Embed Size (px)
Citation preview

Vol. 233 No. 7
COPYING AND DISTRIBUTING ARE PROHIBITED WITHOUT PERMISSION OF THE PUBLISHER
ENHANCED OIL RECOVERY
Challenges and best practices for handling emulsions inchemical EOR flooding
Demulsifiers used to treat an emulsion resulting from a CEOR projectgreatly lowered water content in the oil phase and oil concentration in thewater phase. This resulted in much more effective oil/water separation,with the production of dry oil and clean water at a pilot ASP flood.
DUY NGUYEN and NICHOLAS SADEGHI, Nalco
Water soluble demulsifiers and oil soluble demulsifiers were used to treat theemulsion resulting from a CEOR (chemical enhanced oil recovery) project. Thedemulsifier greatly lowered water content in the oil phase–BS&W (basicsediment and water) <0.5%–and oil concentration in the water phase (less than50 ppm). Application of this novel demulsifier resulted in a much more effectiveoil/water separation, with the production of dry oil and clean water at a pilotASP (alkali, surfactant and polymer) flood that was experiencing very stableemulsions. The demulsification mechanism was also investigated in terms ofelastic modulus, particle size and interfacial tension.
This article presents factors associated with CEOR, such as key issues (e.g.,emulsions), challenges (e.g., water treatment) and best practices (e.g., acombination of equipment design and demulsifier to treat emulsions). During theapplication of CEOR floods, breakthrough of the injection chemicals, such assurfactant and polymer or polymer alone, periodically occurs, resulting in stableemulsions. This article was compiled from the literature to report the effects ofalkali, polymers, surfactants, asphaltenes, resins and shear rates on emulsionstability.
When treated with polymer alone, the produced fluid was not very stable andresolved into two phases—oil and water. However, the water exhibited a highoily content and was difficult to treat, due to the adsorption of polymer onto thesurface of the oil droplets. Zeta potential measurements indicated that oildroplets were not only stabilized by steric stabilization of the polymer but alsoby electrostatic stabilization. The effect of polymer on emulsion stability in SP(surfactant and polymer) or ASP (alkali, surfactant and polymer) floodings iscomplicated. Polymer can form a “bridge” between two oil droplets anddecrease the emulsion stability. However, polymer can also enhance theemulsion stability via electrostatic and steric stabilization.
Asphaltenes and resins present in the crude oil form a rigid film around waterdroplets, contributing to high BS&W values. Surfactants and alkali decrease theinterfacial tension and zeta potential, contributing to the stability of oil droplets.As concentrations of the injection chemicals in the produced fluid varied, thestability of the emulsion also changed. As a result, the selected demulsifier hasto be robust.
BACKGROUND
World Oil http://www.worldoil.com/July-2012-Challenges-and-best-practices-for-h...
1 de 11 20/06/2013 06:56 p.m.

