© 2020 ATI. All rights reserved.
Designing Fabricable Alloys
for High Temperature Service
ARPA-E HITEMMP Annual Program Review
Drs. John Foltz, Reza Sharghi, Matias Garcia
ATI Specialty Materials
10/22/2020

© 2020 ATI. All rights reserved.
Net-Shape Products & Components
ARPA-E Annual Meeting 2
Net-Shape Products
Powder Metal Alloys &
Near-Net Shapes
Net-Shape Machining
Machining - Near-Net
Components
Net-Shape Components
Forgings – Ti-, Ni-, Fe-
alloys
Additive Manufactured
Components – Laser
& EB powder bed
Machined Components:
Ti-, Ni-, Fe-, Al-, Mg-,
and Zr-alloys
Flowform - Shaft &
Drill Collars

© 2020 ATI. All rights reserved.
5Operations in the
Midwest Region
6Operations in the
Western Region
7Operations in the
Southern Region
17Operations in the
Northeastern
Region
Coon Valley, WI
Cudahy, WI
Appleton, WI
Bridgeview, IL
Louisville, OH
Richland, WA
Albany, OR
Millersburg, OR
Salem, OR
Irvine, CA
Pico Rivera, CA
Pittsburgh, PA
(ATI Headquarters)
Brackenridge, PA
Latrobe, PA
Monaca, PA
Natrona Heights, PA
Oakdale, PA
Robinson, PA
Rochester, PA
Vandergrift, PA
Washington, PA
Zelienople, PA
Billerica, MA
New Bedford, MA
East Hartford, CT
Waterbury, CT
Lockport, NY
Arlington, VA
Manufacturing / Research
& Development
Service Centers
Sales Offices
US Locations
Bakers North, NC
Bakers South, NC
Bakers Powder, NC
Monroe, NC
Richburg, SC
Huntsville, AL
Houston, TX
ARPA-E Annual Meeting 3
© 2020 ATI. All rights reserved.
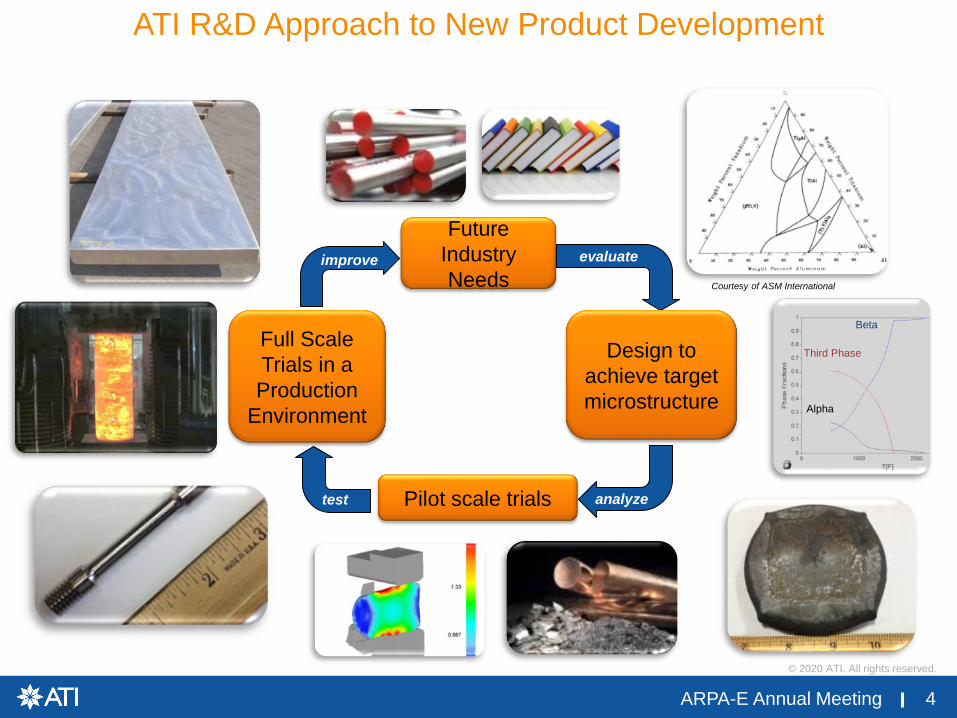
Future
Industry
Needs
Design to
achieve target
microstructure
Pilot scale trials
Full Scale
Trials in a
Production
Environment
Courtesy of ASM International
Beta
Alpha
Third Phase
evaluate
analyzetest
improve
ATI R&D Approach to New Product Development
4ARPA-E Annual Meeting

