Embed Size (px)
Citation preview

ISSN 2070-2051, Protection of Metals and Physical Chemistry of Surfaces, 2018, Vol. 54, No. 6, pp. 1102–1140. © Pleiades Publishing, Ltd., 2018.
NEW SUBSTANCES,MATERIALS, AND COATINGS
Zinc–Nickel Alloy Electrodeposition: Characterization,Properties, Multilayers and Composites1
N. Lotfia, M. Aliofkhazraeia, *, **, H. Rahmanib, and Gh. Barati Darbanda
aDepartment of Materials Engineering, Faculty of Engineering, Tarbiat Modares University, Tehran, P.O. Box: 14115-143 IranbFaculty of Materials Science and Engineering, K.N. Toosi University of Technology, Tehran, Iran
*e-mail: [email protected]**e-mail: [email protected]
Received October 9, 2016
Abstract⎯The alloy coatings such as zinc–nickel are used to improve the lifetime of zinc sacrificial coatings.zinc–nickel alloy coating has a longer history than other zinc alloy coatings and is considered as the most cor-rosion resistive zinc alloy. One of the important properties of this type of coatings is the ductility propertiesof coated steel pieces; as after thermal treatment and shaping operations, the corrosion resistance is enhancedup to an optimal level. Because of such properties, this alloy is investigated in coating the pieces such as con-necting bolts, brake system components, and fuel system. Resistance to heat, ultraviolet light, hydraulic f lu-ids, and fuels are other characteristics of such coatings. The use of zinc–nickel alloy coatings is growing in thebolts and threaded parts industry. Since these coatings do not prevent galvanic corrosion in contact with alu-minum, they are widely used in industries that deal with aluminum bodies. However, the zinc–nickel alloysare considered as the most expensive coatings. These alloys are coated both by acidic and alkaline baths thatprovide different coating properties. This paper reviews the studies conducted on zinc–nickel alloy coatings,analyzing baths and their properties, the effect of different parameters on electrodeposition, as well as Zn–Ni multilayer and composite coatings and their properties.
Keywords: composite, corrosion resistance, electrodeposition, multilayer, zinc–nickelDOI: 10.1134/S2070205118060187
OUTLINE1. Introduction 11032. Zinc–nickel alloy coating properties 11033. Zinc–nickel alloy coating electrochemicaldeposition anomalous behavior 11054. Zinc–nickel alloy coating applications 11055. Zinc–nickel alloy coatingelectrodeposition baths 1107
5.1. Electrodeposition from Acid Baths 11085.1.1. Sulfate bath 11085.1.2. Chloride bath 11105.1.3. Sulfate, acetate, non-cyanidesulfamate, and ammonium baths 1112
5.2. Electrodeposition from Alkaline Baths 11135.2.1. Sulfate bath 11135.2.2. Chloride bath 11155.2.3. Commercial alkaline baths 1115
6. Effects of bath parameterson zinc–nickel alloy coatings 1118
6.1. Compositions and Additives 1118
6.1.1. Zinc sulfate 11186.1.2. Nickel sulfate 11186.1.3. Sodium Sulfate 11186.1.4. ZnCl2 11186.1.5. NiCl2 11196.1.6. Boric acid 11196.1.7. Polynitroaniline 11196.1.8. CTAB 1120
6.2. Temperature 11206.3. pH 11226.4. Current Density 11236.5. Pulse Current 1124
6.5.1. Ton 11256.5.2. Toff 11256.5.3. Toff/Ton ratio 11256.5.4. Pulse current density 1126
7. Multilayer zinc–nickel alloy coatings 11267.1. Zn–Ni Multilayer CoatingMicrostructure 11267.2. The Properties of zinc–nickel Multilayer Coating 11281 The article is published in the original.
1102

ZINC–NICKEL ALLOY ELECTRODEPOSITION 1103
7.3. Zinc–nickel Multilayer Coating Applications 1129
8. Zinc–nickel composite coatings 11298.1. Zinc–nickel Composite CoatingsMicrostructure 11318.2. Zinc–nickel Coating CompositeProperties 11328.3. Zinc–nickel Composite CoatingApplications 1134
9. Summary and future trend 113410. References 1136
1. INTRODUCTIONConsidering the higher corrosion resistance com-
pared to pure zinc and other alloy coatings, electrode-position of Zn–Ni alloy has recently received a wide-spread attention. The studies conducted on thesecoatings initiated in the early 20th century [1, 2]. Inthe early 1980s, the study of zinc–nickel electrodepo-sition and other properties of this coating was pursuedeven more than before [3, 4]. This coating also wasused as an alternative to corrosion protection coatingsespecially toxic cadmium coatings in 1983 [5, 6]. D.Hall [7] reviewed zinc–nickel alloy coatings by exam-ining the anomalous behavior of the coating, phase,alloy structures, physical properties, and corrosionand deposition conditions of zinc–nickel alloy coat-ings. A large number of works have been conducted inthis area to improve the overall behavior of samplesregarding customer requirements, basic ductility,weldability, corrosion resistance after the conversionof the surface and painting [8, 9]. Recently, consider-able efforts have been done to improve the corrosionresistance of zinc and zinc alloy coatings for applica-tion in harsh environments [10, 11]. Nowadays, differ-ent types of steel sheets with the zinc–nickel coatingare used in large quantities to improve the durability ofcar bodies [12, 13]. Based on our knowledge. No com-prehensive review paper abut zinc– nickel coating byelectrodeposition was not reported in the literatures.In this review paper, comprehensive discussion aboutall aspect of zinc–nickel coating fabricated by electro-deposition method is reported.
2. ZINC–NICKEL ALLOYCOATING PROPERTIES
Steel is widely used in industry because of its excel-lent properties. Considering its low corrosion resis-tance, many protection methods have been developedto increase its corrosion resistance [14–16]. Amongthese methods, electrodeposition of a thin layer ofzinc, nickel, cadmium or deposition of their alloys onthe metal is widely used [17]. Electrodeposition ofzinc–nickel coatings has long been known to providebetter corrosion protection of steel than electro galva-nized, galvanized and cadmium coatings [7, 18]. Also,
PROTECTION OF METALS AND PHYSICAL CHEMISTR
the hardness and thermal stability of the coatings areevaluated and good results have been achieved [19,20]. These coatings are frequently used in industrybecause of their excellent corrosion resistance and theincreased life of the zinc coatings [21, 22]. These alloycoatings are also used to reduce the thickness of thezinc coatings [23].
Zinc has a reverse standard potential of –0.76 V/SHEwhich is more negative than iron (Fe/Fe2+ – 0.44 V/SHE).Thus, it is used for sacrificial cathodic protection ofsteel against corrosion. Zinc is often used to coverparts of iron and steel when it is one of the primaryfactors for atmospheric and internal corrosion protec-tion [8]. Commercial electrodeposition of zinc is usedin cyanide, alkaline, cyanide, and acid chloride baths[24, 25]. In the 1970s, the highest commercial electro-deposition of zinc was performed in common cyanidebaths but the international pressures for environmen-tal pollution developed other processes [8].
It has been shown that the zinc alloys can improvecorrosion resistance compared to the pure zinc in pro-tecting the ferrous based metals [26–28]. Zinc–nickelalloys have attracted a considerable attention becauseof their high corrosion resistance [29–31] and bettermechanical properties than zinc and other zinc alloycoatings [32]. Although the demand for zinc–nickelcoatings with the improved mechanical and corrosionproperties is increased for industrial applications, thezinc–nickel alloy layers are commonly used to protectthe steel from corrosion [11, 33, 34]. Zinc–nickelcoating properties depend on composition and pH ofthe bath, temperature, current density, electrodeposi-tion potential, coating application mode (pulse orDC) [35–37]. Nickel plays a key role in corrosionresistance of zinc–nickel alloy coating since it reducesthe hydration of Zn(OH)2 into the ZnO-corrosionproduct. Hydroxide has a lower electrical conductivitythan the oxide layer, leading to a weaker cathode oxy-gen reduction reaction than the oxide and conse-quently a lower corrosion [10]. Qiao et al. [38] studiedthe deposition temperature effect on electrodepositionof zinc–nickel alloy and concluded that when itincreases up to 60°C, the amount of zinc–nickeldeposition is increased most. Wykpis et al. [39] studiedthe effect of current density on zinc–nickel electrode-position and concluded that the surface morphologyand chemical composition of the coatings phase aredependent on the current density deposition. Manyorganic chemical compounds including glycine, tri-ethylamine, polyamine compounds, and glycerol[40–43] are reported to improve the surface morphol-ogy and nickel concentration during the deposition[44]. Byk et al. [45] studied the zinc–nickel alloy elec-trochemical deposition in polyligand bath thatincludes amino acetic acid and triethylamine as aligand for the accession of Ni(II) cations. The alloycomposition is strongly influenced by the[Zn(II)]/[Ni(II)] ratio in the bath [46]. Besides, the
Y OF SURFACES Vol. 54 No. 6 2018

1104 LOTFI et al.
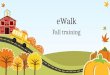
Fig. 1. Zinc–nickel alloy coating micromorphology with different nickel contents (a) 6.49, (b) 10.09, (c) 12.25, (d) 95.13, and (e)15.08 at % nickel [61].
(b) 20 μm20 μm20 μm 20 μm 20 μm(c) (d) (e)(a)
nickel content in the deposition varies between 8 and75%. To improve the corrosion properties of pure zinccoatings used in the transportation industry, the zincalloy coatings are replaced with the eighth group (Zn–Ni, Zn–Co, Zn–Fe). Due to the high toxicity andcost of cadmium coatings, zinc–nickel coatings arethe most successful alloys and are good replacementsfor cadmium coatings [47, 48]. It is reported thatzinc–nickel coatings with 10–15 wt % nickel have abetter corrosion resistance, ductility, and weldability.Although the nickel content reaches 15–22 wt % in theaviation industry, Barcelo et al. [49] reported that thealloys containing 10 to 15 wt % nickel play a specialrole in corrosion resistance. In addition to the chemi-cal composition, physical properties of zinc–nickelcoatings depend on their microstructure, phase chem-ical composition, and structural parameters. Zinc–nickel anomalous codeposition is highlighted in theearly twentieth century and thoroughly investigated byBrenner et al. [50] and other researchers [51].
Many studies have been conducted on phases ofzinc–nickel alloys [52]. In a research work, the zinc–nickel alloy dispositions are analyzed as coatings forthe improved corrosion resistance at low current den-sities (more than 50 mA/cm2) in sulfate solutions. Itwas observed that composition of cathode deposits formost matrixes has a complex structure called as γ,which is an alternative to cadmium. In addition,phase-γ zinc–nickel alloy with approximately 13 wt %nickel has the best corrosion resistance among thezinc–nickel alloys. The coating adhesion and weld-ability are also better and obtaining almost constantalloy composition in the wide range of deposition con-ditions is easy [53]. Electrodeposition of zinc–nickelcoating is carried out in acidic and alkaline baths withsulfate and chloride composition and other differentbaths and the properties of each and their comparisonwere carried out [54–56].
One of the important properties of zinc–nickelalloy coating is their corrosion resistance in corrosiveenvironments and their higher resistance compared topure zinc coatings. Moreover, one of the parameters
PROTECTION OF METALS AND PHYSICAL
affecting the corrosion resistance of zinc–nickel alloycoating is the nickel content in the coating. The saltspray test (ASTM B 117) [57] was carried out on alloycoating and other zinc coatings. The test compares thecorrosion resistance of these coatings with other onesand also presents the effect of nickel content on alloycoating. The results of these tests show that the corro-sion resistance of zinc–nickel alloy coating is far betterthan other zinc coatings. Besides, by increasing thenickel content in the deposition up to 12–15 wt %, cor-rosion resistance is improved. Exceeding 12–15 wt % ofnickel content, the corrosion resistance is reducedcompared to the previous mode [22, 58].
Many factors affect the properties of zinc–nickelalloy coating [59]. Corrosion performance of nano-crystalline electrodeposited zinc–nickel alloy coatingin a chloride bath is analyzed by direct current densityusing impedance spectroscopy and polarizationcurves and compared with microcrystalline alloy coat-ings. The corrosion product formed on nanocrystal-line zinc–nickel alloy coating is more sustainable andprovides a higher protection compared to microcrys-talline alloy coating. Nanocrystalline zinc–nickelalloy with 18 wt % and crystal size 37 nm has the bestperformance among zinc–nickel alloys. Also, the cor-rosion resistance of zinc–nickel alloy coating dependson the chemical composition [60].
Changes in chemical composition with coatingdepth in a chloride bath were investigated and foundthat chemical composition at the surface has a higheratoms fraction of the zinc and then the nickel contentis increased in the substrate surface. The micromor-phology of zinc–nickel alloy coatings with differentamounts of nickel is presented in Fig. 1. It can beobserved that the crystallization during electrochemi-cal deposition stage is not fine and in the low of nickel,the coating is loose and rough. By increasing the nickelcontent, the crystallization of coatings becomes finer,brighter, and more uniform [61].
According to ASTM B841 [62], alloy coatings canbe classified as Fig. 2. As it can be observed, thesecoatings are classified into three categories in terms of
CHEMISTRY OF SURFACES Vol. 54 No. 6 2018

ZINC–NICKEL ALLOY ELECTRODEPOSITION 1105
Fig. 2. Zinc–nickel alloy coating chart classification according to ASTM B41.
Class 1
(Concentration)
Type (chromate conversion coating)
Type A (coloriess)
5–12 wt % Ni
Type B (yellow iridescent)
Type C (cronze)
Type D (black)
Type E (without topcoat)
Grade 5 (5 μm)
Grade 8 (8 μm)
Grade 10 (10 μm)
Grade (Thickness)
Zn-Ni Alloy coating
(ASTM B41)
chemical composition, after coating operations andthickness. In the first group, the nickel concentrationin the deposit varies in the range of 5–12 wt % that isan optimal nickel content in the deposition for corro-sion resistance. Moreover, in the second classifica-tion, the coating is classified based on chromate con-version after coating based on color. Finally, in thethird classification, the coating is classified into threegroups of 5, 8 and 10 μm based on its thickness [62].
3. ZINC–NICKEL ALLOY COATING ELECTROCHEMICAL DEPOSITION
ANOMALOUS BEHAVIOR
Zinc alloys obtained by a metal from the iron group(Ni, Fe, Co) under the condition known as anomalouscodeposition indicate less noble zinc deposits prefer-entially [63, 64]. Electrodeposition of zinc anomalousbehavior in zinc–nickel coatings is reported and ana-lyzed in many studies [65, 66]. Recent studies con-ducted on the reaction mechanism suggest that thisphenomenon is related to the local increase of pH atthe cathode surface due to the hydrogen evolutionwhich is the result of the type of absorbed zinc hydrox-ide through slower discharge of iron group [8, 67, 68].In addition, nickel is nobler than zinc; zinc–nickelcodeposition is anomalous and zinc is more present inthe final deposition. Zinc–nickel deposition is classi-fied as an anomalous codeposition through whicha less noble zinc metal (active) is deposited preferablyand its percentage in the deposition is more than the
PROTECTION OF METALS AND PHYSICAL CHEMISTR
bath. This process follows the deposition on hydroxide
and retention of Ni2+ [69]. Another research carriedout based on underpotential deposition (UPD) of zincis on nickel and zinc-rich alloys or on the nickelnucleus. To protect steel, the investigated alloy mighthave either a high amount of zinc which is more activethan steel (sacrificial film) or higher amount of nickelwhich is nobler than the steel surface (barrier film)[70]. Researchers have concluded that the codeposi-tion of iron-group metals is done as the result ofreduced rate of the nobler compound reaction and theincreased rate of the more active compound reactioncompared to the deposition of a single metal [47, 71].In other studies, it is confirmed that the anomalousbehavior is attributed to the formation of zinc hydrox-ide on the cathode surface that prevents the depositionof nickel and zinc hydroxide formation due to the localincrease in pH as the result of hydrogen evolution [72].Zinc–nickel alloy properties, especially for corrosionresistance, are essentially dependent on nickel con-centration in zinc–nickel depositions. The optimumamount of nickel for the maximum protection iswithin the range of 8–15 wt % and zinc–nickel alloyswith a nickel content of 13 wt % present the highestcorrosion protection [29, 73].
4. ZINC–NICKEL ALLOYCOATING APPLICATIONS
In addition to zinc–nickel alloy coatings used insteel car bodies [74, 75], they are considered for other
Y OF SURFACES Vol. 54 No. 6 2018

1106 LOTFI et al.
Fig. 3. Schematic of applications of zinc–nickel alloy coat-ings.
Automotive
Industry
Aerospace
Industry
Fastener
Industry
Transportation
Industry
Other
Industry
Pipe and
profile
Industry
Shipbuilding
Industry
Electronic
Industry
Zn-Ni Alloy
coating
Application
Fig. 4. Zinc–nickel alloy coated sheet design of differentcorrosion tests in salt spray test (SST), external revealingtest, and corrosion simulation test (CST) [90].
5040302010
Corrosion rate coating metals in SST
2
3
4
1
5 5
4
3
2
1
Red rust on the surface in SST
Corrosion weight loss in outdoor exposure testDelamination of paint film in SST
Delamination of paint film in outdoor exposure testDelamination of paint film in CSTDepth of pitting in CST
Not-treated
sheets
Paint coated sheets (cross cutted)
Go
od
Rela
tive e
va
lua
tio
n
of
co
rro
sio
n r
esi
sta
nce
Po
or
γ-phase
Concentration of alloying element
Ni in Zn coating layer, wt %
applications such as electrical catalysts [76–78],
hydrogen electrode [79, 80], coating for steel wire con-
nections [81] and in aerospace [72] and electronics
[72, 82]. Because of its special corrosion resistancecompared with the zinc coatings, zinc–nickel alloy
coatings are investigated on electrical and building
products [83] and even for aluminum alloy coating
[84]. Also, zinc–nickel alloy coatings are suitable
alternatives for cadmium coatings. Cadmium is highly
toxic and, considering the health and pollution risks,
the environmental regulations are encouraging the useof alternative protective systems [5]. In a study, zinc–
nickel alloys are sprayed in the ceramic coatings’ inter-
face on the steel substrate to improve the corrosion
and adhesion properties of plasma ceramic coating
[82]. Moreover, zinc–nickel alloy coatings are used for
chromate or other coatings [85–88]. Applications for
zinc–nickel alloy coatings are summarized in Fig. 3.
Zinc protects mild steel from corrosion because ofits sacrificial property. This alloy is used on one or
both side of the galvanized steel sheets with a relatively
heavy coating, galvannealed steel sheets, electrogalva-
nized and steel plates coated with an organic powder
that is commercially used for automobile body panels.
Although corrosion resistant steel sheets do not have
the application of high strength steel sheets to reduceweight and the heavy painting steel plates, they have
the decorative and hygienic, ductility, weldability and
other properties required for application of corrosion
resistant steel sheet to be used in cars [89]. Ductility
and weldability are important properties for making
car body and producing a corrosion resistant steel
PROTECTION OF METALS AND PHYSICAL
sheet by electrodeposition process that does notchange the mechanical properties of the base steel. Inorder to improve the anticorrosion performance oftypical electrogalvanized steel sheets, although it isnecessary to increase the zinc coating thickness, itreduces pressure weldability and ductility. The elec-trodeposited metal coating should provide (1)enhancing the corrosion resistance of zinc coatinglayer [90] and (2) reducing the thickness of the coatingand improving pressure ductility and weldability.Designing the improved corrosion resistance in elec-trical deposition based on zinc protection in naturalenvironments is related to stabilizing Zn(OH)2 in nor-
mal natural atmospheres. The studies conducted onthe stability of Zn(OH)2 synthesized with different
alloys indicate that the alloy elements such as Co, Ni,Mg, Al, and Mn slow down the conversion ofZn(OH)2 into ZnO. According to this concept, nickel
and cobalt are selected as alloying elements that can beelectrodeposited [91]. When the real alloy coatingcomposition stability is performed, the phase γ alloy ischosen as a good balance of different corrosion teststhat shown as Fig. 4 [90]. Electrodeposited zinc–nickel alloy steel plates have a good paintability similarto cold rolled steel and effectively prevent scaling andcolor bubbles. Furthermore, the excellent corrosionresistance of the electrodeposited steel plates is con-firmed by real cars test in salt coated paths [92].
Currently, zinc is the most widely used corrosionprotective coating investigated either by hot dipping or
CHEMISTRY OF SURFACES Vol. 54 No. 6 2018