Primary and secondary recovery techniques, together, are able to recover onlyabout 35% to 50% of oil in place. Since there is a significant amount of oilremaining in the reservoir after primary and secondary processes have beenutilized, chemical flooding (using surfactants, polymers and sometimes alkali)has been one of the technologies applied to recover up to an additional 35%. Itis estimated that several hundred CEOR field trials have been conducted over
the past 50 years, with many occurring during the 1970s and 1980s.1
Surfactant/polymer (SP) and alkali/surfactant/polymer (ASP) floodings todayhave been re-invigorated by the introduction of more cost-effective surfactantsand polymers coupled with improved reservoir modeling. Globally, it isestimated that there were over 20 CEOR projects in field trials or commercialstages in 2011. Additionally, the recent (April 2011) $100/bbl crude priceenvironment continued to stimulate interest in new projects by super-majors,national oil companies and independents.
Emulsions created by chemical flooding have been extremely difficult to break,due to the high concentration of alkali, surfactant and polymer tightly bound with
the oil and water. In an earlier article,2 the authors investigated the effects ofsalinity, temperature, nature of oil and surfactant on emulsion stability, withalkyltrimethyl ammonium bromide as a demulsifier. This article summarizes theeffects of alkali, polymers, surfactants, asphaltenes, resins and shear rates onemulsion stability. Also compared is the demulsification efficiency betweenalkyltrimethylammonium bromide and alkyldimethylbenzyl ammonium bromide,and particle size distribution. The demulsification mechanism was alsoinvestigated in terms of elastic modulus, particle size and interfacial tension.
EXPERIMENTAL METHODS
Materials. Pure cationic surfactants of the types, alkyltrimethylammoniumbromide (C6-C18TAB) and alkyldimethylbenzylammonium bromide (C10-C18),were obtained from Sigma-Aldrich. The crude oils (SP and ASP) were from theU.S., and their physical and chemical properties are listed in Table 1. Thepolymer (partially hydrolyzed polyacrylamide, HPAM) from SNF Company has amolecular weight of 8×106 and 30% hydrolysis. Alcohol propoxylate sulfate andalkyl sulfonate surfactants were obtained from Stepan Company. Brinesolutions were prepared using various inorganic salts obtained from Sigma-Aldrich. Diethylene glycol monobutyl ether (DGBE) and iso-butanol co-solventswere purchased from Aldrich Chemical.
Table 1. Crude oil physicalproperties
Emulsion preparation. The emulsion (100 ml) was produced in the lab bymixing produced water (i.e., brine solution) containing polymer and surfactantswith the oil by shaking the six-ounce prescription bottle mechanically for 10
World Oil http://www.worldoil.com/July-2012-Challenges-and-best-practices-for-h...
2 de 11 20/06/2013 06:56 p.m.

min., using a heavy-duty, two-speed Eberbach shaker. The demulsifier wasadded to the above emulsion, and the bottle was again shaken for another 3min. The amounts (ppm) of demulsifiers added were based on the volume ofthe emulsion. The ratios of produced water-to-oil used were varied from 1:1 to9:1.
Focused beam reflectance measurement (FBRM). The FBRM probe is fromMettler-Toledo Lasentec and consists of a 3-MW laser with a wavelength of791.9 nm that is transmitted through fiber-optics to the probe tip. When theprobe is immersed into an emulsion, the laser emitted is reflected, if it scansacross the surface of a droplet. The probe measures the reflectance time andcalculates the chord length by the product of the time and laser scan speed. Achord length is defined as the straight line distance from one edge of a dropletto another edge. Droplets between 0.5 microns and 3 mm can be measured.
Interfacial tension. The equilibrium interfacial tensions of brine and crude oilafter phase separation were measured at 22°C, using a University of Texasspinning drop tensiometer. Aliquots of oil and water were withdrawn with a25-ml syringe, equipped with a 2-in. needle. Each aqueous phase was broughtto temperature in the instrument as the continuous phase. Then, a 1.0-microliterdrop of oil phase was introduced as the drop phase, and the system was spunat variable speeds.
Elastic modulus. A Teclis TRACKER tensiometer (Kruss Company) was usedto measure the elasticity at 25°C by the pendant and oscillating drop method incontrolled surface area mode. An oil droplet was formed and maintainedvertically at the end of an inverted needle in a transparent cell containing theaqueous phase (brine solution with demulsifier, polymer and surfactants). Thedrop was oscillated at different frequencies after the equilibrium interfacialtension was reached and elastic modulus was measured from a change ininterfacial tension, and a change in surface area of the oil droplet, due toexpansion and contraction. Details about the technique can be found
elsewhere.3
Demulsification tests. Demulsification tests were conducted in graduated,6-oz. prescription bottles to allow for rapid water drop readings. All bottlesused 100 ml of emulsion. After pouring the emulsion followed by chemicaladdition, the bottles were allowed to reach the separator desired temperaturevia a water bath. Upon reaching the desired temperature, samples wereshaken via a mechanical shaker and then returned to the water bath. Waterdrop readings were recorded in milliliters as a function of time. Water dropvalues also were used to gauge emulsion stability, where a faster water dropindicated lower emulsion stability. Water samples were taken from the bottomsof the bottles, using a syringe, and oil concentrations in water were deducedfrom the turbidity measurements.
Following the oil drop readings, the resolved or partially resolved oil from eachbottle was analyzed for water content. Using a syringe with a needle, a smallportion of oil (about 6 ml) was withdrawn. The syringe tip was set to 10 to 15ml above the theoretical oil-water interface, as determined by the slug grindoutvalue. This aliquot of oil was added to a graduated API centrifuge tubecontaining an equal volume of an aromatic solvent, and contents were shakenby hand. The centrifuge tubes were then centrifuged on high speed for threeminutes.
World Oil http://www.worldoil.com/July-2012-Challenges-and-best-practices-for-h...
3 de 11 20/06/2013 06:56 p.m.

