergency, during emergency and post-emergency
activities and lists the infrastructure, information, personnel responsibilities, procedures, and instruction
manual.
The proponent M/s. GPI is an SSI unit and the risks associated with the project are having low probability
and severity.
However, to avoid haphazard situation on occurrence of an emergency, Disaster Management Plan for the
proposed project of M/s. GPI has been laid and reproduced below.
Disaster Management Plan of M/s. Gemasko Pharmachem Industries
It is a must for any industry or manufacturing facility to plan in advance for handling emergencies since
such situations arise all of a sudden and contain high potential to cause havoc. This is done by preparing
ON site emergency plan, which provides all details of safety measures available within the factory premises
as well as role of each category of employees on event of an emergency.
M/s. GEMASKO PHARMACHEM INDUSTRIES has prepared detailed emergency on-site plan.
Further an OFF site emergency plan is also prepared by the concerned government authority which
contains details about steps to be taken to inform related Government agencies, Medical Centers, Rescue
teams and other local agencies, in an event where the emergency poses danger to surrounding area
requiring evacuation.
7.17.1 Levels of Emergency & ResponseLevel Response
Fire On-site Emergency
Slow gas release On-site Emergency
High gas release Off-site Emergency
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:245
Pressure Vessel Failure Major Emergency
Chemical Spill or leakage Minor Emergency
7.17.2 Training on Emergency PlanDuring the training on emergency plan following points were covered:
Emergency organization chart
Responsibility of each employee
Hazards in the process and storage and their control measures
First aid and antidotes
Understanding ON SITE / OFF SITE emergency
Using of wind flag for finding wind direction
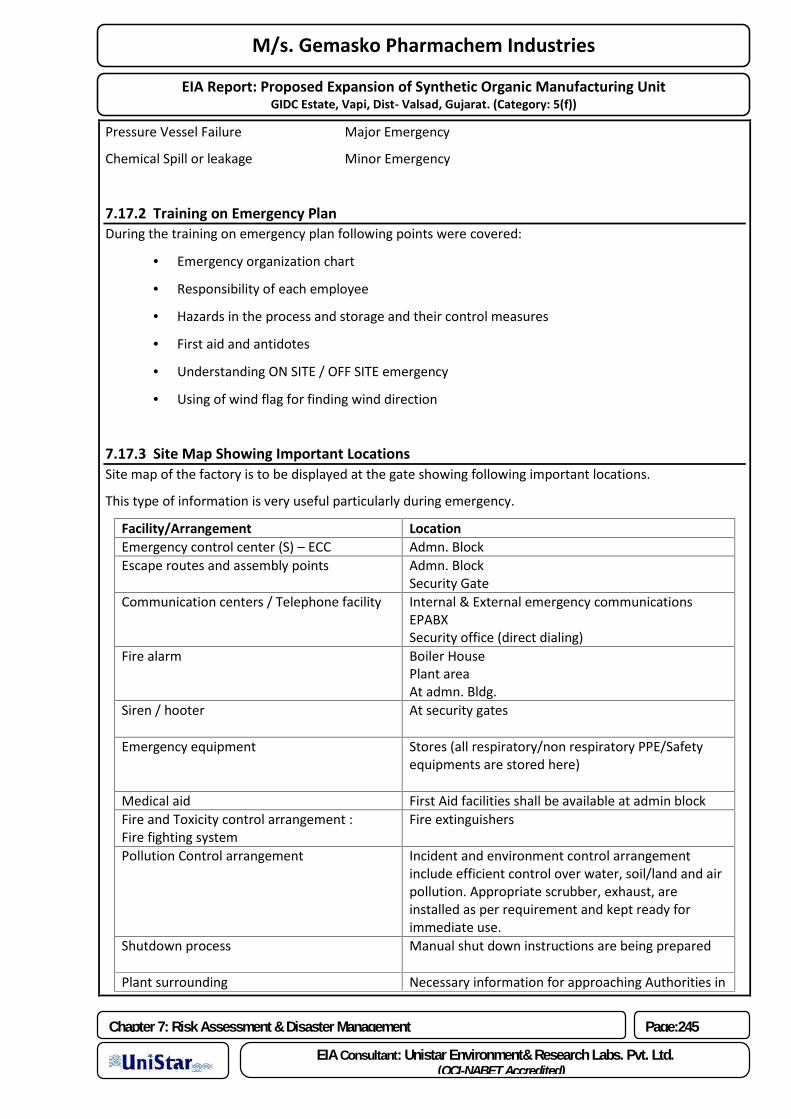
7.17.3 Site Map Showing Important LocationsSite map of the factory is to be displayed at the gate showing following important locations.
This type of information is very useful particularly during emergency.
Facility/Arrangement LocationEmergency control center (S) – ECC Admn. BlockEscape routes and assembly points Admn. Block
Security GateCommunication centers / Telephone facility Internal & External emergency communications
EPABXSecurity office (direct dialing)
Fire alarm Boiler HousePlant areaAt admn. Bldg.