ZINC–NICKEL ALLOY ELECTRODEPOSITION 1107
Fig. 5. Prepared phase diagram based on the compositionof alloys with pyro metallography (a and b) and electro-chemical (c and d). No phase is determined by the shadedareas.
Percent Zn, by weight
(a)
(b)
(c)
(d)
α
α
α
α
β'
β'
γ'
γ'
γ
γ
γ
γ γ γ
δ
δ
α + β' β' + γ'
γ' + γ
γ + δδ + η
η
γ + η γ + ηα + γ
γ + δ δ + η0 50 100
electrodeposition processes. However, to achieve highlevels of corrosion protection, the zinc coating shouldbe thick enough (usually above 25 μm) to improve incorrosive environments. The most losses associatedwith thick coatings are the low ductility and weldabil-ity. Besides, thick coating causes problems in achiev-ing the polished surface after painting. Thick coatingproblems lead to developed thinner electrodepositionwith improved properties compared with zinc [93].Zinc alloys with the group VIII metals (iron, nickel,cobalt, etc.) are the first alternative for this purpose. Inparticular, studies show that corrosion resistance ofzinc–nickel alloy coatings with a specific chemicalrange composition (12–14 wt % nickel) can be 5–6times better than pure zinc with an equal thickness. Ithas been shown that ductility [90] and weldability ofzinc–nickel alloy coated steel are good [82, 94]. Toimprove the efficiency of these zinc–nickel alloy coat-ings, the ternary alloy coatings have also been analyzed[95–98].
5. ZINC–NICKEL ALLOY COATING ELECTRODEPOSITION BATHS
Electrodeposition of binary metal in a special bathdepends on the proximity of their reduction potentials.Electrodeposition of binary metal occurs when theirreduction potential is close and the concentration ofeach of the metals in solution is relatively determinedor when the complexing agent with complex shapes isadded with different equilibrium constants [99].
Zinc–nickel alloy coating is considered as a goodcoating to protect the steel corrosion [17, 42, 46]. Fur-thermore, this coating provides better mechanicalproperties and superior temperature stability com-pared to pure zinc and other zinc alloys [44, 47, 100].
PROTECTION OF METALS AND PHYSICAL CHEMISTR
Zinc–nickel electrodeposited alloy coatings have spe-cial high corrosion resistance and better surface mor-phology than the pure zinc [101]. The aerospaceindustry focuses on zinc–nickel alloy coating as analternative to toxic cadmium coatings with high costs.Efforts are undertaken to replace cadmium due to itsmetal poisoning, hydrogen embrittlement, and theprevented use of cyanide bath in cadmium electrode-position. Zinc–nickel coatings are widely used as analternative for cadmium electrodeposition for its cor-rosion protective properties, ductility, and improvedwelding characteristics. Zink-nickel coatings 8–14 wt %Ni has shown a corrosion resistance 4 times more thancadmium-titanium coatings [102]. However, zinc–nickel alloys have more negative potential than thecadmium because of the high zinc content in thedeposition and, then, dissolving faster in corrosiveenvironments. Conventional nickel deposition in thealloy is approximately 5–10 wt % and higher nickel isobtained by using more nickel in the electrodepositionbath. The increase in nickel in the compounds createsa more positive phase in the circuit potential thatreduces the driving force for galvanic corrosion. Pro-hibition characteristics with rich deposits of nickel aremore than other coatings. Zink–nickel alloys preparedby the pulse and multi-layered process are performedto obtain alloys with high corrosion resistance [103].
Pyrometallography studies of zinc–nickel alloys inthe balance, at low temperatures, have phase rangesimilar to that of Figs. 5a, 5b. The phase range at250°C is indicated in Fig. 5. Brenner [50] reported ahigher perfect equilibrium phase at 200°C in Fig. 5b.However, a difference between phase range of Zn—Nialloys prepared by electrochemical and thermal pro-cesses is observed. The electrodeposited phases inzinc–nickel are detected in sulfate bath by the X-raydiffraction and the results are shown in Fig. 5c. Elec-trodeposition conditions do not produce the alloycompounds in the light shaded areas. A very limiteddata set based on the X-ray diffraction tests of sulfatebath are for the ternary electrodeposited compoundsthat are presented in Fig. 5d. Electron probe micro-analysis revealed that nickel and zinc are distributedhomogeneously without any evidence of separation.The phases of five alloys are presented in Fig. 5d as ashaded area. Phase β′ is not deposited. Phase δ is con-firmed in some depositions containing phase γ or η butit is not observed alone. The data in Fig. 5c, d show theresults of other studies where phase β' is not in theelectrodeposition. In addition, the electrodepositionof the phase δ is also a question [7, 104].
The zinc–nickel alloy phase diagrams shown inFig. 6 [105] indicates the presence of three δ, γ, and βphases. The various phases of the diagram show thesolubility of the zinc and nickel elements with a differ-ent chemical composition. As can be seen, γ phaseproduced from eutectic reaction at 875°C that liquidphase transmuted to two solid phases. In addition to,
Y OF SURFACES Vol. 54 No. 6 2018

1108 LOTFI et al.
Fig. 6. Zinc–nickel alloys equilibrium diagram [105].
70 80 1006050 9040302010
100 20 30 40 50 60 70 80 90 100
00
Atomic Percent Zinc
1455°C
400
600
800
1000
1200
1400
200
1600
Tem
pera
ture
, °C
361°C
Ni Zn
(Ni)
(Zn)
Tc
L
1034°C
37.9
51.6
815°C
35.3
β1
β57.5
56
652°C
876°C
70
71.5
85.2491°C
419.58°C
δ
γ
peritectic reactions at 1040 and 490°C produced β andδ phases, respectively.
In most cases, the pure zinc is the substrate formaterials coating on the steel. However, over the pastthree decades, alloys are presented for a higher qualityof the end product and long lifetime. Major pressuresfrom the automobile industry and in the aerospacefield are investigated on the demand for faster andelectrical equipment. Today, it is highly recommendedreplacing cadmium due to its toxic nature. Electrode-position of zinc alloy will be discussed more in thecontinuous electrodeposition. Zinc–nickel alloys canbe deposit by acidic or non-cyanide alkaline solutions.The acid bath can have higher nickel content than analkaline bath. Corrosion protection of steel with isincreased by raising the nickel content. Apart from thisamount, the deposition is nobler than the substratemay lose its sacrificial properties. Finally, the deposi-tion of the acid bath has a low thickness distributionand alloy changes are observed in low to high-densityareas. Moreover, the speed of alkaline electrodeposi-tion bath is lower. Therefore, the column structure ispreferred to the sheet structure of the acid bath espe-cially when the major part of mechanical forming isdone after electrodeposition. One of the differences inbarrel and rack electrodeposition bath is the dilutionof the barrel bath compared to the rack bath and alsoits lower operating temperature [8].
Different parameters affect the properties andcharacteristics of the electrodeposition coatings. Toanalyze these parameters on properties such as corro-sion resistance, hardness [19, 106], and specificationssuch as the components in the deposition and coatingthickness can be mentioned. In deposition baths of
PROTECTION OF METALS AND PHYSICAL
zinc–nickel alloy coatings, according to the con-ducted surveys, it is possible to classify the depositionbaths into acidic [107, 108] and alkaline [109–111] twomain categories. Each of these baths can be classifiedin terms of the chemical composition of sulfate [112–114], chloride [115, 116] baths and other baths such asacetate, ammonium [117], and citrate [118]. In orderto the comparison, zinc–nickel alloy coating proper-ties are evaluated in both acidic and alkaline baths. Forexample, the acid bath used has a chemical composi-tion with a concentration of NiSO4, ZnSO4, NiCl2,
H3BO3 and trisodium citrate with pH = 3–4 and alka-
line bath which has ZnO, NiSO4 and triethanolamine
with the pH = 13–14. Figure 7 presents the effect ofsolution ratio in acidic and alkaline baths on zinc–nickel alloy coatings. As the figure shows, the zinc–nickel deposits have anomalous behavior because thenickel ratio is much lower than its ratio in solution. Asthe figure suggests, the nickel concentration in thedeposition is lower than the electrodeposition in thealkaline bath due to the presence of alloying elementsas free ions in solution [119].
5.1. Electrodeposition from Acid Baths
5.1.1. Sulfate bath. Krisha et al. [71] used sulfatesolution containing ZnSO4, NiSO4, H2SO4, Na2SO4,
and H3BO4 to deposit zinc nickel alloy. The alloys are
used with galvanostatic deposition at the investigated
current density of 10 mA/cm2 for the deposition on amild steel rod. In this study, the effect of sulfuric acidand nickel sulfate concentration and deposition time(from 1 to 20 min) was investigated. Zinc–nickel alloyphases varied with nickel concentrations and detected
CHEMISTRY OF SURFACES Vol. 54 No. 6 2018

ZINC–NICKEL ALLOY ELECTRODEPOSITION 1109
Fig. 7. The impact of the nickel ratio in the deposition onits weight percentage in the deposition, full square-acidbath, full circle-alkaline bath [119].
65605550454035
wt
% n
ick
el
in d
ep
osi
ts
9
12
15
18
6
wt % nickel in the bath
Fig. 8. Zinc–nickel alloy phases varied with nickel concen-trations and detected with X-ray diffraction [71].
80 90 100706050403020100In
ten
sity
, a
rb.
un
itIn
ten
sity
, a
rb.
un
it
2θ, deg
γγ
γγ
γ
γ
γγ
γ γγ γ γ γγ γ
δδδ
δδ
δδ
δ δδ
δδ
δ δ
(a)
(b)
with X-ray diffraction. Figure 8a (in Ni2+ 0.01 M) and 8b
(in 0.50 M) indicate that the increased rate of Ni2+
results in an increase in the phase γ and phase reduc-tion in δ. According to these figures, the relativeamount of phase γ and δ in the depositions (deter-mined by the height of peaks) depends on the nickelconcentration in the electrodeposition. Voltammetrycurves of this coating include two anodic peaks. Thefirst anodic peak (in –0.97 V/SHE) is associated withzinc deposition of the phase δ-(Ni3Zn22) that is trans-
ferred to the positive values. The peak height isreduced by increasing concentration of nickel. Thesecond peak appears at –0.67 V/SHE and is related tozinc dissolution in the phase γ-(Ni5Zn21) and the peak
height increases with the higher concentration ofnickel. Thus, it is concluded that by the increasingconcentrations of nickel in the bath the phase δincrease and decrease, respectively [71].
Zinc–nickel alloy coating on mild steel substrate isdeposited at different currents of sulfate bath with thechemical composition ZnSO4, NiSO4, H3BO4, Na2SO4,
and H2SO4. After dipping, the potential is reduced
about –560 mV/SCE and deposition were done withthe additional potential for very low nucleation. Notethat such initial potential amounts are associated withthe mild steel substrate. Next, zinc concentrationincreases to produce new phases of ZnNi (Probablyphase γ). At low polarization, nickel deposition is sig-nificantly reduced due to the presence of zinc and zincdeposition that is stimulated by the presence of nickel.The potentiometric test indicates the additionalabsorption process possibly related to the middle
( ). The cathode current density increases up
leads to the more negative values of the surface poten-tial. Cyclic voltammetry in Fig. 9 indicates the pres-ence of four peaks in progressive and reverse scanning.
adZnNi+
PROTECTION OF METALS AND PHYSICAL CHEMISTR
Mild steel electrode is within the range of –0.7 to
‒1.2 V/SCE in the cycles. The first peak starting from
‒1.07 V/SCE is indexed to the simultaneous reduc-
tion of Ni2+ and Zn2+. Increasing current density in
the negative potentials from –1.15 V/SCE is associated
with hydrogen release reaction and sulfuric acid reduc-
tion. Anode dissolutions of the third and fourth peaks
are related to the zinc and nickel dissolution from the
phases. After the fourth peak, the flow approaches zero
indicating that the deposited zinc–nickel alloy coating
is mostly removed from the surface [120].
The effect of bath parameters and add-on on the
chemical composition of the bath with ZnO, KOH,
and NiSO4 is investigated through the statistical stud-
ies. The nickel value and thickness are 1–6 wt % and
1–8 μm by changing the parameters and adding the
bath [121]. In another study, the sulfate bath is used to
evaluate the effect of the add-on. The compositions of
soluble are ZnSO4, NiSO4, H3BO4, and Na2SO4.
Solution pH is set by 10% sulfuric acid or sodium
bicarbonate solution. The zinc plate is used as the
anode. The anode is activated in the 10% sulfuric acid.
Killed steel plates of cell baths are polished mechani-
cally to provide smooth surfaces used for degreasing in
boiling Trichloroethylene. The shells and killed steel
plates are removed by immersion in a solution of 10%
sulfuric acid [46].
Y OF SURFACES Vol. 54 No. 6 2018

1110 LOTFI et al.
Fig. 9. Pure zinc (a) and zinc–nickel alloy (b, c) depositedon cyclic voltammetry conditions (maximum current Ic =15 mA, 0.3 V/min and T = 30 ± 2°C in the electrodeposi-tion solution on steel with the cycle –0.7 to –1.2 V/SCEand return to –0.5 V/SCE) [120].
–400–600–800–1000–1200–20
I, m
A c
m2
0
10
–10PEAK I
a
PEAK II
PEAK III
PEAK IV
Zn onlyZn–Ni alloy (1st cycle)Zn–Ni alloy (20th cycle)
E, mV SCE
bc
a
b
c
Fig. 10. SEM images of zinc–nickel deposits present thezinc–nickel coating morphology changes [124].
(b)
50 μm
50 μm 50 μm
50 μm
50 μm
(c) (d)
(e)
(a)
In order to achieve better properties, the pulsemethod is used for depositing of zinc–nickel alloy[122]. In a study based on pulse coating method, thesulfate bath ZnSO4, NiSO4, and Na2SO4, and the
pulse current density 60 mA/cm2 with the on time 0.2 msand off time 0.0 to 2.0 ms and the total on/off time ofthe 60 s were used. The morphology of zinc–nickelcoating described and changed from triangular-pyra-mid-shaped to pyramidal shaped crystals [123].
In addition to the sulfate baths used by sulfatechemical composite in zinc and nickel used for coat-ing, in another study, the nickel sulfate and zinc oxidewere used to create coating alloy. Electrolytic zinc–nickel coating is obtained by the alkaline bath contain-ing ZnO, NaOH, ethylenediamine, triethanolamineand solutions of Ni where ethylenediamine and tri-ethylamine are complex factors and 20 mL/L of nickelis combined and is kept constant during the experi-ment. ZnO and NaOH concentration is varied duringthe test. The Ni solution was carried out by combiningethylenediamine and triethylamine and dissolvingnickel sulfate in the solution. Complexing agents ofethylenediamine and triethylamine that form a stable
complex with the ion Ni2+ were used as the solvent fornickel sulfate in an alkaline bath. Electrodepositiontests were done in the cell equipped with a cathodemade of steel (St12) and nickel anode. Nickel contentand Zn–Ni deposition thickness were used as theresponse to changes. The results of this experimentshowed that the concentration of NaOH does notchange the nickel content in the deposition but its highconcentration reduces zinc–nickel coating thickness.When the concentration of NaOH is increased, a uni-form compressed deposition is observed. The XRDresults showed that all coatings only present the cubicphase γ structure (Ni5Zn21). Increasing the concentra-
tion of NaOH shows the grain size reduction. Theresults of XRD are confirmed by the SEM observa-tions of Fig. 10, where perfectly smooth surfaces,
PROTECTION OF METALS AND PHYSICAL
without cracks, and with the smallest grain size inNaOH and ZnO concentrations are seen [124].
5.1.2. Chloride bath. The zinc–nickel deposits areformed from a basic solution ZnCl2 + NiCl2 at KCl +
H3BO3 in a range of concentration of the condensa-
tion products. All chemicals and solutions are pre-pared. The electrochemical behavior of zinc and nickelare investigated by cyclic voltammetry. Figure 11 pres-ents the conventional voltammetry curves obtainedfrom alloy solutions in the presence or absence of con-densation products. In the absence of condensationproducts, three anode peaks (Ia, IIa, and IIIa) areobserved within the range of –1.095 to 0.0 V/SCE.The specifications of multiple peaks during the elec-trochemical oxidation of alloys are related to the dis-solved metals in the alloys with different intermediatephases. Three anode dissolution peaks for zinc–nickelalloy are associated with the dissolution of depositedphases δ and γ. Reduction potential in the presence ofcondensation product is shifted towards the more neg-ative values. When the potential scan is reversed, thethree anode peaks are less observed within the similarrange with lower current densities. The results showthat condensation product prevents the dissolution ofzinc–nickel alloy and increases the corrosion resis-tance of the deposition [101].
The chloride bath is used to investigate the mecha-nism of zinc–nickel deposition. In this study, the elec-trodeposition solution chemical composition are
CHEMISTRY OF SURFACES Vol. 54 No. 6 2018

ZINC–NICKEL ALLOY ELECTRODEPOSITION 1111
Fig. 11. Voltammetry curves obtained from solution 0.1 MZnCl2+ 0.05 M NiCl2 in 2.5 M KCl + 0.32 M H3BO3,pH 3.5 at different concentrations of CP: (a) 0.0 mM,(b) 0.2 mM, V = 30 mV/s [101].
Eη
0–0.4–0.8–1.2–1.6
Cu
rren
t, m
A c
m–
2
0.4
0
–0.4
0.8
–0.8
a Zn–Nib Zn–Ni in presence of CPc without metal
Potential vs. SCE/V
Eco
IaIIa
IIIa
Fig. 12. The effect of magnetic intensity on zinc–nickellayers [128].
1.00.80.60.40.200
Co
mp
on
en
t o
f N
i, %
10
15
20
25
5
30 100
95
90
85
80
75
70
Co
mp
on
en
t o
f Z
n,
%
Magnetic field, T
NiZn
ZnCl2, NiCl2, and KCl. The cathode is a gold layer
deposited on teflon. The results showed that zinchydroxide is electrodeposited because of an increasein pH [73].
The chloride bath is used in the early studies con-ducted on optimizing the electrolytic bath through cellmethods. NiCl2, NH4Cl, boric acid, nitric acid and
Thiamine hydrochloride are used to deposit electro-lyte containing ZnO. The killed steel plated active sur-face area of the cathode is used after preparation. Byadding small amounts of thiamine hydrochloride, asignificant improvement is seen on the gloss andhomogeneity of the deposition [125].
To improve the coating properties of the alloys, thepulsed current density is investigated. In one of thesestudies, the chloride bath was used to investigating thepulsed current density. Zinc–nickel alloy pulsed elec-trodeposition was carried out on a mild steel plate oron rotating disc electrodes of chloride bath ZnO,NiCl2, NH4Cl, and H3BO3. The results showed that
the on-time did not affect the Ni content of depositsby the pulsed current [26].
In another study, in order to investigating electro-deposition the chloride base, electrolyte was used byadding an appropriate amount of compounds ZnCl2,
NiCl2, (Sodium lauryl sulfate) SL, and boric acid by
stirring in distilled. Sodium lauryl sulfate is used as thewetting agent to reduce the risk of cavities. This specialwetting agent is used for its wide application in theindustry. Boric acid is used to maintain the pH of thebath. The advantage of using a high amount of metal isthat the high current densities can be used and pro-duce thick deposits. The setting is performed by add-ing hydrochloric acid (to decrease pH) or ammonia(to increase pH). By increasing nickel content, grain
PROTECTION OF METALS AND PHYSICAL CHEMISTR
refinement in the deposits decreases to nanocrystal-line size [82].
Interesting analyses are performed on the effect ofmagnetic field on electrochemical deposition of zinc–nickel alloy coatings [126, 127]. To study the effect ofthis field, the chloride bath including ZnCl2, NiCl2,
KCl, NH4Cl2, and H3BO3 were used. The deposition
was done in the magnetic field parallel to the elec-trodes. Figure 12 indicates the effect of magnetic fieldon the concentration of elements in depositions. Asthe figure suggests, nickel concentrations in the
deposit are between 5–10 wt %. Besides, Ni2+ and
Zn2+ ions have an equal positive charge but the mass of
Zn2+ is lower than Ni2+. Thus, at first, the ions are
accelerated under the same electrical power. Zn2+ ionsform the colloids cathode Zn(OH)2 along with zinc.
When a magnetic field is investigated, a force againstthe Zn(OH)2 colloids accelerates nickel deposition pro-
cess [128]. In another study, the effect of magnetic fieldon the deposition of alloy coating is analyzed in the chlo-ride bath with the composition ZnCl2, NiCl2, boric acid,
NH4Cl, gelatin, and glycerol and pure zinc anode and
killed steel cathode. The polarization curve in Fig. 13presents the corrosion resistance of these coatings in adifferent magnetic field. The optimal mode is obtainedin the field 0.6 T with 8.5 mm/y [129].
The deposition of zinc–nickel alloy coating in thechloride bath was used from ZnCl2, NiCl2, H3BO3,
and hexylsulphate for the alloy deposition of nickel upto 20 wt %. Figure 14 indicates the alloy coating sur-face with different nickel concentrations in zinc–nickel alloy coating. As shown in this figure, byincreasing nickel concentration the structure becomesfine-grained [130].
An example of optimized chloride bath with acidicpH can refer to the bath with a chemical compositionzinc chloride, nickel chloride, NH4Cl, KCl, glycine,
and gelatin. The deposition was done by pure zincanode and the air was used for stirring. Optimization
Y OF SURFACES Vol. 54 No. 6 2018

