Embed Size (px)
Citation preview
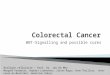
New products for machining technicians
Cermet grade -DCC1110
-XU Chip breaker
The new Cermet Dragonskin grade DCC1110 in combination with the -PF14, -PF15 and -NF12 chip breakers displays its full potential in finishing operations with maximum cutting speeds.
-XU, the new chip breaker for perfect swarf control. Excellent for close-contour machining, turning with variable cutting depth and light roughing.
SWUC 93° Vibration damped boring barsAnti-vibration boring bars with carbide core for bore diameters from 5.8 mm.
Various boring bars with screw clampingSVJC 93 ° for turning concave or convex faces. SMC 50 ° for back turning or for rear-sided machining.
-NM15 chip breaker-NM15, the first choice for medium machining of steel, has been expanded with additional radii.
-NM19 Chip BreakerThe product range with the universal chip breaker -NM19 for light to medium roughing has been expanded. -NM19 with its stable cutting edge for demanding applications can be used on all standard steels, stainless steels and cast iron.
Dragonskin Grade HCR1135Additional inserts in Dragonskin high performance grade HCR1135 complete the WNT product portfolio. The Dragonskin grade HCR1135 in the ISO P35 range is the problem solver for all applications where maximum toughness is required.
Programme Extensions
Product Video: -XU Chip Breaker
www.wnt.com/vd-dragonskin-xu-chipbreaker
Drill
ing
1 HSS drilling
2 Solid carbide drilling
3 Indexable insert drilling
4 Reaming and Countersinking
Thre
adin
g
5 HSS taps and dies
6 Circular and Thread Milling
7 Thread turning
Turn
ing
8 Turning Tools 8
9 EcoCut
10 Grooving Tools
11 Miniature turning tools
Mill
ing
12 HSS Milling Cutters
13 Solid Carbide milling cutters
14 Milling tools with indexable inserts
Tool
Hol
ders 15 Rotating toolholders
16 Tool holders, static + driven tools
Mod
ular
To
olho
lder
s
17 Spindle Tooling
18 Material examples and Article no. index

08|2
Symbol explanation / Coding of the chip breaker 2
WNT Toolfinder – Grade Selection 3
WNT Toolfinder – negative inserts 4
WNT Toolfinder – positive inserts 5
Product programme 6–142
Precision tooling for automatic lathes 122–142
Technical Information
Cutting Data 143–157
Chip breakers 162–167
Clamping systems – Overview and spare parts 170–172
ISO designation system 173–175
Wear types in indexable inserts 176
Grades Overview 178
Premium quality tools for high performance. The premium quality tools from the WNT Mastertool Performance product line have been designed for specific applications and are distinguished by their outstanding performance. If you make high demands on the performance of your production and want to achieve the very best results, we recommend the Premium tools in this product line.
All new chip breakers are coded according to the following key:
-NM15
Inserts - Basic Type Application range Material Scale Values
1 = Steel 1 = Narrow
F = Fine 2 = Stainless
N = Negative Inserts M = Medium 3 = Cast Iron
P = Positive Inserts R = Rough 4 = Non Ferrous Metals
5 = Heat Resistant
6 = Hard 9 = Wide
F M R F: Fine MachiningM: Medium MachiningR: Rough Machining
ChipMain application range of the chip breaker
Carbide Grade
Continuous cut
Irregular cutting depth
Interrupted cut
Symbol explanation
HCX 1125
Coding of the chip breakers
Detailed information on the chip breakers can be found in the technical appendix at the end of this chapter → Page 162–167
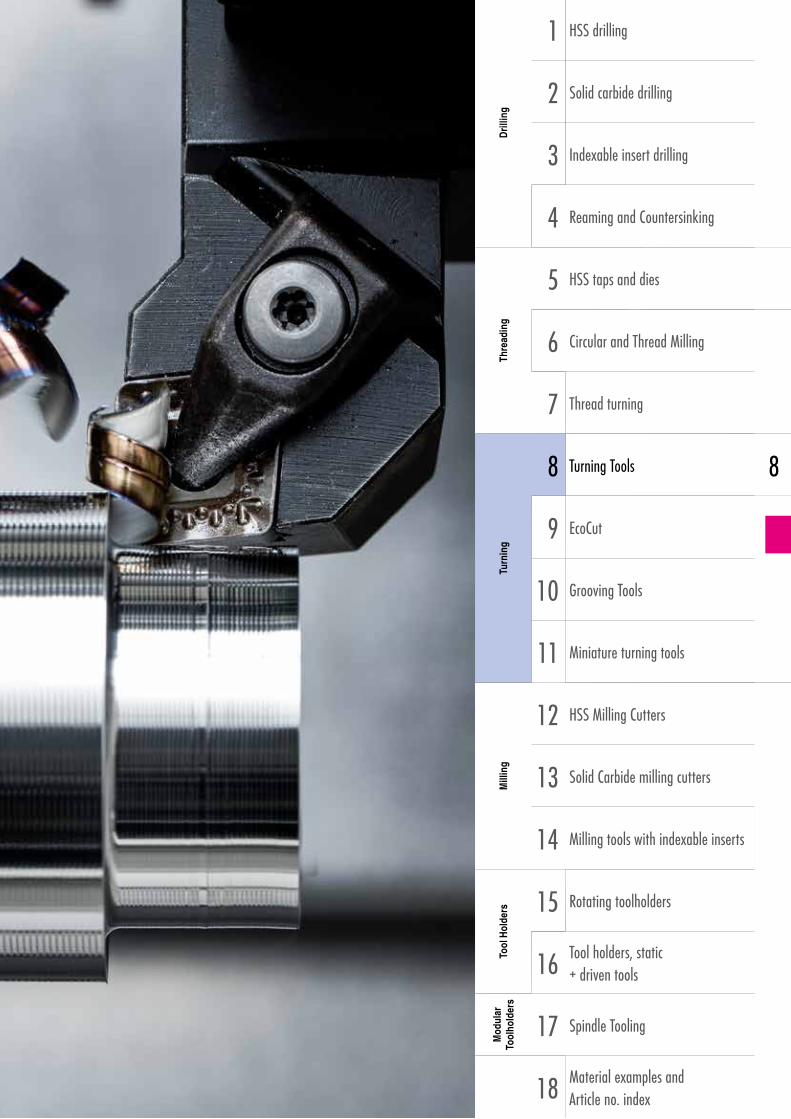
A detailed overview of grades can be found in the technical appendix on → Page 178
Table of contents
Turning ToolsIntroduction
8
08|3
WNT Toolfinder – Grade Selection
ISO P/M/K/N/S 15 25 35
Main Application
Continuous cut Irregular cutting depth Interrupted cut
Material/Grade ISO
wear-resistant vc+ vc– tough
Stee
l
DCC1110(Cermet)
P10
CWC10(Cermet)
P15
Stee
l
HCX1115 P15
HCX1125 P25
HCR1135 P35
Stai
nles
s
CWN2120 M20
CCN2120 M20
HCN2125 M25
CWN2135 M35
Cast
iron HCF3110 K10
HCF3120 K20
Non-f
erro
us
metal
s (ab
rasive
)
CWN15 N15
AMZ N20
Non
ferro
us m
etal
s
CWK26 N20
CWK20 N10
CWK15 N15
Heat
resis
tant
HCN5110 S10
HCN5115 S15
Turning ToolsWNT Toolfinder
08|4
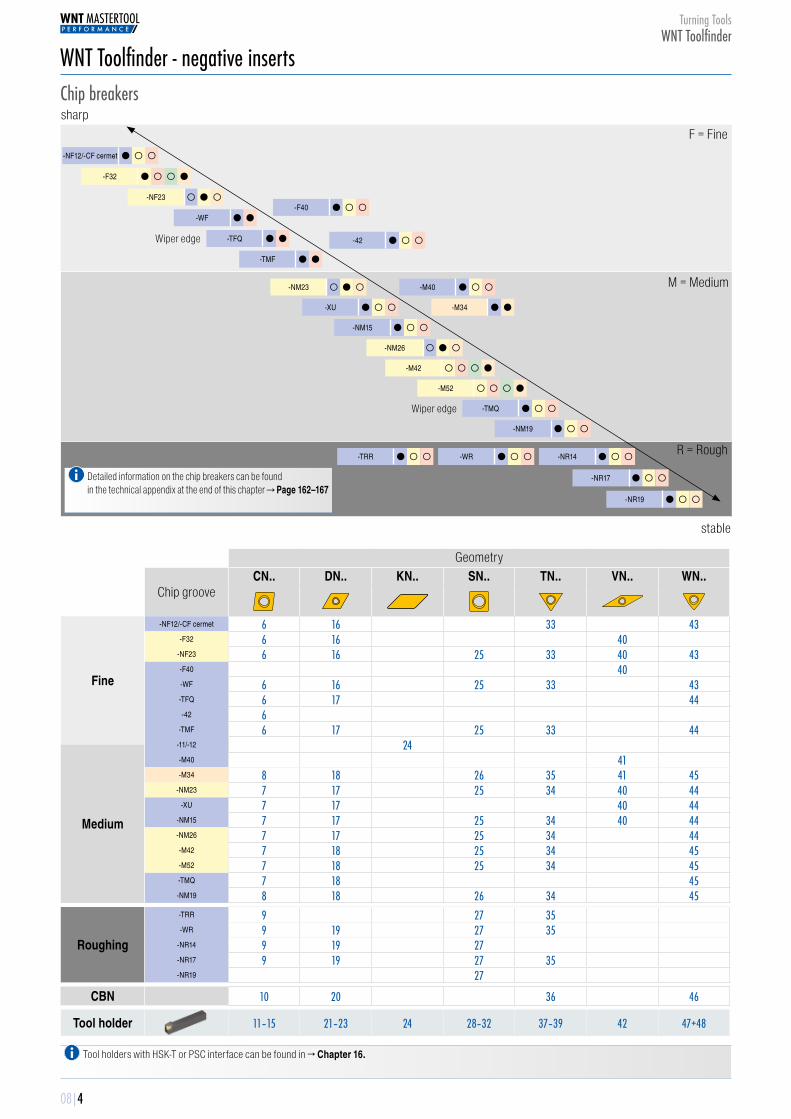
WNT Toolfinder - negative insertsChip breakers
-F32 ● ○ ○ ●-NF23 ○ ● ○
F = Fine
M = Medium
R = Rough
Geometry
Chip grooveCN.. DN.. KN.. SN.. TN.. VN.. WN..
Fine
-NF12/-CF cermet 6 16 33 43-F32 6 16 40
-NF23 6 16 25 33 40 43-F40 40-WF 6 16 25 33 43-TFQ 6 17 44-42 6
-TMF 6 17 25 33 44-11/-12 24
Medium
-M40 41-M34 8 18 26 35 41 45
-NM23 7 17 25 34 40 44-XU 7 17 40 44
-NM15 7 17 25 34 40 44-NM26 7 17 25 34 44-M42 7 18 25 34 45-M52 7 18 25 34 45-TMQ 7 18 45-NM19 8 18 26 34 45
Roughing
-TRR 9 27 35-WR 9 19 27 35
-NR14 9 19 27-NR17 9 19 27 35-NR19 27
CBN 10 20 36 46
Tool holder 11–15 21–23 24 28–32 37–39 42 47+48
-NF12/-CF cermet ● ○ ○
stable
sharp
Tool holders with HSK-T or PSC interface can be found in → Chapter 16.
-WF ● ●-TFQ ● ●
-TMF ● ●
-NM23 ○ ● ○-XU ● ○ ○
-NM15 ● ○ ○-NM26 ○ ● ○
-M42 ○ ○ ○ ●-M52 ○ ○ ○ ●
-TMQ ● ○ ○-NM19 ● ○ ○
-NR14 ● ○ ○-NR17 ● ○ ○
-NR19 ● ○ ○
-M34 ● ●
Wiper edge
Wiper edge
Detailed information on the chip breakers can be found in the technical appendix at the end of this chapter → Page 162–167
-F40 ● ○ ○
-M40 ● ○ ○
-TRR ● ○ ○ -WR ● ○ ○
-42 ● ○ ○
Turning ToolsWNT Toolfinder
8
08|5
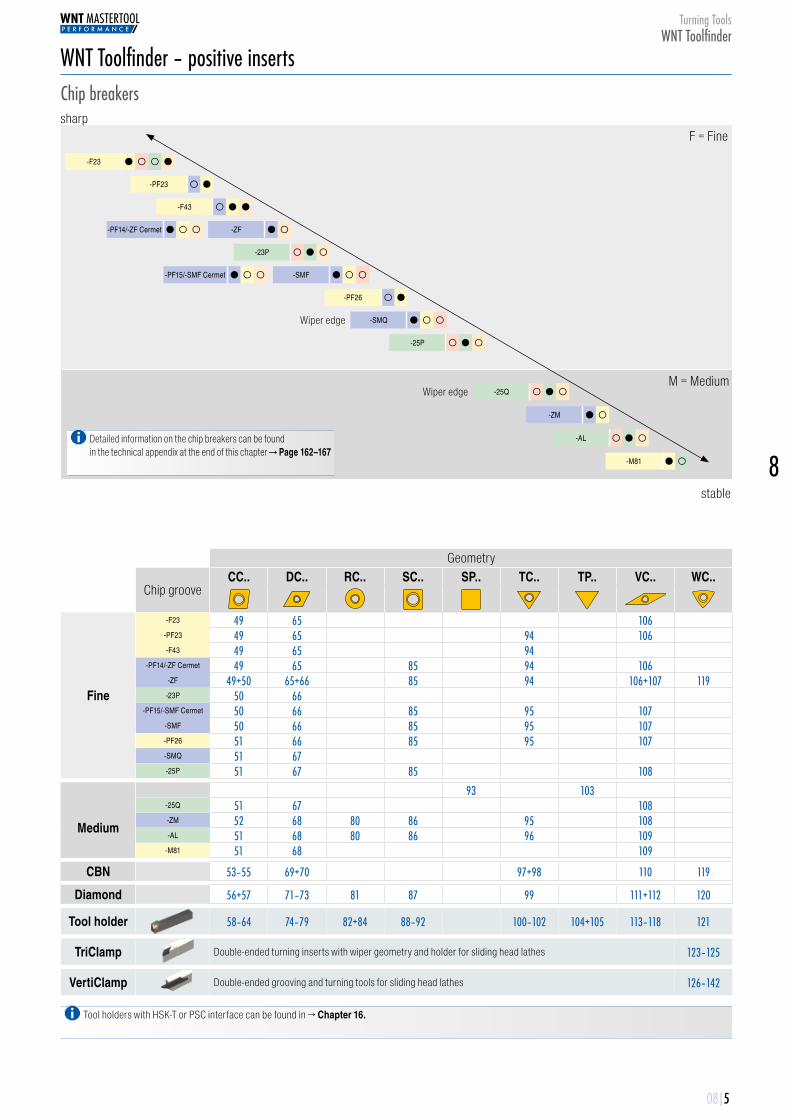
WNT Toolfinder – positive insertsChip breakers
F = Fine
M = Medium
Geometry
Chip grooveCC.. DC.. RC.. SC.. SP.. TC.. TP.. VC.. WC..
Fine
-F23 49 65 106-PF23 49 65 94 106-F43 49 65 94
-PF14/-ZF Cermet 49 65 85 94 106-ZF 49+50 65+66 85 94 106+107 119
-23P 50 66-PF15/-SMF Cermet 50 66 85 95 107
-SMF 50 66 85 95 107-PF26 51 66 85 95 107-SMQ 51 67-25P 51 67 85 108
93 103-25Q 51 67 108
Medium-ZM 52 68 80 86 95 108-AL 51 68 80 86 96 109
-M81 51 68 109
CBN 53–55 69+70 97+98 110 119
Diamond 56+57 71–73 81 87 99 111+112 120
Tool holder 58–64 74–79 82+84 88–92 100–102 104+105 113–118 121
TriClamp Double-ended turning inserts with wiper geometry and holder for sliding head lathes 123–125
VertiClamp Double-ended grooving and turning tools for sliding head lathes 126–142
stable
sharp
Tool holders with HSK-T or PSC interface can be found in → Chapter 16.
Detailed information on the chip breakers can be found in the technical appendix at the end of this chapter → Page 162–167
-F23 ● ○ ○ ●-PF23 ○ ●
-F43 ○ ● ●-ZF ● ○
-23P ○ ● ○-SMF ● ○ ○
-PF26 ○ ●-SMQ ● ○ ○
-25P ○ ● ○
-25Q ○ ● ○-ZM ● ○
-AL ○ ● ○-M81 ● ○
Wiper edge
Wiper edge
-PF14/-ZF Cermet ● ○ ○
-PF15/-SMF Cermet ● ○ ○
Turning ToolsWNT Toolfinder

08|6
CNMG / CNGP / CNMA / CNMMDesignation l s d1 d
DC S D1 IC
mm mm mm mmCNMG 0903.. 9.7 3.18 3.81 9.52CN.. 1204.. 12.9 4.76 5.16 12.70CNM. 1606.. 16.1 6.35 6.35 15.87CNM. 1906.. 19.3 6.35 7.94 19.05
d 1
lr
d
80°
s
CNMG / CNGPF M R
-NF12 -CF -F32 -NF23 -WF -WF -WF
DCC 1110 CWC 10 CCN
2120HCN 2125
HCX 1115
HCX 1125
HCR 1135
CERMET CERMETCNMG CNMG CNGP CNMG CNMG CNMG CNMG
NEW 1A 1A 1A 1A 1A 1A 1AISO r Article no. Article no. Article no. Article no. Article no. Article no. Article no.
RE 76 101 ... 70 101 ... 70 102 ... 75 010 ... 76 105 ... 76 105 ... 76 105 ...mm £ £ £ £ £ £ £
090304EN 0.4 6.02 76105316 120402FN 0.2 12.44 70102602120404EN 0.4 8.20 76101028 7.86 70101904 9.26 75010280 9.26 76105328 9.26 76105728120404FN 0.4 12.44 70102604120408EN 0.8 8.20 76101030 7.86 70101908 9.26 75010230 9.26 76105530 9.26 76105730120408FN 0.8 12.44 70102608
Steel ● ● ○ ● ● ●Stainless steel ○ ● ● ○ ○ ○Cast iron ○ ○ ○ ○ ○ Non ferrous metals ○ Heat resistant alloys ● ○
CNMGF M R
-TFQ -TFQ -42 -42 -TMF -TMF -TMF
HCX 1115
HCX 1125
CWN 2135
HCR 1135
HCX 1115
HCX 1125
HCR 1135
CNMG CNMG CNMG CNMG CNMG CNMG CNMG1A 1A 1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no. Article no.RE 76 110 ... 76 110 ... 70 103 ... 76 103 ... 76 108 ... 76 108 ... 76 108 ...
mm £ £ £ £ £ £ £120404EN 0.4 10.62 76110528 9.26 76108328 9.26 76108528 9.26 76108728120408EN 0.8 10.62 76110330 10.62 76110530 8.31 70103462 9.26 76103730 9.26 76108330 9.26 76108530 9.26 76108730120412EN 1.2 10.62 76110320 10.62 76110532
Steel ● ● ○ ● ● ● ●Stainless steel ○ ○ ● ○ ○ ○ ○Cast iron ○ ○ ○ ○ Non ferrous metals Heat resistant alloys ● ○ ○
→ vc Page 143–157
Turning ToolsNegative inserts CN..
8
08|7
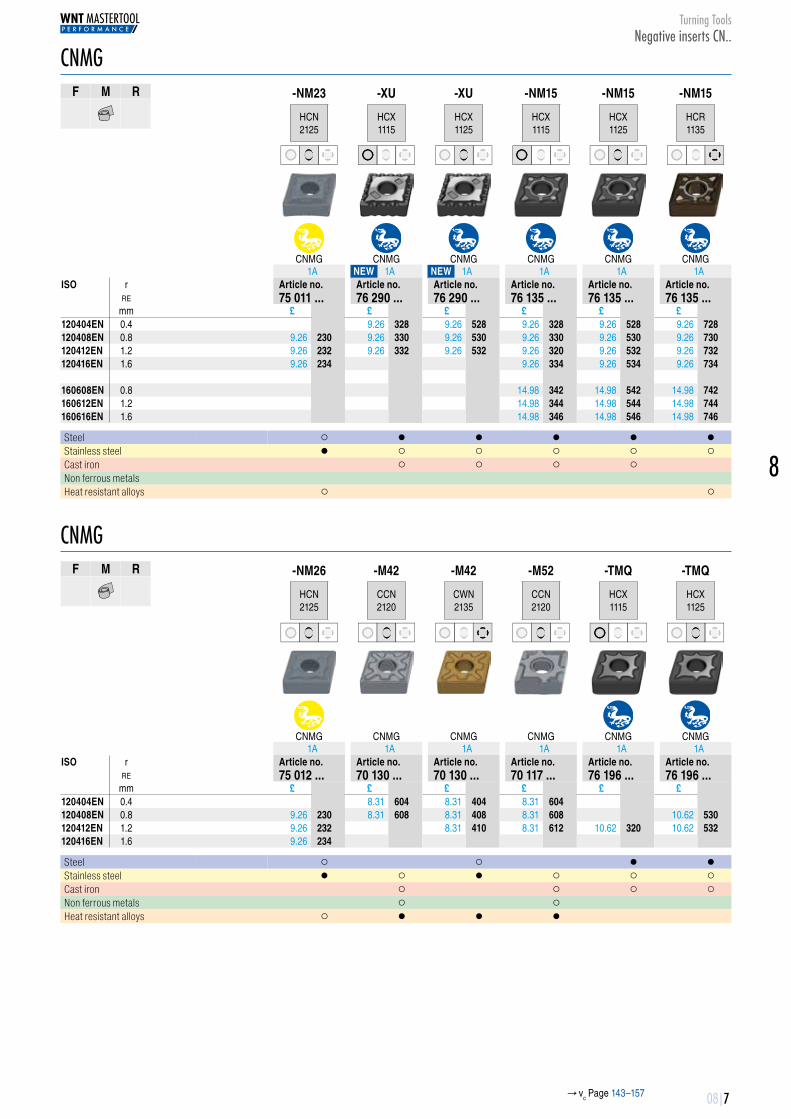
CNMGF M R
-NM23 -XU -XU -NM15 -NM15 -NM15
HCN 2125
HCX 1115
HCX 1125
HCX 1115
HCX 1125
HCR 1135
CNMG CNMG CNMG CNMG CNMG CNMG1A NEW 1A NEW 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no.RE 75 011 ... 76 290 ... 76 290 ... 76 135 ... 76 135 ... 76 135 ...
mm £ £ £ £ £ £120404EN 0.4 9.26 76290328 9.26 76290528 9.26 76135328 9.26 76135528 9.26 76135728120408EN 0.8 9.26 75011230 9.26 76290330 9.26 76290530 9.26 76135330 9.26 76135530 9.26 76135730120412EN 1.2 9.26 75011232 9.26 76290332 9.26 76290532 9.26 76135320 9.26 76135532 9.26 76135732120416EN 1.6 9.26 75011234 9.26 76135334 9.26 76135534 9.26 76135734 160608EN 0.8 14.98 76135342 14.98 76135542 14.98 76135742160612EN 1.2 14.98 76135344 14.98 76135544 14.98 76135744160616EN 1.6 14.98 76135346 14.98 76135546 14.98 76135746
Steel ○ ● ● ● ● ●Stainless steel ● ○ ○ ○ ○ ○Cast iron ○ ○ ○ ○ Non ferrous metals Heat resistant alloys ○ ○
CNMGF M R
-NM26 -M42 -M42 -M52 -TMQ -TMQ
HCN 2125
CCN 2120
CWN 2135
CCN 2120
HCX 1115
HCX 1125
CNMG CNMG CNMG CNMG CNMG CNMG1A 1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no.RE 75 012 ... 70 130 ... 70 130 ... 70 117 ... 76 196 ... 76 196 ...
mm £ £ £ £ £ £120404EN 0.4 8.31 70130604 8.31 70130404 8.31 70117604120408EN 0.8 9.26 75012230 8.31 70130608 8.31 70130408 8.31 70117608 10.62 76196530120412EN 1.2 9.26 75012232 8.31 70130410 8.31 70117612 10.62 76196320 10.62 76196532120416EN 1.6 9.26 75012234
Steel ○ ○ ● ●Stainless steel ● ○ ● ○ ○ ○Cast iron ○ ○ ○ ○Non ferrous metals ○ ○ Heat resistant alloys ○ ● ● ●
→ vc Page 143–157
Turning ToolsNegative inserts CN..
08|8
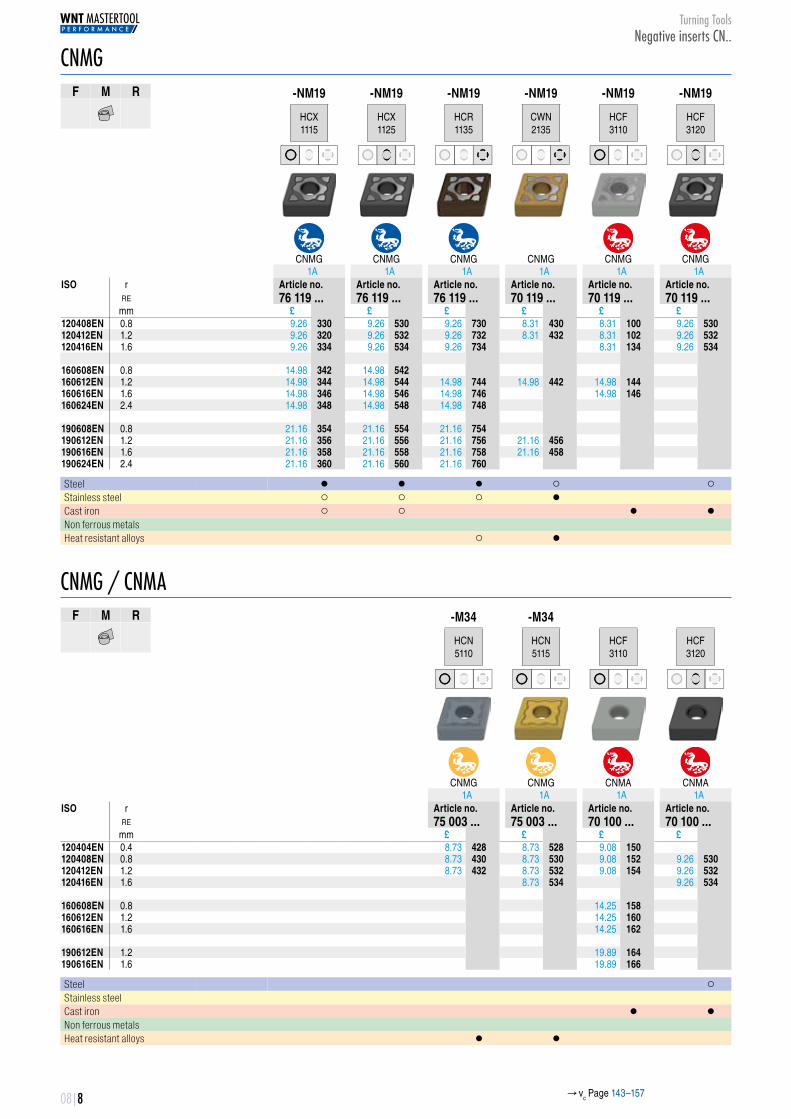
CNMGF M R
-NM19 -NM19 -NM19 -NM19 -NM19 -NM19
HCX 1115
HCX 1125
HCR 1135
CWN 2135
HCF 3110
HCF 3120
CNMG CNMG CNMG CNMG CNMG CNMG1A 1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no.RE 76 119 ... 76 119 ... 76 119 ... 70 119 ... 70 119 ... 70 119 ...
mm £ £ £ £ £ £120408EN 0.8 9.26 76119330 9.26 76119530 9.26 76119730 8.31 70119430 8.31 70119100 9.26 70119530120412EN 1.2 9.26 76119320 9.26 76119532 9.26 76119732 8.31 70119432 8.31 70119102 9.26 70119532120416EN 1.6 9.26 76119334 9.26 76119534 9.26 76119734 8.31 70119134 9.26 70119534 160608EN 0.8 14.98 76119342 14.98 76119542160612EN 1.2 14.98 76119344 14.98 76119544 14.98 76119744 14.98 70119442 14.98 70119144160616EN 1.6 14.98 76119346 14.98 76119546 14.98 76119746 14.98 70119146160624EN 2.4 14.98 76119348 14.98 76119548 14.98 76119748 190608EN 0.8 21.16 76119354 21.16 76119554 21.16 76119754190612EN 1.2 21.16 76119356 21.16 76119556 21.16 76119756 21.16 70119456190616EN 1.6 21.16 76119358 21.16 76119558 21.16 76119758 21.16 70119458190624EN 2.4 21.16 76119360 21.16 76119560 21.16 76119760
Steel ● ● ● ○ ○Stainless steel ○ ○ ○ ● Cast iron ○ ○ ● ●Non ferrous metals Heat resistant alloys ○ ●
CNMG / CNMAF M R
-M34 -M34
HCN 5110
HCN 5115
HCF 3110
HCF 3120
CNMG CNMG CNMA CNMA1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no.RE 75 003 ... 75 003 ... 70 100 ... 70 100 ...
mm £ £ £ £120404EN 0.4 8.73 75003428 8.73 75003528 9.08 70100150120408EN 0.8 8.73 75003430 8.73 75003530 9.08 70100152 9.26 70100530120412EN 1.2 8.73 75003432 8.73 75003532 9.08 70100154 9.26 70100532120416EN 1.6 8.73 75003534 9.26 70100534 160608EN 0.8 14.25 70100158160612EN 1.2 14.25 70100160160616EN 1.6 14.25 70100162 190612EN 1.2 19.89 70100164190616EN 1.6 19.89 70100166
Steel ○Stainless steel Cast iron ● ●Non ferrous metals Heat resistant alloys ● ●
→ vc Page 143–157
Turning ToolsNegative inserts CN..
8
08|9
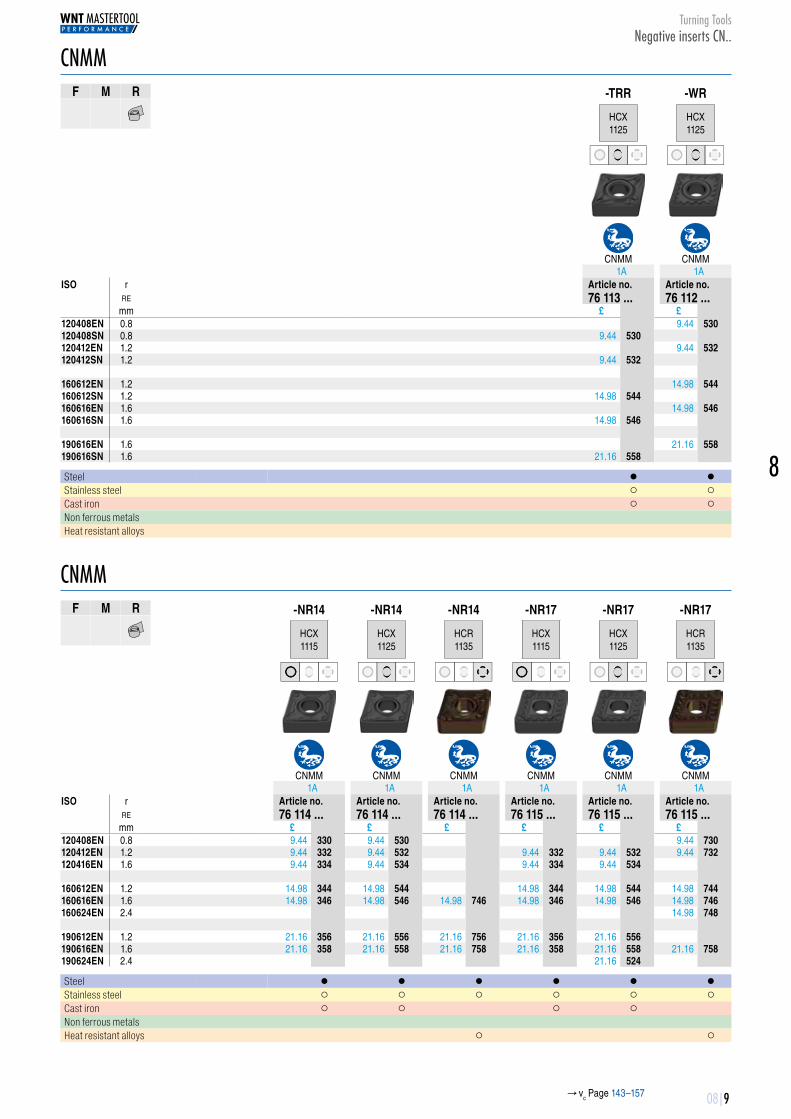
CNMMF M R
-TRR -WR
HCX 1125
HCX 1125
CNMM CNMM1A 1A
ISO r Article no. Article no.RE 76 113 ... 76 112 ...
mm £ £120408EN 0.8 9.44 76112530120408SN 0.8 9.44 76113530120412EN 1.2 9.44 76112532120412SN 1.2 9.44 76113532 160612EN 1.2 14.98 76112544160612SN 1.2 14.98 76113544160616EN 1.6 14.98 76112546160616SN 1.6 14.98 76113546 190616EN 1.6 21.16 76112558190616SN 1.6 21.16 76113558
Steel ● ●Stainless steel ○ ○Cast iron ○ ○Non ferrous metals Heat resistant alloys
CNMMF M R
-NR14 -NR14 -NR14 -NR17 -NR17 -NR17
HCX 1115
HCX 1125
HCR 1135
HCX 1115
HCX 1125
HCR 1135
CNMM CNMM CNMM CNMM CNMM CNMM1A 1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no.RE 76 114 ... 76 114 ... 76 114 ... 76 115 ... 76 115 ... 76 115 ...
mm £ £ £ £ £ £120408EN 0.8 9.44 76114330 9.44 76114530 9.44 76115730120412EN 1.2 9.44 76114332 9.44 76114532 9.44 76115332 9.44 76115532 9.44 76115732120416EN 1.6 9.44 76114334 9.44 76114534 9.44 76115334 9.44 76115534 160612EN 1.2 14.98 76114344 14.98 76114544 14.98 76115344 14.98 76115544 14.98 76115744160616EN 1.6 14.98 76114346 14.98 76114546 14.98 76114746 14.98 76115346 14.98 76115546 14.98 76115746160624EN 2.4 14.98 76115748 190612EN 1.2 21.16 76114356 21.16 76114556 21.16 76114756 21.16 76115356 21.16 76115556190616EN 1.6 21.16 76114358 21.16 76114558 21.16 76114758 21.16 76115358 21.16 76115558 21.16 76115758190624EN 2.4 21.16 76115524
Steel ● ● ● ● ● ●Stainless steel ○ ○ ○ ○ ○ ○Cast iron ○ ○ ○ ○ Non ferrous metals Heat resistant alloys ○ ○
→ vc Page 143–157
Turning ToolsNegative inserts CN..
08|10
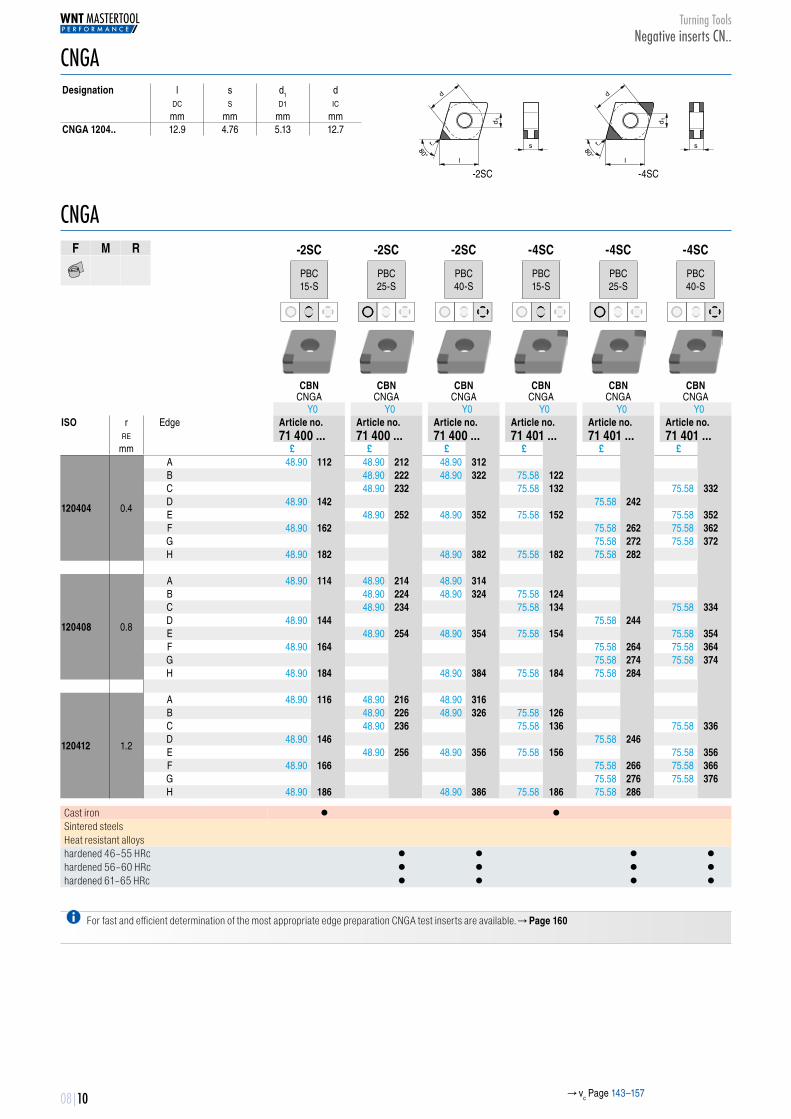
CNGADesignation l s d1 d
DC S D1 IC
mm mm mm mmCNGA 1204.. 12.9 4.76 5.13 12.7
l
d 1
r
80°
s
d
d 1
r
80°
s
l
d
-2SC -4SC
CNGAF M R
-2SC -2SC -2SC -4SC -4SC -4SC
PBC 15-S
PBC 25-S
PBC 40-S
PBC 15-S
PBC 25-S
PBC 40-S
CBN CBN CBN CBN CBN CBNCNGA CNGA CNGA CNGA CNGA CNGA
Y0 Y0 Y0 Y0 Y0 Y0ISO r Edge Article no. Article no. Article no. Article no. Article no. Article no.
RE 71 400 ... 71 400 ... 71 400 ... 71 401 ... 71 401 ... 71 401 ...mm £ £ £ £ £ £
120404 0.4
A 48.90 71400112 48.90 71400212 48.90 71400312B 48.90 71400222 48.90 71400322 75.58 71401122C 48.90 71400232 75.58 71401132 75.58 71401332D 48.90 71400142 75.58 71401242E 48.90 71400252 48.90 71400352 75.58 71401152 75.58 71401352F 48.90 71400162 75.58 71401262 75.58 71401362G 75.58 71401272 75.58 71401372H 48.90 71400182 48.90 71400382 75.58 71401182 75.58 71401282
120408 0.8
A 48.90 71400114 48.90 71400214 48.90 71400314B 48.90 71400224 48.90 71400324 75.58 71401124C 48.90 71400234 75.58 71401134 75.58 71401334D 48.90 71400144 75.58 71401244E 48.90 71400254 48.90 71400354 75.58 71401154 75.58 71401354F 48.90 71400164 75.58 71401264 75.58 71401364G 75.58 71401274 75.58 71401374H 48.90 71400184 48.90 71400384 75.58 71401184 75.58 71401284
120412 1.2
A 48.90 71400116 48.90 71400216 48.90 71400316B 48.90 71400226 48.90 71400326 75.58 71401126C 48.90 71400236 75.58 71401136 75.58 71401336D 48.90 71400146 75.58 71401246E 48.90 71400256 48.90 71400356 75.58 71401156 75.58 71401356F 48.90 71400166 75.58 71401266 75.58 71401366G 75.58 71401276 75.58 71401376H 48.90 71400186 48.90 71400386 75.58 71401186 75.58 71401286
Cast iron ● ● Sintered steels Heat resistant alloys hardened 46–55 HRc ● ● ● ●hardened 56–60 HRc ● ● ● ●hardened 61–65 HRc ● ● ● ●
→ vc Page 143–157
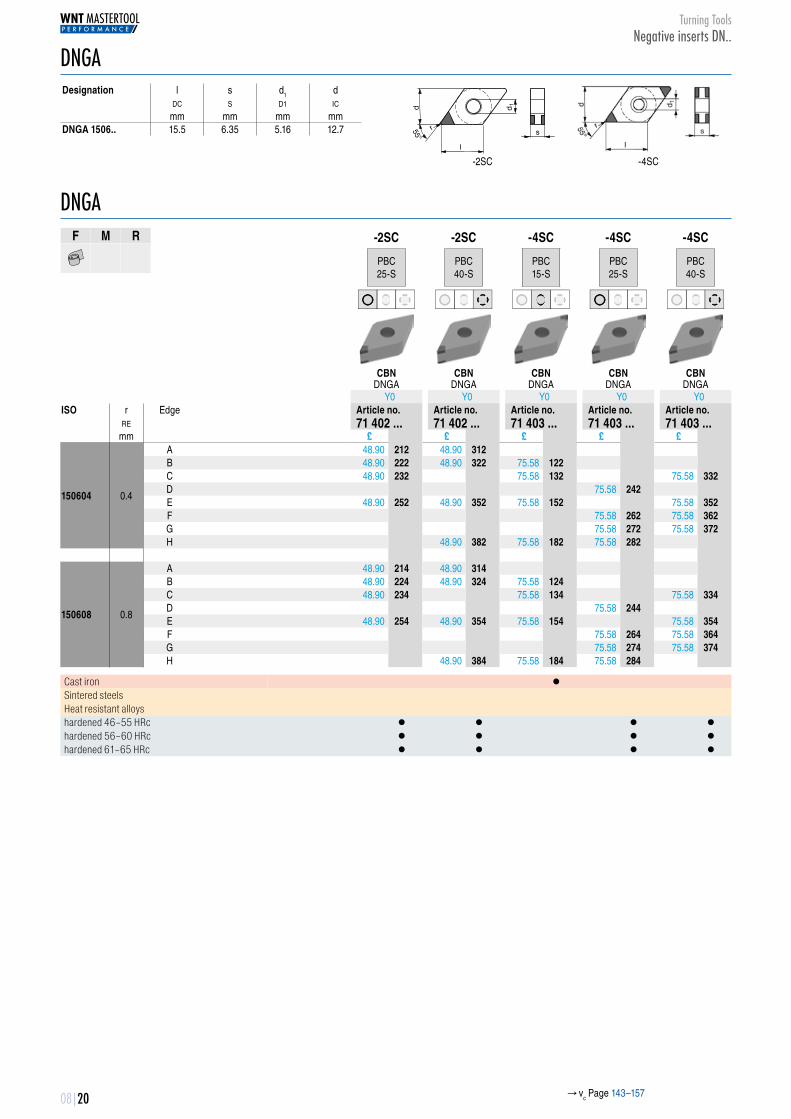
For fast and efficient determination of the most appropriate edge preparation CNGA test inserts are available. → Page 160
Turning ToolsNegative inserts CN..

8
08|11
XpressClamp – DCLN 95° – Toolholder with top clamping
95°
95°f
l3
b
l1
h
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 509 ... 70 508 ...
mm mm mm mm mm £ £DCLN R/L 1616 H09 16 16 100 23 20 CN.. 0903 63.86 70509516 63.86 70508516DCLN R/L 2020 K09 20 20 125 24 25 CN.. 0903 71.14 70509520 71.14 70508520DCLN R/L 2020 K12 20 20 125 32 25 CN.. 1204 71.14 70509620 71.14 70508620DCLN R/L 2525 M12 25 25 150 32 32 CN.. 1204 73.60 70509625 73.60 70508625DCLN R/L 3225 P12 32 25 170 32 32 CN.. 1204 78.95 70509632 78.95 70508632DCLN R/L 2525 M16 25 25 150 38 32 CN.. 1606 73.60 70509725 73.60 70508725DCLN R/L 3232 P16 32 32 170 36 40 CN.. 1606 99.30 70509732 99.30 70508732DCLN R/L 3232 P19 32 32 170 42 40 CN.. 1906 99.30 70509832 99.30 70508832DCLN R/L 4040 S19 40 40 250 42 50 CN.. 1906 123.51 70509940 123.51 70508940
Tool holders with HSK-T or PSC interface can be found in→ Chapter 16.
2A Y7 2A 2A
XPress type Key D Clamping screw Carbide type C
Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £70 509 516 / 70 508 516 20.16 70950823 T09 - IP 13.20 80950126 M3x7 - IP 2.62 70950819 5.96 7095084870 509 520 / 70 508 520 20.16 70950823 T09 - IP 13.20 80950126 M3x7 - IP 2.62 70950819 5.96 7095084870 509 620 / 70 508 620 19.89 70950824 T15 - IP 14.09 80950128 M4,5x12 - IP 2.50 70950820 6.61 7095081070 509 625 / 70 508 625 19.89 70950824 T15 - IP 14.09 80950128 M4,5x12 - IP 2.50 70950820 6.61 7095081070 509 632 / 70 508 632 19.89 70950824 T15 - IP 14.09 80950128 M4,5x12 - IP 2.50 70950820 6.61 7095081070 509 725 / 70 508 725 22.33 70950825 T20 - IP 14.79 80950129 M5x14 - IP 3.54 70950821 10.08 7095081470 509 732 / 70 508 732 22.33 70950825 T20 - IP 14.79 80950129 M5x14 - IP 3.54 70950821 10.08 7095081470 509 832 / 70 508 832 24.42 70950826 T20 - IP 14.79 80950129 M5x14 - IP 3.54 70950821 10.81 7095081670 509 940 / 70 508 940 24.42 70950826 T20 - IP 14.79 80950129 M5x14 - IP 3.54 70950821 10.81 70950816
Turning ToolsToolholder for external machining
08|12
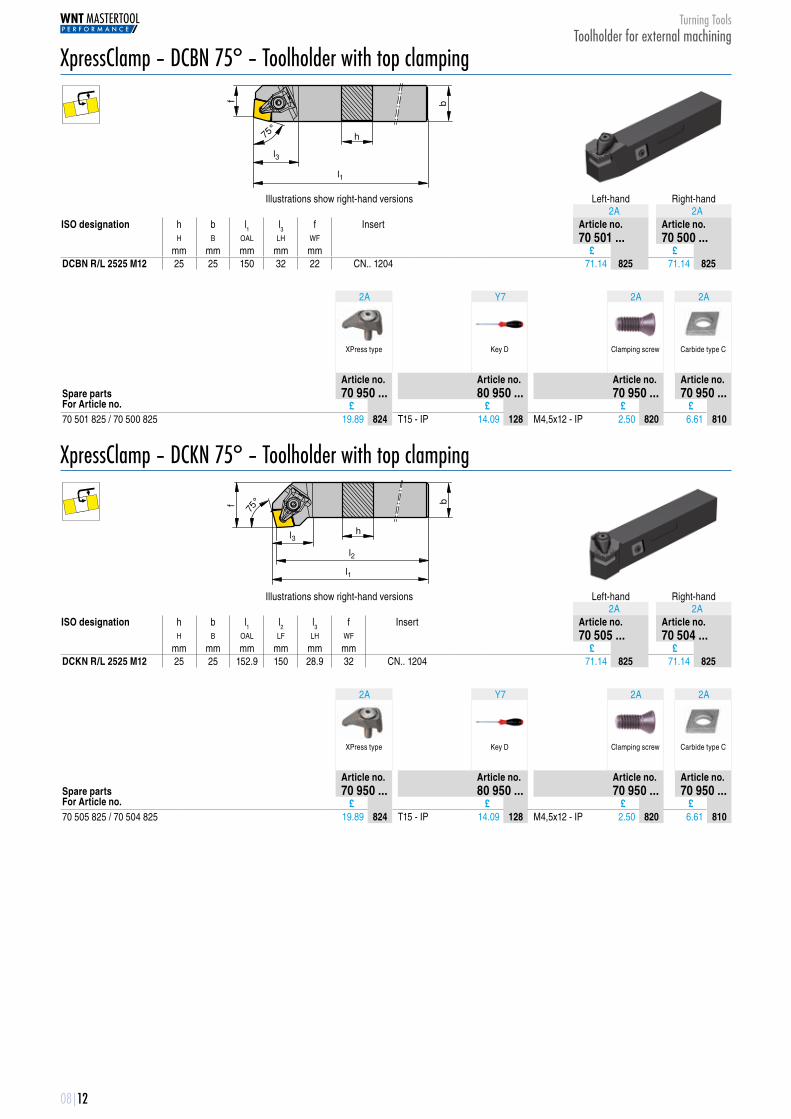
XpressClamp – DCBN 75° – Toolholder with top clamping
h
l1
l3
bf
75°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 501 ... 70 500 ...
mm mm mm mm mm £ £DCBN R/L 2525 M12 25 25 150 32 22 CN.. 1204 71.14 70501825 71.14 70500825
2A Y7 2A 2A
XPress type Key D Clamping screw Carbide type C
Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £70 501 825 / 70 500 825 19.89 70950824 T15 - IP 14.09 80950128 M4,5x12 - IP 2.50 70950820 6.61 70950810
XpressClamp – DCKN 75° – Toolholder with top clamping
h
l1
l3
bf
75°
l2
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l2 l3 f Insert Article no. Article no.H B OAL LF LH WF 70 505 ... 70 504 ...
mm mm mm mm mm mm £ £DCKN R/L 2525 M12 25 25 152.9 150 28.9 32 CN.. 1204 71.14 70505825 71.14 70504825
2A Y7 2A 2A
XPress type Key D Clamping screw Carbide type C
Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £70 505 825 / 70 504 825 19.89 70950824 T15 - IP 14.09 80950128 M4,5x12 - IP 2.50 70950820 6.61 70950810
Turning ToolsToolholder for external machining
8
08|13
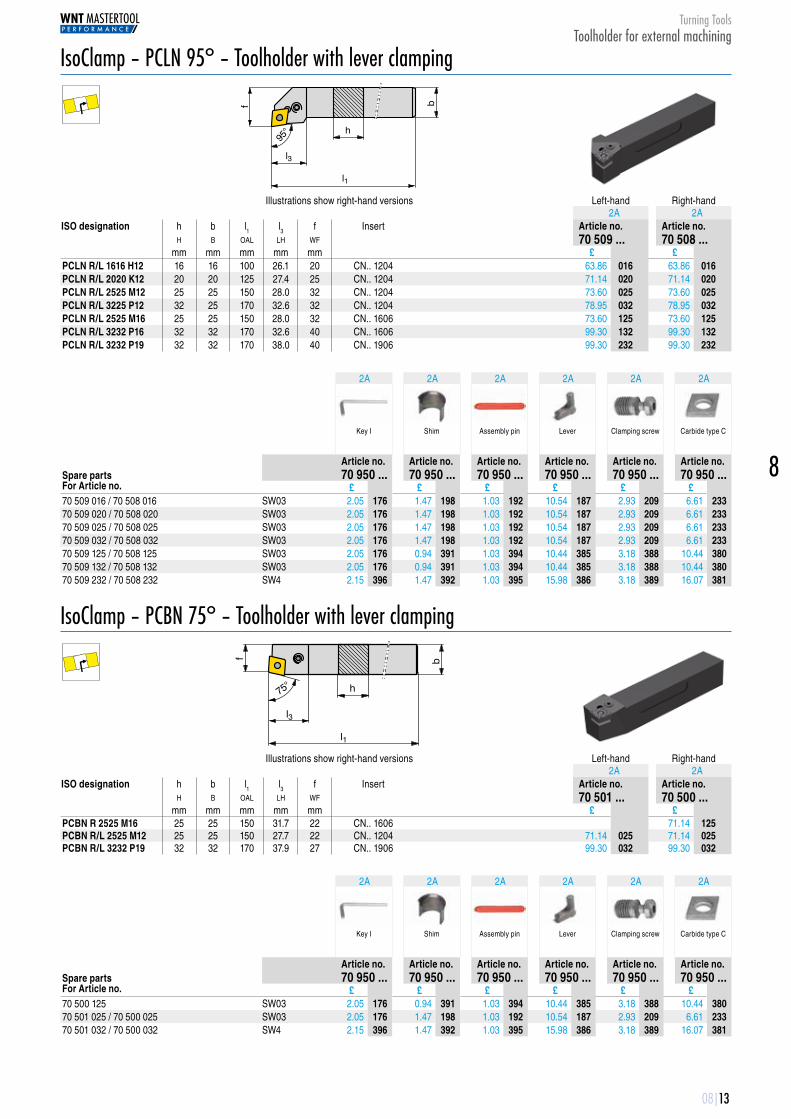
IsoClamp – PCLN 95° – Toolholder with lever clamping
l1
h
l3
bf
95°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 509 ... 70 508 ...
mm mm mm mm mm £ £PCLN R/L 1616 H12 16 16 100 26.1 20 CN.. 1204 63.86 70509016 63.86 70508016PCLN R/L 2020 K12 20 20 125 27.4 25 CN.. 1204 71.14 70509020 71.14 70508020PCLN R/L 2525 M12 25 25 150 28.0 32 CN.. 1204 73.60 70509025 73.60 70508025PCLN R/L 3225 P12 32 25 170 32.6 32 CN.. 1204 78.95 70509032 78.95 70508032PCLN R/L 2525 M16 25 25 150 28.0 32 CN.. 1606 73.60 70509125 73.60 70508125PCLN R/L 3232 P16 32 32 170 32.6 40 CN.. 1606 99.30 70509132 99.30 70508132PCLN R/L 3232 P19 32 32 170 38.0 40 CN.. 1906 99.30 70509232 99.30 70508232
2A 2A 2A 2A 2A 2A
Key I Shim Assembly pin Lever Clamping screw Carbide type C
Article no. Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £ £70 509 016 / 70 508 016 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 6.61 7095023370 509 020 / 70 508 020 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 6.61 7095023370 509 025 / 70 508 025 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 6.61 7095023370 509 032 / 70 508 032 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 6.61 7095023370 509 125 / 70 508 125 SW03 2.05 70950176 0.94 70950391 1.03 70950394 10.44 70950385 3.18 70950388 10.44 7095038070 509 132 / 70 508 132 SW03 2.05 70950176 0.94 70950391 1.03 70950394 10.44 70950385 3.18 70950388 10.44 7095038070 509 232 / 70 508 232 SW4 2.15 70950396 1.47 70950392 1.03 70950395 15.98 70950386 3.18 70950389 16.07 70950381
IsoClamp – PCBN 75° – Toolholder with lever clamping
l1
h
l3
bf
75°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 501 ... 70 500 ...
mm mm mm mm mm £ £PCBN R 2525 M16 25 25 150 31.7 22 CN.. 1606 71.14 70500125PCBN R/L 2525 M12 25 25 150 27.7 22 CN.. 1204 71.14 70501025 71.14 70500025PCBN R/L 3232 P19 32 32 170 37.9 27 CN.. 1906 99.30 70501032 99.30 70500032
2A 2A 2A 2A 2A 2A
Key I Shim Assembly pin Lever Clamping screw Carbide type C
Article no. Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £ £70 500 125 SW03 2.05 70950176 0.94 70950391 1.03 70950394 10.44 70950385 3.18 70950388 10.44 7095038070 501 025 / 70 500 025 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 6.61 7095023370 501 032 / 70 500 032 SW4 2.15 70950396 1.47 70950392 1.03 70950395 15.98 70950386 3.18 70950389 16.07 70950381
Turning ToolsToolholder for external machining