Siren / hooter At security gates
Emergency equipment Stores (all respiratory/non respiratory PPE/Safetyequipments are stored here)
Medical aid First Aid facilities shall be available at admin blockFire and Toxicity control arrangement :Fire fighting system
Fire extinguishers
Pollution Control arrangement Incident and environment control arrangementinclude efficient control over water, soil/land and airpollution. Appropriate scrubber, exhaust, areinstalled as per requirement and kept ready forimmediate use.
Shutdown process Manual shut down instructions are being prepared
Plant surrounding Necessary information for approaching Authorities in
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:246
Villages/city, road approach, medical facility near by,fire service, police station and other aid etc isavailable.
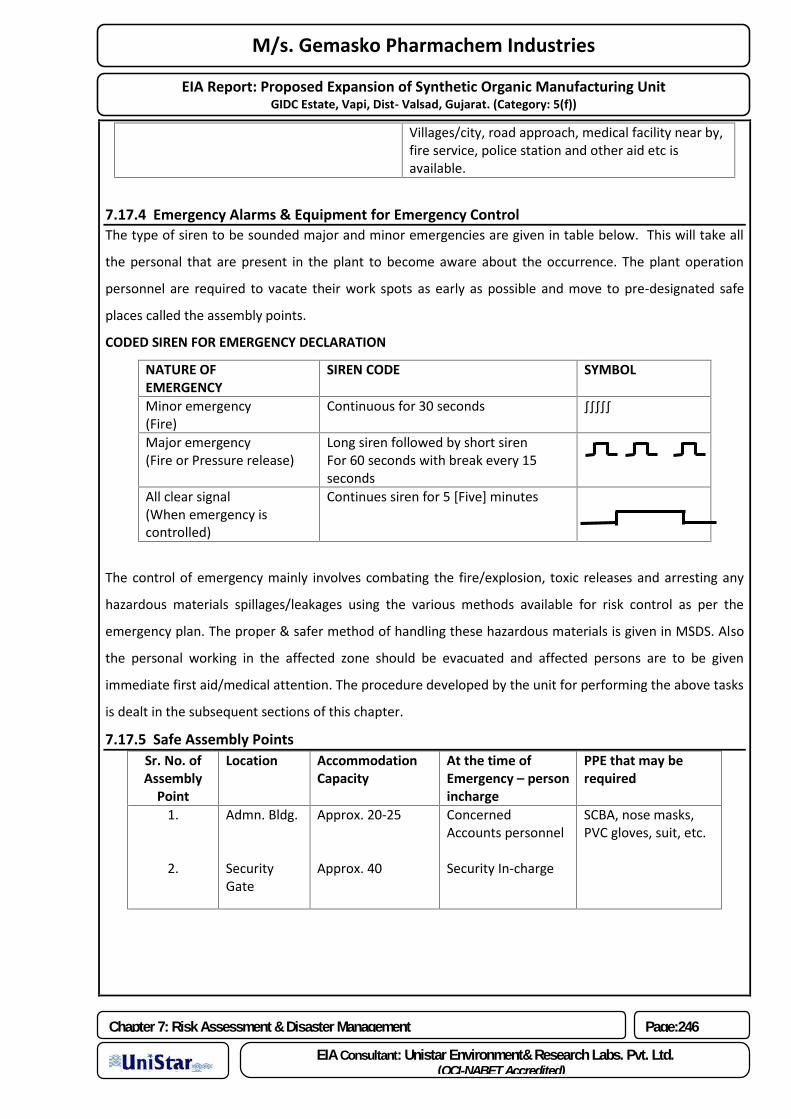
7.17.4 Emergency Alarms & Equipment for Emergency ControlThe type of siren to be sounded major and minor emergencies are given in table below. This will take all
the personal that are present in the plant to become aware about the occurrence. The plant operation
personnel are required to vacate their work spots as early as possible and move to pre-designated safe
places called the assembly points.
CODED SIREN FOR EMERGENCY DECLARATION
NATURE OFEMERGENCY
SIREN CODE SYMBOL
Minor emergency(Fire)
Continuous for 30 seconds ∫∫∫∫∫
Major emergency(Fire or Pressure release)
Long siren followed by short sirenFor 60 seconds with break every 15seconds
All clear signal(When emergency iscontrolled)
Continues siren for 5 [Five] minutes
The control of emergency mainly involves combating the fire/explosion, toxic releases and arresting any
hazardous materials spillages/leakages using the various methods available for risk control as per the
emergency plan. The proper & safer method of handling these hazardous materials is given in MSDS. Also
the personal working in the affected zone should be evacuated and affected persons are to be given
immediate first aid/medical attention. The procedure developed by the unit for performing the above tasks
is dealt in the subsequent sections of this chapter.
7.17.5 Safe Assembly PointsSr. No. ofAssembly
Point
Location AccommodationCapacity
At the time ofEmergency – personincharge
PPE that may berequired
1.
2.
Admn. Bldg.
SecurityGate
Approx. 20-25
Approx. 40
ConcernedAccounts personnel
Security In-charge
SCBA, nose masks,PVC gloves, suit, etc.