1112 LOTFI et al.
Fig. 13. The behavior of potentiodynamic polarization ofzinc–nickel coatings obtained from the optimal bath atdifferent magnetic fields [129].
0.01
Po
ten
tia
l (V
) vs.
SC
E
–1.2
–1.1
–1.0
–0.9
–0.8
–0.7
–1.3
1E-31E-41E-51E-61E-71E-81E-91E-10
Current density, A cm–2
(Zn–Ni)B = 0 T
(Zn–Ni)B = 0.4 T
(Zn–Ni)B = 0.6 T
(Zn–Ni)B = 0.8 T
(Zn–Ni)B = 1.0 T
Fig. 14. Zinc–nickel alloy electrodeposition by: (a) 8.5 wt %and (b) 14.5 wt % nickel with the current density 5 mA/cm2
[130].
(b) 1 μm
1 μm(a)
Fig. 15. SEM (magnification 500) image of zinc–nickelalloy deposit resulting in current densities 10, 20, 30, and40 mA/cm2 (all at pH 4) [131].
(b)
50 μm
50 μm 50 μm
50 μmc, d, 3 A/dm3
c, d, 1 A/dm3 c, d, 2 A/dm3
c, d, 4 A/dm3
(c) (d)
(a)
criteria are to create a smooth and uniform zinc–nickel coating on killed steel. For example, Fig. 15presents the effect of current density on the surface ofdeposit, where the resultant deposit has a smoothersurface than the rest of the deposits with different cur-rent densities [131].
5.1.3. Sulfate, acetate, non-cyanide sulfamate, andammonium baths. One of the baths with chemicalcomposition is the sulfate–acetate electrolytes. In thisbath, the [Ni]/[Zn] concentration ratio is analyzed inthe range of 0.1–4 by keeping [Ni] + [Zn] = 0.5 Mconstant. The potentiodynamic polarization curves ofthe solutions with different combinations demonstratethat the increase in [Ni]/[Zn] concentration ratioincreases the inhibition of the alloy deposits [132].
Zinc–nickel alloy deposition was analyzed in ace-tate bath. Zn-Ni binary alloys were electrodepositedon mild steel sheets of the bath containing zinc acetate(Zn(CH3COO)2), nickel acetate (Ni(CH3COO)2),
and acetic acid (CH3COOH). Figure 16 presents the
polarization curves for nickel, zinc and zinc–nickelalloys electrodeposition under similar circumstances.Curves of polarization for the deposition of zinc andzinc alloy present small cathode peak C which rep-
resents the H+ ions discharge. The drop of cathodecurrent after potential peak C indicates the hydrogenrelease prohibition. Such behavior can be due to theformed and adsorbed zinc hydroxide barrier on thecathode surface. The hydrogen release areas are possi-bly occupied by the absorbed by zinc hydroxide [72].
Using the interesting mobile electrodepositionmethod for analyzing a similar bath to the acetate bathis among the methods that are different from the com-mon electrodeposition methods that have been ana-lyzed so far. Diffusion environment allows the cationsto penetrate into the electrode surface (cathode) so
PROTECTION OF METALS AND PHYSICAL
that the coating is investigated selectively on the
intended area. The composition used for all samples is
zinc acetate, nickel acetate, sodium acetate, and gla-
cial acetic acid. The sponge porous medium and ultra-
filtration (UF) membrane are investigated. Figure 17
presents the cross section of zinc–nickel by two
porous media. It is observed that the known coatings
with sponge had a lower porosity. Such a lower poros-
ity is obtained by the effect of investigated pressure in
the buffer action that compressed the coatings over the
deposition process [133].
CHEMISTRY OF SURFACES Vol. 54 No. 6 2018

ZINC–NICKEL ALLOY ELECTRODEPOSITION 1113
Fig. 16. Polarization curve calculated (---) and tested (__)for the electrodeposition of zinc from 0.1 M zinc acetate,0.1 M nickel acetate and zinc nickel alloy CH3COOH =0.2 M, scan rate = 1 mV/s and T = 20°C [72].
–1300–1100–900–7000
0.4
0.6
0.8
1.0
0.2
Ni
Ni
i, A
dm
–2
E, mV
C
Zn–Ni
Zn
Zn
Fig. 17. The zinc–nickel coatings cross section obtained byselected electrodeposition equipment. Potential with thereference electrode Ag/AgCl: (a) coating with low porosityproduced by sponge at –0.3 V (b) coating with higher [133].
(b) 50 μm50 μm(a)
Fig. 18. SEM images of zinc–nickel pulsed electrodeposi-tion in the mentioned current density at room temperaturefor 30 minute [134].
(b)50 μm 50 μm(a)
Zinc–nickel alloy electrodeposition with pulsed
electrodeposition was performed by non-cyanide
sulfamate bath. Electrochemical deposition with the
chemical composition includes zinc sulfamate, nickel
sulfamate, boric acid, ammonium chloride, β-naph-
thol, sodium lauryl sulfate. Figure 18 presents the
SEM image of zinc–nickel alloy pulse electrodeposi-
tion at the current densities 5 and 15 mA/cm2. Depos-
ited zinc–nickel alloy layer grain size in 5 and
PROTECTION OF METALS AND PHYSICAL CHEMISTR
15 mA/cm2 is 6 and 2.5 μm, respectively. The compar-ison between the micrographs indicates the reducedgrain size with increasing current density. Such adecrease in grain size might be due to the fact that athigher current densities deposition rate is higher andthus adatoms are largely nonmoving and join the layerwith less surface movement and therefore the grainsize is limited [134].
Zinc–nickel electrodeposition under galvanostaticconditions at a constant thickness of 10 μm in theammonium bath with a chemical compound of ZnCl2,
NiCl2 and NH4Cl is obtained by adding HCl and NH3.
By adding ammonium, a shell with the chemical com-position 9.4–14 wt % Ni Was developed [135]. Thesummary of results from the acid bath for electrodepo-sition of Zn–Ni alloy coating is indicated in Table 1.
5.2. Electrodeposition from Alkaline Baths5.2.1. Sulfate bath. To analyze the effect of current
density of deposition on zinc–nickel alloy coatingproperties, the ammonium bath with the sulfate com-pounds and concentrations of NiSO4, ZnSO4, Na2SO4,
(NH4)2SO4 and NH4OH was investigated. As shown
in Fig. 19, the surfaces resulting from zinc–nickelcoatings are gray and smooth. The coatings are crack-free and indicate a good adhesion to the substrate.Small cracks are only observed on the deposited coat-ing surfaces [39]. Furthermore, in an earlier similaranalysis (by the same researchers), electrochemicaldeposition and the analysis of the composite proper-ties of the zinc–nickel coating with nickel particles wasperformed. The deposition was done to obtain a coat-ing thickness of 20 μm, where the nickel plate was usedas the anode. All zinc–nickel coatings with nickel par-ticles were detected with the pale and light gray sur-faces. Similarly, the coatings were crack-free and indi-cated a good adhesion to the substrate. Figure 20 pres-ents the images of the surface of these cracks. Byincreasing the current density, the impact current andagglomeration of nickel grains happen [136].
For the electrochemical deposition of phase γ ofzinc–nickel alloy, the alkaline bath with the chemicalcomposition of ZnSO4, NiSO4, and sodium acetate
was used. Zinc–nickel alloy with 8–15 wt % nickel onstainless steel deposited for corrosion protection. Fig-ure 21 presents the X-ray diffraction pattern of phase γof zinc–nickel alloy with a molar ratio 3 : 1 (ZnSO4 :
NiSO4). Direction (330) in diffraction pattern pres-
ents phase γ [137].
To optimize zinc–nickel alloy coating and therelease of hydrogen on zinc–nickel alloy, the sulfatebath was used. The alkaline sulfate bath has a chemicalcomposition including ZnSO4, NiSO4, Na2SO4, and
NaOH. ZnSO4 concentration is based on the ionic
ratio Zn/Ni and pH of electrodeposition bath is set byNaOH and H2SO4. Using the experimental strategies,
the optimum deposition is obtained at 50°C, current
Y OF SURFACES Vol. 54 No. 6 2018

1114
PROTECTION OF METALS AND PHYSICAL CHEMISTRY OF SURFACES Vol. 54 No. 6 2018
LOTFI et al.
Tabl
e 1.
Su
mm
ary
of
resu
lts
of
rese
arc
h c
on
du
cte
d o
n z
inc
–n
ick
el
all
oy
co
ati
ng i
n a
cid
bath
* N
.R.
= N
ot
rep
ort
ed
.
Co
ati
ng c
om
po
siti
on
Tem
pera
-
ture
, °C
Tim
e,
min
Cu
rren
t d
en
sity
,
mA
/cm
2p
HT
hic
kn
ess
,
μm
Ni,
wt
%P
ha
sei co
rr,
μA
/cm
2
Eco
rr,
mV
vs.
SC
E
Refe
-
ren
ce
Zn
Cl 2
–N
iCl 2
–K
Cl–
NH
4C
l–H
3B
O3
30
32
06
N.R
.5
–21
N.R
.0
.1–
0.3
–8
00
to
–9
00
[12
8]
Zn
Cl 2
–N
iCl 2
–H
3B
O3–
NH
4C
lN
.R.
19
10
25
N.R
.γ
0–
0.1
5–
14
52
[15
7]
Zn
Cl 2
–N
iCl 2
–N
H4C
l10
–7
06
015
5N
.R.
11–
68
γN
.R.
N.R
. [
38
]
Zn
Cl 2
–N
iCl 2
–N
H4C
l–N
aS
CN
–2
3N
.R.
50
5N
.R.
N.R
.N
.R.
N.R
.N
.R.
[11
5]
Zn
Cl 2
–N
iCl 2
–H
3B
O3
35
N.R
.0
–10
03
.5N
.R.
13
–17
γ0
.8–
671
to
–10
35
[17
0]
Zn
Cl 2
–N
iCl 2
–H
3B
O3
45
N.R
.7
06
.9N
.R.
3–
18
N.R
.N
.R.
–8
90
to
–10
30
[11
6]
Zn
Cl 2
–N
iCl 2
–H
3B
O3–
NH
4C
l3
52
04
04
.815
5–
15
η +
γ +
δN
.R.
–10
66
to
–10
23
[61
]
Ni(
CH
3C
OO
) 2–
Zn
Cl 2
–K
Cl–
H3B
O3
50
N.R
.2
0–
10
05
15
80
–8
7γ +
δ0
.02
–0
.05
–9
00
to
–12
00
[141
]
Zn
Cl 2
–N
iCl 2
–H
3B
O3
30
30
0–
10
03
.5N
.R.
11–
17γ
N.R
.N
.R.
[37
]
Zn
Cl 2
–N
iCl 2
–H
3B
O3–
NH
4C
l2
0–
30
N.R
.15
–3
01
–4
20
9–
10
N.R
.N
.R.
N.R
. [
15
2]
Zn
Cl 2
–N
iCl 2
–N
a2P
O4–
NH
4C
l2
0N
.R.
5–
40
4.5
614
–75
γ + δ
+ α
0.0
2–
0.0
5–
075
0 t
o –
80
0 [
45
]
Zn
Cl 2
–N
iCl 2
–H
3B
O3–
NH
4C
l–S
LS
–
Gela
tin
–S
acaro
s
40
N.R
.3
0–
60
00
3.5
N.R
.13
–15
.5N
.R.
N.R
.N
.R.
[3
5]
Zn
Cl 2
–N
iCl 2
–K
Cl–
H3B
O3
25
–5
5N
.R.
N.R
.4
.83
17–
60
γ + δ
N.R
.–
70
0 t
o –
90
0 [
20
2]
Zn
Cl 2
–N
iCl 2
–N
H4C
l2
5N
.R.
0.5
5.5
N.R
.15
–4
5γ +
δN
.R.
N.R
. [
36
]
Zn
Cl 2
–N
iCl 2
–K
Cl–
H3B
O3–
NH
4C
l18
–5
8N
.R.
0–
40
1.5
–5
.8N
.R.
10
–2
5γ +
δN
.R.
N.R
. [
16
6]
Zn
Cl 2
–N
iCl 2
–N
H4C
lN
.R.
32
05
.65
–10
N.R
.η
+ γ
+ δ
N.R
.–
92
5 t
o –
112
0 [
52
]
Zn
Cl 2
–N
iCl 2
–H
3B
O3–
SL
S2
5–
80
30
25
3.5
N.R
.8
–2
2γ +
δN
.R.
N.R
. [
19
]
Zn
Cl 2
–N
iCl 2
–H
3B
O3
50
N.R
.5
–2
03
.5–
46
–12
20
γ + δ
N.R
.N
.R.
[13
0]
NiS
O4–
Zn
SO
4–
Na
2S
O4
24
–4
0–
60
10
20
–5
0–
80
–10
02
13
5.5
–10
.5γ
N.R
.N
.R.
[2
03
]
NiS
O4–
Zn
SO
4–
Na
2S
O4
H3B
O3–
Na
3C
6H
5O
7
30
10
10
–3
03
N.R
.7
–19
, γ
7.7
–4
4.8
–717
to
–9
45
[16
5],
[20
4]
NiS
O4–
Zn
SO
4–
Na
2S
O4–
H2S
O4–
H3B
O3
30
N.R
.2
52
.58
–9
.5N
.R.
γN
.R.
N.R
. [
10
8]
NiS
O4–
Zn
SO
4–
C6H
5O
7–
(NH
4) 2
SO
42
510
30
4.3
N.R
.N
.R.
N.R
.5
.12
5–
10
63
[2
05
]
NiS
O4–
NiC
l 2–
H3B
O3
50
40
50
4–
4.5
N.R
.15
N.R
.1.2
58
N.R
. [
20
6,
20
7]
NiS
O4–
NiC
l 2–
H3B
O3–
Zn
SO
42
5N
.R.
20
5.5
–6
N.R
.11
N.R
.N
.R.
N.R
. [
20
8]
NiS
O4–
Zn
SO
4–
C6H
5O
7–
(NH
4) 2
SO
42
5N
.R.
45
5.7
N.R
.12
, γ
11.2
−9
40
[2
09
]
Zn
SO
4–
NiS
O4–
H3B
O3–
NiC
l 2N
.R.
N.R
.3
03
–4
N.R
.10
–18
η –
γ0
.04
−9
55
[11
9]
NiS
O4–
Zn
SO
4–
Na
2S
O4–
H3B
O3
20
–3
0N
.R.
10
–5
02
–5
N.R
.N
.R.
N.R
.N
.R.
N.R
. [
46
]
NiS
O4–
Zn
SO
4–
H3B
O3–
natr
ium
la
ury
l su
lph
ate
–
25
N.R
.N
.R.
410
0–
12
0N
.R.
N.R
.N
.R.
N.R
. [
210
]
NiS
O4–
Zn
SO
4–
H3B
O3–
NH
4C
l4
0–
50
10
–15
50
–15
03
–5
N.R
.13
γN
.R.
N.R
. [
85
]
NiS
O4–
Zn
SO
4–
Sn
SO
46
0N
.R.
40
1–
23
514
γN
.R.
N.R
. [
191
]
NiS
O4–
Zn
SO
4–
Na
2S
O4–
H3B
O3
N.R
.2
0–
45
20
03
N.R
.N
.R.
N.R
.N
.R.
N.R
. [
211
]
NiS
O4–
Zn
SO
4–
Na
2S
O4
50
N.R
.5
02
1.3
13
γN
.R.
N.R
. [
212
]
NiS
O4–
Zn
SO
4–
Na
2S
O4–
NiS
O4
50
N.R
.2
0–
40
22
09
η +
γN
.R.
N.R
. [
10
0]
∂ ∂

ZINC–NICKEL ALLOY ELECTRODEPOSITION 1115
Fig. 19. The surface morphology of zinc–nickel coatings obtained at different current densities: (a) 20, (b) 30, (c) 40, (d) 50 [39].
(b)5 μm 5 μm 5 μm
5 μm5 μm
(c)
(d) (e)
(a)
density 25 mA/cm2, pH = 13, and the ionic ratio of
Zn/Ni 0.9 [138].
5.2.2. Chloride bath. Chloride baths that are ana-
lyzed in the alkaline range are scarce. To study the fac-
tors affecting the zinc–nickel alloy coating properties
such as temperature, pH, the ratio of components, and
the effect of additives the chloride solution within the
range of pH = 7–8 was used. This bath included the
materials with the concentration of NiCl2, ZnCl2,
KCl, and HEDP (coordinating agent), and other
additives with working conditions and current density
8.5–20 mA/cm2 where the zinc is the anode. Effects of
parameters based on nickel content in the bath are
PROTECTION OF METALS AND PHYSICAL CHEMISTR
Fig. 20. Zinc–nickel coating surface morphology with pre-cipitated nickel particles at the current density of (a) 30, (b) 50[136].
(b)30 μm 30 μm
30 μm(c)
(a)
optimized withvalues 25–150 g/L under the working
conditions 10 mA/cm2 and 25°C [9].
5.2.3. Commercial alkaline baths. An example ofalkali baths containing NaOH, the base solution , pol-isher, Ni and Zn ions were used in the research con-ducted by Hajjami et al. [47] zinc–nickel alloy deposi-tion was carried on plain carbon steel using commer-cial alkaline electrolyte solution with the dissolution ofthe reagent ZnO, NiSO4, NH2CH2CH2NH2 and
NaOH. Copper and platinum sheets were used as thecathode and anode, respectively. Figure 22 illustratesthe SEM images of zinc–nickel alloy deposition in 50
and 100 mA/cm2. The nickel concentration in the
deposits at 50 and 100 mA/cm2 deposits of the eth-
Y OF SURFACES Vol. 54 No. 6 2018
Fig. 21. The X-ray diffraction pattern of phase γ of zinc–nickel alloy coating obtained by alkaline sulfate bath [137].
1009080706050400
Inte
nsi
ty,
cp
s
200
300
400
100
Ga
mm
a (
33
0)
2θ, deg
SS
SS
SS
SS

1116 LOTFI et al.
Fig. 22. SEM images of zinc–nickel alloys of zinc solu-tions containing ethylenediamine and triethanolamine[83].
(b)
400 nm
50 A m–2
EDA
TEA
(c) (d)
(a)
100 A m–2
Fig. 23. X-ray diffraction patterns of zinc–nickel codepos-ited coating [41].
80 90706050403020
Inte
nsi
ty
γ(411
) (3
30
)
Fe
γ(3
32
)γ(
42
2)
γ(510
) (4
31
)
γ(5
21
)
γ(4
42
) (6
00
)
γ(4
44
)
γ(5
52
)
Fe
γ(811
)
Fig. 24. X-ray diffraction image of zinc–nickel coatingsand zinc–nickel with Al2O3 particles at various concentra-tions of Al2O3 (5, 10, and 15 g/L) [140].
110 120100908070605040
Zn–Ni (a)
Inte
nsi
ty,
a.u
.
Zn–Ni–Al2O3 5 g/L (b)
Zn–Ni–Al2O3 10 g/L (c)
Zn–Ni–Al2O3 15 g/L (d)
Cr Kαλ = 2.2897 nm
γNi 5
Zn
21 (
33
0)
γNi 5
Zn
21(6
00
)
(a)
(b)
(c)
(d)
2θ, deg
ylenediamine solutions is 9.8 and 13.8 wt % while the
deposits are at 50 and 100 mA/cm2 of triethanolaminesolution as 8.4 and 79.2 wt %, respectively. The depo-
sition obtained at 50 mA/cm2 of ethylenediaminesolution presents the smooth surface of the trigonal-
pyramid (Fig. 22a) while at 100 mA/cm2 the dark edgeof the trigonal pyramid is observed (Fig. 22b). In addi-
tion, in the deposition of 100 mA/cm2, small crystalsin the form of the crystalline core are seen above the
inner surface. Furthermore, the deposit at 50 mA/m2
of the solution triethanolamine shown in Fig. 22c hasa smooth surface consisting of fine grains while thedeposit presented in Fig. 22d could be observed asplane blocks. Surface morphology dependence with acurrent density in triethanolamine creates alloy com-position. The nickel concentration in depositions ofethylenediamine solutions is almost similar to that oftriethanolamine solution and the surface morphologyof both deposits is compared. In the deposits in eth-ylenediamine solution, the crystal plate surfaces aresmoother and few cracks are observed between thecrystal plates in the deposits obtained by triethanol-amine solution [83].
In Fig. 23, the X-ray diffraction pattern of code-posited zinc–nickel coating is shown. Zinc–nickelalloy coatings of the non-cyanide commercial alkalinebath are deposited. Alkaline solution contains zincoxide, nickel sulfate, sodium hydroxide, complexingagent (amine), and suitable additives. The coatingswith the nickel content between 14 wt % (15.4 at %)and 17 wt % (18.6 at %) are deposited in this bath. Thecoatings presented 1000 h corrosion resistance in saltspray chamber without any effects of red rust. X-raydiffraction lines of this coating presented the phaseγ-Ni5Zn21 without any other phase [41].
X-ray diffraction spectrum of zinc–nickel coatingin commercial alkaline bath has the chemical compo-
PROTECTION OF METALS AND PHYSICAL
sition of zinc oxide, nickel sulfate, sodium hydroxide,complexing agent (amine), and suitable additives.Under these circumstances, the coating with nickelcontent between 14–17 wt % is obtained. The corro-sion resistance of the coating is 1000 h in the naturalsalt spray without red rust [139].
In the electrodeposition of zinc–nickel composite,alloy with alumina particles and alkaline bath withchemical composition NaOH, zincate75 (includingzinc and NaOH), Ni-CPL were used. Deposition cur-rent density of composite is kept constant at
20 mA/cm2 by potentiostat-galvanostat. Figure 24presents the X-ray diffraction of composite coatings.As seen in this figure, the amount of Al2O3 and the
phase γ value increases and the preferential orientationappears at (330) and (600) [140]. Table 2 presents theproperties of Zn–Ni alloy coating of electrodepositedfrom the alkaline bath.
CHEMISTRY OF SURFACES Vol. 54 No. 6 2018