© 2020 ATI. All rights reserved.
Pilot Scale Equipment
ARPA-E Annual Meeting 5
VIM Furnace Open Die Press Remelt Furnace
Rolling Mill
AM / PM equipment:• Lab- and Pilot-scale atomization
• Lab-scale HIP
• Lab-scale LPBF
Characterization equipment:
• Chemistry Lab
• Metallographic Lab
• SEM with advanced capability
• Mechanical Test Lab

© 2020 ATI. All rights reserved.
Heat Exchanger Materials for Extreme Environments
ARPA-E Annual Meeting 6

© 2020 ATI. All rights reserved.
Alloy for extreme environments
in an advanced heat exchanger
• 1500°F (815°C) capable for 40,000 hours o Stretch Goal: 1800°F (1000°C)
• High thermal conductivity, low CTE
• Microstructural stability over service life
• Evaluated on mechanical propertieso Internal pressure ≥ 80 bar
o Improved tensile and creep strength
over historic alloys
o Resistant to all forms of fatigue
• Corrosion & oxidation resistant
• Printable
o Weldable and low susceptibility to strain-age cracking
o Capable of thin wall AM
o Ideally rollable for ancillary components
HITEMMP Critical to Quality (CTQ) Requirements
Available manufacturing routes
• AM-3D printing
• Cast/wrought alloy (Rolling/welding sheet metal)
• Mechanical Alloying
3D printed a heat exchanger for more efficient
energy conversion [1]
ARPA-E Annual Meeting 7

© 2020 ATI. All rights reserved.
Candidate Materials Properties and Performance
ARPA-E Annual Meeting 8
a) MPEAs
b) HEAs
Strengthening
MechanismProperties and performance
MFG CL CH MS TH
Ni Base Superalloys
γ/γ′
strengthened/ +++ +++ + +++ René 41
Haynes 282
Waspaloy
γ/γ″
strengthened+ ++ - - - - - - Alloy 718
Solid solution/carbide
strengthened ++ +++ + ++ / Alloy 617
Haynes 230
Alloy 625
High Entropy Alloys
MPEAs / CCAs -
- -
Unk. Unk. Unk. ++
Fe-Ni-Cr-Mn-Mo
Fe-Ni-Cr-Al
HEAs
Ni-Co alloys γ′ strengthened ++ ++ + + +
Other possible
systems
Composite, ceramic - Unk. +++ +++ - -
MFG: Manufacturability
CL: Creep at low stress intermediate temperature
CH: Creep at low stress high temperature
MS: Microstructural stability
TH: Tensile strength at high temperature
+++ Excellent
++ Very Good
+ Good
/ Fair
- Poor
- - Very Poor

© 2020 ATI. All rights reserved.
ARPA-E Annual Meeting 9
Material and Process Design Experience for AM
Going beyond commercially available materials…
New Nickel Base
Superalloys Niobium Alloys
Higher Temperature
Capability
Status
Benefits
New Titanium
Alloys Copper Alloys
Higher Strength High Thermal
Conductivity
Sustained High
Temperature
CapabilityLess Distortion
Under DevelopmentAvailable in Powder
and Parts
Available in
Powder and
Parts
Available in Powder and
Parts
ATI Titan Alloys ATI C103 Alloy ATI GRCop Alloys
Additive Equipment• Multiple PBF machines at
various size scales
Materials Experience • Titanium
• Nickel
• Aluminum
• Niobium
• Stainless Steel / Iron-based

© 2020 ATI. All rights reserved.
Evaluation of LPBF manufacturability of γ/γ′ alloy
ARPA-E Annual Meeting 10
Printed bars for mechanical tests
Haynes 282 for HITEMMP
• Two DOEs conducted to date
• Achieved >99.9% build density
• Conducting mechanical tests
Discussed in greater detail
yesterday by Dr. Yousefiani
HITEMMP shares many CTQs
with turbine engine cases

