Variation of diffusible hydrogen content and shielding gases
Parameters
100% CO2
Argon+15%CO2
Argon + 5% CO2
Wire dia.
1/16"
1/16"
1/16"
Amps
299
312
323
Volts
28.5
28.5
27.5
E.S.O
3/4"
3/4"
3/4"
Diffusible Hydrogen
7.5ml/100g
9.5ml/100g
10.4ml/100g
R.H/Temp
45%/22.6'C
45%/22.6'C
45%/22.6'C
February 2008
FCAW/diffusible hydrogen and electrical stick outWire AWire
AWire BWire B1.2mm dia.1.2mm dia.1.6mm dia.1.6mm dia.230 amps230
amps285 amps285 amps26 volts26 volts28 volts28 volts14 ipm14 ipm14
ipm14 ipmESO 10mmESO 20mmESO 10 mmESO 20
mm8.1ml/100g5.5ml/100g10.0ml/100g9.0ml/100g
February 2008
FCAW wire storage conditions and worm trackingTo avoid worm
tracking and porosity store the wire properlyUse shielding gas with
higher oxidation potentialReduce welding amperageWeld with a longer
stick out to preheat the wireDiscard two layers of the spool and
retryIf possible recondition the wire not generally recommended
February 2008
Deleterious effect of Nitrogen on impact energy: carbon
steels
Chemistry Ar-O2
0.11.480.9
0.0850.920.42
0.080.890.4
0.0780.820.3
0.0750.780.32
%Carbon
%Manganese
%Silicon
Argon - Oxygen mixtures
% C, % Mn, % Si
GMAW chemistry variations with Ar-O2 mixtures
Chemistry Ar-O2 (1)
0.0850.920.42
0.080.890.4
0.0780.820.3
0.0750.780.32
Wire Chemistry : C=0.1%, Si=0.9%, Mn=1.48%
%Carbon
%Manganese
%Silicon
% Carbon
% Silicon
% Manganese
Ar-O2 ( O2 in %)
Chemstry variations %
GMAW weldmetal chemistry
Data Ar-O2
ALUMINA
Temperature27347367387310731273147316731873207322732473
Free Energy
Gr.Cal/Mole15,77126,96637,92048,55158,88468,94878,77188,37297,770106,978116,007124,867
GMAW Weld metal chemistry variation with
increasing % O2 in Argon shielding mixture
0
Wire/gas%Carbon%Manganese%Silicon2
0%0.11.480.910
2%0.0850.920.4215
10%0.080.890.418
15%0.0780.820.3
18%0.0750.780.32
Wire/gas%Carbon%Manganese%Silicon
0%0.11.480.9
2%0.0850.920.42
10%0.080.890.4
15%0.0780.820.3
18%0.0750.780.32
10
Gas mixture Ar-O2
Carbon
Mn
Data Ar-O2
0
0
0
0
0
0
0
0
0
0
0
0
Free Energy Gr.Cal/Mole
Chart1
0
0
0
0
0
%Carbon
Argon O2
% Carbon
Chart2
0.0650.980.57
0.070.930.5
0.080.890.42
%Carbon
%Manganese
%Silicon
% CO2
% Mn, Si and C
GMAW chemistry variation Ar-CO2
Sheet2
0.02
0.05
0.08
0.1
0.15
0.25
% Carbon in deposit
%CO2 in Ar
Carbon pick up - GMAW : Ar-CO2
Chart3
GMAW Weld metal chemistry variation withGMAW Weld metal
chemistry variation with
increasing % O2 in Argon shielding mixtureincreasing % CO2 in
Argon shielding mixture
Wire/gas%Carbon%Manganese%SiliconWire/gas%Carbon%Manganese%Silicon
Wire0.11.480.9Wire0.081.250.73
2% O20.0850.920.4210% CO20.0650.980.57
10% O20.080.890.418% CO20.070.930.5
15% O20.0780.820.335% CO20.080.890.42
18% O20.0750.780.32
GMAW Weld metal chemistry variation with
increasing % CO2 in Argon shielding mixture
Wire0.081.250.73
%CO2%Carbon%Manganese%Silicon
100.0650.980.57
180.070.930.5
350.080.890.42
Carbon variations in GMAW stainless steel weld metals Argon/CO2
gas mixes
with the same wire spool
Wire/Gas mixER308L
SiAr/2%CO2Ar/5%CO2Ar/8%CO2Ar/10%CO2Ar/15%CO2Ar/25%CO2
Carbon %0.0120.01690.02320.03010.03480.04080.053
2%5%8%10%15%25%
Chart4
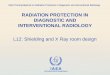
48
827
wire A
wire B
Exposure condition