PROTECTION OF METALS AND PHYSICAL CHEMISTRY OF SURFACES Vol. 54 No. 6 2018
ZINC–NICKEL ALLOY ELECTRODEPOSITION 1117
Tabl
e 2.
Su
mm
ary
of
resu
lts
of
rese
arc
h c
on
du
cte
d o
n z
inc
–n
ick
el
all
oy
co
ati
ng i
n a
lka
lin
e b
ath
* N
.R.
= N
ot
rep
ort
ed
.
Co
ati
ng c
om
po
siti
on
Tem
pera
-
ture
, °C
Tim
e,
min
Cu
rren
t
den
sity
,
mA
/cm
2
pH
Th
ick
ness
,
μm
Ni,
wt
%P
ha
sei co
rr,
μA
/cm
2
Eco
rr,
mV
vs.
SC
ER
efe
ren
ce
NiS
O4–
Zn
SO
4–
Na
2S
O4–
(NH
4) 2
SO
4–
NH
4O
H2
5N
.R.
20
–6
09
–10
N.R
.14
–18
Ni 2
Zn
110
.9–
0.4
1–
791
to
–8
02
[3
9,
13
6]
NiS
O4–
Zn
O–
NaO
H–
[NH
(CH
2C
H2–
NH
2) 2
]–
DE
TA
N.R
.N
.R.
15
–3
513
.512
–15
14
–16
γN
.R.
–9
90
to
–11
09
[213
]
Zn
O–
Na
OH
–N
iSO
4–
TE
A–
N.R
.N
.R.
30
13
–14
N.R
.5
–10
η-N
i 3Z
n2
2–
Ni 5
Zn
21
0.0
177
−9
98
[11
9]
Zn
O–
NiC
l 2–
Na
2P
O4–
NH
4C
l2
0N
.R.
5–
40
7.5
621
–8
9γ +
δ +
α0
.03
–0
.8–
95
0 t
o –
13
00
[4
5]
Zn
O–
NaO
H–
NiS
O4–
[NH
(CH
2C
H2_
NH
2) 2
]–2
5N
.R.
5–
50
N.R
.N
.R.
12
.5–
14
η +
γ0
–0
.04
–5
00
to
–15
00
[5
4]
NiS
O4–
Zn
O–
Na
OH
–2
5N
.R.
20
N.R
.13
14
–17
γN
.R.
N.R
. [
41
]
NiS
O4–
Zn
O–
Na
OH
-Tri
eth
an
ola
mie
-eth
yle
ne-
dia
mie
18
10
10
N.R
.3
15
–2
0γ
N.R
.N
.R.
[12
4]
NiS
O4–
Zn
O–
Na
OH
-Am
ine-T
rieth
an
ola
mie
25
N.R
.2
0N
.R.
N.R
.14
–17
γN
.R.
N.R
. [
13
9]

1118 LOTFI et al.
Fig. 25. Cyclic voltammetry curves for steel in differentconcentrations of nickel sulfate at the scan rate 5 mV/s at30°C [71].
–500–600–700–800–900–1000–1100–0.010
i, A
cm
–2
–0.005
0
0.005
0.010
E vs. Ag/AgCl mV
0.10 M
0.20 M
0.30 M
0.40 M
0.50 M
6. EFFECTS OF BATH PARAMETERSON ZINC–NICKEL ALLOY COATINGS
Many studies have been conducted on the factorsaffecting the electrochemical deposition of zinc–nickel alloy coating and their results [141, 142]. Tem-perature, pH, current density, concentration, etc. areamong the electrochemical deposition bath parame-ters that have a major effect on properties and chemi-cal composition of the surface [143–145]. Optimiza-tion of these parameters is studied in several studies[146–149]. In addition to the chemical composition,thickness and surface morphology, hardness and cor-rosion resistance are among determining factors in theoptimal state [150]. In the following, some of thesestudies are discussed.
6.1. Compositions and AdditivesIn an electrodeposition bath, optimizing the vari-
ous concentrations of metal ions in the electrodeposi-tion solution is important especially when industrialelectrodeposition process of zinc–nickel alloy isdeveloped [151]. The effect of bath compositions oncharacteristics of coatings such as brightness [152] isconsidered as a means of a change in its concentrations[82, 153].
6.1.1. Zinc sulfate. In a conducted survey to under-stand the zinc ion effect, the sulfate concentration wasaltered while the sodium sulfate, boric acid, andCTAB being kept. At lower zinc sulfate concentra-tions, the bright deposit was observed. At a lower cur-rent density range, a thin deposit was observed. It isnoticeable that the cell pattern has no burned depositswhen the zinc sulfate concentration is 200 g/L. Athigher concentrations, there is no change in nature ofthe deposit. Zinc concentration at 200 g/L is provenoptimal [46].
6.1.2. Nickel sulfate. To find out the impact ofnickel metal ion, the nickel sulfate was varied bypolynitroaniline, zinc sulfate, sodium sulfite, boricacid, and CTAB. At lower concentrations of nickelsulfate, the bright deposition was observed. With theincrease in the concentration of nickel sulfate, thebright deposition was developed [46]. The effect ofnickel concentrations in solution on the cyclic voltam-metry cathodic polarization is presented in Fig. 25.Deposition potentials are shifted to positive valueswith increased nickel concentrations. In addition, thecathode current peak is associated with the release ofhydrogen which consequently is reduced by increasing
Ni2+ concentration. The phenomenon is caused by
adsorption competition between Ni2+ and H+ tooccupy the active sites by which the preferential
adsorption of nickel is increased by increasing Ni2+
concentration [71].
6.1.3. Sodium Sulfate. Sodium sulfate is commonlyadded to bath solution for increasing the conductivity[46, 71, 114]. At lower sodium sulfate concentrations,
PROTECTION OF METALS AND PHYSICAL
the cell patterns present burned deposits. The burnedareas without coatings are reduced when the nickelsulfate concentration exceeds 80 g/L. When the con-centration of sodium sulfate reaches 100 g/L, thebright deposit provides. Thus, increasing the concen-tration of sodium sulfate had no effect on the nature ofthe deposition. Based on these observations, sodiumsulfate concentration is fixed at 100 g/L as the opti-mum [46].
6.1.4. ZnCl2. In an electrodeposition chloride
bath, ZnCl2 concentrations were studied by keeping
other additives constant. The variations of the ZnCl2
concentration change nickel concentration in thedeposit in the range of 12.2–14 wt %. As expected, thehigher ZnCl2 concentrations in the bath first give
higher zinc amount (lower nickel). However, as Bren-ner [50] suggested, the alloy composition has anapproximate dependence to increasing the amount ofZnCl2 in the bath. The results show that the electrode-
position under these conditions is anomalous at thearea above the concentration of ZnCl2. The concen-
tration of nobler metal (nickel) is much lower than itsvalue in the bath. The changes in nickel percentageions in the bath between 26.5 and 68% calculated bythe ratio of Ni/(Zn + Ni) in the bath are presented bychanging the zinc content of the bath (adding ZnCl2)
while nickel concentration in the bath is kept constant.Using different electrolytes and direct electrodeposi-tion conditions, similar results were observed in somestudies. The electrodeposit surface morphology is notsignificantly affected by the changes in the concentra-tion of ZnCl2 in the tested range. As a typical example,
the SEM image for zinc–nickel alloy produced inconcentrations of ZnCl2 is shown in Fig. 26. The
deposits have a fine grain structure with average of
CHEMISTRY OF SURFACES Vol. 54 No. 6 2018

ZINC–NICKEL ALLOY ELECTRODEPOSITION 1119
Fig. 26. SEM image of zinc–nickel alloy pulsed electricaldeposition at a concentration of 300 g/dm3 ZnCl2 [82].
0.60.50.40.30.20.180
0
Cu
rren
t effi
cie
ncy,
%
90
95
85
100
Concentration of formic acid, mol/L
grain size of about 0.5–2 μm. This result is expectedbecause the chemical composition had no specificchanges. Moreover, it was also observed that nickelconcentration in the deposition is an importantparameter in controlling the morphology of the pulseplated zinc–nickel alloys. All deposits had singlephase γ caused by the XRD experiments. Based on theabove results, it is concluded that the resulting chemi-cal composition (12–14 wt % Ni) for corrosion pro-tection is obtained with the input ZnCl2 range. How-
ever, the high levels of ZnCl2 are selected to increase
the electrical conductivity of the bath [82].
6.1.5. NiCl2. A series of tests are done in the chlo-
ride electrodeposition bath to determine the individ-ual effects of NiCl2 concentration in the bath on the
chemical composition, morphology, and phase struc-ture distribution in the deposit. The amount of depos-ited nickel is increased up to 12.5 wt % by increasingNiCl2 in the electrolyte. These results are consistent
with other studies indicating that by increasing thenickel ions in the bath the nickel concentration of thedeposition also increases. It is proposed that the linearrelationship observed in the low range of NiCl2 is in
accordance with the theory that the reduction ofnickel ions is controlled by the influence. The mor-phology of deposition produced show that for depositsgenerated at low concentration of NiCl2, the smooth
surface morphology is obtained and the structureincludes both fine-grained γ and coarse η crystalsphase. With increasing NiCl2 concentrations, the
deposit is very smooth and includes the phase γ withfine grain nodded morphology with a grain size ofabout 0.5–2 μm. Besides, there is an additional bene-fit of using high NiCl2 concentration to produce a
fixed concentration of deposit that even more f luctu-ations of NiCl2 concentration in the bath do not
change the chemical composition of the deposit. Sim-ilar effects of f luctuations in the concentration of inthe bath at the lower range result in higher relativechanges in the chemical composition and the phasepresence in the closer control of bath chemistry [82].
PROTECTION OF METALS AND PHYSICAL CHEMISTR
6.1.6. Boric acid. The effect of boric acid on the
electrochemical deposition of zinc–nickel alloy layers
is highly complicated [71]. The purpose of adding
boric acid in electrodeposition bath is to control the
H+ ion in the bath solution. To see the optimal con-
centration of boric acid, the concentration is varied by
keeping other additives at optimal levels. At lower con-
centrations of boric acid, the deposit is bright in a
higher current range. The bright area is developed by
boric acid. Since the higher concentration of boric
acid has no effect on the pattern of cell pattern [46].
Experiments show that in most cases boric acid shifts
nickel concentration in the alloy toward the nickel-
rich phases to prevent the deposition (by alloying).
Boric acid also blocks the release of hydrogen. It is
expected that neutral molecules are boric acid are
replaced by the adsorbed anions (sulfates and chlo-
rides) in the negative electrode in an electrochemical
deposition due to more negative electrostatic force.
When boric acid exists electrode surface, it is expected
to affect all the intermediate processes (release of
hydrogen, zinc, and nickel deposits) [154]. Boric acid
either forms a complex with Ni2+ and is used as a
homogeneous catalyst or absorbed on the electrode
surface. This acid has a special role in the morphology
and composite characteristics. The presence of boric
acid increases the efficiency of the deposition process,
the amount of zinc in the deposited alloy and nucle-
ation density. These effects are attributed to the
absorption reactions at the electrode surface. More-
over, boric acid is a buffer to hold electrolyte pH. Sim-
ilar effects of boric acid are observed during zinc–
nickel alloy deposition in sulfate baths [155]. It also
indicated that the impact of boric acid at different
ratios of Ni/Zn is due to the discharge reaction of H+
[156]. Boric acid at different concentrations is used in
a chloride bath for galvanostatic coating of zinc–
nickel alloy with different concentrations of H3BO3.
Figure 27 presents the corrosion rate of zinc–nickel
coatings obtained by measuring the weight loss in
NaCl solution. As shown in this figure, by increasing
the formic acid in solution, the corrosion rate is and
does not change thereafter. This behavior is attributed
to the reduction of nickel content in the deposition
[157]. Figure 28 presents summary of effect of compo-
sitions Zn–Ni alloy coating bath.
6.1.7. Polynitroaniline. The effect of polynitroani-
line deposition was investigated in Hall Cell bath with
the basic components of zinc sulfate, sodium sulfate,
CTAB and rough dark boric acid deposition. To
improve the deposition nature, polynitroaniline was
dissolved in ethyl alcohol and a certain amount of this
solution was added to the bath. The bright deposition
is developed between the current density of 10 and
30 mA/cm2. The deposit is dark at a lower density,
while it is burned at high current densities. With
increasing the concentration of polynitroaniline has
Y OF SURFACES Vol. 54 No. 6 2018

1120 LOTFI et al.
Fig. 27. Corrosion rate obtained by measuring the weightloss of electrodeposited zinc–nickel weight [157].
10 μm
no effect on the deposition nature exceeding which a
darker deposit is achieved [46].
6.1.8. CTAB. In a study conducted in the single
sulfate bath, at low CTAB concentrations, the nature
of deposit is semi-bright. The burned deposit is
observed at the high concentration. By increasing the
PROTECTION OF METALS AND PHYSICAL
Fig. 28. The schematic of effect of compositio
NH4Cl
1. There was a co-relation between the ammonium chloride content and appearance of plating layer
2. At lower concentrations than
150 g/L, bright deposit appeared
3. At content higher than 200 g/L,
NH4Cl could easily crystallized
1. At lower conc
deposit w
2. At higher concen
no appreciable cha
nat
4. 1. The amount of deposited nickel
is increased up to 12.5 wt.% by increasing
NiCl2 in the electrolyte
2. At low concentration of NiCl2,
the smooth surface morphology is obtained
Effect of
compo
in Zn-
1. The electrodeposition is anomalous at
the area above the concentration of ZnCl2
2. The electrodeposit surface morphology is not significantly affected by the changes in the concentration of ZnCl2 in the tested range
3. The high levels of ZnCl2 are selected to
increase the electrical conductivity of the bath
Zn
ZnCl2
NiCl3
CTAB concentration, the burned area is reduced.Exceeding this concentration, no change is observedin the deposit nature. Thus, the concentration ofCTAB at 2 g/L is recorded as the optimum in the bathsolution [46]. Figure 29 presents summary of effect ofadditives on Zn–Ni alloy coating bath.
6.2. TemperatureTo optimize bright zinc–nickel alloy bath, tem-
perature plays an important role in the chemical com-position and appearance of the deposition as otherzinc alloys (Co, Fe) [158]. Analysis of electrodeposi-tion indicates that the black deposit is formed withhigher zinc ratio at a lower temperature and the brightdeposit is formed with higher nickel ratio at a highertemperature. This product may be attributed to thefact that at higher temperatures simpler deposition ofzinc causes fast filling of the cathode, leading to thehigher nickel content in the deposit [125].
Temperature is one of the important factors thechanges of which affecting the zinc–nickel alloy coat-ing properties. The effect of temperature on coating isstudied while keeping constant the other electrodepo-sition variables. Bath temperature changes the chemi-cal composition (nickel content) of the deposits. It has
CHEMISTRY OF SURFACES Vol. 54 No. 6 2018
ns on Zn–Ni alloy coating electrodeposited.
entrations, a bright
as observed
trations there was
nge in the deposit
ure
3. 1. Complexes with Ni2+
2. Acting as a homogeneous catalyst, or
absorbs on the electrode surface
3. Perfect crystal growth, uniform arrangement of crystals, refinement in crystal size and hence bright deposit is obtained
4. Act as a buffer to maintain pH
of the electrolyte bath
basic bath
sition
Ni alloy
1. Increased the conductance of
the bath solution
2. The concentration of sodium sulfate reaches 100 g/L,
the bright deposit provides
1. With increase in the concentration
the bright deposit was extended
2. With the increase in
the concentration of nickel sulfate,
the bright deposition was developed
SO4
H3BO3
NiSO4
NaSO4

ZINC–NICKEL ALLOY ELECTRODEPOSITION 1121
Fig. 29. The schematic of effect of additives on Zn–Ni alloy coating electrodeposited.
The composite film had different phases and
surface morphologies when different
concentrations of TEOS and used in surface
coating industryTetraethylorthosilicate
(TEOS)
Smooth, uniform and fine-
grained,
the surface structure included
the delta Ni3Zn22 phase
Coumarin
Benzyl triethanol
ammonium
bromide
Additives of
electrolyte for
Zn-Ni
Electroplating
The deposition of bright
Zn-Ni alloy
Grey, uniform, semi
bright
obtaining more
corrosion resistant
Polyetyleneglicol
(PEG) + Vanillin
Saccharin
Normal codeposition at
low current densities,
increasing Zn content
in the deposite
Triethanolamine,
diethanolamineCTAB, EDTA
Decrease the effective
metal ion concentration,
bright, depositions
uncoated area was
reduced
Decreased
the residual stress level,
improved corrosion
resistance
Smaller average size of the crystallites than
the nanostructured Zn-Ni coatings prepared in
the presence of coumarin
Improving homogeneity
and grain size
Thiamine
hydrochloride
(THC)
Glycerol, gelatin
veratraldehyde,
p-amino benzoic
acid
been observed that nickel concentration, in the begin-ning, is increased by raising the temperature and thenincreases much faster with the high temperature. Thisbehavior is attributed to a decrease in cathodic polar-ization and increased the kinetic parameters related totemperature. Moreover, similar behaviors wereobserved in the studies on zinc–nickel coatings forelectrical deposition and for pulsed and direct currentelectrodeposition. The effect of temperature on sur-face morphology revealed that for the deposits pro-duced the smooth surface morphology is obtained andthe structure containing the γ-phase fine grain andcoarse crystals of η phase are confirmed. At high tem-peratures, the deposition included α phase with mir-rored morphology. In addition, the structure includesa relatively high number of micro-cracks that are a signof the highly bright deposit. XRD pattern line widthanalysis for this deposit indicates that the structure iseither the nanocrystalline (almost 2 nm according toScherrer formula) or amorphous. It should be notedthat the transfer from nanocrystalline to amorphous inelectrodeposited alloys is not understandable now andX-ray diffraction and electron tests are not suitable todetermine the structure from peak widths diffractionwith crystal size lower than 3 nm. However, the resultsare in agreement with recent studies of Fratesi et al.[159] who reported that the electrodeposition of
PROTECTION OF METALS AND PHYSICAL CHEMISTR
amorphous produced is similar to chemical compo-
sition using direct current electrodeposition. The
morphological changes observed in this study are due
to the changes in nickel concentration. The bath
temperature in direct current electrodeposition had
no effect on both the crystal structure and on zinc–
nickel deposit texture. Similar results have been
reported by Fellion et al. [130] for direct current elec-
trodeposition of zinc–nickel alloys with comparable
nickel values [82].
Figure 30 presents the effect of temperature on the
nickel content of the coating. It can be observed that
the nickel amount of coating increases by 5–10 wt %
by increasing the temperature. The higher nickel con-
tent with increasing temperature can be attributed to
cathodic polarization and temperature dependence of
kinetic parameters. The observations presented some
small holes on the surface of the electrodeposition at
high temperatures due to the release of hydrogen gas
that is not eliminated. Making holes could be due to
the fact that higher temperatures activate hydrogen
release at low polarizations. Therefore, more nickel is
presented compared to the lower temperature and a
better surface quality is achieved compared to the
higher temperature [160].
Y OF SURFACES Vol. 54 No. 6 2018