08|14
IsoClamp – PCKN 75° – Toolholder with lever clamping
l2
hl3
bf 75°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l2 l3 f Insert Article no. Article no.H B LF LH WF 70 505 ... 70 504 ...
mm mm mm mm mm £ £PCKN R/L 2525 M12 25 25 150 28 32 CN.. 1204 71.14 70505025 71.14 70504025
2A 2A 2A 2A 2A 2A
Key I Shim Assembly pin Lever Clamping screw Carbide type C
Article no. Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £ £70 505 025 / 70 504 025 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 6.61 70950233
Turning ToolsToolholder for external machining
8
08|15
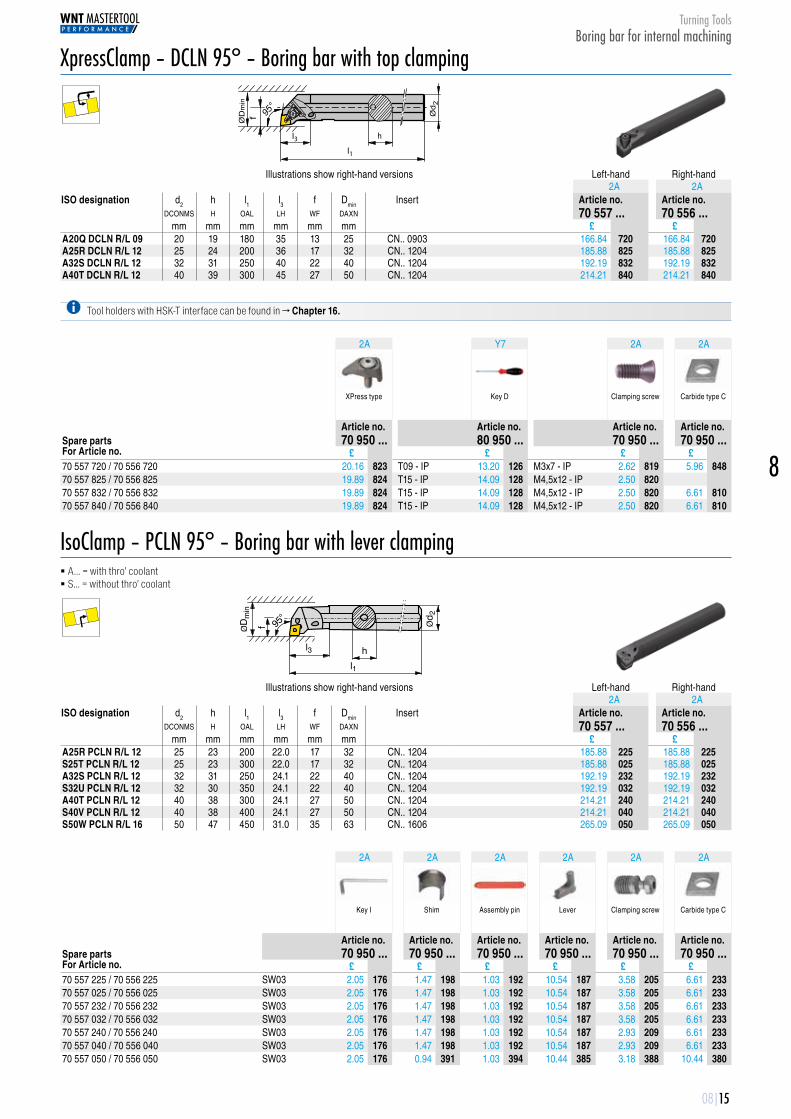
XpressClamp – DCLN 95° – Boring bar with top clamping
f 95° Ø
d 2
ØDmin
l3l1
h
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation d2 h l1 l3 f Dmin Insert Article no. Article no.DCONMS H OAL LH WF DAXN 70 557 ... 70 556 ...
mm mm mm mm mm mm £ £A20Q DCLN R/L 09 20 19 180 35 13 25 CN.. 0903 166.84 70557720 166.84 70556720A25R DCLN R/L 12 25 24 200 36 17 32 CN.. 1204 185.88 70557825 185.88 70556825A32S DCLN R/L 12 32 31 250 40 22 40 CN.. 1204 192.19 70557832 192.19 70556832A40T DCLN R/L 12 40 39 300 45 27 50 CN.. 1204 214.21 70557840 214.21 70556840
Tool holders with HSK-T interface can be found in → Chapter 16.
2A Y7 2A 2A
XPress type Key D Clamping screw Carbide type C
Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £70 557 720 / 70 556 720 20.16 70950823 T09 - IP 13.20 80950126 M3x7 - IP 2.62 70950819 5.96 7095084870 557 825 / 70 556 825 19.89 70950824 T15 - IP 14.09 80950128 M4,5x12 - IP 2.50 7095082070 557 832 / 70 556 832 19.89 70950824 T15 - IP 14.09 80950128 M4,5x12 - IP 2.50 70950820 6.61 7095081070 557 840 / 70 556 840 19.89 70950824 T15 - IP 14.09 80950128 M4,5x12 - IP 2.50 70950820 6.61 70950810
IsoClamp – PCLN 95° – Boring bar with lever clamping � A... = with thro' coolant � S... = without thro' coolant
l1
l3
f
h
95°
Ød 2
ØD
min
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation d2 h l1 l3 f Dmin Insert Article no. Article no.DCONMS H OAL LH WF DAXN 70 557 ... 70 556 ...
mm mm mm mm mm mm £ £A25R PCLN R/L 12 25 23 200 22.0 17 32 CN.. 1204 185.88 70557225 185.88 70556225S25T PCLN R/L 12 25 23 300 22.0 17 32 CN.. 1204 185.88 70557025 185.88 70556025A32S PCLN R/L 12 32 31 250 24.1 22 40 CN.. 1204 192.19 70557232 192.19 70556232S32U PCLN R/L 12 32 30 350 24.1 22 40 CN.. 1204 192.19 70557032 192.19 70556032A40T PCLN R/L 12 40 38 300 24.1 27 50 CN.. 1204 214.21 70557240 214.21 70556240S40V PCLN R/L 12 40 38 400 24.1 27 50 CN.. 1204 214.21 70557040 214.21 70556040S50W PCLN R/L 16 50 47 450 31.0 35 63 CN.. 1606 265.09 70557050 265.09 70556050
2A 2A 2A 2A 2A 2A
Key I Shim Assembly pin Lever Clamping screw Carbide type C
Article no. Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £ £70 557 225 / 70 556 225 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 3.58 70950205 6.61 7095023370 557 025 / 70 556 025 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 3.58 70950205 6.61 7095023370 557 232 / 70 556 232 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 3.58 70950205 6.61 7095023370 557 032 / 70 556 032 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 3.58 70950205 6.61 7095023370 557 240 / 70 556 240 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 6.61 7095023370 557 040 / 70 556 040 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 6.61 7095023370 557 050 / 70 556 050 SW03 2.05 70950176 0.94 70950391 1.03 70950394 10.44 70950385 3.18 70950388 10.44 70950380
Turning ToolsBoring bar for internal machining
08|16
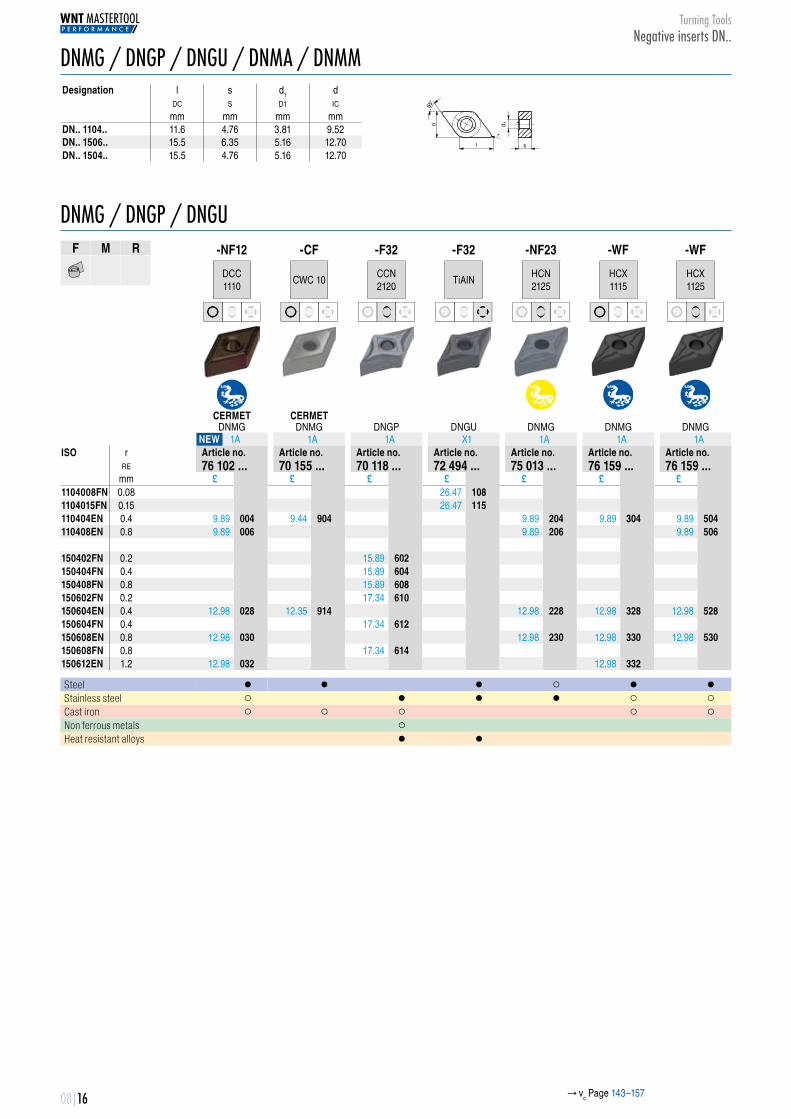
DNMG / DNGP / DNGU / DNMA / DNMMDesignation l s d1 d
DC S D1 IC
mm mm mm mmDN.. 1104.. 11.6 4.76 3.81 9.52DN.. 1506.. 15.5 6.35 5.16 12.70DN.. 1504.. 15.5 4.76 5.16 12.70
d
l
r
d 1
s
55°
DNMG / DNGP / DNGUF M R
-NF12 -CF -F32 -F32 -NF23 -WF -WF
DCC 1110 CWC 10 CCN
2120 TiAlN HCN 2125
HCX 1115
HCX 1125
CERMET CERMETDNMG DNMG DNGP DNGU DNMG DNMG DNMG
NEW 1A 1A 1A X1 1A 1A 1AISO r Article no. Article no. Article no. Article no. Article no. Article no. Article no.
RE 76 102 ... 70 155 ... 70 118 ... 72 494 ... 75 013 ... 76 159 ... 76 159 ...mm £ £ £ £ £ £ £
1104008FN 0.08 26.47 724941081104015FN 0.15 26.47 72494115110404EN 0.4 9.89 76102004 9.44 70155904 9.89 75013204 9.89 76159304 9.89 76159504110408EN 0.8 9.89 76102006 9.89 75013206 9.89 76159506 150402FN 0.2 15.89 70118602150404FN 0.4 15.89 70118604150408FN 0.8 15.89 70118608150602FN 0.2 17.34 70118610150604EN 0.4 12.98 76102028 12.35 70155914 12.98 75013228 12.98 76159328 12.98 76159528150604FN 0.4 17.34 70118612150608EN 0.8 12.98 76102030 12.98 75013230 12.98 76159330 12.98 76159530150608FN 0.8 17.34 70118614150612EN 1.2 12.98 76102032 12.98 76159332
Steel ● ● ● ○ ● ●Stainless steel ○ ● ● ● ○ ○Cast iron ○ ○ ○ ○ ○Non ferrous metals ○ Heat resistant alloys ● ●
→ vc Page 143–157
Turning ToolsNegative inserts DN..
8
08|17
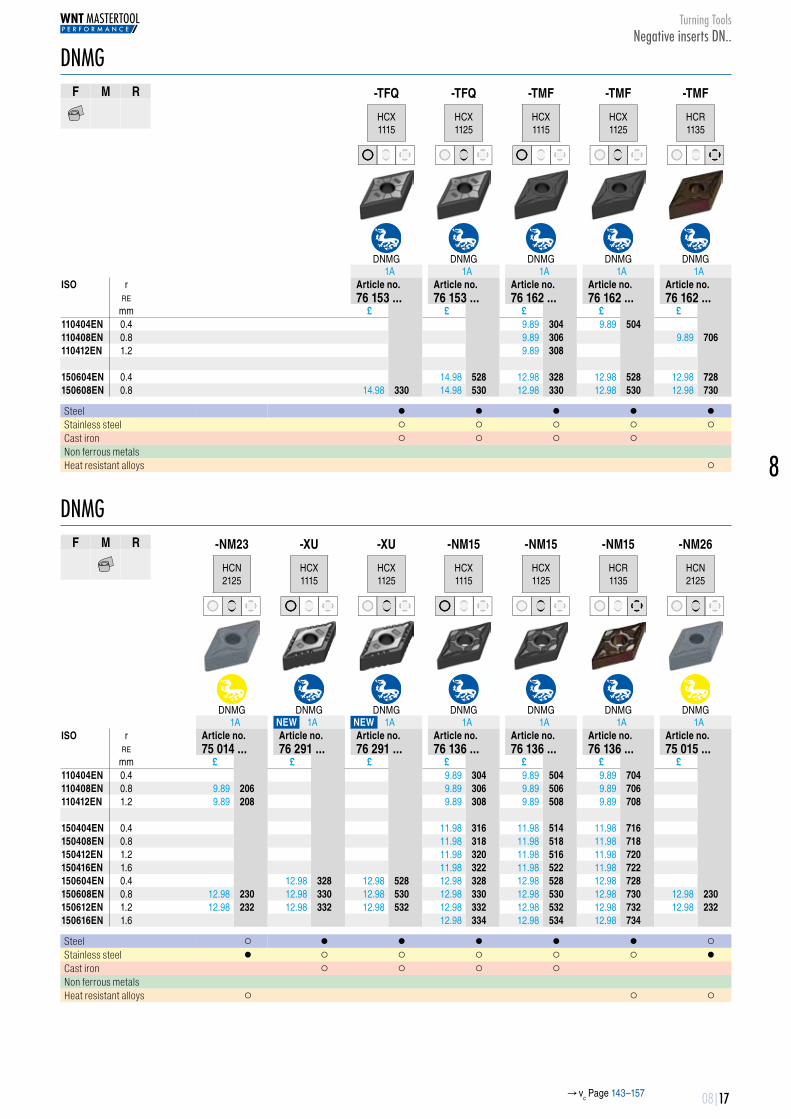
DNMGF M R
-TFQ -TFQ -TMF -TMF -TMF
HCX 1115
HCX 1125
HCX 1115
HCX 1125
HCR 1135
DNMG DNMG DNMG DNMG DNMG1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no.RE 76 153 ... 76 153 ... 76 162 ... 76 162 ... 76 162 ...
mm £ £ £ £ £110404EN 0.4 9.89 76162304 9.89 76162504110408EN 0.8 9.89 76162306 9.89 76162706110412EN 1.2 9.89 76162308 150604EN 0.4 14.98 76153528 12.98 76162328 12.98 76162528 12.98 76162728150608EN 0.8 14.98 76153330 14.98 76153530 12.98 76162330 12.98 76162530 12.98 76162730
Steel ● ● ● ● ●Stainless steel ○ ○ ○ ○ ○Cast iron ○ ○ ○ ○ Non ferrous metals Heat resistant alloys ○
DNMGF M R
-NM23 -XU -XU -NM15 -NM15 -NM15 -NM26
HCN 2125
HCX 1115
HCX 1125
HCX 1115
HCX 1125
HCR 1135
HCN 2125
DNMG DNMG DNMG DNMG DNMG DNMG DNMG1A NEW 1A NEW 1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no. Article no.RE 75 014 ... 76 291 ... 76 291 ... 76 136 ... 76 136 ... 76 136 ... 75 015 ...
mm £ £ £ £ £ £ £110404EN 0.4 9.89 76136304 9.89 76136504 9.89 76136704110408EN 0.8 9.89 75014206 9.89 76136306 9.89 76136506 9.89 76136706110412EN 1.2 9.89 75014208 9.89 76136308 9.89 76136508 9.89 76136708 150404EN 0.4 11.98 76136316 11.98 76136514 11.98 76136716150408EN 0.8 11.98 76136318 11.98 76136518 11.98 76136718150412EN 1.2 11.98 76136320 11.98 76136516 11.98 76136720150416EN 1.6 11.98 76136322 11.98 76136522 11.98 76136722150604EN 0.4 12.98 76291328 12.98 76291528 12.98 76136328 12.98 76136528 12.98 76136728150608EN 0.8 12.98 75014230 12.98 76291330 12.98 76291530 12.98 76136330 12.98 76136530 12.98 76136730 12.98 75015230150612EN 1.2 12.98 75014232 12.98 76291332 12.98 76291532 12.98 76136332 12.98 76136532 12.98 76136732 12.98 75015232150616EN 1.6 12.98 76136334 12.98 76136534 12.98 76136734
Steel ○ ● ● ● ● ● ○Stainless steel ● ○ ○ ○ ○ ○ ●Cast iron ○ ○ ○ ○ Non ferrous metals Heat resistant alloys ○ ○ ○
→ vc Page 143–157
Turning ToolsNegative inserts DN..
08|18
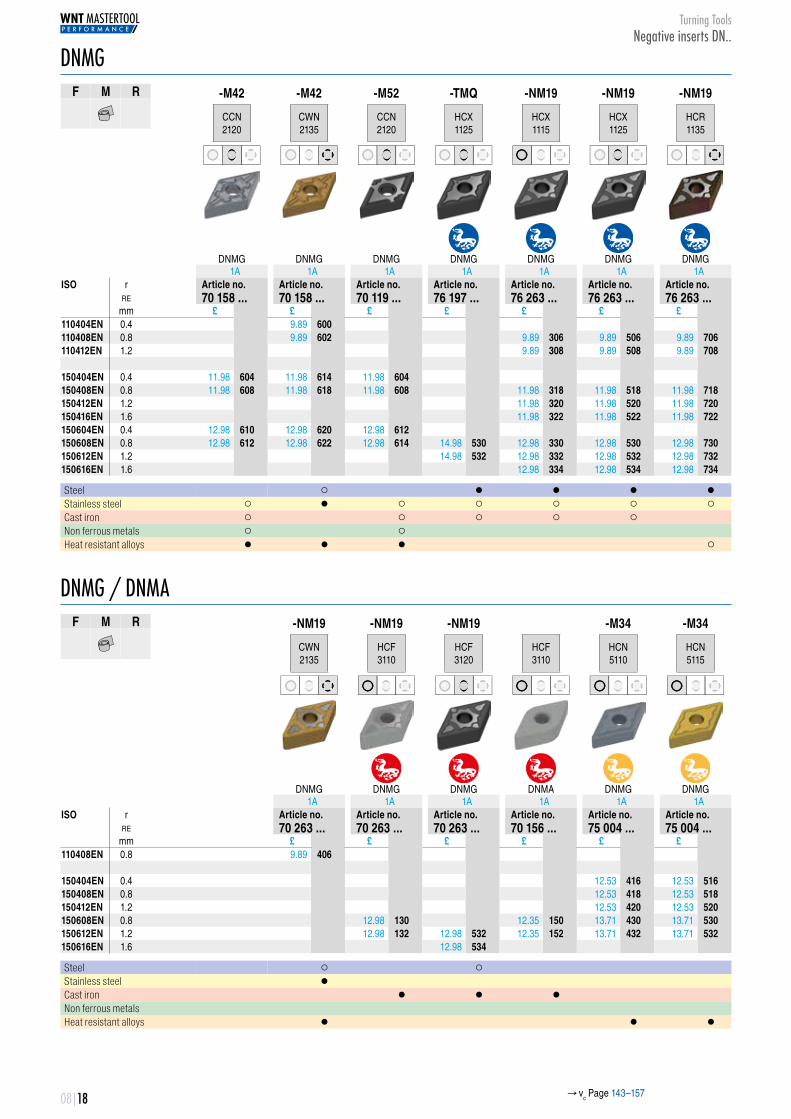
DNMGF M R
-M42 -M42 -M52 -TMQ -NM19 -NM19 -NM19
CCN 2120
CWN 2135
CCN 2120
HCX 1125
HCX 1115
HCX 1125
HCR 1135
DNMG DNMG DNMG DNMG DNMG DNMG DNMG1A 1A 1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no. Article no.RE 70 158 ... 70 158 ... 70 119 ... 76 197 ... 76 263 ... 76 263 ... 76 263 ...
mm £ £ £ £ £ £ £110404EN 0.4 9.89 70158600110408EN 0.8 9.89 70158602 9.89 76263306 9.89 76263506 9.89 76263706110412EN 1.2 9.89 76263308 9.89 76263508 9.89 76263708 150404EN 0.4 11.98 70158604 11.98 70158614 11.98 70119604150408EN 0.8 11.98 70158608 11.98 70158618 11.98 70119608 11.98 76263318 11.98 76263518 11.98 76263718150412EN 1.2 11.98 76263320 11.98 76263520 11.98 76263720150416EN 1.6 11.98 76263322 11.98 76263522 11.98 76263722150604EN 0.4 12.98 70158610 12.98 70158620 12.98 70119612150608EN 0.8 12.98 70158612 12.98 70158622 12.98 70119614 14.98 76197530 12.98 76263330 12.98 76263530 12.98 76263730150612EN 1.2 14.98 76197532 12.98 76263332 12.98 76263532 12.98 76263732150616EN 1.6 12.98 76263334 12.98 76263534 12.98 76263734
Steel ○ ● ● ● ●Stainless steel ○ ● ○ ○ ○ ○ ○Cast iron ○ ○ ○ ○ ○ Non ferrous metals ○ ○ Heat resistant alloys ● ● ● ○
DNMG / DNMAF M R
-NM19 -NM19 -NM19 -M34 -M34
CWN 2135
HCF 3110
HCF 3120
HCF 3110
HCN 5110
HCN 5115
DNMG DNMG DNMG DNMA DNMG DNMG1A 1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no.RE 70 263 ... 70 263 ... 70 263 ... 70 156 ... 75 004 ... 75 004 ...
mm £ £ £ £ £ £110408EN 0.8 9.89 70263406 150404EN 0.4 12.53 75004416 12.53 75004516150408EN 0.8 12.53 75004418 12.53 75004518150412EN 1.2 12.53 75004420 12.53 75004520150608EN 0.8 12.98 70263130 12.35 70156150 13.71 75004430 13.71 75004530150612EN 1.2 12.98 70263132 12.98 70263532 12.35 70156152 13.71 75004432 13.71 75004532150616EN 1.6 12.98 70263534
Steel ○ ○ Stainless steel ● Cast iron ● ● ● Non ferrous metals Heat resistant alloys ● ● ●
→ vc Page 143–157
Turning ToolsNegative inserts DN..
8
08|19
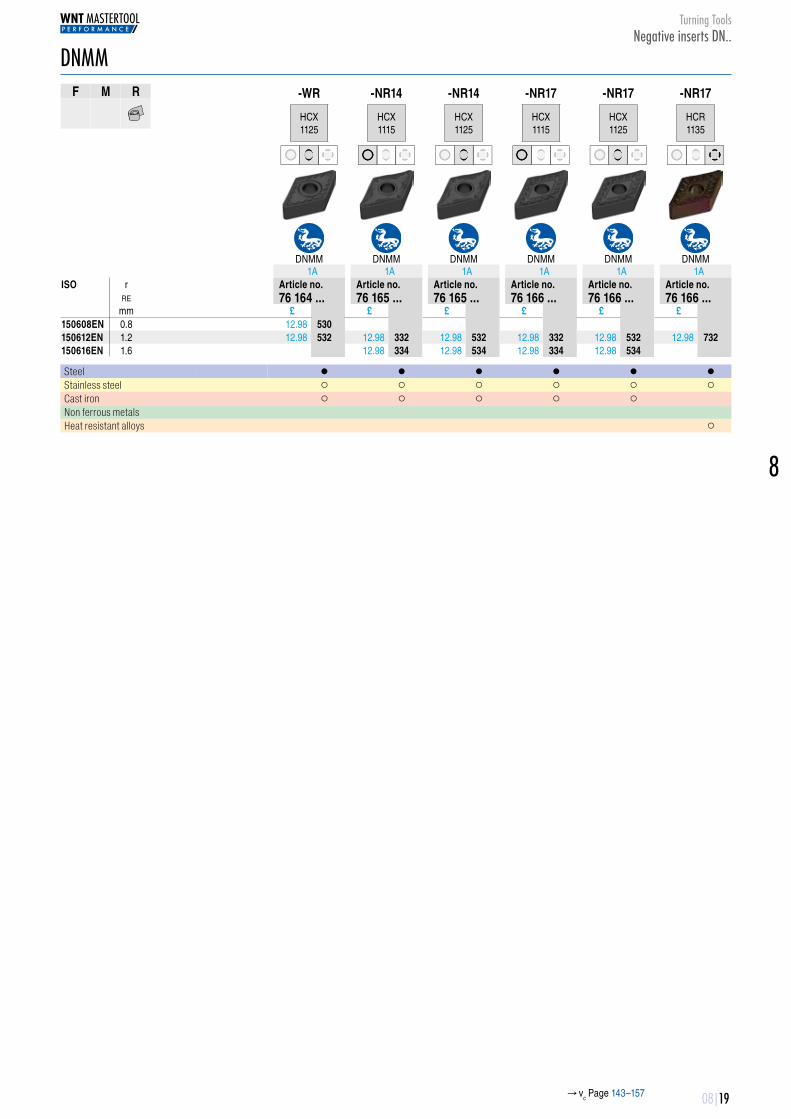
DNMMF M R
-WR -NR14 -NR14 -NR17 -NR17 -NR17
HCX 1125
HCX 1115
HCX 1125
HCX 1115
HCX 1125
HCR 1135
DNMM DNMM DNMM DNMM DNMM DNMM1A 1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no.RE 76 164 ... 76 165 ... 76 165 ... 76 166 ... 76 166 ... 76 166 ...
mm £ £ £ £ £ £150608EN 0.8 12.98 76164530150612EN 1.2 12.98 76164532 12.98 76165332 12.98 76165532 12.98 76166332 12.98 76166532 12.98 76166732150616EN 1.6 12.98 76165334 12.98 76165534 12.98 76166334 12.98 76166534
Steel ● ● ● ● ● ●Stainless steel ○ ○ ○ ○ ○ ○Cast iron ○ ○ ○ ○ ○ Non ferrous metals Heat resistant alloys ○
→ vc Page 143–157
Turning ToolsNegative inserts DN..
08|20
DNGADesignation l s d1 d
DC S D1 IC
mm mm mm mmDNGA 1506.. 15.5 6.35 5.16 12.7
l
s
d 1
r
d
55°
-2SC -4SC
DNGAF M R
-2SC -2SC -4SC -4SC -4SC
PBC 25-S
PBC 40-S
PBC 15-S
PBC 25-S
PBC 40-S
CBN CBN CBN CBN CBNDNGA DNGA DNGA DNGA DNGA
Y0 Y0 Y0 Y0 Y0ISO r Edge Article no. Article no. Article no. Article no. Article no.
RE 71 402 ... 71 402 ... 71 403 ... 71 403 ... 71 403 ...mm £ £ £ £ £
150604 0.4
A 48.90 71402212 48.90 71402312B 48.90 71402222 48.90 71402322 75.58 71403122C 48.90 71402232 75.58 71403132 75.58 71403332D 75.58 71403242E 48.90 71402252 48.90 71402352 75.58 71403152 75.58 71403352F 75.58 71403262 75.58 71403362G 75.58 71403272 75.58 71403372H 48.90 71402382 75.58 71403182 75.58 71403282
150608 0.8
A 48.90 71402214 48.90 71402314B 48.90 71402224 48.90 71402324 75.58 71403124C 48.90 71402234 75.58 71403134 75.58 71403334D 75.58 71403244E 48.90 71402254 48.90 71402354 75.58 71403154 75.58 71403354F 75.58 71403264 75.58 71403364G 75.58 71403274 75.58 71403374H 48.90 71402384 75.58 71403184 75.58 71403284
Cast iron ● Sintered steels Heat resistant alloys hardened 46–55 HRc ● ● ● ●hardened 56–60 HRc ● ● ● ●hardened 61–65 HRc ● ● ● ●
→ vc Page 143–157
Turning ToolsNegative inserts DN..

8
08|21
XpressClamp – DDJN 93° – Toolholder with top clamping
93°
f
l3
l1
b
h
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 541 ... 70 540 ...
mm mm mm mm mm £ £DDJN R/L 1616 H11 16 16 100 33 20 DN.. 1104 63.86
70541816 63.8670540816
DDJN R/L 2020 K11 20 20 125 35 25 DN.. 1104 71.1470541820 71.14
70540820DDJN R/L 2525 M11 25 25 150 35 32 DN.. 1104 73.60
70541825 73.6070540825
DDJN R/L 2020 K15 20 20 125 40 25 DN.. 1506 71.1470541720 71.14
70540720DDJN R/L 2525 M15 25 25 150 40 32 DN.. 1506 73.60
70541725 73.6070540725
DDJN R/L 3225 P15 32 25 170 40 32 DN.. 1506 78.9570541832 78.95
70540832
Tool holders with HSK-T or PSC interface can be found in→ Chapter 16.
2A Y7 2A 2A
XPress type Key D Clamping screw Solid Carbide Seat D
Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £70 541 816 / 70 540 816 24.06
70950835 T09 - IP 13.2080950126 M3x7 - IP 2.62
70950819 2.9670950808
70 541 820 / 70 540 820 24.0670950835 T09 - IP 13.20
80950126 M3x7 - IP 2.6270950819 2.96
7095080870 541 825 / 70 540 825 24.06
70950835 T09 - IP 13.2080950126 M3x7 - IP 2.62
70950819 2.9670950808
70 541 720 / 70 540 720 19.8970950824 T15 - IP 14.09
80950128 M4,5x12 - IP 2.5070950820 6.61
7095081170 541 725 / 70 540 725 19.89
70950824 T15 - IP 14.0980950128 M4,5x12 - IP 2.50
70950820 6.6170950811
70 541 832 / 70 540 832 19.8970950824 T15 - IP 14.09
80950128 M4,5x12 - IP 2.5070950820 6.61
70950811
IsoClamp – PDJN 93° – Toolholder with lever clamping
l1
h
l3
bf
93°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 541 ... 70 540 ...
mm mm mm mm mm £ £PDJN R/L 1616 H11 16 16 100 30.0 20 DN.. 1104 63.86
70541116 63.8670540116
PDJN R/L 2020 K11 20 20 125 30.0 25 DN.. 1104 71.1470541120 71.14
70540120PDJN R/L 2525 M11 25 25 150 30.0 32 DN.. 1104 73.60
70541125 73.6070540125
PDJN R/L 2020 K15 20 20 125 34.7 25 DN.. 1506 71.1470541020 71.14
70540020PDJN R/L 2525 M15 25 25 150 34.7 32 DN.. 1506 73.60
70541025 73.6070540025
PDJN R/L 3225 P15 32 25 170 34.7 32 DN.. 1506 78.9570541032 78.95
70540032
2A 2A 2A 2A 2A 2A
Key I Shim Assembly pin Lever Clamping screw Solid Carbide Seat D
Article no. Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £ £70 541 116 / 70 540 116 SW2,5 2.05
70950175 1.7270950122 1.03
70950191 12.5370950121 2.67
70950208 6.0470950120
70 541 120 / 70 540 120 SW2,5 2.0570950175 1.72
70950122 1.0370950191 12.53
70950121 2.6770950208 6.04
7095012070 541 125 / 70 540 125 SW2,5 2.05
70950175 1.7270950122 1.03
70950191 12.5370950121 2.67
70950208 6.0470950120
70 541 020 / 70 540 020 SW03 2.0570950176 1.47
70950198 1.0370950192 11.44
70950188 3.1870950388 6.61
7095023670 541 025 / 70 540 025 SW03 2.05
70950176 1.4770950198 1.03
70950192 11.4470950188 3.18
70950388 6.6170950236
70 541 032 / 70 540 032 SW03 2.0570950176 1.47
70950198 1.0370950192 11.44
70950188 3.1870950388 6.61
70950236
Turning ToolsToolholder for external machining

08|22
IsoClamp – PDNN 63° – Toolholder with lever clamping
l1
hl3
b
f
63°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 537 ... 70 536 ...
mm mm mm mm mm £ £PDNN R/L 2525 M11 25 25 150 30.0 12.5 DN.. 1104 73.60
70537125 73.6070536125
PDNN R/L 2525 M15 25 25 150 36.5 12.5 DN.. 1506 73.6070537025 73.60
70536025
2A 2A 2A 2A 2A 2A
Key I Shim Assembly pin Lever Clamping screw Solid Carbide Seat D
Article no. Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £ £70 537 125 / 70 536 125 SW2,5 2.05
70950175 1.7270950122 1.03
70950191 12.5370950121 2.67
70950208 6.0470950120
70 537 025 / 70 536 025 SW03 2.0570950176 1.47
70950198 1.0370950192 11.44
70950188 3.1870950388 6.61
70950236
IsoClamp – SDJN 93° – Toolholder with screw clamping
l1
h
b
93°
l3
Illustrations show right-hand versions Left-hand Right-handX0 X0
ISO designation h b l1 l3 Insert Article no. Article no.H B OAL LH 70 699 ... 70 698 ...
mm mm mm mm £ £SDJN R/L 1012 H11 10 12 100 21.3 DNGU 1104 81.47
70699010 81.4770698010
SDJN R/L 1212 H11 12 12 100 21.3 DNGU 1104 81.4770699012 81.47
70698012SDJN R/L 1616 K11 16 16 125 21.3 DNGU 1104 86.80
70699016 86.8070698016
SDJN R/L 2020 K11 20 20 125 21.3 DNGU 1104 89.8870699020 89.88
70698020SDJN R/L 2525 M11 25 25 150 21.3 DNGU 1104 97.41
70699025 97.4170698025
Y7 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 72 950 ...For Article no. £ £70 699 010 / 70 698 010 T15 - IP 14.09
80950128 M4x11 4.1772950007
70 699 012 / 70 698 012 T15 - IP 14.0980950128 M4x11 4.17
7295000770 699 016 / 70 698 016 T15 - IP 14.09
80950128 M4x11 4.1772950007
70 699 020 / 70 698 020 T15 - IP 14.0980950128 M4x11 4.17
7295000770 699 025 / 70 698 025 T15 - IP 14.09
80950128 M4x11 4.1772950007
Turning ToolsToolholder for external machining
8
08|23
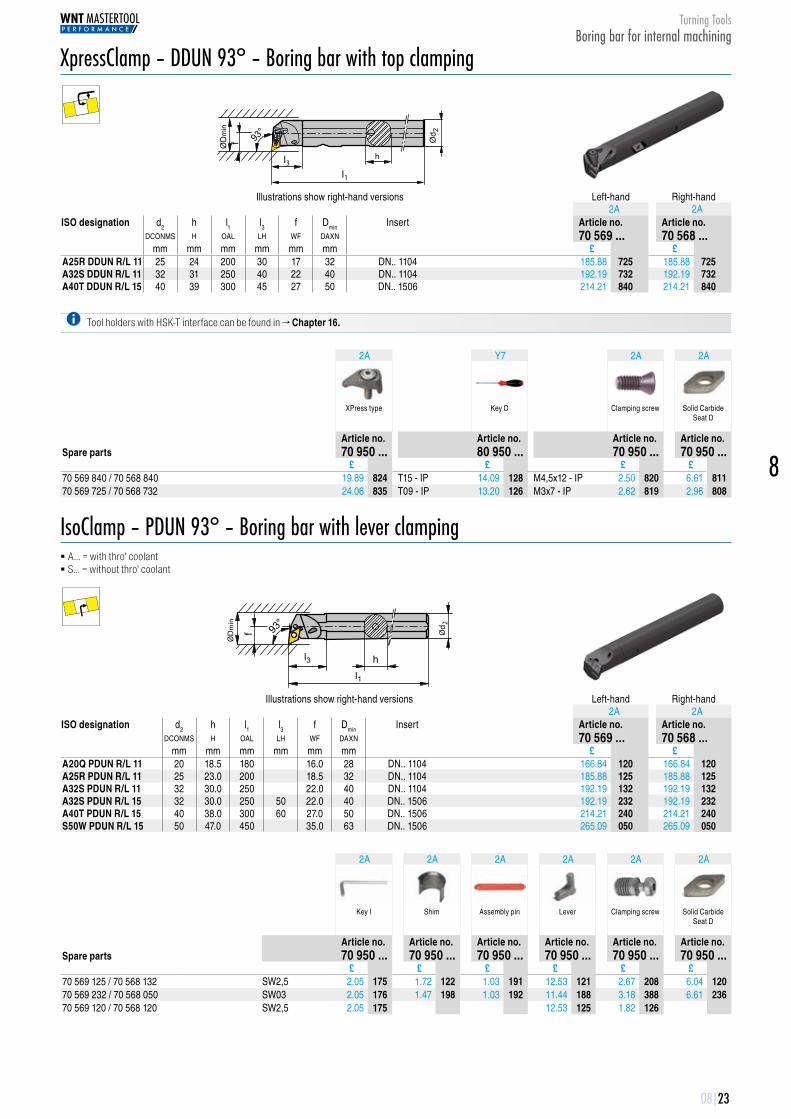
XpressClamp – DDUN 93° – Boring bar with top clamping
f 93°
ØDmin
l3l1
h
Ød 2
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation d2 h l1 l3 f Dmin Insert Article no. Article no.DCONMS H OAL LH WF DAXN 70 569 ... 70 568 ...
mm mm mm mm mm mm £ £A25R DDUN R/L 11 25 24 200 30 17 32 DN.. 1104 185.88 70569725 185.88 70568725A32S DDUN R/L 11 32 31 250 40 22 40 DN.. 1104 192.19 70569732 192.19 70568732A40T DDUN R/L 15 40 39 300 45 27 50 DN.. 1506 214.21 70569840 214.21 70568840
Tool holders with HSK-T interface can be found in → Chapter 16.
2A Y7 2A 2A
XPress type Key D Clamping screw Solid Carbide Seat D
Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... £ £ £ £70 569 840 / 70 568 840 19.89 70950824 T15 - IP 14.09 80950128 M4,5x12 - IP 2.50 70950820 6.61 7095081170 569 725 / 70 568 732 24.06 70950835 T09 - IP 13.20 80950126 M3x7 - IP 2.62 70950819 2.96 70950808
IsoClamp – PDUN 93° – Boring bar with lever clamping � A... = with thro' coolant � S... = without thro' coolant
l3l1
h
f 93°
ØDmin
Ød 2
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation d2 h l1 l3 f Dmin Insert Article no. Article no.DCONMS H OAL LH WF DAXN 70 569 ... 70 568 ...
mm mm mm mm mm mm £ £A20Q PDUN R/L 11 20 18.5 180 16.0 28 DN.. 1104 166.84 70569120 166.84 70568120A25R PDUN R/L 11 25 23.0 200 18.5 32 DN.. 1104 185.88 70569125 185.88 70568125A32S PDUN R/L 11 32 30.0 250 22.0 40 DN.. 1104 192.19 70569132 192.19 70568132A32S PDUN R/L 15 32 30.0 250 50 22.0 40 DN.. 1506 192.19 70569232 192.19 70568232A40T PDUN R/L 15 40 38.0 300 60 27.0 50 DN.. 1506 214.21 70569240 214.21 70568240S50W PDUN R/L 15 50 47.0 450 35.0 63 DN.. 1506 265.09 70569050 265.09 70568050
2A 2A 2A 2A 2A 2A
Key I Shim Assembly pin Lever Clamping screw Solid Carbide Seat D
Article no. Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ... £ £ £ £ £ £70 569 125 / 70 568 132 SW2,5 2.05 70950175 1.72 70950122 1.03 70950191 12.53 70950121 2.67 70950208 6.04 7095012070 569 232 / 70 568 050 SW03 2.05 70950176 1.47 70950198 1.03 70950192 11.44 70950188 3.18 70950388 6.61 7095023670 569 120 / 70 568 120 SW2,5 2.05 70950175 12.53 70950125 1.82 70950126
Turning ToolsBoring bar for internal machining
08|24
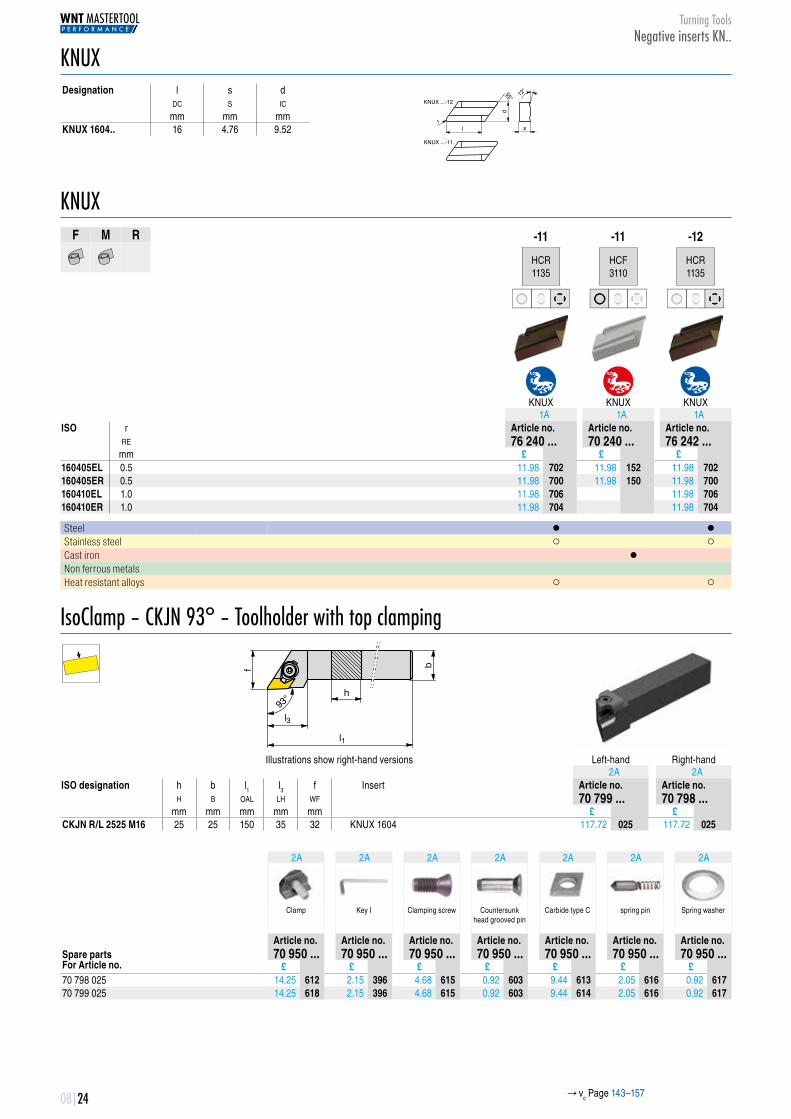
KNUXDesignation l s d
DC S IC
mm mm mmKNUX 1604.. 16 4.76 9.52
12°
slr
d
55°
KNUX ...-12
KNUX ...-11.
KNUXF M R
-11 -11 -12
HCR 1135
HCF 3110
HCR 1135
KNUX KNUX KNUX1A 1A 1A
ISO r Article no. Article no. Article no.RE 76 240 ... 70 240 ... 76 242 ...
mm £ £ £160405EL 0.5 11.98 76240702 11.98 70240152 11.98 76242702160405ER 0.5 11.98 76240700 11.98 70240150 11.98 76242700160410EL 1.0 11.98 76240706 11.98 76242706160410ER 1.0 11.98 76240704 11.98 76242704
Steel ● ●Stainless steel ○ ○Cast iron ● Non ferrous metals Heat resistant alloys ○ ○
IsoClamp – CKJN 93° – Toolholder with top clamping
l1
h
l3
f b
93°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 799 ... 70 798 ...
mm mm mm mm mm £ £CKJN R/L 2525 M16 25 25 150 35 32 KNUX 1604 117.72 70799025 117.72 70798025
2A 2A 2A 2A 2A 2A 2A
Clamp Key I Clamping screw Countersunk head grooved pin
Carbide type C spring pin Spring washer
Article no. Article no. Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £ £ £70 798 025 14.25 70950612 2.15 70950396 4.68 70950615 0.92 70950603 9.44 70950613 2.05 70950616 0.92 7095061770 799 025 14.25 70950618 2.15 70950396 4.68 70950615 0.92 70950603 9.44 70950614 2.05 70950616 0.92 70950617
→ vc Page 143–157
Turning ToolsNegative inserts KN..

8
08|25
SNMG / SNMA / SNMMDesignation l s d1 d
DC S D1 IC
mm mm mm mmSNMG 0903.. 9.52 3.18 3.81 9.52SNM. 1204.. 12.70 4.76 5.16 12.70SNM. 1506.. 15.87 6.35 6.35 15.87SNM. 1906.. 19.05 6.35 7.94 19.05SNMM 2507.. 25.40 7.94 9.12 25.40SNMM 2509.. 25.40 9.52 9.12 25.40
d 1
l s
d
r
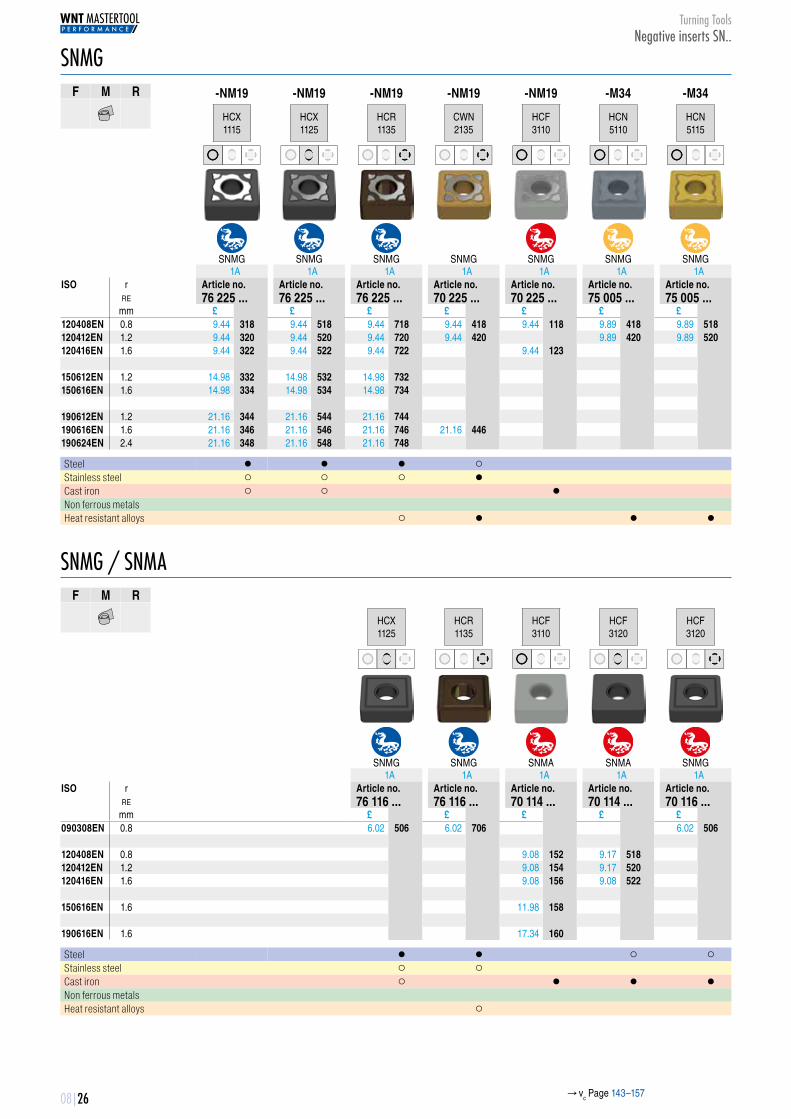
SNMGF M R
-NF23 -WF -TMF -TMF
HCN 2125
HCX 1125
HCX 1115
HCR 1135
SNMG SNMG SNMG SNMG1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no.RE 75 016 ... 76 121 ... 76 128 ... 76 128 ...
mm £ £ £ £120404EN 0.4 9.44 75016216 9.44 76121516120408EN 0.8 9.44 75016218 9.44 76128318120412EN 1.2 9.44 75016220 9.44 76128720
Steel ○ ● ● ●Stainless steel ● ○ ○ ○Cast iron ○ ○ Non ferrous metals Heat resistant alloys ○
SNMGF M R
-NM23 -NM15 -NM15 -NM15 -NM26 -M42 -M52
HCN 2125
HCX 1115
HCX 1125
HCR 1135
HCN 2125
CWN 2135
CCN 2120
SNMG SNMG SNMG SNMG SNMG SNMG SNMG1A 1A 1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no. Article no.RE 75 017 ... 76 137 ... 76 137 ... 76 137 ... 75 018 ... 70 002 ... 70 129 ...
mm £ £ £ £ £ £ £120408EN 0.8 9.44 75017218 9.44 76137318 9.44 76137518 9.44 76137718 9.44 75018218 9.44 70002408 9.44 70129608120412EN 1.2 9.44 76137320 9.44 76137520 9.44 76137720 9.44 75018210 9.44 70002412120416EN 1.6 9.44 76137322 9.44 76137522 9.44 76137722 9.44 75018220 150608EN 0.8 14.98 76137330 14.98 76137530 14.98 76137730150612EN 1.2 14.98 76137332 14.98 76137532 14.98 76137732150616EN 1.6 14.98 76137334 14.98 76137534 14.98 76137734
Steel ○ ● ● ● ○ ○ Stainless steel ● ○ ○ ○ ● ● ○Cast iron ○ ○ ○Non ferrous metals ○Heat resistant alloys ○ ○ ○ ● ●
→ vc Page 143–157
Turning ToolsNegative inserts SN..
08|26
SNMGF M R
-NM19 -NM19 -NM19 -NM19 -NM19 -M34 -M34
HCX 1115
HCX 1125
HCR 1135
CWN 2135
HCF 3110
HCN 5110
HCN 5115
SNMG SNMG SNMG SNMG SNMG SNMG SNMG1A 1A 1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no. Article no.RE 76 225 ... 76 225 ... 76 225 ... 70 225 ... 70 225 ... 75 005 ... 75 005 ...
mm £ £ £ £ £ £ £120408EN 0.8 9.44 76225318 9.44 76225518 9.44 76225718 9.44 70225418 9.44 70225118 9.89 75005418 9.89 75005518120412EN 1.2 9.44 76225320 9.44 76225520 9.44 76225720 9.44 70225420 9.89 75005420 9.89 75005520120416EN 1.6 9.44 76225322 9.44 76225522 9.44 76225722 9.44 70225123 150612EN 1.2 14.98 76225332 14.98 76225532 14.98 76225732150616EN 1.6 14.98 76225334 14.98 76225534 14.98 76225734 190612EN 1.2 21.16 76225344 21.16 76225544 21.16 76225744190616EN 1.6 21.16 76225346 21.16 76225546 21.16 76225746 21.16 70225446190624EN 2.4 21.16 76225348 21.16 76225548 21.16 76225748
Steel ● ● ● ○ Stainless steel ○ ○ ○ ● Cast iron ○ ○ ● Non ferrous metals Heat resistant alloys ○ ● ● ●
SNMG / SNMAF M R
HCX 1125
HCR 1135
HCF 3110
HCF 3120
HCF 3120
SNMG SNMG SNMA SNMA SNMG1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no.RE 76 116 ... 76 116 ... 70 114 ... 70 114 ... 70 116 ...
mm £ £ £ £ £090308EN 0.8 6.02 76116506 6.02 76116706 6.02 70116506 120408EN 0.8 9.08 70114152 9.17 70114518120412EN 1.2 9.08 70114154 9.17 70114520120416EN 1.6 9.08 70114156 9.08 70114522 150616EN 1.6 11.98 70114158 190616EN 1.6 17.34 70114160
Steel ● ● ○ ○Stainless steel ○ ○ Cast iron ○ ● ● ●Non ferrous metals Heat resistant alloys ○
→ vc Page 143–157
Turning ToolsNegative inserts SN..
8
08|27
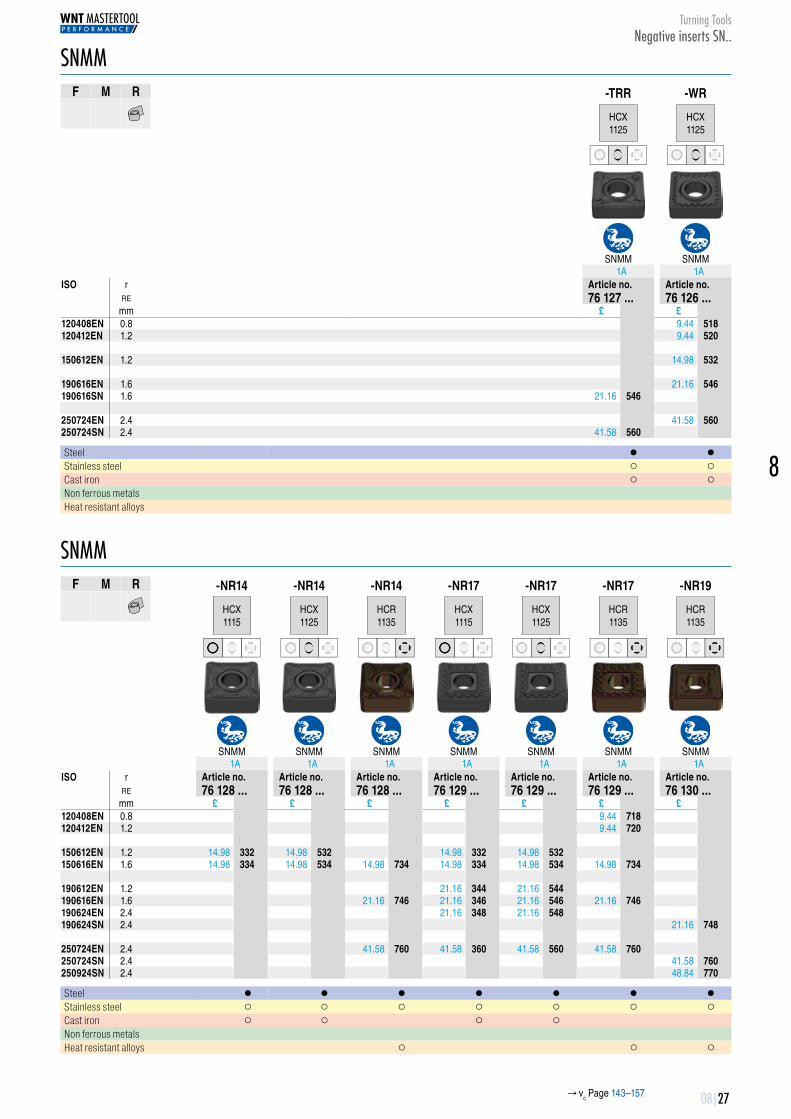
SNMMF M R
-TRR -WR
HCX 1125
HCX 1125
SNMM SNMM1A 1A
ISO r Article no. Article no.RE 76 127 ... 76 126 ...
mm £ £120408EN 0.8 9.44 76126518120412EN 1.2 9.44 76126520 150612EN 1.2 14.98 76126532 190616EN 1.6 21.16 76126546190616SN 1.6 21.16 76127546 250724EN 2.4 41.58 76126560250724SN 2.4 41.58 76127560
Steel ● ●Stainless steel ○ ○Cast iron ○ ○Non ferrous metals Heat resistant alloys
SNMMF M R
-NR14 -NR14 -NR14 -NR17 -NR17 -NR17 -NR19
HCX 1115
HCX 1125
HCR 1135
HCX 1115
HCX 1125
HCR 1135
HCR 1135
SNMM SNMM SNMM SNMM SNMM SNMM SNMM1A 1A 1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no. Article no.RE 76 128 ... 76 128 ... 76 128 ... 76 129 ... 76 129 ... 76 129 ... 76 130 ...
mm £ £ £ £ £ £ £120408EN 0.8 9.44 76129718120412EN 1.2 9.44 76129720 150612EN 1.2 14.98 76128332 14.98 76128532 14.98 76129332 14.98 76129532150616EN 1.6 14.98 76128334 14.98 76128534 14.98 76128734 14.98 76129334 14.98 76129534 14.98 76129734 190612EN 1.2 21.16 76129344 21.16 76129544190616EN 1.6 21.16 76128746 21.16 76129346 21.16 76129546 21.16 76129746190624EN 2.4 21.16 76129348 21.16 76129548190624SN 2.4 21.16 76130748 250724EN 2.4 41.58 76128760 41.58 76129360 41.58 76129560 41.58 76129760250724SN 2.4 41.58 76130760250924SN 2.4 48.84 76130770
Steel ● ● ● ● ● ● ●Stainless steel ○ ○ ○ ○ ○ ○ ○Cast iron ○ ○ ○ ○ Non ferrous metals Heat resistant alloys ○ ○ ○
→ vc Page 143–157
Turning ToolsNegative inserts SN..

08|28
XpressClamp – DSDN 45° – Toolholder with top clamping
45°
f
l3
l1
b
h
Neutral2A
ISO designation h b l1 l3 f Insert Article no.H B OAL LH WF 70 516 ...
mm mm mm mm mm £DSDN N 2020 K12 20 20 125 38 10.3 SN.. 1204 71.14 70516620DSDN N 2525 M12 25 25 150 38 12.5 SN.. 1204 73.60 70516625
Tool holders with HSK-T interface can be found in → Chapter 16.
2A Y7 2A 2A
XPress type Key D Clamping screw Solid Carbide support S
Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £70 516 620 19.89 70950824 T15 - IP 14.09 80950128 M4,5x12 - IP 2.50 70950820 6.61 7095081370 516 625 19.89 70950824 T15 - IP 14.09 80950128 M4,5x12 - IP 2.50 70950820 6.61 70950813
XpressClamp – DSSN 45° – Toolholder with top clamping
45°f
l3
l1
b
h
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 513 ... 70 512 ...
mm mm mm mm mm £ £DSSN R/L 2020 K12 20 20 125 35 25 SN.. 1204 71.14 70513620 71.14 70512620DSSN R/L 2525 M12 25 25 150 35 32 SN.. 1204 73.60 70513625 73.60 70512625DSSN R/L 3225 P12 32 25 170 35 32 SN.. 1204 78.95 70513632 78.95 70512632
2A Y7 2A 2A
XPress type Key D Clamping screw Solid Carbide support S
Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £70 513 620 / 70 512 620 19.89 70950824 T15 - IP 14.09 80950128 M4,5x12 - IP 2.50 70950820 6.61 7095081370 513 625 / 70 512 625 19.89 70950824 T15 - IP 14.09 80950128 M4,5x12 - IP 2.50 70950820 6.61 7095081370 513 632 / 70 512 632 19.89 70950824 T15 - IP 14.09 80950128 M4,5x12 - IP 2.50 70950820 6.61 70950813
Turning ToolsToolholder for external machining
8
08|29
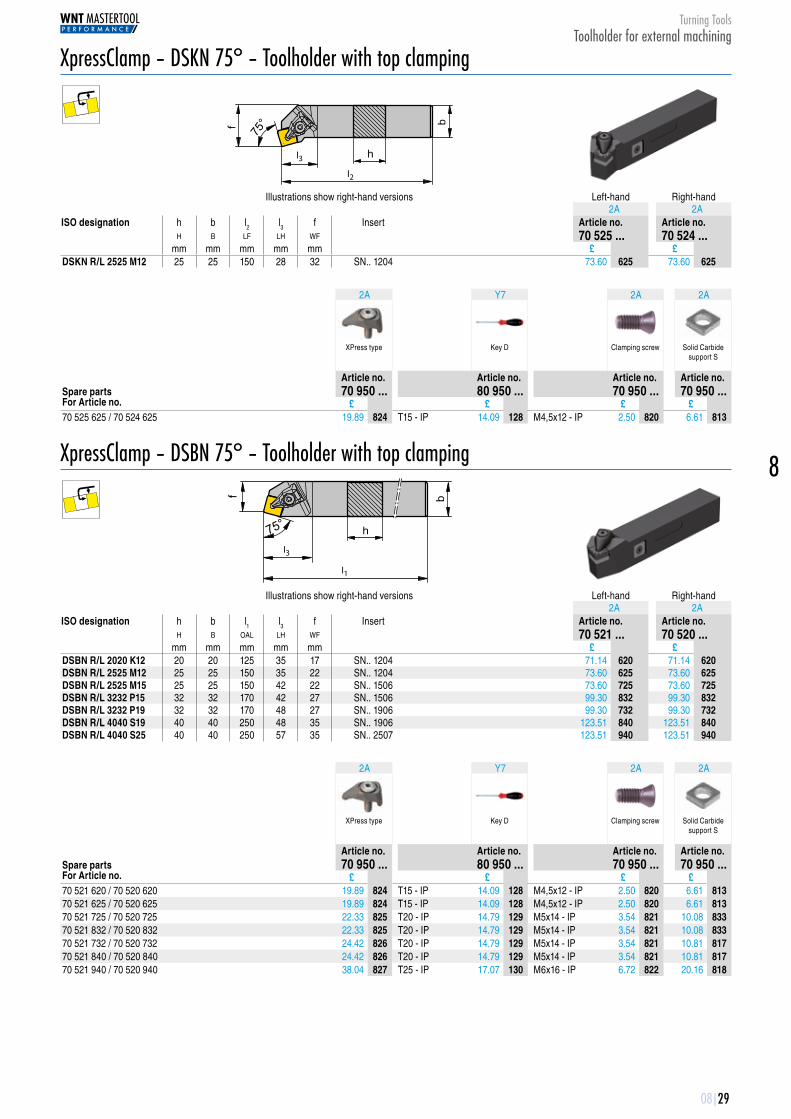
XpressClamp – DSKN 75° – Toolholder with top clamping
75°f b
l3
l2
h
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l2 l3 f Insert Article no. Article no.H B LF LH WF 70 525 ... 70 524 ...
mm mm mm mm mm £ £DSKN R/L 2525 M12 25 25 150 28 32 SN.. 1204 73.60 70525625 73.60 70524625
2A Y7 2A 2A
XPress type Key D Clamping screw Solid Carbide support S
Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £70 525 625 / 70 524 625 19.89 70950824 T15 - IP 14.09 80950128 M4,5x12 - IP 2.50 70950820 6.61 70950813
XpressClamp – DSBN 75° – Toolholder with top clamping
75°
f b
l3
l1
h
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 521 ... 70 520 ...
mm mm mm mm mm £ £DSBN R/L 2020 K12 20 20 125 35 17 SN.. 1204 71.14 70521620 71.14 70520620DSBN R/L 2525 M12 25 25 150 35 22 SN.. 1204 73.60 70521625 73.60 70520625DSBN R/L 2525 M15 25 25 150 42 22 SN.. 1506 73.60 70521725 73.60 70520725DSBN R/L 3232 P15 32 32 170 42 27 SN.. 1506 99.30 70521832 99.30 70520832DSBN R/L 3232 P19 32 32 170 48 27 SN.. 1906 99.30 70521732 99.30 70520732DSBN R/L 4040 S19 40 40 250 48 35 SN.. 1906 123.51 70521840 123.51 70520840DSBN R/L 4040 S25 40 40 250 57 35 SN.. 2507 123.51 70521940 123.51 70520940
2A Y7 2A 2A
XPress type Key D Clamping screw Solid Carbide support S
Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £70 521 620 / 70 520 620 19.89 70950824 T15 - IP 14.09 80950128 M4,5x12 - IP 2.50 70950820 6.61 7095081370 521 625 / 70 520 625 19.89 70950824 T15 - IP 14.09 80950128 M4,5x12 - IP 2.50 70950820 6.61 7095081370 521 725 / 70 520 725 22.33 70950825 T20 - IP 14.79 80950129 M5x14 - IP 3.54 70950821 10.08 7095083370 521 832 / 70 520 832 22.33 70950825 T20 - IP 14.79 80950129 M5x14 - IP 3.54 70950821 10.08 7095083370 521 732 / 70 520 732 24.42 70950826 T20 - IP 14.79 80950129 M5x14 - IP 3.54 70950821 10.81 7095081770 521 840 / 70 520 840 24.42 70950826 T20 - IP 14.79 80950129 M5x14 - IP 3.54 70950821 10.81 7095081770 521 940 / 70 520 940 38.04 70950827 T25 - IP 17.07 80950130 M6x16 - IP 6.72 70950822 20.16 70950818
Turning ToolsToolholder for external machining
08|30
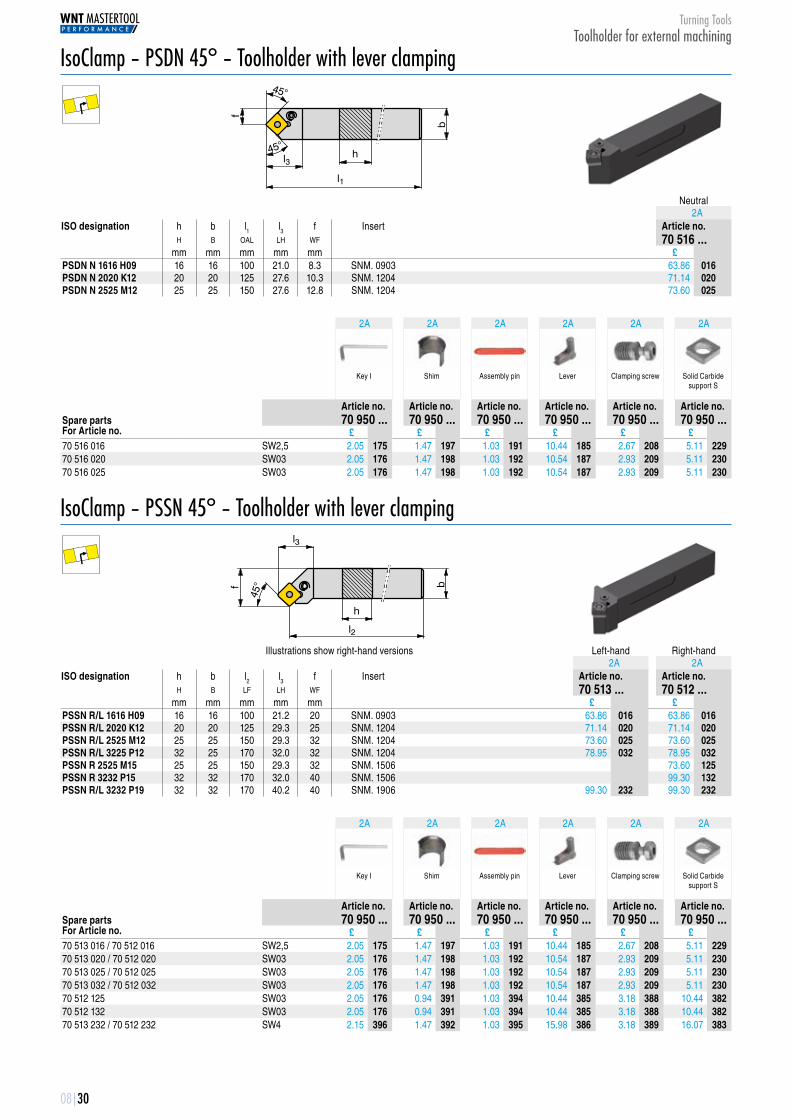
IsoClamp – PSDN 45° – Toolholder with lever clamping
l1
hl3
b
f
45°
45°
Neutral2A
ISO designation h b l1 l3 f Insert Article no.H B OAL LH WF 70 516 ...
mm mm mm mm mm £PSDN N 1616 H09 16 16 100 21.0 8.3 SNM. 0903 63.86 70516016PSDN N 2020 K12 20 20 125 27.6 10.3 SNM. 1204 71.14 70516020PSDN N 2525 M12 25 25 150 27.6 12.8 SNM. 1204 73.60 70516025
2A 2A 2A 2A 2A 2A
Key I Shim Assembly pin Lever Clamping screw Solid Carbide support S
Article no. Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £ £70 516 016 SW2,5 2.05 70950175 1.47 70950197 1.03 70950191 10.44 70950185 2.67 70950208 5.11 7095022970 516 020 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 5.11 7095023070 516 025 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 5.11 70950230
IsoClamp – PSSN 45° – Toolholder with lever clamping
l2
h
l3
bf
45°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l2 l3 f Insert Article no. Article no.H B LF LH WF 70 513 ... 70 512 ...
mm mm mm mm mm £ £PSSN R/L 1616 H09 16 16 100 21.2 20 SNM. 0903 63.86 70513016 63.86 70512016PSSN R/L 2020 K12 20 20 125 29.3 25 SNM. 1204 71.14 70513020 71.14 70512020PSSN R/L 2525 M12 25 25 150 29.3 32 SNM. 1204 73.60 70513025 73.60 70512025PSSN R/L 3225 P12 32 25 170 32.0 32 SNM. 1204 78.95 70513032 78.95 70512032PSSN R 2525 M15 25 25 150 29.3 32 SNM. 1506 73.60 70512125PSSN R 3232 P15 32 32 170 32.0 40 SNM. 1506 99.30 70512132PSSN R/L 3232 P19 32 32 170 40.2 40 SNM. 1906 99.30 70513232 99.30 70512232
2A 2A 2A 2A 2A 2A
Key I Shim Assembly pin Lever Clamping screw Solid Carbide support S
Article no. Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £ £70 513 016 / 70 512 016 SW2,5 2.05 70950175 1.47 70950197 1.03 70950191 10.44 70950185 2.67 70950208 5.11 7095022970 513 020 / 70 512 020 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 5.11 7095023070 513 025 / 70 512 025 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 5.11 7095023070 513 032 / 70 512 032 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 5.11 7095023070 512 125 SW03 2.05 70950176 0.94 70950391 1.03 70950394 10.44 70950385 3.18 70950388 10.44 7095038270 512 132 SW03 2.05 70950176 0.94 70950391 1.03 70950394 10.44 70950385 3.18 70950388 10.44 7095038270 513 232 / 70 512 232 SW4 2.15 70950396 1.47 70950392 1.03 70950395 15.98 70950386 3.18 70950389 16.07 70950383
Turning ToolsToolholder for external machining
8
08|31
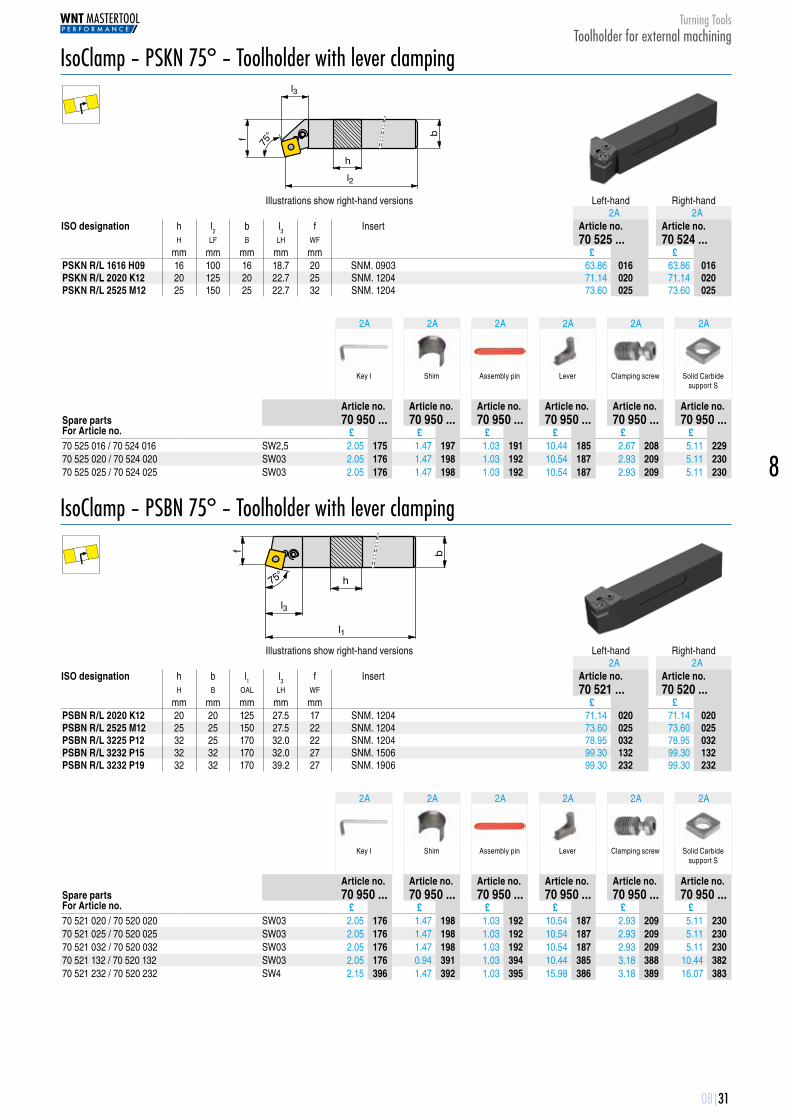
IsoClamp – PSKN 75° – Toolholder with lever clamping
l2
h
l3
bf 75°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h l2 b l3 f Insert Article no. Article no.H LF B LH WF 70 525 ... 70 524 ...
mm mm mm mm mm £ £PSKN R/L 1616 H09 16 100 16 18.7 20 SNM. 0903 63.86 70525016 63.86 70524016PSKN R/L 2020 K12 20 125 20 22.7 25 SNM. 1204 71.14 70525020 71.14 70524020PSKN R/L 2525 M12 25 150 25 22.7 32 SNM. 1204 73.60 70525025 73.60 70524025
2A 2A 2A 2A 2A 2A
Key I Shim Assembly pin Lever Clamping screw Solid Carbide support S
Article no. Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £ £70 525 016 / 70 524 016 SW2,5 2.05 70950175 1.47 70950197 1.03 70950191 10.44 70950185 2.67 70950208 5.11 7095022970 525 020 / 70 524 020 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 5.11 7095023070 525 025 / 70 524 025 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 5.11 70950230
IsoClamp – PSBN 75° – Toolholder with lever clamping
l1
h
l3
bf
75°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 521 ... 70 520 ...
mm mm mm mm mm £ £PSBN R/L 2020 K12 20 20 125 27.5 17 SNM. 1204 71.14 70521020 71.14 70520020PSBN R/L 2525 M12 25 25 150 27.5 22 SNM. 1204 73.60 70521025 73.60 70520025PSBN R/L 3225 P12 32 25 170 32.0 22 SNM. 1204 78.95 70521032 78.95 70520032PSBN R/L 3232 P15 32 32 170 32.0 27 SNM. 1506 99.30 70521132 99.30 70520132PSBN R/L 3232 P19 32 32 170 39.2 27 SNM. 1906 99.30 70521232 99.30 70520232
2A 2A 2A 2A 2A 2A
Key I Shim Assembly pin Lever Clamping screw Solid Carbide support S
Article no. Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £ £70 521 020 / 70 520 020 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 5.11 7095023070 521 025 / 70 520 025 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 5.11 7095023070 521 032 / 70 520 032 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 5.11 7095023070 521 132 / 70 520 132 SW03 2.05 70950176 0.94 70950391 1.03 70950394 10.44 70950385 3.18 70950388 10.44 7095038270 521 232 / 70 520 232 SW4 2.15 70950396 1.47 70950392 1.03 70950395 15.98 70950386 3.18 70950389 16.07 70950383
Turning ToolsToolholder for external machining
08|32
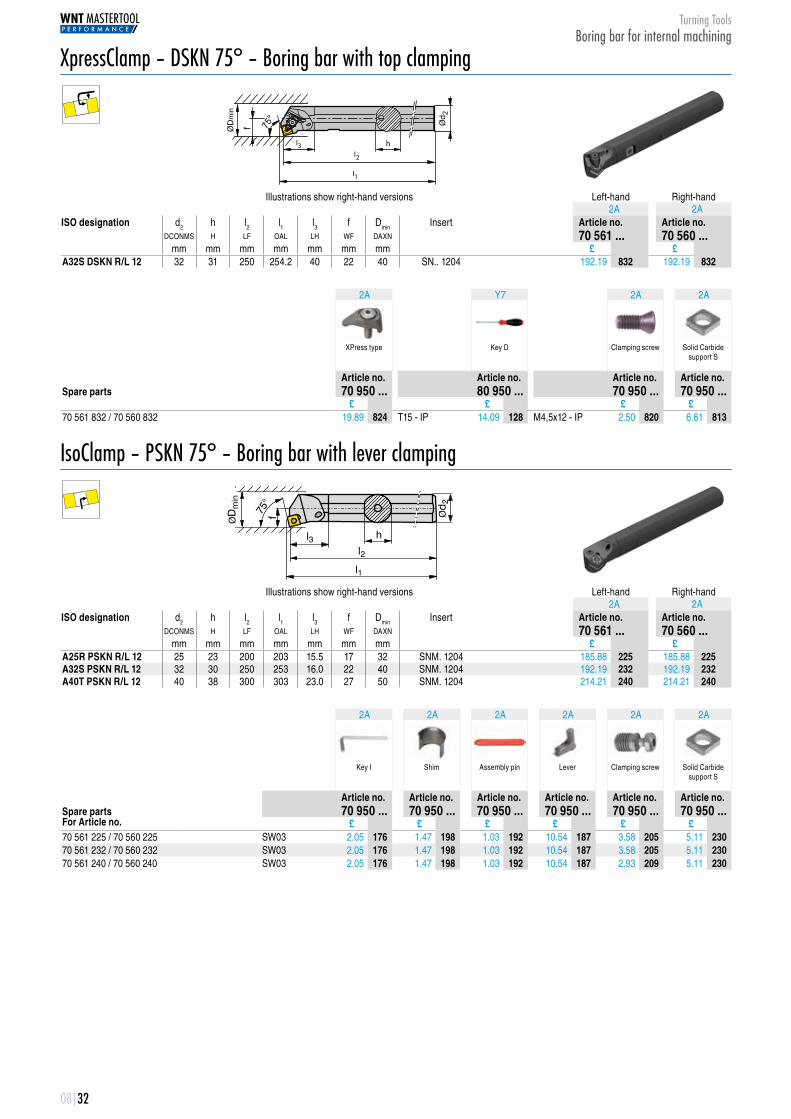
XpressClamp – DSKN 75° – Boring bar with top clamping
f 75°
ØDmin
Ød 2
hl3l2
l1
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation d2 h l2 l1 l3 f Dmin Insert Article no. Article no.DCONMS H LF OAL LH WF DAXN 70 561 ... 70 560 ...
mm mm mm mm mm mm mm £ £A32S DSKN R/L 12 32 31 250 254.2 40 22 40 SN.. 1204 192.19 70561832 192.19 70560832
2A Y7 2A 2A
XPress type Key D Clamping screw Solid Carbide support S
Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... £ £ £ £70 561 832 / 70 560 832 19.89 70950824 T15 - IP 14.09 80950128 M4,5x12 - IP 2.50 70950820 6.61 70950813
IsoClamp – PSKN 75° – Boring bar with lever clamping
l2
h
f
l3
75°
Ød 2
ØD
min
l1
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation d2 h l2 l1 l3 f Dmin Insert Article no. Article no.DCONMS H LF OAL LH WF DAXN 70 561 ... 70 560 ...
mm mm mm mm mm mm mm £ £A25R PSKN R/L 12 25 23 200 203 15.5 17 32 SNM. 1204 185.88 70561225 185.88 70560225A32S PSKN R/L 12 32 30 250 253 16.0 22 40 SNM. 1204 192.19 70561232 192.19 70560232A40T PSKN R/L 12 40 38 300 303 23.0 27 50 SNM. 1204 214.21 70561240 214.21 70560240
2A 2A 2A 2A 2A 2A
Key I Shim Assembly pin Lever Clamping screw Solid Carbide support S
Article no. Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £ £70 561 225 / 70 560 225 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 3.58 70950205 5.11 7095023070 561 232 / 70 560 232 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 3.58 70950205 5.11 7095023070 561 240 / 70 560 240 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 5.11 70950230
Turning ToolsBoring bar for internal machining

8
08|33
TNMG / TNMA / TNMMDesignation l s d1 d
DC S D1 IC
mm mm mm mmTNMG 1103.. 11.0 3.18 2.26 6.35TNM. 1604.. 16.5 4.76 3.81 9.52TNM. 2204.. 22.0 4.76 5.16 12.70TNMM 2706.. 27.5 6.35 6.35 15.87
d 1d
r
l s
60°
TNMGF M R
-NF12 -NF23 -WF -WF -WF
DCC 1110
HCN 2125
HCX 1115
HCX 1125
HCR 1135
CERMETTNMG TNMG TNMG TNMG TNMG
NEW 1A 1A 1A 1A 1AISO r Article no. Article no. Article no. Article no. Article no.
RE 76 149 ... 75 019 ... 76 141 ... 76 141 ... 76 141 ...mm £ £ £ £ £
110304EN 0.4 5.23 76141504 160404EN 0.4 8.20 76149016 8.28 75019216 8.28 76141316 8.28 76141516 8.28 76141716160408EN 0.8 8.20 76149018 8.28 75019218 8.28 76141318 8.28 76141518160412EN 1.2 8.20 76149020
Steel ● ○ ● ● ●Stainless steel ○ ● ○ ○ ○Cast iron ○ ○ ○ Non ferrous metals Heat resistant alloys ○
TNMGF M R
-TMF -TMF -TMF
HCX 1115
HCX 1125
HCR 1135
TNMG TNMG TNMG1A 1A 1A
ISO r Article no. Article no. Article no.RE 76 144 ... 76 144 ... 76 144 ...
mm £ £ £160404EN 0.4 8.28 76144316 8.28 76144516 8.28 76144716160408EN 0.8 8.28 76144518 8.28 76144718160412EN 1.2 8.28 76144320
Steel ● ● ●Stainless steel ○ ○ ○Cast iron ○ ○ Non ferrous metals Heat resistant alloys ○
→ vc Page 143–157
Turning ToolsNegative inserts TN..