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:247
7.17.6 Declaration of EmergencyAn emergency is an abnormal event, which could result in danger to personnel, property and environment
such as fire explosion, gas leak, serious injuries to personnel etc.
Emergency is declared by raising wailing siren.
Two types of siren are used for declaring an emergency
1. Wailing Siren
The wailing siren is having typical rising and lowering sound.
2. Evacuation siren
The evacuation siren is signaled by one single siren of 1 to 1.5 minutes duration.
All employees are given proper training regarding identifying the sirens and as to what to do on hearing the
emergency siren.
7.17.7 Emergency Management TeamThe management of the emergency is to be made operative by a well-structured organization (team)
comprising of responsible group leaders. The following emergency management executive/personnel are
required to play stellar role in combating the emergency.
1. Site Main Controller
2. Incident Controller (Manager (Oprns.) /manager (Maintenance))
3. Deputy Incident Controllers (Deputy Manager / Asst. Manager)
4. Essential Workers
5. Key Personnel
6. Plant Supervisor/Operator
7. Communication Controller/Telephone Operator
8. Personnel Officer
9. Security Officer
10. Safety Officer
The unit has a well-organized Emergency Management Team comprising of responsible employees as
mentioned below:
Sr. No. Position / Area Identified Personnel / Department
1 Site Main Controller Managing Director
2 Coordinator for out side help Managing Director / Production manager
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:248
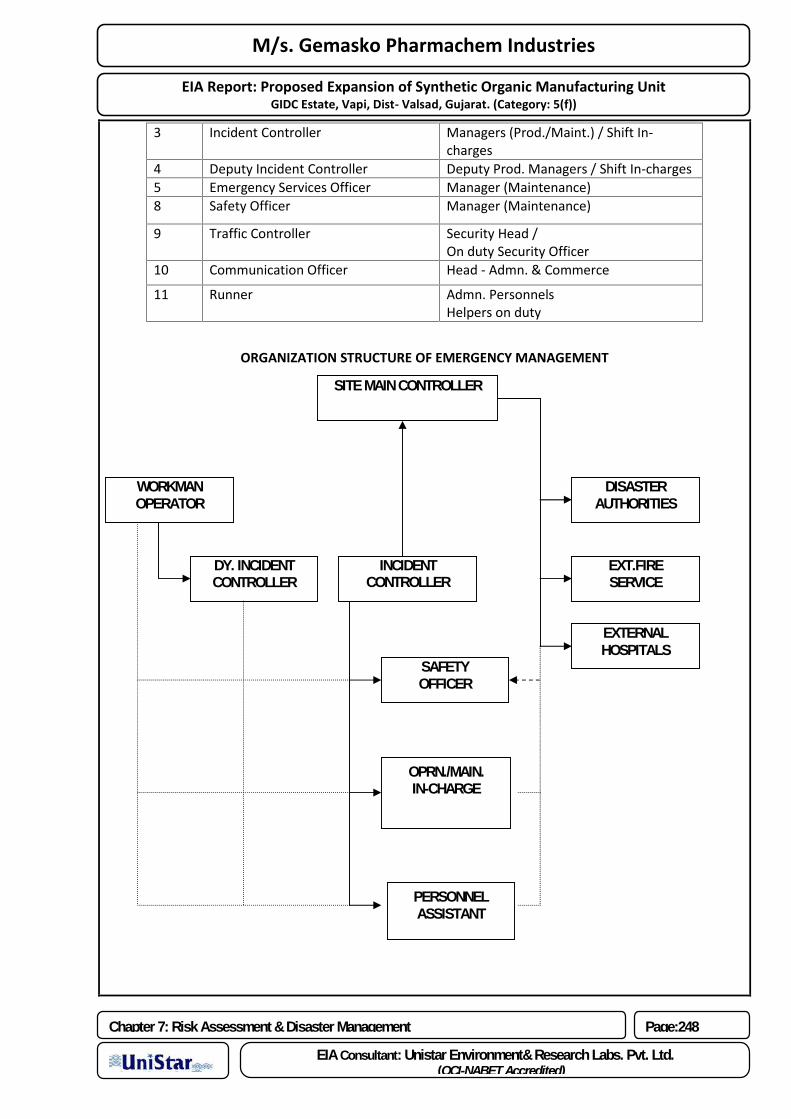
3 Incident Controller Managers (Prod./Maint.) / Shift In-charges
4 Deputy Incident Controller Deputy Prod. Managers / Shift In-charges5 Emergency Services Officer Manager (Maintenance)8 Safety Officer Manager (Maintenance)
9 Traffic Controller Security Head /On duty Security Officer
10 Communication Officer Head - Admn. & Commerce
11 Runner Admn. PersonnelsHelpers on duty
ORGANIZATION STRUCTURE OF EMERGENCY MANAGEMENT