Following centrifugation, the percent residual emulsion, typically referred to asBS&W, were noted for each bottle. After recording BS&W values, alkylsulfonate surfactant (a chemical known to resolve the remaining emulsion) wasadded to the centrifuge tube. Such chemicals are generally called “slugging orknockout chemicals” and are typically low-molecular-weight, sulfonate-basedmaterials. After slugging, the tube was again shaken and centrifuged aspreviously described. The BS was, therefore, completely eliminated, and onlywater remained in the bottom part of the tube. The slug grindout number isreported as a percentage. Smaller values of BS&W and slug indicate drier oil.The time (in min.) elapsed for the total volume of water to separate is taken asa measurement of the emulsion stability
RESULTS AND DISCUSSION
Characterization of oil: As shown in Table 1, physical and chemical propertiesof the oils were measured and characterized. The API gravity and viscositywere measured at ambient temperature. Saturates, asphaltenes, resins andaromatics (SARA) analysis was performed to identify the total saturates,aromatics, resins and asphaltenes. Resins and asphaltenes are known tostabilize the emulsion.
Characterization of produced water: As shown in Tables 2 and 3,concentrations of surfactants and polymer in the produced water from SP andASP floodings are above 1,000 ppm. Surfactants and polymer were mainlyresponsible for the stability of oil droplets. Polymer increased the interfacial filmbetween water and oil, decreased the zeta potential (more negative), andblocked aggregation and flocculation of oil droplets. Surfactants decreased theinterfacial tension (IFT) and zeta potential, making oil droplets difficult toapproach and coalesce. Alkali, such as sodium carbonate, reacted with acidiccomponents of the crude oil and converted them into natural surfactants, whichcan further stabilize the emulsion.
Table 2. Surfactant/polymerflooding, produced waterformulations
Table 3. Alkali/surfactant/polymerconcentrations in produced waterfrom ASP flooding
World Oil http://www.worldoil.com/July-2012-Challenges-and-best-practices-for-h...
4 de 11 20/06/2013 06:56 p.m.