08|34
TNMGF M R
-NM23 -NM15 -NM15 -NM15 -NM26 -M42 -M42
HCN 2125
HCX 1115
HCX 1125
HCR 1135
HCN 2125
CCN 2120
CWN 2135
TNMG TNMG TNMG TNMG TNMG TNMG TNMG1A 1A 1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no. Article no.RE 75 020 ... 76 138 ... 76 138 ... 76 138 ... 75 021 ... 70 148 ... 70 148 ...
mm £ £ £ £ £ £ £160404EN 0.4 8.28 76138316 8.28 76138516 8.28 76138716 8.20 70148604 8.20 70148404160408EN 0.8 8.28 75020218 8.28 76138318 8.28 76138518 8.28 76138718 8.28 75021218 8.20 70148608 8.20 70148408160412EN 1.2 8.28 75020220 8.28 76138320 8.28 76138520 8.28 76138720 8.28 75021220 220408EN 0.8 11.17 76138330 11.17 76138530 11.17 76138730220412EN 1.2 11.17 76138332 11.17 76138532 11.17 76138732
Steel ○ ● ● ● ○ ○Stainless steel ● ○ ○ ○ ● ○ ●Cast iron ○ ○ ○ Non ferrous metals ○ Heat resistant alloys ○ ○ ○ ● ●
TNMGF M R
-M52 -NM19 -NM19 -NM19 -NM19 -NM19 -NM19
CCN 2120
HCX 1115
HCX 1125
HCR 1135
CWN 2135
HCF 3110
HCF 3120
TNMG TNMG TNMG TNMG TNMG TNMG TNMG1A 1A 1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no. Article no.RE 70 152 ... 76 155 ... 76 155 ... 76 155 ... 70 155 ... 70 155 ... 70 155 ...
mm £ £ £ £ £ £ £160404EN 0.4 8.20 70152604160408EN 0.8 8.20 70152608 8.28 76155318 8.28 76155518 8.28 76155718 8.20 70155418 8.20 70155100 8.28 70155518160412EN 1.2 8.28 76155320 8.28 76155520 8.28 76155720 8.20 70155102 220404EN 0.4 11.17 76155528220408EN 0.8 11.17 76155330 11.17 76155530 11.17 76155730 11.17 70155530220412EN 1.2 11.17 76155332 11.17 76155532 11.17 76155732 11.17 70155532220416EN 1.6 11.17 76155334 11.17 76155534 11.17 76155734 11.17 70155534
Steel ● ● ● ○ ○Stainless steel ○ ○ ○ ○ ● Cast iron ○ ○ ○ ● ●Non ferrous metals ○ Heat resistant alloys ● ○ ●
→ vc Page 143–157
Turning ToolsNegative inserts TN..

8
08|35
TNMG / TNMAF M R
-M34
HCN 5115
HCX 1125
HCR 1135
HCF 3110
HCF 3120
TNMG TNMG TNMG TNMA TNMA1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no.RE 75 006 ... 76 142 ... 76 142 ... 70 134 ... 70 134 ...
mm £ £ £ £ £110302EN 0.2 5.23 76142702 160404ER 0.4 8.28 76142516 8.28 76142716160408EL 0.8 8.28 76142518160408EN 0.8 8.20 75006516 7.86 70134108 7.94 70134518160408ER 0.8 8.28 76142517 8.28 76142717160412EN 1.2 7.86 70134112 7.94 70134520160416EN 1.6 7.94 70134522 220404EN 0.4 11.81 75006528220408EN 0.8 11.81 75006530 10.71 70134118 10.71 70134530220412EN 1.2 10.71 70134122 10.71 70134532220416EN 1.6 11.81 75006534 10.71 70134126 10.71 70134534
Steel ● ● ○Stainless steel ○ ○ Cast iron ○ ● ●Non ferrous metals Heat resistant alloys ● ○
TNMMF M R
-TRR -WR -NR17
HCX 1125
HCX 1125
HCR 1135
TNMM TNMM TNMM1A 1A 1A
ISO r Article no. Article no. Article no.RE 76 151 ... 76 150 ... 76 152 ...
mm £ £ £160408SN 0.8 8.28 76151518160412EN 1.2 8.28 76150520 220408EN 0.8 11.17 76150530220412EN 1.2 11.17 76150532 11.17 76152732220412SN 1.2 11.17 76151532220416EN 1.6 11.17 76150534 270616EN 1.6 19.61 76150546
Steel ● ● ●Stainless steel ○ ○ ○Cast iron ○ ○ Non ferrous metals Heat resistant alloys ○
→ vc Page 143–157
Turning ToolsNegative inserts TN..
08|36
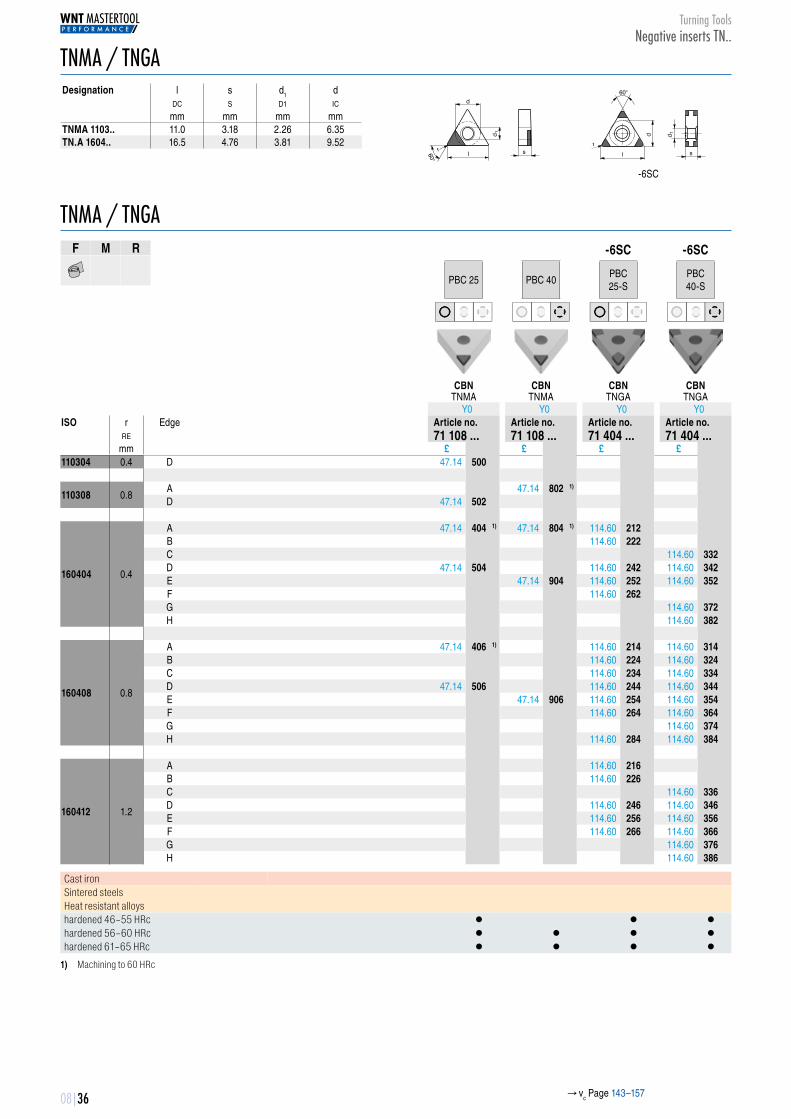
TNMA / TNGADesignation l s d1 d
DC S D1 IC
mm mm mm mmTNMA 1103.. 11.0 3.18 2.26 6.35TN.A 1604.. 16.5 4.76 3.81 9.52
l s
d 1
r60°
d
d 1d
r
l s
60°
-6SC
TNMA / TNGAF M R
-6SC -6SC
PBC 25 PBC 40 PBC 25-S
PBC 40-S
CBN CBN CBN CBNTNMA TNMA TNGA TNGA
Y0 Y0 Y0 Y0ISO r Edge Article no. Article no. Article no. Article no.
RE 71 108 ... 71 108 ... 71 404 ... 71 404 ...mm £ £ £ £
110304 0.4 D 47.14 71108500
110308 0.8A 47.14 71108802 1)
D 47.14 71108502
160404 0.4
A 47.14 71108404 1) 47.14 71108804 1) 114.60 71404212B 114.60 71404222C 114.60 71404332D 47.14 71108504 114.60 71404242 114.60 71404342E 47.14 71108904 114.60 71404252 114.60 71404352F 114.60 71404262G 114.60 71404372H 114.60 71404382
160408 0.8
A 47.14 71108406 1) 114.60 71404214 114.60 71404314B 114.60 71404224 114.60 71404324C 114.60 71404234 114.60 71404334D 47.14 71108506 114.60 71404244 114.60 71404344E 47.14 71108906 114.60 71404254 114.60 71404354F 114.60 71404264 114.60 71404364G 114.60 71404374H 114.60 71404284 114.60 71404384
160412 1.2
A 114.60 71404216B 114.60 71404226C 114.60 71404336D 114.60 71404246 114.60 71404346E 114.60 71404256 114.60 71404356F 114.60 71404266 114.60 71404366G 114.60 71404376H 114.60 71404386
Cast iron Sintered steels Heat resistant alloys hardened 46–55 HRc ● ● ●hardened 56–60 HRc ● ● ● ●hardened 61–65 HRc ● ● ● ●
1) Machining to 60 HRc
→ vc Page 143–157
Turning ToolsNegative inserts TN..
8
08|37
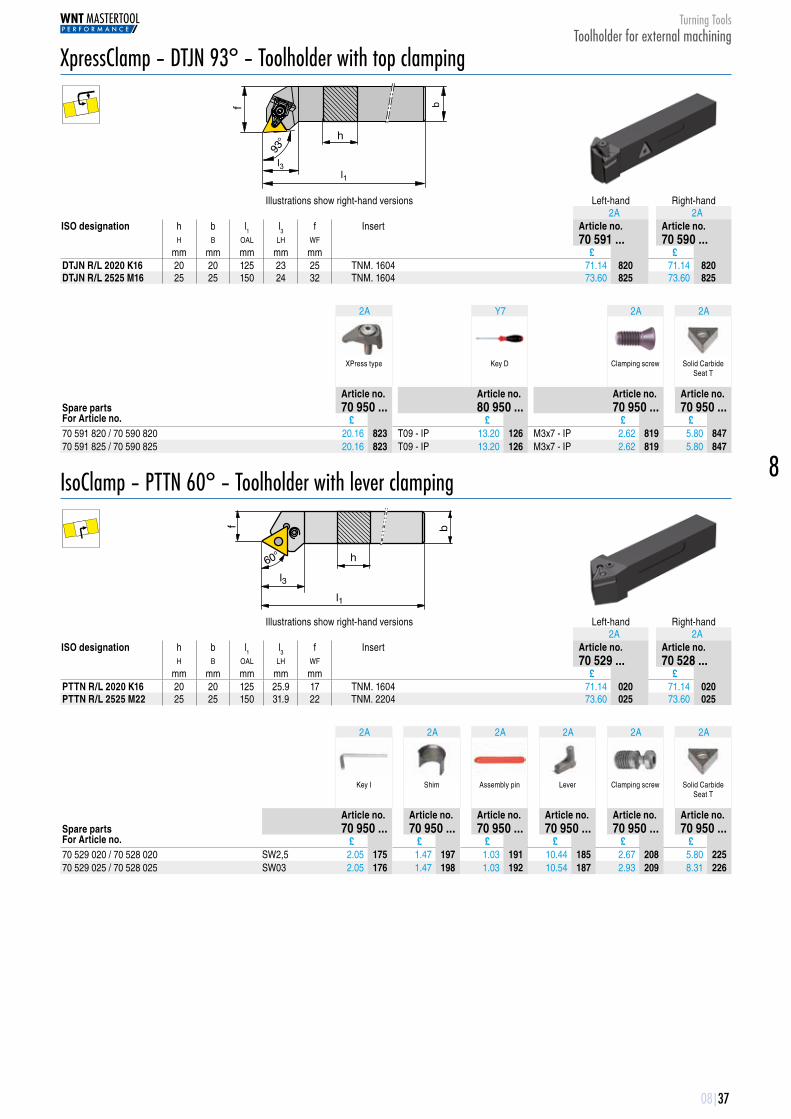
XpressClamp – DTJN 93° – Toolholder with top clamping
h
f b
l3l1
93°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 591 ... 70 590 ...
mm mm mm mm mm £ £DTJN R/L 2020 K16 20 20 125 23 25 TNM. 1604 71.14 70591820 71.14 70590820DTJN R/L 2525 M16 25 25 150 24 32 TNM. 1604 73.60 70591825 73.60 70590825
2A Y7 2A 2A
XPress type Key D Clamping screw Solid Carbide Seat T
Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £70 591 820 / 70 590 820 20.16 70950823 T09 - IP 13.20 80950126 M3x7 - IP 2.62 70950819 5.80 7095084770 591 825 / 70 590 825 20.16 70950823 T09 - IP 13.20 80950126 M3x7 - IP 2.62 70950819 5.80 70950847
IsoClamp – PTTN 60° – Toolholder with lever clamping
l1
h
l3
bf
60°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 529 ... 70 528 ...
mm mm mm mm mm £ £PTTN R/L 2020 K16 20 20 125 25.9 17 TNM. 1604 71.14 70529020 71.14 70528020PTTN R/L 2525 M22 25 25 150 31.9 22 TNM. 2204 73.60 70529025 73.60 70528025
2A 2A 2A 2A 2A 2A
Key I Shim Assembly pin Lever Clamping screw Solid Carbide Seat T
Article no. Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £ £70 529 020 / 70 528 020 SW2,5 2.05 70950175 1.47 70950197 1.03 70950191 10.44 70950185 2.67 70950208 5.80 7095022570 529 025 / 70 528 025 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 8.31 70950226
Turning ToolsToolholder for external machining
08|38
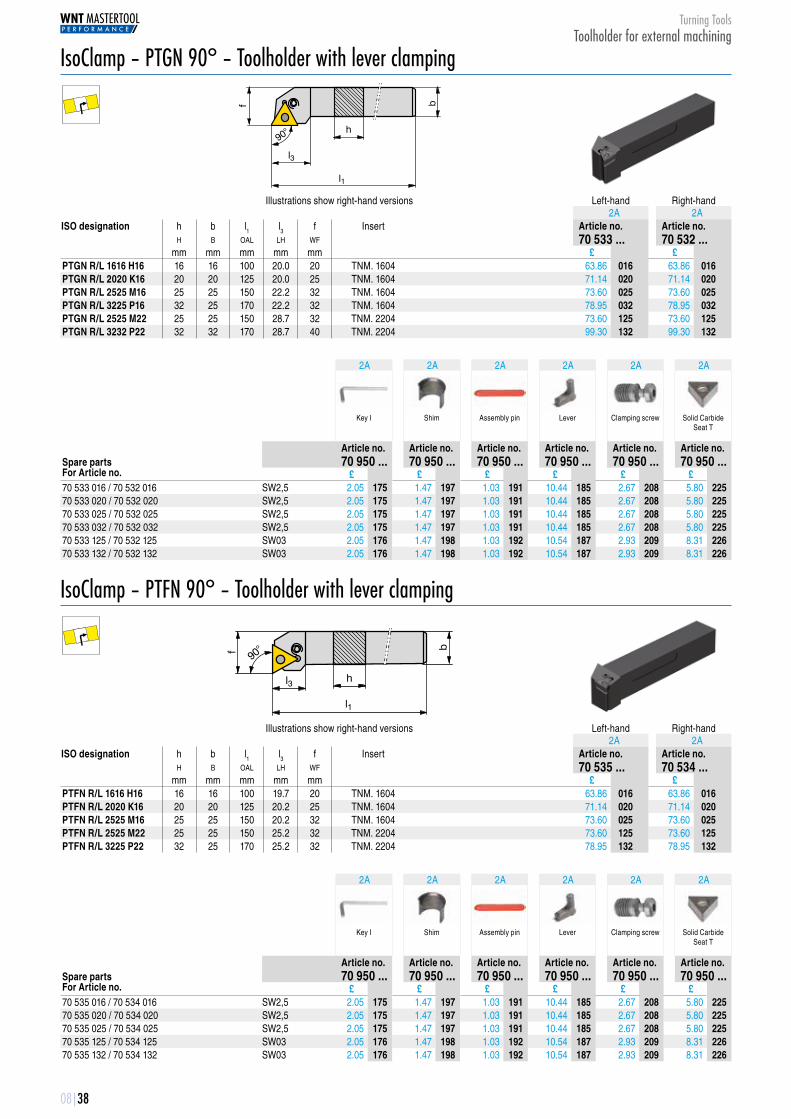
IsoClamp – PTGN 90° – Toolholder with lever clamping
l1
h
l3
bf
90°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 533 ... 70 532 ...
mm mm mm mm mm £ £PTGN R/L 1616 H16 16 16 100 20.0 20 TNM. 1604 63.86 70533016 63.86 70532016PTGN R/L 2020 K16 20 20 125 20.0 25 TNM. 1604 71.14 70533020 71.14 70532020PTGN R/L 2525 M16 25 25 150 22.2 32 TNM. 1604 73.60 70533025 73.60 70532025PTGN R/L 3225 P16 32 25 170 22.2 32 TNM. 1604 78.95 70533032 78.95 70532032PTGN R/L 2525 M22 25 25 150 28.7 32 TNM. 2204 73.60 70533125 73.60 70532125PTGN R/L 3232 P22 32 32 170 28.7 40 TNM. 2204 99.30 70533132 99.30 70532132
2A 2A 2A 2A 2A 2A
Key I Shim Assembly pin Lever Clamping screw Solid Carbide Seat T
Article no. Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £ £70 533 016 / 70 532 016 SW2,5 2.05 70950175 1.47 70950197 1.03 70950191 10.44 70950185 2.67 70950208 5.80 7095022570 533 020 / 70 532 020 SW2,5 2.05 70950175 1.47 70950197 1.03 70950191 10.44 70950185 2.67 70950208 5.80 7095022570 533 025 / 70 532 025 SW2,5 2.05 70950175 1.47 70950197 1.03 70950191 10.44 70950185 2.67 70950208 5.80 7095022570 533 032 / 70 532 032 SW2,5 2.05 70950175 1.47 70950197 1.03 70950191 10.44 70950185 2.67 70950208 5.80 7095022570 533 125 / 70 532 125 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 8.31 7095022670 533 132 / 70 532 132 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 8.31 70950226
IsoClamp – PTFN 90° – Toolholder with lever clamping
l1
hl3
bf 90°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 535 ... 70 534 ...
mm mm mm mm mm £ £PTFN R/L 1616 H16 16 16 100 19.7 20 TNM. 1604 63.86 70535016 63.86 70534016PTFN R/L 2020 K16 20 20 125 20.2 25 TNM. 1604 71.14 70535020 71.14 70534020PTFN R/L 2525 M16 25 25 150 20.2 32 TNM. 1604 73.60 70535025 73.60 70534025PTFN R/L 2525 M22 25 25 150 25.2 32 TNM. 2204 73.60 70535125 73.60 70534125PTFN R/L 3225 P22 32 25 170 25.2 32 TNM. 2204 78.95 70535132 78.95 70534132
2A 2A 2A 2A 2A 2A
Key I Shim Assembly pin Lever Clamping screw Solid Carbide Seat T
Article no. Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £ £70 535 016 / 70 534 016 SW2,5 2.05 70950175 1.47 70950197 1.03 70950191 10.44 70950185 2.67 70950208 5.80 7095022570 535 020 / 70 534 020 SW2,5 2.05 70950175 1.47 70950197 1.03 70950191 10.44 70950185 2.67 70950208 5.80 7095022570 535 025 / 70 534 025 SW2,5 2.05 70950175 1.47 70950197 1.03 70950191 10.44 70950185 2.67 70950208 5.80 7095022570 535 125 / 70 534 125 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 8.31 7095022670 535 132 / 70 534 132 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 8.31 70950226
Turning ToolsToolholder for external machining

8
08|39
IsoClamp – PTFN 90° – Boring bar with lever clamping � A... = with thro' coolant � S... = without thro' coolant
l1
h
f 90°
l3
Ød 2
ØD
min
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation d2 h l1 l3 f Dmin Insert Article no. Article no.DCONMS H OAL LH WF DAXN 70 565 ... 70 564 ...
mm mm mm mm mm mm £ £A16M PTFN R/L 11 16 15.0 150 14.0 11 20 TNM. 1103 123.51 70565216 123.51 70564216A20Q PTFN R/L 11 20 18.5 180 14.0 13 25 TNM. 1103 166.84 70565220 166.84 70564220A25R PTFN R/L 16 25 23.0 200 17.5 17 32 TNM. 1604 185.88 70565225 185.88 70564225A32S PTFN R/L 16 32 30.0 250 18.0 22 40 TNM. 1604 192.19 70565232 192.19 70564232A40T PTFN R/L 22 40 38.0 300 27.0 27 50 TNM. 2204 214.21 70565240 214.21 70564240S50W PTFN R 22 50 47.0 450 35.0 35 63 TNM. 2204 265.09 70564050
2A 2A 2A 2A 2A 2A
Key I Shim Assembly pin Lever Clamping screw Solid Carbide Seat T
Article no. Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £ £70 565 216 / 70 564 216 2.05 70950177 10.54 70950184 1.77 7095020770 565 220 / 70 564 220 2.05 70950177 10.54 70950184 1.77 7095020770 565 225 / 70 564 225 2.05 70950175 1.47 70950197 1.03 70950191 10.44 70950185 2.67 70950208 5.80 7095022570 565 232 / 70 564 232 2.05 70950175 1.47 70950197 1.03 70950191 10.44 70950185 2.67 70950208 5.80 7095022570 565 240 / 70 564 240 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 8.31 7095022670 564 050 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 8.31 70950226
Turning ToolsBoring bar for internal machining
08|40
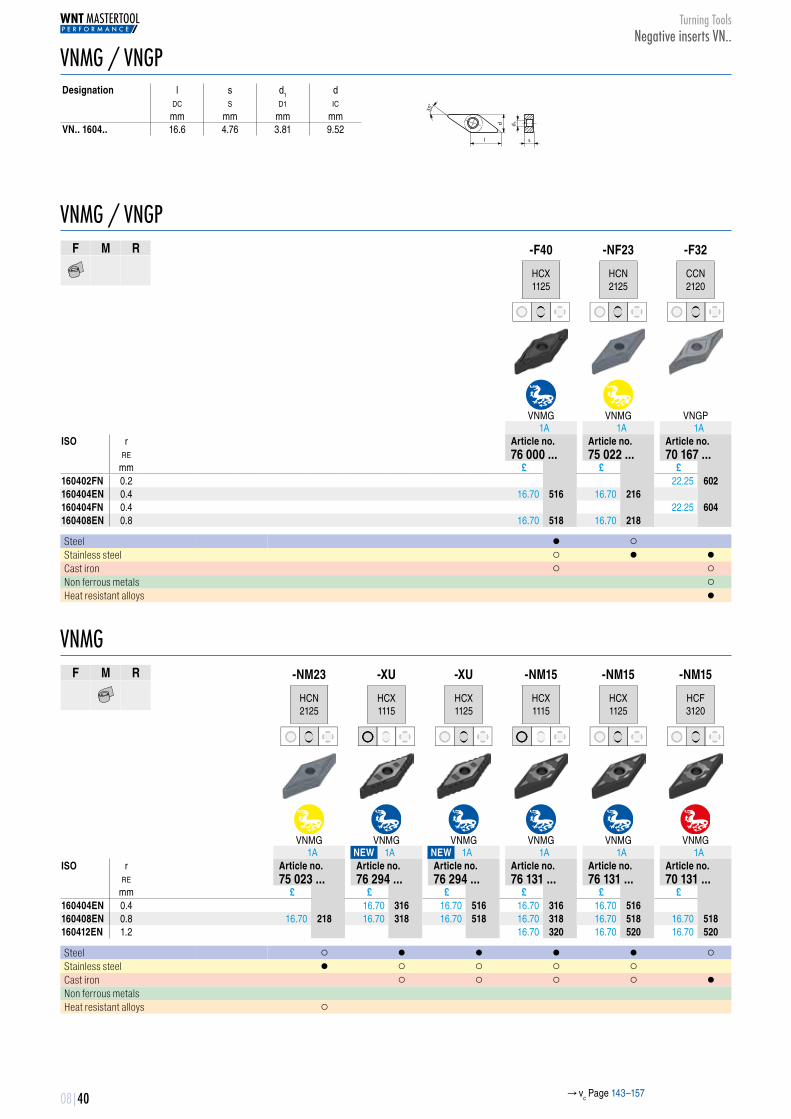
VNMG / VNGPDesignation l s d1 d
DC S D1 IC
mm mm mm mmVN.. 1604.. 16.6 4.76 3.81 9.52 d 1d
l s
35°
VNMG / VNGPF M R
-F40 -NF23 -F32
HCX 1125
HCN 2125
CCN 2120
VNMG VNMG VNGP1A 1A 1A
ISO r Article no. Article no. Article no.RE 76 000 ... 75 022 ... 70 167 ...
mm £ £ £160402FN 0.2 22.25 70167602160404EN 0.4 16.70 76000516 16.70 75022216160404FN 0.4 22.25 70167604160408EN 0.8 16.70 76000518 16.70 75022218
Steel ● ○ Stainless steel ○ ● ●Cast iron ○ ○Non ferrous metals ○Heat resistant alloys ●
VNMGF M R
-NM23 -XU -XU -NM15 -NM15 -NM15
HCN 2125
HCX 1115
HCX 1125
HCX 1115
HCX 1125
HCF 3120
VNMG VNMG VNMG VNMG VNMG VNMG1A NEW 1A NEW 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no.RE 75 023 ... 76 294 ... 76 294 ... 76 131 ... 76 131 ... 70 131 ...
mm £ £ £ £ £ £160404EN 0.4 16.70 76294316 16.70 76294516 16.70 76131316 16.70 76131516160408EN 0.8 16.70 75023218 16.70 76294318 16.70 76294518 16.70 76131318 16.70 76131518 16.70 70131518160412EN 1.2 16.70 76131320 16.70 76131520 16.70 70131520
Steel ○ ● ● ● ● ○Stainless steel ● ○ ○ ○ ○ Cast iron ○ ○ ○ ○ ●Non ferrous metals Heat resistant alloys ○
→ vc Page 143–157
Turning ToolsNegative inserts VN..

8
08|41
VNMGF M R
-M40 -M34 -M34
HCX 1125
HCN 5110
HCN 5115
VNMG VNMG VNMG1A 1A 1A
ISO r Article no. Article no. Article no.RE 76 001 ... 75 009 ... 75 009 ...
mm £ £ £160404EN 0.4 16.70 76001516 15.89 75009416 15.89 75009516160408EN 0.8 16.70 76001518 15.89 75009418 15.89 75009518160412EN 1.2 15.89 75009420 15.89 75009520
Steel ● Stainless steel ○ Cast iron ○ Non ferrous metals Heat resistant alloys ● ●
→ vc Page 143–157
Turning ToolsNegative inserts VN..
08|42
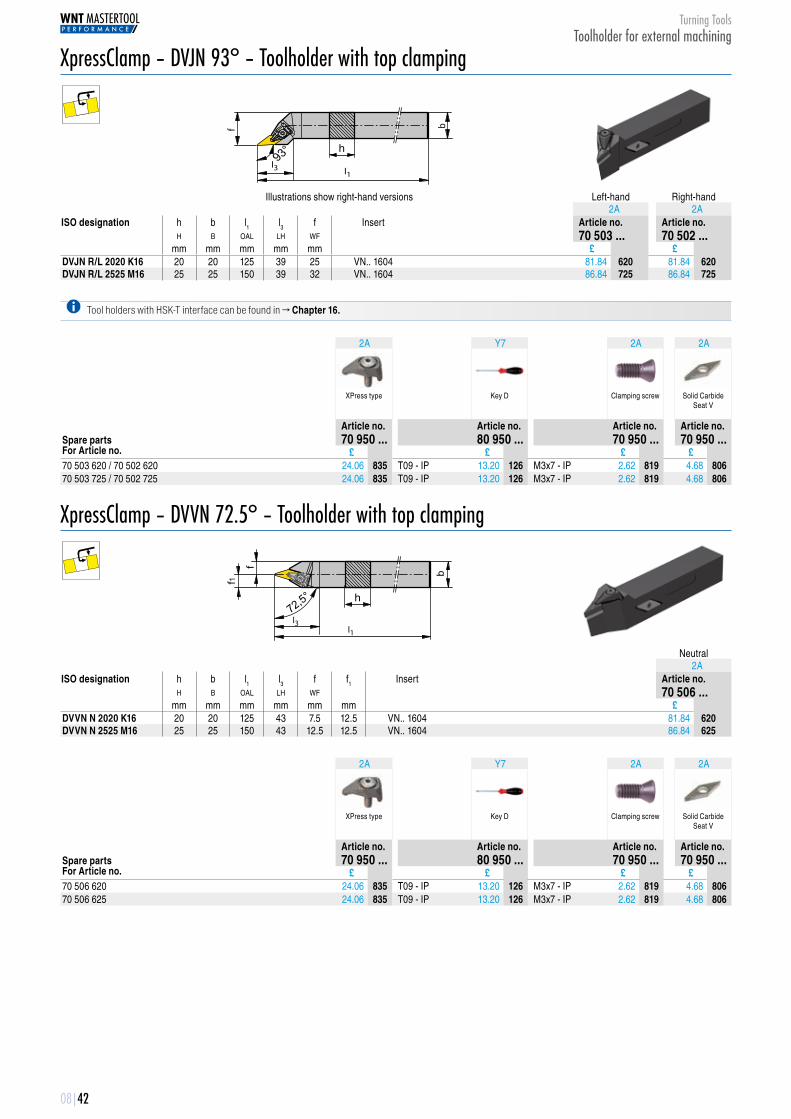
XpressClamp – DVJN 93° – Toolholder with top clamping
93°
f
l1l3
b
h
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 503 ... 70 502 ...
mm mm mm mm mm £ £DVJN R/L 2020 K16 20 20 125 39 25 VN.. 1604 81.84 70503620 81.84 70502620DVJN R/L 2525 M16 25 25 150 39 32 VN.. 1604 86.84 70503725 86.84 70502725
Tool holders with HSK-T interface can be found in → Chapter 16.
2A Y7 2A 2A
XPress type Key D Clamping screw Solid Carbide Seat V
Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £70 503 620 / 70 502 620 24.06 70950835 T09 - IP 13.20 80950126 M3x7 - IP 2.62 70950819 4.68 7095080670 503 725 / 70 502 725 24.06 70950835 T09 - IP 13.20 80950126 M3x7 - IP 2.62 70950819 4.68 70950806
XpressClamp – DVVN 72.5° – Toolholder with top clamping
72,5°
f1
f
l3l1
b
h
Neutral2A
ISO designation h b l1 l3 f f1 Insert Article no.H B OAL LH WF 70 506 ...
mm mm mm mm mm mm £DVVN N 2020 K16 20 20 125 43 7.5 12.5 VN.. 1604 81.84 70506620DVVN N 2525 M16 25 25 150 43 12.5 12.5 VN.. 1604 86.84 70506625
2A Y7 2A 2A
XPress type Key D Clamping screw Solid Carbide Seat V
Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £70 506 620 24.06 70950835 T09 - IP 13.20 80950126 M3x7 - IP 2.62 70950819 4.68 7095080670 506 625 24.06 70950835 T09 - IP 13.20 80950126 M3x7 - IP 2.62 70950819 4.68 70950806
Turning ToolsToolholder for external machining

8
08|43
WNMGDesignation l s d1 d
DC S D1 IC
mm mm mm mmWNMG 0604.. 6.5 4.76 3.81 9.52WNMG 0804.. 8.6 4.76 5.16 12.70
d 1
l
d
sr
WNMGF M R
-NF12 -NF23 -WF -WF
DCC 1110
HCN 2125
HCX 1115
HCX 1125
CERMETWNMG WNMG WNMG WNMG
NEW 1A 1A 1A 1AISO r Article no. Article no. Article no. Article no.
RE 76 171 ... 75 024 ... 76 170 ... 76 170 ...mm £ £ £ £
060404EN 0.4 7.8676171004 8.08
75024204 8.0876170304
060408EN 0.8 7.8676171006 8.08
75024206 080404EN 0.4 10.17
75024216 10.1776170316
080408EN 0.8 10.1776171018 10.17
75024218 10.1776170518
Steel ● ○ ● ●Stainless steel ○ ● ○ ○Cast iron ○ ○ ○Non ferrous metals Heat resistant alloys
→ vc Page 143–157
Turning ToolsNegative inserts WN..
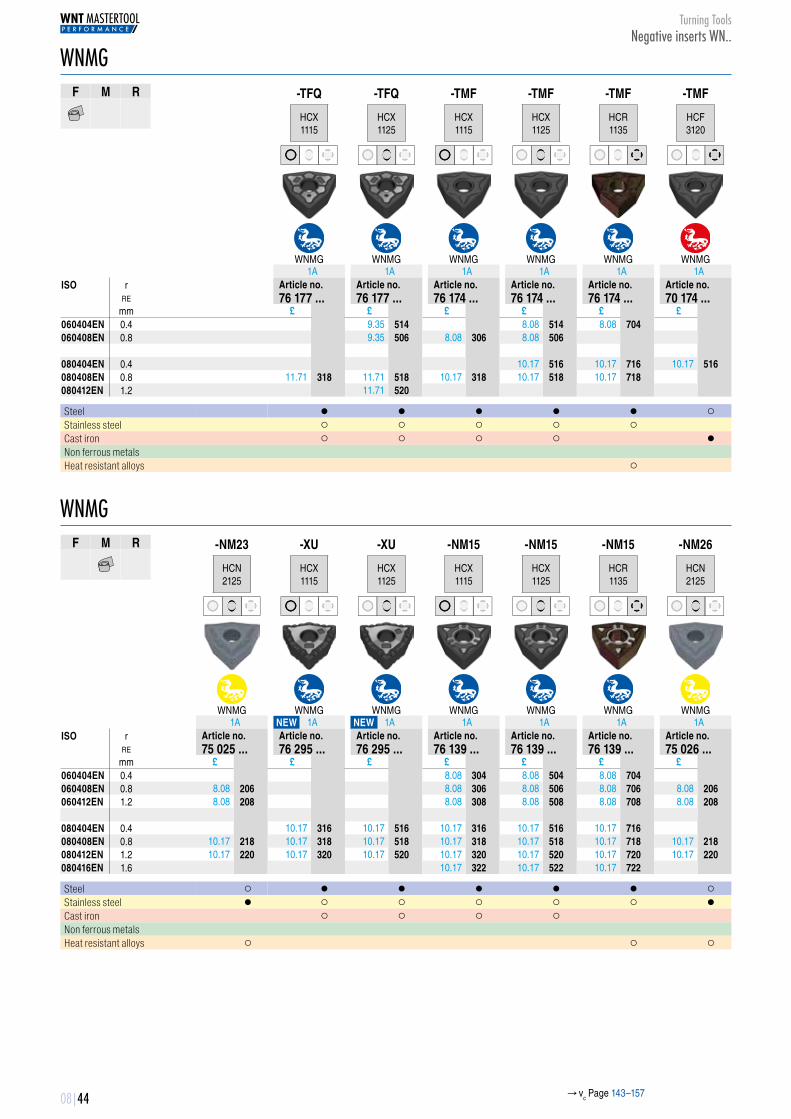
08|44
WNMGF M R
-TFQ -TFQ -TMF -TMF -TMF -TMF
HCX 1115
HCX 1125
HCX 1115
HCX 1125
HCR 1135
HCF 3120
WNMG WNMG WNMG WNMG WNMG WNMG1A 1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no.RE 76 177 ... 76 177 ... 76 174 ... 76 174 ... 76 174 ... 70 174 ...
mm £ £ £ £ £ £060404EN 0.4 9.35
76177514 8.0876174514 8.08
76174704060408EN 0.8 9.35
76177506 8.0876174306 8.08
76174506 080404EN 0.4 10.17
76174516 10.1776174716 10.17
70174516080408EN 0.8 11.71
76177318 11.7176177518 10.17
76174318 10.1776174518 10.17
76174718080412EN 1.2 11.71
76177520
Steel ● ● ● ● ● ○Stainless steel ○ ○ ○ ○ ○ Cast iron ○ ○ ○ ○ ●Non ferrous metals Heat resistant alloys ○
WNMGF M R
-NM23 -XU -XU -NM15 -NM15 -NM15 -NM26
HCN 2125
HCX 1115
HCX 1125
HCX 1115
HCX 1125
HCR 1135
HCN 2125
WNMG WNMG WNMG WNMG WNMG WNMG WNMG1A NEW 1A NEW 1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no. Article no.RE 75 025 ... 76 295 ... 76 295 ... 76 139 ... 76 139 ... 76 139 ... 75 026 ...
mm £ £ £ £ £ £ £060404EN 0.4 8.08
76139304 8.0876139504 8.08
76139704060408EN 0.8 8.08
75025206 8.0876139306 8.08
76139506 8.0876139706 8.08
75026206060412EN 1.2 8.08
75025208 8.0876139308 8.08
76139508 8.0876139708 8.08
75026208 080404EN 0.4 10.17
76295316 10.1776295516 10.17
76139316 10.1776139516 10.17
76139716080408EN 0.8 10.17
75025218 10.1776295318 10.17
76295518 10.1776139318 10.17
76139518 10.1776139718 10.17
75026218080412EN 1.2 10.17
75025220 10.1776295320 10.17
76295520 10.1776139320 10.17
76139520 10.1776139720 10.17
75026220080416EN 1.6 10.17
76139322 10.1776139522 10.17
76139722
Steel ○ ● ● ● ● ● ○Stainless steel ● ○ ○ ○ ○ ○ ●Cast iron ○ ○ ○ ○ Non ferrous metals Heat resistant alloys ○ ○ ○
→ vc Page 143–157
Turning ToolsNegative inserts WN..
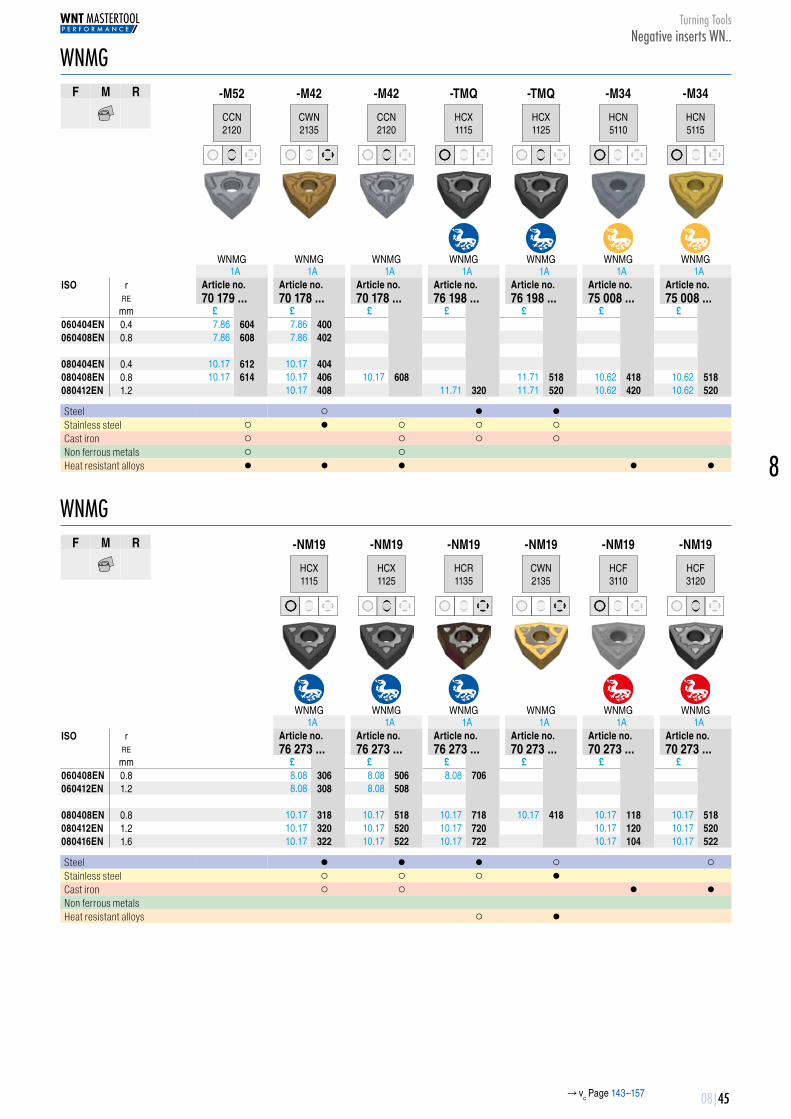
8
08|45
WNMGF M R
-M52 -M42 -M42 -TMQ -TMQ -M34 -M34
CCN 2120
CWN 2135
CCN 2120
HCX 1115
HCX 1125
HCN 5110
HCN 5115
WNMG WNMG WNMG WNMG WNMG WNMG WNMG1A 1A 1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no. Article no.RE 70 179 ... 70 178 ... 70 178 ... 76 198 ... 76 198 ... 75 008 ... 75 008 ...
mm £ £ £ £ £ £ £060404EN 0.4 7.86
70179604 7.8670178400
060408EN 0.8 7.8670179608 7.86
70178402 080404EN 0.4 10.17
70179612 10.1770178404
080408EN 0.8 10.1770179614 10.17
70178406 10.1770178608 11.71
76198518 10.6275008418 10.62
75008518080412EN 1.2 10.17
70178408 11.7176198320 11.71
76198520 10.6275008420 10.62
75008520
Steel ○ ● ● Stainless steel ○ ● ○ ○ ○ Cast iron ○ ○ ○ ○ Non ferrous metals ○ ○ Heat resistant alloys ● ● ● ● ●
WNMGF M R
-NM19 -NM19 -NM19 -NM19 -NM19 -NM19
HCX 1115
HCX 1125
HCR 1135
CWN 2135
HCF 3110
HCF 3120
WNMG WNMG WNMG WNMG WNMG WNMG1A 1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no.RE 76 273 ... 76 273 ... 76 273 ... 70 273 ... 70 273 ... 70 273 ...
mm £ £ £ £ £ £060408EN 0.8 8.08
76273306 8.0876273506 8.08
76273706060412EN 1.2 8.08
76273308 8.0876273508
080408EN 0.8 10.17
76273318 10.1776273518 10.17
76273718 10.1770273418 10.17
70273118 10.1770273518
080412EN 1.2 10.1776273320 10.17
76273520 10.1776273720 10.17
70273120 10.1770273520
080416EN 1.6 10.1776273322 10.17
76273522 10.1776273722 10.17
70273104 10.1770273522
Steel ● ● ● ○ ○Stainless steel ○ ○ ○ ● Cast iron ○ ○ ● ●Non ferrous metals Heat resistant alloys ○ ●
→ vc Page 143–157
Turning ToolsNegative inserts WN..

08|46
WNGADesignation l s d1 d
DC S D1 IC
mm mm mm mmWNGA 0804.. 8.5 4.76 5.13 12.7
ls
r80°
d
d 1
-6SC
WNGAF M R
-6SC -6SC -6SC
PBC 15-S
PBC 25-S
PBC 40-S
CBN CBN CBNWNGA WNGA WNGA
Y0 Y0 Y0ISO r Edge Article no. Article no. Article no.
RE 71 405 ... 71 405 ... 71 405 ...mm £ £ £
080404 0.4
B 111.74 71405122C 111.74 71405132 111.74 71405332D 111.74 71405242E 111.74 71405152 111.74 71405352F 111.74 71405262 111.74 71405362G 111.74 71405172 111.74 71405272 111.74 71405372H 111.74 71405282
080408 0.8
B 111.74 71405124C 111.74 71405134 111.74 71405334D 111.74 71405244E 111.74 71405154 111.74 71405354F 111.74 71405264 111.74 71405364G 111.74 71405174 111.74 71405274 111.74 71405376H 111.74 71405284
Cast iron ● Sintered steels hardened 46–55 HRc ● ●hardened 56–60 HRc ● ●hardened 61–65 HRc ● ●
→ vc Page 143–157
Turning ToolsNegative inserts WN..

8
08|47
XpressClamp – DWLN 95° – Toolholder with top clamping
95°
f
l3 l1
b
h
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 543 ... 70 542 ...
mm mm mm mm mm £ £DWLN R/L 1616 H06 16 16 100 25 20 WN.. 0604 63.86 70543716 63.86 70542716DWLN R/L 2020 K06 20 20 125 27 25 WN.. 0604 71.14 70543720 71.14 70542720DWLN R/L 2525 M06 25 25 150 27 32 WN.. 0604 73.60 70543725 73.60 70542725DWLN R/L 2020 K08 20 20 125 34 25 WN.. 0804 71.14 70543620 71.14 70542620DWLN R/L 2525 M08 25 25 150 34 32 WN.. 0804 73.60 70543625 73.60 70542625
Tool holders with HSK-T or PSC interface can be found in→ Chapter 16.
2A Y7 2A 2A
XPress type Key D Clamping screw Solid Carbide Seat W
Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £70 543 716 / 70 542 716 20.16 70950823 T09 - IP 13.20 80950126 M3x7 - IP 2.62 70950819 2.84 7095080770 543 720 / 70 542 720 20.16 70950823 T09 - IP 13.20 80950126 M3x7 - IP 2.62 70950819 2.84 7095080770 543 725 / 70 542 725 20.16 70950823 T09 - IP 13.20 80950126 M3x7 - IP 2.62 70950819 2.84 7095080770 543 620 / 70 542 620 19.89 70950824 T15 - IP 14.09 80950128 M4,5x12 - IP 2.50 70950820 8.31 7095081270 543 625 / 70 542 625 19.89 70950824 T15 - IP 14.09 80950128 M4,5x12 - IP 2.50 70950820 8.31 70950812
IsoClamp – PWLN 95° – Toolholder with lever clamping
l1
h
l3
bf
95°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 543 ... 70 542 ...
mm mm mm mm mm £ £PWLN R/L 1616 H06 16 16 100 20 20 WNMG 0604 63.86 70543116 63.86 70542116PWLN R/L 2020 K06 20 20 125 25 25 WNMG 0604 71.14 70543120 71.14 70542120PWLN R/L 2525 M06 25 25 150 25 32 WNMG 0604 73.60 70543125 73.60 70542125PWLN R/L 2020 K08 20 20 125 25 25 WNMG 0804 71.14 70543020 71.14 70542020PWLN R/L 2525 M08 25 25 150 25 32 WNMG 0804 73.60 70543025 73.60 70542025PWLN R/L 3225 P08 32 25 170 25 32 WNMG 0804 78.95 70543032 78.95 70542032
2A 2A 2A 2A 2A 2A
Key I Shim Assembly pin Lever Clamping screw Solid Carbide Seat W
Article no. Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £ £70 543 116 / 70 542 116 SW2,5 2.05 70950175 1.72 70950122 1.03 70950191 10.44 70950185 2.67 70950208 6.04 7095012770 543 120 / 70 542 120 SW2,5 2.05 70950175 1.72 70950122 1.03 70950191 10.44 70950185 2.67 70950208 6.04 7095012770 543 125 / 70 542 125 SW2,5 2.05 70950175 1.72 70950122 1.03 70950191 10.44 70950185 2.67 70950208 6.04 7095012770 543 020 / 70 542 020 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 7.29 7095023570 543 025 / 70 542 025 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 7.29 7095023570 543 032 / 70 542 032 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 7.29 70950235
Turning ToolsToolholder for external machining
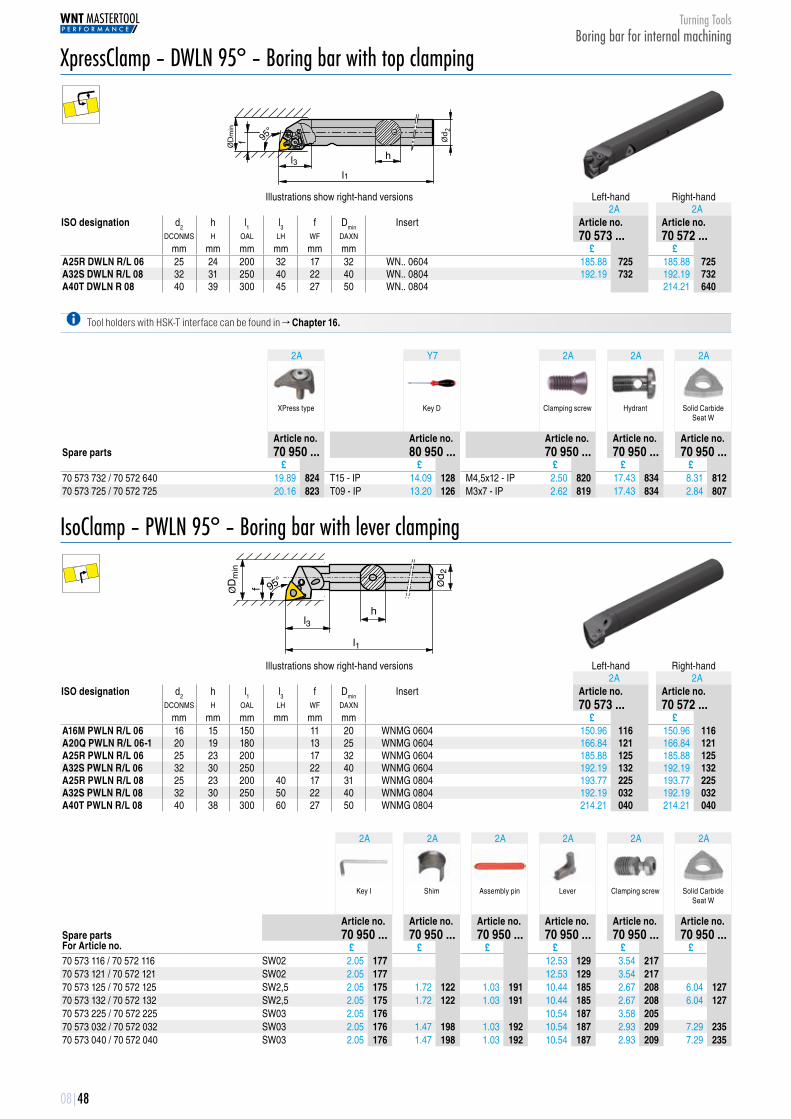
08|48
XpressClamp – DWLN 95° – Boring bar with top clamping
f 95°
ØDmin
1ll3 h
Ød 2
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation d2 h l1 l3 f Dmin Insert Article no. Article no.DCONMS H OAL LH WF DAXN 70 573 ... 70 572 ...
mm mm mm mm mm mm £ £A25R DWLN R/L 06 25 24 200 32 17 32 WN.. 0604 185.88 70573725 185.88 70572725A32S DWLN R/L 08 32 31 250 40 22 40 WN.. 0804 192.19 70573732 192.19 70572732A40T DWLN R 08 40 39 300 45 27 50 WN.. 0804 214.21 70572640
Tool holders with HSK-T interface can be found in → Chapter 16.
2A Y7 2A 2A 2A
XPress type Key D Clamping screw Hydrant Solid Carbide Seat W
Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... 70 950 ... £ £ £ £ £70 573 732 / 70 572 640 19.89 70950824 T15 - IP 14.09 80950128 M4,5x12 - IP 2.50 70950820 17.43 70950834 8.31 7095081270 573 725 / 70 572 725 20.16 70950823 T09 - IP 13.20 80950126 M3x7 - IP 2.62 70950819 17.43 70950834 2.84 70950807
IsoClamp – PWLN 95° – Boring bar with lever clamping
l1
h
f 95°
l3
Ød 2
ØD
min
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation d2 h l1 l3 f Dmin Insert Article no. Article no.DCONMS H OAL LH WF DAXN 70 573 ... 70 572 ...
mm mm mm mm mm mm £ £A16M PWLN R/L 06 16 15 150 11 20 WNMG 0604 150.96 70573116 150.96 70572116A20Q PWLN R/L 06-1 20 19 180 13 25 WNMG 0604 166.84 70573121 166.84 70572121A25R PWLN R/L 06 25 23 200 17 32 WNMG 0604 185.88 70573125 185.88 70572125A32S PWLN R/L 06 32 30 250 22 40 WNMG 0604 192.19 70573132 192.19 70572132A25R PWLN R/L 08 25 23 200 40 17 31 WNMG 0804 193.77 70573225 193.77 70572225A32S PWLN R/L 08 32 30 250 50 22 40 WNMG 0804 192.19 70573032 192.19 70572032A40T PWLN R/L 08 40 38 300 60 27 50 WNMG 0804 214.21 70573040 214.21 70572040
2A 2A 2A 2A 2A 2A
Key I Shim Assembly pin Lever Clamping screw Solid Carbide Seat W
Article no. Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £ £70 573 116 / 70 572 116 SW02 2.05 70950177 12.53 70950129 3.54 7095021770 573 121 / 70 572 121 SW02 2.05 70950177 12.53 70950129 3.54 7095021770 573 125 / 70 572 125 SW2,5 2.05 70950175 1.72 70950122 1.03 70950191 10.44 70950185 2.67 70950208 6.04 7095012770 573 132 / 70 572 132 SW2,5 2.05 70950175 1.72 70950122 1.03 70950191 10.44 70950185 2.67 70950208 6.04 7095012770 573 225 / 70 572 225 SW03 2.05 70950176 10.54 70950187 3.58 7095020570 573 032 / 70 572 032 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 7.29 7095023570 573 040 / 70 572 040 SW03 2.05 70950176 1.47 70950198 1.03 70950192 10.54 70950187 2.93 70950209 7.29 70950235
Turning ToolsBoring bar for internal machining
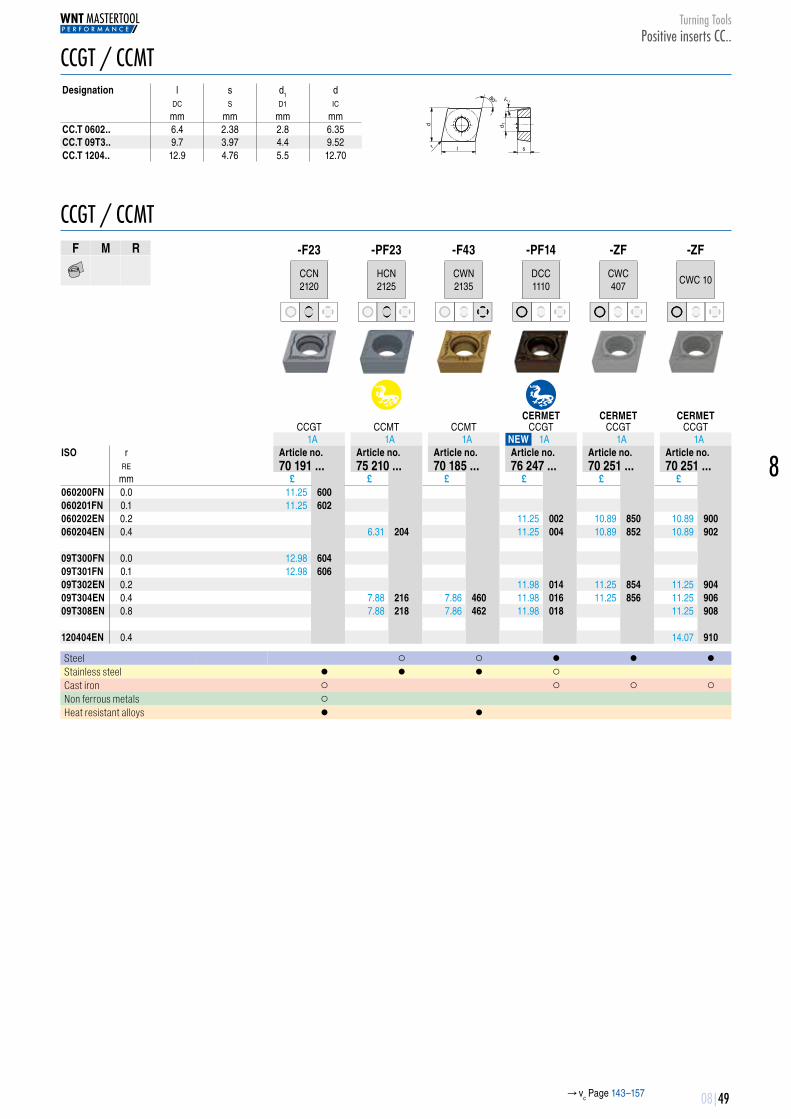
8
08|49
CCGT / CCMTDesignation l s d1 d
DC S D1 IC
mm mm mm mmCC.T 0602.. 6.4 2.38 2.8 6.35CC.T 09T3.. 9.7 3.97 4.4 9.52CC.T 1204.. 12.9 4.76 5.5 12.70
d 1
lr
d
80°
s
7°
CCGT / CCMTF M R
-F23 -PF23 -F43 -PF14 -ZF -ZF
CCN 2120
HCN 2125
CWN 2135
DCC 1110
CWC 407 CWC 10
CERMET CERMET CERMETCCGT CCMT CCMT CCGT CCGT CCGT
1A 1A 1A NEW 1A 1A 1AISO r Article no. Article no. Article no. Article no. Article no. Article no.
RE 70 191 ... 75 210 ... 70 185 ... 76 247 ... 70 251 ... 70 251 ...mm £ £ £ £ £ £
060200FN 0.0 11.25 70191600060201FN 0.1 11.25 70191602060202EN 0.2 11.25 76247002 10.89 70251850 10.89 70251900060204EN 0.4 6.31 75210204 11.25 76247004 10.89 70251852 10.89 70251902 09T300FN 0.0 12.98 7019160409T301FN 0.1 12.98 7019160609T302EN 0.2 11.98 76247014 11.25 70251854 11.25 7025190409T304EN 0.4 7.88 75210216 7.86 70185460 11.98 76247016 11.25 70251856 11.25 7025190609T308EN 0.8 7.88 75210218 7.86 70185462 11.98 76247018 11.25 70251908 120404EN 0.4 14.07 70251910
Steel ○ ○ ● ● ●Stainless steel ● ● ● ○ Cast iron ○ ○ ○ ○Non ferrous metals ○ Heat resistant alloys ● ●
→ vc Page 143–157
Turning ToolsPositive inserts CC..
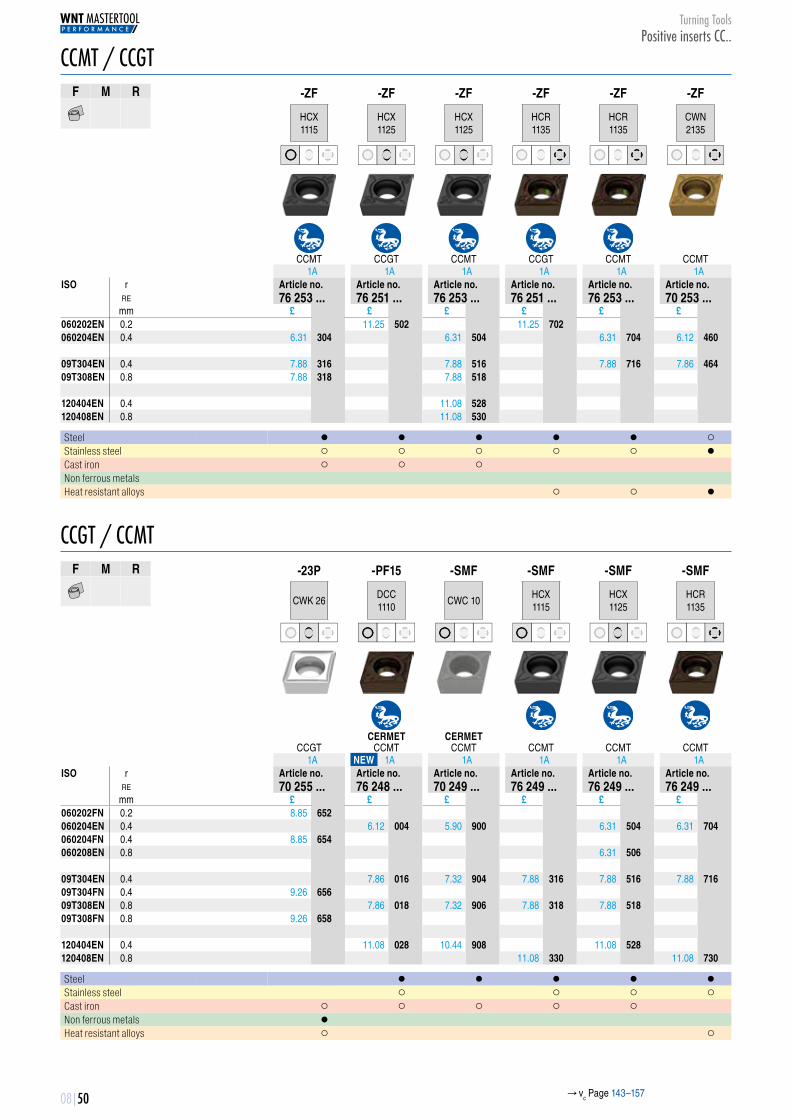
08|50
CCMT / CCGTF M R
-ZF -ZF -ZF -ZF -ZF -ZF
HCX 1115
HCX 1125
HCX 1125
HCR 1135
HCR 1135
CWN 2135
CCMT CCGT CCMT CCGT CCMT CCMT1A 1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no.RE 76 253 ... 76 251 ... 76 253 ... 76 251 ... 76 253 ... 70 253 ...
mm £ £ £ £ £ £060202EN 0.2 11.25 76251502 11.25 76251702060204EN 0.4 6.31 76253304 6.31 76253504 6.31 76253704 6.12 70253460 09T304EN 0.4 7.88 76253316 7.88 76253516 7.88 76253716 7.86 7025346409T308EN 0.8 7.88 76253318 7.88 76253518 120404EN 0.4 11.08 76253528120408EN 0.8 11.08 76253530
Steel ● ● ● ● ● ○Stainless steel ○ ○ ○ ○ ○ ●Cast iron ○ ○ ○ Non ferrous metals Heat resistant alloys ○ ○ ●
CCGT / CCMTF M R
-23P -PF15 -SMF -SMF -SMF -SMF
CWK 26 DCC 1110 CWC 10 HCX
1115HCX 1125
HCR 1135
CERMET CERMETCCGT CCMT CCMT CCMT CCMT CCMT
1A NEW 1A 1A 1A 1A 1AISO r Article no. Article no. Article no. Article no. Article no. Article no.
RE 70 255 ... 76 248 ... 70 249 ... 76 249 ... 76 249 ... 76 249 ...mm £ £ £ £ £ £
060202FN 0.2 8.85 70255652060204EN 0.4 6.12 76248004 5.90 70249900 6.31 76249504 6.31 76249704060204FN 0.4 8.85 70255654060208EN 0.8 6.31 76249506 09T304EN 0.4 7.86 76248016 7.32 70249904 7.88 76249316 7.88 76249516 7.88 7624971609T304FN 0.4 9.26 7025565609T308EN 0.8 7.86 76248018 7.32 70249906 7.88 76249318 7.88 7624951809T308FN 0.8 9.26 70255658 120404EN 0.4 11.08 76248028 10.44 70249908 11.08 76249528120408EN 0.8 11.08 76249330 11.08 76249730
Steel ● ● ● ● ●Stainless steel ○ ○ ○ ○Cast iron ○ ○ ○ ○ ○ Non ferrous metals ● Heat resistant alloys ○ ○
→ vc Page 143–157
Turning ToolsPositive inserts CC..
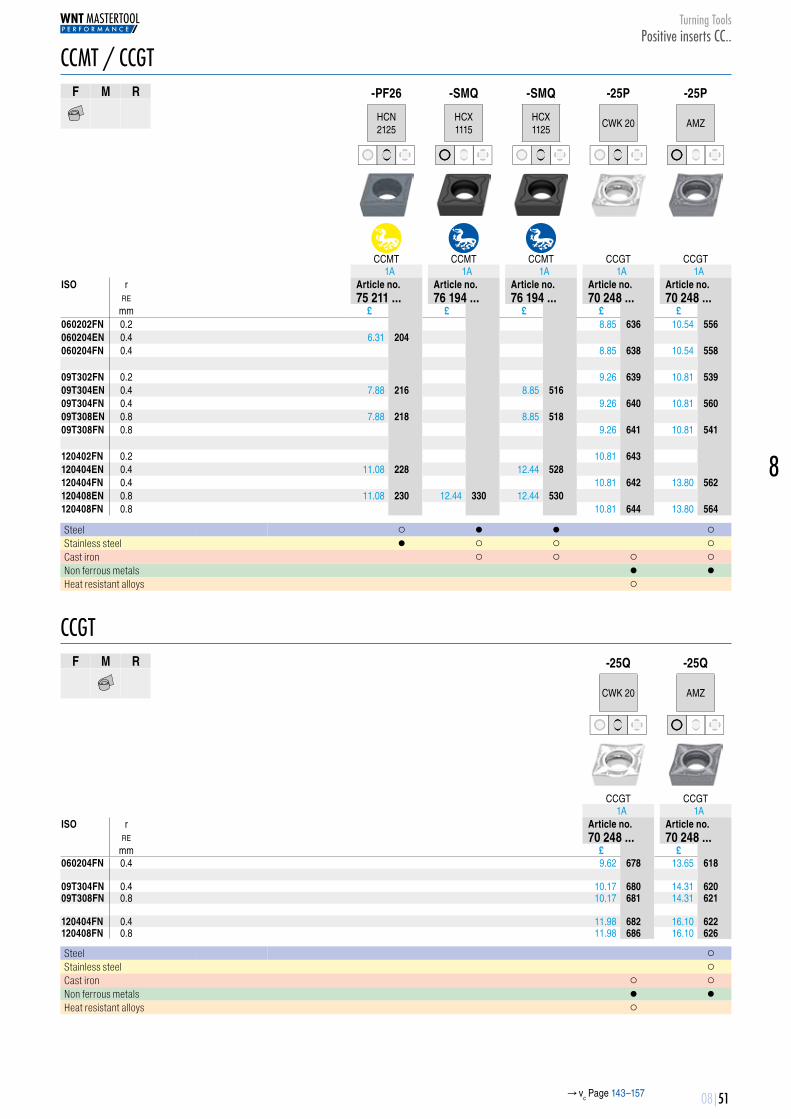
8
08|51
CCMT / CCGTF M R
-PF26 -SMQ -SMQ -25P -25P
HCN 2125
HCX 1115
HCX 1125 CWK 20 AMZ
CCMT CCMT CCMT CCGT CCGT1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no.RE 75 211 ... 76 194 ... 76 194 ... 70 248 ... 70 248 ...
mm £ £ £ £ £060202FN 0.2 8.85 70248636 10.54 70248556060204EN 0.4 6.31 75211204060204FN 0.4 8.85 70248638 10.54 70248558 09T302FN 0.2 9.26 70248639 10.81 7024853909T304EN 0.4 7.88 75211216 8.85 7619451609T304FN 0.4 9.26 70248640 10.81 7024856009T308EN 0.8 7.88 75211218 8.85 7619451809T308FN 0.8 9.26 70248641 10.81 70248541 120402FN 0.2 10.81 70248643120404EN 0.4 11.08 75211228 12.44 76194528120404FN 0.4 10.81 70248642 13.80 70248562120408EN 0.8 11.08 75211230 12.44 76194330 12.44 76194530120408FN 0.8 10.81 70248644 13.80 70248564
Steel ○ ● ● ○Stainless steel ● ○ ○ ○Cast iron ○ ○ ○ ○Non ferrous metals ● ●Heat resistant alloys ○
CCGTF M R
-25Q -25Q
CWK 20 AMZ
CCGT CCGT1A 1A
ISO r Article no. Article no.RE 70 248 ... 70 248 ...
mm £ £060204FN 0.4 9.62 70248678 13.65 70248618 09T304FN 0.4 10.17 70248680 14.31 7024862009T308FN 0.8 10.17 70248681 14.31 70248621 120404FN 0.4 11.98 70248682 16.10 70248622120408FN 0.8 11.98 70248686 16.10 70248626
Steel ○Stainless steel ○Cast iron ○ ○Non ferrous metals ● ●Heat resistant alloys ○
→ vc Page 143–157
Turning ToolsPositive inserts CC..
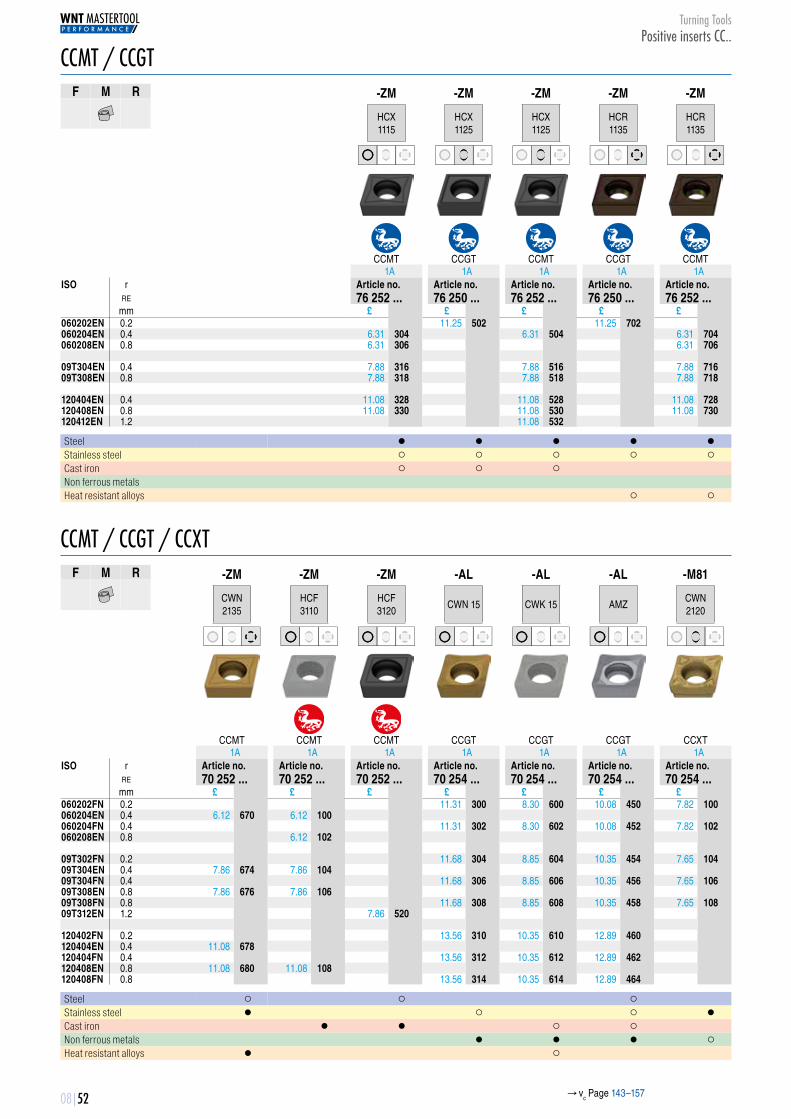
08|52
CCMT / CCGTF M R
-ZM -ZM -ZM -ZM -ZM
HCX 1115
HCX 1125
HCX 1125
HCR 1135
HCR 1135
CCMT CCGT CCMT CCGT CCMT1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no.RE 76 252 ... 76 250 ... 76 252 ... 76 250 ... 76 252 ...
mm £ £ £ £ £060202EN 0.2 11.25 76250502 11.25 76250702060204EN 0.4 6.31 76252304 6.31 76252504 6.31 76252704060208EN 0.8 6.31 76252306 6.31 76252706 09T304EN 0.4 7.88 76252316 7.88 76252516 7.88 7625271609T308EN 0.8 7.88 76252318 7.88 76252518 7.88 76252718 120404EN 0.4 11.08 76252328 11.08 76252528 11.08 76252728120408EN 0.8 11.08 76252330 11.08 76252530 11.08 76252730120412EN 1.2 11.08 76252532
Steel ● ● ● ● ●Stainless steel ○ ○ ○ ○ ○Cast iron ○ ○ ○ Non ferrous metals Heat resistant alloys ○ ○
CCMT / CCGT / CCXTF M R
-ZM -ZM -ZM -AL -AL -AL -M81
CWN 2135
HCF 3110
HCF 3120 CWN 15 CWK 15 AMZ CWN
2120
CCMT CCMT CCMT CCGT CCGT CCGT CCXT1A 1A 1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no. Article no.RE 70 252 ... 70 252 ... 70 252 ... 70 254 ... 70 254 ... 70 254 ... 70 254 ...
mm £ £ £ £ £ £ £060202FN 0.2 11.31 70254300 8.30 70254600 10.08 70254450 7.82 70254100060204EN 0.4 6.12 70252670 6.12 70252100060204FN 0.4 11.31 70254302 8.30 70254602 10.08 70254452 7.82 70254102060208EN 0.8 6.12 70252102 09T302FN 0.2 11.68 70254304 8.85 70254604 10.35 70254454 7.65 7025410409T304EN 0.4 7.86 70252674 7.86 7025210409T304FN 0.4 11.68 70254306 8.85 70254606 10.35 70254456 7.65 7025410609T308EN 0.8 7.86 70252676 7.86 7025210609T308FN 0.8 11.68 70254308 8.85 70254608 10.35 70254458 7.65 7025410809T312EN 1.2 7.86 70252520 120402FN 0.2 13.56 70254310 10.35 70254610 12.89 70254460120404EN 0.4 11.08 70252678120404FN 0.4 13.56 70254312 10.35 70254612 12.89 70254462120408EN 0.8 11.08 70252680 11.08 70252108120408FN 0.8 13.56 70254314 10.35 70254614 12.89 70254464
Steel ○ ○ ○ Stainless steel ● ○ ○ ●Cast iron ● ● ○ ○ Non ferrous metals ● ● ● ○Heat resistant alloys ● ○
→ vc Page 143–157
Turning ToolsPositive inserts CC..
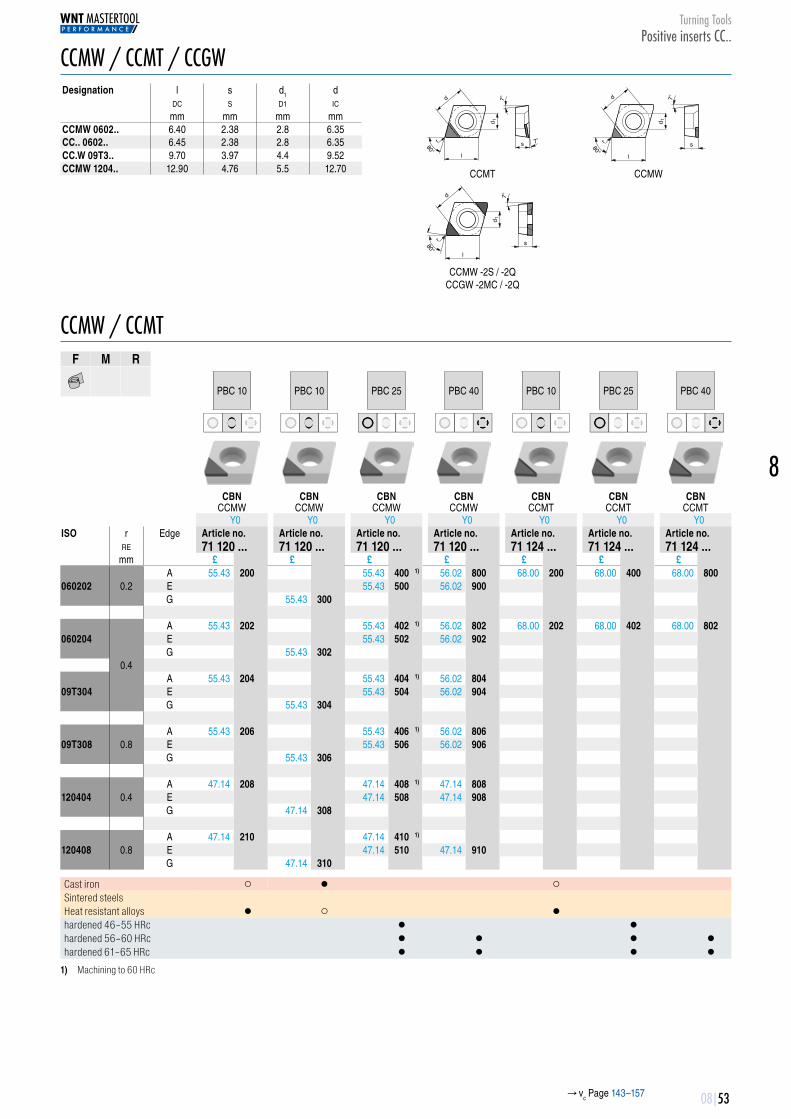
8
08|53
CCMW / CCMT / CCGWDesignation l s d1 d
DC S D1 IC
mm mm mm mmCCMW 0602.. 6.40 2.38 2.8 6.35CC.. 0602.. 6.45 2.38 2.8 6.35CC.W 09T3.. 9.70 3.97 4.4 9.52CCMW 1204.. 12.90 4.76 5.5 12.70
d 1
d
r
80°
l
s
7°
7°
d 1
d
r
80°
l
s
7°
CCMT CCMW
d 1
d
r
80°
l
s
7°
CCMW -2S / -2Q CCGW -2MC / -2Q
CCMW / CCMTF M R
PBC 10 PBC 10 PBC 25 PBC 40 PBC 10 PBC 25 PBC 40
CBN CBN CBN CBN CBN CBN CBNCCMW CCMW CCMW CCMW CCMT CCMT CCMT
Y0 Y0 Y0 Y0 Y0 Y0 Y0ISO r Edge Article no. Article no. Article no. Article no. Article no. Article no. Article no.
RE 71 120 ... 71 120 ... 71 120 ... 71 120 ... 71 124 ... 71 124 ... 71 124 ...mm £ £ £ £ £ £ £
060202 0.2A 55.43 71120200 55.43 71120400 1) 56.02 71120800 68.00 71124200 68.00 71124400 68.00 71124800E 55.43 71120500 56.02 71120900G 55.43 71120300
060204
0.4
A 55.43 71120202 55.43 71120402 1) 56.02 71120802 68.00 71124202 68.00 71124402 68.00 71124802E 55.43 71120502 56.02 71120902G 55.43 71120302
09T304A 55.43 71120204 55.43 71120404 1) 56.02 71120804E 55.43 71120504 56.02 71120904G 55.43 71120304
09T308 0.8A 55.43 71120206 55.43 71120406 1) 56.02 71120806E 55.43 71120506 56.02 71120906G 55.43 71120306
120404 0.4A 47.14 71120208 47.14 71120408 1) 47.14 71120808E 47.14 71120508 47.14 71120908G 47.14 71120308
120408 0.8A 47.14 71120210 47.14 71120410 1)
E 47.14 71120510 47.14 71120910G 47.14 71120310
Cast iron ○ ● ○ Sintered steels Heat resistant alloys ● ○ ● hardened 46–55 HRc ● ● hardened 56–60 HRc ● ● ● ●hardened 61–65 HRc ● ● ● ●
1) Machining to 60 HRc
→ vc Page 143–157
Turning ToolsPositive inserts CC..
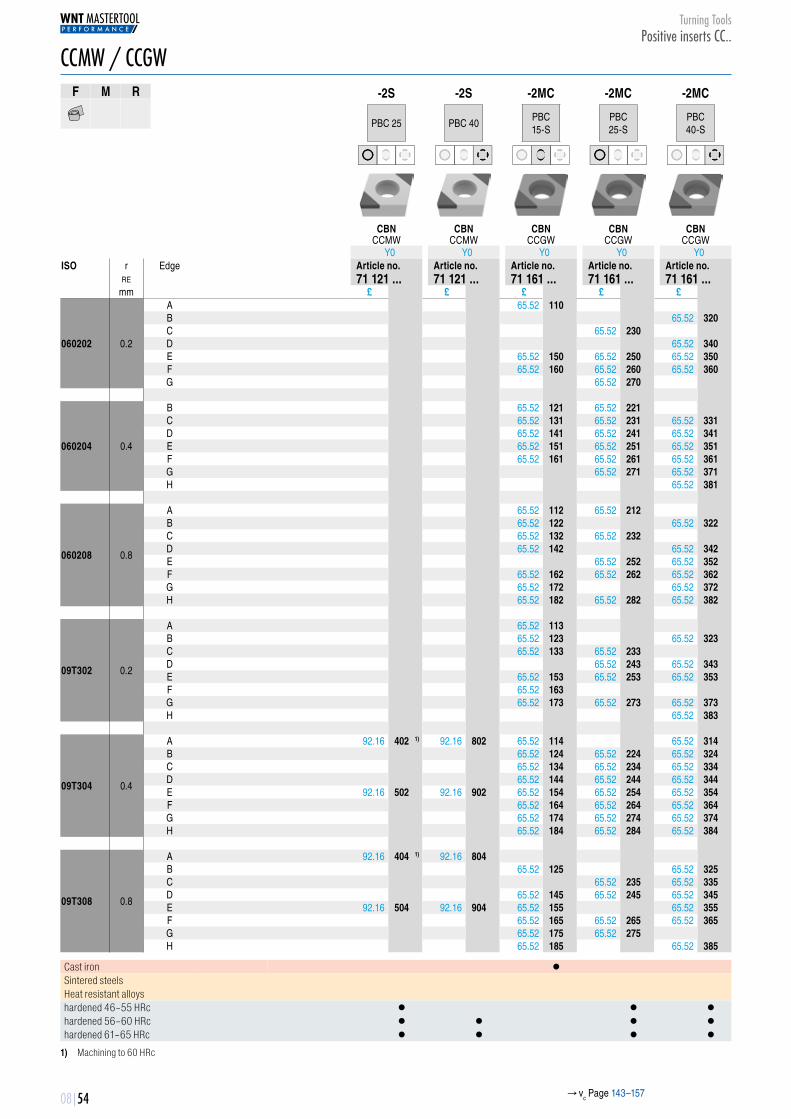
08|54
CCMW / CCGWF M R
-2S -2S -2MC -2MC -2MC
PBC 25 PBC 40 PBC 15-S
PBC 25-S
PBC 40-S
CBN CBN CBN CBN CBNCCMW CCMW CCGW CCGW CCGW
Y0 Y0 Y0 Y0 Y0ISO r Edge Article no. Article no. Article no. Article no. Article no.
RE 71 121 ... 71 121 ... 71 161 ... 71 161 ... 71 161 ...mm £ £ £ £ £
060202 0.2
A 65.52 71161110B 65.52 71161320C 65.52 71161230D 65.52 71161340E 65.52 71161150 65.52 71161250 65.52 71161350F 65.52 71161160 65.52 71161260 65.52 71161360G 65.52 71161270
060204 0.4
B 65.52 71161121 65.52 71161221C 65.52 71161131 65.52 71161231 65.52 71161331D 65.52 71161141 65.52 71161241 65.52 71161341E 65.52 71161151 65.52 71161251 65.52 71161351F 65.52 71161161 65.52 71161261 65.52 71161361G 65.52 71161271 65.52 71161371H 65.52 71161381
060208 0.8
A 65.52 71161112 65.52 71161212B 65.52 71161122 65.52 71161322C 65.52 71161132 65.52 71161232D 65.52 71161142 65.52 71161342E 65.52 71161252 65.52 71161352F 65.52 71161162 65.52 71161262 65.52 71161362G 65.52 71161172 65.52 71161372H 65.52 71161182 65.52 71161282 65.52 71161382
09T302 0.2
A 65.52 71161113B 65.52 71161123 65.52 71161323C 65.52 71161133 65.52 71161233D 65.52 71161243 65.52 71161343E 65.52 71161153 65.52 71161253 65.52 71161353F 65.52 71161163G 65.52 71161173 65.52 71161273 65.52 71161373H 65.52 71161383
09T304 0.4
A 92.16 71121402 1) 92.16 71121802 65.52 71161114 65.52 71161314B 65.52 71161124 65.52 71161224 65.52 71161324C 65.52 71161134 65.52 71161234 65.52 71161334D 65.52 71161144 65.52 71161244 65.52 71161344E 92.16 71121502 92.16 71121902 65.52 71161154 65.52 71161254 65.52 71161354F 65.52 71161164 65.52 71161264 65.52 71161364G 65.52 71161174 65.52 71161274 65.52 71161374H 65.52 71161184 65.52 71161284 65.52 71161384
09T308 0.8
A 92.16 71121404 1) 92.16 71121804B 65.52 71161125 65.52 71161325C 65.52 71161235 65.52 71161335D 65.52 71161145 65.52 71161245 65.52 71161345E 92.16 71121504 92.16 71121904 65.52 71161155 65.52 71161355F 65.52 71161165 65.52 71161265 65.52 71161365G 65.52 71161175 65.52 71161275H 65.52 71161185 65.52 71161385
Cast iron ● Sintered steels Heat resistant alloys hardened 46–55 HRc ● ● ●hardened 56–60 HRc ● ● ● ●hardened 61–65 HRc ● ● ● ●
1) Machining to 60 HRc
→ vc Page 143–157
Turning ToolsPositive inserts CC..