OPRN./MAIN.IN-CHARGE
SITE MAIN CONTROLLER
PERSONNELASSISTANT
SAFETYOFFICER
INCIDENTCONTROLLER
DY. INCIDENTCONTROLLER
WORKMANOPERATOR
DISASTERAUTHORITIES
EXTERNALHOSPITALS
EXT.FIRESERVICE
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:249
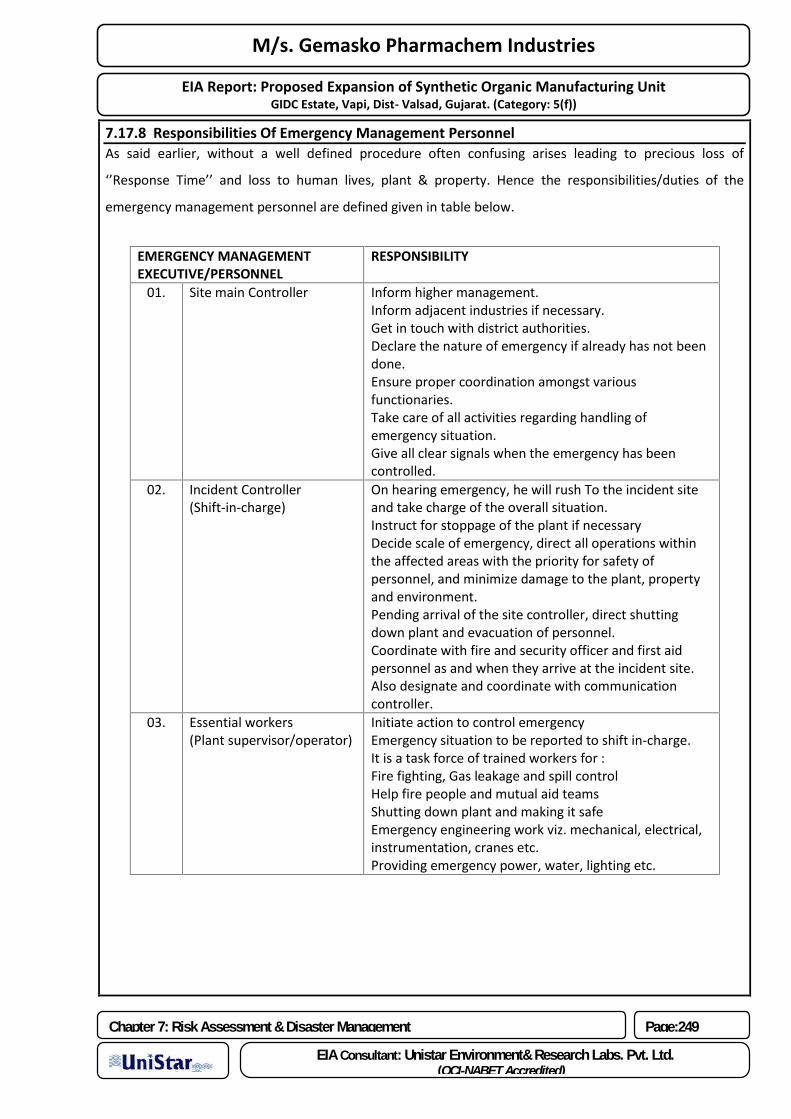
7.17.8 Responsibilities Of Emergency Management PersonnelAs said earlier, without a well defined procedure often confusing arises leading to precious loss of
‘’Response Time’’ and loss to human lives, plant & property. Hence the responsibilities/duties of the
emergency management personnel are defined given in table below.
EMERGENCY MANAGEMENTEXECUTIVE/PERSONNEL
RESPONSIBILITY
01. Site main Controller Inform higher management.Inform adjacent industries if necessary.Get in touch with district authorities.Declare the nature of emergency if already has not beendone.Ensure proper coordination amongst variousfunctionaries.Take care of all activities regarding handling ofemergency situation.Give all clear signals when the emergency has beencontrolled.
02. Incident Controller(Shift-in-charge)
On hearing emergency, he will rush To the incident siteand take charge of the overall situation.Instruct for stoppage of the plant if necessaryDecide scale of emergency, direct all operations withinthe affected areas with the priority for safety ofpersonnel, and minimize damage to the plant, propertyand environment.Pending arrival of the site controller, direct shuttingdown plant and evacuation of personnel.Coordinate with fire and security officer and first aidpersonnel as and when they arrive at the incident site.Also designate and coordinate with communicationcontroller.
03. Essential workers(Plant supervisor/operator)
Initiate action to control emergencyEmergency situation to be reported to shift in-charge.It is a task force of trained workers for :Fire fighting, Gas leakage and spill controlHelp fire people and mutual aid teamsShutting down plant and making it safeEmergency engineering work viz. mechanical, electrical,instrumentation, cranes etc.Providing emergency power, water, lighting etc.