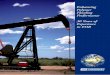
Fig. 1. Particle size distribution of the untreated SPemulsion.
Effect of alkali: W. Di, et al.,4 show that oil-water interfacial elasticity modulusand viscosity both increase, reach maximum, and then decrease with alkalineconcentration, Table 4. It correlates with emulsion stability. Alkaline reacts withasphaltenes and resins present in crude oil to produce anionic surfactants. As aresult, at low content, alkaline increases the electrical repulsion between oildroplets, oil-water interfacial elastic modulus and viscosity, hence, retarding oildroplet coalescence. However, at high content, alkaline reduces the density ofnegative charge on an oil droplet surface, due to high ionic strength, decreasesoil-water interfacial elastic modulus and viscosity, promoting oil dropletcoalescence.
Table 4. Effect of alkaline on oil-water interfacial rheology4
Effect of SARA on emulsion stability. M. Li, et al.,5 show that unstableemulsions were formed between distilled water and the asphaltene model oil.However, in the presence of 1.2% Na2CO3, the emulsion was very stablebecause Na2CO3 reacts with asphaltene to form surfactants. In contrast, thesaturated, aromatic and resin model oils were not able to form stableemulsions, indicating that the asphaltene is responsible for the emulsion whenNa2CO3 is present. This result is in agreement with a high value of interfacialshear viscosity of the asphaltene model oil and the alkaline solution.
Oil droplet size distribution. Figure 1 shows that oil droplets with chordlengths <50 microns, and 50 to 1,000 microns have nearly constant countsbetween 5 and 25 min., indicating that the emulsion is stable and droplets donot change over time for the untreated surfactant and polymer (SP) emulsion.When the shear rate is decreased, an increase in the mean oil droplet chordlength is observed (from 69.32 microns to 85.36 microns) with a decrease ofdroplet distribution < 50 microns (from 19,462 counts to 13,708 counts). Thissuggests that a decrease in shear rate promotes droplet coalescence.
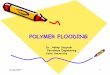
When treated with 200 ppm octyltrimethylammonium bromide (C8TAB), meandroplet size increases from 38.59 microns (initial) to 103.80 microns (redcurve), indicating rapid droplet coalescence. Particle counts <50 microns range
World Oil http://www.worldoil.com/July-2012-Challenges-and-best-practices-for-h...
5 de 11 20/06/2013 06:56 p.m.

Fig. 2. Particle size distribution of the SP emulsion treatedwith 200-ppm C8TAB.
Fig. 3. Comparison of particle size distribution between theuntreated and treated SP emulsion.
also decreased by an order of magnitude, Fig. 2. Following coalescence, the oilforms a separate phase, and, as a result, there is significant reduction in meansize (from 103.80 microns to 31.39 microns; green curve) and dropletpopulation. Figure 3 summarizes results of the untreated and treated SPemulsion. The latter showed a decrease in both droplet number and dimension.FBRM can be used as a quantitative tool to rapidly screen chemicals designedfor oil-water separation.
Elastic Modulus: Elastic modulus, E, is defined as the ratio of surface stressto strain per unit area:
E = dγ/dA/A = dγ/dlnA (dyne/cm) (1)
Elastic modulus measures the resistance of the film to deformation orcoalescence. The smaller the value of E, the less stable the emulsion. Elasticmoduli for various demulsifiers are listed in Table 5. As can be seen, lowinterfacial elasticity can reduce the oil concentration in the water phase andBS&W. As the ion-pairs of demulsifier and surfactant adsorb and replace thesurfactant at the interface, interfacial elasticity starts to decrease. A similar
trend was also observed by Kang.6
Table 5. Properties of demulsifiers in SP emulsions
World Oil http://www.worldoil.com/July-2012-Challenges-and-best-practices-for-h...
6 de 11 20/06/2013 06:56 p.m.

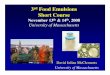
Fig. 4. Effect of interfacial tension on emulsion stability forSP emulsion.
Interfacial tension. Interfacial tension measurements have been investigatedby several authors to give insights into the mechanisms of demulsifier
adsorption at the oil-water interface.7,8 Figure 4 shows the effect of equilibriuminterfacial tension on emulsion stability for C14TAB and C18TAB at variousconcentrations. It can be seen that a good separation with good water qualityand low BS&W was observed for the system that exhibited lowest equilibriuminterfacial tension. This finding is consistent with the interpretation of theoptimum demulsification efficiency, in which a minimum stability is achievedwhen the demulsifier adsorbed at the interface exhibits the same affinity for theoil and water phases. Typically, the interfacial tension values for
microemulsion-water interfaces range from 0.01 to 0.0001 dyne/cm,9 which aremuch lower than that measured for C18TAB (0.26dyne/cm) at 100 ppm.Perhaps due to the low concentration of demulsifiers used in these experiments(200 ppm), a middle (microemulsion) layer was not observed. Addition ofC18TAB and C14TAB beyond their optimum (>100 ppm) resulted in an increaseof the emulsion stability and corresponding increase in interfacial tension,perhaps due to the formation of an elastic, viscous film caused by the excess ofdemulsifier.
Effect of polymer. M. Li, et al.,5 investigated the effect of polymer on zetapotential, interfacial tension, emulsion stability and interfacial shear viscositybetween oil and HPAM solution (i.e., in the absence of surfactant and alkali).Results show that the interfacial tension was not affected by HPAM, suggestingthat HPAM is not a surface active agent. However, HPAM is able to adsorb atthe interface between the oil and water, as indicated by an increase ininterfacial shear viscosity and absolute value of zeta potential. As a result,emulsion stability increased. This proved that oil droplets were not onlystabilized by steric stabilization of the polymer, but also by electrostaticstabilization.
Also studied was the effect of polymer on emulsion stability at a fixedsurfactant concentration, Fig. 5. When the polymer concentration is above 500ppm, the polymer adsorbs at the interface and increases the strength of theinterfacial film, resulting in enhancing the emulsion stability. However, at lowerconcentrations, the polymer can also flocculate the oil droplet and decreaseemulsion stability through polymer bridging action across oil droplets. This
observation is in agreement with results from other authors.4,5 Interestingly, the
World Oil http://www.worldoil.com/July-2012-Challenges-and-best-practices-for-h...
7 de 11 20/06/2013 06:56 p.m.