8
08|55
CCGW / CCMWF M R
-2Q -2Q -2Q -2Q -2Q
PBC 15-S
PBC 25-S
PBC 40-S PBC 25 PBC 40
CBN CBN CBN CBN CBNCCGW CCGW CCGW CCMW CCMW
Y0 Y0 Y0 Y0 Y0ISO r Edge Article no. Article no. Article no. Article no. Article no.
RE 71 162 ... 71 162 ... 71 162 ... 71 123 ... 71 123 ...mm £ £ £ £ £
060202 0.2
A 65.52 71162110 65.52 71162210B 65.52 71162120 65.52 71162220C 65.52 71162130 65.52 71162230 65.52 71162330D 65.52 71162140 65.52 71162240 65.52 71162340E 65.52 71162150 65.52 71162350F 65.52 71162160 65.52 71162360
060204
0.4
B 65.52 71162121C 65.52 71162131 65.52 71162231D 65.52 71162141 65.52 71162241 65.52 71162341E 65.52 71162151 65.52 71162251 65.52 71162351F 65.52 71162161 65.52 71162261 65.52 71162361G 65.52 71162171 65.52 71162371H 65.52 71162381
09T304
A 76.59 71123802B 65.52 71162124 65.52 71162324C 65.52 71162134 65.52 71162334D 65.52 71162144 65.52 71162344E 65.52 71162154 65.52 71162354 76.59 71123502 76.59 71123902F 65.52 71162164 65.52 71162364G 65.52 71162174
09T308 0.8
A 65.52 71162115 65.52 71162215 65.52 71162315 76.59 71123404 1) 76.59 71123804B 65.52 71162125 65.52 71162225 65.52 71162325C 65.52 71162135 65.52 71162235 65.52 71162335D 65.52 71162145 65.52 71162245 65.52 71162345E 65.52 71162155 65.52 71162255 65.52 71162355 76.59 71123504 76.59 71123904F 65.52 71162165 65.52 71162265 65.52 71162365G 65.52 71162375
Cast iron ● Sintered steels Heat resistant alloys hardened 46–55 HRc ● ● ● hardened 56–60 HRc ● ● ● ●hardened 61–65 HRc ● ● ● ●
1) Machining to 60 HRc
→ vc Page 143–157
Turning ToolsPositive inserts CC..
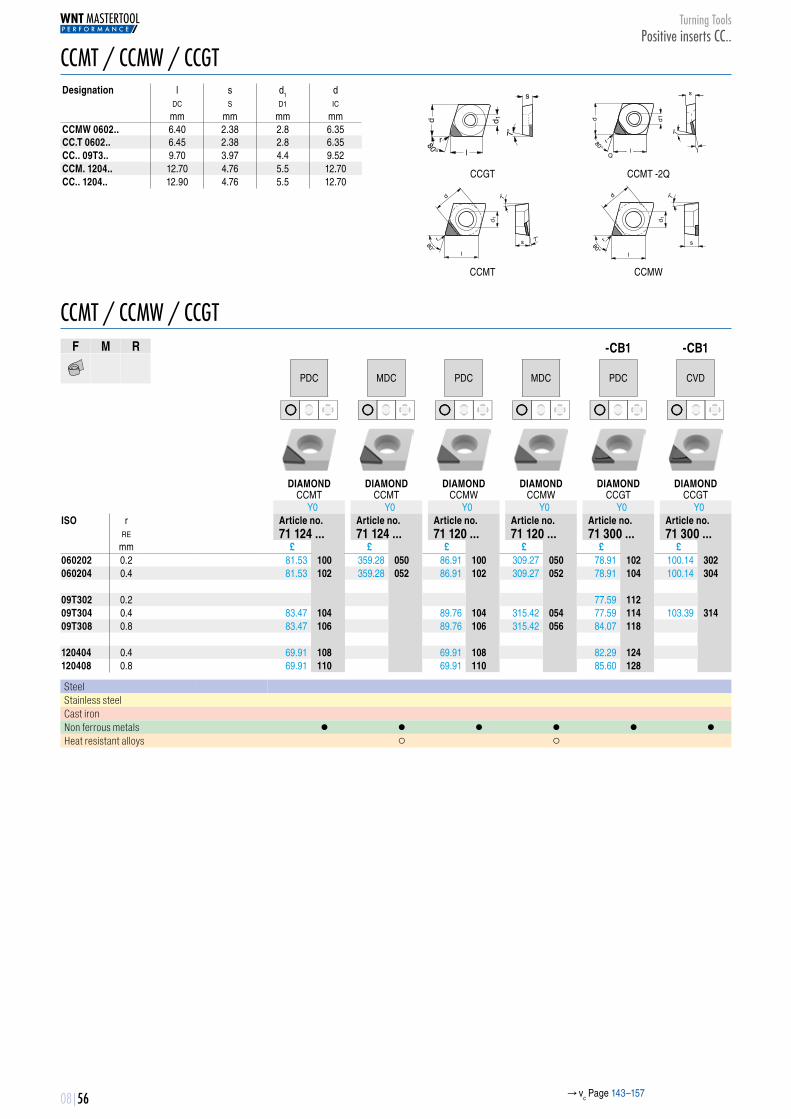
08|56
CCMT / CCMW / CCGTDesignation l s d1 d
DC S D1 IC
mm mm mm mmCCMW 0602.. 6.40 2.38 2.8 6.35CC.T 0602.. 6.45 2.38 2.8 6.35CC.. 09T3.. 9.70 3.97 4.4 9.52CCM. 1204.. 12.70 4.76 5.5 12.70CC.. 1204.. 12.90 4.76 5.5 12.70
l
s
d 1d
7°
r80°
d
Q
r80°
l
d1
s
7°
CCGT CCMT -2Q
d 1
d
r
80°
l
s
7°
7°
d 1
d
r
80°
l
s
7°
CCMT CCMW
CCMT / CCMW / CCGTF M R
-CB1 -CB1
PDC MDC PDC MDC PDC CVD
DIAMOND DIAMOND DIAMOND DIAMOND DIAMOND DIAMONDCCMT CCMT CCMW CCMW CCGT CCGT
Y0 Y0 Y0 Y0 Y0 Y0ISO r Article no. Article no. Article no. Article no. Article no. Article no.
RE 71 124 ... 71 124 ... 71 120 ... 71 120 ... 71 300 ... 71 300 ...mm £ £ £ £ £ £
060202 0.2 81.53 71124100 359.28 71124050 86.91 71120100 309.27 71120050 78.91 71300102 100.14 71300302060204 0.4 81.53 71124102 359.28 71124052 86.91 71120102 309.27 71120052 78.91 71300104 100.14 71300304 09T302 0.2 77.59 7130011209T304 0.4 83.47 71124104 89.76 71120104 315.42 71120054 77.59 71300114 103.39 7130031409T308 0.8 83.47 71124106 89.76 71120106 315.42 71120056 84.07 71300118 120404 0.4 69.91 71124108 69.91 71120108 82.29 71300124120408 0.8 69.91 71124110 69.91 71120110 85.60 71300128
Steel Stainless steel Cast iron Non ferrous metals ● ● ● ● ● ●Heat resistant alloys ○ ○
→ vc Page 143–157
Turning ToolsPositive inserts CC..
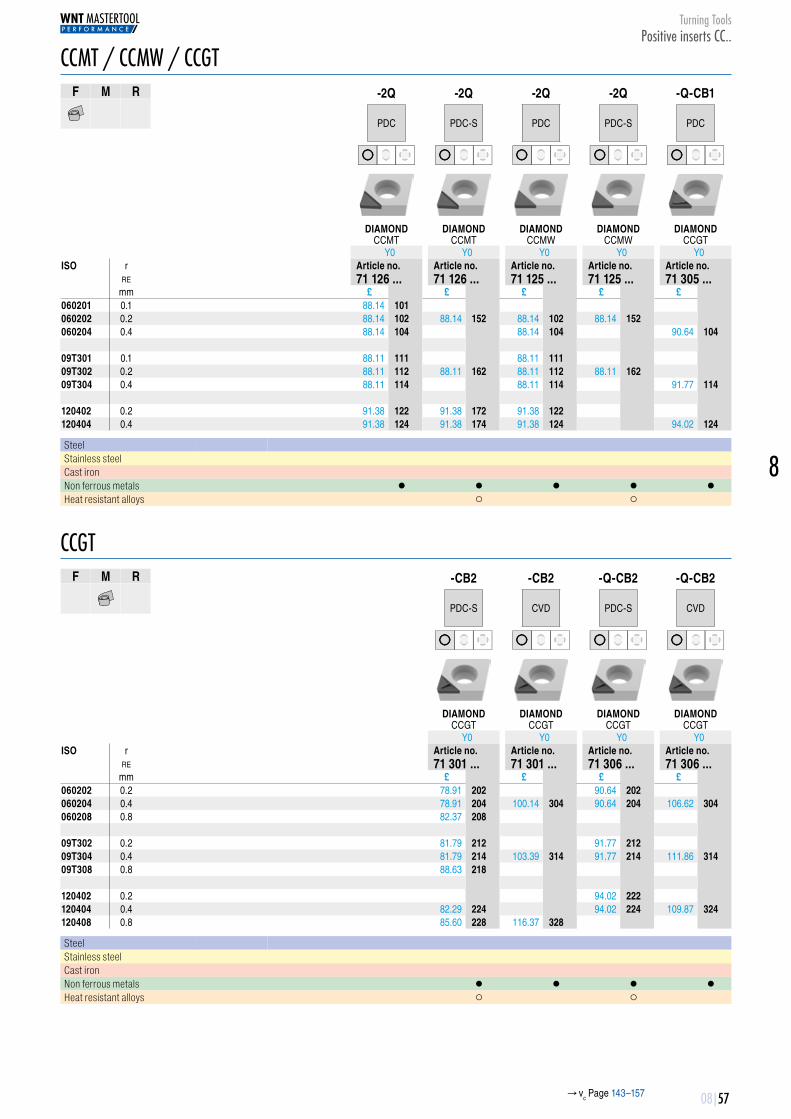
8
08|57
CCMT / CCMW / CCGTF M R
-2Q -2Q -2Q -2Q -Q-CB1
PDC PDC-S PDC PDC-S PDC
DIAMOND DIAMOND DIAMOND DIAMOND DIAMONDCCMT CCMT CCMW CCMW CCGT
Y0 Y0 Y0 Y0 Y0ISO r Article no. Article no. Article no. Article no. Article no.
RE 71 126 ... 71 126 ... 71 125 ... 71 125 ... 71 305 ...mm £ £ £ £ £
060201 0.1 88.14 71126101060202 0.2 88.14 71126102 88.14 71126152 88.14 71125102 88.14 71125152060204 0.4 88.14 71126104 88.14 71125104 90.64 71305104 09T301 0.1 88.11 71126111 88.11 7112511109T302 0.2 88.11 71126112 88.11 71126162 88.11 71125112 88.11 7112516209T304 0.4 88.11 71126114 88.11 71125114 91.77 71305114 120402 0.2 91.38 71126122 91.38 71126172 91.38 71125122120404 0.4 91.38 71126124 91.38 71126174 91.38 71125124 94.02 71305124
Steel Stainless steel Cast iron Non ferrous metals ● ● ● ● ●Heat resistant alloys ○ ○
CCGTF M R
-CB2 -CB2 -Q-CB2 -Q-CB2
PDC-S CVD PDC-S CVD
DIAMOND DIAMOND DIAMOND DIAMONDCCGT CCGT CCGT CCGT
Y0 Y0 Y0 Y0ISO r Article no. Article no. Article no. Article no.
RE 71 301 ... 71 301 ... 71 306 ... 71 306 ...mm £ £ £ £
060202 0.2 78.91 71301202 90.64 71306202060204 0.4 78.91 71301204 100.14 71301304 90.64 71306204 106.62 71306304060208 0.8 82.37 71301208 09T302 0.2 81.79 71301212 91.77 7130621209T304 0.4 81.79 71301214 103.39 71301314 91.77 71306214 111.86 7130631409T308 0.8 88.63 71301218 120402 0.2 94.02 71306222120404 0.4 82.29 71301224 94.02 71306224 109.87 71306324120408 0.8 85.60 71301228 116.37 71301328
Steel Stainless steel Cast iron Non ferrous metals ● ● ● ●Heat resistant alloys ○ ○
→ vc Page 143–157
Turning ToolsPositive inserts CC..

08|58
IsoClamp – SCLC 95° – Toolholder with screw clamping
l1
h
l3
bf
95°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 653 ... 70 652 ...
mm mm mm mm mm £ £SCLC R/L 0808 D06 8 8 60 9 10 CC.. 0602 50.96 70653008 50.96 70652008SCLC R/L 1010 E06 10 10 70 9 12 CC.. 0602 54.04 70653010 54.04 70652010SCLC R/L 1212 F09 12 12 80 15 16 CC.. 09T3 54.04 70653012 54.04 70652012SCLC R/L 1616 H09 16 16 100 17 20 CC.. 09T3 66.93 70653016 66.93 70652016SCLC R/L 2020 K09 20 20 125 17 25 CC.. 09T3 71.14 70653020 71.14 70652020SCLC R/L 1616 H12 16 16 100 20 20 CC.. 1204 66.93 70653116 66.93 70652116SCLC R/L 2020 K12 20 20 125 20 25 CC.. 1204 71.14 70653120 71.14 70652120SCLC R/L 2525 M12 25 25 150 20 32 CC.. 1204 73.60 70653125 73.60 70652125SCLC R/L 3225 P12 32 25 170 20 32 CC.. 1204 76.49 70653132 76.49 70652132
Tool holders with HSK-T interface can be found in → Chapter 16.
2A Y7 2A 2A 2A
Combination Key Key D Clamping screw Carbide type C Threaded sleeve
Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £70 653 008 / 70 652 008 9.20 80950110 2.12 7095011270 653 010 / 70 652 010 9.20 80950110 2.12 7095011270 653 012 / 70 652 012 10.96 80950113 2.62 7095011370 653 016 / 70 652 016 6.93 70950398 2.62 70950113 8.09 70950165 3.89 7095017170 653 020 / 70 652 020 6.93 70950398 2.62 70950113 8.09 70950165 3.89 7095017170 653 116 / 70 652 116 6.93 70950398 2.15 70950114 10.35 70950166 3.89 7095017070 653 120 / 70 652 120 6.93 70950398 2.15 70950114 10.35 70950166 3.89 7095017070 653 125 / 70 652 125 6.93 70950398 2.15 70950114 10.35 70950166 3.89 7095017070 653 132 / 70 652 132 6.93 70950398 2.15 70950114 10.35 70950166 3.89 70950170
Turning ToolsToolholder for external machining
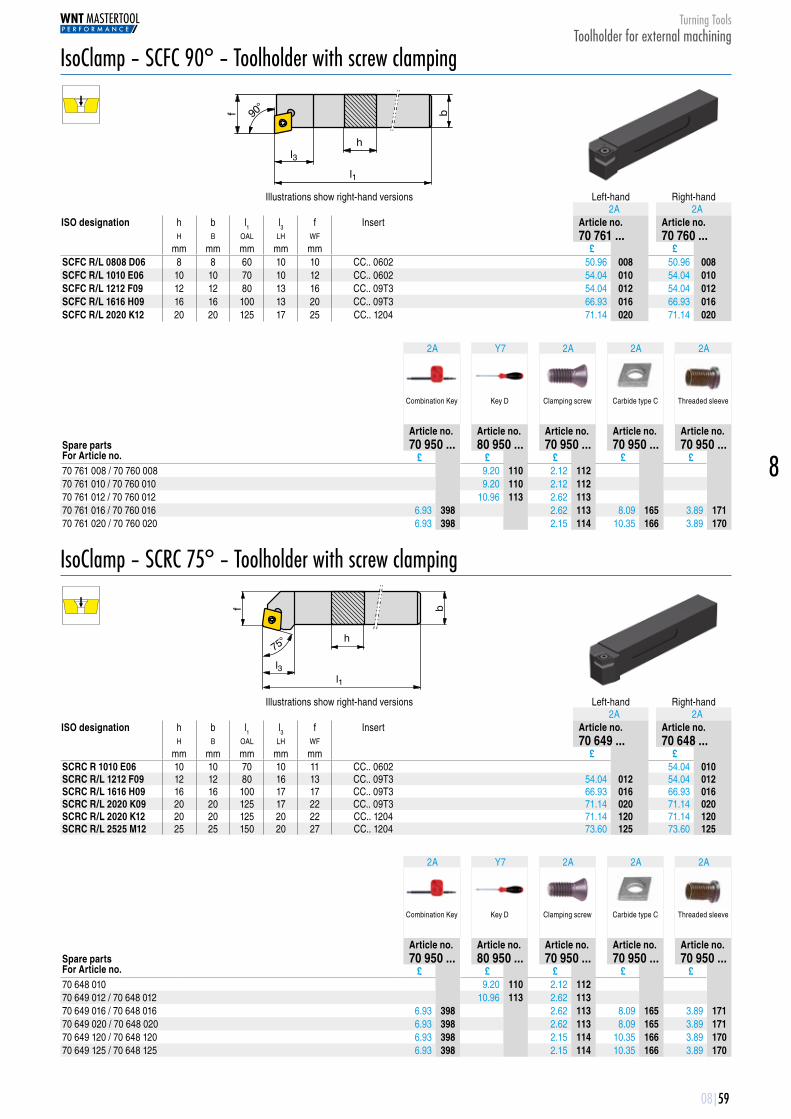
8
08|59
IsoClamp – SCFC 90° – Toolholder with screw clamping
l1
hl3
bf 90°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 761 ... 70 760 ...
mm mm mm mm mm £ £SCFC R/L 0808 D06 8 8 60 10 10 CC.. 0602 50.96 70761008 50.96 70760008SCFC R/L 1010 E06 10 10 70 10 12 CC.. 0602 54.04 70761010 54.04 70760010SCFC R/L 1212 F09 12 12 80 13 16 CC.. 09T3 54.04 70761012 54.04 70760012SCFC R/L 1616 H09 16 16 100 13 20 CC.. 09T3 66.93 70761016 66.93 70760016SCFC R/L 2020 K12 20 20 125 17 25 CC.. 1204 71.14 70761020 71.14 70760020
2A Y7 2A 2A 2A
Combination Key Key D Clamping screw Carbide type C Threaded sleeve
Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £70 761 008 / 70 760 008 9.20 80950110 2.12 7095011270 761 010 / 70 760 010 9.20 80950110 2.12 7095011270 761 012 / 70 760 012 10.96 80950113 2.62 7095011370 761 016 / 70 760 016 6.93 70950398 2.62 70950113 8.09 70950165 3.89 7095017170 761 020 / 70 760 020 6.93 70950398 2.15 70950114 10.35 70950166 3.89 70950170
IsoClamp – SCRC 75° – Toolholder with screw clamping
l1
h
l3
bf
75°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 649 ... 70 648 ...
mm mm mm mm mm £ £SCRC R 1010 E06 10 10 70 10 11 CC.. 0602 54.04 70648010SCRC R/L 1212 F09 12 12 80 16 13 CC.. 09T3 54.04 70649012 54.04 70648012SCRC R/L 1616 H09 16 16 100 17 17 CC.. 09T3 66.93 70649016 66.93 70648016SCRC R/L 2020 K09 20 20 125 17 22 CC.. 09T3 71.14 70649020 71.14 70648020SCRC R/L 2020 K12 20 20 125 20 22 CC.. 1204 71.14 70649120 71.14 70648120SCRC R/L 2525 M12 25 25 150 20 27 CC.. 1204 73.60 70649125 73.60 70648125
2A Y7 2A 2A 2A
Combination Key Key D Clamping screw Carbide type C Threaded sleeve
Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £70 648 010 9.20 80950110 2.12 7095011270 649 012 / 70 648 012 10.96 80950113 2.62 7095011370 649 016 / 70 648 016 6.93 70950398 2.62 70950113 8.09 70950165 3.89 7095017170 649 020 / 70 648 020 6.93 70950398 2.62 70950113 8.09 70950165 3.89 7095017170 649 120 / 70 648 120 6.93 70950398 2.15 70950114 10.35 70950166 3.89 7095017070 649 125 / 70 648 125 6.93 70950398 2.15 70950114 10.35 70950166 3.89 70950170
Turning ToolsToolholder for external machining
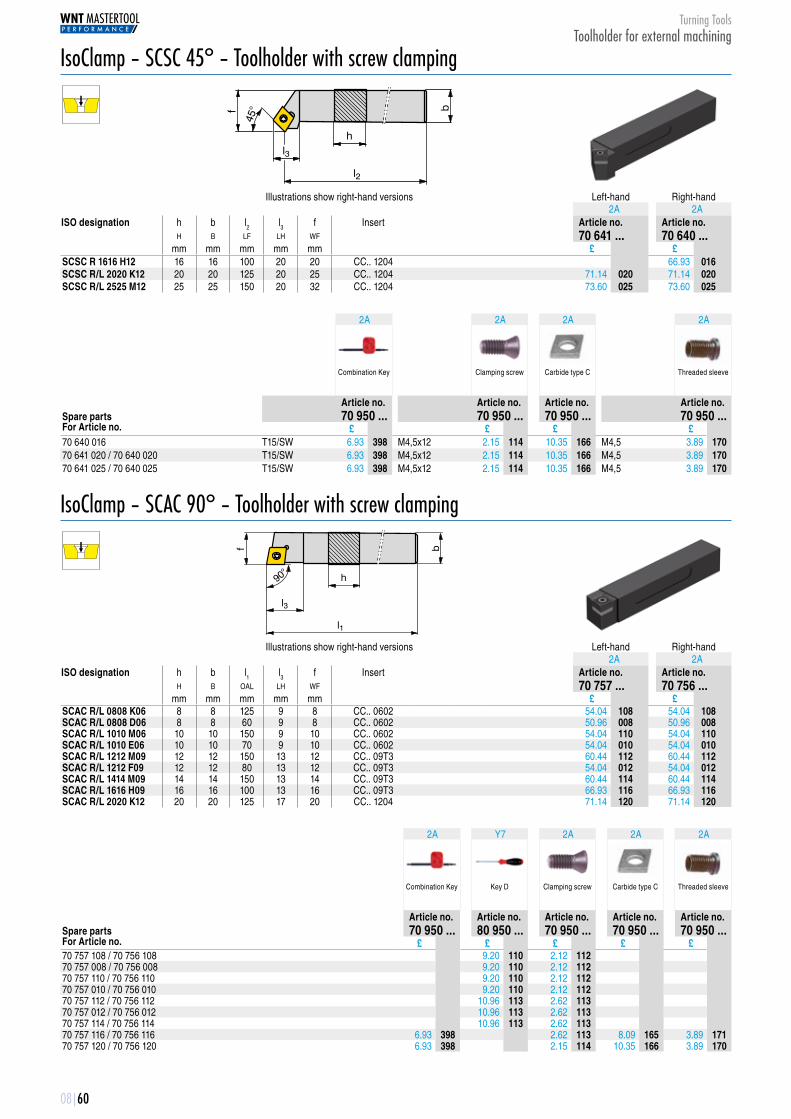
08|60
IsoClamp – SCSC 45° – Toolholder with screw clamping
l2
hl3
bf
45°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l2 l3 f Insert Article no. Article no.H B LF LH WF 70 641 ... 70 640 ...
mm mm mm mm mm £ £SCSC R 1616 H12 16 16 100 20 20 CC.. 1204 66.93 70640016SCSC R/L 2020 K12 20 20 125 20 25 CC.. 1204 71.14 70641020 71.14 70640020SCSC R/L 2525 M12 25 25 150 20 32 CC.. 1204 73.60 70641025 73.60 70640025
2A 2A 2A 2A
Combination Key Clamping screw Carbide type C Threaded sleeve
Article no. Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £70 640 016 T15/SW 6.93 70950398 M4,5x12 2.15 70950114 10.35 70950166 M4,5 3.89 7095017070 641 020 / 70 640 020 T15/SW 6.93 70950398 M4,5x12 2.15 70950114 10.35 70950166 M4,5 3.89 7095017070 641 025 / 70 640 025 T15/SW 6.93 70950398 M4,5x12 2.15 70950114 10.35 70950166 M4,5 3.89 70950170
IsoClamp – SCAC 90° – Toolholder with screw clamping
l1
h
l3
bf
90°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 757 ... 70 756 ...
mm mm mm mm mm £ £SCAC R/L 0808 K06 8 8 125 9 8 CC.. 0602 54.04 70757108 54.04 70756108SCAC R/L 0808 D06 8 8 60 9 8 CC.. 0602 50.96 70757008 50.96 70756008SCAC R/L 1010 M06 10 10 150 9 10 CC.. 0602 54.04 70757110 54.04 70756110SCAC R/L 1010 E06 10 10 70 9 10 CC.. 0602 54.04 70757010 54.04 70756010SCAC R/L 1212 M09 12 12 150 13 12 CC.. 09T3 60.44 70757112 60.44 70756112SCAC R/L 1212 F09 12 12 80 13 12 CC.. 09T3 54.04 70757012 54.04 70756012SCAC R/L 1414 M09 14 14 150 13 14 CC.. 09T3 60.44 70757114 60.44 70756114SCAC R/L 1616 H09 16 16 100 13 16 CC.. 09T3 66.93 70757116 66.93 70756116SCAC R/L 2020 K12 20 20 125 17 20 CC.. 1204 71.14 70757120 71.14 70756120
2A Y7 2A 2A 2A
Combination Key Key D Clamping screw Carbide type C Threaded sleeve
Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £70 757 108 / 70 756 108 9.20 80950110 2.12 7095011270 757 008 / 70 756 008 9.20 80950110 2.12 7095011270 757 110 / 70 756 110 9.20 80950110 2.12 7095011270 757 010 / 70 756 010 9.20 80950110 2.12 7095011270 757 112 / 70 756 112 10.96 80950113 2.62 7095011370 757 012 / 70 756 012 10.96 80950113 2.62 7095011370 757 114 / 70 756 114 10.96 80950113 2.62 7095011370 757 116 / 70 756 116 6.93 70950398 2.62 70950113 8.09 70950165 3.89 7095017170 757 120 / 70 756 120 6.93 70950398 2.15 70950114 10.35 70950166 3.89 70950170
Turning ToolsToolholder for external machining
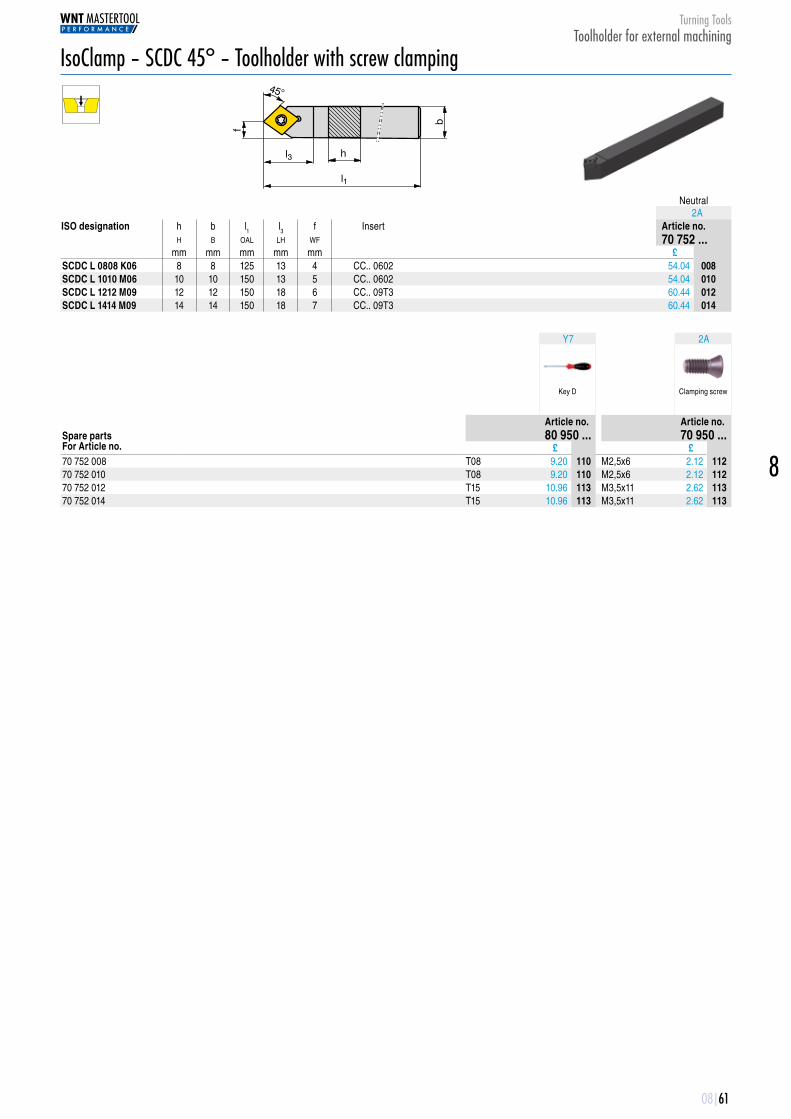
8
08|61
IsoClamp – SCDC 45° – Toolholder with screw clamping
l1
hl3
f
b
45°
Neutral2A
ISO designation h b l1 l3 f Insert Article no.H B OAL LH WF 70 752 ...
mm mm mm mm mm £SCDC L 0808 K06 8 8 125 13 4 CC.. 0602 54.04 70752008SCDC L 1010 M06 10 10 150 13 5 CC.. 0602 54.04 70752010SCDC L 1212 M09 12 12 150 18 6 CC.. 09T3 60.44 70752012SCDC L 1414 M09 14 14 150 18 7 CC.. 09T3 60.44 70752014
Y7 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 70 950 ...For Article no. £ £70 752 008 T08 9.20 80950110 M2,5x6 2.12 7095011270 752 010 T08 9.20 80950110 M2,5x6 2.12 7095011270 752 012 T15 10.96 80950113 M3,5x11 2.62 7095011370 752 014 T15 10.96 80950113 M3,5x11 2.62 70950113
Turning ToolsToolholder for external machining
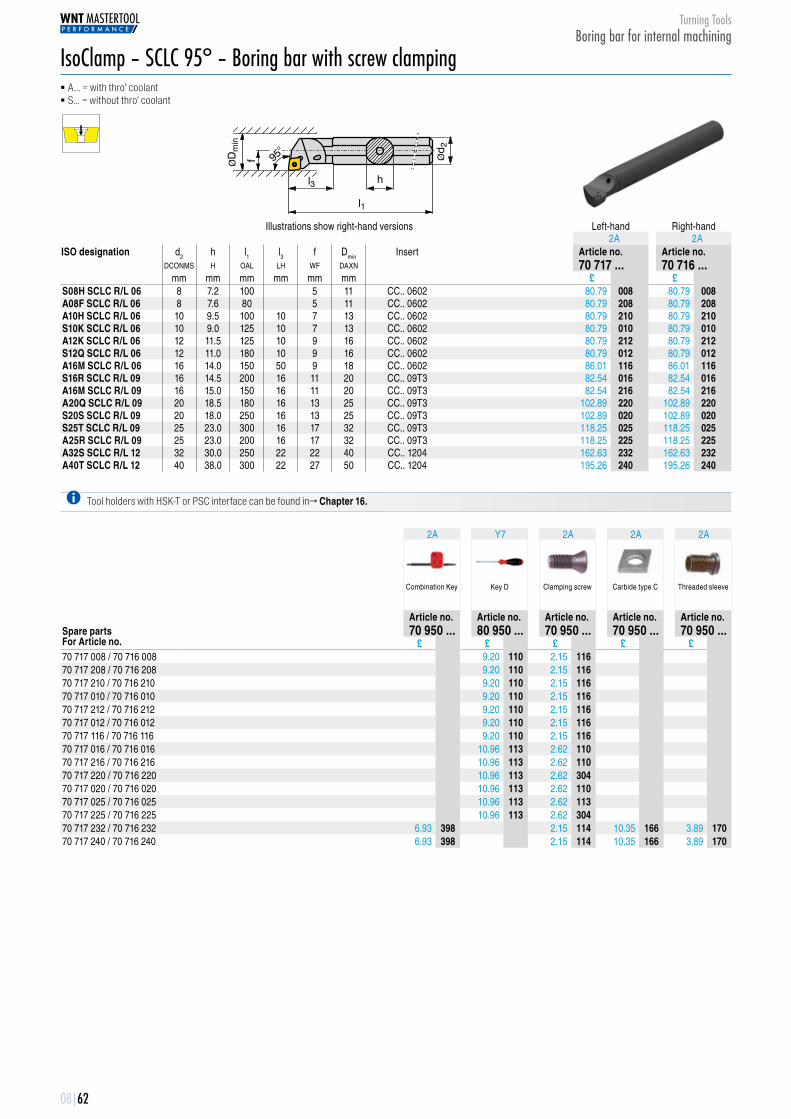
08|62
IsoClamp – SCLC 95° – Boring bar with screw clamping � A... = with thro' coolant � S... = without thro' coolant
f
l3 h
l1
95°
Ød 2
ØD
min
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation d2 h l1 l3 f Dmin Insert Article no. Article no.DCONMS H OAL LH WF DAXN 70 717 ... 70 716 ...
mm mm mm mm mm mm £ £S08H SCLC R/L 06 8 7.2 100 5 11 CC.. 0602 80.79 70717008 80.79 70716008A08F SCLC R/L 06 8 7.6 80 5 11 CC.. 0602 80.79 70717208 80.79 70716208A10H SCLC R/L 06 10 9.5 100 10 7 13 CC.. 0602 80.79 70717210 80.79 70716210S10K SCLC R/L 06 10 9.0 125 10 7 13 CC.. 0602 80.79 70717010 80.79 70716010A12K SCLC R/L 06 12 11.5 125 10 9 16 CC.. 0602 80.79 70717212 80.79 70716212S12Q SCLC R/L 06 12 11.0 180 10 9 16 CC.. 0602 80.79 70717012 80.79 70716012A16M SCLC R/L 06 16 14.0 150 50 9 18 CC.. 0602 86.01 70717116 86.01 70716116S16R SCLC R/L 09 16 14.5 200 16 11 20 CC.. 09T3 82.54 70717016 82.54 70716016A16M SCLC R/L 09 16 15.0 150 16 11 20 CC.. 09T3 82.54 70717216 82.54 70716216A20Q SCLC R/L 09 20 18.5 180 16 13 25 CC.. 09T3 102.89 70717220 102.89 70716220S20S SCLC R/L 09 20 18.0 250 16 13 25 CC.. 09T3 102.89 70717020 102.89 70716020S25T SCLC R/L 09 25 23.0 300 16 17 32 CC.. 09T3 118.25 70717025 118.25 70716025A25R SCLC R/L 09 25 23.0 200 16 17 32 CC.. 09T3 118.25 70717225 118.25 70716225A32S SCLC R/L 12 32 30.0 250 22 22 40 CC.. 1204 162.63 70717232 162.63 70716232A40T SCLC R/L 12 40 38.0 300 22 27 50 CC.. 1204 195.26 70717240 195.26 70716240
Tool holders with HSK-T or PSC interface can be found in→ Chapter 16.
2A Y7 2A 2A 2A
Combination Key Key D Clamping screw Carbide type C Threaded sleeve
Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £70 717 008 / 70 716 008 9.20 80950110 2.15 7095011670 717 208 / 70 716 208 9.20 80950110 2.15 7095011670 717 210 / 70 716 210 9.20 80950110 2.15 7095011670 717 010 / 70 716 010 9.20 80950110 2.15 7095011670 717 212 / 70 716 212 9.20 80950110 2.15 7095011670 717 012 / 70 716 012 9.20 80950110 2.15 7095011670 717 116 / 70 716 116 9.20 80950110 2.15 7095011670 717 016 / 70 716 016 10.96 80950113 2.62 7095011070 717 216 / 70 716 216 10.96 80950113 2.62 7095011070 717 220 / 70 716 220 10.96 80950113 2.62 7095030470 717 020 / 70 716 020 10.96 80950113 2.62 7095011070 717 025 / 70 716 025 10.96 80950113 2.62 7095011370 717 225 / 70 716 225 10.96 80950113 2.62 7095030470 717 232 / 70 716 232 6.93 70950398 2.15 70950114 10.35 70950166 3.89 7095017070 717 240 / 70 716 240 6.93 70950398 2.15 70950114 10.35 70950166 3.89 70950170
Turning ToolsBoring bar for internal machining
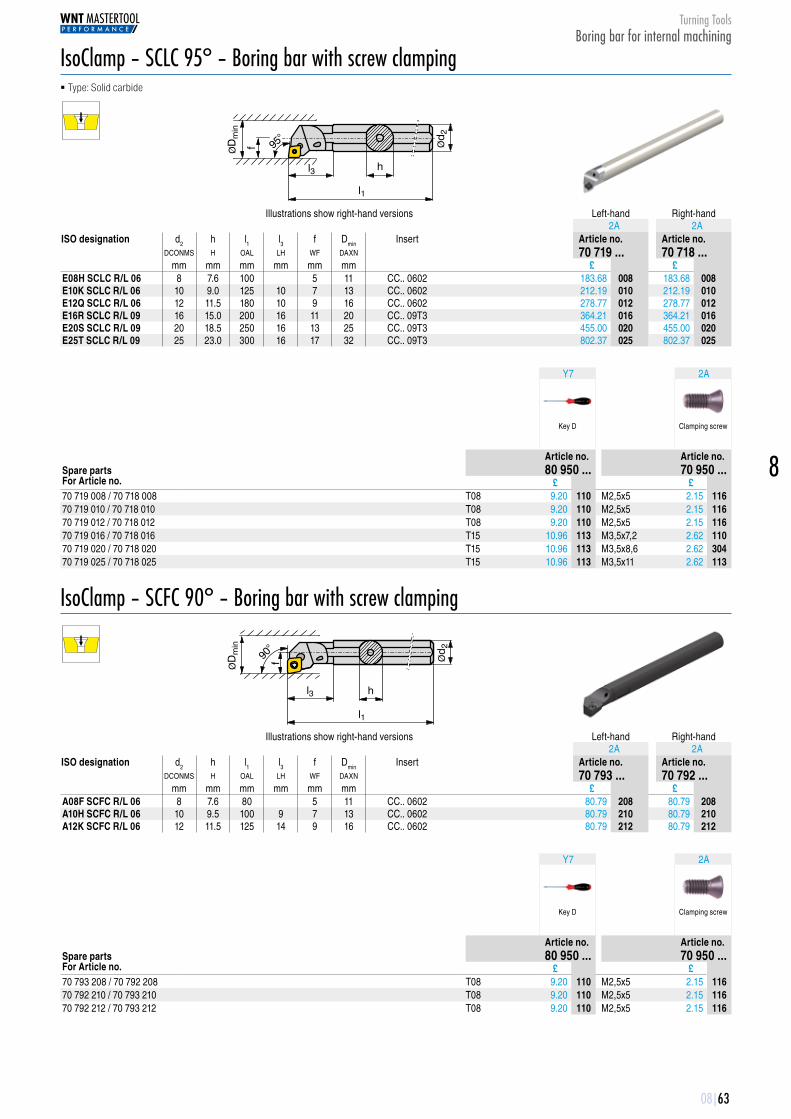
8
08|63
IsoClamp – SCLC 95° – Boring bar with screw clamping � Type: Solid carbide
f
l3 h
l1
95°
Ød 2
ØD
min
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation d2 h l1 l3 f Dmin Insert Article no. Article no.DCONMS H OAL LH WF DAXN 70 719 ... 70 718 ...
mm mm mm mm mm mm £ £E08H SCLC R/L 06 8 7.6 100 5 11 CC.. 0602 183.68 70719008 183.68 70718008E10K SCLC R/L 06 10 9.0 125 10 7 13 CC.. 0602 212.19 70719010 212.19 70718010E12Q SCLC R/L 06 12 11.5 180 10 9 16 CC.. 0602 278.77 70719012 278.77 70718012E16R SCLC R/L 09 16 15.0 200 16 11 20 CC.. 09T3 364.21 70719016 364.21 70718016E20S SCLC R/L 09 20 18.5 250 16 13 25 CC.. 09T3 455.00 70719020 455.00 70718020E25T SCLC R/L 09 25 23.0 300 16 17 32 CC.. 09T3 802.37 70719025 802.37 70718025
Y7 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 70 950 ...For Article no. £ £70 719 008 / 70 718 008 T08 9.20 80950110 M2,5x5 2.15 7095011670 719 010 / 70 718 010 T08 9.20 80950110 M2,5x5 2.15 7095011670 719 012 / 70 718 012 T08 9.20 80950110 M2,5x5 2.15 7095011670 719 016 / 70 718 016 T15 10.96 80950113 M3,5x7,2 2.62 7095011070 719 020 / 70 718 020 T15 10.96 80950113 M3,5x8,6 2.62 7095030470 719 025 / 70 718 025 T15 10.96 80950113 M3,5x11 2.62 70950113
IsoClamp – SCFC 90° – Boring bar with screw clamping
l1
l3
f
h
90°
Ød 2
ØD
min
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation d2 h l1 l3 f Dmin Insert Article no. Article no.DCONMS H OAL LH WF DAXN 70 793 ... 70 792 ...
mm mm mm mm mm mm £ £A08F SCFC R/L 06 8 7.6 80 5 11 CC.. 0602 80.79 70793208 80.79 70792208A10H SCFC R/L 06 10 9.5 100 9 7 13 CC.. 0602 80.79 70793210 80.79 70792210A12K SCFC R/L 06 12 11.5 125 14 9 16 CC.. 0602 80.79 70793212 80.79 70792212
Y7 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 70 950 ...For Article no. £ £70 793 208 / 70 792 208 T08 9.20 80950110 M2,5x5 2.15 7095011670 792 210 / 70 793 210 T08 9.20 80950110 M2,5x5 2.15 7095011670 792 212 / 70 793 212 T08 9.20 80950110 M2,5x5 2.15 70950116
Turning ToolsBoring bar for internal machining
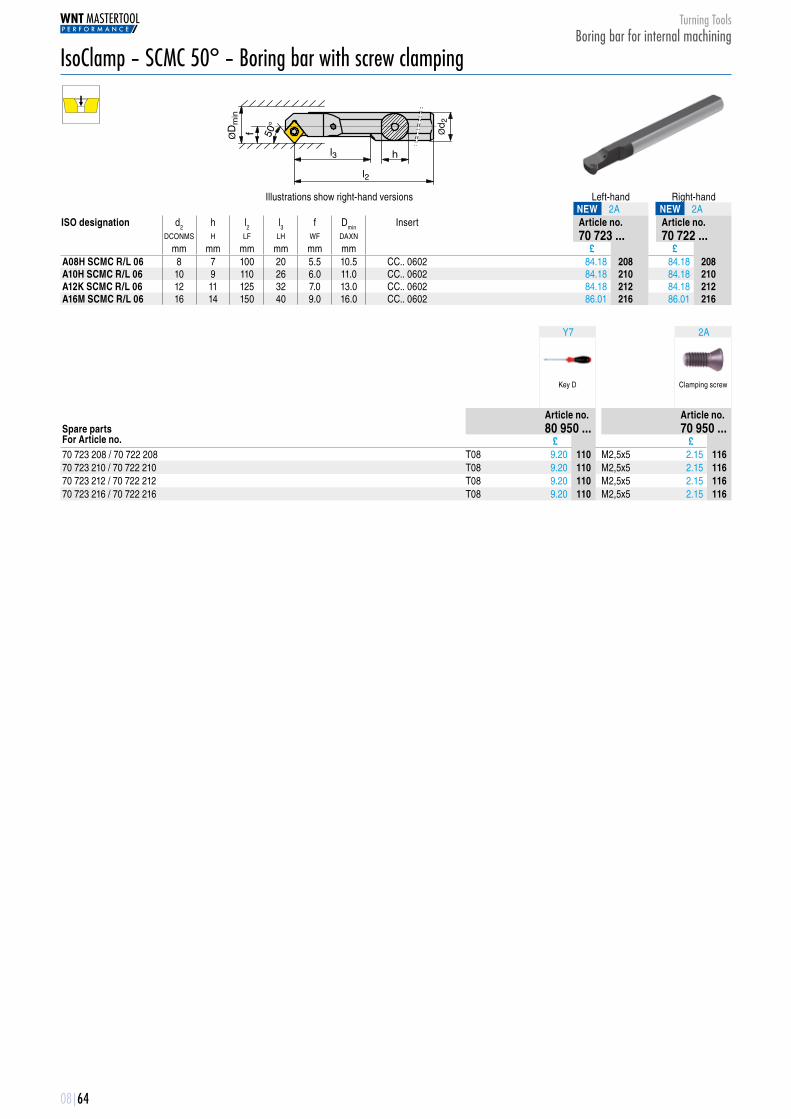
08|64
IsoClamp – SCMC 50° – Boring bar with screw clamping
f 50°
ØD
min
h
l2
l3
Ød 2
Illustrations show right-hand versions Left-hand Right-handNEW 2A NEW 2A
ISO designation d2 h l2 l3 f Dmin Insert Article no. Article no.DCONMS H LF LH WF DAXN 70 723 ... 70 722 ...
mm mm mm mm mm mm £ £A08H SCMC R/L 06 8 7 100 20 5.5 10.5 CC.. 0602 84.18 70723208 84.18 70722208A10H SCMC R/L 06 10 9 110 26 6.0 11.0 CC.. 0602 84.18 70723210 84.18 70722210A12K SCMC R/L 06 12 11 125 32 7.0 13.0 CC.. 0602 84.18 70723212 84.18 70722212A16M SCMC R/L 06 16 14 150 40 9.0 16.0 CC.. 0602 86.01 70723216 86.01 70722216
Y7 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 70 950 ...For Article no. £ £70 723 208 / 70 722 208 T08 9.20 80950110 M2,5x5 2.15 7095011670 723 210 / 70 722 210 T08 9.20 80950110 M2,5x5 2.15 7095011670 723 212 / 70 722 212 T08 9.20 80950110 M2,5x5 2.15 7095011670 723 216 / 70 722 216 T08 9.20 80950110 M2,5x5 2.15 70950116
Turning ToolsBoring bar for internal machining

8
08|65
DCGT / DCMTDesignation l s d1 d
DC S D1 IC
mm mm mm mmDC.T 0702.. 7.75 2.38 2.8 6.35DC.T 11T3.. 11.60 3.97 4.4 9.52
d
l
r
d 1
s
55° 7°
DCGT / DCMTF M R
-F23 -PF23 -F43 -PF14 -ZF -ZF
CCN 2120
HCN 2125
CWN 2135
DCC 1110
CWC 407 CWC 10
CERMET CERMET CERMETDCGT DCMT DCMT DCGT DCGT DCGT
1A 1A 1A NEW 1A 1A 1AISO r Article no. Article no. Article no. Article no. Article no. Article no.
RE 70 192 ... 75 213 ... 70 186 ... 76 245 ... 70 257 ... 70 257 ...mm £ £ £ £ £ £
070200FN 0.0 11.25 70192600070201EN 0.1 10.89 70257898070201FN 0.1 11.25 70192602070202EN 0.2 6.31 75213202 6.12 70186400 11.25 76245002 10.89 70257850 10.89 70257900070204EN 0.4 6.31 75213204 6.12 70186402 11.25 76245004 10.89 70257852 10.89 70257902 11T300FN 0.0 15.16 7019260411T301FN 0.1 15.16 7019260611T302EN 0.2 8.85 75213214 8.85 70186404 14.89 76245014 13.89 70257854 13.89 7025790411T304EN 0.4 8.87 75213216 8.85 70186406 14.89 76245016 13.89 70257856 13.89 7025790611T308EN 0.8 8.87 75213218 8.85 70186408 14.89 76245018 13.89 70257858 13.89 70257908
Steel ○ ○ ● ● ●Stainless steel ● ● ● ○ Cast iron ○ ○ ○ ○Non ferrous metals ○ Heat resistant alloys ● ●
→ vc Page 143–157
Turning ToolsPositive inserts DC..
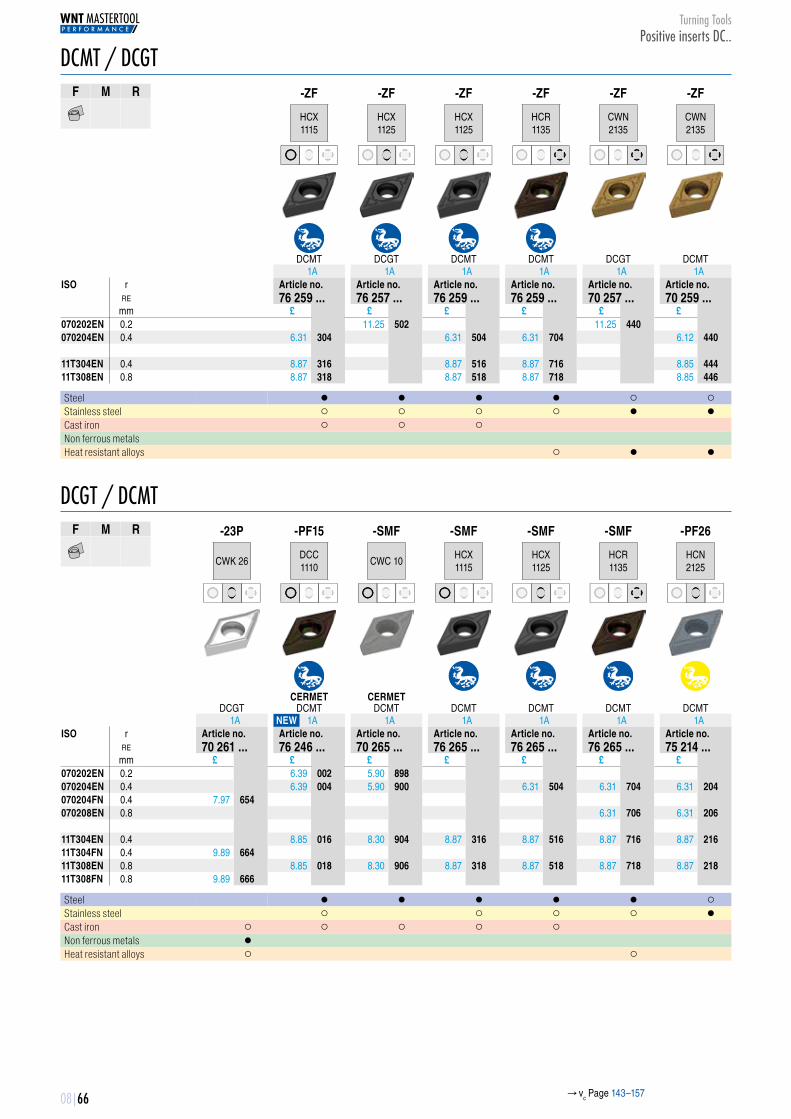
08|66
DCMT / DCGTF M R
-ZF -ZF -ZF -ZF -ZF -ZF
HCX 1115
HCX 1125
HCX 1125
HCR 1135
CWN 2135
CWN 2135
DCMT DCGT DCMT DCMT DCGT DCMT1A 1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no.RE 76 259 ... 76 257 ... 76 259 ... 76 259 ... 70 257 ... 70 259 ...
mm £ £ £ £ £ £070202EN 0.2 11.25 76257502 11.25 70257440070204EN 0.4 6.31 76259304 6.31 76259504 6.31 76259704 6.12 70259440 11T304EN 0.4 8.87 76259316 8.87 76259516 8.87 76259716 8.85 7025944411T308EN 0.8 8.87 76259318 8.87 76259518 8.87 76259718 8.85 70259446
Steel ● ● ● ● ○ ○Stainless steel ○ ○ ○ ○ ● ●Cast iron ○ ○ ○ Non ferrous metals Heat resistant alloys ○ ● ●
DCGT / DCMTF M R
-23P -PF15 -SMF -SMF -SMF -SMF -PF26
CWK 26 DCC 1110 CWC 10 HCX
1115HCX 1125
HCR 1135
HCN 2125
CERMET CERMETDCGT DCMT DCMT DCMT DCMT DCMT DCMT
1A NEW 1A 1A 1A 1A 1A 1AISO r Article no. Article no. Article no. Article no. Article no. Article no. Article no.
RE 70 261 ... 76 246 ... 70 265 ... 76 265 ... 76 265 ... 76 265 ... 75 214 ...mm £ £ £ £ £ £ £
070202EN 0.2 6.39 76246002 5.90 70265898070204EN 0.4 6.39 76246004 5.90 70265900 6.31 76265504 6.31 76265704 6.31 75214204070204FN 0.4 7.97 70261654070208EN 0.8 6.31 76265706 6.31 75214206 11T304EN 0.4 8.85 76246016 8.30 70265904 8.87 76265316 8.87 76265516 8.87 76265716 8.87 7521421611T304FN 0.4 9.89 7026166411T308EN 0.8 8.85 76246018 8.30 70265906 8.87 76265318 8.87 76265518 8.87 76265718 8.87 7521421811T308FN 0.8 9.89 70261666
Steel ● ● ● ● ● ○Stainless steel ○ ○ ○ ○ ●Cast iron ○ ○ ○ ○ ○ Non ferrous metals ● Heat resistant alloys ○ ○
→ vc Page 143–157
Turning ToolsPositive inserts DC..