© 2020 ATI. All rights reserved.
1500°F Case Alloy
ARPA-E Annual Meeting 11
© 2020 ATI. All rights reserved.
ARPA-E Annual Meeting 12
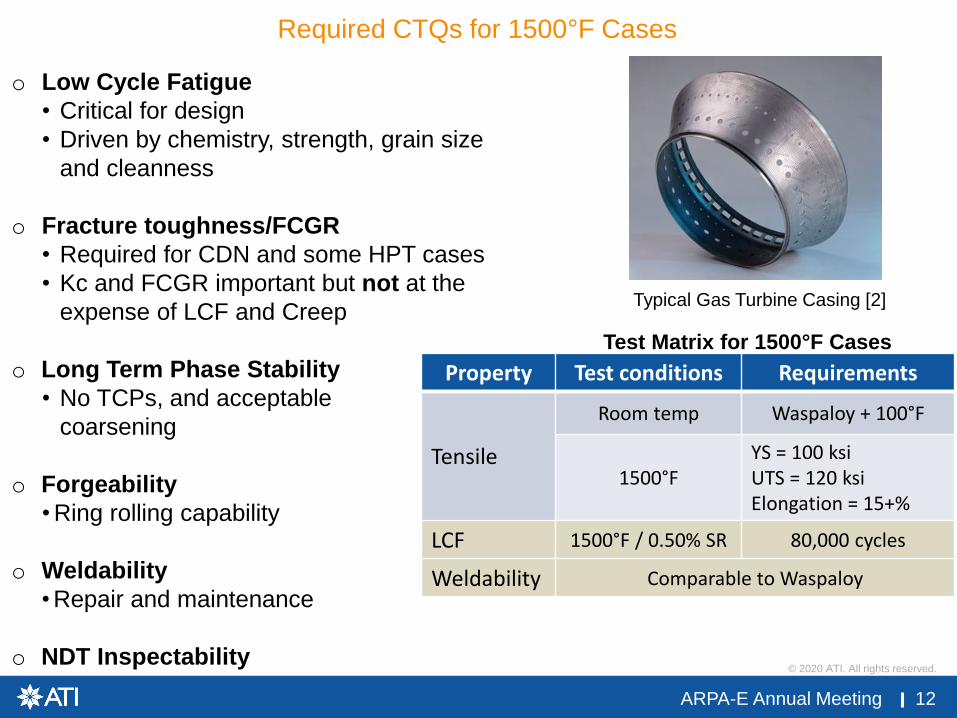
Required CTQs for 1500°F Cases
o Low Cycle Fatigue
• Critical for design
• Driven by chemistry, strength, grain size
and cleanness
o Fracture toughness/FCGR
• Required for CDN and some HPT cases
• Kc and FCGR important but not at the
expense of LCF and Creep
o Long Term Phase Stability
• No TCPs, and acceptable
coarsening
o Forgeability
• Ring rolling capability
o Weldability
• Repair and maintenance
o NDT Inspectability
Property Test conditions Requirements
Tensile
Room temp Waspaloy + 100°F
1500°FYS = 100 ksiUTS = 120 ksiElongation = 15+%
LCF 1500°F / 0.50% SR 80,000 cycles
Weldability Comparable to Waspaloy
Test Matrix for 1500°F Cases
Typical Gas Turbine Casing [2]