Fig. 5. Effect of polymer on emulsion stability.
Fig. 6. Effect of surfactant on demulsifier performance.Polymer concentration = 1,200 ppm.
Fig. 7. Effect of demulsifier concentration on emulsionstability.
emulsion was most stable in the absence of polymer, Fig. 5.
Effect of surfactant. Figure 6 shows the effect of anionic surfactant ondemulsifier concentration. As can be seen, the amount of demulsifier requiredto separate the emulsion increased linearly with surfactant concentration. Forexample, if surfactant concentration is increased two-fold, the amount ofdemulsifier needed is also increased two-fold.
Effect of demulsifier concentration. It is observed that emulsion stabilitydecreased with an increase in demulsifier concentration, Fig. 7. However,addition of a demulsifier above its optimum concentration resulted in anincrease of emulsion stability, perhaps due to the formation of an elastic,viscous film caused by the excess of demulsifier. Demulsifier with a longercarbon chain length was more effective.
Comparison of alkyltrimethyl ammonium bromide and alkylbenzyldimethyl
World Oil http://www.worldoil.com/July-2012-Challenges-and-best-practices-for-h...
8 de 11 20/06/2013 06:56 p.m.

Fig. 8. Comparison of alkyltrimethylammonium bromideswith alkyldimethylbenzyl ammonium bromide in SP emulsion
ammonium bromide. Figure 8 shows the effect of carbon chain length ofalkyltrimethyl ammonium bromide (C6-C18 TAB) and alkylbenzyldimehtylammonium bromide (C10-C18 BAB) on demulsification efficiency. The optimumchain length was C8 for alkyltrimethyl ammonium bromide, resulting in BS&W of0.8% and clean water. For alkylbenzyldimethyl ammonium bromide, optimumchain length was C12. It lowered the BS &W to 0.8% but water quality wasmuch worse than C8TAB.
Challenges and best practices. Table 6 is a summary of challenges and bestpractices from a roundtable discussion at the SPE EOR conference, held inKuala Lumpur, Malaysia, July 19-21, 2011. The primary key issues are water/oilquality, equipment design and demulsifier selection, especially for offshoreapplications, since the retention time is short and space is limited. One of thebest practices is to simulate the emulsion in the lab and identify the bestdemulsifier.
Table 6. Key issues and challenges of chemicalEOR
CONCLUSIONS
World Oil http://www.worldoil.com/July-2012-Challenges-and-best-practices-for-h...
9 de 11 20/06/2013 06:56 p.m.