8
08|67
DCMT / DCGTF M R
-SMQ -SMQ -25P -25P
HCX 1115
HCX 1125 CWK 20 AMZ
DCMT DCMT DCGT DCGT1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no.RE 76 195 ... 76 195 ... 70 263 ... 70 263 ...
mm £ £ £ £070202FN 0.2 7.97 70263632 9.54 70263552070204EN 0.4 7.19 76195304 7.19 76195504070204FN 0.4 7.97 70263634 9.54 70263554 11T302FN 0.2 9.89 70263635 11.53 7026353511T304EL 0.4 9.89 7619551611T304EN 0.4 9.89 7619551511T304ER 0.4 9.89 7619551711T304FN 0.4 9.89 70263636 11.53 7026355611T308EN 0.8 9.89 7619551811T308FN 0.8 9.89 70263638 11.53 70263558
Steel ● ● ○Stainless steel ○ ○ ○Cast iron ○ ○ ○ ○Non ferrous metals ● ●Heat resistant alloys ○
DCGTF M R
-25Q -25Q
CWK 20 AMZ
DCGT DCGT1A 1A
ISO r Article no. Article no.RE 70 263 ... 70 263 ...
mm £ £11T304FL 0.4 10.81 70263670 14.78 7026362011T304FN 0.4 10.81 70263660 14.78 7026361011T304FR 0.4 10.81 70263680 14.78 7026363011T308FL 0.8 10.81 70263672 14.78 7026362211T308FN 0.8 10.81 70263662 14.78 7026361211T308FR 0.8 10.81 70263682 14.78 70263642
Steel ○Stainless steel ○Cast iron ○ ○Non ferrous metals ● ●Heat resistant alloys ○
→ vc Page 143–157
Turning ToolsPositive inserts DC..

08|68
DCMT / DCGTF M R
-ZM -ZM -ZM -ZM -ZM -ZM -ZM
HCX 1115
HCX 1125
HCX 1125
HCR 1135
HCR 1135
CWN 2135
HCF 3110
DCMT DCGT DCMT DCGT DCMT DCMT DCMT1A 1A 1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no. Article no.RE 76 258 ... 76 256 ... 76 258 ... 76 256 ... 76 258 ... 70 258 ... 70 258 ...
mm £ £ £ £ £ £ £070202EN 0.2 11.25 76256502 11.25 76256702070204EN 0.4 6.31 76258304 6.31 76258504 6.31 76258704 6.12 70258440 6.12 70258100070208EN 0.8 6.31 76258306 6.31 76258506 6.31 76258706 6.12 70258442 11T304EN 0.4 8.87 76258316 8.87 76258516 8.87 76258716 8.85 70258444 8.85 7025810411T308EN 0.8 8.87 76258318 8.87 76258518 8.87 76258718 8.85 70258448 8.85 7025810611T312EN 1.2 8.87 76258520
Steel ● ● ● ● ● ○ Stainless steel ○ ○ ○ ○ ○ ● Cast iron ○ ○ ○ ●Non ferrous metals Heat resistant alloys ○ ○ ●
DCGT / DCXTF M R
-AL -AL -AL -M81
CWK 15 CWN 15 AMZ CWN 2120
DCGT DCGT DCGT DCXT1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no.RE 70 260 ... 70 260 ... 70 260 ... 70 260 ...
mm £ £ £ £070202FN 0.2 7.54 70260600 10.36 70260300 9.17 70260450 7.99 70260100070204FN 0.4 7.54 70260602 10.36 70260302 9.17 70260452 7.99 70260102 11T302FN 0.2 9.44 70260604 12.23 70260304 11.08 70260454 8.31 7026010411T304FN 0.4 9.44 70260606 12.23 70260306 11.08 70260456 8.31 7026010611T308FN 0.8 9.44 70260608 12.23 70260308 11.08 70260458 8.31 70260108
Steel ○ Stainless steel ○ ○ ●Cast iron ○ ○ Non ferrous metals ● ● ● ○Heat resistant alloys ○
→ vc Page 143–157
Turning ToolsPositive inserts DC..
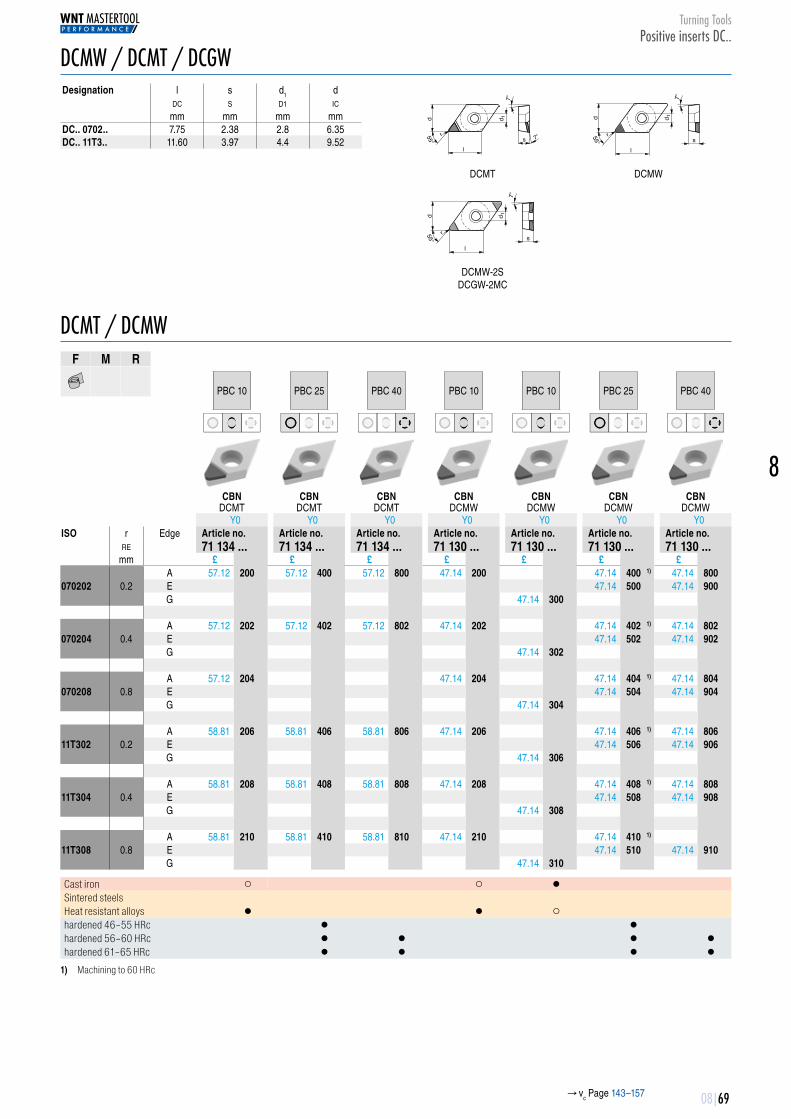
8
08|69
DCMW / DCMT / DCGWDesignation l s d1 d
DC S D1 IC
mm mm mm mmDC.. 0702.. 7.75 2.38 2.8 6.35DC.. 11T3.. 11.60 3.97 4.4 9.52
l
d 1
r
d
55° s
7°
7°
l
d 1
r
d
55° s
7°
DCMT DCMW
l
d 1
r
d
55° s
7°
DCMW-2S DCGW-2MC
DCMT / DCMWF M R
PBC 10 PBC 25 PBC 40 PBC 10 PBC 10 PBC 25 PBC 40
CBN CBN CBN CBN CBN CBN CBNDCMT DCMT DCMT DCMW DCMW DCMW DCMW
Y0 Y0 Y0 Y0 Y0 Y0 Y0ISO r Edge Article no. Article no. Article no. Article no. Article no. Article no. Article no.
RE 71 134 ... 71 134 ... 71 134 ... 71 130 ... 71 130 ... 71 130 ... 71 130 ...mm £ £ £ £ £ £ £
070202 0.2A 57.12 71134200 57.12 71134400 57.12 71134800 47.14 71130200 47.14 71130400 1) 47.14 71130800E 47.14 71130500 47.14 71130900G 47.14 71130300
070204 0.4A 57.12 71134202 57.12 71134402 57.12 71134802 47.14 71130202 47.14 71130402 1) 47.14 71130802E 47.14 71130502 47.14 71130902G 47.14 71130302
070208 0.8A 57.12 71134204 47.14 71130204 47.14 71130404 1) 47.14 71130804E 47.14 71130504 47.14 71130904G 47.14 71130304
11T302 0.2A 58.81 71134206 58.81 71134406 58.81 71134806 47.14 71130206 47.14 71130406 1) 47.14 71130806E 47.14 71130506 47.14 71130906G 47.14 71130306
11T304 0.4A 58.81 71134208 58.81 71134408 58.81 71134808 47.14 71130208 47.14 71130408 1) 47.14 71130808E 47.14 71130508 47.14 71130908G 47.14 71130308
11T308 0.8A 58.81 71134210 58.81 71134410 58.81 71134810 47.14 71130210 47.14 71130410 1)
E 47.14 71130510 47.14 71130910G 47.14 71130310
Cast iron ○ ○ ● Sintered steels Heat resistant alloys ● ● ○ hardened 46–55 HRc ● ● hardened 56–60 HRc ● ● ● ●hardened 61–65 HRc ● ● ● ●
1) Machining to 60 HRc
→ vc Page 143–157
Turning ToolsPositive inserts DC..
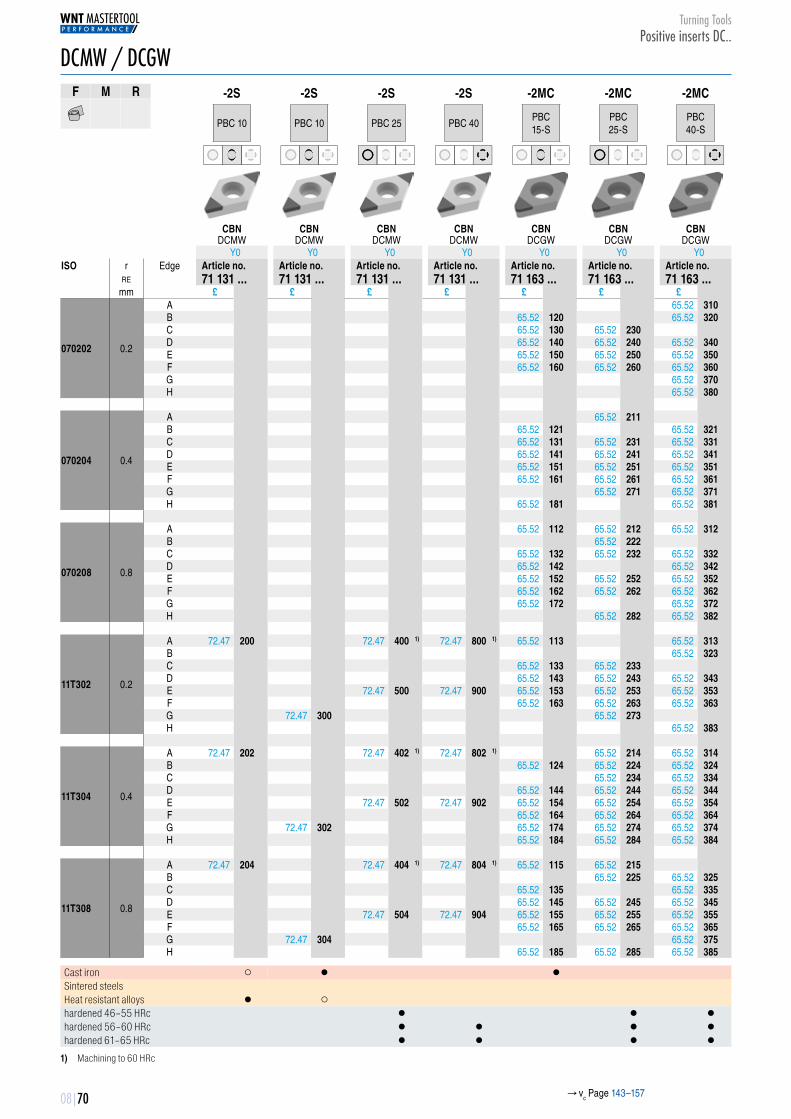
08|70
DCMW / DCGWF M R
-2S -2S -2S -2S -2MC -2MC -2MC
PBC 10 PBC 10 PBC 25 PBC 40 PBC 15-S
PBC 25-S
PBC 40-S
CBN CBN CBN CBN CBN CBN CBNDCMW DCMW DCMW DCMW DCGW DCGW DCGW
Y0 Y0 Y0 Y0 Y0 Y0 Y0ISO r Edge Article no. Article no. Article no. Article no. Article no. Article no. Article no.
RE 71 131 ... 71 131 ... 71 131 ... 71 131 ... 71 163 ... 71 163 ... 71 163 ...mm £ £ £ £ £ £ £
070202 0.2
A 65.52 71163310B 65.52 71163120 65.52 71163320C 65.52 71163130 65.52 71163230D 65.52 71163140 65.52 71163240 65.52 71163340E 65.52 71163150 65.52 71163250 65.52 71163350F 65.52 71163160 65.52 71163260 65.52 71163360G 65.52 71163370H 65.52 71163380
070204 0.4
A 65.52 71163211B 65.52 71163121 65.52 71163321C 65.52 71163131 65.52 71163231 65.52 71163331D 65.52 71163141 65.52 71163241 65.52 71163341E 65.52 71163151 65.52 71163251 65.52 71163351F 65.52 71163161 65.52 71163261 65.52 71163361G 65.52 71163271 65.52 71163371H 65.52 71163181 65.52 71163381
070208 0.8
A 65.52 71163112 65.52 71163212 65.52 71163312B 65.52 71163222C 65.52 71163132 65.52 71163232 65.52 71163332D 65.52 71163142 65.52 71163342E 65.52 71163152 65.52 71163252 65.52 71163352F 65.52 71163162 65.52 71163262 65.52 71163362G 65.52 71163172 65.52 71163372H 65.52 71163282 65.52 71163382
11T302 0.2
A 72.47 71131200 72.47 71131400 1) 72.47 71131800 1) 65.52 71163113 65.52 71163313B 65.52 71163323C 65.52 71163133 65.52 71163233D 65.52 71163143 65.52 71163243 65.52 71163343E 72.47 71131500 72.47 71131900 65.52 71163153 65.52 71163253 65.52 71163353F 65.52 71163163 65.52 71163263 65.52 71163363G 72.47 71131300 65.52 71163273H 65.52 71163383
11T304 0.4
A 72.47 71131202 72.47 71131402 1) 72.47 71131802 1) 65.52 71163214 65.52 71163314B 65.52 71163124 65.52 71163224 65.52 71163324C 65.52 71163234 65.52 71163334D 65.52 71163144 65.52 71163244 65.52 71163344E 72.47 71131502 72.47 71131902 65.52 71163154 65.52 71163254 65.52 71163354F 65.52 71163164 65.52 71163264 65.52 71163364G 72.47 71131302 65.52 71163174 65.52 71163274 65.52 71163374H 65.52 71163184 65.52 71163284 65.52 71163384
11T308 0.8
A 72.47 71131204 72.47 71131404 1) 72.47 71131804 1) 65.52 71163115 65.52 71163215B 65.52 71163225 65.52 71163325C 65.52 71163135 65.52 71163335D 65.52 71163145 65.52 71163245 65.52 71163345E 72.47 71131504 72.47 71131904 65.52 71163155 65.52 71163255 65.52 71163355F 65.52 71163165 65.52 71163265 65.52 71163365G 72.47 71131304 65.52 71163375H 65.52 71163185 65.52 71163285 65.52 71163385
Cast iron ○ ● ● Sintered steels Heat resistant alloys ● ○ hardened 46–55 HRc ● ● ●hardened 56–60 HRc ● ● ● ●hardened 61–65 HRc ● ● ● ●
1) Machining to 60 HRc
→ vc Page 143–157
Turning ToolsPositive inserts DC..
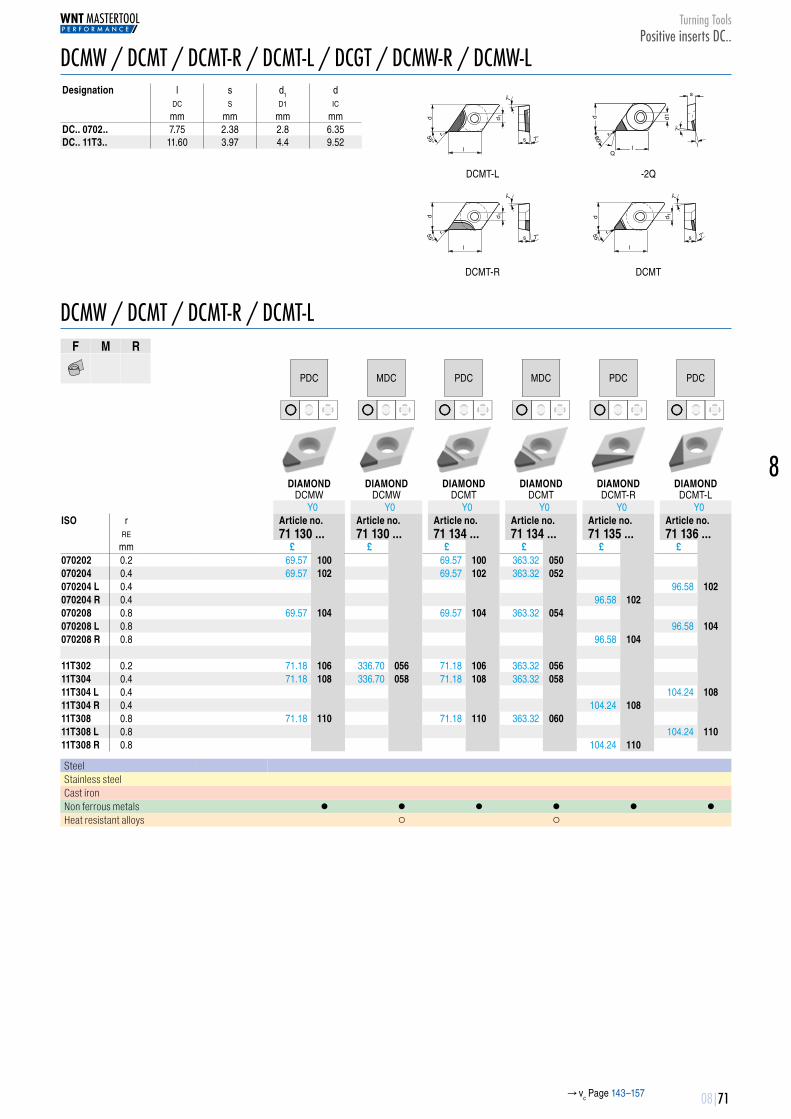
8
08|71
DCMW / DCMT / DCMT-R / DCMT-L / DCGT / DCMW-R / DCMW-LDesignation l s d1 d
DC S D1 IC
mm mm mm mmDC.. 0702.. 7.75 2.38 2.8 6.35DC.. 11T3.. 11.60 3.97 4.4 9.52
l
d 1
r
d
55° s
7°
7°
d
Q
r80°
l
d1
s
7°
DCMT-L -2Q
l
d 1
r
d
55° s
7°
7°
l
d 1
r
d
55° s
7°
7°
DCMT-R DCMT
DCMW / DCMT / DCMT-R / DCMT-LF M R
PDC MDC PDC MDC PDC PDC
DIAMOND DIAMOND DIAMOND DIAMOND DIAMOND DIAMONDDCMW DCMW DCMT DCMT DCMT-R DCMT-L
Y0 Y0 Y0 Y0 Y0 Y0ISO r Article no. Article no. Article no. Article no. Article no. Article no.
RE 71 130 ... 71 130 ... 71 134 ... 71 134 ... 71 135 ... 71 136 ...mm £ £ £ £ £ £
070202 0.2 69.57 71130100 69.57 71134100 363.32 71134050070204 0.4 69.57 71130102 69.57 71134102 363.32 71134052070204 L 0.4 96.58 71136102070204 R 0.4 96.58 71135102070208 0.8 69.57 71130104 69.57 71134104 363.32 71134054070208 L 0.8 96.58 71136104070208 R 0.8 96.58 71135104 11T302 0.2 71.18 71130106 336.70 71130056 71.18 71134106 363.32 7113405611T304 0.4 71.18 71130108 336.70 71130058 71.18 71134108 363.32 7113405811T304 L 0.4 104.24 7113610811T304 R 0.4 104.24 7113510811T308 0.8 71.18 71130110 71.18 71134110 363.32 7113406011T308 L 0.8 104.24 7113611011T308 R 0.8 104.24 71135110
Steel Stainless steel Cast iron Non ferrous metals ● ● ● ● ● ●Heat resistant alloys ○ ○
→ vc Page 143–157
Turning ToolsPositive inserts DC..
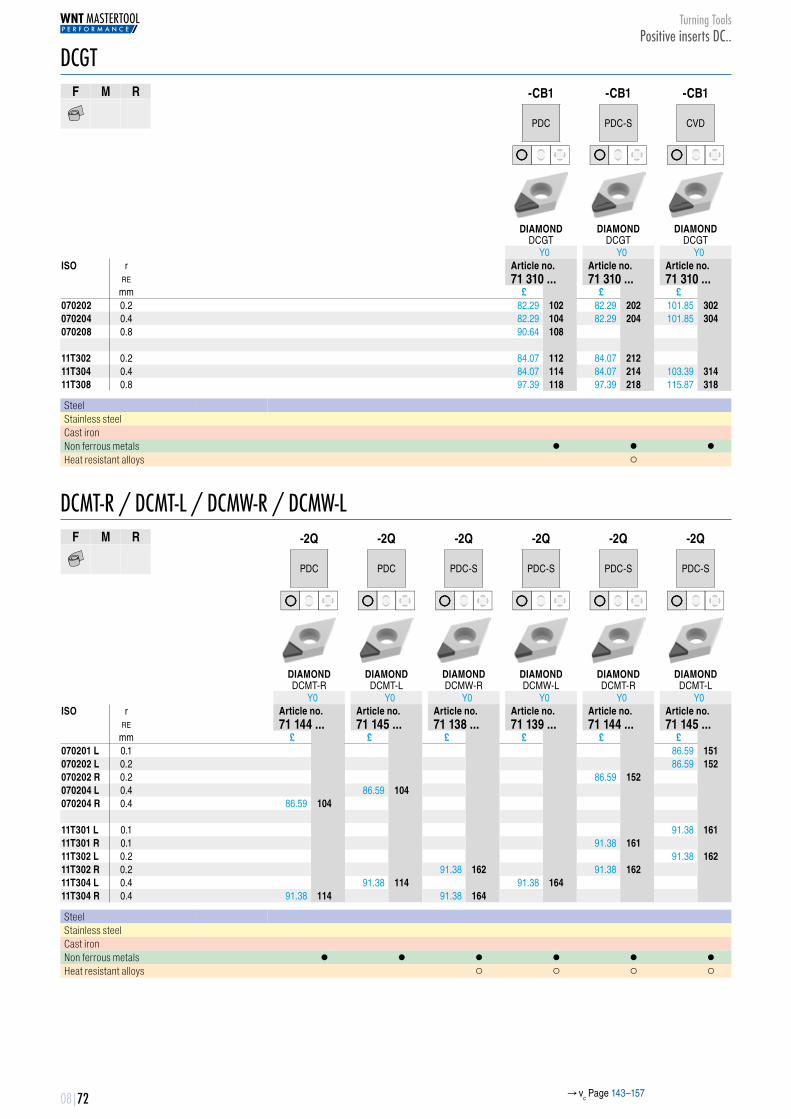
08|72
DCGTF M R
-CB1 -CB1 -CB1
PDC PDC-S CVD
DIAMOND DIAMOND DIAMONDDCGT DCGT DCGT
Y0 Y0 Y0ISO r Article no. Article no. Article no.
RE 71 310 ... 71 310 ... 71 310 ...mm £ £ £
070202 0.2 82.29 71310102 82.29 71310202 101.85 71310302070204 0.4 82.29 71310104 82.29 71310204 101.85 71310304070208 0.8 90.64 71310108 11T302 0.2 84.07 71310112 84.07 7131021211T304 0.4 84.07 71310114 84.07 71310214 103.39 7131031411T308 0.8 97.39 71310118 97.39 71310218 115.87 71310318
Steel Stainless steel Cast iron Non ferrous metals ● ● ●Heat resistant alloys ○
DCMT-R / DCMT-L / DCMW-R / DCMW-LF M R
-2Q -2Q -2Q -2Q -2Q -2Q
PDC PDC PDC-S PDC-S PDC-S PDC-S
DIAMOND DIAMOND DIAMOND DIAMOND DIAMOND DIAMONDDCMT-R DCMT-L DCMW-R DCMW-L DCMT-R DCMT-L
Y0 Y0 Y0 Y0 Y0 Y0ISO r Article no. Article no. Article no. Article no. Article no. Article no.
RE 71 144 ... 71 145 ... 71 138 ... 71 139 ... 71 144 ... 71 145 ...mm £ £ £ £ £ £
070201 L 0.1 86.59 71145151070202 L 0.2 86.59 71145152070202 R 0.2 86.59 71144152070204 L 0.4 86.59 71145104070204 R 0.4 86.59 71144104 11T301 L 0.1 91.38 7114516111T301 R 0.1 91.38 7114416111T302 L 0.2 91.38 7114516211T302 R 0.2 91.38 71138162 91.38 7114416211T304 L 0.4 91.38 71145114 91.38 7113916411T304 R 0.4 91.38 71144114 91.38 71138164
Steel Stainless steel Cast iron Non ferrous metals ● ● ● ● ● ●Heat resistant alloys ○ ○ ○ ○
→ vc Page 143–157
Turning ToolsPositive inserts DC..
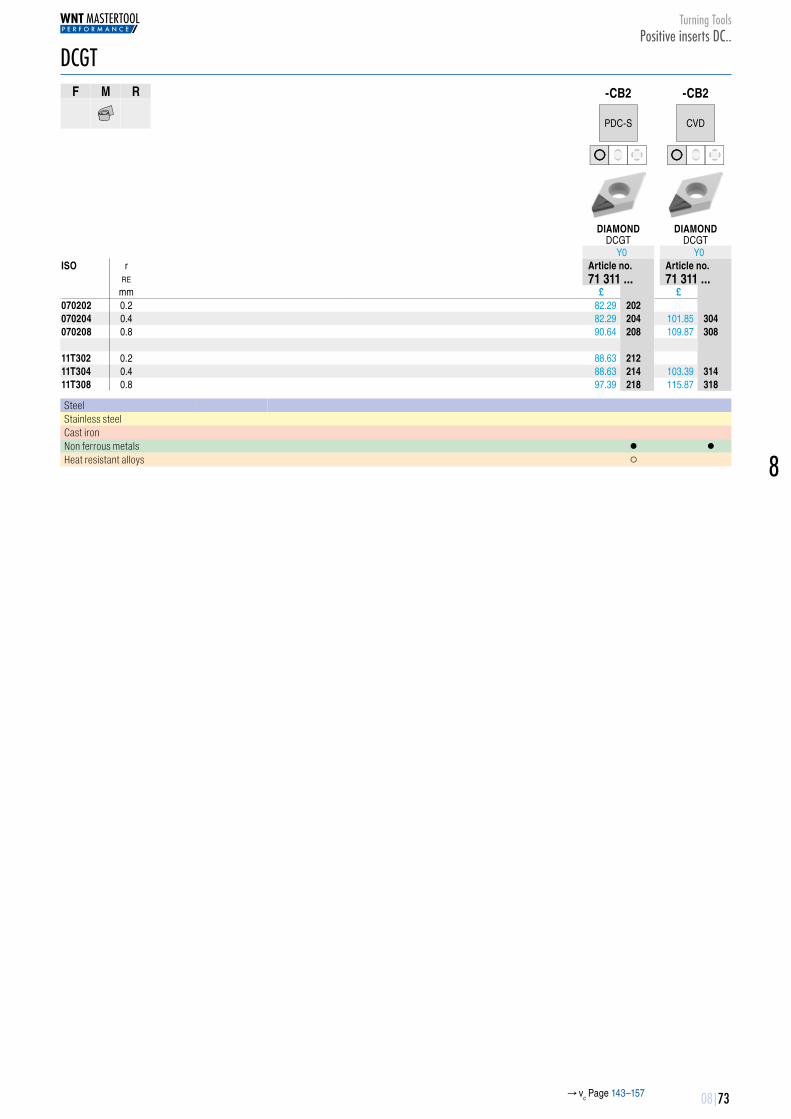
8
08|73
DCGTF M R
-CB2 -CB2
PDC-S CVD
DIAMOND DIAMONDDCGT DCGT
Y0 Y0ISO r Article no. Article no.
RE 71 311 ... 71 311 ...mm £ £
070202 0.2 82.29 71311202070204 0.4 82.29 71311204 101.85 71311304070208 0.8 90.64 71311208 109.87 71311308 11T302 0.2 88.63 7131121211T304 0.4 88.63 71311214 103.39 7131131411T308 0.8 97.39 71311218 115.87 71311318
Steel Stainless steel Cast iron Non ferrous metals ● ●Heat resistant alloys ○
→ vc Page 143–157
Turning ToolsPositive inserts DC..

08|74
IsoClamp – SDJC 93° – Toolholder with screw clamping
l1
h
bf
l393
°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 685 ... 70 684 ...
mm mm mm mm mm £ £SDJC R/L 0808 D07 8 8 60 13.0 10 DC.. 0702 50.96 70685008 50.96 70684008SDJC R/L 1010 E07 10 10 70 13.0 12 DC.. 0702 54.04 70685010 54.04 70684010SDJC R/L 1212 F07 12 12 80 14.5 16 DC.. 0702 54.04 70685012 54.04 70684012SDJC R/L 1616 H11 16 16 100 20.0 20 DC.. 11T3 66.93 70685016 66.93 70684016SDJC R/L 2020 K11 20 20 125 20.5 25 DC.. 11T3 71.14 70685020 71.14 70684020SDJC R/L 2525 M11 25 25 150 21.5 32 DC.. 11T3 73.60 70685025 73.60 70684025SDJC R/L 3225 P11 32 25 170 21.5 32 DC.. 11T3 76.49 70685032 76.49 70684032
Tool holders with HSK-T or PSC interface can be found in→ Chapter 16.
2A Y7 2A 2A 2A
Combination Key Key D Clamping screw Solid Carbide Seat D
Threaded sleeve
Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... 70 950 ...Insert £ £ £ £ £DC.. 0702 9.20 80950110 2.12 70950112DC.. 11T3 6.93 70950398 2.62 70950113 6.26 70950106 3.89 70950171
IsoClamp – SDJC 93° – Toolholder with screw clamping � for sliding head lathes
l1
h
bf
l3
93°
Left-hand Right-handX0 X0
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 685 ... 70 684 ...
mm mm mm mm mm £ £SDJC R/L 0808 H07 8 8 100 13.0 8 DC.. 0702 90.50 70685108 90.50 70684108SDJC R/L 1010 H07 10 10 100 13.0 10 DC.. 0702 90.50 70685110 90.50 70684110SDJC R/L 1212 H07 12 12 100 14.5 12 DC.. 0702 101.25 70685112 101.25 70684112SDJC R/L 1616 K07 16 16 125 33.0 16 DC.. 0702 112.25 70685116 112.25 70684116SDJC R/L 1212 H11 12 12 100 22.0 12 DC.. 11T3 101.25 70685212 101.25 70684212SDJC R/L 1616 K11 16 16 125 33.0 16 DC.. 11T3 112.25 70685216 112.25 70684216
Y7 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 72 950 ...Insert £ £DC.. 0702 T08 9.20 80950110 4.17 72950002DC.. 11T3 T15 10.96 80950113 4.17 72950006
Turning ToolsToolholder for external machining

8
08|75
IsoClamp – SDHC 107.5° – Toolholder with screw clamping
l1
h
bf
l3
107.5
°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 689 ... 70 688 ...
mm mm mm mm mm £ £SDHC R/L 1010 E07 10 10 70 5.5 12 DC.. 0702 54.04 70689010 54.04 70688010SDHC R/L 1212 F07 12 12 80 12.0 16 DC.. 0702 54.04 70689012 54.04 70688012SDHC R/L 1616 H11 16 16 100 10.4 20 DC.. 11T3 66.93 70689016 66.93 70688016SDHC R/L 2020 K11 20 20 125 14.0 32 DC.. 11T3 71.14 70689020 71.14 70688020SDHC R/L 2525 M11 25 25 150 20.0 32 DC.. 11T3 73.60 70689025 73.60 70688025
2A Y7 2A 2A 2A
Combination Key Key D Clamping screw Solid Carbide Seat D
Threaded sleeve
Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £70 689 010 / 70 688 010 9.20 80950110 2.12 7095011270 689 012 / 70 688 012 9.20 80950110 2.12 7095011270 689 016 / 70 688 016 6.93 70950398 2.62 70950113 6.26 70950106 3.89 7095017170 689 020 / 70 688 020 6.93 70950398 2.62 70950113 6.26 70950106 3.89 7095017170 689 025 / 70 688 025 6.93 70950398 2.62 70950113 6.26 70950106 3.89 70950171
IsoClamp – SDAC 90° – Toolholder with screw clamping � for sliding head lathes
l1
h
bf
l3
90°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 789 ... 70 788 ...
mm mm mm mm mm £ £SDAC R/L 0808 K07 8 8 125 14 8 DC.. 0702 54.04 70789008 54.04 70788008SDAC R/L 1010 M07 10 10 150 14 10 DC.. 0702 54.04 70789010 54.04 70788010SDAC R/L 1212 M07 12 12 150 14 12 DC.. 0702 60.44 70789012 60.44 70788012SDAC R/L 1414 M11 14 14 150 21 14 DC.. 11T3 60.44 70789014 60.44 70788014
Y7 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 70 950 ...For Article no. £ £70 789 008 / 70 788 008 T08 9.20 80950110 M2,5x6 2.12 7095011270 789 010 / 70 788 010 T08 9.20 80950110 M2,5x6 2.12 7095011270 789 012 / 70 788 012 T08 9.20 80950110 M2,5x6 2.12 7095011270 789 014 / 70 788 014 T15 10.96 80950113 M3,5x11 2.62 70950113
Turning ToolsToolholder for external machining

08|76
IsoClamp – SDNC 62.5° – Toolholder with screw clamping
l1
h
b
f
62,5°
Neutral2A
ISO designation h b l1 f Insert Article no.H B OAL WF 70 680 ...
mm mm mm mm £SDNC N 0808 D07 8 8 60 4.0 DC.. 0702 50.96 70680008SDNC N 1010 E07 10 10 70 5.0 DC.. 0702 54.04 70680010SDNC N 1212 F07 12 12 80 6.0 DC.. 0702 54.04 70680012SDNC N 1616 H11 16 16 100 8.0 DC.. 11T3 66.93 70680016SDNC N 2020 K11 20 20 125 10.0 DC.. 11T3 71.14 70680020SDNC N 2525 M11 25 25 150 12.5 DC.. 11T3 73.60 70680025
2A Y7 2A 2A 2A
Combination Key Key D Clamping screw Solid Carbide Seat D
Threaded sleeve
Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £70 680 008 9.20 80950110 2.12 7095011270 680 010 9.20 80950110 2.12 7095011270 680 012 9.20 80950110 2.12 7095011270 680 016 6.93 70950398 2.62 70950113 6.26 70950106 3.89 7095017170 680 020 6.93 70950398 2.62 70950113 6.26 70950106 3.89 7095017170 680 025 6.93 70950398 2.62 70950113 6.26 70950106 3.89 70950171
IsoClamp – SDNC 62.5° – Toolholder with screw clamping
l1
h
b
f
62,5°
Neutral2A
ISO designation h b l1 f Insert Article no.H B OAL WF 70 784 ...
mm mm mm mm £SDNC N 0808 K07 8 8 125 4 DC.. 0702 50.96 70784008SDNC N 1010 M07 10 10 150 5 DC.. 0702 54.04 70784010SDNC N 1212 M07 12 12 150 6 DC.. 0702 60.44 70784012SDNC N 1414 M11 14 14 150 7 DC.. 11T3 60.44 70784014
Y7 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 70 950 ...For Article no. £ £70 784 008 T08 9.20 80950110 M2,5x6 2.12 7095011270 784 010 T08 9.20 80950110 M2,5x6 2.12 7095011270 784 012 T08 9.20 80950110 M2,5x6 2.12 7095011270 784 014 T15 10.96 80950113 M3,5x11 2.62 70950113
Turning ToolsToolholder for external machining
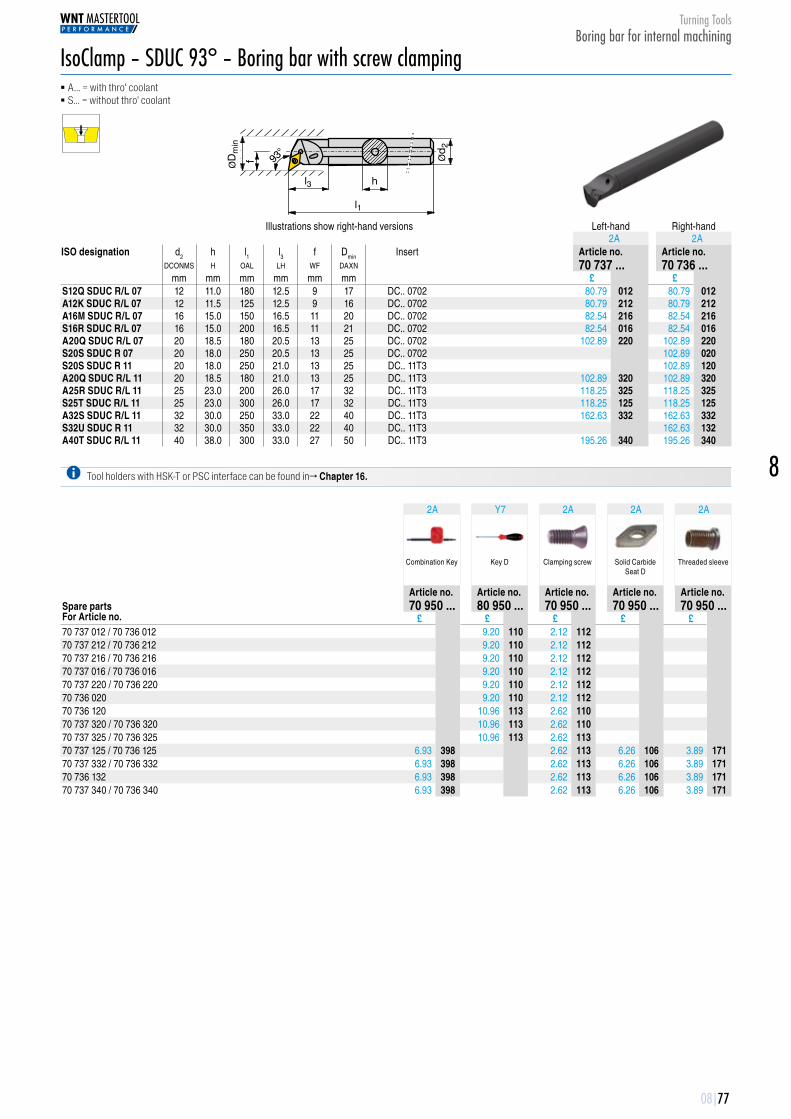
8
08|77
IsoClamp – SDUC 93° – Boring bar with screw clamping � A... = with thro' coolant � S... = without thro' coolant
l1
f
l3 h
93°
Ød 2
ØD
min
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation d2 h l1 l3 f Dmin Insert Article no. Article no.DCONMS H OAL LH WF DAXN 70 737 ... 70 736 ...
mm mm mm mm mm mm £ £S12Q SDUC R/L 07 12 11.0 180 12.5 9 17 DC.. 0702 80.79 70737012 80.79 70736012A12K SDUC R/L 07 12 11.5 125 12.5 9 16 DC.. 0702 80.79 70737212 80.79 70736212A16M SDUC R/L 07 16 15.0 150 16.5 11 20 DC.. 0702 82.54 70737216 82.54 70736216S16R SDUC R/L 07 16 15.0 200 16.5 11 21 DC.. 0702 82.54 70737016 82.54 70736016A20Q SDUC R/L 07 20 18.5 180 20.5 13 25 DC.. 0702 102.89 70737220 102.89 70736220S20S SDUC R 07 20 18.0 250 20.5 13 25 DC.. 0702 102.89 70736020S20S SDUC R 11 20 18.0 250 21.0 13 25 DC.. 11T3 102.89 70736120A20Q SDUC R/L 11 20 18.5 180 21.0 13 25 DC.. 11T3 102.89 70737320 102.89 70736320A25R SDUC R/L 11 25 23.0 200 26.0 17 32 DC.. 11T3 118.25 70737325 118.25 70736325S25T SDUC R/L 11 25 23.0 300 26.0 17 32 DC.. 11T3 118.25 70737125 118.25 70736125A32S SDUC R/L 11 32 30.0 250 33.0 22 40 DC.. 11T3 162.63 70737332 162.63 70736332S32U SDUC R 11 32 30.0 350 33.0 22 40 DC.. 11T3 162.63 70736132A40T SDUC R/L 11 40 38.0 300 33.0 27 50 DC.. 11T3 195.26 70737340 195.26 70736340
Tool holders with HSK-T or PSC interface can be found in→ Chapter 16.
2A Y7 2A 2A 2A
Combination Key Key D Clamping screw Solid Carbide Seat D
Threaded sleeve
Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £70 737 012 / 70 736 012 9.20 80950110 2.12 7095011270 737 212 / 70 736 212 9.20 80950110 2.12 7095011270 737 216 / 70 736 216 9.20 80950110 2.12 7095011270 737 016 / 70 736 016 9.20 80950110 2.12 7095011270 737 220 / 70 736 220 9.20 80950110 2.12 7095011270 736 020 9.20 80950110 2.12 7095011270 736 120 10.96 80950113 2.62 7095011070 737 320 / 70 736 320 10.96 80950113 2.62 7095011070 737 325 / 70 736 325 10.96 80950113 2.62 7095011370 737 125 / 70 736 125 6.93 70950398 2.62 70950113 6.26 70950106 3.89 7095017170 737 332 / 70 736 332 6.93 70950398 2.62 70950113 6.26 70950106 3.89 7095017170 736 132 6.93 70950398 2.62 70950113 6.26 70950106 3.89 7095017170 737 340 / 70 736 340 6.93 70950398 2.62 70950113 6.26 70950106 3.89 70950171
Turning ToolsBoring bar for internal machining
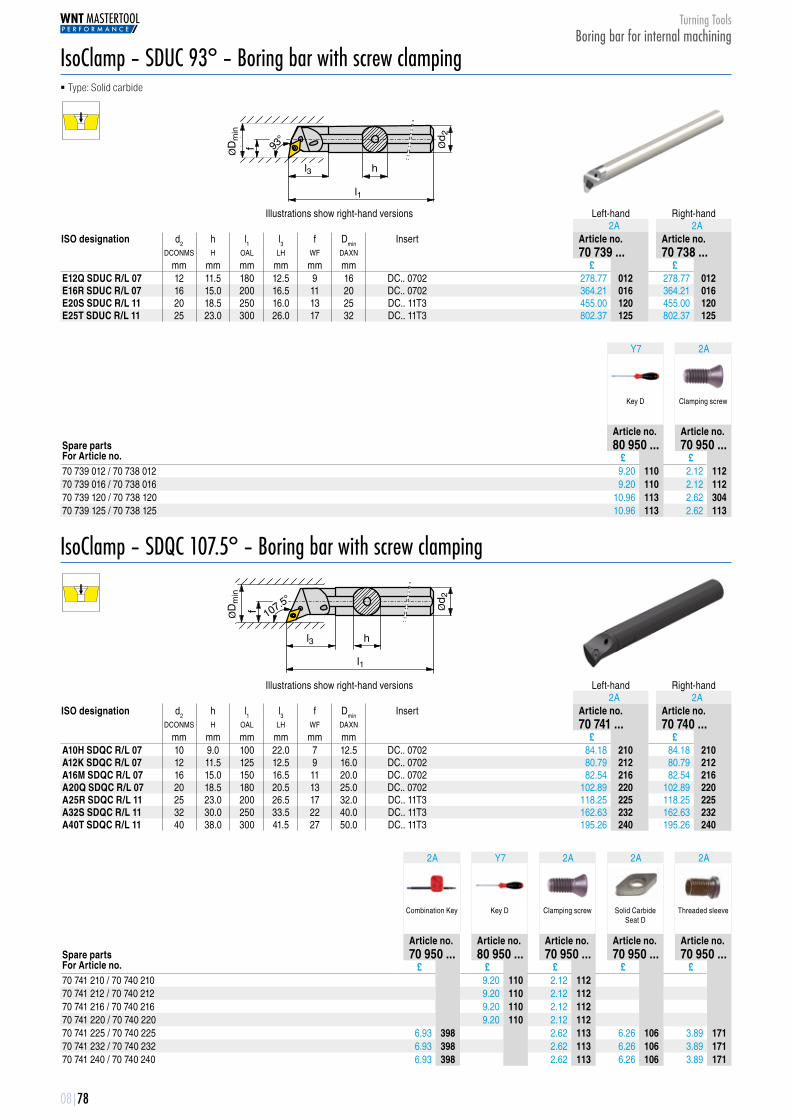
08|78
IsoClamp – SDUC 93° – Boring bar with screw clamping � Type: Solid carbide
l1
f
l3 h
93°
Ød 2
ØD
min
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation d2 h l1 l3 f Dmin Insert Article no. Article no.DCONMS H OAL LH WF DAXN 70 739 ... 70 738 ...
mm mm mm mm mm mm £ £E12Q SDUC R/L 07 12 11.5 180 12.5 9 16 DC.. 0702 278.77 70739012 278.77 70738012E16R SDUC R/L 07 16 15.0 200 16.5 11 20 DC.. 0702 364.21 70739016 364.21 70738016E20S SDUC R/L 11 20 18.5 250 16.0 13 25 DC.. 11T3 455.00 70739120 455.00 70738120E25T SDUC R/L 11 25 23.0 300 26.0 17 32 DC.. 11T3 802.37 70739125 802.37 70738125
Y7 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 70 950 ...For Article no. £ £70 739 012 / 70 738 012 9.20 80950110 2.12 7095011270 739 016 / 70 738 016 9.20 80950110 2.12 7095011270 739 120 / 70 738 120 10.96 80950113 2.62 7095030470 739 125 / 70 738 125 10.96 80950113 2.62 70950113
IsoClamp – SDQC 107.5° – Boring bar with screw clamping
l1
h
f
l3
107.5°
Ød 2
ØD
min
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation d2 h l1 l3 f Dmin Insert Article no. Article no.DCONMS H OAL LH WF DAXN 70 741 ... 70 740 ...
mm mm mm mm mm mm £ £A10H SDQC R/L 07 10 9.0 100 22.0 7 12.5 DC.. 0702 84.18 70741210 84.18 70740210A12K SDQC R/L 07 12 11.5 125 12.5 9 16.0 DC.. 0702 80.79 70741212 80.79 70740212A16M SDQC R/L 07 16 15.0 150 16.5 11 20.0 DC.. 0702 82.54 70741216 82.54 70740216A20Q SDQC R/L 07 20 18.5 180 20.5 13 25.0 DC.. 0702 102.89 70741220 102.89 70740220A25R SDQC R/L 11 25 23.0 200 26.5 17 32.0 DC.. 11T3 118.25 70741225 118.25 70740225A32S SDQC R/L 11 32 30.0 250 33.5 22 40.0 DC.. 11T3 162.63 70741232 162.63 70740232A40T SDQC R/L 11 40 38.0 300 41.5 27 50.0 DC.. 11T3 195.26 70741240 195.26 70740240
2A Y7 2A 2A 2A
Combination Key Key D Clamping screw Solid Carbide Seat D
Threaded sleeve
Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £70 741 210 / 70 740 210 9.20 80950110 2.12 7095011270 741 212 / 70 740 212 9.20 80950110 2.12 7095011270 741 216 / 70 740 216 9.20 80950110 2.12 7095011270 741 220 / 70 740 220 9.20 80950110 2.12 7095011270 741 225 / 70 740 225 6.93 70950398 2.62 70950113 6.26 70950106 3.89 7095017170 741 232 / 70 740 232 6.93 70950398 2.62 70950113 6.26 70950106 3.89 7095017170 741 240 / 70 740 240 6.93 70950398 2.62 70950113 6.26 70950106 3.89 70950171
Turning ToolsBoring bar for internal machining

8
08|79
IsoClamp – SDXC 93° – Boring bar with screw clamping
l2
l3
h
f
93°
Ød 2
ØD
min
a
l1
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation d2 h l2 l1 l3 f Dmin a Insert Article no. Article no.DCONMS H LF OAL LH WF DAXN 70 733 ... 70 732 ...
mm mm mm mm mm mm mm mm £ £A12K SDXC R/L 07 12 11.5 125 137.0 24 9 16 4.5 DC.. 0702 80.79 70733212 80.79 70732212A16M SDXC R/L 07 16 15.0 150 162.0 32 11 20 4.5 DC.. 0702 82.54 70733216 82.54 70732216A20Q SDXC R/L 11 20 18.5 180 196.5 40 13 25 6.5 DC.. 11T3 102.89 70733220 102.89 70732220A25R SDXC R/L 11 25 23.0 200 216.8 50 17 32 9.5 DC.. 11T3 118.25 70733225 118.25 70732225
Y7 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 70 950 ...For Article no. £ £70 733 212 / 70 732 212 9.20 80950110 2.12 7095011270 733 216 / 70 732 216 9.20 80950110 2.12 7095011270 733 220 / 70 732 220 10.96 80950113 2.62 7095030470 733 225 / 70 732 225 10.96 80950113 2.62 70950304
Turning ToolsBoring bar for internal machining
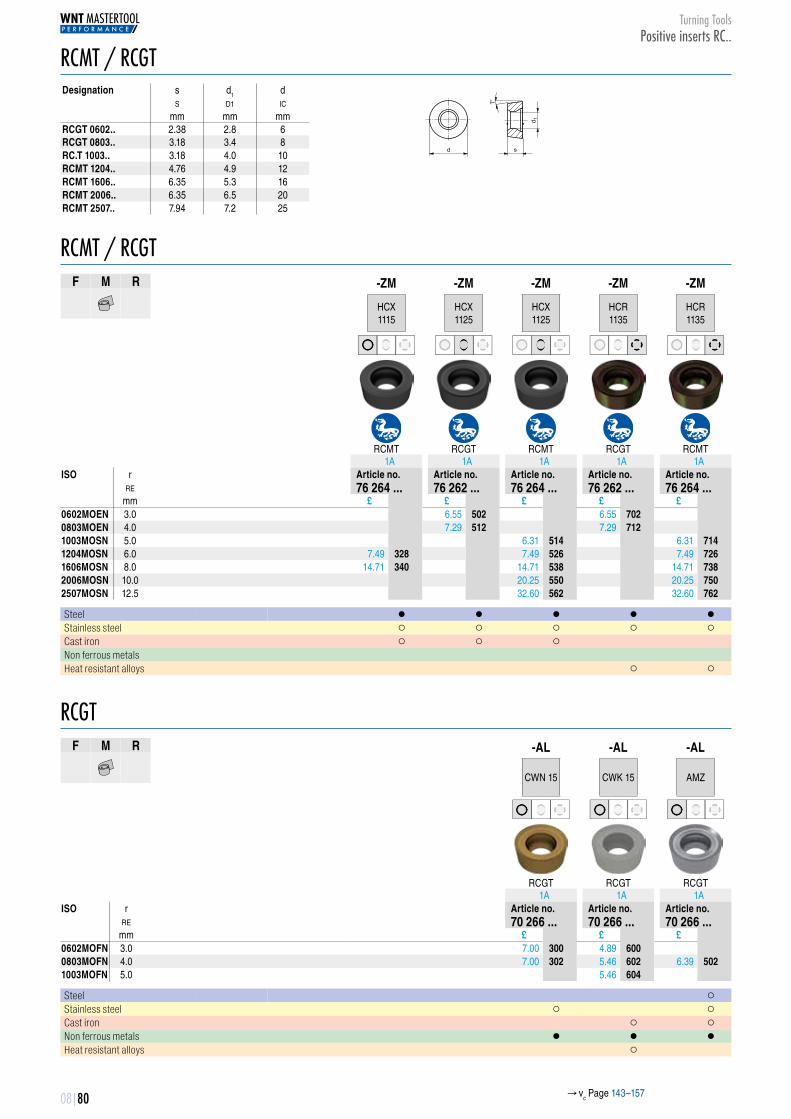
08|80
RCMT / RCGTDesignation s d1 d
S D1 IC
mm mm mmRCGT 0602.. 2.38 2.8 6RCGT 0803.. 3.18 3.4 8RC.T 1003.. 3.18 4.0 10RCMT 1204.. 4.76 4.9 12RCMT 1606.. 6.35 5.3 16RCMT 2006.. 6.35 6.5 20RCMT 2507.. 7.94 7.2 25
d 1
s
7°
d
RCMT / RCGTF M R
-ZM -ZM -ZM -ZM -ZM
HCX 1115
HCX 1125
HCX 1125
HCR 1135
HCR 1135
RCMT RCGT RCMT RCGT RCMT1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no.RE 76 264 ... 76 262 ... 76 264 ... 76 262 ... 76 264 ...
mm £ £ £ £ £0602MOEN 3.0 6.55 76262502 6.55 762627020803MOEN 4.0 7.29 76262512 7.29 762627121003MOSN 5.0 6.31 76264514 6.31 762647141204MOSN 6.0 7.49 76264328 7.49 76264526 7.49 762647261606MOSN 8.0 14.71 76264340 14.71 76264538 14.71 762647382006MOSN 10.0 20.25 76264550 20.25 762647502507MOSN 12.5 32.60 76264562 32.60 76264762
Steel ● ● ● ● ●Stainless steel ○ ○ ○ ○ ○Cast iron ○ ○ ○ Non ferrous metals Heat resistant alloys ○ ○
RCGTF M R
-AL -AL -AL
CWN 15 CWK 15 AMZ
RCGT RCGT RCGT1A 1A 1A
ISO r Article no. Article no. Article no.RE 70 266 ... 70 266 ... 70 266 ...
mm £ £ £0602MOFN 3.0 7.00 70266300 4.89 702666000803MOFN 4.0 7.00 70266302 5.46 70266602 6.39 702665021003MOFN 5.0 5.46 70266604
Steel ○Stainless steel ○ ○Cast iron ○ ○Non ferrous metals ● ● ●Heat resistant alloys ○
→ vc Page 143–157
Turning ToolsPositive inserts RC..