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:250
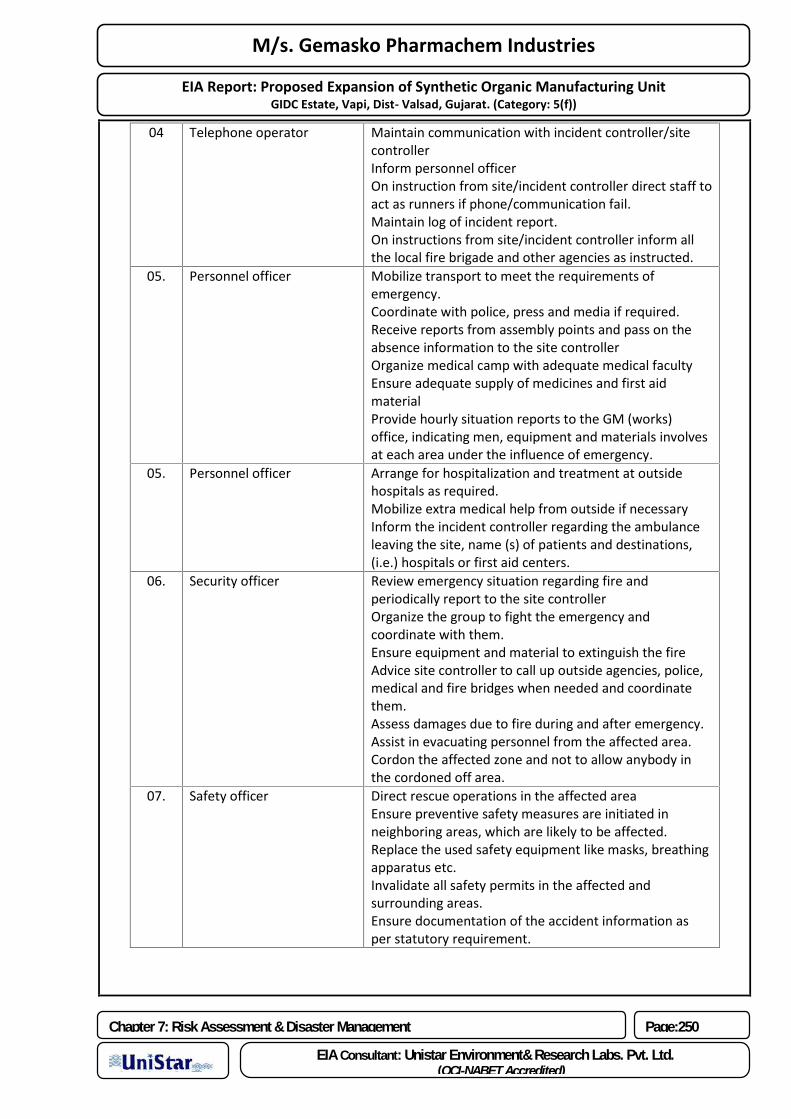
04 Telephone operator Maintain communication with incident controller/sitecontrollerInform personnel officerOn instruction from site/incident controller direct staff toact as runners if phone/communication fail.Maintain log of incident report.On instructions from site/incident controller inform allthe local fire brigade and other agencies as instructed.
05. Personnel officer Mobilize transport to meet the requirements ofemergency.Coordinate with police, press and media if required.Receive reports from assembly points and pass on theabsence information to the site controllerOrganize medical camp with adequate medical facultyEnsure adequate supply of medicines and first aidmaterialProvide hourly situation reports to the GM (works)office, indicating men, equipment and materials involvesat each area under the influence of emergency.
05. Personnel officer Arrange for hospitalization and treatment at outsidehospitals as required.Mobilize extra medical help from outside if necessaryInform the incident controller regarding the ambulanceleaving the site, name (s) of patients and destinations,(i.e.) hospitals or first aid centers.
06. Security officer Review emergency situation regarding fire andperiodically report to the site controllerOrganize the group to fight the emergency andcoordinate with them.Ensure equipment and material to extinguish the fireAdvice site controller to call up outside agencies, police,medical and fire bridges when needed and coordinatethem.Assess damages due to fire during and after emergency.Assist in evacuating personnel from the affected area.Cordon the affected zone and not to allow anybody inthe cordoned off area.
07. Safety officer Direct rescue operations in the affected areaEnsure preventive safety measures are initiated inneighboring areas, which are likely to be affected.Replace the used safety equipment like masks, breathingapparatus etc.Invalidate all safety permits in the affected andsurrounding areas.Ensure documentation of the accident information asper statutory requirement.