The asphaltene fraction dominates the emulsion of a crude oil and Na2CO3
solution. The effect of polymer on emulsion stability in SP (surfactant andpolymer) or ASP (alkali, surfactant, and polymer) floodings is complicated.Polymer can form a “bridge” between two oil droplets and decrease theemulsion stability; however, polymer can also enhance the emulsion stability viaelectrostatic and steric stabilization. Ion pairs formed between the cationicdemulsifiers (patents pending) and anionic surfactants may explain for theaccelerated separation of oil-in-water emulsions with good oil and water qualityduring chemical EOR processes.
At the optimum demulsification efficiency, interfacial tension is lowest,suggesting that ion-pairs exhibit the same affinity for both phases. Thedemulsification mechanism is proposed that the demulsifiers partially replacesurfactants adsorbed at the oil-water interface, thereby causing a decrease inelastic modulus and interfacial tension. Alkyltrimethylammonium bromides aremore effective than alkyldimethylbenzyl ammonium bromide at separating theoil-in-water emulsion stabilized by chemical EOR.
LITERATURE CITED
1. Thomas, S., “Chemical EOR: The past—Does it have a future?”, SPE distinguished lecture, 2005
2. Nguyen, D., N. Sadeghi and C. Houston,”Emulsion characteristics and novel demulsifiers for
treating chemical induced emulsions”, SPE paper 143987, SPE Enhanced Oil Recovery
Conference Kuala Lumper, Malaysia, July 19-21, 2011.
3. Puff, N., A. Cagna and R. Douillard, “Surface dilational rheology of proteins adsorbed at air/water
and oil/water interfaces,” J. Colloid Interface Sci., v.208, p. 405-414, 1998.
4. Di, W., M. Xiangchun, Z. Ruiquan, C. Yan, W. Qingsheng, and L. Huicheng, “Emulsification and
stabilization of ASP flooding produced liquid,” SPE paper 65390, SPE International Symposium on
Oil Field Chemistry, Houston, Feb. 13-16, 2001.
5. Li, M., J. Guo, B. Peng, M. Lin, Z. Dong and Z. Wu, “Formation of crude oil emulsions in chemical
flooding,” Emulsions and Emulsion Stability, Second Edition, edited by Johan Sjoblom, Surfacant
Science Series, Vol. 132, CRC press.
6. Kang, W. L., “Study on the interaction mechanism of chemicals used in ASP flooding in Daqing
oilfield,” Ph.D dissertation, College of Daqing Petroleum, China, 2000.
7. Goldszal, A., and M. Bourrel, “Demulsification of crude oil emulsions: Correlation to
microemulsion phase behavior,” Ind. Eng. Chem. Res., v. 39, p.2746-2752, 2000.
8. Breen, P.J., “Adsorption kinetics of demulsifiers to an expanded oil-water interface,” ACS Symp.
Ser., v. 615, p. 268, 1995.
9. Salager, J.L., “Guidelines for the formulation, composition and stirring to attain desired emulsion
properties.” In Surfactants in solution; Chattopadhyay, A.K., K. L. Mittal, Eds.; Surfactant Science
Series 64; Marcel Dekker; New York, 1996.
ACKNOWLEDGEMENTS
The authors thank Nalco for permission to publish this work, and express their sincere gratitude to
Professors George Hirasaki and Clarence Miller at Rice University.
The authors
DR. DUY NGUYEN is a research associate at Nalco Company. He graduatedwith a BS degree in chemical engineering and a PhD in surface & colloidchemistry in the U.S. He has received 25 U.S. patents, published over 15scientific publications, and presented papers at numerous conferences. Hisresearch interests center on well stimulation, foams, hydraulic fracturing,enhanced oil recovery, emulsions and microemulsions.
World Oil http://www.worldoil.com/July-2012-Challenges-and-best-practices-for-h...
10 de 11 20/06/2013 06:56 p.m.

NICHOLAS SADEGHI is a chemist at Nalco Co. He earned a BS degree inBiochemical and Biophysical Sciences, with a focus on chemistry, fromUniversity of Houston in 2007. His experience lies in oilfield chemicals, EOR anddemulsifiers, specializing in paraffin and asphaltene mitigation.
World Oil http://www.worldoil.com/July-2012-Challenges-and-best-practices-for-h...
11 de 11 20/06/2013 06:56 p.m.