8
08|81
RCGTDesignation s d1 d
S D1 IC
mm mm mmRCGT 0602.. 2.38 2.8 6RCGT 10T3.. 3.97 4.4 10
s
d 1
7°
d
RCGTF M R
-CB1 -CB1
PDC PDC-S
DIAMOND DIAMONDRCGT RCGT
Y0 Y0ISO r Article no. Article no.
RE 71 315 ... 71 315 ...mm £ £
0602MOVM 3.0 199.28 71315102 199.28 71315202 10T3MOVM 5.0 261.96 71315104 261.96 71315204
Steel Stainless steel Cast iron Non ferrous metals ● ●Heat resistant alloys ○
→ vc Page 143–157
Turning ToolsPositive inserts RC..
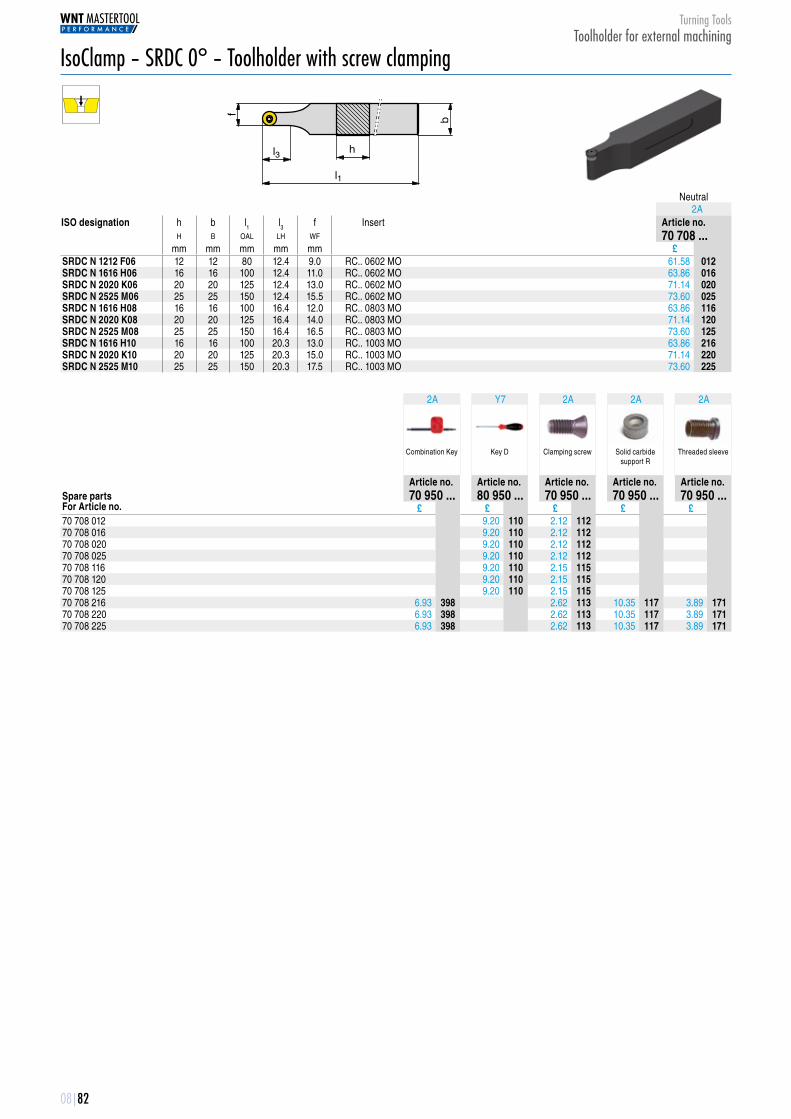
08|82
IsoClamp – SRDC 0° – Toolholder with screw clamping
l1
hl3
b
f
Neutral2A
ISO designation h b l1 l3 f Insert Article no.H B OAL LH WF 70 708 ...
mm mm mm mm mm £SRDC N 1212 F06 12 12 80 12.4 9.0 RC.. 0602 MO 61.58 70708012SRDC N 1616 H06 16 16 100 12.4 11.0 RC.. 0602 MO 63.86 70708016SRDC N 2020 K06 20 20 125 12.4 13.0 RC.. 0602 MO 71.14 70708020SRDC N 2525 M06 25 25 150 12.4 15.5 RC.. 0602 MO 73.60 70708025SRDC N 1616 H08 16 16 100 16.4 12.0 RC.. 0803 MO 63.86 70708116SRDC N 2020 K08 20 20 125 16.4 14.0 RC.. 0803 MO 71.14 70708120SRDC N 2525 M08 25 25 150 16.4 16.5 RC.. 0803 MO 73.60 70708125SRDC N 1616 H10 16 16 100 20.3 13.0 RC.. 1003 MO 63.86 70708216SRDC N 2020 K10 20 20 125 20.3 15.0 RC.. 1003 MO 71.14 70708220SRDC N 2525 M10 25 25 150 20.3 17.5 RC.. 1003 MO 73.60 70708225
2A Y7 2A 2A 2A
Combination Key Key D Clamping screw Solid carbide support R
Threaded sleeve
Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £70 708 012 9.20 80950110 2.12 7095011270 708 016 9.20 80950110 2.12 7095011270 708 020 9.20 80950110 2.12 7095011270 708 025 9.20 80950110 2.12 7095011270 708 116 9.20 80950110 2.15 7095011570 708 120 9.20 80950110 2.15 7095011570 708 125 9.20 80950110 2.15 7095011570 708 216 6.93 70950398 2.62 70950113 10.35 70950117 3.89 7095017170 708 220 6.93 70950398 2.62 70950113 10.35 70950117 3.89 7095017170 708 225 6.93 70950398 2.62 70950113 10.35 70950117 3.89 70950171
Turning ToolsToolholder for external machining
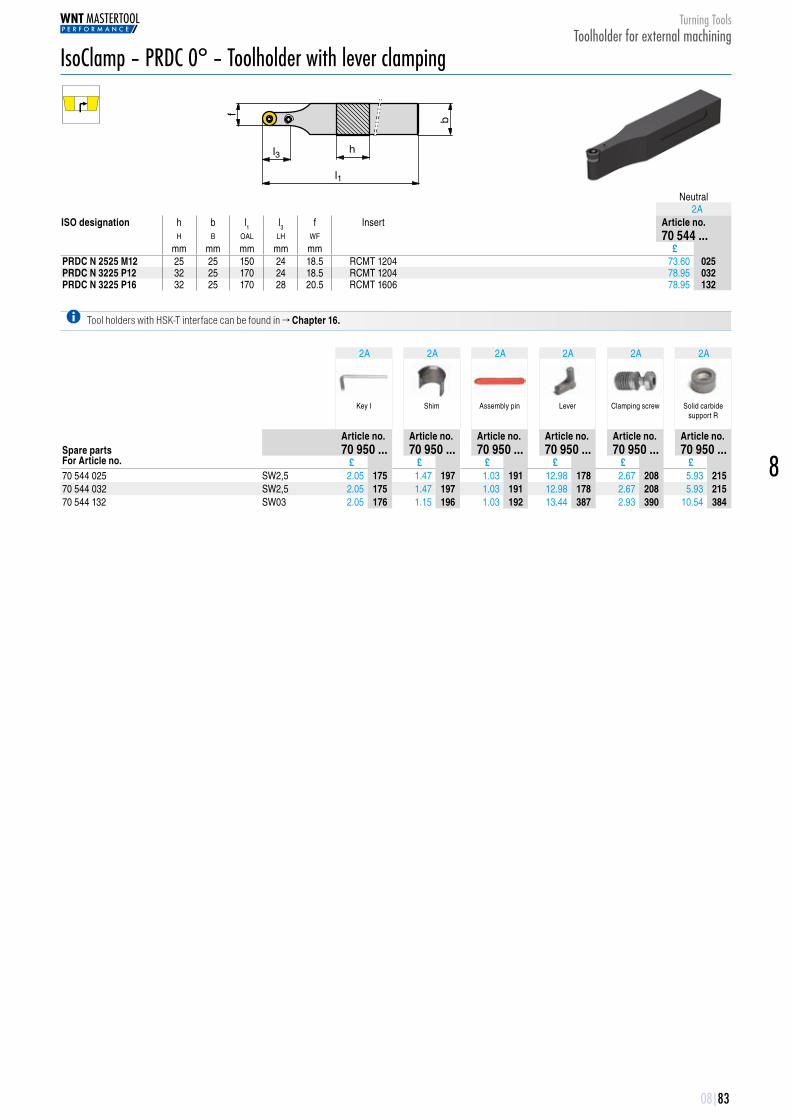
8
08|83
IsoClamp – PRDC 0° – Toolholder with lever clamping
l1
hl3
b
f
Neutral2A
ISO designation h b l1 l3 f Insert Article no.H B OAL LH WF 70 544 ...
mm mm mm mm mm £PRDC N 2525 M12 25 25 150 24 18.5 RCMT 1204 73.60 70544025PRDC N 3225 P12 32 25 170 24 18.5 RCMT 1204 78.95 70544032PRDC N 3225 P16 32 25 170 28 20.5 RCMT 1606 78.95 70544132
Tool holders with HSK-T interface can be found in → Chapter 16.
2A 2A 2A 2A 2A 2A
Key I Shim Assembly pin Lever Clamping screw Solid carbide support R
Article no. Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £ £70 544 025 SW2,5 2.05 70950175 1.47 70950197 1.03 70950191 12.98 70950178 2.67 70950208 5.93 7095021570 544 032 SW2,5 2.05 70950175 1.47 70950197 1.03 70950191 12.98 70950178 2.67 70950208 5.93 7095021570 544 132 SW03 2.05 70950176 1.15 70950196 1.03 70950192 13.44 70950387 2.93 70950390 10.54 70950384
Turning ToolsToolholder for external machining
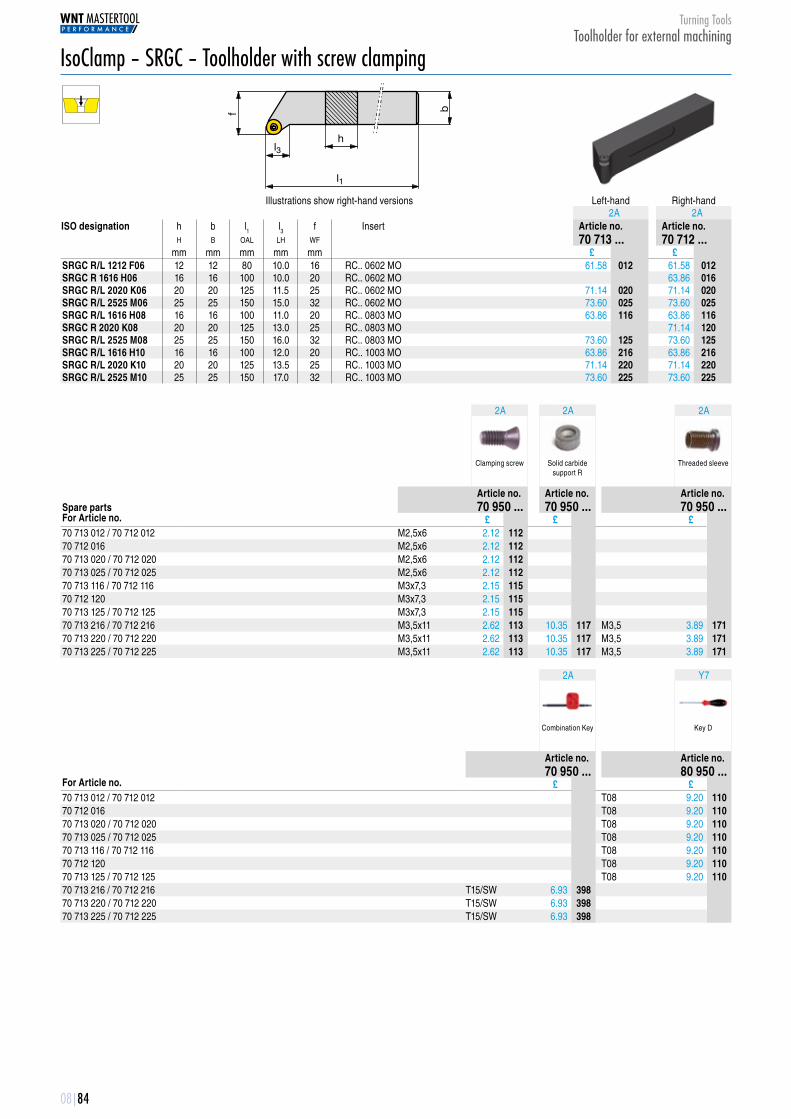
08|84
IsoClamp – SRGC – Toolholder with screw clamping
l1
h
bf
l3
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 713 ... 70 712 ...
mm mm mm mm mm £ £SRGC R/L 1212 F06 12 12 80 10.0 16 RC.. 0602 MO 61.58 70713012 61.58 70712012SRGC R 1616 H06 16 16 100 10.0 20 RC.. 0602 MO 63.86 70712016SRGC R/L 2020 K06 20 20 125 11.5 25 RC.. 0602 MO 71.14 70713020 71.14 70712020SRGC R/L 2525 M06 25 25 150 15.0 32 RC.. 0602 MO 73.60 70713025 73.60 70712025SRGC R/L 1616 H08 16 16 100 11.0 20 RC.. 0803 MO 63.86 70713116 63.86 70712116SRGC R 2020 K08 20 20 125 13.0 25 RC.. 0803 MO 71.14 70712120SRGC R/L 2525 M08 25 25 150 16.0 32 RC.. 0803 MO 73.60 70713125 73.60 70712125SRGC R/L 1616 H10 16 16 100 12.0 20 RC.. 1003 MO 63.86 70713216 63.86 70712216SRGC R/L 2020 K10 20 20 125 13.5 25 RC.. 1003 MO 71.14 70713220 71.14 70712220SRGC R/L 2525 M10 25 25 150 17.0 32 RC.. 1003 MO 73.60 70713225 73.60 70712225
2A 2A 2A
Clamping screw Solid carbide support R
Threaded sleeve
Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £70 713 012 / 70 712 012 M2,5x6 2.12 7095011270 712 016 M2,5x6 2.12 7095011270 713 020 / 70 712 020 M2,5x6 2.12 7095011270 713 025 / 70 712 025 M2,5x6 2.12 7095011270 713 116 / 70 712 116 M3x7,3 2.15 7095011570 712 120 M3x7,3 2.15 7095011570 713 125 / 70 712 125 M3x7,3 2.15 7095011570 713 216 / 70 712 216 M3,5x11 2.62 70950113 10.35 70950117 M3,5 3.89 7095017170 713 220 / 70 712 220 M3,5x11 2.62 70950113 10.35 70950117 M3,5 3.89 7095017170 713 225 / 70 712 225 M3,5x11 2.62 70950113 10.35 70950117 M3,5 3.89 70950171
2A Y7
Combination Key Key D
Article no. Article no.70 950 ... 80 950 ...
For Article no. £ £70 713 012 / 70 712 012 T08 9.20 8095011070 712 016 T08 9.20 8095011070 713 020 / 70 712 020 T08 9.20 8095011070 713 025 / 70 712 025 T08 9.20 8095011070 713 116 / 70 712 116 T08 9.20 8095011070 712 120 T08 9.20 8095011070 713 125 / 70 712 125 T08 9.20 8095011070 713 216 / 70 712 216 T15/SW 6.93 7095039870 713 220 / 70 712 220 T15/SW 6.93 7095039870 713 225 / 70 712 225 T15/SW 6.93 70950398
Turning ToolsToolholder for external machining
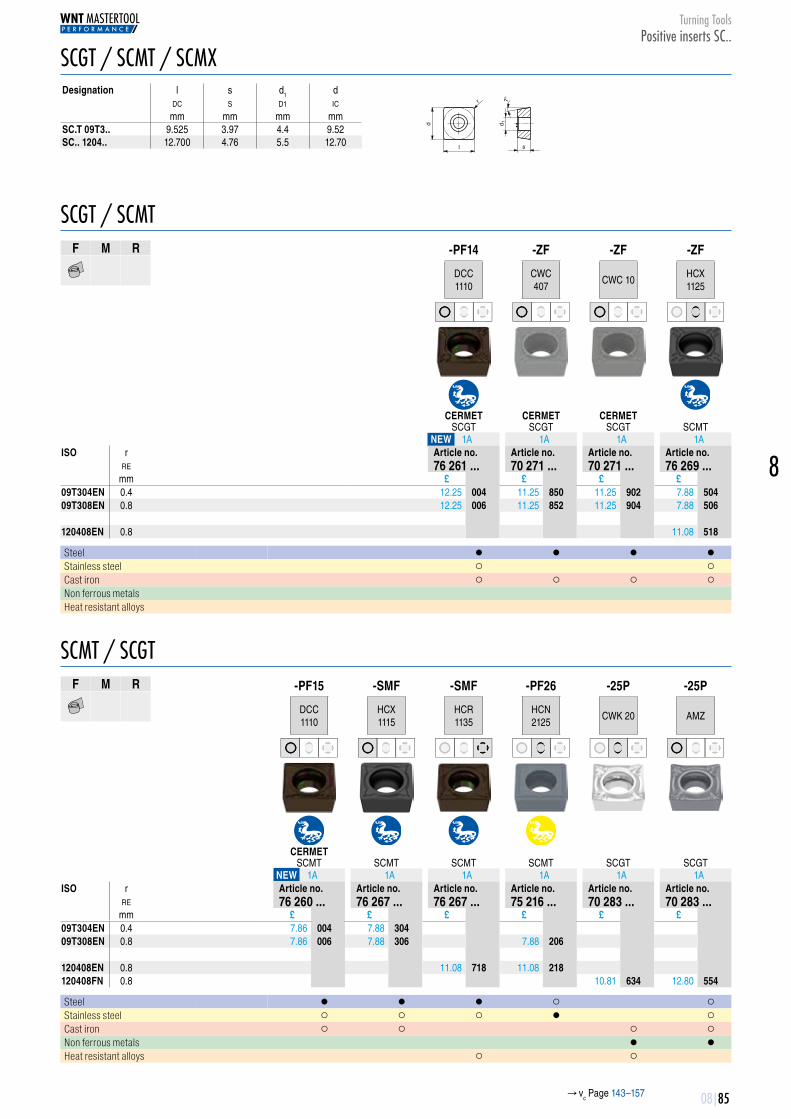
8
08|85
SCGT / SCMT / SCMXDesignation l s d1 d
DC S D1 IC
mm mm mm mmSC.T 09T3.. 9.525 3.97 4.4 9.52SC.. 1204.. 12.700 4.76 5.5 12.70
7°
d
l
r
d 1
s
SCGT / SCMTF M R
-PF14 -ZF -ZF -ZF
DCC 1110
CWC 407 CWC 10 HCX
1125
CERMET CERMET CERMETSCGT SCGT SCGT SCMT
NEW 1A 1A 1A 1AISO r Article no. Article no. Article no. Article no.
RE 76 261 ... 70 271 ... 70 271 ... 76 269 ...mm £ £ £ £
09T304EN 0.4 12.25 76261004 11.25 70271850 11.25 70271902 7.88 7626950409T308EN 0.8 12.25 76261006 11.25 70271852 11.25 70271904 7.88 76269506 120408EN 0.8 11.08 76269518
Steel ● ● ● ●Stainless steel ○ ○Cast iron ○ ○ ○ ○Non ferrous metals Heat resistant alloys
SCMT / SCGTF M R
-PF15 -SMF -SMF -PF26 -25P -25P
DCC 1110
HCX 1115
HCR 1135
HCN 2125 CWK 20 AMZ
CERMETSCMT SCMT SCMT SCMT SCGT SCGT
NEW 1A 1A 1A 1A 1A 1AISO r Article no. Article no. Article no. Article no. Article no. Article no.
RE 76 260 ... 76 267 ... 76 267 ... 75 216 ... 70 283 ... 70 283 ...mm £ £ £ £ £ £
09T304EN 0.4 7.86 76260004 7.88 7626730409T308EN 0.8 7.86 76260006 7.88 76267306 7.88 75216206 120408EN 0.8 11.08 76267718 11.08 75216218120408FN 0.8 10.81 70283634 12.80 70283554
Steel ● ● ● ○ ○Stainless steel ○ ○ ○ ● ○Cast iron ○ ○ ○ ○Non ferrous metals ● ●Heat resistant alloys ○ ○
→ vc Page 143–157
Turning ToolsPositive inserts SC..
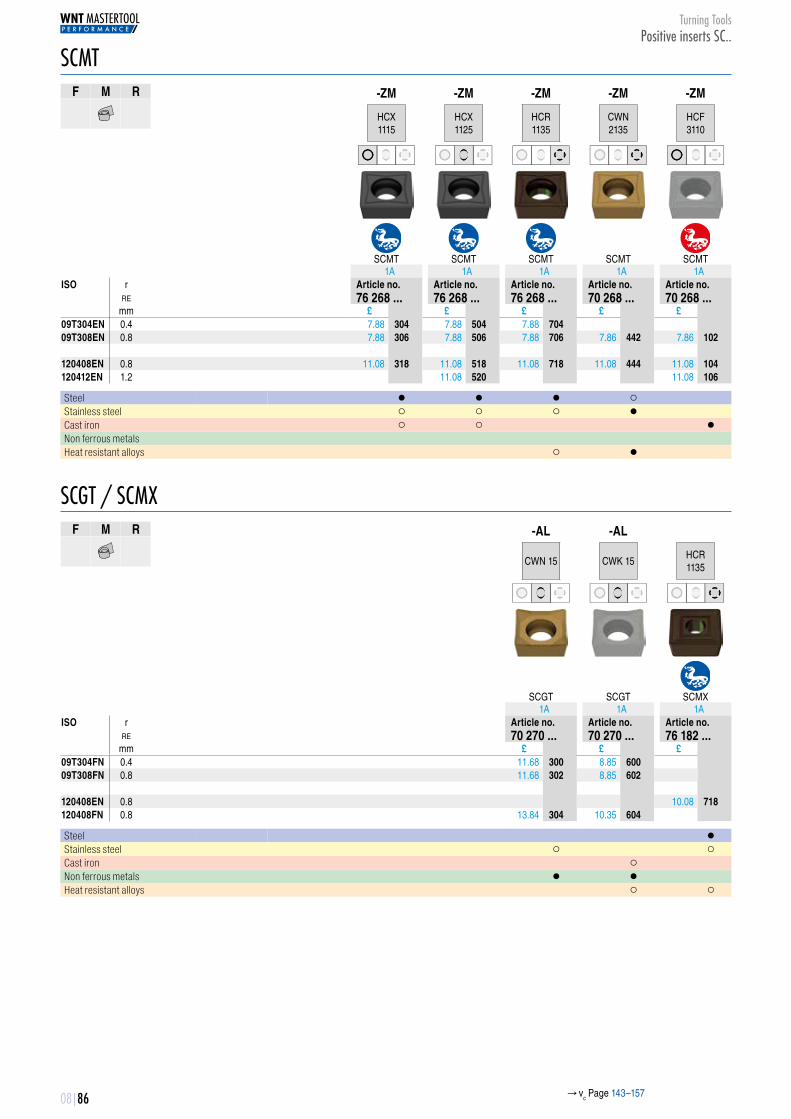
08|86
SCMTF M R
-ZM -ZM -ZM -ZM -ZM
HCX 1115
HCX 1125
HCR 1135
CWN 2135
HCF 3110
SCMT SCMT SCMT SCMT SCMT1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no.RE 76 268 ... 76 268 ... 76 268 ... 70 268 ... 70 268 ...
mm £ £ £ £ £09T304EN 0.4 7.88 76268304 7.88 76268504 7.88 7626870409T308EN 0.8 7.88 76268306 7.88 76268506 7.88 76268706 7.86 70268442 7.86 70268102 120408EN 0.8 11.08 76268318 11.08 76268518 11.08 76268718 11.08 70268444 11.08 70268104120412EN 1.2 11.08 76268520 11.08 70268106
Steel ● ● ● ○ Stainless steel ○ ○ ○ ● Cast iron ○ ○ ●Non ferrous metals Heat resistant alloys ○ ●
SCGT / SCMXF M R
-AL -AL
CWN 15 CWK 15 HCR 1135
SCGT SCGT SCMX1A 1A 1A
ISO r Article no. Article no. Article no.RE 70 270 ... 70 270 ... 76 182 ...
mm £ £ £09T304FN 0.4 11.68 70270300 8.85 7027060009T308FN 0.8 11.68 70270302 8.85 70270602 120408EN 0.8 10.08 76182718120408FN 0.8 13.84 70270304 10.35 70270604
Steel ●Stainless steel ○ ○Cast iron ○ Non ferrous metals ● ● Heat resistant alloys ○ ○
→ vc Page 143–157
Turning ToolsPositive inserts SC..
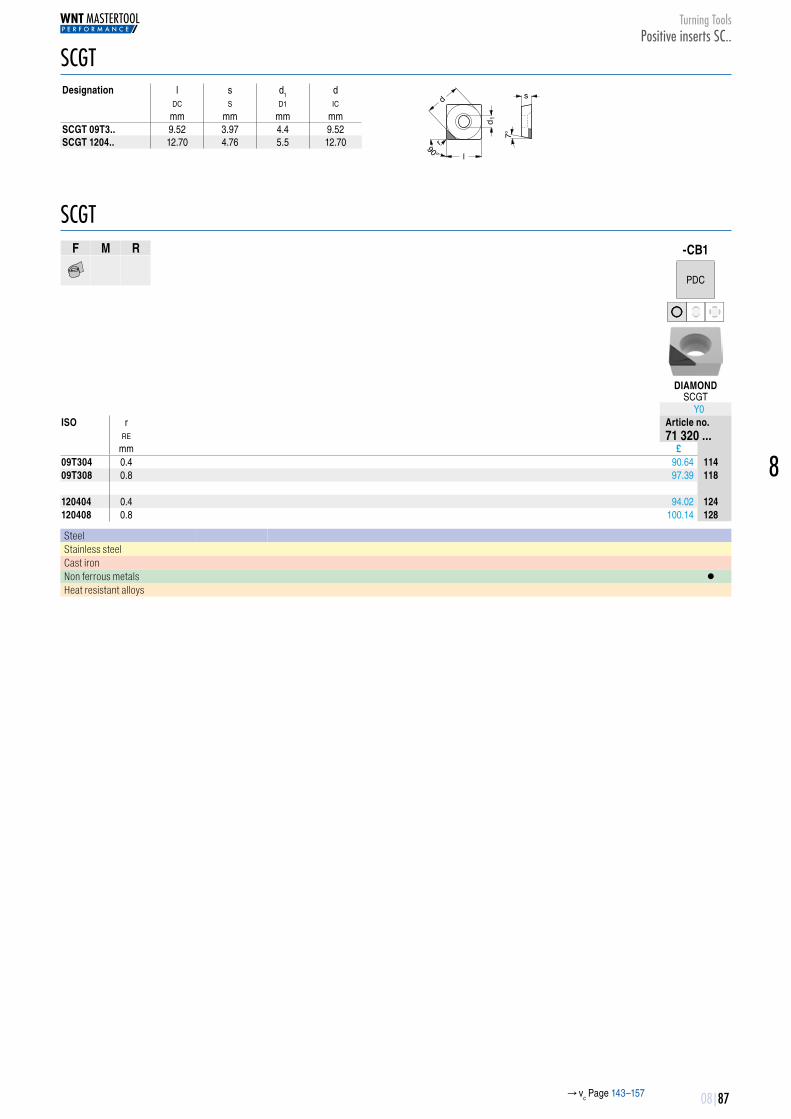
8
08|87
SCGTDesignation l s d1 d
DC S D1 IC
mm mm mm mmSCGT 09T3.. 9.52 3.97 4.4 9.52SCGT 1204.. 12.70 4.76 5.5 12.70
l
s
d 1
r90°
d
7°
SCGTF M R
-CB1
PDC
DIAMONDSCGT
Y0ISO r Article no.
RE 71 320 ...mm £
09T304 0.4 90.64 7132011409T308 0.8 97.39 71320118 120404 0.4 94.02 71320124120408 0.8 100.14 71320128
Steel Stainless steel Cast iron Non ferrous metals ●Heat resistant alloys
→ vc Page 143–157
Turning ToolsPositive inserts SC..

08|88
IsoClamp – SSDC 45° – Toolholder with screw clamping
l1
h
b
f
l3
45°
45°
Neutral2A
ISO designation h b l1 l3 f Insert Article no.H B OAL LH WF 70 656 ...
mm mm mm mm mm £SSDC N 1212 F09 12 12 80 16 6.0 SC.. 09T3 54.04 70656012SSDC N 1616 H09 16 16 100 20 8.0 SC.. 09T3 66.93 70656016SSDC N 2020 K09 20 20 125 20 10.0 SC.. 09T3 71.14 70656020SSDC N 1616 H12 16 16 100 25 8.0 SC.. 1204.. 66.93 70656116SSDC N 2020 K12 20 20 125 25 10.0 SC.. 1204.. 71.14 70656120SSDC N 2525 M12 25 25 150 25 12.5 SC.. 1204.. 73.60 70656125
2A Y7 2A 2A 2A
Combination Key Key D Clamping screw Solid Carbide support S
Threaded sleeve
Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £70 656 012 10.96 80950113 2.62 7095011370 656 016 6.93 70950398 2.62 70950113 8.09 70950167 3.89 7095017170 656 020 6.93 70950398 2.62 70950113 8.09 70950167 3.89 7095017170 656 116 6.93 70950398 2.15 70950114 10.35 70950168 3.89 7095017070 656 120 6.93 70950398 2.15 70950114 10.35 70950168 3.89 7095017070 656 125 6.93 70950398 2.15 70950114 10.35 70950168 3.89 70950170
IsoClamp – SSSC 45° – Toolholder with screw clamping
l2
h
bf
l3
45°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l2 l3 f Insert Article no. Article no.H B LF LH WF 70 661 ... 70 660 ...
mm mm mm mm mm £ £SSSC R/L 1212 F09 12 12 80 18 16 SC.. 09T3 54.04 70661012 54.04 70660012SSSC R/L 1616 H09 16 16 100 20 20 SC.. 09T3 66.93 70661016 66.93 70660016SSSC R/L 2020 K09 20 20 125 20 25 SC.. 09T3 71.14 70661020 71.14 70660020SSSC R/L 1616 H12 16 16 100 25 20 SC.. 1204.. 66.93 70661116 66.93 70660116SSSC R/L 2020 K12 20 20 125 25 25 SC.. 1204.. 71.14 70661120 71.14 70660120SSSC R/L 2525 M12 25 25 150 25 32 SC.. 1204.. 73.60 70661125 73.60 70660125SSSC R 3225 P12 32 25 170 25 32 SC.. 1204.. 76.49 70660132
2A Y7 2A 2A 2A
Combination Key Key D Clamping screw Solid Carbide support S
Threaded sleeve
Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £70 661 012 / 70 660 012 10.96 80950113 2.62 7095011370 661 016 / 70 660 016 6.93 70950398 2.62 70950113 8.09 70950167 3.89 7095017170 661 020 / 70 660 020 6.93 70950398 2.62 70950113 8.09 70950167 3.89 7095017170 661 116 / 70 660 116 6.93 70950398 2.15 70950114 10.35 70950168 3.89 7095017070 661 120 / 70 660 120 6.93 70950398 2.15 70950114 10.35 70950168 3.89 7095017070 661 125 / 70 660 125 6.93 70950398 2.15 70950114 10.35 70950168 3.89 7095017070 660 132 6.93 70950398 2.15 70950114 10.35 70950168 3.89 70950170
Turning ToolsToolholder for external machining

8
08|89
IsoClamp – SSBC 75° – Toolholder with screw clamping
l1
h
bf
l375°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 665 ... 70 664 ...
mm mm mm mm mm £ £SSBC R/L 1616 H09 16 16 100 20 13 SC.. 09T3 66.93 70665016 66.93 70664016SSBC R 2020 K09 20 20 125 20 17 SC.. 09T3 71.14 70664020SSBC R/L 2020 K12 20 20 125 20 17 SC.. 1204.. 71.14 70665120 71.14 70664120SSBC R/L 2525 M12 25 25 150 20 22 SC.. 1204.. 73.60 70665125 73.60 70664125
2A Y7 2A 2A 2A
Combination Key Key D Clamping screw Solid Carbide support S
Threaded sleeve
Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £70 665 016 / 70 664 016 6.93 70950398 10.96 80950113 2.62 70950113 8.09 70950167 3.89 7095017170 664 020 6.93 70950398 10.96 80950113 2.62 70950113 8.09 70950167 3.89 7095017170 665 120 / 70 664 120 6.93 70950398 10.96 80950113 2.15 70950114 10.35 70950168 3.89 7095017070 665 125 / 70 664 125 6.93 70950398 10.96 80950113 2.15 70950114 10.35 70950168 3.89 70950170
IsoClamp – SSKC 75° – Toolholder with screw clamping
l2
h
bf
l3
75°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l2 l3 f Insert Article no. Article no.H B LF LH WF 70 669 ... 70 668 ...
mm mm mm mm mm £ £SSKC R/L 1616 H09 16 16 100 22 20 SC.. 09T3 66.93 70669016 66.93 70668016SSKC R/L 2020 K09 20 20 125 22 25 SC.. 09T3 71.14 70669020 71.14 70668020SSKC R 2020 K12 20 20 125 23 25 SC.. 1204.. 71.14 70668120SSKC R 2525 M12 25 25 150 23 32 SC.. 1204.. 73.60 70668125
2A Y7 2A 2A 2A
Combination Key Key D Clamping screw Solid Carbide support S
Threaded sleeve
Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £70 669 016 / 70 668 016 6.93 70950398 10.96 80950113 2.62 70950113 8.09 70950167 3.89 7095017170 669 020 / 70 668 020 6.93 70950398 10.96 80950113 2.62 70950113 8.09 70950167 3.89 7095017170 668 120 6.93 70950398 10.96 80950113 2.15 70950114 10.35 70950168 3.89 7095017070 668 125 6.93 70950398 10.96 80950113 2.15 70950114 10.35 70950168 3.89 70950170
Turning ToolsToolholder for external machining
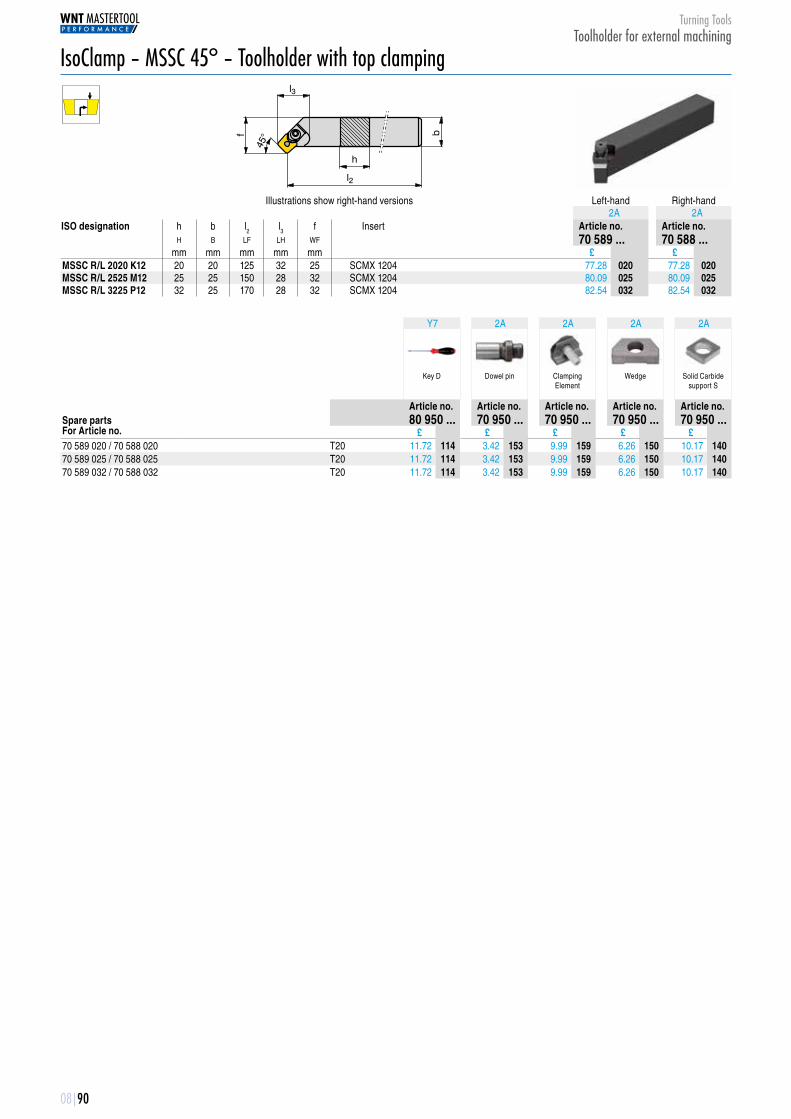
08|90
IsoClamp – MSSC 45° – Toolholder with top clamping
l2
h
f
l3
b
45°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l2 l3 f Insert Article no. Article no.H B LF LH WF 70 589 ... 70 588 ...
mm mm mm mm mm £ £MSSC R/L 2020 K12 20 20 125 32 25 SCMX 1204 77.28 70589020 77.28 70588020MSSC R/L 2525 M12 25 25 150 28 32 SCMX 1204 80.09 70589025 80.09 70588025MSSC R/L 3225 P12 32 25 170 28 32 SCMX 1204 82.54 70589032 82.54 70588032
Y7 2A 2A 2A 2A
Key D Dowel pin Clamping Element
Wedge Solid Carbide support S
Article no. Article no. Article no. Article no. Article no.Spare parts 80 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £70 589 020 / 70 588 020 T20 11.72 80950114 3.42 70950153 9.99 70950159 6.26 70950150 10.17 7095014070 589 025 / 70 588 025 T20 11.72 80950114 3.42 70950153 9.99 70950159 6.26 70950150 10.17 7095014070 589 032 / 70 588 032 T20 11.72 80950114 3.42 70950153 9.99 70950159 6.26 70950150 10.17 70950140
Turning ToolsToolholder for external machining
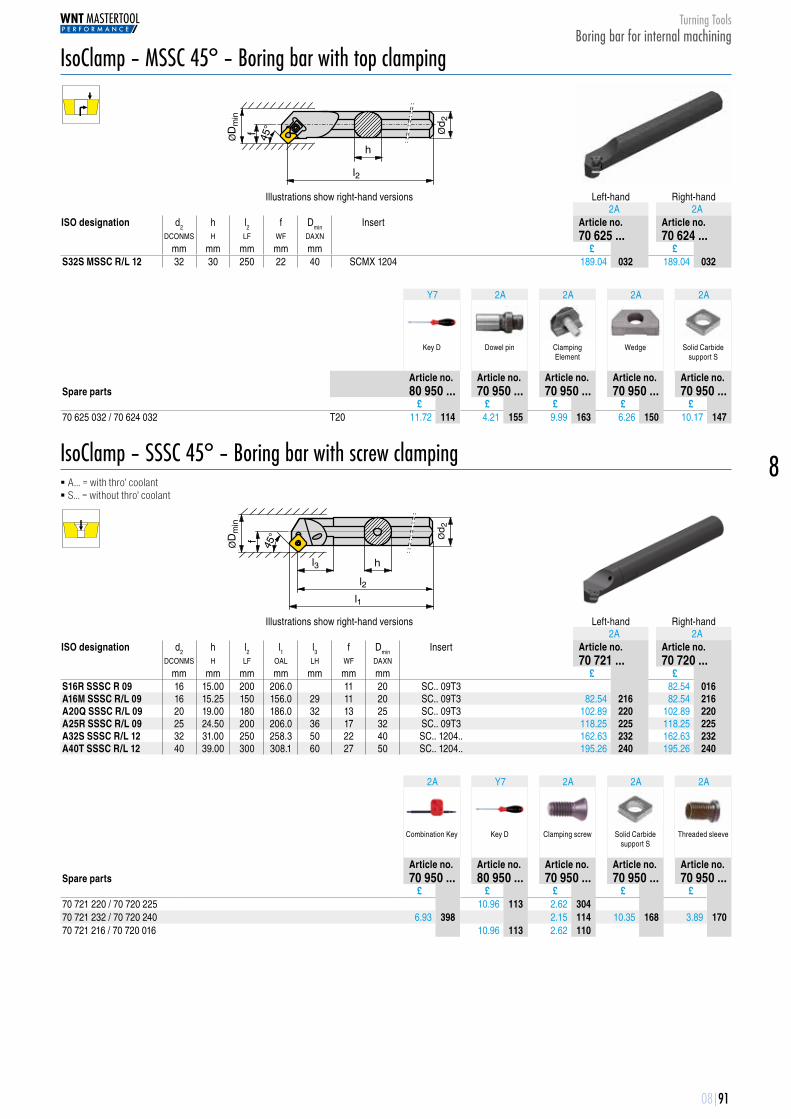
8
08|91
IsoClamp – MSSC 45° – Boring bar with top clamping
l2
h
f 45° Ød 2
ØD
min
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation d2 h l2 f Dmin Insert Article no. Article no.DCONMS H LF WF DAXN 70 625 ... 70 624 ...
mm mm mm mm mm £ £S32S MSSC R/L 12 32 30 250 22 40 SCMX 1204 189.04 70625032 189.04 70624032
Y7 2A 2A 2A 2A
Key D Dowel pin Clamping Element
Wedge Solid Carbide support S
Article no. Article no. Article no. Article no. Article no.Spare parts 80 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ... £ £ £ £ £70 625 032 / 70 624 032 T20 11.72 80950114 4.21 70950155 9.99 70950163 6.26 70950150 10.17 70950147
IsoClamp – SSSC 45° – Boring bar with screw clamping � A... = with thro' coolant � S... = without thro' coolant
l2
hl3
f 45° Ø
d 2
ØD
min
l1
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation d2 h l2 l1 l3 f Dmin Insert Article no. Article no.DCONMS H LF OAL LH WF DAXN 70 721 ... 70 720 ...
mm mm mm mm mm mm mm £ £S16R SSSC R 09 16 15.00 200 206.0 11 20 SC.. 09T3 82.54 70720016A16M SSSC R/L 09 16 15.25 150 156.0 29 11 20 SC.. 09T3 82.54 70721216 82.54 70720216A20Q SSSC R/L 09 20 19.00 180 186.0 32 13 25 SC.. 09T3 102.89 70721220 102.89 70720220A25R SSSC R/L 09 25 24.50 200 206.0 36 17 32 SC.. 09T3 118.25 70721225 118.25 70720225A32S SSSC R/L 12 32 31.00 250 258.3 50 22 40 SC.. 1204.. 162.63 70721232 162.63 70720232A40T SSSC R/L 12 40 39.00 300 308.1 60 27 50 SC.. 1204.. 195.26 70721240 195.26 70720240
2A Y7 2A 2A 2A
Combination Key Key D Clamping screw Solid Carbide support S
Threaded sleeve
Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... 70 950 ... £ £ £ £ £70 721 220 / 70 720 225 10.96 80950113 2.62 7095030470 721 232 / 70 720 240 6.93 70950398 2.15 70950114 10.35 70950168 3.89 7095017070 721 216 / 70 720 016 10.96 80950113 2.62 70950110
Turning ToolsBoring bar for internal machining
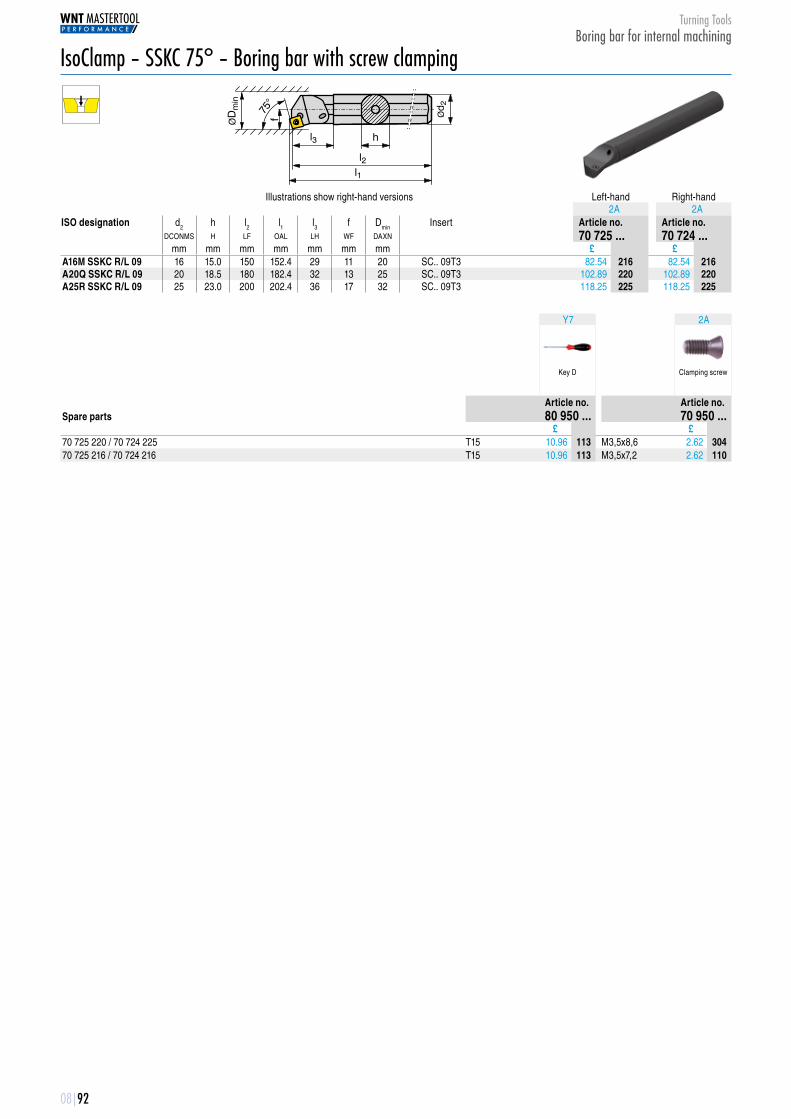
08|92
IsoClamp – SSKC 75° – Boring bar with screw clamping
l2
hl3
f75
°
Ød 2
ØD
min
l1
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation d2 h l2 l1 l3 f Dmin Insert Article no. Article no.DCONMS H LF OAL LH WF DAXN 70 725 ... 70 724 ...
mm mm mm mm mm mm mm £ £A16M SSKC R/L 09 16 15.0 150 152.4 29 11 20 SC.. 09T3 82.54 70725216 82.54 70724216A20Q SSKC R/L 09 20 18.5 180 182.4 32 13 25 SC.. 09T3 102.89 70725220 102.89 70724220A25R SSKC R/L 09 25 23.0 200 202.4 36 17 32 SC.. 09T3 118.25 70725225 118.25 70724225
Y7 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 70 950 ... £ £70 725 220 / 70 724 225 T15 10.96 80950113 M3,5x8,6 2.62 7095030470 725 216 / 70 724 216 T15 10.96 80950113 M3,5x7,2 2.62 70950110
Turning ToolsBoring bar for internal machining

8
08|93
SPMR / SPUNDesignation l s d
DC S IC
mm mm mmSPUN 0903.. 9.52 3.18 9.52SP.. 1203.. 12.70 3.18 12.70
11°
d
l s
r
SPMR / SPUNF M R
HCR 1135
HCR 1135
HCF 3110
SPMR SPUN SPUN1A 1A 1A
ISO r Article no. Article no. Article no.RE 76 208 ... 76 206 ... 70 206 ...
mm £ £ £090304EN 0.4 6.02 76208704 120304EN 0.4 8.87 76208716120308EN 0.8 8.75 76208718 7.29 76206718 7.20 70206154120308ER 0.8 9.08 76208720
Steel ● ● Stainless steel ○ ○ Cast iron ●Non ferrous metals Heat resistant alloys ○ ○
→ vc Page 143–157
Turning Toolspositive inserts SP..
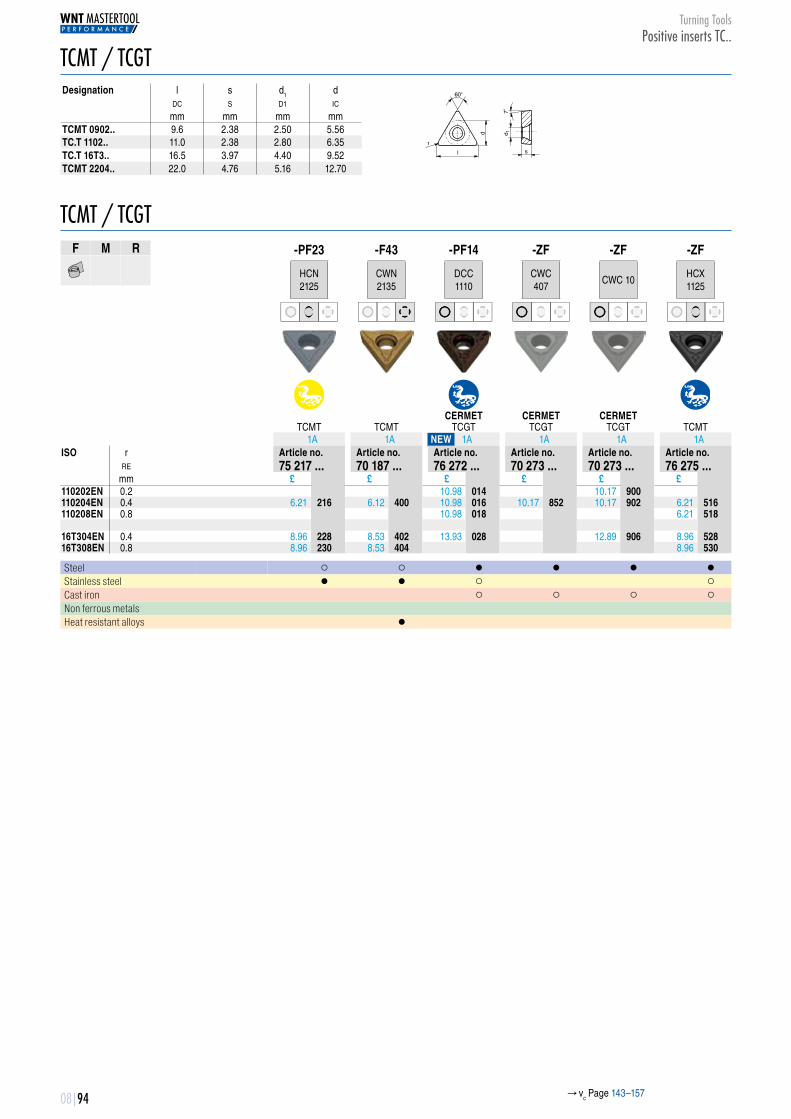
08|94
TCMT / TCGTDesignation l s d1 d
DC S D1 IC
mm mm mm mmTCMT 0902.. 9.6 2.38 2.50 5.56TC.T 1102.. 11.0 2.38 2.80 6.35TC.T 16T3.. 16.5 3.97 4.40 9.52TCMT 2204.. 22.0 4.76 5.16 12.70
d
l s
7°
r
60°
d 1
TCMT / TCGTF M R
-PF23 -F43 -PF14 -ZF -ZF -ZF
HCN 2125
CWN 2135
DCC 1110
CWC 407 CWC 10 HCX
1125
CERMET CERMET CERMETTCMT TCMT TCGT TCGT TCGT TCMT
1A 1A NEW 1A 1A 1A 1AISO r Article no. Article no. Article no. Article no. Article no. Article no.
RE 75 217 ... 70 187 ... 76 272 ... 70 273 ... 70 273 ... 76 275 ...mm £ £ £ £ £ £
110202EN 0.2 10.98 76272014 10.17 70273900110204EN 0.4 6.21 75217216 6.12 70187400 10.98 76272016 10.17 70273852 10.17 70273902 6.21 76275516110208EN 0.8 10.98 76272018 6.21 76275518 16T304EN 0.4 8.96 75217228 8.53 70187402 13.93 76272028 12.89 70273906 8.96 7627552816T308EN 0.8 8.96 75217230 8.53 70187404 8.96 76275530
Steel ○ ○ ● ● ● ●Stainless steel ● ● ○ ○Cast iron ○ ○ ○ ○Non ferrous metals Heat resistant alloys ●
→ vc Page 143–157
Turning ToolsPositive inserts TC..

8
08|95
TCMTF M R
-PF15 -SMF -SMF -SMF -PF26
DCC 1110 CWC 10 HCX
1115HCR 1135
HCN 2125
CERMET CERMETTCMT TCMT TCMT TCMT TCMT
NEW 1A 1A 1A 1A 1AISO r Article no. Article no. Article no. Article no. Article no.
RE 76 266 ... 70 284 ... 76 284 ... 76 284 ... 75 218 ...mm £ £ £ £ £
090204EN 0.4 6.21 75218204 110204EN 0.4 6.25 76266016 5.90 70284902 6.21 75218216110208EN 0.8 6.21 76284318 6.21 76284718 16T304EN 0.4 8.96 7628432816T308EN 0.8 8.68 76266030 8.96 76284330 8.96 75218230
Steel ● ● ● ● ○Stainless steel ○ ○ ○ ●Cast iron ○ ○ ○ Non ferrous metals Heat resistant alloys ○
TCMT / TCGTF M R
-ZM -ZM -ZM -ZM -ZM -ZM -ZM
HCX 1115
HCX 1125
HCR 1135
HCR 1135
CWN 2135
HCF 3110
HCF 3120
TCMT TCMT TCGT TCMT TCMT TCMT TCMT1A 1A 1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no. Article no.RE 76 274 ... 76 274 ... 76 270 ... 76 274 ... 70 274 ... 70 274 ... 70 274 ...
mm £ £ £ £ £ £ £090204EN 0.4 6.21 76274504 6.21 76274704 6.12 70274398 110202EN 0.2 10.98 76270714110204EN 0.4 6.21 76274316 6.21 76274516 6.21 76274716 6.12 70274402 6.12 70274102110208EN 0.8 6.21 76274318 6.21 76274718 6.12 70274104 16T304EN 0.4 8.96 76274328 8.96 76274528 8.96 7627472816T308EN 0.8 8.96 76274330 8.96 76274530 8.96 76274730 8.53 70274396 8.53 70274108 8.53 7027453016T312EN 1.2 8.53 70274532 220408EN 0.8 12.89 76274542 12.89 76274742
Steel ● ● ● ● ○ ○Stainless steel ○ ○ ○ ○ ● Cast iron ○ ○ ● ●Non ferrous metals Heat resistant alloys ○ ○ ●
→ vc Page 143–157
Turning ToolsPositive inserts TC..
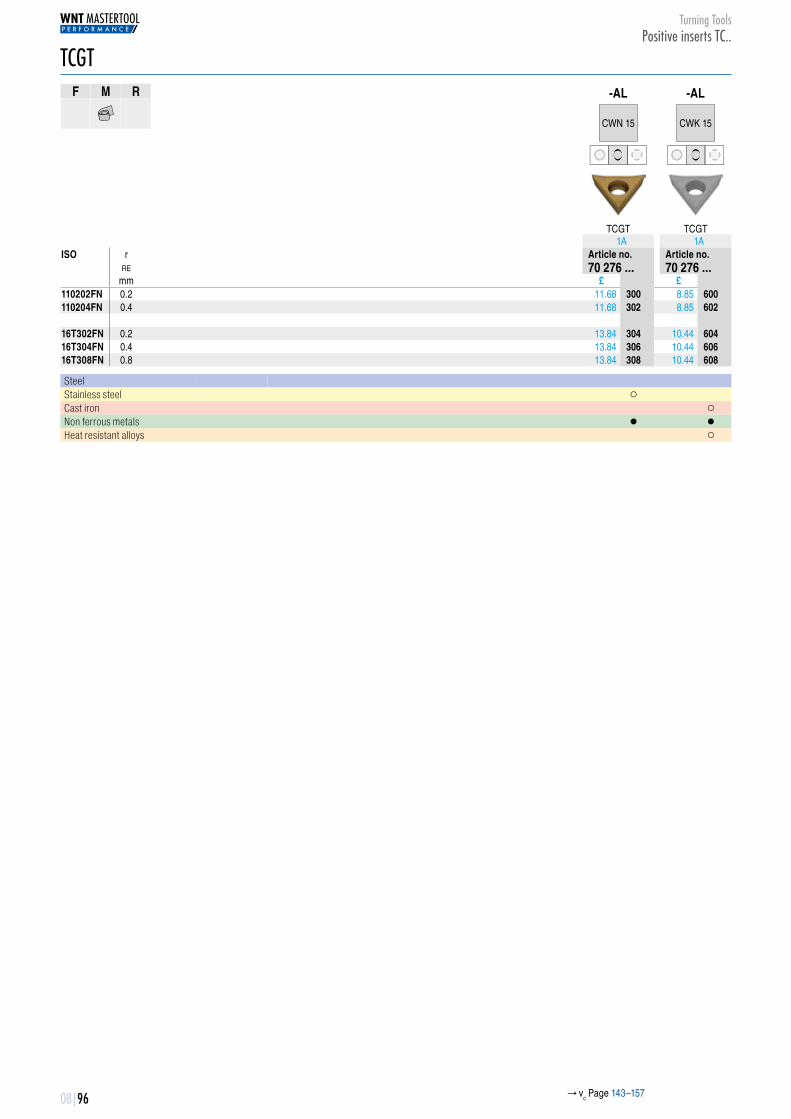
08|96
TCGTF M R
-AL -AL
CWN 15 CWK 15
TCGT TCGT1A 1A
ISO r Article no. Article no.RE 70 276 ... 70 276 ...
mm £ £110202FN 0.2 11.68 70276300 8.85 70276600110204FN 0.4 11.68 70276302 8.85 70276602 16T302FN 0.2 13.84 70276304 10.44 7027660416T304FN 0.4 13.84 70276306 10.44 7027660616T308FN 0.8 13.84 70276308 10.44 70276608
Steel Stainless steel ○ Cast iron ○Non ferrous metals ● ●Heat resistant alloys ○
→ vc Page 143–157
Turning ToolsPositive inserts TC..
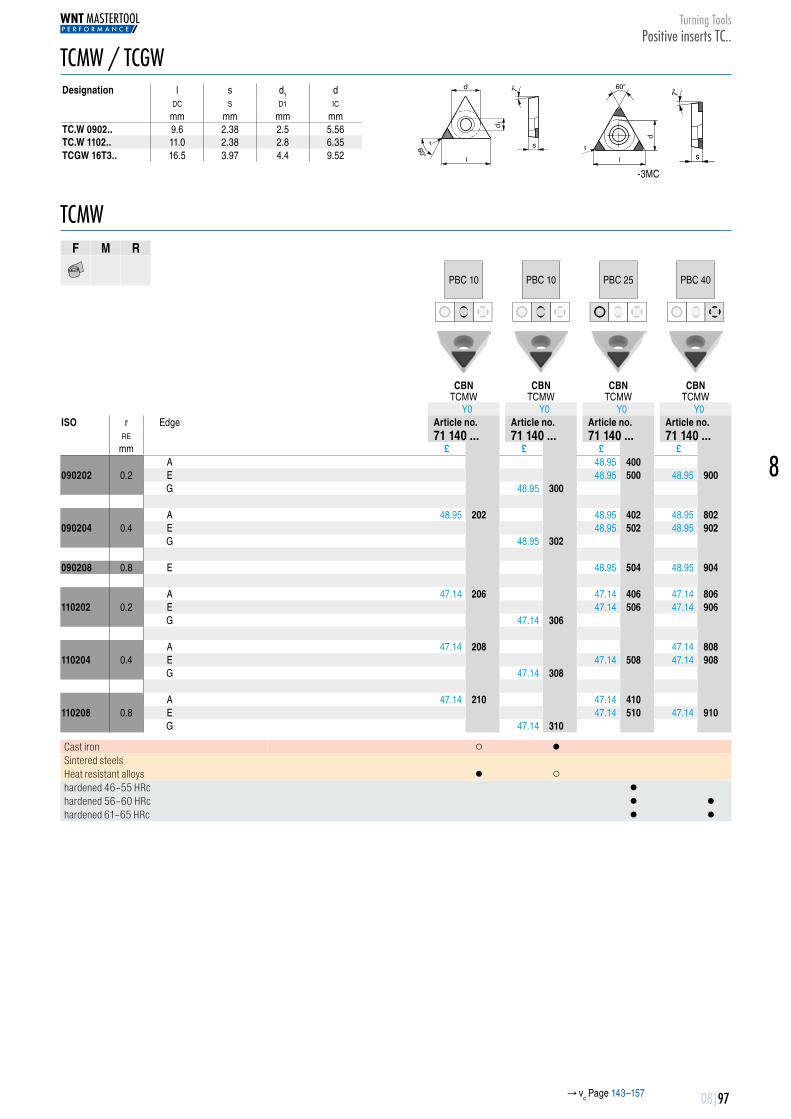
8
08|97
TCMW / TCGWDesignation l s d1 d
DC S D1 IC
mm mm mm mmTC.W 0902.. 9.6 2.38 2.5 5.56TC.W 1102.. 11.0 2.38 2.8 6.35TCGW 16T3.. 16.5 3.97 4.4 9.52
d 1
l
sr60°
d 7°
s
7°
d
r
l
60°
-3MC
TCMWF M R
PBC 10 PBC 10 PBC 25 PBC 40
CBN CBN CBN CBNTCMW TCMW TCMW TCMW
Y0 Y0 Y0 Y0ISO r Edge Article no. Article no. Article no. Article no.
RE 71 140 ... 71 140 ... 71 140 ... 71 140 ...mm £ £ £ £
090202 0.2A 48.95 71140400E 48.95 71140500 48.95 71140900G 48.95 71140300
090204 0.4A 48.95 71140202 48.95 71140402 48.95 71140802E 48.95 71140502 48.95 71140902G 48.95 71140302
090208 0.8 E 48.95 71140504 48.95 71140904
110202 0.2A 47.14 71140206 47.14 71140406 47.14 71140806E 47.14 71140506 47.14 71140906G 47.14 71140306
110204 0.4A 47.14 71140208 47.14 71140808E 47.14 71140508 47.14 71140908G 47.14 71140308
110208 0.8A 47.14 71140210 47.14 71140410E 47.14 71140510 47.14 71140910G 47.14 71140310
Cast iron ○ ● Sintered steels Heat resistant alloys ● ○ hardened 46–55 HRc ● hardened 56–60 HRc ● ●hardened 61–65 HRc ● ●
→ vc Page 143–157
Turning ToolsPositive inserts TC..
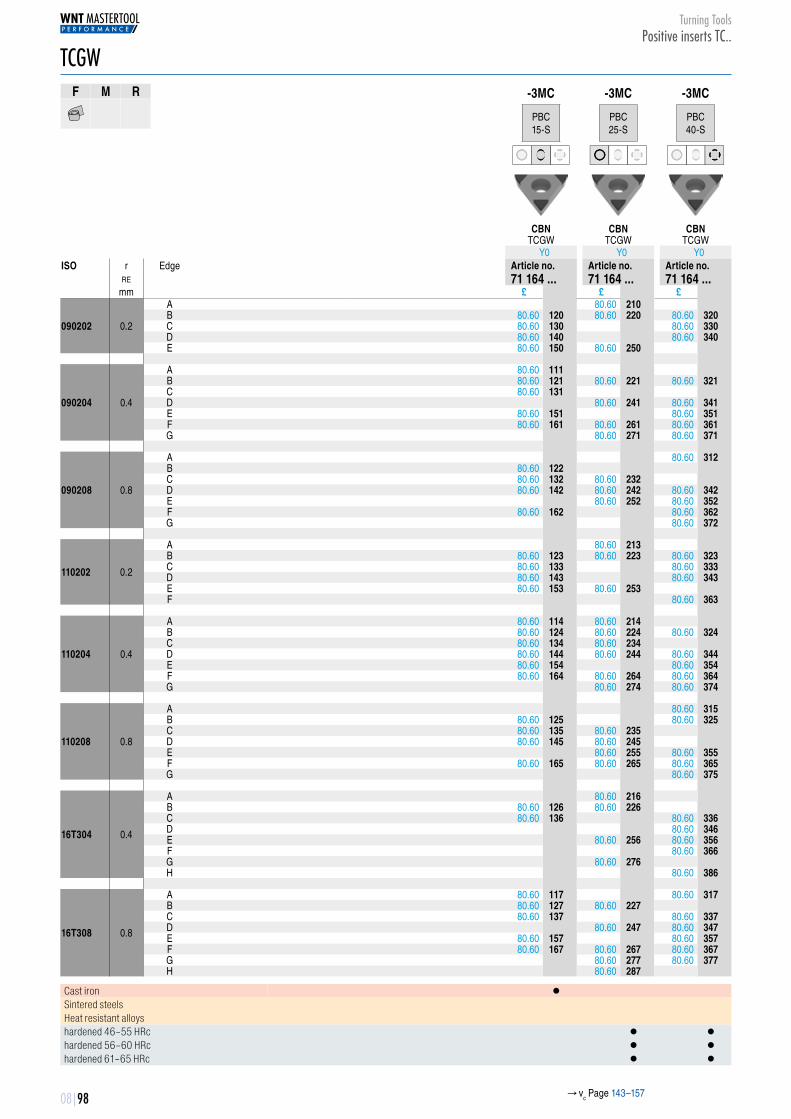
08|98
TCGWF M R
-3MC -3MC -3MC
PBC 15-S
PBC 25-S
PBC 40-S
CBN CBN CBNTCGW TCGW TCGW
Y0 Y0 Y0ISO r Edge Article no. Article no. Article no.
RE 71 164 ... 71 164 ... 71 164 ...mm £ £ £
090202 0.2
A 80.60 71164210B 80.60 71164120 80.60 71164220 80.60 71164320C 80.60 71164130 80.60 71164330D 80.60 71164140 80.60 71164340E 80.60 71164150 80.60 71164250
090204 0.4
A 80.60 71164111B 80.60 71164121 80.60 71164221 80.60 71164321C 80.60 71164131D 80.60 71164241 80.60 71164341E 80.60 71164151 80.60 71164351F 80.60 71164161 80.60 71164261 80.60 71164361G 80.60 71164271 80.60 71164371
090208 0.8
A 80.60 71164312B 80.60 71164122C 80.60 71164132 80.60 71164232D 80.60 71164142 80.60 71164242 80.60 71164342E 80.60 71164252 80.60 71164352F 80.60 71164162 80.60 71164362G 80.60 71164372
110202 0.2
A 80.60 71164213B 80.60 71164123 80.60 71164223 80.60 71164323C 80.60 71164133 80.60 71164333D 80.60 71164143 80.60 71164343E 80.60 71164153 80.60 71164253F 80.60 71164363
110204 0.4
A 80.60 71164114 80.60 71164214B 80.60 71164124 80.60 71164224 80.60 71164324C 80.60 71164134 80.60 71164234D 80.60 71164144 80.60 71164244 80.60 71164344E 80.60 71164154 80.60 71164354F 80.60 71164164 80.60 71164264 80.60 71164364G 80.60 71164274 80.60 71164374
110208 0.8
A 80.60 71164315B 80.60 71164125 80.60 71164325C 80.60 71164135 80.60 71164235D 80.60 71164145 80.60 71164245E 80.60 71164255 80.60 71164355F 80.60 71164165 80.60 71164265 80.60 71164365G 80.60 71164375
16T304 0.4
A 80.60 71164216B 80.60 71164126 80.60 71164226C 80.60 71164136 80.60 71164336D 80.60 71164346E 80.60 71164256 80.60 71164356F 80.60 71164366G 80.60 71164276H 80.60 71164386
16T308 0.8
A 80.60 71164117 80.60 71164317B 80.60 71164127 80.60 71164227C 80.60 71164137 80.60 71164337D 80.60 71164247 80.60 71164347E 80.60 71164157 80.60 71164357F 80.60 71164167 80.60 71164267 80.60 71164367G 80.60 71164277 80.60 71164377H 80.60 71164287
Cast iron ● Sintered steels Heat resistant alloys hardened 46–55 HRc ● ●hardened 56–60 HRc ● ●hardened 61–65 HRc ● ●
→ vc Page 143–157
Turning ToolsPositive inserts TC..

8
08|99
TCMW / TCGTDesignation l s d1 d
DC S D1 IC
mm mm mm mmTC.. 0902.. 9.6 2.38 2.5 5.56TC.. 1102.. 11.0 2.38 2.8 6.35TC.. 16T3.. 16.5 3.97 4.4 9.52
d 1
l
sr60°
d 7°
TCMW / TCGTF M R
-CB1
PDC PDC
DIAMOND DIAMONDTCMW TCGT
Y0 Y0ISO r Article no. Article no.
RE 71 140 ... 71 325 ...mm £ £
090202 0.2 71.18 71140100 78.91 71325112090204 0.4 71.18 71140102 78.91 71325114090208 0.8 71.18 71140104 110202 0.2 68.02 71140106 82.29 71325122110204 0.4 68.02 71140108 82.29 71325124110208 0.8 68.02 71140110 16T304 0.4 71.18 71140112 82.37 7132513416T308 0.8 71.18 71140114
Steel Stainless steel Cast iron Non ferrous metals ● ●Heat resistant alloys
TCGTF M R
-CB2
PDC-S
DIAMONDTCGT
Y0ISO r Article no.
RE 71 326 ...mm £
090202 0.2 78.91 71326212090204 0.4 78.91 71326214 110202 0.2 82.29 71326222110204 0.4 82.29 71326224 16T304 0.4 82.37 71326234
Steel Stainless steel Cast iron Non ferrous metals ●Heat resistant alloys ○
→ vc Page 143–157
Turning ToolsPositive inserts TC..