Diffusible H2 : ml/100g
FCAW wires - Hydrogen pick up
Sheet3
100
50
25
12
Impact: Joules at -40'C
Weldmetal N2 content, ppm
Energy: Cv Joules at -40'C
As receivedExposed to 80/80 condition for one week
As receivedExposed to 80'F/80%RH for 1 week
wire A48
wire B827
Weldmetal N2 content, ppm50100200250
Impact: Joules at -40'C100502512
February 2008
Nitrogen additions to shielding gas for Duplex stainlessUp to 2
% additions of N2 advantageous for duplex stainless steel GMAW
welding:Reduction of 10-15% ferrite improving ferrite/austenite
balance10% improvement in strengthBetter performance against
pitting corrosionBeyond 6% Nitrogen in the gas will produces weld
porosity..
February 2008
Choice of Shielding gasesToo many to choose fromToo complex for
usersToo complex for producers ALMIGALTIGALFLUX
February 2008
ConclusionsVideo imaging of the welding arc shows that
progressive increase in oxidation potential of the shielding gas,
stabilizes the arc for GMAW welds in stainless and mild steel
weldsFumes also increase with increasing CO2 content of the
shielding gasesAddition of 1-2% Oxygen to Argon seems to improve
arc stability and arc speeds for Aluminum GMAW processMicro
additions of CO2 to Argon + H2 or Argon+He mixtures improves
stability of the GMAW welding of Inconel 625 alloysGMAW, FCAW, MCAW
deposits in mild steel loose strength and alloying elements with
increasing oxidation potential of the shielding gasesIncreasing CO2
content of the shielding gas may contribute to increased pick up of
carbon in extra low carbon stainless steels GMAW deposits.
February 2008
Conclusions - continuedDiffusible hydrogen of a FCAW weld
deposit increases with higher levels of Argon contents in the
shielding gasImproper storage of FCAW consumable can result in
substantial increase in diffusible hydrogen content, causing worm
tracking porosity. Some remedies have been suggestedAn addition of
up to 2% Nitrogen to an Argon+Helium+CO2 mixture shows improved
control on ferrite content of the weldmetal, about 10% increase in
strength and improved pitting corrosion resistance in case of
duplex stainless steel GMAW welds.
February 2008
AcknowledgementsThe author would like to thank the research
staff at the Air Liquide World Headquarters in Paris for providing
guidance and stimulating discussions while the manuscripts were
being drawn up. Thanks are also due to technical experts at Air
Liquide Canada and data obtained from the certification center in
Boucherville. Photographic support came from several CAP Audit
reports, performed at various customer locations in Canada.Dr.
Christian Bonnet, Dr. P. Rouault, Mr. J. M. Fortain, Mr. Pierre
Geoffroy, Mr. Joe Smith and Mr. Jean Venne provided valuable
technical support for this paper and are being recognized for their
contribution.
February 2008
Thank you!
3115








![STUDY OF SHIELDING GASES FOR MAG · PDF fileMIG/MAG welding is the process that is commonly used in the Baltic States. Shielding gas takes a great role in MIG/MAG process [1-5]. It](https://img.pdfslide.us/doc/110x75/5a712e317f8b9abb538c96f3/study-of-shielding-gases-for-mag-weldingwwwipmerue-journalsmpmno21613mpm21604boikopdfpdf.jpg)