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:251
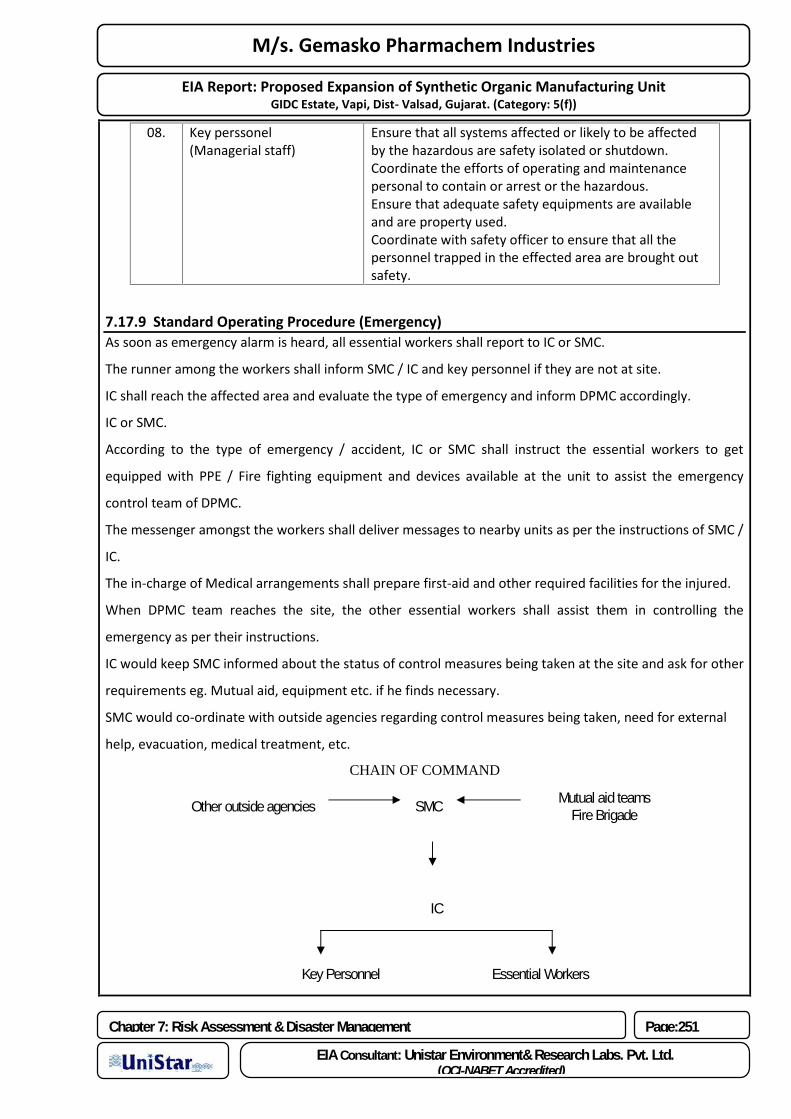
7.17.9 Standard Operating Procedure (Emergency)As soon as emergency alarm is heard, all essential workers shall report to IC or SMC.
The runner among the workers shall inform SMC / IC and key personnel if they are not at site.
IC shall reach the affected area and evaluate the type of emergency and inform DPMC accordingly.
IC or SMC.
According to the type of emergency / accident, IC or SMC shall instruct the essential workers to get
equipped with PPE / Fire fighting equipment and devices available at the unit to assist the emergency
control team of DPMC.
The messenger amongst the workers shall deliver messages to nearby units as per the instructions of SMC /
IC.
The in-charge of Medical arrangements shall prepare first-aid and other required facilities for the injured.
When DPMC team reaches the site, the other essential workers shall assist them in controlling the
emergency as per their instructions.
IC would keep SMC informed about the status of control measures being taken at the site and ask for other
requirements eg. Mutual aid, equipment etc. if he finds necessary.
SMC would co-ordinate with outside agencies regarding control measures being taken, need for external
help, evacuation, medical treatment, etc.
CHAIN OF COMMAND
08. Key perssonel(Managerial staff)
Ensure that all systems affected or likely to be affectedby the hazardous are safety isolated or shutdown.Coordinate the efforts of operating and maintenancepersonal to contain or arrest or the hazardous.Ensure that adequate safety equipments are availableand are property used.Coordinate with safety officer to ensure that all thepersonnel trapped in the effected area are brought outsafety.