08|100
IsoClamp – STGC 90° – Toolholder with screw clamping
l1
h
bf
l390
°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 677 ... 70 676 ...
mm mm mm mm mm £ £STGC R/L 1010 E09 10 10 70 12 12 TC.. 0902 54.04 70677010 54.04 70676010STGC R/L 1212 F11 12 12 80 15 16 TC.. 1102 54.04 70677012 54.04 70676012STGC R/L 1616 H16 16 16 100 22 20 TC.. 16T3 66.93 70677016 66.93 70676016STGC R/L 2020 K16 20 20 125 22 25 TC.. 16T3 71.14 70677020 71.14 70676020STGC R/L 2525 M16 25 25 150 22 32 TC.. 16T3 73.60 70677025 73.60 70676025
2A Y7 2A 2A 2A
Combination Key Key D Clamping screw Solid Carbide Seat T
Threaded sleeve
Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £70 677 010 / 70 676 010 9.20 80950109 2.15 7095011170 677 012 / 70 676 012 9.20 80950110 2.12 7095011270 677 016 / 70 676 016 6.93 70950398 2.62 70950113 6.49 70950169 3.89 7095017170 677 020 / 70 676 020 6.93 70950398 2.62 70950113 6.49 70950169 3.89 7095017170 677 025 / 70 676 025 6.93 70950398 2.62 70950113 6.49 70950169 3.89 70950171
IsoClamp – STAC 90° – Toolholder with screw clamping
l1
h
bf
l3
90°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 769 ... 70 768 ...
mm mm mm mm mm £ £STAC R/L 1010 K09 10 10 125 12 10 TC.. 0902 54.04 70769010 54.04 70768010STAC R/L 1212 K11 12 12 125 15 12 TC.. 1102 60.44 70769012 60.44 70768012STAC R 1414 K11 14 14 125 15 14 TC.. 1102 60.44 70768014
Y7 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 70 950 ...For Article no. £ £70 769 010 / 70 768 010 T07 9.20 80950109 M2,2x5 2.15 7095011170 769 012 / 70 768 012 T08 9.20 80950110 M2,5x6 2.12 7095011270 768 014 T08 9.20 80950110 M2,5x6 2.12 70950112
Turning ToolsToolholder for external machining

8
08|101
IsoClamp – STFC 90° – Toolholder with screw clamping
l1
h
b
l3
90°f
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 673 ... 70 672 ...
mm mm mm mm mm £ £STFC R/L 1212 F11 12 12 80 15 16 TC.. 1102 54.04 70673012 54.04 70672012STFC R/L 1616 H16 16 16 100 20 20 TC.. 16T3 66.93 70673016 66.93 70672016STFC R/L 2020 K16 20 20 125 20 25 TC.. 16T3 71.14 70673020 71.14 70672020STFC R/L 2525 M16 25 25 150 20 32 TC.. 16T3 73.60 70673025 73.60 70672025
2A Y7 2A 2A 2A
Combination Key Key D Clamping screw Solid Carbide Seat T
Threaded sleeve
Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £70 673 012 / 70 672 012 9.20 80950110 2.12 7095011270 673 016 / 70 672 016 6.93 70950398 2.62 70950113 6.49 70950169 3.89 7095017170 673 020 / 70 672 020 6.93 70950398 2.62 70950113 6.49 70950169 3.89 7095017170 673 025 / 70 672 025 6.93 70950398 2.62 70950113 6.49 70950169 3.89 70950171
IsoClamp – STCC 90° – Toolholder with screw clamping
l1
h
b
l3
90°
Neutral2A
ISO designation h b l1 l3 Insert Article no.H B OAL LH 70 782 ...
mm mm mm mm £STCC N 0808 K09 8 8 125 11 TC.. 0902 50.96 70782008STCC N 1010 K11 10 10 125 15 TC.. 1102 54.04 70782010STCC N 1212 K11 12 12 125 15 TC.. 1102 60.44 70782012STCC N 1414 K11 14 14 125 21 TC.. 1102 60.44 70782014STCC N 1616 K11 16 16 125 24 TC.. 1102 66.93 70782016
Y7 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 70 950 ...For Article no. £ £70 782 008 T07 9.20 80950109 M2,2x5 2.15 7095011170 782 010 T08 9.20 80950110 M2,5x6 2.12 7095011270 782 012 T08 9.20 80950110 M2,5x6 2.12 7095011270 782 014 T08 9.20 80950110 M2,5x6 2.12 7095011270 782 016 T08 9.20 80950110 M2,5x6 2.12 70950112
Turning ToolsToolholder for external machining
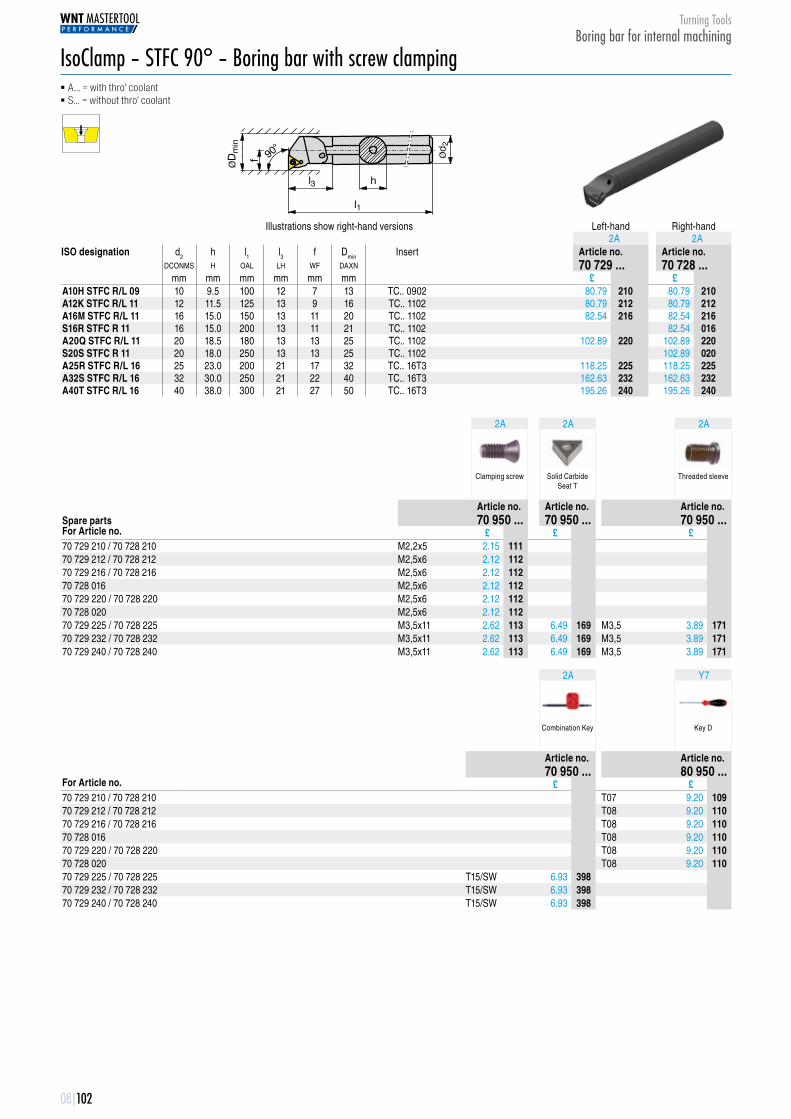
08|102
IsoClamp – STFC 90° – Boring bar with screw clamping � A... = with thro' coolant � S... = without thro' coolant
Ød 2
l1
hl3
f 90°
ØD
min
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation d2 h l1 l3 f Dmin Insert Article no. Article no.DCONMS H OAL LH WF DAXN 70 729 ... 70 728 ...
mm mm mm mm mm mm £ £A10H STFC R/L 09 10 9.5 100 12 7 13 TC.. 0902 80.79 70729210 80.79 70728210A12K STFC R/L 11 12 11.5 125 13 9 16 TC.. 1102 80.79 70729212 80.79 70728212A16M STFC R/L 11 16 15.0 150 13 11 20 TC.. 1102 82.54 70729216 82.54 70728216S16R STFC R 11 16 15.0 200 13 11 21 TC.. 1102 82.54 70728016A20Q STFC R/L 11 20 18.5 180 13 13 25 TC.. 1102 102.89 70729220 102.89 70728220S20S STFC R 11 20 18.0 250 13 13 25 TC.. 1102 102.89 70728020A25R STFC R/L 16 25 23.0 200 21 17 32 TC.. 16T3 118.25 70729225 118.25 70728225A32S STFC R/L 16 32 30.0 250 21 22 40 TC.. 16T3 162.63 70729232 162.63 70728232A40T STFC R/L 16 40 38.0 300 21 27 50 TC.. 16T3 195.26 70729240 195.26 70728240
2A 2A 2A
Clamping screw Solid Carbide Seat T
Threaded sleeve
Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £70 729 210 / 70 728 210 M2,2x5 2.15 7095011170 729 212 / 70 728 212 M2,5x6 2.12 7095011270 729 216 / 70 728 216 M2,5x6 2.12 7095011270 728 016 M2,5x6 2.12 7095011270 729 220 / 70 728 220 M2,5x6 2.12 7095011270 728 020 M2,5x6 2.12 7095011270 729 225 / 70 728 225 M3,5x11 2.62 70950113 6.49 70950169 M3,5 3.89 7095017170 729 232 / 70 728 232 M3,5x11 2.62 70950113 6.49 70950169 M3,5 3.89 7095017170 729 240 / 70 728 240 M3,5x11 2.62 70950113 6.49 70950169 M3,5 3.89 70950171
2A Y7
Combination Key Key D
Article no. Article no.70 950 ... 80 950 ...
For Article no. £ £70 729 210 / 70 728 210 T07 9.20 8095010970 729 212 / 70 728 212 T08 9.20 8095011070 729 216 / 70 728 216 T08 9.20 8095011070 728 016 T08 9.20 8095011070 729 220 / 70 728 220 T08 9.20 8095011070 728 020 T08 9.20 8095011070 729 225 / 70 728 225 T15/SW 6.93 7095039870 729 232 / 70 728 232 T15/SW 6.93 7095039870 729 240 / 70 728 240 T15/SW 6.93 70950398
Turning ToolsBoring bar for internal machining
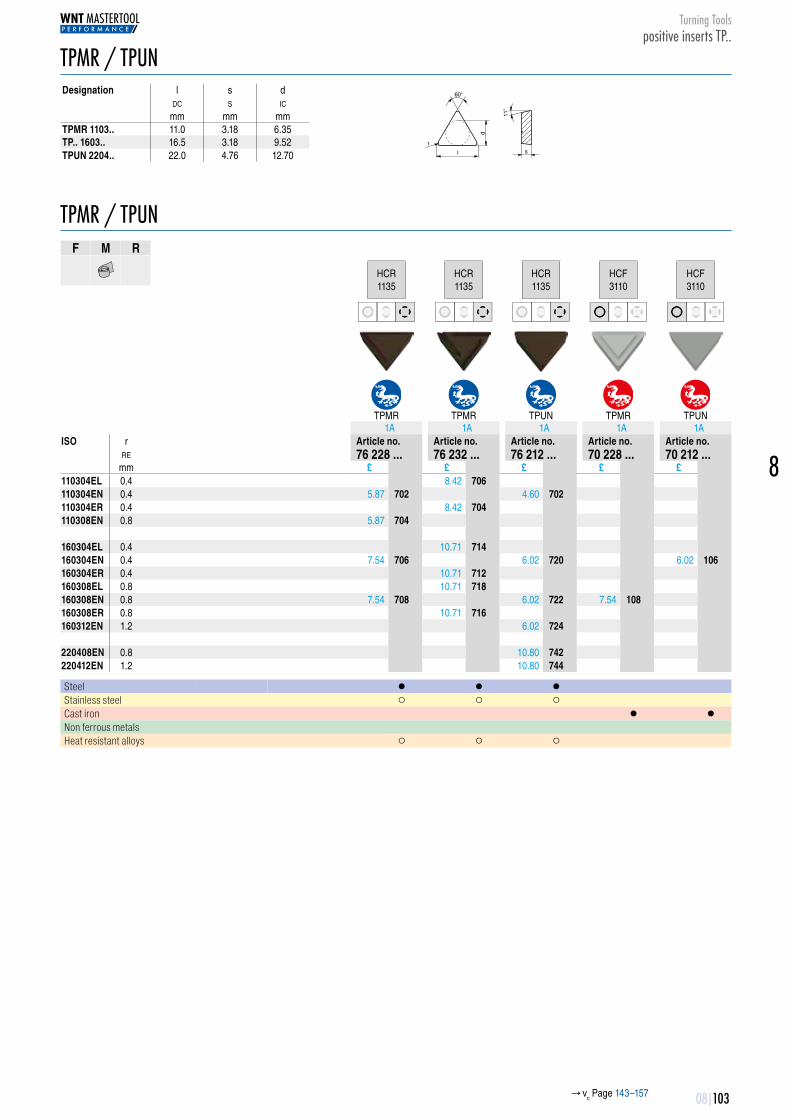
8
08|103
TPMR / TPUNDesignation l s d
DC S IC
mm mm mmTPMR 1103.. 11.0 3.18 6.35TP.. 1603.. 16.5 3.18 9.52TPUN 2204.. 22.0 4.76 12.70
d
l s
11°
r
60°
TPMR / TPUNF M R
HCR 1135
HCR 1135
HCR 1135
HCF 3110
HCF 3110
TPMR TPMR TPUN TPMR TPUN1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no.RE 76 228 ... 76 232 ... 76 212 ... 70 228 ... 70 212 ...
mm £ £ £ £ £110304EL 0.4 8.42 76232706110304EN 0.4 5.87 76228702 4.60 76212702110304ER 0.4 8.42 76232704110308EN 0.8 5.87 76228704 160304EL 0.4 10.71 76232714160304EN 0.4 7.54 76228706 6.02 76212720 6.02 70212106160304ER 0.4 10.71 76232712160308EL 0.8 10.71 76232718160308EN 0.8 7.54 76228708 6.02 76212722 7.54 70228108160308ER 0.8 10.71 76232716160312EN 1.2 6.02 76212724 220408EN 0.8 10.80 76212742220412EN 1.2 10.80 76212744
Steel ● ● ● Stainless steel ○ ○ ○ Cast iron ● ●Non ferrous metals Heat resistant alloys ○ ○ ○
Turning Toolspositive inserts TP..
→ vc Page 143–157
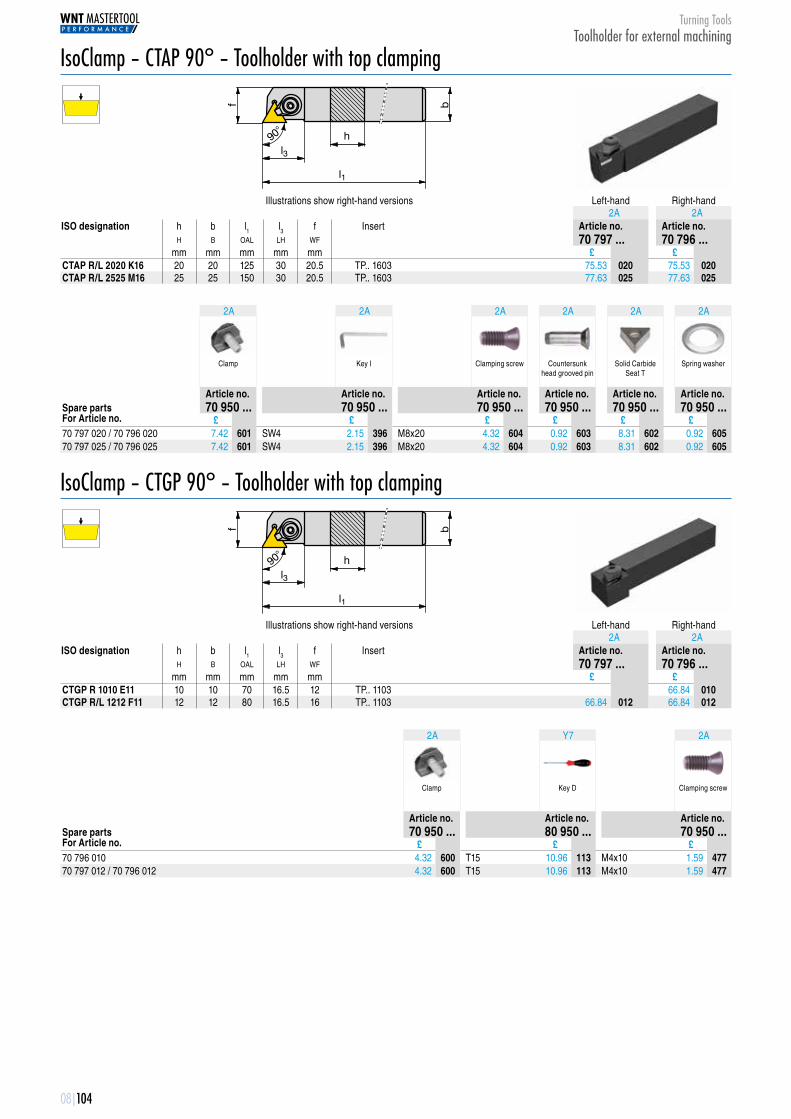
08|104
IsoClamp – CTAP 90° – Toolholder with top clamping
l1
h
f
l3
b
90°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 797 ... 70 796 ...
mm mm mm mm mm £ £CTAP R/L 2020 K16 20 20 125 30 20.5 TP.. 1603 75.53 70797020 75.53 70796020CTAP R/L 2525 M16 25 25 150 30 20.5 TP.. 1603 77.63 70797025 77.63 70796025
2A 2A 2A 2A 2A 2A
Clamp Key I Clamping screw Countersunk head grooved pin
Solid Carbide Seat T
Spring washer
Article no. Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £ £70 797 020 / 70 796 020 7.42 70950601 SW4 2.15 70950396 M8x20 4.32 70950604 0.92 70950603 8.31 70950602 0.92 7095060570 797 025 / 70 796 025 7.42 70950601 SW4 2.15 70950396 M8x20 4.32 70950604 0.92 70950603 8.31 70950602 0.92 70950605
IsoClamp – CTGP 90° – Toolholder with top clamping
l1
h
f
l3
b
90°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 797 ... 70 796 ...
mm mm mm mm mm £ £CTGP R 1010 E11 10 10 70 16.5 12 TP.. 1103 66.84 70796010CTGP R/L 1212 F11 12 12 80 16.5 16 TP.. 1103 66.84 70797012 66.84 70796012
2A Y7 2A
Clamp Key D Clamping screw
Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ...For Article no. £ £ £70 796 010 4.32 70950600 T15 10.96 80950113 M4x10 1.59 7095047770 797 012 / 70 796 012 4.32 70950600 T15 10.96 80950113 M4x10 1.59 70950477
Turning ToolsToolholder for external machining

8
08|105
IsoClamp – CTFP 90° – Boring bar with top clamping
l1
f
hl3
90° Ø
d 2
ØD
min
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation d2 h l1 l3 f Dmin Insert Article no. Article no.DCONMS H OAL LH WF DAXN 70 795 ... 70 794 ...
mm mm mm mm mm mm £ £S12Q CTFP R/L 11 12 11.0 180 15 9 16 TP.. 1103 89.56 70795012 89.56 70794012S16R CTFP R/L 11 16 14.5 200 15 11 20 TP.. 1103 89.56 70795016 89.56 70794016S20S CTFP R/L 11 20 18.0 250 15 13 25 TP.. 1103 109.21 70795020 109.21 70794020S25T CTFP R/L 16 25 23.0 300 20 17 32 TP.. 1603 128.95 70795025 128.95 70794025S32U CTFP R/L 16 32 30.0 350 20 22 40 TP.. 1603 174.82 70795032 174.82 70794032
2A Y7 2A 2A 2A
Clamp Key D Clamping screw Countersunk head grooved pin
Solid Carbide Seat T
Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... 70 950 ... £ £ £ £ £70 795 025 / 70 794 032 7.29 70950606 T20 11.72 80950114 M6x16,2 4.32 70950596 0.92 70950603 8.31 7095060270 795 012 / 70 794 020 4.32 70950600 T15 10.96 80950113 M4x10 1.59 70950477
Turning ToolsBoring bar for internal machining

08|106
VCGT / VCMTDesignation l s d1 d
DC S D1 IC
mm mm mm mmVC.T 1103.. 11.1 3.18 2.9 6.35VC.T 1604.. 16.6 4.76 4.4 9.52VCGT 2205.. 22.1 5.56 5.5 12.70
l s
7°
d
35°
d 1
VCGT / VCMTF M R
-F23 -PF23 -PF14 -ZF -ZF -ZF -ZF
CCN 2120
HCN 2125
DCC 1110
CWC 407 CWC 10 HCX
1115HCX 1115
CERMET CERMET CERMETVCGT VCMT VCGT VCGT VCGT VCGT VCMT
1A 1A NEW 1A 1A 1A 1A 1AISO r Article no. Article no. Article no. Article no. Article no. Article no. Article no.
RE 70 193 ... 75 219 ... 76 276 ... 70 277 ... 70 277 ... 76 277 ... 76 279 ...mm £ £ £ £ £ £ £
110300FN 0.0 12.98 70193600110301EN 0.1 12.44 70277892110301FN 0.1 12.98 70193602110302EN 0.2 13.62 76276014 12.44 70277844 12.44 70277894 12.98 76277314110304EN 0.4 13.62 76276016 12.44 70277846 12.44 70277896 12.98 76277316110308EN 0.8 12.98 76277318 160401FN 0.1 16.61 70193606160404EN 0.4 12.98 75219228 16.25 76276028 15.71 70277850 15.71 70277900 12.98 76279328160408EN 0.8 16.25 76276030 15.71 70277852 15.71 70277902 12.98 76279330
Steel ○ ● ● ● ● ●Stainless steel ● ● ○ ○ ○Cast iron ○ ○ ○ ○ ○ ○Non ferrous metals ○ Heat resistant alloys ●
→ vc Page 143–157
Turning ToolsPositive inserts VC..
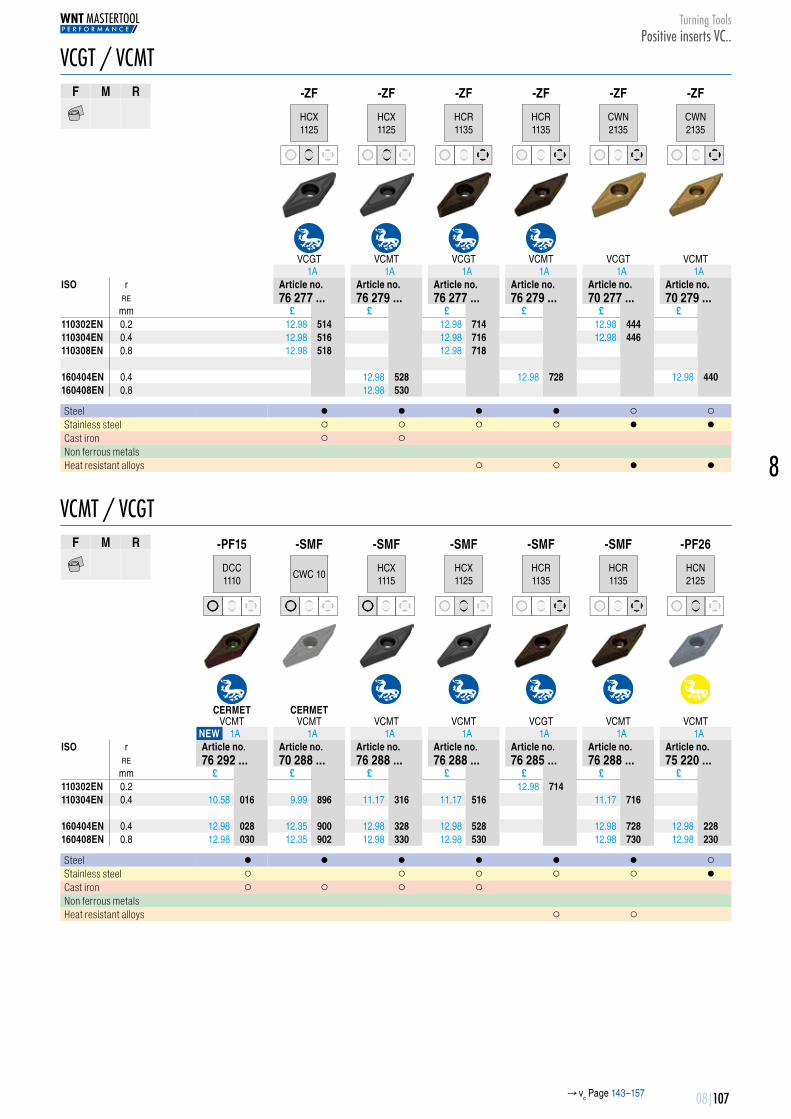
8
08|107
VCGT / VCMTF M R
-ZF -ZF -ZF -ZF -ZF -ZF
HCX 1125
HCX 1125
HCR 1135
HCR 1135
CWN 2135
CWN 2135
VCGT VCMT VCGT VCMT VCGT VCMT1A 1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no.RE 76 277 ... 76 279 ... 76 277 ... 76 279 ... 70 277 ... 70 279 ...
mm £ £ £ £ £ £110302EN 0.2 12.98 76277514 12.98 76277714 12.98 70277444110304EN 0.4 12.98 76277516 12.98 76277716 12.98 70277446110308EN 0.8 12.98 76277518 12.98 76277718 160404EN 0.4 12.98 76279528 12.98 76279728 12.98 70279440160408EN 0.8 12.98 76279530
Steel ● ● ● ● ○ ○Stainless steel ○ ○ ○ ○ ● ●Cast iron ○ ○ Non ferrous metals Heat resistant alloys ○ ○ ● ●
VCMT / VCGTF M R
-PF15 -SMF -SMF -SMF -SMF -SMF -PF26
DCC 1110 CWC 10 HCX
1115HCX 1125
HCR 1135
HCR 1135
HCN 2125
CERMET CERMETVCMT VCMT VCMT VCMT VCGT VCMT VCMT
NEW 1A 1A 1A 1A 1A 1A 1AISO r Article no. Article no. Article no. Article no. Article no. Article no. Article no.
RE 76 292 ... 70 288 ... 76 288 ... 76 288 ... 76 285 ... 76 288 ... 75 220 ...mm £ £ £ £ £ £ £
110302EN 0.2 12.98 76285714110304EN 0.4 10.58 76292016 9.99 70288896 11.17 76288316 11.17 76288516 11.17 76288716 160404EN 0.4 12.98 76292028 12.35 70288900 12.98 76288328 12.98 76288528 12.98 76288728 12.98 75220228160408EN 0.8 12.98 76292030 12.35 70288902 12.98 76288330 12.98 76288530 12.98 76288730 12.98 75220230
Steel ● ● ● ● ● ● ○Stainless steel ○ ○ ○ ○ ○ ●Cast iron ○ ○ ○ ○ Non ferrous metals Heat resistant alloys ○ ○
→ vc Page 143–157
Turning ToolsPositive inserts VC..
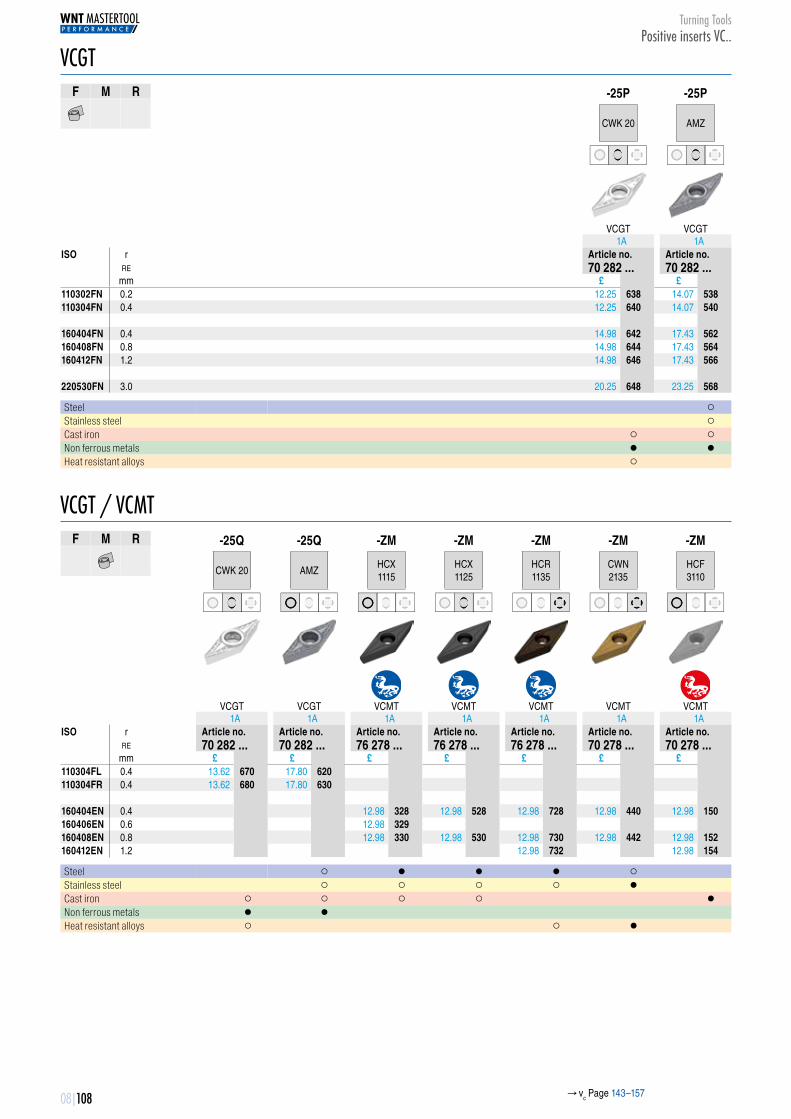
08|108
VCGTF M R
-25P -25P
CWK 20 AMZ
VCGT VCGT1A 1A
ISO r Article no. Article no.RE 70 282 ... 70 282 ...
mm £ £110302FN 0.2 12.25 70282638 14.07 70282538110304FN 0.4 12.25 70282640 14.07 70282540 160404FN 0.4 14.98 70282642 17.43 70282562160408FN 0.8 14.98 70282644 17.43 70282564160412FN 1.2 14.98 70282646 17.43 70282566 220530FN 3.0 20.25 70282648 23.25 70282568
Steel ○Stainless steel ○Cast iron ○ ○Non ferrous metals ● ●Heat resistant alloys ○
VCGT / VCMTF M R
-25Q -25Q -ZM -ZM -ZM -ZM -ZM
CWK 20 AMZ HCX 1115
HCX 1125
HCR 1135
CWN 2135
HCF 3110
VCGT VCGT VCMT VCMT VCMT VCMT VCMT1A 1A 1A 1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no. Article no. Article no. Article no.RE 70 282 ... 70 282 ... 76 278 ... 76 278 ... 76 278 ... 70 278 ... 70 278 ...
mm £ £ £ £ £ £ £110304FL 0.4 13.62 70282670 17.80 70282620110304FR 0.4 13.62 70282680 17.80 70282630 160404EN 0.4 12.98 76278328 12.98 76278528 12.98 76278728 12.98 70278440 12.98 70278150160406EN 0.6 12.98 76278329160408EN 0.8 12.98 76278330 12.98 76278530 12.98 76278730 12.98 70278442 12.98 70278152160412EN 1.2 12.98 76278732 12.98 70278154
Steel ○ ● ● ● ○ Stainless steel ○ ○ ○ ○ ● Cast iron ○ ○ ○ ○ ●Non ferrous metals ● ● Heat resistant alloys ○ ○ ●
→ vc Page 143–157
Turning ToolsPositive inserts VC..

8
08|109
VCGT / VCXTF M R
-AL -AL -AL -M81
CWN 15 CWK 15 AMZ CWN 2120
VCGT VCGT VCGT VCXT1A 1A 1A 1A
ISO r Article no. Article no. Article no. Article no.RE 70 280 ... 70 280 ... 70 280 ... 70 280 ...
mm £ £ £ £110302FN 0.2 14.78 70280306 11.71 70280606 13.71 70280456110304FN 0.4 14.78 70280308 11.71 70280608 13.71 70280458110308FN 0.8 14.78 70280310 11.71 70280610 160404FN 0.4 17.42 70280312 14.25 70280612 16.61 70280462 12.37 70280112160408FN 0.8 17.42 70280314 14.25 70280614 16.61 70280464 12.37 70280114160412FN 1.2 17.42 70280316 14.25 70280616 220530FN 3.0 19.34 70280618
Steel ○ Stainless steel ○ ○ ●Cast iron ○ ○ Non ferrous metals ● ● ● ○Heat resistant alloys ○
→ vc Page 143–157
Turning ToolsPositive inserts VC..
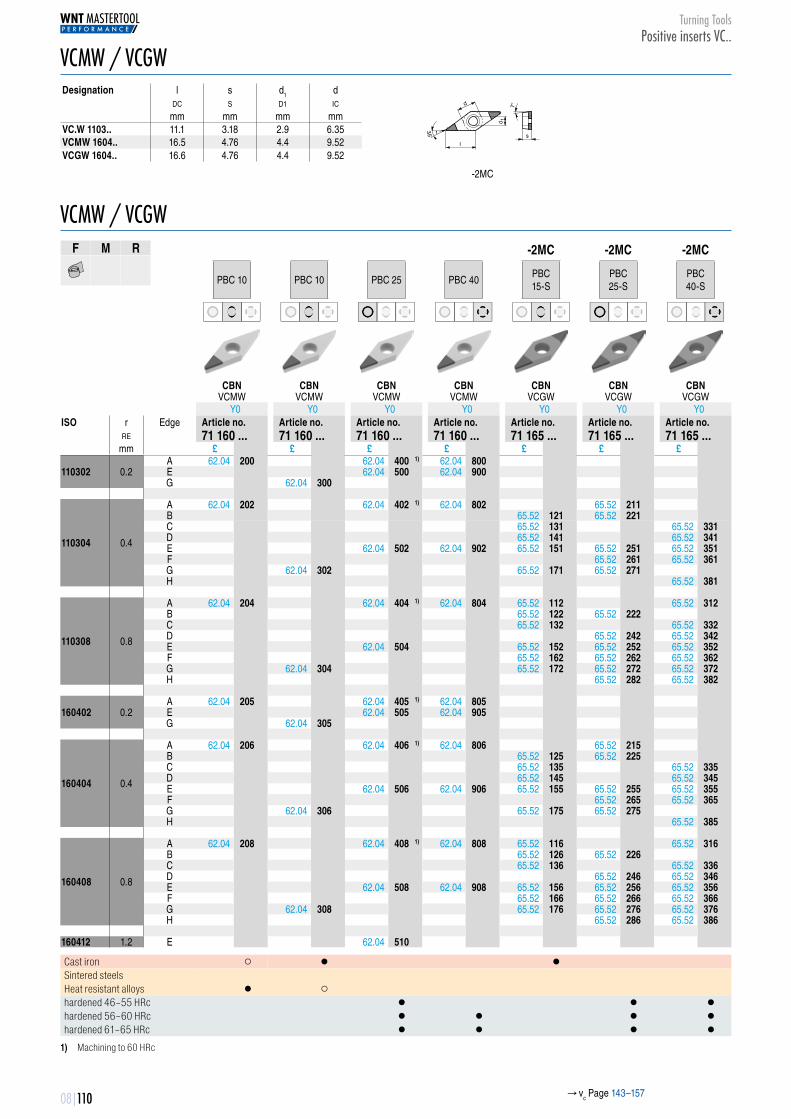
08|110
VCMW / VCGWDesignation l s d1 d
DC S D1 IC
mm mm mm mmVC.W 1103.. 11.1 3.18 2.9 6.35VCMW 1604.. 16.5 4.76 4.4 9.52VCGW 1604.. 16.6 4.76 4.4 9.52
l
sr
d 7°
d 1
35°
-2MC
VCMW / VCGWF M R
-2MC -2MC -2MC
PBC 10 PBC 10 PBC 25 PBC 40 PBC 15-S
PBC 25-S
PBC 40-S
CBN CBN CBN CBN CBN CBN CBNVCMW VCMW VCMW VCMW VCGW VCGW VCGW
Y0 Y0 Y0 Y0 Y0 Y0 Y0ISO r Edge Article no. Article no. Article no. Article no. Article no. Article no. Article no.
RE 71 160 ... 71 160 ... 71 160 ... 71 160 ... 71 165 ... 71 165 ... 71 165 ...mm £ £ £ £ £ £ £
110302 0.2A 62.04 71160200 62.04 71160400 1) 62.04 71160800E 62.04 71160500 62.04 71160900G 62.04 71160300
110304 0.4
A 62.04 71160202 62.04 71160402 1) 62.04 71160802 65.52 71165211B 65.52 71165121 65.52 71165221C 65.52 71165131 65.52 71165331D 65.52 71165141 65.52 71165341E 62.04 71160502 62.04 71160902 65.52 71165151 65.52 71165251 65.52 71165351F 65.52 71165261 65.52 71165361G 62.04 71160302 65.52 71165171 65.52 71165271H 65.52 71165381
110308 0.8
A 62.04 71160204 62.04 71160404 1) 62.04 71160804 65.52 71165112 65.52 71165312B 65.52 71165122 65.52 71165222C 65.52 71165132 65.52 71165332D 65.52 71165242 65.52 71165342E 62.04 71160504 65.52 71165152 65.52 71165252 65.52 71165352F 65.52 71165162 65.52 71165262 65.52 71165362G 62.04 71160304 65.52 71165172 65.52 71165272 65.52 71165372H 65.52 71165282 65.52 71165382
160402 0.2A 62.04 71160205 62.04 71160405 1) 62.04 71160805E 62.04 71160505 62.04 71160905G 62.04 71160305
160404 0.4
A 62.04 71160206 62.04 71160406 1) 62.04 71160806 65.52 71165215B 65.52 71165125 65.52 71165225C 65.52 71165135 65.52 71165335D 65.52 71165145 65.52 71165345E 62.04 71160506 62.04 71160906 65.52 71165155 65.52 71165255 65.52 71165355F 65.52 71165265 65.52 71165365G 62.04 71160306 65.52 71165175 65.52 71165275H 65.52 71165385
160408 0.8
A 62.04 71160208 62.04 71160408 1) 62.04 71160808 65.52 71165116 65.52 71165316B 65.52 71165126 65.52 71165226C 65.52 71165136 65.52 71165336D 65.52 71165246 65.52 71165346E 62.04 71160508 62.04 71160908 65.52 71165156 65.52 71165256 65.52 71165356F 65.52 71165166 65.52 71165266 65.52 71165366G 62.04 71160308 65.52 71165176 65.52 71165276 65.52 71165376H 65.52 71165286 65.52 71165386
160412 1.2 E 62.04 71160510
Cast iron ○ ● ● Sintered steels Heat resistant alloys ● ○ hardened 46–55 HRc ● ● ●hardened 56–60 HRc ● ● ● ●hardened 61–65 HRc ● ● ● ●
1) Machining to 60 HRc
→ vc Page 143–157
Turning ToolsPositive inserts VC..

8
08|111
VCMW / VCMT / VCMT-R / VCMT-L / VCGTDesignation l s d1 d
DC S D1 IC
mm mm mm mmVCGT 0702.. 6.9 2.38 2.2 3.97VC.. 1103.. 11.1 3.18 2.9 6.35VC.. 1604.. 16.6 4.76 4.4 9.52
l
sr
d 7°
d 1
35° 7°
l
sr
d 7°
d 1
35° 7°
VCMT-L VCMT-R
l
sr
d 7°
d 1
35°
-2MC
VCMW / VCMT / VCMT-R / VCMT-LF M R
PDC MDC PDC PDC PDC
DIAMOND DIAMOND DIAMOND DIAMOND DIAMONDVCMW VCMW VCMT VCMT-R VCMT-L
Y0 Y0 Y0 Y0 Y0ISO r Article no. Article no. Article no. Article no. Article no.
RE 71 160 ... 71 160 ... 71 062 ... 71 063 ... 71 064 ...mm £ £ £ £ £
110302 0.2 78.66 71160100 375.78 71160050 81.53 71062100110304 0.4 78.66 71160102 375.78 71160052 81.53 71062102110304 L 0.4 104.24 71064102110304 R 0.4 104.24 71063102110308 0.8 81.53 71160104 81.53 71062104110308 L 0.8 104.24 71064104110308 R 0.8 104.24 71063104 160402 0.2 83.03 71160105 89.18 71062105160404 0.4 84.69 71160106 89.18 71062106160404 L 0.4 111.90 71064106160404 R 0.4 111.90 71063106160408 0.8 89.18 71160108 89.18 71062108160408 L 0.8 111.90 71064108160408 R 0.8 111.90 71063108160412 1.2 96.58 71160110 102.68 71062110160412 L 1.2 119.30 71064110160412 R 1.2 119.30 71063110
Steel Stainless steel Cast iron Non ferrous metals ● ● ● ● ●Heat resistant alloys ○
→ vc Page 143–157
Turning ToolsPositive inserts VC..

08|112
VCGTF M R
-CB1 -CB1 -CB1
PDC PDC-S CVD
DIAMOND DIAMOND DIAMONDVCGT VCGT VCGT
Y0 Y0 Y0ISO r Article no. Article no. Article no.
RE 71 330 ... 71 330 ... 71 330 ...mm £ £ £
070202 0.2 109.87 71330102070204 0.4 109.87 71330104 110302 0.2 106.62 71330112 127.60 71330312110304 0.4 106.62 71330114 106.62 71330214 127.60 71330314 160404 0.4 115.87 71330134 115.87 71330234160408 0.8 127.60 71330138 127.60 71330238
Steel Stainless steel Cast iron Non ferrous metals ● ● ●Heat resistant alloys ○
VCGTF M R
-CB2 -CB2
PDC-S CVD
DIAMOND DIAMONDVCGT VCGT
Y0 Y0ISO r Article no. Article no.
RE 71 331 ... 71 331 ...mm £ £
110302 0.2 103.39 71331212 127.60 71331312110304 0.4 106.62 71331214 127.60 71331314 160404 0.4 115.87 71331234 127.63 71331334160408 0.8 127.60 71331238 142.16 71331338160412 1.2 135.68 71331242
Steel Stainless steel Cast iron Non ferrous metals ● ●Heat resistant alloys ○
→ vc Page 143–157
Turning ToolsPositive inserts VC..
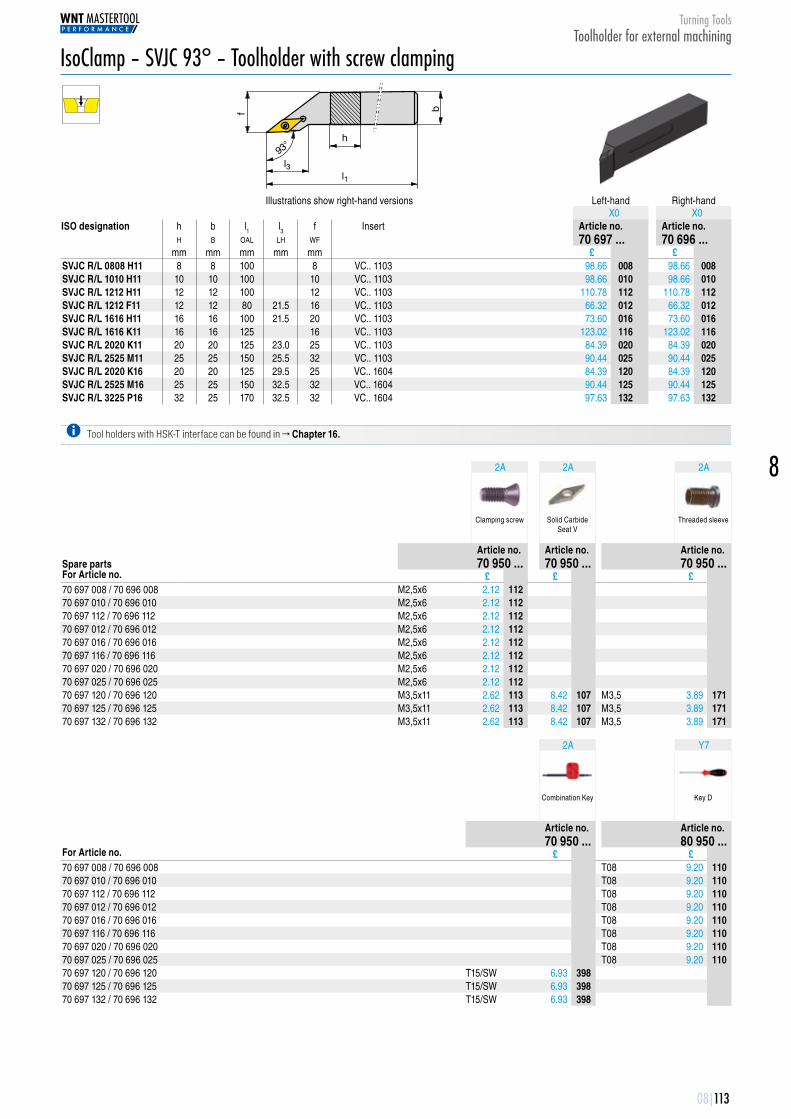
8
08|113
Tool holders with HSK-T interface can be found in → Chapter 16.
2A 2A 2A
Clamping screw Solid Carbide Seat V
Threaded sleeve
Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £70 697 008 / 70 696 008 M2,5x6 2.12 7095011270 697 010 / 70 696 010 M2,5x6 2.12 7095011270 697 112 / 70 696 112 M2,5x6 2.12 7095011270 697 012 / 70 696 012 M2,5x6 2.12 7095011270 697 016 / 70 696 016 M2,5x6 2.12 7095011270 697 116 / 70 696 116 M2,5x6 2.12 7095011270 697 020 / 70 696 020 M2,5x6 2.12 7095011270 697 025 / 70 696 025 M2,5x6 2.12 7095011270 697 120 / 70 696 120 M3,5x11 2.62 70950113 8.42 70950107 M3,5 3.89 7095017170 697 125 / 70 696 125 M3,5x11 2.62 70950113 8.42 70950107 M3,5 3.89 7095017170 697 132 / 70 696 132 M3,5x11 2.62 70950113 8.42 70950107 M3,5 3.89 70950171
2A Y7
Combination Key Key D
Article no. Article no.70 950 ... 80 950 ...
For Article no. £ £70 697 008 / 70 696 008 T08 9.20 8095011070 697 010 / 70 696 010 T08 9.20 8095011070 697 112 / 70 696 112 T08 9.20 8095011070 697 012 / 70 696 012 T08 9.20 8095011070 697 016 / 70 696 016 T08 9.20 8095011070 697 116 / 70 696 116 T08 9.20 8095011070 697 020 / 70 696 020 T08 9.20 8095011070 697 025 / 70 696 025 T08 9.20 8095011070 697 120 / 70 696 120 T15/SW 6.93 7095039870 697 125 / 70 696 125 T15/SW 6.93 7095039870 697 132 / 70 696 132 T15/SW 6.93 70950398
IsoClamp – SVJC 93° – Toolholder with screw clamping
l1
h
bf
l393°
Illustrations show right-hand versions Left-hand Right-handX0 X0
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 697 ... 70 696 ...
mm mm mm mm mm £ £SVJC R/L 0808 H11 8 8 100 8 VC.. 1103 98.66 70697008 98.66 70696008SVJC R/L 1010 H11 10 10 100 10 VC.. 1103 98.66 70697010 98.66 70696010SVJC R/L 1212 H11 12 12 100 12 VC.. 1103 110.78 70697112 110.78 70696112SVJC R/L 1212 F11 12 12 80 21.5 16 VC.. 1103 66.32 70697012 66.32 70696012SVJC R/L 1616 H11 16 16 100 21.5 20 VC.. 1103 73.60 70697016 73.60 70696016SVJC R/L 1616 K11 16 16 125 16 VC.. 1103 123.02 70697116 123.02 70696116SVJC R/L 2020 K11 20 20 125 23.0 25 VC.. 1103 84.39 70697020 84.39 70696020SVJC R/L 2525 M11 25 25 150 25.5 32 VC.. 1103 90.44 70697025 90.44 70696025SVJC R/L 2020 K16 20 20 125 29.5 25 VC.. 1604 84.39 70697120 84.39 70696120SVJC R/L 2525 M16 25 25 150 32.5 32 VC.. 1604 90.44 70697125 90.44 70696125SVJC R/L 3225 P16 32 25 170 32.5 32 VC.. 1604 97.63 70697132 97.63 70696132
Turning ToolsToolholder for external machining

08|114
2A 2A 2A 2A
Combination Key Clamping screw Solid Carbide Seat V
Threaded sleeve
Article no. Article no. Article no. Article no.Spare parts 70 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £70 701 025 / 70 700 025 T15/SW 6.93 70950398 M3,5x11 2.62 70950113 8.42 70950107 M3,5 3.89 70950171
Tool holders with HSK-T interface can be found in → Chapter 16.
2A Y7 2A 2A 2A
Combination Key Key D Clamping screw Solid Carbide Seat V
Threaded sleeve
Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £70 705 012 / 70 704 012 9.20 80950110 2.12 7095011270 705 016 / 70 704 016 9.20 80950110 2.12 7095011270 705 020 / 70 704 020 9.20 80950110 2.12 7095011270 705 120 / 70 704 120 6.93 70950398 2.62 70950113 8.42 70950107 3.89 7095017170 705 025 / 70 704 025 9.20 80950110 2.12 7095011270 705 125 / 70 704 125 6.93 70950398 2.62 70950113 8.42 70950107 3.89 7095017170 705 225 / 70 704 225 6.93 70950398 2.15 70950114 11.17 70950109 3.89 7095017070 705 132 / 70 704 132 6.93 70950398 2.62 70950113 8.42 70950107 3.89 7095017170 705 232 / 70 704 232 6.93 70950398 2.15 70950114 11.17 70950109 3.89 70950170
IsoClamp – SVZC 100° – Toolholder with screw clamping
l1
h
bf
l310
0°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 701 ... 70 700 ...
mm mm mm mm mm £ £SVZC R/L 2525 M16 25 25 150 28.5 32 VC.. 1604 90.44 70701025 90.44 70700025
IsoClamp – SVHC 107.5° – Toolholder with screw clamping
l1
h
bf
l3
107.
5°
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 70 705 ... 70 704 ...
mm mm mm mm mm £ £SVHC R/L 1212 F11 12 12 80 11.4 16 VC.. 1103 66.32 70705012 66.32 70704012SVHC R/L 1616 H11 16 16 100 11.4 20 VC.. 1103 73.60 70705016 73.60 70704016SVHC R/L 2020 K11 20 20 125 14.6 25 VC.. 1103 84.39 70705020 84.39 70704020SVHC R/L 2020 K16 20 20 125 13.2 25 VC.. 1604 84.39 70705120 84.39 70704120SVHC R/L 2525 M11 25 25 150 20.9 32 VC.. 1103 90.44 70705025 90.44 70704025SVHC R/L 2525 M16 25 25 150 19.6 32 VC.. 1604 90.44 70705125 90.44 70704125SVHC R/L 2525 M22 25 25 150 19.6 32 VC.. 2205 90.44 70705225 90.44 70704225SVHC R/L 3225 P16 32 25 170 19.6 32 VC.. 1604 97.63 70705132 97.63 70704132SVHC R/L 3225 P22 32 25 170 19.6 32 VC.. 2205 97.63 70705232 97.63 70704232
Turning ToolsToolholder for external machining
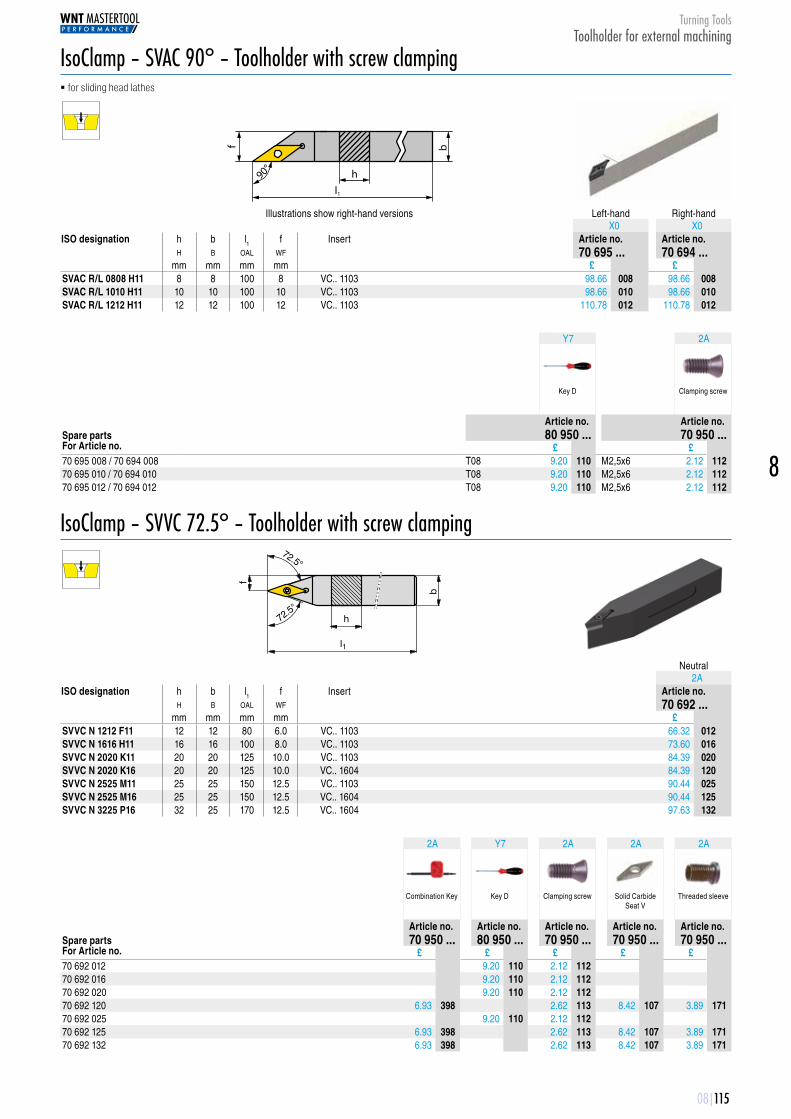
8
08|115
Y7 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 70 950 ...For Article no. £ £70 695 008 / 70 694 008 T08 9.20 80950110 M2,5x6 2.12 7095011270 695 010 / 70 694 010 T08 9.20 80950110 M2,5x6 2.12 7095011270 695 012 / 70 694 012 T08 9.20 80950110 M2,5x6 2.12 70950112
2A Y7 2A 2A 2A
Combination Key Key D Clamping screw Solid Carbide Seat V
Threaded sleeve
Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... 70 950 ...For Article no. £ £ £ £ £70 692 012 9.20 80950110 2.12 7095011270 692 016 9.20 80950110 2.12 7095011270 692 020 9.20 80950110 2.12 7095011270 692 120 6.93 70950398 2.62 70950113 8.42 70950107 3.89 7095017170 692 025 9.20 80950110 2.12 7095011270 692 125 6.93 70950398 2.62 70950113 8.42 70950107 3.89 7095017170 692 132 6.93 70950398 2.62 70950113 8.42 70950107 3.89 70950171
IsoClamp – SVAC 90° – Toolholder with screw clamping � for sliding head lathes
l1
h90°
bf
Illustrations show right-hand versions Left-hand Right-handX0 X0
ISO designation h b l1 f Insert Article no. Article no.H B OAL WF 70 695 ... 70 694 ...
mm mm mm mm £ £SVAC R/L 0808 H11 8 8 100 8 VC.. 1103 98.66 70695008 98.66 70694008SVAC R/L 1010 H11 10 10 100 10 VC.. 1103 98.66 70695010 98.66 70694010SVAC R/L 1212 H11 12 12 100 12 VC.. 1103 110.78 70695012 110.78 70694012
IsoClamp – SVVC 72.5° – Toolholder with screw clamping
l1
h
b
f
72.5°
72.5°
Neutral2A
ISO designation h b l1 f Insert Article no.H B OAL WF 70 692 ...
mm mm mm mm £SVVC N 1212 F11 12 12 80 6.0 VC.. 1103 66.32 70692012SVVC N 1616 H11 16 16 100 8.0 VC.. 1103 73.60 70692016SVVC N 2020 K11 20 20 125 10.0 VC.. 1103 84.39 70692020SVVC N 2020 K16 20 20 125 10.0 VC.. 1604 84.39 70692120SVVC N 2525 M11 25 25 150 12.5 VC.. 1103 90.44 70692025SVVC N 2525 M16 25 25 150 12.5 VC.. 1604 90.44 70692125SVVC N 3225 P16 32 25 170 12.5 VC.. 1604 97.63 70692132
Turning ToolsToolholder for external machining
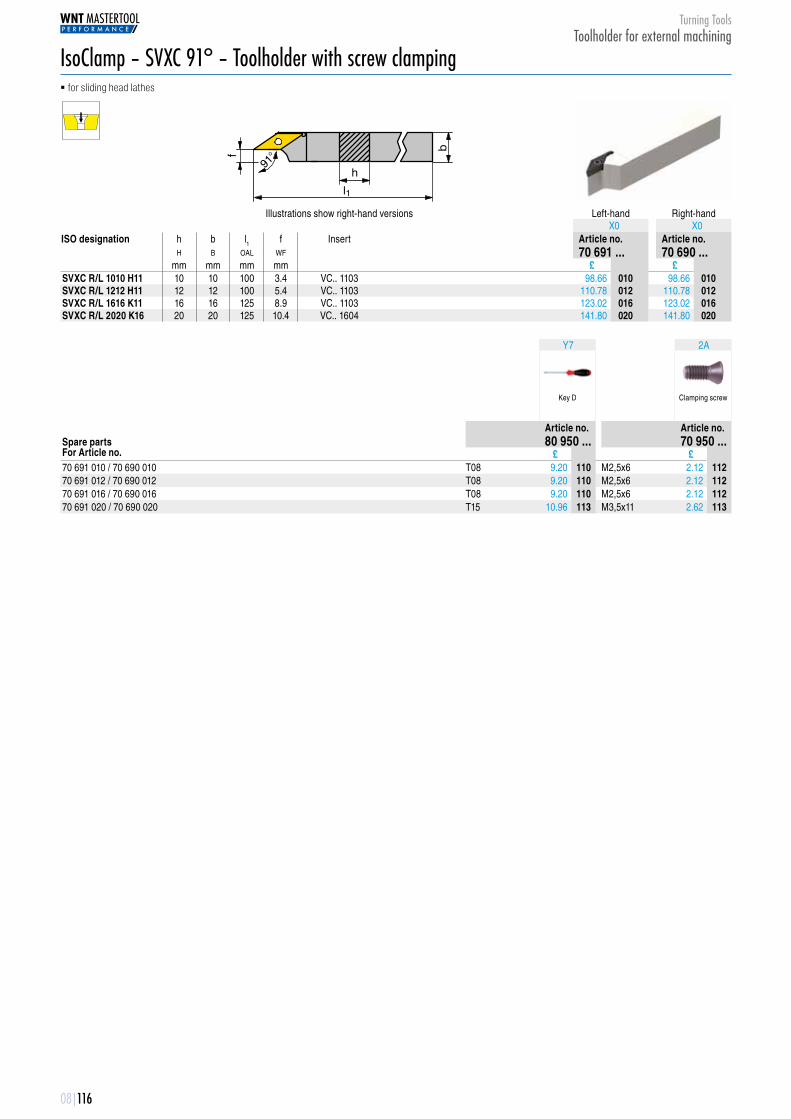
08|116
Y7 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 70 950 ...For Article no. £ £70 691 010 / 70 690 010 T08 9.20 80950110 M2,5x6 2.12 7095011270 691 012 / 70 690 012 T08 9.20 80950110 M2,5x6 2.12 7095011270 691 016 / 70 690 016 T08 9.20 80950110 M2,5x6 2.12 7095011270 691 020 / 70 690 020 T15 10.96 80950113 M3,5x11 2.62 70950113
IsoClamp – SVXC 91° – Toolholder with screw clamping � for sliding head lathes
f b
l1
h
91°
Illustrations show right-hand versions Left-hand Right-handX0 X0
ISO designation h b l1 f Insert Article no. Article no.H B OAL WF 70 691 ... 70 690 ...
mm mm mm mm £ £SVXC R/L 1010 H11 10 10 100 3.4 VC.. 1103 98.66 70691010 98.66 70690010SVXC R/L 1212 H11 12 12 100 5.4 VC.. 1103 110.78 70691012 110.78 70690012SVXC R/L 1616 K11 16 16 125 8.9 VC.. 1103 123.02 70691016 123.02 70690016SVXC R/L 2020 K16 20 20 125 10.4 VC.. 1604 141.80 70691020 141.80 70690020
Turning ToolsToolholder for external machining
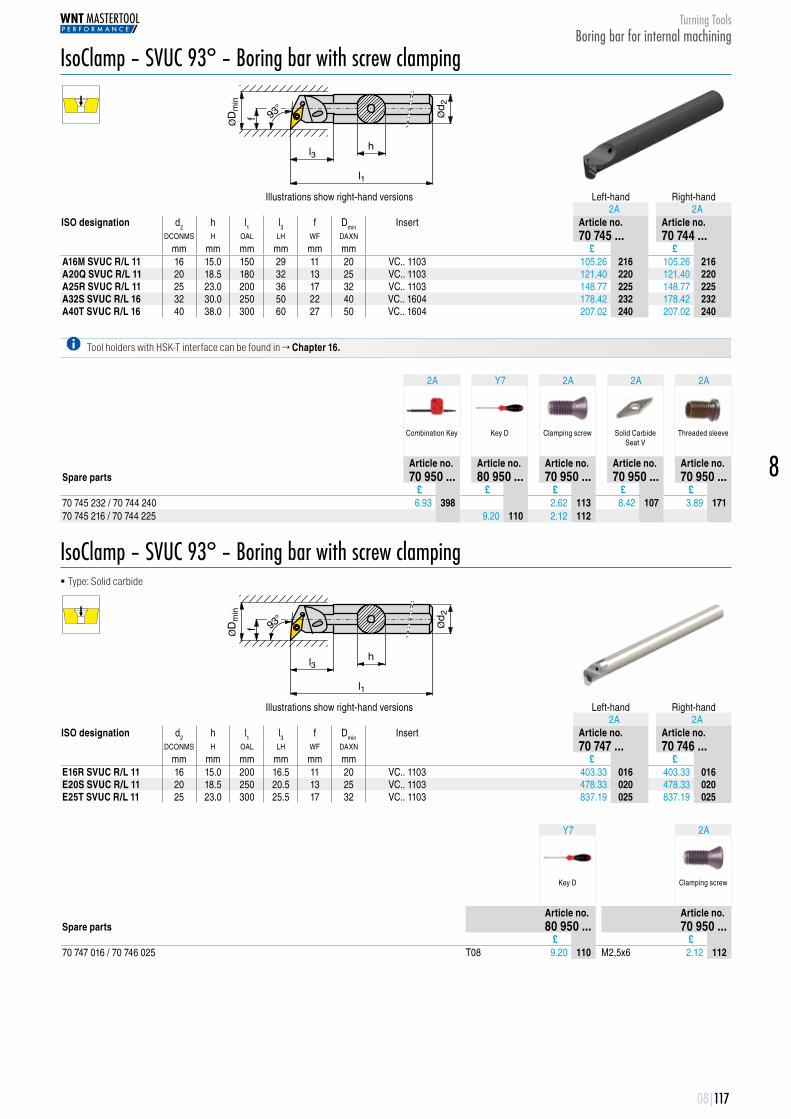
8
08|117
Tool holders with HSK-T interface can be found in → Chapter 16.
2A Y7 2A 2A 2A
Combination Key Key D Clamping screw Solid Carbide Seat V
Threaded sleeve
Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... 70 950 ... £ £ £ £ £70 745 232 / 70 744 240 6.93 70950398 2.62 70950113 8.42 70950107 3.89 7095017170 745 216 / 70 744 225 9.20 80950110 2.12 70950112
Y7 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 70 950 ... £ £70 747 016 / 70 746 025 T08 9.20 80950110 M2,5x6 2.12 70950112
IsoClamp – SVUC 93° – Boring bar with screw clamping
l1
hl3
f 93°
Ød 2
ØD
min
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation d2 h l1 l3 f Dmin Insert Article no. Article no.DCONMS H OAL LH WF DAXN 70 745 ... 70 744 ...
mm mm mm mm mm mm £ £A16M SVUC R/L 11 16 15.0 150 29 11 20 VC.. 1103 105.26 70745216 105.26 70744216A20Q SVUC R/L 11 20 18.5 180 32 13 25 VC.. 1103 121.40 70745220 121.40 70744220A25R SVUC R/L 11 25 23.0 200 36 17 32 VC.. 1103 148.77 70745225 148.77 70744225A32S SVUC R/L 16 32 30.0 250 50 22 40 VC.. 1604 178.42 70745232 178.42 70744232A40T SVUC R/L 16 40 38.0 300 60 27 50 VC.. 1604 207.02 70745240 207.02 70744240
IsoClamp – SVUC 93° – Boring bar with screw clamping � Type: Solid carbide
l1
hl3
f 93°
Ød 2
ØD
min
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation d2 h l1 l3 f Dmin Insert Article no. Article no.DCONMS H OAL LH WF DAXN 70 747 ... 70 746 ...
mm mm mm mm mm mm £ £E16R SVUC R/L 11 16 15.0 200 16.5 11 20 VC.. 1103 403.33 70747016 403.33 70746016E20S SVUC R/L 11 20 18.5 250 20.5 13 25 VC.. 1103 478.33 70747020 478.33 70746020E25T SVUC R/L 11 25 23.0 300 25.5 17 32 VC.. 1103 837.19 70747025 837.19 70746025
Turning ToolsBoring bar for internal machining
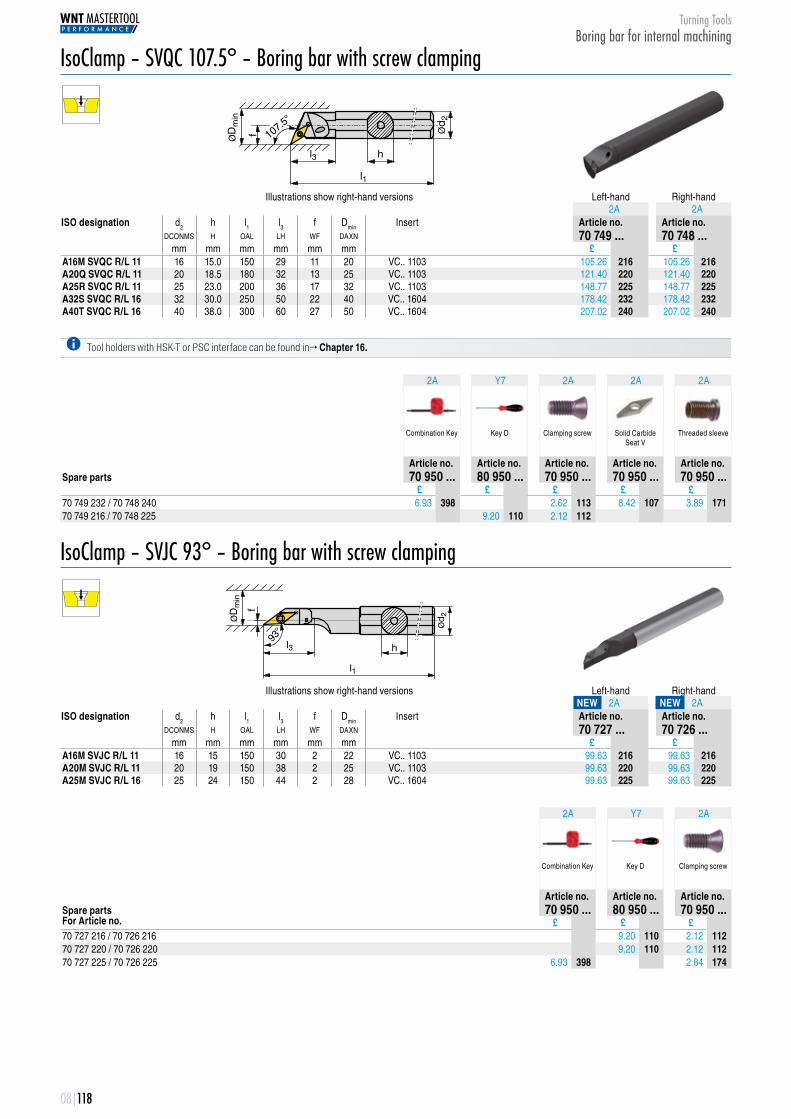
08|118
Tool holders with HSK-T or PSC interface can be found in→ Chapter 16.
2A Y7 2A 2A 2A
Combination Key Key D Clamping screw Solid Carbide Seat V
Threaded sleeve
Article no. Article no. Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ... 70 950 ... 70 950 ... £ £ £ £ £70 749 232 / 70 748 240 6.93 70950398 2.62 70950113 8.42 70950107 3.89 7095017170 749 216 / 70 748 225 9.20 80950110 2.12 70950112
2A Y7 2A
Combination Key Key D Clamping screw
Article no. Article no. Article no.Spare parts 70 950 ... 80 950 ... 70 950 ...For Article no. £ £ £70 727 216 / 70 726 216 9.20 80950110 2.12 7095011270 727 220 / 70 726 220 9.20 80950110 2.12 7095011270 727 225 / 70 726 225 6.93 70950398 2.84 70950174
IsoClamp – SVQC 107.5° – Boring bar with screw clamping
l1
hl3
f 107.5°
Ød 2
ØD
min
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation d2 h l1 l3 f Dmin Insert Article no. Article no.DCONMS H OAL LH WF DAXN 70 749 ... 70 748 ...
mm mm mm mm mm mm £ £A16M SVQC R/L 11 16 15.0 150 29 11 20 VC.. 1103 105.26 70749216 105.26 70748216A20Q SVQC R/L 11 20 18.5 180 32 13 25 VC.. 1103 121.40 70749220 121.40 70748220A25R SVQC R/L 11 25 23.0 200 36 17 32 VC.. 1103 148.77 70749225 148.77 70748225A32S SVQC R/L 16 32 30.0 250 50 22 40 VC.. 1604 178.42 70749232 178.42 70748232A40T SVQC R/L 16 40 38.0 300 60 27 50 VC.. 1604 207.02 70749240 207.02 70748240
IsoClamp – SVJC 93° – Boring bar with screw clamping
f
93°
ØD
min
h
Ød 2
l1
l3
Illustrations show right-hand versions Left-hand Right-handNEW 2A NEW 2A
ISO designation d2 h l1 l3 f Dmin Insert Article no. Article no.DCONMS H OAL LH WF DAXN 70 727 ... 70 726 ...
mm mm mm mm mm mm £ £A16M SVJC R/L 11 16 15 150 30 2 22 VC.. 1103 99.63 70727216 99.63 70726216A20M SVJC R/L 11 20 19 150 38 2 25 VC.. 1103 99.63 70727220 99.63 70726220A25M SVJC R/L 16 25 24 150 44 2 28 VC.. 1604 99.63 70727225 99.63 70726225
Turning ToolsBoring bar for internal machining

8
08|119
WCGT / WCGWDesignation l s d1 d
DC S D1 IC
mm mm mm mmWCGW 0201.. 2.70 1.58 2.3 3.97WCGT 0201.. 2.71 1.59 2.1 3.97
sl
d 1
r
7°
80°
d
d 1
l
d
sr
80°
8°
WCGW WCGT
WCGTF M R
-ZF -ZF -ZF
CWC 10 CWN 40 CWK 26
WCGT WCGT WCGT1A 1A 1A
ISO r Article no. Article no. Article no.RE 70 287 ... 70 287 ... 70 287 ...
mm £ £ £020102EN 0.2 13.17 70287900 14.18 70287400 10.83 70287600020104EN 0.4 13.17 70287902 14.18 70287402 10.83 70287602
Steel ● ○ Stainless steel ● Cast iron ○ ○Non ferrous metals ●Heat resistant alloys ○
WCGWF M R
PBC 10 PBC 25 PBC 40
CBN CBN CBNWCGW WCGW WCGW
Y0 Y0 Y0ISO r Edge Article no. Article no. Article no.
RE 71 154 ... 71 154 ... 71 154 ...mm £ £ £
020102 0.2A 179.53 71154200 179.53 71154400 1) 179.53 71154800E 179.53 71154500 179.53 71154900
020104 0.4A 179.53 71154402 1)
E 179.53 71154502 179.53 71154902
Cast iron ○ Sintered steels Heat resistant alloys ● hardened 46–55 HRc ● hardened 56–60 HRc ● ●hardened 61–65 HRc ● ●
1) Machining to 60 HRc
→ vc Page 143–157
Turning ToolsPositive inserts WC..