1122 LOTFI et al.
Fig. 30. The effect of temperature on nickel content in theelectrodeposition of zinc–nickel alloy [160].
6040204
% N
i
6
7
8
9
5
10
Temperature, °C
Ni2+/Zn2+ ratio = 1
j = 50 mA/cm2
R = 600 rpm
c
Fig. 31. Effect of temperature on nickel concentration inzinc–nickel alloy coating deposited in the bath with vary-ing nickel percentage and 10 mA/cm2 current density[130].
302010
Nidep (%)
5
10
15
20
C R
L
60°C
50°C
40°C
Nisol (%)
Fig. 32. Polarization curves for the steel plated in sulfatebath including ZnSO4, NiSO4, H2SO4, Na2SO4, andH3BO3 at 10 mA/cm2 the current density for 10 minutes atdifferent temperatures [161].
–800 –750–850–900–950–1000–1050
logi,
A c
m–
2
–5.0
–4.5
–4.0
–3.5
–3.0
–2.5
–2.0
–5.5
E vs. Ag/AgCl/mV
25°C
30°C
35°C
40°C
50°C
The temperature effect on zinc–nickel alloy coat-ing of chloride bath can be seen in Fig. 31. As the fig-ure suggests, nickel percentage in the deposit at con-stant current density increases by raising the tempera-ture at varying amounts of nickel content in the bath.This observation implies the importance of the effectof temperature on the kinetic parameters [130].
The effect of temperature is observed in corrosionresistance properties of the zinc–nickel coatingsobtained from sulfate bath. Deposition is performed atdifferent temperatures. Figure 32 presents the result-ing polarization curves at different temperatures. Asthe results show, by increasing the temperature, corro-sion current density and corrosion rate decreases, cor-rosion potential becomes nobler, and corrosion resis-tance increases. Since by increasing the temperaturenickel content of the deposit is increased, the increasein the amount of corrosion resistance is related tonickel increase in the deposit [161]. In order to pro-duce zinc–nickel alloy film and the chloride bath, thecompound with zinc and nickel chloride was used. Inthis study, the effect of temperature on the alloy coat-ing deposition is investigated. Figure 33 illustrates theeffect of temperature on the concentration and depo-sition rate of zinc–nickel films. In order to evaluatethe effect of deposition temperature on the corrosionresistance of zinc–nickel deposits, polarization testwas performed [162].
6.3. pH
In a study conducted on deposition bath of zinc–nickel alloy, the pH was adjusted within the range of2–5. At lower pH, the deposit was semi-bright andwith a slight increase in pH, it is formed as a powderafter electrodeposition. It was observed that theappearance and concentration of nickel did notchange significantly with the pH variations [125].
PROTECTION OF METALS AND PHYSICAL
At lower pH between 2 and 2.5, the Hall cell pat-
tern presented burned deposition within the high cur-
rent density and presented uncoated area at low current
density. Guaranteed results were obtained at pH 3 and
the specimens were without burned and uncoated
areas. By increasing the pH to above 4, the deposition
becomes dull and dark. In these observations pH is
kept constant at 3 in the bath solution [46].
CHEMISTRY OF SURFACES Vol. 54 No. 6 2018

ZINC–NICKEL ALLOY ELECTRODEPOSITION 1123
Fig. 33. The effect of temperature on composition anddeposition rate of zinc–nickel film in bath chloride withpH 6, the current density of 20 mA/cm2 deposition time ofthe 1800 s [162].
33332331330329360
Dep
osi
tio
n r
ate
, m
g h
–1
80
90
100
110
70
120 20
18
16
14
12
10
8
6
4
Temperature, K
Ni
co
mp
on
en
t, %
Deposition Rate
Ni Component
Fig. 34. Nickel concentration and zinc in coatings basedon deposition current density [165].
93.3
wt
% N
ick
el
30252015104
5 35
8
12
16
20 96
92
88
84
80
wt
% Z
inc
wt % Nickel
wt % Nickel
wt % Zinc
wt % Zinc
Deposition current density, mA cm–2
91.6
88.9
15.4
18.9
11.1
8.4
6.7
84.6
81.1
6.4. Current Density
Hall cell tests were investigated for 5 min by opti-mized bath solution. The bright area is reduced andthe high current density area is coated with burneddeposition. It is concluded from these observationsthat the optimized bath produces bright deposit within
the current density of 3–40 mA/cm2 [46].
To optimize zinc nickel alloy bath for better corro-sion resistance, the effect of current density is evalu-ated. Zinc–nickel alloys (with a different composi-tion) formed on the Hall cell panel showed that thecathode current density plays an important role in sed-iment properties. The deposit range was from semi-bright to bright and then porous bright within the cur-
rent density range of 20–80 mA/cm2. Zinc–nickelalloy coatings were investigated at different currentdensities and in different physical tests. The effect ofcurrent density on nickel wt %, hardness, thicknessand resistance to corrosion are were investigated. Cor-rosion data show that the corrosion current densitydecreases with the increased corrosion protection[125]. It is observed that nickel wt % increases in thecurrent density. Since at high current density zincmetal deposition occurs more easily on the surface ofthe cathode, an anomalous behavior of electrodeposi-tion is noticed in Zn–M (the Fe and M = Ni, Co)alloys. However, the nickel wt % increases at low cur-rent density probably due to less hydrogen which pre-vents the effects of high alkaline (hydroxide saturatedmechanisms). The hardness of zinc–nickel coatingschanges within different current densities. It is con-cluded that the hardness of the coatings is reduced byincreasing the cathodic current. The reduced hardnessis related to the metal hydroxide obstacle in the crystallattice due to the excessive release of hydrogen duringelectrodeposition. Thus, through thick deposit formedat high current density, porosities with less hardnessare reported. Thus, the coatings at a high current den-sity become bright shiny deposits. The effect of cath-
PROTECTION OF METALS AND PHYSICAL CHEMISTR
ode current density on the coating thickness is linear.Linear dependence of thickness on the current densitymight be due to metal hydroxide absorbed in the cath-ode (induced by the constant increase in pH due to therelease of hydrogen gas). Zinc–nickel alloy coatingsadhesion was also investigated at different currentdensities and found that all coating, except those athigh current density, have high adhesion to thesmooth cut edges and no part of the deposit is isolatedfrom the substrate, implying that the coatings haveexcellent adhesion [163, 164].
Figure 34 presents the effect of current densities onthe electrodeposition of zinc–nickel in sulfate bath.This figure presents atomic absorption spectroscopy asweight percentage. With increasing current density, theweight percentage of nickel concentration increases up to7–19 wt %. The average grain size decreases withincreasing current density. Dislocation density andmicrostrain increased by reducing the grain size. By
increasing the current density to 30 mA/cm2 corrosionresistance improved [165].
The effect of electrodeposition of current density inan acid-sulfate bath on nickel content at 40°C is pre-sented in Fig. 35. As shown in the figure, the nickelcontent is almost doubled by increasing the currentdensity range. Increasing nickel concentration in thecoating is associated with the hydrogen prevention inthe anomalous deposition mechanism of zinc–nickelcoatings. Based on this mechanism, the activity ofnickel (less noble ion) in the bath is reduced by the for-mation of a stable complex [160]. The effect of depo-sition current density on the topography of the depos-ited coatings obtained in Kelvin probe alkaline sulfatebath is presented in Fig. 36. It is observed that the
Y OF SURFACES Vol. 54 No. 6 2018

1124 LOTFI et al.
Fig. 35. The effect of deposition current density on thenickel content of zinc–nickel alloy coating [160].
1008060440
Current density, mA/cm2
6
7
8
9
10
5
11%
Ni
Ni2+/Zn2+ ratio = 1
T = 40°C
R = 600 rpm
d
coatings obtained by the current densities have a moreuniform surface than the coatings obtained at currentdensities [39].
Deposition current density was used for the depo-sition of zinc–nickel alloy coating in the chloride bath.The effect of current density on the percentage ofnickel in the zinc–nickel alloy electric deposition ofthe bath was investigated for different nickel percent-
PROTECTION OF METALS AND PHYSICAL
Fig. 36. The topography images generated by Kelvin probe for th(d) 40, and (e) 60 mA/cm2 [39].
μm
μm
μm μm
μm
30
20
10
0200
1000
15
100
200
0
0
5
10
20
30
40
μm
μm
0200
1000
100
200
μm
0200
100
(a) (b)
(d)10
15
20
10
5
15
10
5
ages. Under the investigated working conditions, it isobserved that by increasing nickel content the deposi-tion is decreased at a constant current density of thenickel bath [130]. Furthermore, in another study, dif-ferent zinc–nickel concentrations were observed inchloride bath (Fig. 37). The reduced nickel percentagewas also observed in this study [166].
6.5. Pulse Current
It is well known that pulsed electrodepositionapplications improve pulsed electrodeposition includ-ing f lat depositions with reduced porosity, the betterflexibility, hardness and controlled deposition. It isconstantly attempted to find the pulse electrodeposi-tion parameters leading to the formation of zinc–nickel alloy coating with the best corrosion properties.Three variables can be changed in pulse electrodepo-sition, in contrast with a single variable (current den-sity) that is changed in direct current electrodeposi-tion. These variables are pulse current density (jp),
pulse time (Ton), and off time (Toff) [26, 167]. Pulsed
electrodeposition has obtained significant progresswith several electrodeposition variables and a largerpeak of current density compared to direct currentelectrodeposition over the last 20 years and reachedthe right direction to provide the materials [168].Phase structure of the alloy with anodic linear sweepvoltammetry is investigated in a solution containing
CHEMISTRY OF SURFACES Vol. 54 No. 6 2018
e coated depositions at the current densities (a) 20, (b) 30, (c) 40,
μm
0 0
μm
μm
μm
30
20
10
0200
1000
100
200
μm
0
100
200
μm
μm
0200
1000
100
200
0
10
20
30
40
(c)
(e)
510
15
20
510
15
20
15
10
5

ZINC–NICKEL ALLOY ELECTRODEPOSITION 1125
Fig. 37. Nickel percentage in the deposit as a function ofcurrent density at different concentrations [166].
403020100
Ni/Zn = 0.5
Ni/Zn = 1.5
15
20
25
10
i, mA/cm2
Ni,
%
Fig. 38. The linear sweep voltammetry curves in Na2SO4 +EDTA solution, dissolution of zinc–nickel alloys in directcurrent, and pulsed current with Toff : Ton = 1 at differentvalues of Ton [26].
–0.1 0 0.1–0.2–0.3–0.4–0.5–0.6–0.7–0.8–0.9–10
j, m
A c
m–
2
10
30
40
60
70
20
50
0
80Ton/ms
1001010.1DC
E/V vs. SCE
complex agents. Anodic linear sweep voltammetry is aconvenient electrochemical method for detecting thealloy phase structure. Two dissolution peaks areobserved in the anodic linear sweep voltammetry thatshows the presence of two different phase structure. Inall tested cases the current peak related to less noblepotential peak is more than other current peaks andcharging from this peak to another one is higher. Theincreased stop to pulse ratio shift the potential to lessnoble amounts. Compared with direct current electro-deposition, pulse electrodeposition can improve thedeposition process and some properties such as poros-ity, ductility, hardness and surface roughness. Foralloy codeposition, the pulse electrodeposition canproduce the structures that are not possible to be pro-duced by direct current electrodeposition [26]. Formost systems, electrodeposition speed that is deter-mined by current density and current efficiency inpulsed electrodeposition is usually higher than directcurrent electrodeposition. Although a large number ofworks has investigated zinc–nickel alloys electrodepo-sition, less attention has been paid to pulse electrode-position of these materials [82].
6.5.1. Ton. The effect of on time on microstructural
characteristics of deposition is studied. This tempera-ture is set for the best alloy compound with the bestcorrosion resistance (12–14 wt % Ni) obtained a thistemperature. It is observed that Ton in the tested range
has a slight effect on the composition and nickel con-tent is around 12–14 wt %. Also, the previous studiesconducted by Knodler et al. [169] on the effect of Ton
on the chemical composition of the Zn-Ni alloy deposi-tion indicate that nickel content is highly dependent onTon. The present results suggest that Ton has a special
effect on the surface morphology of the deposits suchthat all deposits had fine grain. The deposit produced atTon 75 ms indicates the normal morphology of deposits
for the range of Ton. X-ray diffraction patterns only indi-
cate the presence of γ phase for all deposits with preferredorientation (330) and (411) [82].
PROTECTION OF METALS AND PHYSICAL CHEMISTR
In a study, chloride bath is used to deposit thezinc–nickel alloy, using pulsed current and squarewave cathode pulses. Pulsed deposition time as thealloy chemical composition resulting in constant cur-rent density is presented in Fig. 38, where the nickelcontent is analyzed within the time, Ton. The increased
ratio of stop to pulse results in reduced amount ofnickel in the alloy; however, all zinc–nickel alloysrequire nickel concentration of 10–15 wt % to have agood corrosion protection [26].
6.5.2. Toff. Similar to Ton, Toff has little impact on
nickel concentration deposition. The surface mor-phology resulting from Toff values did not present a
considerable difference; however, grain refinement isslightly increased when Toff is increased. Possibility,
the Ton is increased as a result of a small increase in
nickel concentration. X-ray diffraction patterns indi-cate a change in the context based on Toff. The results
show that all the deposition produced at different Toff
values have various γ structures. At the relatively lowToff, the deposit had a strong preferred orientation
(330), (411). With increased levels of Toff, peak inten-
sities (600) and (422) were increased [82].
6.5.3. Toff/Ton ratio. The Toff/Ton ratios were ana-
lyzed over similar cathodes for all deposits. A potentialshift to less noble values is consistent with the observa-tion on the nickel content dependency of Toff/Ton ratio
which indicates that by increasing the amount ofToff/Ton nickel content is reduced in the alloy. Since it
is assumed that the higher values of nobler nickel inthe deposit presents nobler dissolution potential, it isconcluded that by increasing Toff/Ton the nickel con-
tent is reduced and the current peaks in anode linearsweep voltammetry curves shift to more negative val-ues. The corrosion results show that the nickel contentof the alloy is not the only factor responsible for corro-sion protection since nickel concentration in depositsin this analysis is mostly the result of direct current
Y OF SURFACES Vol. 54 No. 6 2018

1126 LOTFI et al.
Fig. 39. Nyquist curve of zinc–nickel alloy coating soakedin NaCl solution of 3.5% for 24 h [170].
120100806040200
20
30
40
50
70
80
90
100
10
60
110
120
–Im
Z (
Ω c
m2)
Re Z (Ω cm2)
W
a
b
c
d
electrodeposition; however, the deposits had a lowercorrosion resistance. Different surface morphologiesobtained by different deposition parameters affectcorrosion deposition characteristics. Since the rough-ness of the deposit increases with Ton, it can be con-
cluded that among all explored deposits in this study,the deposit obtained by Ton = 1 ms and Toff/Ton of
1 presents the best result [26].
6.5.4. Pulse current density. In another study, toexamine the characteristics of pulsed electrodeposi-tion, the chloride bath was used and the pulse param-eters were studied. To study the effect of peak currentdensity (iP) on the deposit microstructure, the current
density was changed within the range of 10 to 30 mA/cm2
by setting the current average density and keeping Ton
and Toff constant. The increase in ip changes the Ni
between 12 and 14 wt %. Based on the results ofKnodler et al. [169] the nickel content of deposits hashigher or lower dependence on the current densitypeak versus the higher zinc content in the bath. How-
ever, they proved that in the bath with 2 and 5 g/dm3
zinc the increased nickel content occurs with theincreased current density peak. Based on the SEMimages, as ip increases a substantially modified grain is
observed. This behavior is confirmed by the report ofother deposited metals. Grain size reduction is theresult of higher additional potential and the establish-ment of nucleation. Also, the higher ip increases the
electric strength of deposit of nickel-molybdenumalloy. X-ray diffraction patterns of zinc–nickel alloydeposition obtained indicate that the crystalline struc-ture of all deposits is the single γ phase. The XRDresults show that the preferred orientation is (330) and(411). It should be noted that the copper peak in a
spectrum (in ip 10 mA/cm2) appears in the copper sub-
strate partially in scanning X-ray diffraction [82].
The effect of pulsed reverse current density on thezinc–nickel alloy coating is analyzed by marking thespecimens as A, B, C, D, and E with respectively
pulsed reverse current densities of 0–100 mA/cm2 in achloride bath. The substrate is made of copper.Impedance spectroscopy curves of Fig. 39 presents thecorrosion behavior of the coating. As shown in this fig-ure, the specimen A has weaker corrosion resistancecompared to other specimens [170]. The effect of var-ious parameters for electrodeposition of Zn–Ni alloycoating presents in Fig. 40.
7. MULTILAYER ZINC–NICKELALLOY COATINGS
Production and properties of several layers made ofzinc and iron have many interesting aspects, but thereis limited information for them [171, 172]. The electro-deposition method of manufacturing the Z–M multi-layer coatings with the combined setting (the M Met-als such as iron Ni, Co, and Fe), has obtained thehighest attention in surface engineering because of
PROTECTION OF METALS AND PHYSICAL
their good corrosion resistance [173]. Manufacturingmultilayer coating of zinc to protect the iron substratesagainst corrosion is progressed significantly. In multi-layer coatings, each layer has its own role and the typeand form of the layers are designed based on a numberof goals. Multiple coating systems including zinc andother elements such as Zn–Co, Zn–Mn, Zn–Fe, andZn–Ni are recently developed to protect against cor-rosion of metal substrates [174].
In zinc multilayer coatings such as the multilayerzinc–nickel coatings, the noble layer of nickel has aprotection against the aggressive ions and the zinclayer protects the substrate against the corrosion thedamaged areas in the coating [174]. Kalantary et al.[175, 176] and Chawa et al. [177], have deposited mul-tilayer zinc–nickel coatings from pure zinc, sulfate,and nickel sulfamate electrolytes and measured theircorrosion resistance. The improvement in the corro-sion properties of multilayered coatings appears versuspure zinc coatings [171, 173, 178, 179]. In addition, ini-tial electrochemical evaluation by salt spray indicates agood improvement by multilayered zinc–nickel coat-ings compared to the single-layer zinc–nickel coatingwith the same thickness [172, 180].
7.1. Zn–Ni Multilayer Coating Microstructure
Multilayer coatings are manufactured by a numberof coating techniques such as electrodeposition, elec-troless deposition, physical vapor deposition (PVD),chemical vapor deposition (CVD), etc. [181]. Amongthe methods for producing multilayer coatings, theelectrodeposition method has advantages over the restof them. This method can be deposited in a wide areaof substrate at low prices [182]. Due to lack of neces-
CHEMISTRY OF SURFACES Vol. 54 No. 6 2018

ZINC–NICKEL ALLOY ELECTRODEPOSITION 1127
Fig. 40. The parameters of electrodeposition of Zn–Ni alloy coating.
Compact morphology, single
phase and no-crack could
be obtained at 30–40°C
The nickel content increases slowly
until the temperature reaches 50°C
The weight percentage of nickel in the deposit
increases with increasing pH at values up to 5.5
The decrease in the pH results in
increased corrosion resistance
The potential of cathode increase sharply at 60°C and
the current efficiency decreases when temperature
is higher 40°C
Temperature
25–140°C
pH
1.5–14
Enhances the hydrogen
evolution with
decrease pH
Pulse plated has an
increased nickel
content in the
deposit
The effect of
the bath parameters
on Zn-Ni coatings
Effect on morphology
and crack on coating
Shifted
the polarization curve
to positive potential
Refined nodular grains gamma phase and
increased nickel contents are obtained from the reverse-pulse
processing
Pulse (Ton, Toff, Effect
of current a pulse ratio)
The lower the current density, the more compact the morphology of
the coating
The developed bath
produces good deposit
over the current density
range of 4–35 mA/cm2
Current density
4–80 mA/cm2The thickness of
the deposit was found
to increase with increasing
the current density
Increasing gamma phase
with increasing current density
The increase in the current
density results in increased Ni
contentBest corrosion
resistant obtained
with pulse technique
sary to powerful vacuum system and its related costs,
formation of nanoscale multilayer systems by electro-
deposition method to be more interesting than PVD
and CVD procedures. Through this method, it is pos-
sible to deposit smoother layers as every other one;
deposition of layer occurs at room temperature, there-
fore the possibility of diffusion between the layers is
severely reduced. The layer thickness can be con-
PROTECTION OF METALS AND PHYSICAL CHEMISTR
Fig. 41. Cross-section image of zinc–nickel multi-layercoating with 12 layers [184].
10 μm
trolled by the amount of charge transferred, it has the
ability of deposition of layers with complicated forms,
the combination, and chemical defect is controlled by
controlling the over potential. Although unstable
phases can be also deposited, using one bath it is pos-
sible to deposit several alloys and crystalline layers are
created with minimal defects. The disadvantages of
this method are that the substrate and film should be
electrically conductive and there is the possibility of
film contamination by the solution. The dual bath tech-
nique and single bath technique are two main ways to
produce multilayered electrodeposition [99, 173].
Figure 41 presents the zinc–nickel multilayer coat-
ing. Cross section morphology of zinc–nickel multi-
layer coating with 12 layers with the single layer thick-
ness of 3 μm presents a f lake-like crystalline structure.
In this regard, the grain size becomes smaller by
increasing the number of layers. It is observed that as
the layers become thinner the grain size becomes more
appropriate.
Figure 42 presents a cross-section of zinc–nickel
coating with 11 substrates where the final layer is
nickel. The sample of cracks between the layers is
associated with the preparation of the cross-section
using mechanical methods [171].
Y OF SURFACES Vol. 54 No. 6 2018