© 2020 ATI. All rights reserved.
ARPA-E Annual Meeting 13
CALPHAD Based Modelling Tools
Predicting stability of γ′ phase to design forging practice
Predicting sigma phase formation and design
heat treatments to avoid them
Phase prediction for each designed chemistry
Phase(%
)
• Alloy design consideredo Hot working
o Heat treatment response
o Microstructural phases and stability
• Used modeling to accelerate processo CALPHAD for microstructure
o FEA for TMP
o Recognizing model limitations
© 2020 ATI. All rights reserved.
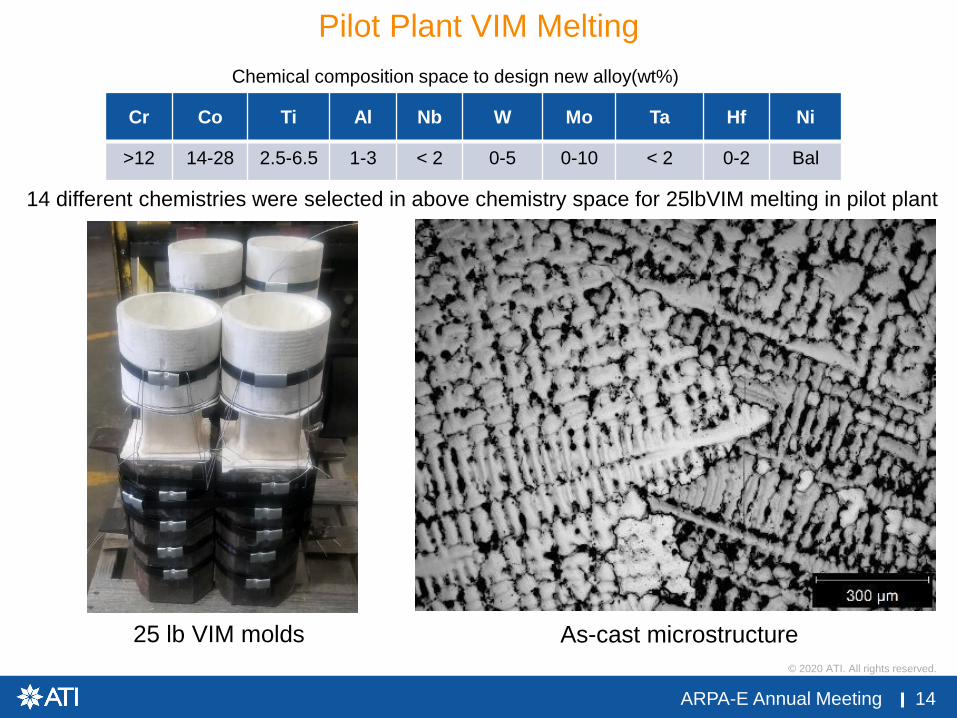
Pilot Plant VIM Melting
14
25 lb VIM molds As-cast microstructure
14 different chemistries were selected in above chemistry space for 25lbVIM melting in pilot plant
Cr Co Ti Al Nb W Mo Ta Hf Ni
>12 14-28 2.5-6.5 1-3 < 2 0-5 0-10 < 2 0-2 Bal
Chemical composition space to design new alloy(wt%)
ARPA-E Annual Meeting

© 2020 ATI. All rights reserved.
Pilot Plant Press Forging
15
Optical microstructure as-forged
Ingot before and after thermomechanical work
As-cast
Forged
Thermomechanical work in pilot plant
25 μm
Thermomechanical simulation to
optimize parameters
ARPA-E Annual Meeting
© 2020 ATI. All rights reserved.
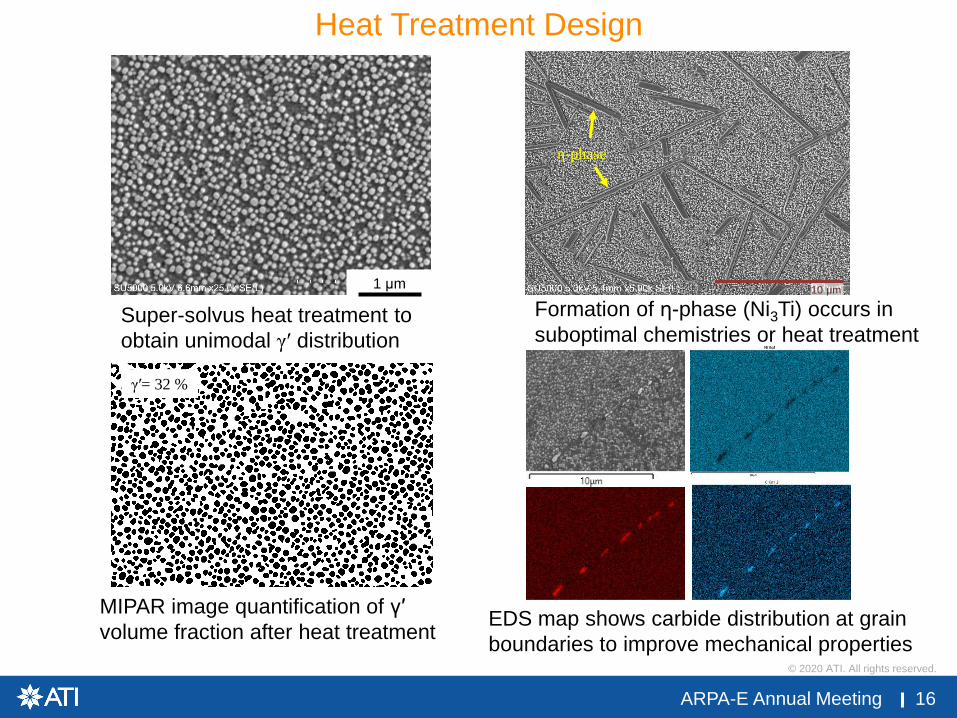
16
MIPAR image quantification of γ′
volume fraction after heat treatment
γ′= 32 %
Heat Treatment Design
Super-solvus heat treatment to
obtain unimodal γ′ distribution
Formation of η-phase (Ni3Ti) occurs in
suboptimal chemistries or heat treatment
ARPA-E Annual Meeting
EDS map shows carbide distribution at grain
boundaries to improve mechanical properties
η-phase
1 μm 10 μm