Other outside agencies SMC Mutual aid teamsFire Brigade
IC
Key Personnel Essential Workers
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:252
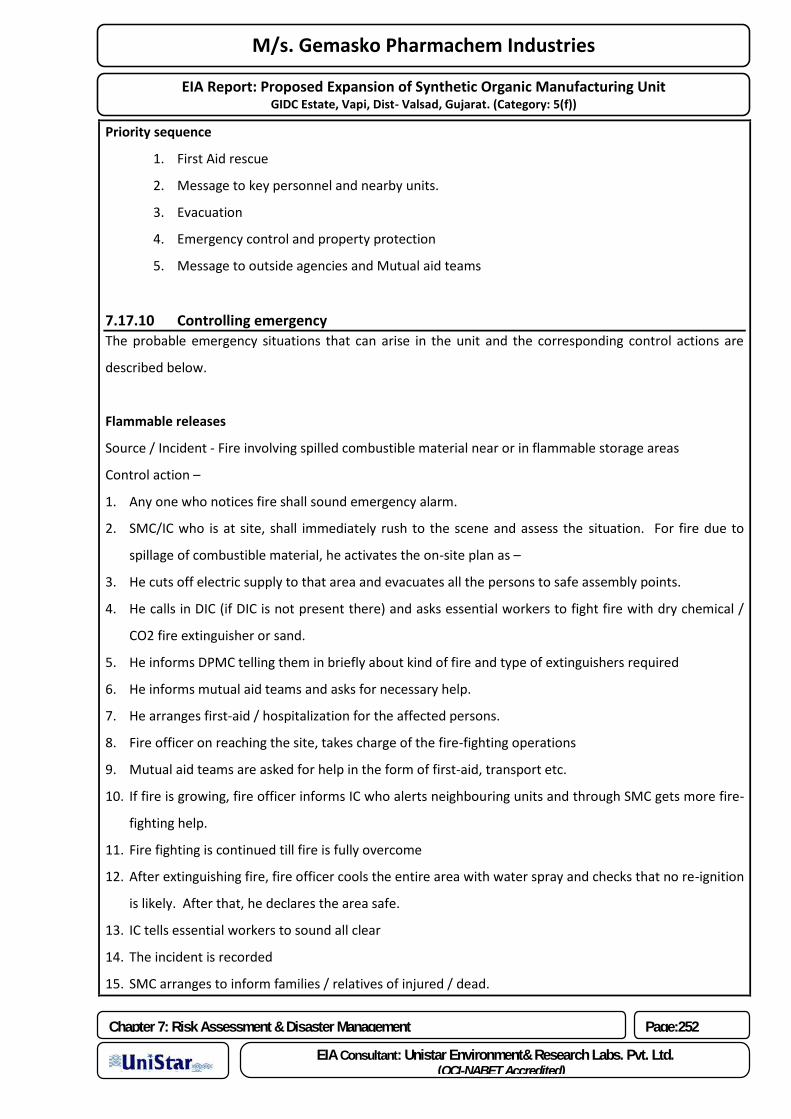
Priority sequence
1. First Aid rescue
2. Message to key personnel and nearby units.
3. Evacuation
4. Emergency control and property protection
5. Message to outside agencies and Mutual aid teams
7.17.10 Controlling emergencyThe probable emergency situations that can arise in the unit and the corresponding control actions are
described below.
Flammable releases
Source / Incident - Fire involving spilled combustible material near or in flammable storage areas
Control action –
1. Any one who notices fire shall sound emergency alarm.
2. SMC/IC who is at site, shall immediately rush to the scene and assess the situation. For fire due to
spillage of combustible material, he activates the on-site plan as –
3. He cuts off electric supply to that area and evacuates all the persons to safe assembly points.
4. He calls in DIC (if DIC is not present there) and asks essential workers to fight fire with dry chemical /
CO2 fire extinguisher or sand.
5. He informs DPMC telling them in briefly about kind of fire and type of extinguishers required
6. He informs mutual aid teams and asks for necessary help.
7. He arranges first-aid / hospitalization for the affected persons.
8. Fire officer on reaching the site, takes charge of the fire-fighting operations
9. Mutual aid teams are asked for help in the form of first-aid, transport etc.
10. If fire is growing, fire officer informs IC who alerts neighbouring units and through SMC gets more fire-
fighting help.
11. Fire fighting is continued till fire is fully overcome
12. After extinguishing fire, fire officer cools the entire area with water spray and checks that no re-ignition
is likely. After that, he declares the area safe.
13. IC tells essential workers to sound all clear
14. The incident is recorded
15. SMC arranges to inform families / relatives of injured / dead.
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:253
16. SMC issues authorized statement to press/media.
17. SMC informs Factories Inspector about the incident and related information
Toxic releases
Source / Incident – Pressure release due to failure of - stuffing box gland packing / pressure release valve /
vessel / pipeline failure
There is no danger of major release of toxic materials. However a control action plan has been drafted for
any sudden event of toxic release.
Control action –
1. Any one who notices the release shall sound emergency alarm.
2. SMC/IC who is at site, shall immediately rush to the scene and assess the situation.
3. He shall inform DPMC about the emergency. For toxic release from a reactor, he activates the on-site
plan as –
4. He evacuates all the persons to safe assembly points.
5. He calls in DIC (if DIC is not present there) and asks essential workers to wear self-breathing apparatus
and if the reaction is exothermic, start cooling water flow in the reactor jacket and cool the reactor as
soon as possible
6. The essential workers stop all the charging pumps of that reactor and the nearby reactors.
7. The DPMC team on reaching the site, take charge of the controlling action.
8. The essential workers and key personnel assist the DPMC team and act as per their instructions.
9. The IC or SMC informs mutual aid teams and asks for necessary help.
10. He arranges first-aid / hospitalization for the affected persons.
11. Mutual aid teams are asked for help in the form of first-aid, transport etc.
12. When the leak stops and the air is clear of toxic release, DPMC official tells IC to sound all clear
13. The vessel / rupture disc / gland packing is attended by maintenance department.
14. The incident is recorded
15. SMC arranges to inform families / relatives of injured / dead.
16. SMC issues authorized statement to press/media.
17. SMC informs Factories Inspector about the incident and related information
Chemical Spill
Spill Control Procedure
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:254
1. Transfer of spilled material into suitable containers (if the spilled material is acidic fluid) using
appropriate PPE
2. Transfer of material from leaky storage tank to containers using appropriate PPE
3. Neutralization of spilled material
4. Cleaning of spill site
5. Directing all the effluent through effluent treatment plant
6. Incineration of flammable waste
7. Disposal of disposable solid waste at approved site
Dyke walls of sufficient size shall be provided to tank yards. Neutralizing material shall be kept nearby. For
dilution, water connection shall be provided on all sides of tank farms. Sand buckets shall also provide for
covering spillage of flammable / corrosive materials.