1128 LOTFI et al.
Fig. 42. The cross section image of zinc–nickel multilayercoating [171].
10 μm
Fig. 43. Cross-section morphology of the zinc–nickelmultilayer coating with 12 layers [183].
10 μm
Fig. 44. Corrosion resistance of Zn/Ni, Zn–Ni multilayercoatings with different structures [29].
876543210
Tim
e t
o r
ed
ru
sl/h
400
600
800
200
10001 Zn12
2 Zn–Ni12
3 Zn3/Zn–Ni3
4 Zn2/Zn–Ni
5 Zn12
6 Zn–Ni3/Zn3
7 Zn–Ni2/Zn2
8 Zn–Ni/Zn1
Also, in Fig. 43 the image of the cross section with12 zinc–nickel alloy layer and the single nickel layer ispresented. This morphology presents a separate layerstructure that is etched in the dark borders due to theremoval of the zinc–nickel layer by vital solution andpresents the transparent border of nickel layers [183].
7.2. The Properties of zinc–nickel Multilayer Coating
Corrosion resistance performance of the compos-ite multilayer coated samples of zinc and zinc–nickelis analyzed by salt spray test. The results of salt spraytest are presented in Fig. 44. Red rust corrosion prod-ucts are seen on the steel surface after four h. The firstrust appears on zinc and zinc–nickel alloy coated steelplane at 48 and 288 h, respectively. All multilayeredzinc and zinc–nickel alloy coatings have a longerdestruction time than the single layered coatings withthe same thickness (12 μm). However, the steel sub-strates coated by Zn–Ni/Zn multilayered coatingpresents a longer time than the multilayer Zn/Zn–Nicoating [29].
In another study, salt spray test was conducted onseveral layers of zinc–nickel. On the mild steel surfacewithout coating, the first rusts appeared after 4 h. Forzinc and nickel, the rusts appeared after 24 and 48 h.Multilayer zinc–nickel coatings with zinc coating onnickel presented longer period than the nickel on zinc.The morphologies of zinc single layers, nickel depos-its, and zinc–nickel multilayer coatings after the cor-rosion test indicate that the solution of pure zinc coat-ing is done completely and little amount of zincremains. Ni deposition is corroded from zinc by differ-ent ways. Local restoring corrosion appears in theplaces that have the possibility of porosity in nickeldeposits and penetrates to the mild steel sublayer whenthe deposits are in contact with active ions. Polariza-tion curves of multilayers zinc–nickel coating withnickel on zinc showed that the corrosion potential ofthe multilayers is more negative than the nickel single-layer and it is close to zinc layer. A sharp increase incurrent in the early stages is due to the solution of zincthrough higher nickel layer porosity because thepotential is more negative than the nickel layer ornickel deposited specimens. The increase in current inpositive potential is attributed to the dissolution ofmild steel substrates because no oxygen release isdetected at this stage. The schematic of corrosionmechanism for multilayer Zn–Ni coatings during thecorrosion process is presented in Fig. 45. Figures 45a,45b present the multilayer coating structure binary ofNi/Zn with different thicknesses. First, the upper zinclayer is corroded completely that cause a peak in theanodic polarization curve then the bottom layers of zincare dissolved by nickel layer porosities. Figures 45c, 45dpresent the structure of Zn/Ni multilayer coating withdifferent thicknesses. The zinc layer under the top zinclayer is dissolved by the porosities in the nickel depos-its during the corrosion process. It is observed that the
PROTECTION OF METALS AND PHYSICAL
coatings that have zinc layer as the upper layer havebetter corrosion resistance than the multilayered coat-ings with Ni layer as the toplayer. The better corrosionresistance of the zinc top layer is attributed to the poresand microcracks in nickel layer [184].
CHEMISTRY OF SURFACES Vol. 54 No. 6 2018

ZINC–NICKEL ALLOY ELECTRODEPOSITION 1129
Fig. 45. The potential corrosion mechanisms for Ni/Znand Zn/Ni coatings [184].
Zn
Zn
Zn
Zn
Zn
Zn
Zn
Zn
Zn
(a)
(b)
(c)
(d)
Ni
Ni
Ni
Ni
Ni
Ni
Ni
Ni
Ni
Zn
Ni
Fe
Fe
Fe
Fe
Fig. 46. Effect of number and arrangement of layers oncorrosion resistance of multilayer coatings [183].
0
Tim
e t
o fi
rst
red
ru
st,
hr
400
600
1000
800
200
1200
CMM coatings
Zn–Ni
Zn–Ni/Ni(2L)
Zn–Ni/Ni(4L)
Zn–Ni/Ni(6L)
Zn–Ni/Ni(12L)
Ni/Zn–Ni(2L)
Ni/Zn–Ni(4L)
Ni/Zn–Ni(6L)
Ni/Zn–Ni(12L)
Ni
Fig. 47. The mott-Schottky curve for (Zn–Ni)2.0/4.0/300 multilayer coating [185].
–1.12–1.14–1.16–1.18–1.202E + 008
Linear regression for Zn–Ni CMM
4E + 008
5E + 008
6E + 008
3E + 008
7E + 008
(1/C
2)/
F–
2
Parameter Value Error
A
Voltage, V vs. Ag, AgCl/KClsat
Y = A + B * X
B
R
6.77471E9
5.44643E9
1.67193E8
1.43486E8
SD N P
0.99792 9.29894E6 8 <0.0001
Among the factors affecting the multilayer arecoating properties, the chemical composition of thelayer, number of layers, their arrangement, and thick-ness. Figure 46 presents the results of salt spray on themultilayer coating with the mentioned changes. As itcan be observed, the coating with 6 layers and Ni/Zn–Ni arrangement has the highest corrosion resistance.In comparison, the coating with top nickel layer haslower corrosion resistance due to porosity and defectsthan the zinc–nickel alloy coating [183].
Improved corrosion resistance of the coatings iscaused by multilayer coating because of the changes inthe electrical properties of the change in intrinsic elec-tric value and the binary electric level and the microand nanometric layer. Detecting the semiconductorsurface layer which improves the corrosion resistanceis confirmed in Mott-Schottky and polarizationcurves. Detecting multilayer deposition and corrosionreduction mechanism by SEM also confirms thisissue. Figure 47 presents the Mott-Schottky curve ofthe improved multilayered coating (Zn–Ni). Thestraight line indicates the protective semiconductorlayer of n-type [185]. The properties and structure ofseveral Zn–Ni multilayer alloy coating are presentedin Table 3.
7.3. Zinc–nickel Multilayer Coating Applications
The multilayer coatings are the coatings with two ormore component layers. These coatings have bettercorrosion resistance, physical, mechanical and mag-
PROTECTION OF METALS AND PHYSICAL CHEMISTR
netic properties than conventional alloys. Zinc–nickelmultilayer coatings are among the zinc coatings thatare addressed in many studies for its good corrosionprotection performance on the steel substrates [178].The results of corrosion studies present the most satis-factory performance of zinc–nickel multilayer coat-ings compared to a single layer of zinc with similarthickness [174, 179, 186].
8. ZINC–NICKEL COMPOSITE COATINGS
In recent years, composite coatings have attractedsubstantial attention because of having chemical andmechanical properties together. Composite coatingshave special specifications such as high hardness, self-lubricating, high-temperature oxidation resistance,excellent coverage, and corrosion resistance [187].The electrodeposition method is widely used for thepreparation of composite metal matrix coatingsbecause of the low adaptation cost. Generally, hardoxide or carbide particles such as Al2O3, TiO2, ZrO2,
SiO2, Fe2O3, SiC, and WC or even diamond and car-
bon nanotube are used as the second phase [17, 188–
Y OF SURFACES Vol. 54 No. 6 2018

1130
PROTECTION OF METALS AND PHYSICAL CHEMISTRY OF SURFACES Vol. 54 No. 6 2018
LOTFI et al.
Tabl
e 3.
Su
mm
ary
of
resu
lts
of
rese
arc
h c
on
du
cte
d o
n z
inc
–n
ick
el
mu
ltil
ay
er
co
ati
ng
* N
.R.
= N
ot
rep
ort
ed
.
Co
mp
osi
tio
nT
em
per
a-
ture
, °C
Cu
rren
t
den
sity
,
mA
/cm
2
Negati
ve
po
ten
tia
ls,
V
Nu
mb
er
layers
i corr
,
μA
/cm
2
Eco
rr,
mV
vs.
SC
E
Th
ick
ness
,
μm
Hard
ness
,
HV
Refr
en
ce
Zn
Cl 2
–N
iCl 2
–H
3B
O3–
NH
4C
lN
.R.
N.R
.–
1.5
...–
0.8
54
2.4
–14
0–
70
0 t
o –
10
00
12
13
4–
18
4 [
12
8]
Zn
SO
4–
H3B
O3–
NiS
O4–
NiC
l 2–
(NH
4) 2
SO
42
5–
50
30
–1.2
5..
.–0
.75
5–
12
N.R
.–
80
0 t
o –
14
00
0.7
–6
N.R
. [
214
]
Zn
SO
4–
NiS
O4–
Na
2S
O4
60
50
N.R
.4
–12
10
–10
08
00
to
–10
09
12
N.R
. [
29
]
Zn
SO
4–
Na
2S
O4–
H3B
O3–
NiS
O4–
NH
4C
l2
0–
30
30
–10
5–
1.3
2–
8N
.R.
–10
00
to
–12
50
9N
.R.
[215
]
Zn
O–
NiS
O4–
Na
OH
-tr
ieth
an
ola
min
e10
–4
02
0–
10
0N
.R.
6N
.R.
N.R
.8
–3
0N
.R.
[216
]
Zn
SO
4 –
Al 2
(SO
4)–
H3B
O3–
NiS
O4-t
ri-a
mm
on
ium
cit
rate
-2
0–
30
55
–6
5
35
–5
5
10
–2
0
N.R
.4
–12
N.R
.–
56
6 t
o –
10
49
12
N.R
. [
217
]

ZINC–NICKEL ALLOY ELECTRODEPOSITION 1131
Fig. 48. LA-ICP-MS Aluminum results for the nickel-alu-mina deposited the coating. The zinc–nickel alloy resultsare presented for comparison. The deposition current den-sity 80 mA/cm2, T = 80°C and pH 2 for 10 min [188].
200150100501
0
Al
inte
nsi
ty/co
un
ts p
er
sec
10 000
1000
100
10
Time, s
Ba
ck
gro
un
d
Ba
ck
gro
un
d
Zn–NIZn–Ni–Al2O3
190]. Zinc–nickel composite coating including Zn-Ni–Al2O3 [191], Zn–Ni–TiO2 [192], Zn–Ni–SiO2
[193, 194], Zn–Ni–CNT [195], Zn–Ni–SiC [196],and Zn–Ni–Fe2O3 [17] are synthesized by adding
micro/nano- ceramic particles to the electrodeposi-tion solution as a suspension during the electrodeposi-tion that the suspension allows the particles to beadded to the coating matrix. However, the propernano- or micro-suspension of particles to obtain thewider surface area of the particles has been always dif-ficult. The high surface energy of nanoparticles causesnano- or microparticles agglomeration of the compos-ite coatingsn. Nevertheless, the agglomeration mightbe reduced by simulation, air injection, or ultrasonicvibration. As the result of agglomeration, the effectiveunification and uniform distribution of the nanoparti-cles will not be achieved [190].
8.1. Zinc–nickel Composite Coatings Microstructure
Study on the structure of the zinc–nickel compos-ite coatings is conducted considering the importanceand application of these coatings. Zinc–nickel withalumina particles is one of the composite coatings ofzinc–nickel alloys. X-ray diffraction is used to studythe phase structure of coating for both deposited coat-ings under the same deposition parameters on the steelsubstrate in acid sulfate bath. It can be seen that alldeposits had single-phase structure γ-Ni5Zn21.
According to X-ray f luorescence results, the nickelcontent of the alloy coating and composite are 10.9and 11.5 wt %, respectively. Zn–Ni γ phase can bepresent in various compounds (Ni 10–14 wt %). Alloyand composite coating thickness and deposition cur-rent efficiency are ~12–15 μm and ~61.5%, respec-tively. No Al2O3 peak appeared in the f luorescence
analysis of X-ray diffraction of the composite coating
PROTECTION OF METALS AND PHYSICAL CHEMISTR
due to the small size of the particle and the relatively lowamount that is under the X-ray fluorescence detection.Figure 48 presents the Laser Ablation Inductively Cou-pled Plasma Mass Spectrometry (LA-ICP-MS) of alu-minum for the composite coating and zinc–nickel coat-ing for comparison. Test results show the incorporationof alumina in the coating. It is also clear that there is noaluminum in zinc–nickel alloy coating [188].
The morphologies of zinc–nickel and zinc–nickelwith alumina alloy coated surface were analyzed andobserved that the compressed coatings can appear forboth alloy and composite samples without surfacecracks. In addition, zinc–nickel alloy presents a non-uniform surface with fine ridge as the matrix with adeveloped ridge in the substrate. However, the com-posite coating is pressed and uniform with fine grainmorphology. Thus, the presence of alumina in theelectrodeposition bath and adding alumina to zinc–nickel coating increases the crystal size modification[188]. In addition, in the earlier studies, these authorsconfirmed the presence of alumina nanoparticles inthe zinc–nickel matrix with SEM and diffraction pat-tern for the composite coating. The grain size is calcu-lated based on Scherrer linear equation that well deter-mined the crystal diameter as less than 100 nm, whichwas is widely used for zinc–nickel deposition. Thegrain size D is calculated by the width of the highestpeak by Scherrer equation as D = 0.9λ/βcosθ than λ isthe wavelength (0.154 nm), β is the total width of themaximum half peak, and θ is the peak position. Thecrystal size of the whole coatings is in nanometer (nm)that confirms the crystalline structure of the coatings.Zn–Ni–alumina alloy coating has smaller grain sizethan a zinc–nickel coating. The average crystal sizes of30 ± 0.2 nm and 19 ± 0.2 nm are determined for alloyand composite coatings. The grain size is one of thefactors determining the mechanical properties of thecoating. Basically, the coating hardness depends on itsgrain size. This relationship is known as Hall-Petchrelationship which states the coating hardnessincreases with the increase in the size of smaller grains.The finer grains in zinc–nickel-alumina compositecoating are due to nucleation of smaller grains thatprevent the dislocation and increase the microhard-ness, which is presented in the studies conducted bythe same researchers [11].
In a research conducted by Praveen et al. [189] thezinc–nickel–carbon nanotube were characterized.Zinc–nickel matrix in composite coating had theaverage crystal size 18 nm which is much smaller than29 nm related to zinc–nickel alloy. Thus, it can beconcluded that reducing the grain size of zinc–nickel–carbon nanotube composite coating is associ-ated with adding carbon nanotubes to the electrode-position bath that is provided by calculating the aver-age grain size of the width of the diffraction peak byScherrer equation from X-ray diffraction pattern. Thepresence of particles with nano size in the metaldeposits might alter the crystal structure of the metal
Y OF SURFACES Vol. 54 No. 6 2018

1132 LOTFI et al.
Fig. 49. SEM images of the composite coating (a) andalloy coating (b) [189].
(b)
1 μm 1 μm
(a)
×5000 ×5000
Fig. 50. SEM images of zinc, nickel, and alumina nanocom-posite coating produced on different ultrasonic power [190].
(b)10 μm 10 μm
10 μm10 μm
10 μm
(c) (d)
(e)
(a)
Fig. 51. X-ray diffraction chart for the coating obtained in20 and 500 mA/cm2: (a) zinc–nickel alloys without SiCand (b) zinc–nickel composite with 8 wt % SiC [197].
90807060504030
(a)
(b)γ(330)
Fe(110)
Fe(2
00
)
Fe(2
11)
γ(222)
γ(330)
γ(332)
γ(600)
γ(444)
γ(552)
2θ, deg
coating. Figures 49a, 49b represent the SEM images ofthe specimens coated by composite and zinc–nickel,respectively. The grain size of the composite-coatedspecimen is almost uniform and smaller than that ofzinc–nickel alloy. The alloy coating presented the ran-dom crystal and rod and sheet grains. These resultssuggest that the carbon nanotubes are uniformly dis-tributed in the coating and provide more nucleationplaces and the crystal growth is delayed due to the for-mation of uniform grain size [189].
Figure 50 presents the surface images of zinc,nickel, and alumina nanocomposite coating under dif-ferent ultrasonic conditions. The chloride bath con-taining zinc and nickel chloride is used by addingα-Al2O3 powder with the particle width of 100 nm for
electrodeposition. By comparing the images producedwithout ultrasonic nanocomposite coating (Fig. 50a)and the images produced under ultrasonic conditions(Figs. 50b–50e) it is clarified that the ultrasonic vibra-tion leads to a higher distribution of alumina in thecoating. Analyzing the alumina amount reveals that byincreasing the ultrasonic power the amount of code-posited alumina is increased from 4.5 to 9 wt % [190].
For the composite coating of zinc–nickel with SiCparticles, the electrodeposition bath containing ZnO,NiSO4, NaOH, and diethylnutramin were used. Fig-
ure 51 displays the XRD pattern related to zinc–nickelalloy without SiC particles, where only γ phase ofzinc–nickel alloy was observed. When SiC is added tothe bath, no change is observed in the chemical com-position of the phase. The difference is that in thepresence of SiC particles the orientation of crystalplates is changed (Fig. 51). The change in the contextis observed when SiC is added to the nickel coatings.In this case, the particles prevent the reduction of cur-rent efficiency and change in context is related to thehydrogen absorption to atom pages [197].
The effect of the presence of SiO2 particles on the
surface morphology of Zn–Ni composite coating ispresented in Fig. 52. Composite coating surface haspoled and smooth grains. Energy dispersive spectros-copy test of the composite coating surface presents thesilica. The weight percentage of the profile is theGDOES depth of selected elements of zinc, nickel, sil-icon, and iron to cover the zinc–nickel composite
PROTECTION OF METALS AND PHYSICAL
shows different values that are the interface betweendeposit and substrate. Composite thickness is alsodetermined by this test [198].
8.2. Zinc–Nickel Coating Composite Properties
Figure 53 presents the impedance curve of purezinc–nickel coating and zinc–nickel and alumina
CHEMISTRY OF SURFACES Vol. 54 No. 6 2018

ZINC–NICKEL ALLOY ELECTRODEPOSITION 1133
Fig. 52. SEM and energy dispersive spectroscopy images of steel surface coated by zinc–nickel in 25 mA/cm2 for 15 min in theelectrodeposition bath: (a) zinc–nickel alloy coating (b) zinc–nickel alloy composite (with 5 g/L SiO2) [198].
5 μm 5 μm
100
Inte
nsi
ty,
CP
S
Energy, keV
O
Zn
Ni
Si Fe
Ni
Ni
Zn
Zn
(a) (b) (c)
composite coatings containing two rings with a largercapacity ring at higher frequency and conductor ringsat a lower frequency. Nyquist curve values indicatethat the amounts of electrochemical parameters arelower for the composite coating. Thus, by adding alu-mina no certain impact is seen on the double layercapacity at the interface between the electrode and theelectrolyte. Charge transfer resistance in the codepo-sition of alumina was 50% lower than pure electrode-position of pure zinc–nickel coating. In addition, hav-ing a smaller ring diameter of the composite coatingindicated a higher corrosion resistance compared topure alloy coating [188].
The effect of composite particles on the micro-hardness of the zinc–nickel composite coating withSiO2 particles presents the increased hardness from
140 HV for the pure zinc–nickel alloy to 360 HV forthe specimens prepared by SiO2 particles. It can be
concluded with the addition of this type of nanoparti-
PROTECTION OF METALS AND PHYSICAL CHEMISTR
Fig. 53. Nyquist test curve and simulated impedance curvefor zinc–nickel alloy deposition and zinc–nickel and aluminacomposite on killed steel in the bath solution E = –1.5 V, T =40°C and pH 2 [188].
8.07.57.06.56.05.55.0
Z im
, Ω
cm
2
0.5
1.0
0
1.5
Zre, Ω cm2
Zn–Ni
Zn–Ni–Al2O3
Fit results
Rs Rct
CPE
L1 R1
100 kHz
100 kHz
1 kHz
1 kHz
0.1 Hz 0.1 Hz
cles to the deposit affects the microhardness. In fact,
crystals with a smaller size produce greater grain
boundaries that prevent the dislocation movement
and increase the material’s hardness. Electrochemical
impedance spectroscopy (EIS) for pure and compos-
ite zinc–nickel coatings after 24 h of immersion to
measure polarization resistance indicates that polar-
ization resistance (Rp) for zinc–nickel alloy coating is
lower than composite zinc–nickel alloy coating. As it
can be observed, the polarization resistance of the
composite coating is better than pure alloy. The
reduced corrosion severity is related to structural and
electronic properties of passive oxide [198].
In the study conducted by Praveen et al. [192], the
corrosion resistance properties of Zn–Ni–carbon
nanotube coatings were analyzed. The presence of
carbon nanotube provides a higher corrosion resis-
tance for Zn–Ni–carbon nanotube coatings. The
trend of anodic polarization of the composite speci-
mens coated in the optimized bath and Zn–Ni in the
base bath indicates that the composite potential is
shifted to more positive values in all current densities.
The shifting indicates that Zn–Ni–carbon nanotube
composite has more satisfactory reducing power.
Thus, the corrosion behavior is improved. The results
of Tafel extrapolation and Nyquist curve of the coat-
ings and their average circuit indicate that the zinc–
nickel composite coating has a lower corrosion rate
than pure zinc–nickel film. In addition, carbon nano-
tubes in the deposition process of the zinc–nickel
alloy increase corrosion resistance. Basically, the
metal surface includes possible defects, cracks, gaps,
grooves, and pores that are usually higher than micron
size. It can be observed that the nanoparticles easily
fill these defects. Most of the micron pores are active
sites for metal dissolution during corrosion. Naturally,
these cavities are covered by the carbon nanotubes of
the composite film and reduce corrosion rate in the
method of weight loss [64].
Y OF SURFACES Vol. 54 No. 6 2018