© 2020 ATI. All rights reserved.
Super-Solvus Heat Treatment Response
ARPA-E Annual Meeting 17
Grain size distribution after super
solvus heat treatment
Grain growth in super-solvus heat
treatment was observed
Grain size distribution in as-
forged condition

© 2020 ATI. All rights reserved.
ARPA-E Annual Meeting 18
Uniform and unimodal distribution of
γ′ precipitates after super-solvus
heat treatment
Microstructure of stress ruptured
sample at 40ksi/1500F after 1000 hrs.
Slight coarsening of γ′, and no new
phases
Aging Heat Treatment Response
5 μm 5 μm

© 2020 ATI. All rights reserved.
ARPA-E Annual Meeting 19
Yield stress of selected chemistries at
various temperatures.
Improved strength at 1500°F over both
Waspaloy [3] and Haynes 282 [4]
Mechanical Properties
Stress rupture properties shows
better performance for designed
chemistries
1500°F70°F
© 2020 ATI. All rights reserved.
Conclusion
ARPA-E Annual Meeting 20
• High temperature materials balance many competing
properties, for both heat exchangers and cases
applications
• Many case alloys showed very good pilot-scale capabilityo Some demonstrated very good forgeability
o Improved tensile and stress rupture behavior
o No deleterious phases observed in the microstructure
o Only slight coarsening of γ′ observed after
1000hrs exposure at 1500°F
[1]: 3D Natives, April 24, 2019
[2] International Journal of Mechanical and Production Engineering, Vol.5, May 2017
[3] Waspaloy Data: https://www.specialmetals.com/assets/smc/documents/alloys/other/waspaloy.pdf
[4] Haynes 282 Data: https://www.haynesintl.com/alloys/technical-literature-list

© 2020 ATI. All rights reserved.
Our VisionSolving the World’s Challenges through Materials Science
ATI competes by serving customers in:
Strategic Markets
Aerospace Defense Energy
Diversified Applications
Medical Electronics
Materials Science Advanced, Integrated
Process Technologies
Relentless,
Innovative People
Our Commitment
Creating long-term shareholder value
through Relentless Innovation®
Our Values• Integrity: The cornerstone of our
business relationships. We do what we
say we will, and we do things the right
way.
• Safety & Sustainability: We
conduct our business committed to the
safety of our people, our products, and
the communities in which we operate.
• Accountability: We take
responsibility and hold ourselves
accountable for our actions,
performance and results.
• Teamwork and Respect: We work
together for ATI’s long-term success.
We welcome and respect others’ views,
capabilities and experiences.
• Innovation: We drive sustainable
value and meet our commitments
through continuous transformation.
21ARPA-E Annual Meeting

Recommended