7.17.11 Evacuation & TransportationAll non-essential workers shall be evacuated from incident area and adjacent areas to safe assembly points.
Assembly points are clearly marked and assembly point in-charge are also designated. The assembly point
in-charge is a well-trained supervisor who shall keep record of persons arriving at the assembly point and
direct them for proper gathering. He shall also inform the ECC about the persons gathered at the assembly
point. Those in need of medical treatment shall be transported to first-aid center / hospital as the case
may be. In case of major emergency all non-essential workers shall be transported to temporary shelter.
7.17.12 Safe Close-DownAs per the instructions from IC or SMC, some parts or full of the plant shall be closed down by the essential
workers. The procedure for safe shut-down and start-up is given in safety manual given to all workers.
7.17.13 Use of Mutual AidMutual aid from neighbouring units shall be called up as and when required. The aid shall be taken under
the supervision of SMC.
7.17.14 Use of External AuthoritiesOutside authorities such as Police, District Emergency Authority (DEA), Factory Inspector, GIDC officer,
Sarigam Industries Association, Regional Pollution Control Board, nearby hospitals etc. shall be informed of
the on-site and off-site emergency plans and called in as per need.
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:255
7.17.15 Medical TreatmentInjured workers shall be located and given prompt first-aid by essential workers and key personnel. Those
requiring medical treatment shall be taken to the hospital / outside medical center.
7.17.16 Accounting for personnelThrough daily muster rolls and with the help of shift-incharge the head count shall be undertaken to find
out whether persons are missing and if so immediate search shall be carried out to locate them. The list
shall include company employees, contract workers as well as visitors. Help from local authority or fire-
brigade shall be taken if required. This list shall be kept with time keeper / security officer at any time and
shall be used to account for personnel. Injured shall be taken to hospitals and their families/relatives shall
be informed. Casualties would be identified, their families and local authority shall be informed.
7.17.17 Access to RecordsIn order to inform families / relatives of injured / dead, a up-to-date list of names and addresses of all the
workers is maintained in addition to the muster roll where shift-wise attendance is marked. Such list
includes health records. This list is available at the ECC and one such copy is available at our head office.
7.17.18 RehabilitationIn case of Toxic release or chemical spillage, after the DPMC official ensures that the incident area is safe,
the IC would arrange for clean-up of all mess. Then only, he would allow people to re-enter the location.
In case of fire, the DPMC official shall ensure that the area is cooled down and there are no chances of re-
ignition. IC shall arrange for clean-up of the area and then only people shall be allowed to re-enter the
area for work.
Even when all clear has been given, great care shall be taken when re-entering affected areas and no work
in connection with the salvage, collection of evidence or start up shall be taken up until a thorough
examination of the area has been carried out. The statutory powers of the Factory Inspector shall be kept
in mind before any evidence is disturbed. Particular care shall be taken to avoid the introduction of
possible sources of ignition, such as diesel engines, hand or power operated tools, flame cutting
equipment, etc. until it has been established that no flammable materials are present where they could be
ignited.
M/s. Gemasko Pharmachem Industries
EIA Report: Proposed Expansion of Synthetic Organic Manufacturing UnitGIDC Estate, Vapi, Dist- Valsad, Gujarat. (Category: 5(f))
EIA Consultant: Unistar Environment& Research Labs. Pvt. Ltd.(QCI-NABET Accredited)
)
Chapter 7: Risk Assessment & Disaster Management Page:256
7.17.19 Mitigation of Environmental Impact during emergencyIn order to minimize loss or damage to the environment as well as personnel, following instructions shall
be followed during an emergency and after an emergency has been controlled.
Fire
1. Immediately cutoff contact of fire with flammable material or prevent spread of fire by other means
2. Use water or suitable fire extinguisher to extinguish fire
3. Contain the contaminated water or any other liquid to prevent it going to soil or drain and divert it to
ETP storage tank. If required treat it before sending to ETP tank
4. Any solid waste generated should be collected, stored and send to BEIL.
Chemical Spillage
1. In case of Material coming out of the bottom valve due to valve leakage or failure, it shall be contained
in side the dyke wall and will be transferred to HDPE plastic drum by help of pump / piping.
2. The tank shall be emptied by pumping the material into spare tank using extra nozzle. In case of
flammable material, after the tank is emptied, it shall be vented at highest point to vapors. In case of
acids and alkalis, the tank shall be flushed completely with water. Repair or replacement work shall be
started only after confirming that the tank is not contaminated with the chemical.
3. Preventions of failure: Preventive maintenance of bottom value shall be carried out as per schedule. To
prevent any leakage from tank body, thickness checking shall be same as per schedule.
Recommended