1134 LOTFI et al.
Polarization potentiodynamic test was performedon zinc–nickel coated steel obtained by the bath con-taining additives and TiO2 nanoparticles at different
concentrations. TiO2 nanoparticles (21 nm) were
added to the electrodeposition bath to obtain a com-posite coating with different concentrations. As it canbe observed, adding polyethyleneglicol (PEG) andvanillin to the electrodeposition bath has reduced cor-rosion current density compared to the zinc–nickelcoating without the additive. Furthermore, the addi-tion of TiO2 reduces corrosion current density com-
pared with pure zinc–nickel coating [199].
8.3. Zinc–nickel Composite Coating ApplicationsIn order to develop the application of coatings,
metal matrix composite coatings are recently devel-oped to improve the chemical and mechanical proper-ties. Composite coatings have various properties suchas uniform hardness, self-lubricating, high-tempera-ture oxidation resistance, excellent coverage, and cor-rosion resistance [187]. Generally, oxide and carbidecomponents such as Al2O3, TiO2, ZrO2, SiO2, Fe2O3,
SiC, and WC or even diamond and carbon nanotubeare used as the second phase. Coelectrodeposition iswidely used to prepare metal matrix compoundsbecause of the low cost and versatility. Usually, thesolid micro/nanoparticles are added to the electrode-position bath under severe agitation, air injection, orultrasonic vibration [200]. Table 4 presents a summaryof the properties and various types of Zn–Ni compos-ite alloy coatings.
9. SUMMARY AND FUTURE TREND
Because of its low price, favorable properties, andabundance, steel has found widespread applications inindustry. One of the major problems of this alloy is itslow corrosion resistance in corrosive environments,especially in the atmospheric environment. One of themethods of improving corrosion resistance is a surfaceimprovement by coating through electrodepositionand cadmium coating. Toxicity of cadmium coatingshas inspired an international attention toward an alter-native for this coating. Zinc based coating with sacrifi-cial properties and low electrode potential is consideredas a suitable alternative coating for toxic cadmium. Elec-trodeposition of zinc coating is investigated in industriessuch as automotive, aerospace, electronics, etc. Toachieve corrosion resistance and increase long lifethese coatings are investigated with a higher thicknesswhich reduces ductility and weldability.
Zinc-based alloy coating with an iron group (iron,cobalt, and nickel) is an example of a zinc alloy coat-ing that improves ductility, weldability, and paintabil-ity of the specimen. Among these coatings, zinc–nickel alloy has higher corrosion resistance and betterproperties than other alloys groups. This coating with8–15 wt % nickels has better corrosion resistance in
PROTECTION OF METALS AND PHYSICAL
zinc–nickel alloy coating compared to other chemicalcompositions of the alloy and increases the life lengthof the specimens. The more satisfactory corrosionresistance mechanism of zinc–nickel coating com-pared to zinc and cadmium can be divided into twostages. In the first stage of immersion better corrosionresistance is because of desenfication speed. Dezenfi-cation is related to surface morphology and wettabilityof zinc–nickel alloy. After the passage of immersiontime, the corrosion performance of zinc–nickel alloyis related to the combination of corrosion products.The corrosion product formed on the alloy has thehigh and low amount of simonkolleite and zinc oxide,respectively. This product reduces corrosion rate com-pared to zinc and cadmium coatings. Zinc–nickelalloy coating has lower internal stress at the concentra-tions below 10 wt %. An important property of thisalloy is the anomalous behavior that increases thefractional zinc content in coating compared to itsamount in deposition bath. Electrodeposition ofzinc–nickel alloy coating is done in a variety of acidicand alkaline baths. The chemical composition of thesebaths is often as sulfates, chlorides, and other materialsand additives. The selected bath and the presence andtype of additives have a great effect on the zinc–nickelalloy coating deposition properties that have beenstudied with a variety of analyses. The reports indicatethe presence of γ-phase of one of zinc–nickel alloyphases in most phases appeared in the XRD analysis.In zinc–nickel alloy coating, deposition parameterssuch as materials and additives, bath pH, temperature,deposition current, and pulsed and direct depositionare effective on the quality and coating properties.Reports of resistance to corrosion, composition andgrain size of the coating and surface morphologyinfluenced by the parameters in the report ref lect theimproved properties by forming the phase γ in thecoating.
Zinc–nickel alloy coating as composite and multi-layered are also being investigated. These coatingsincorporated a variety of oxide and non-oxide parti-cles are reported to improve corrosion and wear resis-tance. Different types of particles like Al2O3, TiO2,
ZrO2, SiO2, and WC or even diamond and carbon
nanotubes have been used in this method. Zinc–nickel multilayer coating is another coating that iswidely studied in these analyses. The studies con-ducted on these coatings indicate their importanceand the future applications. It is predicted that thesecoatings are suitable alternatives to zinc–nickel coat-ings to improve the properties and corrosion resistancemore importantly. It is reported that the corrosionresistance of the coatings is 35 times more than thecorrosion resistance of single layer coatings with simi-lar thickness. Multilayered zinc–nickel coatings areboth as periodic pure zinc–nickel coating and in theform of alloy layers. With the increase in the numberof layers in the coatings, the corrosion resistance of thecoatings is increased. Another parameter affecting the
CHEMISTRY OF SURFACES Vol. 54 No. 6 2018

PROTECTION OF METALS AND PHYSICAL CHEMISTRY OF SURFACES Vol. 54 No. 6 2018
ZINC–NICKEL ALLOY ELECTRODEPOSITION 1135
Tabl
e 4.
Su
mm
ary
of
resu
lts
of
rese
arc
h c
on
du
cte
d o
n z
inc
–n
ick
el
co
mp
osi
te c
oa
tin
g
* N
.R.
= N
ot
rep
ort
ed
.
Co
mp
osi
tio
nP
art
icle
,
wt
%
Pa
rtic
le
size,
nm
Pa
rtic
le,
wt
%
i corr
,
μA
/cm
2
Eco
rr,
mV
vs.
SC
E
Th
ick
ness
,
μm
Ha
rdn
ess
,
HV
Ref.
Zn
SO
4–
NiS
O4–
Na
2S
O4
Al 2
O3
10
N.R
.0
.8–
6–
1013
to
–10
48
12
–15
23
5–
32
3 [
20
3]
Zn
Cl 2
–N
iCl 2
–H
3B
O3 K
CL
–a
mm
on
ium
aceta
teC
eO
22
0–
30
71.5
–5
.3–
119
to
–16
8N
.R.
N.R
. [
218
]
Zn
SO
4–
NiS
O4–
Na
2S
O4–
H3B
O3
CN
Ts
20
0–
80
01.3
–4
.41.9
–1
–10
39
to
–10
81
12
–14
22
0–
28
0 [
219
]
Zn
O–
Na
OH
–T
EA
–N
i 2S
O4
TiO
22
0N
.R.
0.0
5–
601
to
–717
N.R
.N
.R.
[19
9]
Zn
SO
4–
Na
2S
O4–
Na
Cl–
NiS
O4
CN
Ts
10
–2
0N
.R.
0.0
2–
0.0
1–
50
0 t
o –
12
00
20
12
0–
16
0 [
19
5]
Zn
Cl 2
–N
iCl 2
–K
CL
–N
H4C
l–N
aA
cA
l 2O
310
07
N.R
.N
.R.
N.R
.N
.R.
[2
20
]
Zn
SO
4–
NiS
O4–
H3B
O3N
a3C
6H
5O
7S
iC–
Al 2
O3
N.R
.4
,7N
.R.
N.R
.9
.5N
.R.
[19
6]
Zn
SO
4–
NiS
O4–
Na
2S
O4
SiO
22
0,
20
00
1–
12
N.R
.–
55
0 t
o –
10
50
N.R
.N
.R.
[19
3]

1136 LOTFI et al.
Fig. 54. Estimating the relative costs in different industriesusing zinc–nickel alloy coating.
Other
4%Defense
industries
8%
Aerospace industries
8%
Automotive industries
50%Fastener industries
15%
Electronic industries
15%
properties of the multilayer coating is the arrangementof the layers. The improved corrosion resistance prop-erties are related to the formation of more obstacles inthe way of load transfer. The test results indicate theformation of larger interfaces on the way to the surfaceof the specimen, the corrosive environments, andimproved corrosion protection. Moreover, theimproved corrosion resistance is explained by theeffect of the time-dependent electric field; i.e., fre-quency response. The corresponding inherent electri-cal properties are determined by Mott-Schottky anddielectric spectroscopy curves. The low corrosion rateis related to the semiconductor property of the coatingwith the n-type nature at the interface of the layers. Inaddition, the inherent permeability is reduced byincreasing the number of layers and confirmsimproved corrosion. The reduced inherent permeabil-ity is related to the homogeneous intersection createdby electron charge density. Because of the superiorcorrosion resistance of the multilayer zinc–nickelalloy coating, they are expected as more efficient alter-native instead of pure zinc and cadmium coatings forapplications in automotive industry, in f luid transfertubes, corrosion protection applications, electricaltransmission industry for anchors, cleats bolts, coaxialcables and plate connector, fastener industries in hoodand chassis joints, for improving corrosion protection,bearings, reducing galvanic corrosion in contact withstainless steel and aluminum and defense, and aero-space industries in joining components. Consideringcoating applications in different industries, it is possibleto estimate the relative cost of the coating as Fig. 54. Anexample is the abrasion and creation of hole on the carbodies in areas exposed to frost and the roads that arecleared by salt as a anti-freeze injection. It is expectedthat the multilayer zinc–nickel alloy coatings provideproper corrosion resistance for the car body in suchcorrosive environment. It is also predicted that themultilayer coatings have excellent adhesion and corro-
PROTECTION OF METALS AND PHYSICAL
sion resistance in the environment with high-tempera-ture conditions. Thus, these coatings might have goodresults in hydrogen embrittlement (ASTM F519)[201], fatigue, and SO2 corrosion tests as well.
REFERENCES
1. Jacobs, C.B., J. Am. Chem. Soc., 1905, vol. 27, p. 972.
2. Schoch, E.P. and Hirsch, A., J. Am. Chem. Soc., 1907,vol. 29, p. 314.
3. Shibuya, A., Kurimoto, T., Hoboh, Y., and Usuki, N.,Trans. Iron Steel Inst. Jpn., 1983, vol. 23, p. 923.
4. Siitari, D.W., Sagiyama, M., and Hara, T., Trans. IronSteel Inst. Jpn., 1983, vol. 23, p. 959.
5. Hsu, G.F., Proc. 19th Annual Airline Plating and MetalFinishing Forum, San Antonio, TX, 1983.
6. Sriraman, K.R., Brahimi, S., Zpunar, J.A., et al.,Electrochim. Acta, 2013, vol. 105, p. 314.
7. Hall, D.E., Plat. Surf. Finish., 1983, vol. 70, p. 59.
8. Mordechay Schlesinger, M.P., Modern Electroplating,Pennington, NJ: Electrochemical Society, 2010.
9. Yang, Z.L., Yang, Y.X., Zhang, J.B., et al., Russ. J.Electrochem., 2006, vol. 42, p. 22.
10. Wilcox, G.D. and Gabe, D.R., Corros. Sci., 1993,vol. 35, p. 1251.
11. Ghaziof, S. and Gao, W., J. Alloys Compd., 2015,vol. 622, p. 918.
12. Wen, X., Yang, Z., Xiao, X., et al., Electrochim. Acta,2016, vol. 187, p. 65.
13. Kwon, M., Jo, D.-h., Cho, S.H., et al., Surf. Coat.Technol., 2016, vol. 288, p. 163.
14. Praveen, B.M. and Venkatesha, T.V., Appl. Surf. Sci.,2008, vol. 254, p. 2418.
15. Lin, C.C. and Huang, C.M., J. Coat. Technol. Res.,2006, vol. 3, p. 99.
16. Baldwin, K.R., Robinson, M.J., and Smith, C.J.E.,Corros. Sci., 1994, vol. 36, p. 1115.
17. Praveen Kumar, C.M., Venkatesha, T.V., Vathsala, K.,and Nayana, K.O., J. Coat. Technol. Res., 2011, vol. 9,p. 71.
18. Gavrila, M., Millet, J.P., Mazille, H., et al., Surf. Coat.Technol., 2000, vol. 123, p. 164.
19. Alfantazi, A.M. and Erb, U., Mater. Sci. Eng., A, 1996,vol. 212, p. 123.
20. Bories, C., Bonino, J.P., and Rousset, A., J. Appl.Electrochem., 1999, vol. 29, p. 1045.
21. Fratesi, R. and Roventi, G., Surf. Coat. Technol., 1996,vol. 82, p. 158.
22. Baldwin, K.R., Robinson, M.J., and Smith, C.J.E.,Corros. Sci., 1993, vol. 35, p. 1267.
23. Reumont, G., Perrot, P., and Foct, J., J. Mater. Sci.,1998, vol. 33, p. 4759.
24. Pfiz, R. and Strube, G., Trans. Inst. Met. Finish., 1996,vol. 74, p. 158.
25. Lee, H.Y. and Kim, S.G., Surf. Coat. Technol., 2000,vol. 135, p. 69.
26. Bajat, J.B., Maksimović, M.D., and Radović, G.R., J.Serb. Chem. Soc., 2002, vol. 67, p. 625.
CHEMISTRY OF SURFACES Vol. 54 No. 6 2018

ZINC–NICKEL ALLOY ELECTRODEPOSITION 1137
27. Swathirajan, S., J. Electrochem. Soc., 1986, vol. 133,p. 671.
28. Ravindran, V. and Muralidharan, V.S., Bull. Mater.Sci., 2006, vol. 29, p. 293.
29. Fei, J.Y., Liang, G.Z., Xin, W., L., and Wang, W., J.Iron Steel Res. Int., 2006, vol. 13, p. 61.
30. Wykpis, K., Popczyk, M., and Budniok, A., Bull.Mater. Sci., 2011, vol. 34, p. 997.
31. Coleman, D.H. and Popov, B.N., J. Appl. Electro-chem., 1998, vol. 28, p. 889.
32. Watkins, K.G., Jones, R.D., and Lo, K.M., Mater.Lett., 1989, vol. 8, p. 21.
33. Hegde, A.C., Venkatakrishna, K., and Eliaz, N., Surf.Coat. Technol., 2010, vol. 205, p. 2031.
34. Eliaz, N., Venkatakrishna, K., and Hegde, A.C., Surf.Coat. Technol., 2010, vol. 205, p. 1969.
35. Ashassi-Sorkhabi, H., Hagrah, A., Parvini-Ahmadi, N.,and Manzoori, J., Surf. Coat. Technol., 2001, vol. 140,p. 278.
36. Elkhatabi, F., Benballa, M., Sarret, M., and Müller,C., Electrochim. Acta, 1998, vol. 44, p. 1645.
37. Boonyongmaneerat, Y., Saenapitak, S., and Saengki-ettiyut, K., J. Alloys Compd., 2009, vol. 487, p. 479.
38. Qiao, X., Li, H., Zhao, W., and Li, D., Electrochim.Acta, 2013, vol. 89, p. 771.
39. Wykpis, K., Popczyk, M., Niedbala, J., et al., Coat.,Mater. Sci., 2012, vol. 1, p. 10.
40. Pedroza, G.A.G., de Souza, C.A.C., Carlos, I.A., andde Andrade Lima L.R.P., Surf. Coat. Technol., 2012,vol. 206, p. 2927.
41. Magagnin, L., Nobili, L., and Cavallotti, P.L., J. AlloysCompd., 2014.
42. Hosseini, M.G., Ashassi-Sorkhabi, H., and Ghi-asvand, H.A.Y., Surf. Coat. Technol., 2008, vol. 202,p. 2897.
43. Soares, M.E., Souza, C.A.C., and Kuri, S.E., Mater.Sci. Eng., A, 2005, vol. 402, p. 16.
44. Fashu, S., Gu, C.D., Wang, X.L., and Tu, J.P., Surf.Coat. Technol., 2014, vol. 242, p. 34.
45. Byk, T.V., Gaevskaya, T.V., and Tsybulskaya, L.S.,Surf. Coat. Technol., 2008, vol. 202, p. 5817.
46. Sachin, H.P., Achary, G., Arthoba Naik, Y., and Ven-katesha, T.V., Bull. Mater. Sci., 2007, vol. 30, p. 57.
47. El Hajjami, A., Gigandet, M.P., De Petris-Wery, M.,et al., Appl. Surf. Sci., 2007, vol. 254, p. 480.
48. Sriraman, K.R., Brahimi, S., Szpunar, J.A., et al.,Surf. Coat. Technol., 2013, vol. 224, p. 126.
49. Barceló, G., García, E., Sarret, M., et al., J. Appl.Electrochem., 1998, vol. 28, p. 1113.
50. Brenner, A. and Brenner, N., Electrodeposition ofAlloys, New York: Academic Press, 1963, vol. 2.
51. Miranda, F.J.F., Barcia, O.E., Diaz, S.L., et al., Elec-trochim. Acta, 1996, vol. 41, p. 1041.
52. Elkhatabi, F., Sarret, M., and Müller, C., J. Electro-anal. Chem., 1996, vol. 404, p. 45.
53. Seki, A. and Kamei, K., J. Iron Steel Inst. Jpn., 1991,vol. 77, p. 892.
54. Müller, C., Sarret, M., and Benballa, M., J. Electro-anal. Chem., 2002, vol. 519, p. 85.
PROTECTION OF METALS AND PHYSICAL CHEMISTR
55. Conrad, H.A., McGuire, M.R., Zhou, T., et al., Surf.Coat. Technol., 2015, vol. 272, p. 50.
56. Chassaing, E. and Wiart, R., Electrochim. Acta, 1992,vol. 37, p. 545.
57. ASTM B.117: Standard Practice for Operating SaltSpray (Fog) Apparatus, West Conshohocken, PA:ASTM Int., 1997.
58. Alfantazi, A.M. and Erb, U., Corrosion, 1996, vol. 52,p. 880.
59. Baldwin K.R., Smith C.J.E., and Robinson M.J.,Trans. Mater. Heat Treat., 1995, vol. 51, p. 932.
60. Mosavat, S.H., Shariat, M.H., and Bahrololoom, M.E.,Corros. Sci., 2012, vol. 59, p. 81.
61. Tian, W., Xie, F.Q., Wu, X.Q., and Yang, Z.Z., Surf.Interface Anal., 2009, vol. 41, p. 251.
62. ASTM B841-99: Standard Specification for Electrode-posited Coatings of Zinc Nickel Alloy Deposits, WestConshohocken, PA: ASTM Int., 2010.
63. Swathirajan, S., J. Electroanal. Chem., 1987, vol. 221,p. 211.
64. Vaes, J., Fransaer, J., and Celis, J.P., J. Electrochem.Soc., 2002, vol. 149, p. C567.
65. Abd El Rehim, S. and Ibrahim, M., J. Metall., 1998,vol. 52, p. 304.
66. Kawano, S., Ohgai, T., Kobayashi, S., et al., Proc. 2ndInt. Conference on Processing Materials for Properties,San Francisco, CA, 2000, p. 769.
67. Rizwan, R., Mehmood, M., Imran, M., et al., Mater.Trans., 2007, vol. 48, p. 1558.
68. Roev, V. and Gudin, N., Trans. Inst. Met. Finish.,1996, vol. 74, p. 153.
69. Baldwin, K., Smith, C., and Robinson, M., Trans.Inst. Met. Finish., 1994, vol. 72, p. 79.
70. Stein, M., Owens, S.P., Pickering, H.W., and Weil, K.G.,Proc. AESF Annual Technical Conference, Cleveland,OH, 1996, p. 83.
71. Abou-Krisha, M.M., Assaf, F.H., and Toghan, A.A.,J. Solid State Electrochem., 2007, vol. 11, p. 244.
72. Abd El Rehim, S.S., Fouad, E.E., Abd El Wahab, S.M.,and Hassan, H.H., Electrochim. Acta, 1996, vol. 41,p. 1413.
73. Vasilache, T., Gutt, S., Sandu, I., et al., Alloy Electro-deposition.
74. Sonntag, B., Dingwerth, B., Vogel, R., and Scheller, B.,Galvanotechnik, 2010, vol. 101, p. 992.
75. Townsend, H., Mater. Perform., 1991, vol. 30, p. 60.
76. Divisek, J., Malinowski, P., Mergel, J., and Schmitz, H.,Int. J. Hydrogen Energy, 1988, vol. 13, p. 141.
77. Giz, M.J., Machado, S.A.S., Avaca, L.A., and Gonza-lez, E.R., J. Appl. Electrochem., 1992, vol. 22, p. 973.
78. Sheela, G., Pushpavanam, M., and Pushpavanam, S.,Int. J. Hydrogen Energy, 2002, vol. 27, p. 627.
79. Müller, C., Sarret, M., and Benballa, M., Electrochim.Acta, 2001, vol. 46, p. 2811.
80. Raj, I.A. and Vasu, K.I., J. Appl. Electrochem., 1992,vol. 22, p. 471.
81. Giridhar, J. and van Ooij, W.J., Surf. Coat. Technol.,1992, vol. 53, p. 35.
82. Alfantazi, A.M., Page, J., and Erb, U., J. Appl. Electro-chem., 1996, vol. 26, p. 1225.
Y OF SURFACES Vol. 54 No. 6 2018

1138 LOTFI et al.
83. Nakano, H., Arakawa, S., Oue, S., and Kobayashi, S.,ISIJ Int., 2013, vol. 53, p. 1864.
84. Alexis, J., Adrian, D., Masri, T., and Petit, J.A., Surf.Eng., 2004, vol. 20, p. 121.
85. Sohi, M.H. and Jalali, M., J. Mater. Process. Technol.,2003, vol. 138, p. 63.
86. Wharton, J.A., Wilcox, G.D., and Baldwin, K.R.,Trans. Inst. Met. Finish., 1996, vol. 74, p. 210.
87. Flis, J., Tobiyama, Y., Shiga, C., and Mochizuki, K.,J. Appl. Electrochem., 2002, vol. 32, p. 401.
88. Kitayama, M., Odashima, H., Saito, T., and Hirano, Y.,Trans. Iron Steel Inst. Jpn., 1986, vol. 26, p. 557.
89. Abdel Hamid, Z., Anti-Corros. Methods Mater., 1998,vol. 45, p. 31.
90. Nobutaka Miura, T.S., Tatsuya Kanamaru YoshioShindo, and Yoshio Kitazawa, Trans. Iron Steel Inst.Jpn.,1966, vol. 23, p. 913.
91. Watson, S.A., Trans. Inst. Met. Finish., 1992, vol. 70,p. 28.
92. Wakano, S., Shibuya, A., Hobo, Y., and Nishihira, M.,Trans. Iron Steel Inst. Jpn., 1983, vol. 23, p. 967.
93. Lehmberg, C.E., Lewis, D.B., and Marshall, G.W.,Surf. Coat. Technol., 2005, vol. 192, p. 269.
94. Nomura, S., Sakai, H., Nishimoto, H., et al., Trans.Iron Steel Inst. Jpn., 1983, vol. 23, p. 930.
95. Durairajan, A., Haran, B.S., White, R.E., andPopov, B.N., J. Electrochem. Soc., 2000, vol. 147,p. 1781.
96. Abou-Krisha, M., Assaf, F., and El-Naby, S., J. Coat.Technol. Res., 2009, vol. 6, p. 391.
97. Krishniyer, A., Ramasubramanian, M., Popov, B.,and White, R., Plat. Surf. Finish., 1999, vol. 86, p. 99.
98. Abou-Krisha, M.M., Mater. Chem. Phys., 2011,vol. 125, p. 621.
99. Thangaraj, V., Eliaz, N., and Hegde, A., J. Appl. Elec-trochem., 2009, vol. 39, p. 339.
100. Ishihara, M., Yumoto, H., Akashi, K., and Kamei, K.,Mater. Sci. Eng., B, 1996, vol. 38, p. 150.
101. Basavanna, S. and Arthoba Naik, Y., J. Appl. Electro-chem., 2009, vol. 39, p. 1975.
102. Safranek, W.H., The Properties of ElectrodepositedMetals and Alloys. Handbook, Orlando, FL: AmericanElectroplaters and Surface Finishers Society, 1986,vol. 1986, p. 550.
103. Ganesan, P., Kumaraguru, S.P., and Popov, B.N.,Surf. Coat. Technol., 2007, vol. 201, p. 7896.
104. Bruet, H., Bonino, J.P., and Rousset, A., J. Mater.Sci., 1999, vol. 34, p. 881.
105. Ni–Zn (Nickel-Zinc). Section III: Supplemental Lit-erature Review. Okamoto, H.J., J. Phase Equilib. Dif-fus., 2013, vol. 34, p. 153. https://doi.org/10.1007/s11669-012-0154-5.
106. Fayomi, O.S.I., Tau, V., Popoola, A.P.I., et al., Appl.Phys. A: Mater. Sci. Process., 2015, vol. 121, p. 749.
107. Hino, M., Murakami, K., Muraoka, K., et al., J. Jpn.Inst. Met., 2014, vol. 78, p. 31.
108. Hammami, O., Dhouibi, L., Berçot, P., et al., Can. J.Chem. Eng., 2013, vol. 91, p. 19.
109. Nakano, H., Arakawa, S., Takada, Y., et al., Mater.Trans., 2012, vol. 53, p. 1946.
PROTECTION OF METALS AND PHYSICAL
110. Telli, E., Döner, A., and Kardaş, G., Electrochim.Acta, 2013, vol. 107, p. 216.
111. Elsherief, A. and Shoeib, M., Corros. Prev. Control,2003, vol. 50, p. 25.
112. Praveen, B.M. and Venkatesha, T.V., Chem. Eng.Commun., 2012, vol. 199, p. 812.
113. Fabri Miranda, F.J., Barcia, O.E., Mottos, O.R., andWiart, R., J. Electrochem. Soc., 1997, vol. 144, p. 3449.
114. Giridhar, J. and van Ooij, W.J., Surf. Coat. Technol.,1992, vol. 52, p. 17.
115. Nakano, H., Kataoka, S., Oue, S., and Kobayashi, S.,J. Iron Steel Inst. Jpn., 2013, vol. 99, p. 709.
116. Khan, R., Mehmood, M., Rizwan, R., et al., Corros.Eng. Sci. Technol., 2011, vol. 46, p. 755.
117. Rodriguez-Torres, I., Valentin, G., and Lapicque, F.,J. Appl. Electrochem., 1999, vol. 29, p. 1035.
118. Pushpavanam, M. and Balakrishnan, K., J. Appl. Elec-trochem., 1996, vol. 26, p. 1065.
119. Chandrasekar, M.S., Srinivasan, S., and Pushpava-nam, M., J. Solid State Electrochem., 2009, vol. 13,p. 781.
120. Hammami, O., Dhouibi, L., and Triki, E., Surf. Coat.Technol., 2009, vol. 203, p. 2863.
121. Ramazan, K. and Uur, Y., Trans. Inst. Met. Finish.,2014, vol. 92, p. 245.
122. Llayaraja, M., Mohan, S., Gnanamuthu, R.M., andSaravanan, G., Trans. Inst. Met. Finish., 2009, vol. 87,p. 145.
123. Kondo, K., Yokoyama, M., and Shinohara, K., J.Electrochem. Soc., 1995, vol. 142, p. 2256.
124. Katirci, R., Trans. Indian Inst. Met., 2010, vol. 63,p. 841.
125. Yogesha, S., Hegde, A.C., Trans. Indian Inst. Met.,2010, vol. 63, p. 841.
126. Chouchane, S., Levesque, A., Zabinski, P., et al., J.Alloys Compd., 2010, vol. 506, p. 575.
127. Levesque, A., Chouchane, S., Douglade, J., et al.,Appl. Surf. Sci., 2009, vol. 255, p. 8048.
128. Yu, Y.D., Cao, Y., Li, M.G., et al., Mater. Res. Innova-tions, 2014, vol. 18, p. 314.
129. Rao, V.R., Bangera, K.V., and Hegde, A.C., J. Magn.Magn. Mater., 2013, vol. 345, p. 48.
130. Felloni, L., Fratesi, R., Quadrini, E., and Roventi, G.,J. Appl. Electrochem., 1987, vol. 17, p. 574.
131. Thangaraj, V. and Chitharanjan Hegde, A., Indian J.Chem. Technol., 2007, vol. 14, p. 246.
132. Beltowska-Lehman, E., Ozga, P., Swiatek, Z., andLupi, C., Surf. Coat. Technol., 2002, vol. 151, p. 444.
133. Bhatnagar, P. and Free, M.L., Surf. Coat. Technol.,2006, vol. 200, p. 6083.
134. Mohan, S., Ravindran, V., Subramanian, B., and Sarava-nan, G., Trans. Inst. Met. Finish., 2009, vol. 87, p. 8.
135. Barceló, G., García, J., Sarret, M., et al., J. Appl. Elec-trochem., 1994, vol. 24, p. 1249.
136. Wykpis, K., Niedbała, J., Popczyk, M., et al., Russ. J.Electrochem., 2012, vol. 48, p. 1123.
137. Conrad, H., Corbett, J., and Golden, T.D., J. Electro-chem. Soc., 2012, vol. 159, p. C29.
CHEMISTRY OF SURFACES Vol. 54 No. 6 2018

ZINC–NICKEL ALLOY ELECTRODEPOSITION 1139
138. Hu, C.C., Tsay, C.H., and Bai, A., Electrochim. Acta,2003, vol. 48, p. 90.
139. Ieffa, S., Bernasconi, R., Nobili, L., et al., Trans. Inst.Met. Finish., 2014, vol. 92, p. 321.
140. Blejan, D. and Muresan, L.M., Mater. Corros., 2013,vol. 64, p. 433.
141. Petrauskas, A. and Grincevičiene, L., J. Appl. Electro-chem., 2009, vol. 39, p. 1579.
142. Abibsi, A., Dennis, J., and Short, N., Trans. Inst. Met.Finish., 1991, vol. 69, p. 145.
143. Albalat, R., Gómez, E., Müller, C., et al., J. Appl.Electrochem., 1991, vol. 21, p. 44.
144. Mathias, M.F. and Chapman, T.W., J. Electrochem.Soc., 1990, vol. 137, p. 102.
145. Tsybulskaya, L.S., Gaevskaya, T.V., Purovskaya, O.G.,and Byk, T.V., Surf. Coat. Technol., 2008, vol. 203,p. 234.
146. Albalat, R., Gomez, E., Müller, C., et al., J. Appl.Electrochem., 1990, vol. 20, p. 635.
147. Nawrat, G., Piotrowski, J., Maciej, A. et al., Arch.Metall. Mater., 2010, vol. 55, p. 255.
148. Muresan, L.M., Eymard, J., Blejan, D., and Indrea, E.,Stud. Univ. Babes-Bolyai, Chem., 2010, vol. 1, p. 37.
149. Katirci, R., Surf. Rev. Lett., 2015, vol. 22, p. 1550015.
150. Mathias, M.F. and Chapman, T.W., J. Electrochem.Soc., 1990, vol. 137, p. 102.
151. Mathias, M.F., Villa, C.M., and Chapman, T.W., J.Appl. Electrochem., 1990, vol. 20, p. 1.
152. Muralidhara, H.B., Arthoba Naik, Y., Sachin, H.P.,and Venkatesha, T.V., Indian J. Chem. Technol., 2008,vol. 15, p. 155.
153. Lin, Z.F., Li, X.B., and Xu, L.K., Int. J. Electrochem.Sci., 2012, vol. 7, p. 12507.
154. Karwas, C. and Hepel, T., J. Electrochem. Soc., 1988,vol. 135, p. 839.
155. Shivakumara, S., Manohar, U., Arthoba Naik, Y., andVenkatesha, T.V., Bull. Mater. Sci., 2007, vol. 30,p. 455.
156. Pushpavanam, M. and Balakrishnan, K., J. Appl. Elec-trochem., 1996, vol. 26, p. 283.
157. Pedroza, G.A.G., de Souza, C.A.C., de Jesus, M.D.,et al., Surf. Coat. Technol., 2014, vol. 258, p. 232.
158. Abou-Krisha, M.M., Assaf, F.H., and El-Naby, S.A.,J. Solid State Electrochem., 2009, vol. 13, p. 879.
159. Fratesi, R. and Roventi, G., J. Appl. Electrochem.,1992, vol. 22, p. 657.
160. Ghaziof, S. and Gao, W., Appl. Surf. Sci., 2014,vol. 311, p. 635.
161. Abou-Krisha, M.M., Appl. Surf. Sci., 2005, vol. 252,p. 1035.
162. Yu, Y.D., Zhao, X.X., Li, M.G., et al., Surf. Eng.,2013, vol. 29, p. 743.
163. Lin, C.S., Lee, H.B., and Hsieh, S.H., Metall. Mater.Trans. A, 1999, vol. 30, p. 437.
164. Lee, E., Ahn, J., and Ma, C., Plat. Surf. Finish., 2001,vol. 88, p. 124.
165. Tozar, A. and Karahan, I.H., Appl. Surf. Sci., 2014,vol. 318, p. 15.
PROTECTION OF METALS AND PHYSICAL CHEMISTR
166. Wu, Z., Fedrizzi, L., and Bonora, P.L., Surf. Coat.Technol., 1996, vol. 85, p. 170.
167. Bajat, J.B., Petrović, A.B., and Maksimović, M.D., J.Serb. Chem. Soc., 2005, vol. 70, p. 1427.
168. Chen, C.J. and Wan, C.C., J. Electrochem. Soc., 1989,vol. 136, p. 2850.
169. Knodler, A., Raub, C., and Raub, E., Metallober-flache, 1985, vol. 39, p. 21.
170. Boonyongmaneerat,Y., Saengkiettiyut, K., Saenapi-tak, S., and Sangsuk, S., J. Mater. Eng. Perform., 2014,vol. 23, p. 302.
171. Ivanov, I., Valkova, T., and Kirilova, I., J. Appl. Elec-trochem., 2002, vol. 32, p. 85.
172. Jingyin, F., Guozheng, L., Wenli, X., and Jianghong, L.,J. Wuhan Univ. Technol., Mater. Sci. Ed., 2006, vol. 21,p. 40.
173. Thangaraj, V., Ravishankar, K., and ChitharanjanHegde, A., Chin. J. Chem., 2008, vol. 26, p. 2285.
174. Rahsepar, M. and Bahrololoom, M.E., Surf. Coat.Technol., 2009, vol. 204, p. 580.
175. Kalantary, M.R., Wilcox, G.D., and Gabe, D.R.,Electrochim. Acta, 1995, vol. 40, p. 1609.
176. Kalantary, M.R., Wilcox, G.D., and Gabe, D.R., Br.Corros. J., 1998, vol. 33, p. 197.
177. Chawa, G., Wilcox, G., and Gabe, D., Trans. Inst.Met. Finish., 1998, vol. 76, p. 117.
178. Lin, C.S., Lee, H.B., and Hsieh, S.H., Metall. Mater.Trans. A, 2000, vol. 31, p. 475.
179. Ivanov, I. and Kirilova, I., J. Appl. Electrochem., 2003,vol. 33, p. 239.
180. Fei, J., Liang, G., Xin, W., et al., J. Univ. Sci. Technol.Beijing, 2005, vol. 12, p. 545.
181. Gabe, D.R. and Green, W.A., Surf. Coat. Technol.,1998, vol. 105, p. 195.
182. Kaneko, Y., Mizuta, Y., Nishijima, Y., andHashimoto, S., J. Mater. Sci., 2005, vol. 40, p. 3231.
183. Chen, J.L., Liu, J.H., Li, S.M., and Yu, M., Mater.Corros., 2012, vol. 63, p. 607.
184. Fei, J.Y. and Wilcox, G.D., Surf. Coat. Technol., 2006,vol. 200, p. 3533.
185. Subbaiah, Y., Kaje, V., and Hegde, A.C., Anti-Corros.Methods Mater., 2011, vol. 58, p. 84.
186. Chang, L.M., Chen, D., Liu, J.H., and Zhang, R.J., J.Alloys Compd., 2009, vol. 479, p. 489.
187. Praveen, B.M. and Venkatesha, T.V., Int. J. Electro-chem., 2011, vol. 2011, p. 1.
188. Ghaziof, S., Kilmartin, P.A., and Gao, W., J. Electro-anal. Chem., 2015, vol. 755, p. 63.
189. Praveen, B.M. and Venkatesha, T.V., J. Alloys Compd.,2009, vol. 482, p. 53.
190. Zheng, H.-Y. and An, M.-Z., J. Alloys Compd., 2008,vol. 459, p. 548.
191. Panagopoulos, C.N., Georgarakis, K.G., and Agatho-cleous, P.E., Tribol. Int., 2003, vol. 36, p. 619.
192. Blejan, D., Bogdan, D., Pop, M., et al., Adv. Mater.,2011, vol. 5, p. 25.
193. Tuaweri, T.J. and Wilcox, G.D., Trans. Inst. Met. Fin-ish., 2007, vol. 85, p. 245.
Y OF SURFACES Vol. 54 No. 6 2018

1140 LOTFI et al.
194. Hino, M., Murakami, K., Muraoka, K., et al., inMaterials Science Forum, Trans Tech Publ., 2014,p. 1420.
195. Praveen, B.M. and Venkatesha, T.V., J. Alloys Compd.,2009, vol. 482, p. 53.
196. Tulio, P.C., Rodrigues, S.E.B., and Carlos, I.A., Surf.Coat. Technol., 2007, vol. 202, p. 91.
197. Müller, C., Sarret, M., and Benballa, M., Surf. Coat.Technol., 2002, vol. 162, p. 49.
198. Hammami, O., Dhouibi, L., Berçot, P., et al., Int. J.Corros., 2012, vol. 8, p. 1.
199. Blejan, D., Marconi, D., Pop, A., and Muresan, L.M.,Stud. Univ. Babes-Bolyai, Chem., 2011, vol. 95. Blejan, D.,Marconi, D., Pop, A., and Muresan, L.M., Stud. Univ.Babes-Bolyai, Chem., 2011, vol. 56, no. 1, p. 95.
200. Kumar, M.K.P., Venkatesha, T.V., Pavithra, M.K.,and Shetty, A.N., Phys. Scr., 2011, vol. 84, p. 035601.
201. ASTM 519: Standard Test Method for MechanicalHydrogen Embrittlement Evaluation of Plating. ASTMBook of Standards, West Conshohocken, PA: ASTMInt.
202. Roventi, G., Fratesi, R., Della Guardia, R.A., andBarucca, G., J. Appl. Electrochem., 2000, vol. 30,p. 173.
203. Ghaziof, S. and Gao, W., J. Alloys Compd., 2015,vol. 622, p. 918.
204. Karahan, I.H. and Tozar, A., Trans. Inst. Met. Finish.,2014, vol. 92, p. 262.
205. Chandrappa, K.G. and Venkatesha, T.V., Mater. Cor-ros., 2013, vol. 64, p. 831.
206. Hosseini, M., Abdolmaleki, M., and Ashrafpoor, S.,Chin. J. Catal., 2012, vol. 33, p. 1817.
207. Hosseini, M.G., Abdolmaleki, M., and Ashrafpoor, S.,J. Appl. Electrochem., 2012, vol. 42, p. 153.
208. Herraiz-Cardona, I., Ortega, E., and Pérez-Herranz, V.,Electrochim. Acta, 2011, vol. 56, p. 1308.
209. Szczygieł, B., Laszczyńska, A., and Tylus, W., Surf.Coat. Technol., 2010, vol. 204, p. 1438.
210. Suliţanu, N., Pîrghie, C., and Brînz , N., J. Optoelec-tron. Adv. Mater., 2006, vol. 8, p. 1889.
211. Ramasubramanian, M., Popov, B.N., and White, R.E.,J. Electrochem. Soc., 1998, vol. 145, p. 1907.
212. Hino, M., Nishida, N., Hiramatsu, M., et al., Mater.Lett., 1998, vol. 34, p. 81.
213. Conde, A., Arenas, M.A., and de Damborenea, J.J.,Corros. Sci., 2011, vol. 53, p. 1489.
214. Ivanov, I., Valkova, T., and Kirilova, I., J. Appl. Elec-trochem., 2002, vol. 32, p. 85.
215. Rahsepar, M. and Bahrololoom, M., Corros. Sci.,2009, vol. 51, p. 2537.
216. Jiang, Y., Liu, L., Zhai, C., et al., Thin Solid Films,2005, vol. 484, p. 232.
217. Fei, J.-Y. and Wilcox, G., Surf. Coat. Technol., 2006,vol. 200, p. 3533.
218. Zheng, Z., Li, N., Wang, C.Q., et al., J. Power Sources,2013, vol. 222, p. 88.
219. Sudhakar, R. and Venkatesha, V.T., Ind. Eng. Chem.Res., 2013, vol. 52, p. 6422.
220. Zheng, H.-Y., An, M.-Z., and Lu, J.-F., Appl. Surf.Sci., 2008, vol. 254, p. 1644.
PROTECTION OF METALS AND PHYSICAL CHEMISTRY OF SURFACES Vol. 54 No. 6 2018