08|120
WCGWF M R
PDC
DIAMONDWCGW
Y0ISO r Article no.
RE 71 154 ...mm £
020102 0.2 177.96 71154100020104 0.4 177.96 71154102
Steel Stainless steel Cast iron Non ferrous metals ●Heat resistant alloys
→ vc Page 143–157
Turning ToolsPositive inserts WC..

8
08|121
Y7 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 70 950 ...For Article no. £ £70 731 005 / 70 730 005 T06 9.96 80950108 M1,8x3,4 3.08 7095033470 731 006 / 70 730 006 T06 9.96 80950108 M1,8x3,4 3.08 70950334
Y7 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 70 950 ...For Article no. £ £70 743 005 / 70 742 005 T06 9.96 80950108 M1,8x3,4 3.08 7095033470 743 006 / 70 742 006 T06 9.96 80950108 M1,8x3,4 3.08 70950334
IsoClamp – SWUC 93° – Boring bar with screw clamping
ØD
min
l1
hl3
d 1
f
93°
Ød 2
Illustrations show right-hand versions Left-hand Right-hand2A 2A
ISO designation h d1 l1 l3 f d2 Dmin Insert Article no. Article no.H OAL LH WF DCONMS DAXN 70 731 ... 70 730 ...
mm mm mm mm mm mm mm £ £A0508H SWUC R/L 02 7 5 100 24 2.9 8 5.8 WC.. 0201.. 124.27 70731005 124.27 70730005A0608H SWUC R/L 02 7 6 100 24 3.9 8 7.8 WC.. 0201.. 124.27 70731006 124.27 70730006SET WC.. 0201.. 225.01 70731999 225.01 70730999
IsoClamp – SWUC 93° – Boring bar with screw clamping � with carbide core
ØD
min
l1
hl3
d 1
f
93°
Ød 2
Illustrations show right-hand versions Left-hand Right-handNEW 2A NEW 2A
ISO designation h d1 l1 l3 f d2 Dmin Insert Article no. Article no.H OAL LH WF DCONMS DAXN 70 743 ... 70 742 ...
mm mm mm mm mm mm mm £ £E-A0508H SWUC R/L 02 7 5 100 24 2.9 8 5.8 WC.. 0201.. 124.27 70743005 124.27 70742005E-A0608H SWUC R/L 02 7 6 100 24 3.9 8 7.8 WC.. 0201.. 124.27 70743006 124.27 70742006SET WC.. 0201.. 225.01 70743999 225.01 70742999
Turning ToolsBoring bar for internal machining

08|122
TriClamp
ĉ Advances to the ISO programme
ĉ Turning in three directions
ĉ All cutting edges can easily be replaced
ĉ Sharp positive edges with 11° clearance angle
ĉ Small corner radii 0.08 mm and 0.2 mm
ĉ Perfect chip control
ĉ Special holders for automatic lathes (shanks 8x8 to 16x16 mm)
Using TriClamp with wiper geometry and the 93° holder a feed rate up to 6-times higher can be employed. Thus the operating time can be substantially reduced with the surface finish maintained, or improved surface quality can be achieved for the same cycle time.
The following example explains the principle in detail:
Corner radius 0.8 mmHolder 93°
Precision tooling for automatic lathes
Advantages
Turning ToolsTriClamp
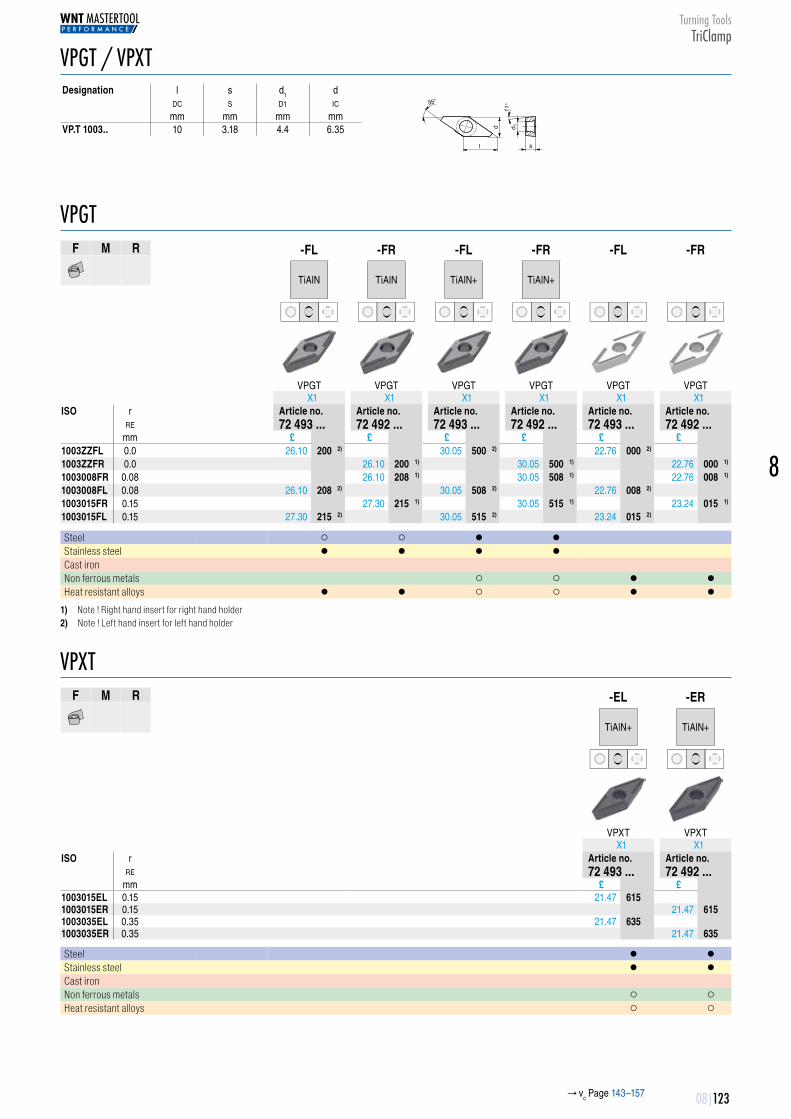
8
08|123
VPGT / VPXTDesignation l s d1 d
DC S D1 IC
mm mm mm mmVP.T 1003.. 10 3.18 4.4 6.35
l s
11°
d
35°
d 1
VPGTF M R
-FL -FR -FL -FR -FL -FR
TiAlN TiAlN TiAlN+ TiAlN+
VPGT VPGT VPGT VPGT VPGT VPGTX1 X1 X1 X1 X1 X1
ISO r Article no. Article no. Article no. Article no. Article no. Article no.RE 72 493 ... 72 492 ... 72 493 ... 72 492 ... 72 493 ... 72 492 ...
mm £ £ £ £ £ £1003ZZFL 0.0 26.10 72493200 2) 30.05 72493500 2) 22.76 72493000 2)
1003ZZFR 0.0 26.10 72492200 1) 30.05 72492500 1) 22.76 72492000 1)
1003008FR 0.08 26.10 72492208 1) 30.05 72492508 1) 22.76 72492008 1)
1003008FL 0.08 26.10 72493208 2) 30.05 72493508 2) 22.76 72493008 2)
1003015FR 0.15 27.30 72492215 1) 30.05 72492515 1) 23.24 72492015 1)
1003015FL 0.15 27.30 72493215 2) 30.05 72493515 2) 23.24 72493015 2)
Steel ○ ○ ● ● Stainless steel ● ● ● ● Cast iron Non ferrous metals ○ ○ ● ●Heat resistant alloys ● ● ○ ○ ● ●
1) Note ! Right hand insert for right hand holder2) Note ! Left hand insert for left hand holder
→ vc Page 143–157
VPXTF M R
-EL -ER
TiAlN+ TiAlN+
VPXT VPXTX1 X1
ISO r Article no. Article no.RE 72 493 ... 72 492 ...
mm £ £1003015EL 0.15 21.47 724936151003015ER 0.15 21.47 724926151003035EL 0.35 21.47 724936351003035ER 0.35 21.47 72492635
Steel ● ●Stainless steel ● ●Cast iron Non ferrous metals ○ ○Heat resistant alloys ○ ○
Turning ToolsTriClamp
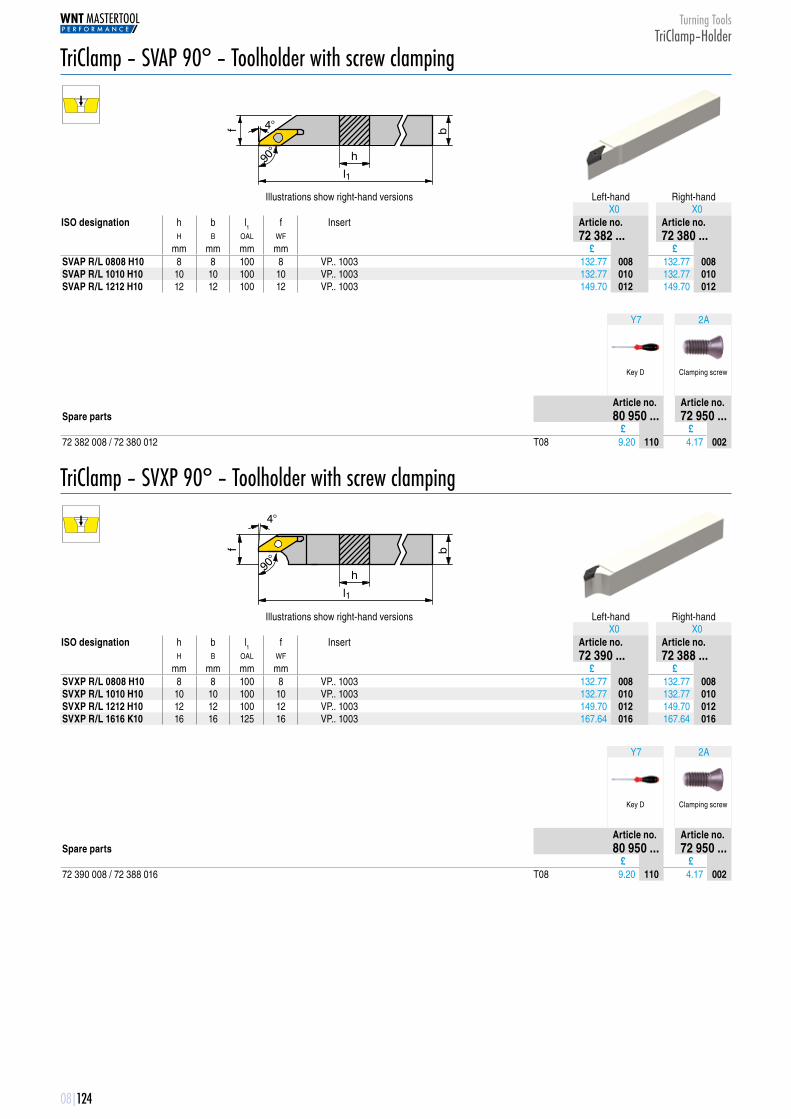
08|124
Y7 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 72 950 ... £ £72 382 008 / 72 380 012 T08 9.20 80950110 4.17 72950002
Y7 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 72 950 ... £ £72 390 008 / 72 388 016 T08 9.20 80950110 4.17 72950002
TriClamp – SVAP 90° – Toolholder with screw clamping
f b4°
l1
h90°
Illustrations show right-hand versions Left-hand Right-handX0 X0
ISO designation h b l1 f Insert Article no. Article no.H B OAL WF 72 382 ... 72 380 ...
mm mm mm mm £ £SVAP R/L 0808 H10 8 8 100 8 VP.. 1003 132.77 72382008 132.77 72380008SVAP R/L 1010 H10 10 10 100 10 VP.. 1003 132.77 72382010 132.77 72380010SVAP R/L 1212 H10 12 12 100 12 VP.. 1003 149.70 72382012 149.70 72380012
TriClamp – SVXP 90° – Toolholder with screw clamping4°
f b
l1
h
90°
Illustrations show right-hand versions Left-hand Right-handX0 X0
ISO designation h b l1 f Insert Article no. Article no.H B OAL WF 72 390 ... 72 388 ...
mm mm mm mm £ £SVXP R/L 0808 H10 8 8 100 8 VP.. 1003 132.77 72390008 132.77 72388008SVXP R/L 1010 H10 10 10 100 10 VP.. 1003 132.77 72390010 132.77 72388010SVXP R/L 1212 H10 12 12 100 12 VP.. 1003 149.70 72390012 149.70 72388012SVXP R/L 1616 K10 16 16 125 16 VP.. 1003 167.64 72390016 167.64 72388016
Turning ToolsTriClamp–Holder
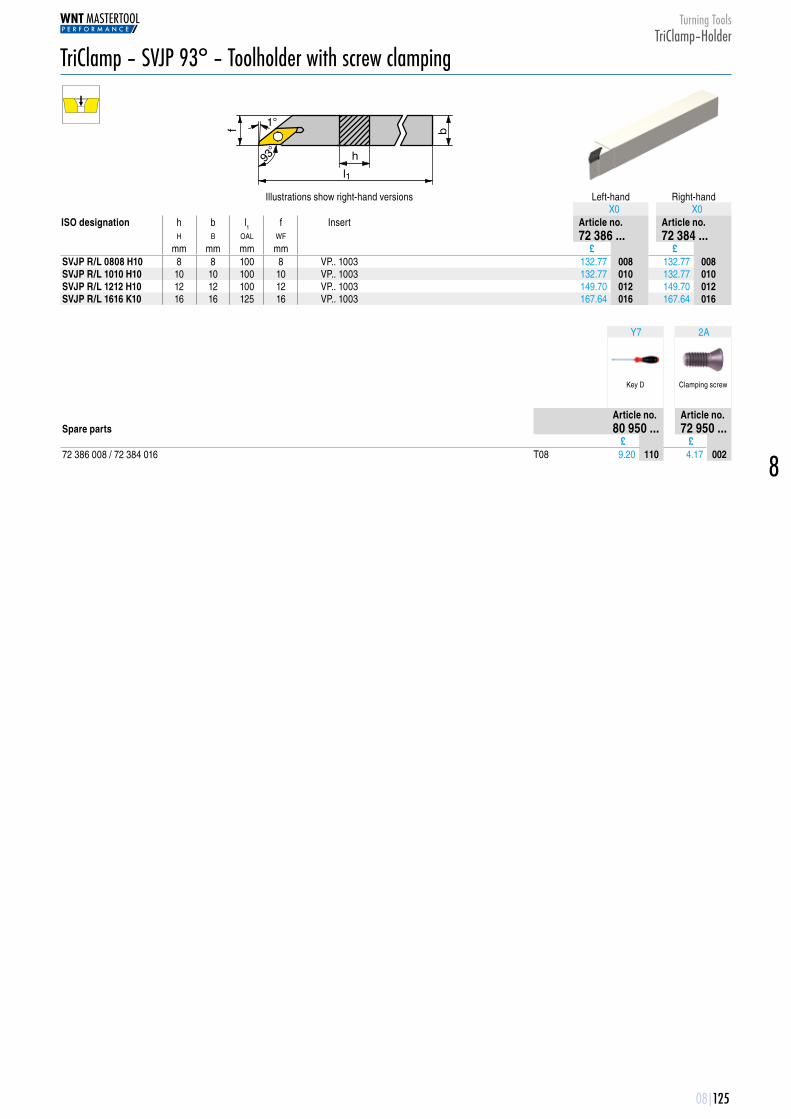
8
08|125
Y7 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 72 950 ... £ £72 386 008 / 72 384 016 T08 9.20 80950110 4.17 72950002
TriClamp – SVJP 93° – Toolholder with screw clamping
1°f b
l1
h93°
Illustrations show right-hand versions Left-hand Right-handX0 X0
ISO designation h b l1 f Insert Article no. Article no.H B OAL WF 72 386 ... 72 384 ...
mm mm mm mm £ £SVJP R/L 0808 H10 8 8 100 8 VP.. 1003 132.77 72386008 132.77 72384008SVJP R/L 1010 H10 10 10 100 10 VP.. 1003 132.77 72386010 132.77 72384010SVJP R/L 1212 H10 12 12 100 12 VP.. 1003 149.70 72386012 149.70 72384012SVJP R/L 1616 K10 16 16 125 16 VP.. 1003 167.64 72386016 167.64 72384016
Turning ToolsTriClamp–Holder

08|126
Tool holder made of high-tensile material with hardened peripheral surface. In addition the faces are ground and coated.
Main location faceAxial insert location defined stop
Shank sizes 08x08 - 20x20
Strong clamping thanks to two high-tensile screws
Features
Advantages ĉ The unique location between insert and tool holder guarantees optimum fixation.
ĉ Inserts are clamped through two high-tensile screws and a tapered axial stop of 30° in all cutting directions
ĉ Cutting forces do not act on the two screws.
ĉ For all cutting edge shapes the overhang of the tool holder is the same
ĉ Vertical insert orientation maintained through large location face
ĉ The insert seat is perfectly protected against swarf
ĉ The second cutting edge can always be used, even when the first cutting edge is broken
Precision tooling for automatic lathes
VertiClamp
Turning ToolsVertiClamp
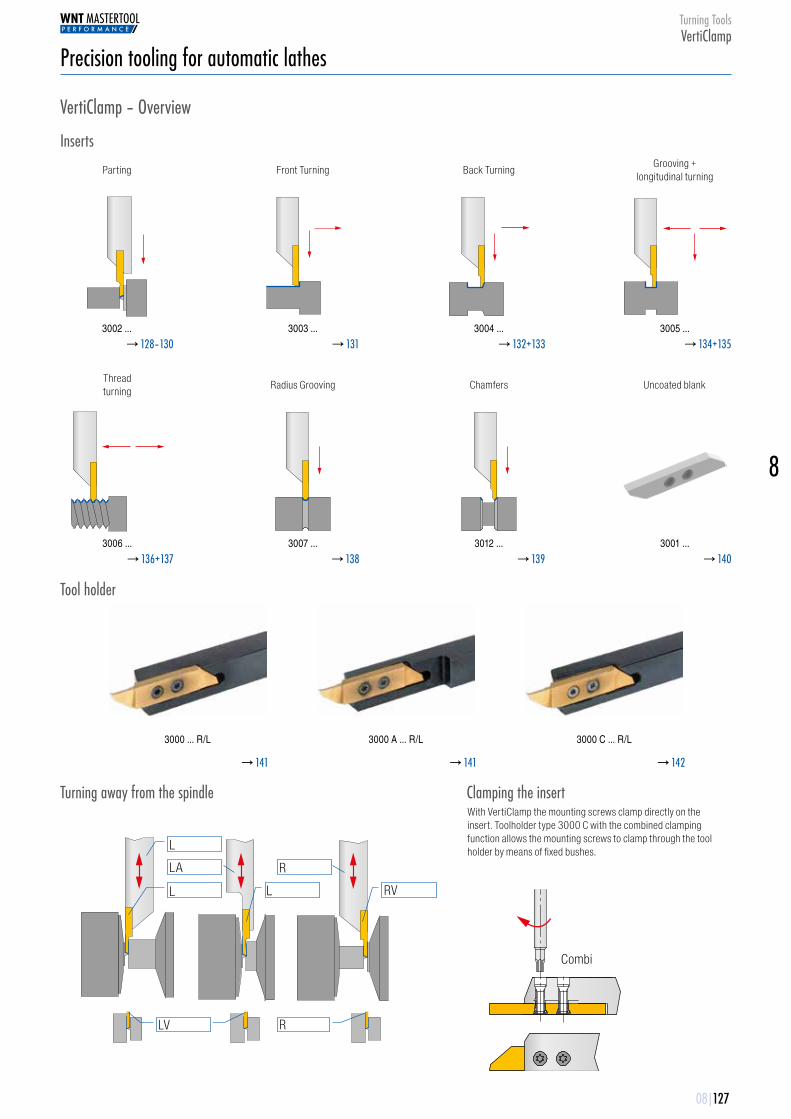
8
08|127
Inserts
Tool holder
Turning away from the spindle
LA
L
LV
R
R
L
Clamping the insert
Combi
With VertiClamp the mounting screws clamp directly on the insert. Toolholder type 3000 C with the combined clamping function allows the mounting screws to clamp through the tool holder by means of fixed bushes.
Precision tooling for automatic lathes
Parting
3002 ...→ 128–130
Front Turning
3003 ...→ 131
Back Turning
3004 ...→ 132+133
Grooving + longitudinal turning
3005 ...→ 134+135
Thread turning
3006 ...→ 136+137
Radius Grooving
3007 ...→ 138
Chamfers
3012 ...→ 139
Uncoated blank
3001 ...→ 140
3000 ... R/L
→ 141
3000 A ... R/L
→ 141
3000 C ... R/L
→ 142
VertiClamp – Overview
L RV
Turning ToolsVertiClamp
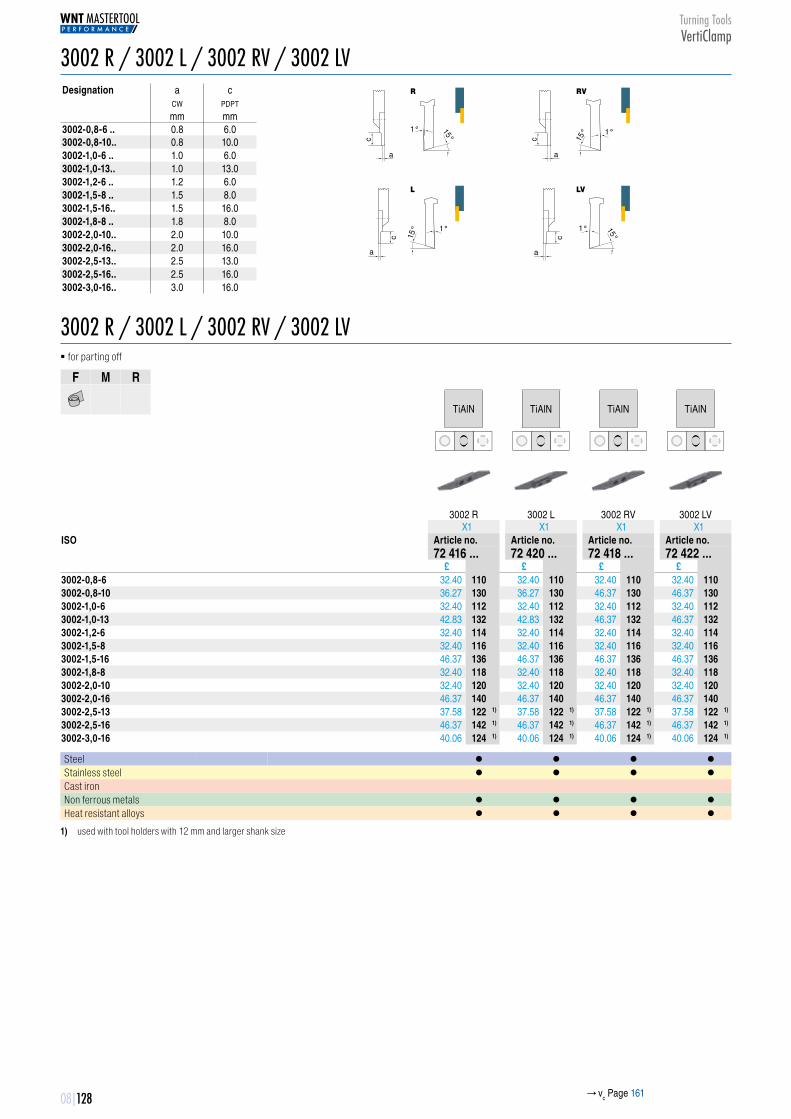
08|128
3002 R / 3002 L / 3002 RV / 3002 LVDesignation a c
CW PDPT
mm mm3002-0,8-6 .. 0.8 6.03002-0,8-10.. 0.8 10.03002-1,0-6 .. 1.0 6.03002-1,0-13.. 1.0 13.03002-1,2-6 .. 1.2 6.03002-1,5-8 .. 1.5 8.03002-1,5-16.. 1.5 16.03002-1,8-8 .. 1.8 8.03002-2,0-10.. 2.0 10.03002-2,0-16.. 2.0 16.03002-2,5-13.. 2.5 13.03002-2,5-16.. 2.5 16.03002-3,0-16.. 3.0 16.0
c
a
1° 15° c
a
1°
15°
c
a
1°
15°
c
a
1° 15°
3002 R / 3002 L / 3002 RV / 3002 LV � for parting off
F M R
TiAlN TiAlN TiAlN TiAlN
3002 R 3002 L 3002 RV 3002 LVX1 X1 X1 X1
ISO Article no. Article no. Article no. Article no.72 416 ... 72 420 ... 72 418 ... 72 422 ...
£ £ £ £3002-0,8-6 32.40 72416110 32.40 72420110 32.40 72418110 32.40 724221103002-0,8-10 36.27 72416130 36.27 72420130 46.37 72418130 46.37 724221303002-1,0-6 32.40 72416112 32.40 72420112 32.40 72418112 32.40 724221123002-1,0-13 42.83 72416132 42.83 72420132 46.37 72418132 46.37 724221323002-1,2-6 32.40 72416114 32.40 72420114 32.40 72418114 32.40 724221143002-1,5-8 32.40 72416116 32.40 72420116 32.40 72418116 32.40 724221163002-1,5-16 46.37 72416136 46.37 72420136 46.37 72418136 46.37 724221363002-1,8-8 32.40 72416118 32.40 72420118 32.40 72418118 32.40 724221183002-2,0-10 32.40 72416120 32.40 72420120 32.40 72418120 32.40 724221203002-2,0-16 46.37 72416140 46.37 72420140 46.37 72418140 46.37 724221403002-2,5-13 37.58 72416122 1) 37.58 72420122 1) 37.58 72418122 1) 37.58 72422122 1)
3002-2,5-16 46.37 72416142 1) 46.37 72420142 1) 46.37 72418142 1) 46.37 72422142 1)
3002-3,0-16 40.06 72416124 1) 40.06 72420124 1) 40.06 72418124 1) 40.06 72422124 1)
Steel ● ● ● ●Stainless steel ● ● ● ●Cast iron Non ferrous metals ● ● ● ●Heat resistant alloys ● ● ● ●
1) used with tool holders with 12 mm and larger shank size
→ vc Page 161
Turning ToolsVertiClamp

8
08|129
3002 RN / 3002 LN / 3002 R / 3002 L / 3002 RV / 3002 LVDesignation a c
CW PDPT
mm mm3002-1,5-8 .. 1.5 8.03002-1,5-10.. 1.5 10.03002-1,5-16.. 1.5 16.03002-2,0-10.. 2.0 10.03002-2,0-16.. 2.0 16.03002-2,5-13.. 2.5 13.03002-2,5-16.. 2.5 16.03002-3,0-16.. 3.0 16.0
RN SC
c
a
LN SC
c
a
c
a 15°
c
a15°
c
a 15°
c
a15°
3002 RN / 3002 LN / 3002 R / 3002 L / 3002 RV / 3002 LV � for parting off
F M R
-SC -SC -SC -SC -SC -SC
TiAlN TiAlN TiAlN TiAlN TiAlN TiAlN
3002 RN 3002 LN 3002 R 3002 L 3002 RV 3002 LVX1 X1 X1 X1 X1 X1
ISO Article no. Article no. Article no. Article no. Article no. Article no.72 424 ... 72 426 ... 72 428 ... 72 432 ... 72 430 ... 72 434 ...
£ £ £ £ £ £3002-1,5-8 34.63 72428108 34.63 72432108 34.63 72430108 34.63 724341083002-1,5-10 34.63 72424110 34.63 724261103002-1,5-16 49.69 72424130 49.69 72426130 49.69 72428128 49.69 72432128 49.69 72430128 49.69 724341283002-2,0-10 34.63 72424112 34.63 72426112 34.63 72428110 34.63 72432110 34.63 72430110 34.63 724341103002-2,0-16 49.69 72424132 49.69 72426132 49.69 72428130 49.69 72432130 49.69 72430130 49.69 724341303002-2,5-13 40.06 72424114 1) 40.06 72426114 1) 40.06 72428112 1) 40.06 72432112 1) 40.06 72430112 1) 40.06 72434112 1)
3002-2,5-16 49.69 72424134 1) 49.69 72426134 1) 49.69 72428132 1) 49.69 72432132 1) 49.69 72430132 1) 49.69 72434132 1)
3002-3,0-16 42.04 72424116 1) 42.04 72426116 1) 42.04 72428114 1) 42.04 72432114 1) 42.04 72430114 1) 42.04 72434114 1)
Steel ● ● ● ● ● ●Stainless steel ● ● ● ● ● ●Cast iron Non ferrous metals ● ● ● ● ● ●Heat resistant alloys ● ● ● ● ● ●
1) used with tool holders with 12 mm and larger shank size
→ vc Page 161
Turning ToolsVertiClamp
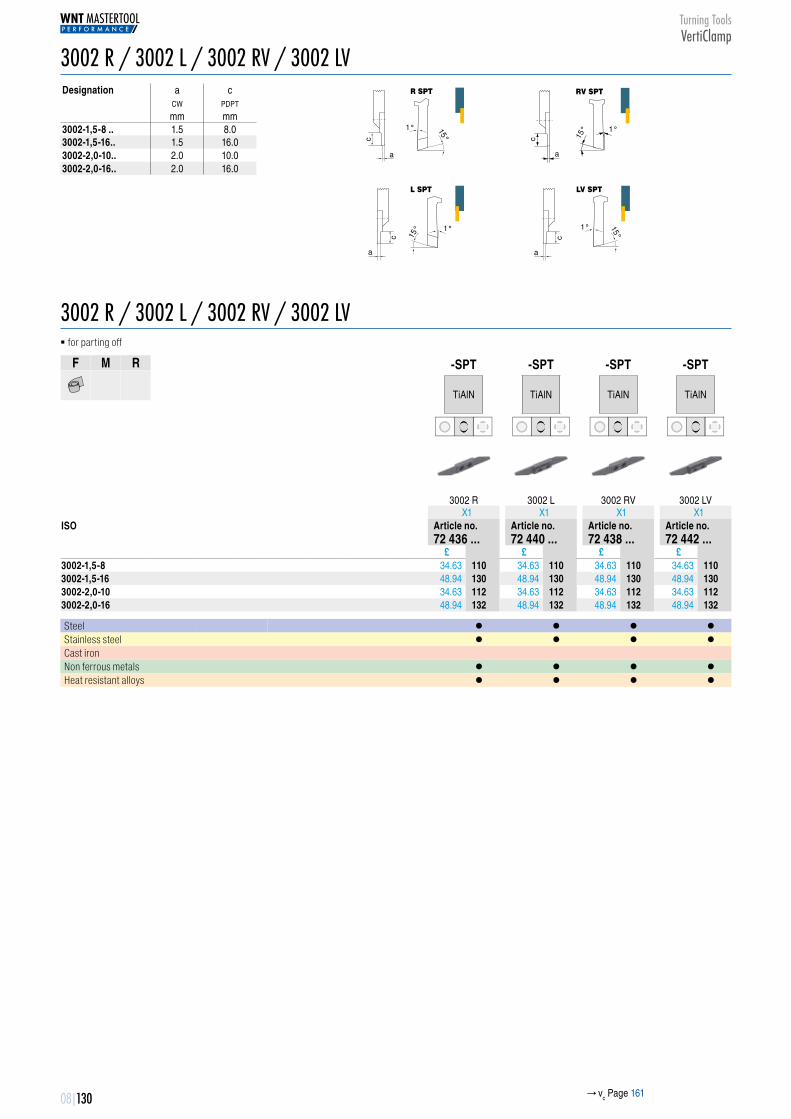
08|130
3002 R / 3002 L / 3002 RV / 3002 LVDesignation a c
CW PDPT
mm mm3002-1,5-8 .. 1.5 8.03002-1,5-16.. 1.5 16.03002-2,0-10.. 2.0 10.03002-2,0-16.. 2.0 16.0
c
a
1° 15°
c
a
1°
15°
c
a
1°
15°
c
a
1° 15°
3002 R / 3002 L / 3002 RV / 3002 LV � for parting off
F M R
-SPT -SPT -SPT -SPT
TiAlN TiAlN TiAlN TiAlN
3002 R 3002 L 3002 RV 3002 LVX1 X1 X1 X1
ISO Article no. Article no. Article no. Article no.72 436 ... 72 440 ... 72 438 ... 72 442 ...
£ £ £ £3002-1,5-8 34.63 72436110 34.63 72440110 34.63 72438110 34.63 724421103002-1,5-16 48.94 72436130 48.94 72440130 48.94 72438130 48.94 724421303002-2,0-10 34.63 72436112 34.63 72440112 34.63 72438112 34.63 724421123002-2,0-16 48.94 72436132 48.94 72440132 48.94 72438132 48.94 72442132
Steel ● ● ● ●Stainless steel ● ● ● ●Cast iron Non ferrous metals ● ● ● ●Heat resistant alloys ● ● ● ●
→ vc Page 161
Turning ToolsVertiClamp
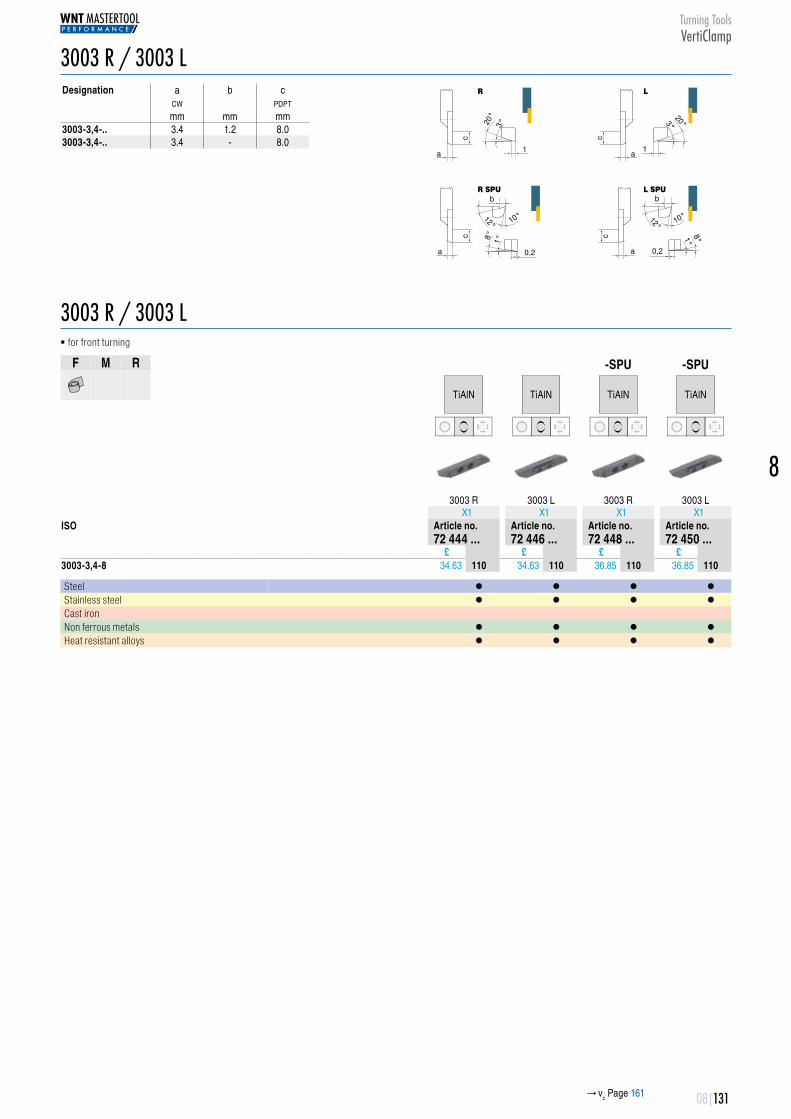
8
08|131
3003 R / 3003 LDesignation a b c
CW PDPT
mm mm mm3003-3,4-.. 3.4 1.2 8.03003-3,4-.. 3.4 - 8.0 c
a 1
20°
3°
c
a 1
20°3°
c
a 0,2
8° 1°
b
10°12°
c
a 0,2
8°1°
b
10°12°
3003 R / 3003 L � for front turning
F M R
-SPU -SPU
TiAlN TiAlN TiAlN TiAlN
3003 R 3003 L 3003 R 3003 LX1 X1 X1 X1
ISO Article no. Article no. Article no. Article no.72 444 ... 72 446 ... 72 448 ... 72 450 ...
£ £ £ £3003-3,4-8 34.63 72444110 34.63 72446110 36.85 72448110 36.85 72450110
Steel ● ● ● ●Stainless steel ● ● ● ●Cast iron Non ferrous metals ● ● ● ●Heat resistant alloys ● ● ● ●
→ vc Page 161
Turning ToolsVertiClamp
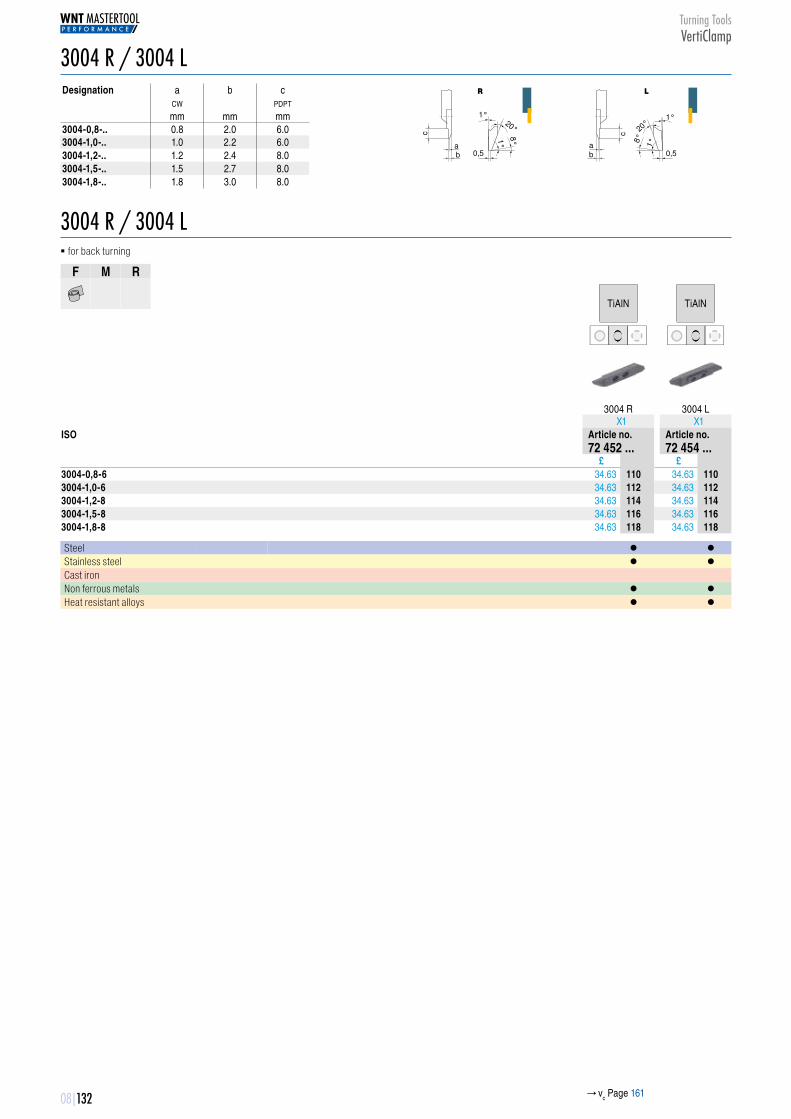
08|132
3004 R / 3004 LDesignation a b c
CW PDPT
mm mm mm3004-0,8-.. 0.8 2.0 6.03004-1,0-.. 1.0 2.2 6.03004-1,2-.. 1.2 2.4 8.03004-1,5-.. 1.5 2.7 8.03004-1,8-.. 1.8 3.0 8.0
c
a
0,5
8°1°
b
1°
20°
c
a
0,5
8°
1°
b
1°
20°
3004 R / 3004 L � for back turning
F M R
TiAlN TiAlN
3004 R 3004 LX1 X1
ISO Article no. Article no.72 452 ... 72 454 ...
£ £3004-0,8-6 34.63 72452110 34.63 724541103004-1,0-6 34.63 72452112 34.63 724541123004-1,2-8 34.63 72452114 34.63 724541143004-1,5-8 34.63 72452116 34.63 724541163004-1,8-8 34.63 72452118 34.63 72454118
Steel ● ●Stainless steel ● ●Cast iron Non ferrous metals ● ●Heat resistant alloys ● ●
→ vc Page 161
Turning ToolsVertiClamp

8
08|133
3004 R / 3004 L / 3004 RV / 3004 LVDesignation α° r a c t
RAR CRE CW PDPT
mm mm mm mm3004-3,2-.. 29 0.35 3.2 6.0 53004-3,2-.. 29 0.15 3.2 6.0 53004-3,2-.. 35 0.15 3.2 5.0 43004-3,2-.. 35 0.35 3.2 5.0 4
c
a rt
1,5°
α
c
a rt
1,5°
α
c
a rt
1,5°
α
c
a rt
1,5°
α
3004 R / 3004 L / 3004 RV / 3004 LV � for back turning
F M R
-SP -SP -SP -SP
TiAlN TiAlN TiAlN TiAlN
3004 R 3004 L 3004 RV 3004 LVX1 X1 X1 X1
ISO Article no. Article no. Article no. Article no.72 560 ... 72 562 ... 72 561 ... 72 563 ...
£ £ £ £3004-3,2-5 35015 38.96 72560114 38.96 725621143004-3,2-5 35035 38.96 72560116 38.96 725621163004-3,2-6 29015 38.96 72560110 38.96 72562110 38.96 72561110 38.96 725631103004-3,2-6 29035 38.96 72560112 38.96 72562112 38.96 72561112 38.96 72563112
Steel ● ● ● ●Stainless steel ● ● ● ●Cast iron Non ferrous metals ● ● ● ●Heat resistant alloys ● ● ● ●
→ vc Page 161
Turning ToolsVertiClamp
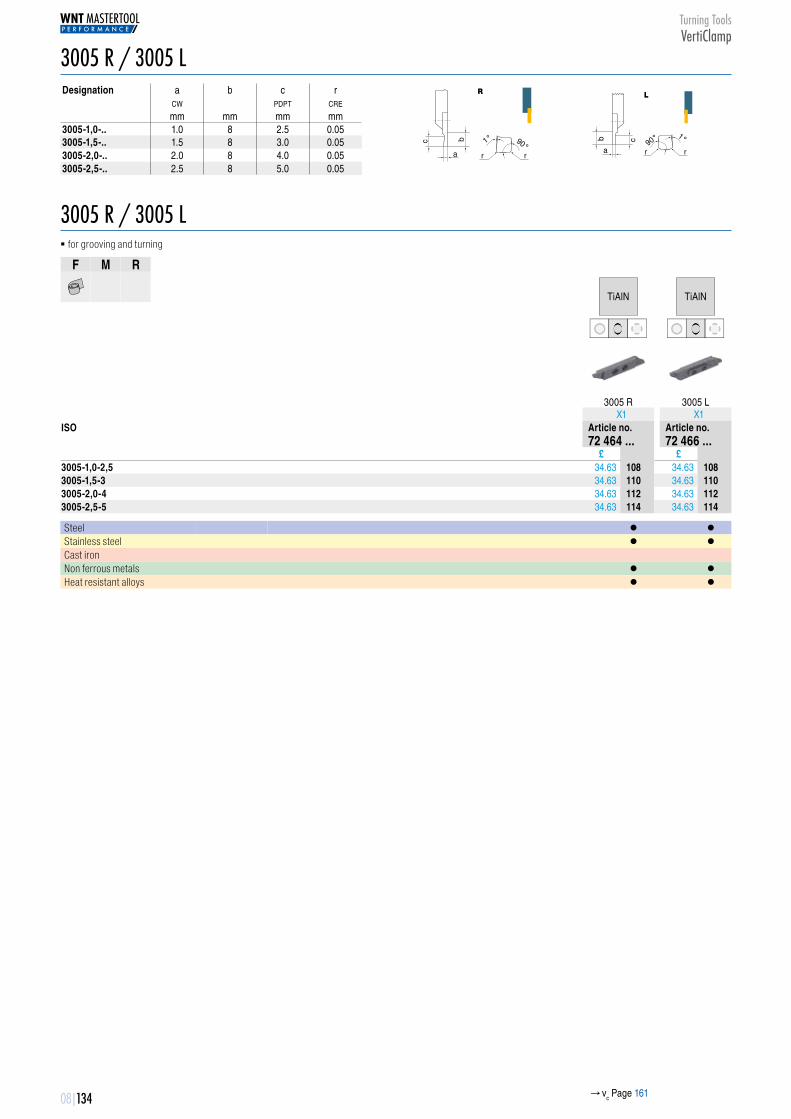
08|134
3005 R / 3005 LDesignation a b c r
CW PDPT CRE
mm mm mm mm3005-1,0-.. 1.0 8 2.5 0.053005-1,5-.. 1.5 8 3.0 0.053005-2,0-.. 2.0 8 4.0 0.053005-2,5-.. 2.5 8 5.0 0.05
c
a
90°
r
1°b
R
r
c
a
1°
r
90°b
L
r
3005 R / 3005 L � for grooving and turning
F M R
TiAlN TiAlN
3005 R 3005 LX1 X1
ISO Article no. Article no.72 464 ... 72 466 ...
£ £3005-1,0-2,5 34.63 72464108 34.63 724661083005-1,5-3 34.63 72464110 34.63 724661103005-2,0-4 34.63 72464112 34.63 724661123005-2,5-5 34.63 72464114 34.63 72466114
Steel ● ●Stainless steel ● ●Cast iron Non ferrous metals ● ●Heat resistant alloys ● ●
Turning ToolsVertiClamp
→ vc Page 161
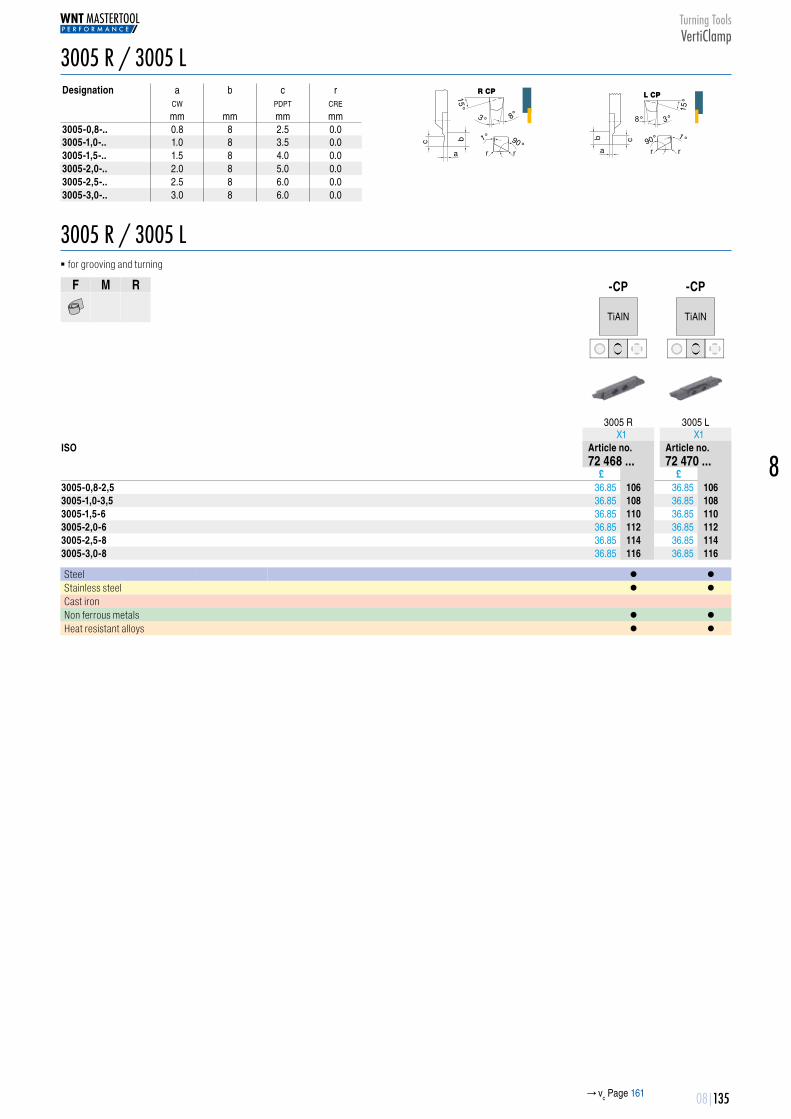
8
08|135
3005 R / 3005 LDesignation a b c r
CW PDPT CRE
mm mm mm mm3005-0,8-.. 0.8 8 2.5 0.03005-1,0-.. 1.0 8 3.5 0.03005-1,5-.. 1.5 8 4.0 0.03005-2,0-.. 2.0 8 5.0 0.03005-2,5-.. 2.5 8 6.0 0.03005-3,0-.. 3.0 8 6.0 0.0
c
a
90°
r
1°b
R CP
r
15°
3° 8°
c
a
1°
r
90°b
L CP
r
15°
3°8°
3005 R / 3005 L � for grooving and turning
F M R
-CP -CP
TiAlN TiAlN
3005 R 3005 LX1 X1
ISO Article no. Article no.72 468 ... 72 470 ...
£ £3005-0,8-2,5 36.85 72468106 36.85 724701063005-1,0-3,5 36.85 72468108 36.85 724701083005-1,5-6 36.85 72468110 36.85 724701103005-2,0-6 36.85 72468112 36.85 724701123005-2,5-8 36.85 72468114 36.85 724701143005-3,0-8 36.85 72468116 36.85 72470116
Steel ● ●Stainless steel ● ●Cast iron Non ferrous metals ● ●Heat resistant alloys ● ●
Turning ToolsVertiClamp
→ vc Page 161
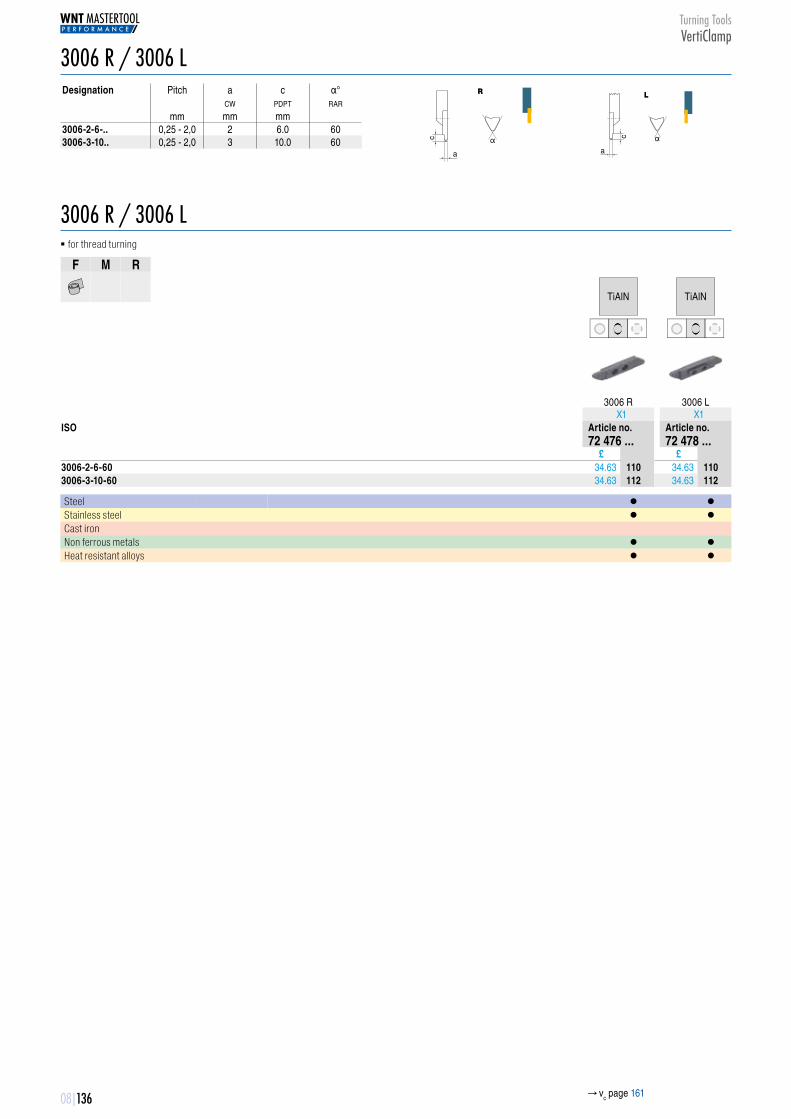
08|136
3006 R / 3006 LDesignation Pitch a c α°
CW PDPT RAR
mm mm mm 3006-2-6-.. 0,25 - 2,0 2 6.0 603006-3-10.. 0,25 - 2,0 3 10.0 60 c
a
α
R
�c
a
α
L
3006 R / 3006 L � for thread turning
F M R
TiAlN TiAlN
3006 R 3006 LX1 X1
ISO Article no. Article no.72 476 ... 72 478 ...
£ £3006-2-6-60 34.63 72476110 34.63 724781103006-3-10-60 34.63 72476112 34.63 72478112
Steel ● ●Stainless steel ● ●Cast iron Non ferrous metals ● ●Heat resistant alloys ● ●
→ vc page 161
Turning ToolsVertiClamp
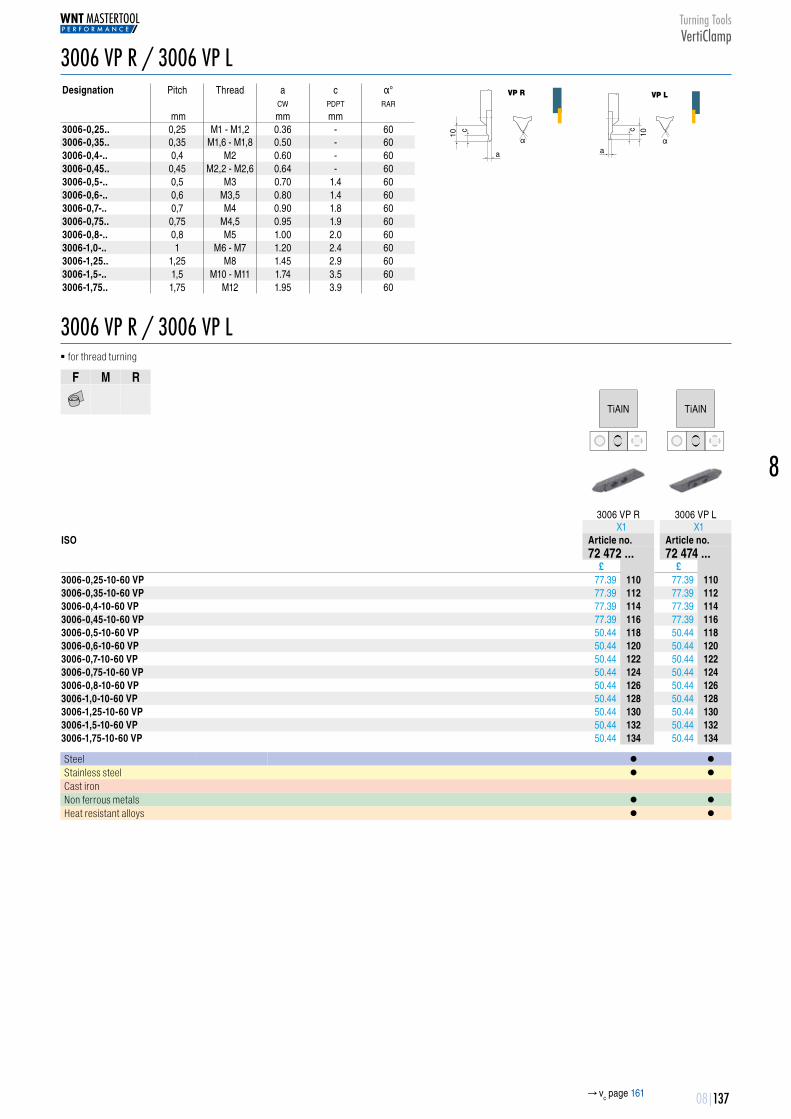
8
08|137
3006 VP R / 3006 VP LDesignation Pitch Thread a c α°
CW PDPT RAR
mm mm mm 3006-0,25.. 0,25 M1 - M1,2 0.36 - 603006-0,35.. 0,35 M1,6 - M1,8 0.50 - 603006-0,4-.. 0,4 M2 0.60 - 603006-0,45.. 0,45 M2,2 - M2,6 0.64 - 603006-0,5-.. 0,5 M3 0.70 1.4 603006-0,6-.. 0,6 M3,5 0.80 1.4 603006-0,7-.. 0,7 M4 0.90 1.8 603006-0,75.. 0,75 M4,5 0.95 1.9 603006-0,8-.. 0,8 M5 1.00 2.0 603006-1,0-.. 1 M6 - M7 1.20 2.4 603006-1,25.. 1,25 M8 1.45 2.9 603006-1,5-.. 1,5 M10 - M11 1.74 3.5 603006-1,75.. 1,75 M12 1.95 3.9 60
c
a
α
VP R
10 c
a
α
VP L
10
3006 VP R / 3006 VP L � for thread turning
F M R
TiAlN TiAlN
3006 VP R 3006 VP LX1 X1
ISO Article no. Article no.72 472 ... 72 474 ...
£ £3006-0,25-10-60 VP 77.39 72472110 77.39 724741103006-0,35-10-60 VP 77.39 72472112 77.39 724741123006-0,4-10-60 VP 77.39 72472114 77.39 724741143006-0,45-10-60 VP 77.39 72472116 77.39 724741163006-0,5-10-60 VP 50.44 72472118 50.44 724741183006-0,6-10-60 VP 50.44 72472120 50.44 724741203006-0,7-10-60 VP 50.44 72472122 50.44 724741223006-0,75-10-60 VP 50.44 72472124 50.44 724741243006-0,8-10-60 VP 50.44 72472126 50.44 724741263006-1,0-10-60 VP 50.44 72472128 50.44 724741283006-1,25-10-60 VP 50.44 72472130 50.44 724741303006-1,5-10-60 VP 50.44 72472132 50.44 724741323006-1,75-10-60 VP 50.44 72472134 50.44 72474134
Steel ● ●Stainless steel ● ●Cast iron Non ferrous metals ● ●Heat resistant alloys ● ●
→ vc page 161
Turning ToolsVertiClamp
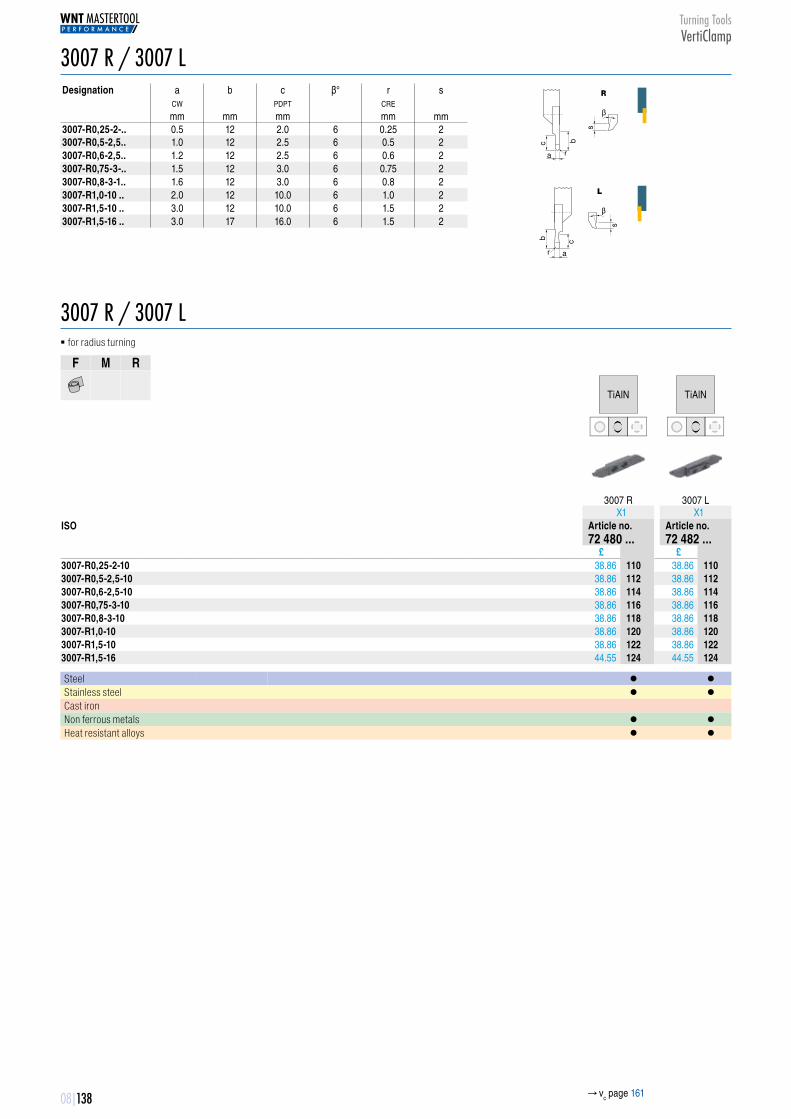
08|138
3007 R / 3007 LDesignation a b c β° r s
CW PDPT CRE
mm mm mm mm mm3007-R0,25-2-.. 0.5 12 2.0 6 0.25 23007-R0,5-2,5.. 1.0 12 2.5 6 0.5 23007-R0,6-2,5.. 1.2 12 2.5 6 0.6 23007-R0,75-3-.. 1.5 12 3.0 6 0.75 23007-R0,8-3-1.. 1.6 12 3.0 6 0.8 23007-R1,0-10 .. 2.0 12 10.0 6 1.0 23007-R1,5-10 .. 3.0 12 10.0 6 1.5 23007-R1,5-16 .. 3.0 17 16.0 6 1.5 2
c b
a
s
β
r
cb
a
s
β
r
L
3007 R / 3007 L � for radius turning
F M R
TiAlN TiAlN
3007 R 3007 LX1 X1
ISO Article no. Article no.72 480 ... 72 482 ...
£ £3007-R0,25-2-10 38.86 72480110 38.86 724821103007-R0,5-2,5-10 38.86 72480112 38.86 724821123007-R0,6-2,5-10 38.86 72480114 38.86 724821143007-R0,75-3-10 38.86 72480116 38.86 724821163007-R0,8-3-10 38.86 72480118 38.86 724821183007-R1,0-10 38.86 72480120 38.86 724821203007-R1,5-10 38.86 72480122 38.86 724821223007-R1,5-16 44.55 72480124 44.55 72482124
Steel ● ●Stainless steel ● ●Cast iron Non ferrous metals ● ●Heat resistant alloys ● ●
→ vc page 161
Turning ToolsVertiClamp

8
08|139
3012 R / 3012 LDesignation a c b α°
CW PDPT RAR
mm mm mm 3012-2-6-.. 2 2.0 10 603012-2-10.. 2 10.0 12 45 c
eα
b
α
a
β
c
eα
b
α
a
β
L
3012 R / 3012 L � for chamfering
F M R
TiAlN TiAlN
3012 R 3012 LX1 X1
ISO Article no. Article no.72 484 ... 72 486 ...
£ £3012-2-6-60 38.86 72484110 38.86 724861103012-2-10-45 38.86 72484112 38.86 72486112
Steel ● ●Stainless steel ● ●Cast iron Non ferrous metals ● ●Heat resistant alloys ● ●
→ vc page 161
Turning ToolsVertiClamp

08|140
3001 R / 3001 LDesignation a c h l1
CW PDPT s1 INSL
mm mm mm mm3001-3,5-.. 3.5 11 8 40.53001-3,6-.. 3.6 17 8 51.5
c a
l1
h
3001 R / 3001 L � Blank
3001 R 3001 LX1 X1
ISO Article no. Article no.72 412 ... 72 414 ...
£ £3001-3,5-10 24.61 72412010 24.61 724140103001-3,6-17 29.95 72412030 29.95 72414030
→ vc page 161
Turning ToolsVertiClamp

8
08|141
VertiClamp – Standard tool holder
b
h
l1
Illustrations show right-hand versions Left-hand Right-handX0 X0
ISO designation h b l1 Insert Article no. Article no.H B OAL 72 302 ... 72 300 ...
mm mm mm £ £3000-08x100 . 8 8 100 30.. 93.84 72302008 93.84 723000083000-10x100 . 10 10 100 30.. 102.37 72302010 102.37 723000103000-12x100 . 12 12 100 30.. 111.26 72302012 111.26 723000123000-16x125 . 16 16 125 30.. 133.89 72302016 133.89 723000163000-20x125 . 20 20 125 30.. 149.70 72302020 149.70 72300020
Y7 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 72 950 ...For Article no. £ £72 302 008 / 72 300 008 T08 9.20 80950110 3.27 7295000472 302 010 / 72 300 010 T08 9.20 80950110 3.27 7295000572 302 012 / 72 300 012 T08 9.20 80950110 3.27 7295000572 302 016 / 72 300 016 T08 9.20 80950110 3.27 7295000572 302 020 / 72 300 020 T08 9.20 80950110 3.27 72950005
VertiClamp – Offset tool holder
l1
l3 f
b
h
Illustrations show right-hand versions Left-hand Right-handX0 X0
ISO designation h b l1 l3 f Insert Article no. Article no.H B OAL LH WF 72 309 ... 72 308 ...
mm mm mm mm mm £ £3000-12x100 .A 12 12 100 37 8 30.. 122.64 72309008 122.64 723080083000-16x125 .A 16 16 125 37 8 30.. 148.59 72309010 148.59 72308010
Y7 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 72 950 ...For Article no. £ £72 309 008 / 72 308 008 T08 9.20 80950110 3.27 7295000472 309 010 / 72 308 010 T08 9.20 80950110 3.27 72950004
Turning ToolsVertiClamp–Holder

08|142
VertiClamp – Combi tool holder
b
h
l1
Illustrations show right-hand versions Left-hand Right-handX0 X0
ISO designation h b l1 Insert Article no. Article no.H B OAL 72 306 ... 72 304 ...
mm mm mm £ £3000-08x100 .C 8 8 100 30.. 108.30 72306008 108.30 723040083000-10x100 .C 10 10 100 30.. 118.18 72306010 118.18 723040103000-12x100 .C 12 12 100 30.. 127.22 72306012 127.22 723040123000-16x125 .C 16 16 125 30.. 154.16 72306016 154.16 723040163000-20x125 .C 20 20 125 30.. 173.31 72306020 173.31 72304020
Y7 2A 2A
Key D Clamping screw Threaded sleeve
Article no. Article no. Article no.Spare parts 80 950 ... 72 950 ... 72 950 ...For Article no. £ £ £72 306 008 / 72 304 008 T08 9.20 80950110 3.27 72950003 3.59 7295000872 306 010 / 72 304 010 T08 9.20 80950110 3.27 72950003 3.59 7295000872 306 012 / 72 304 012 T08 9.20 80950110 3.27 72950003 3.59 7295000872 306 016 / 72 304 016 T08 9.20 80950110 3.27 72950003 3.59 7295000872 306 020 / 72 304 020 T08 9.20 80950110 3.27 72950003 3.59 72950008
Turning ToolsVertiClamp–Holder
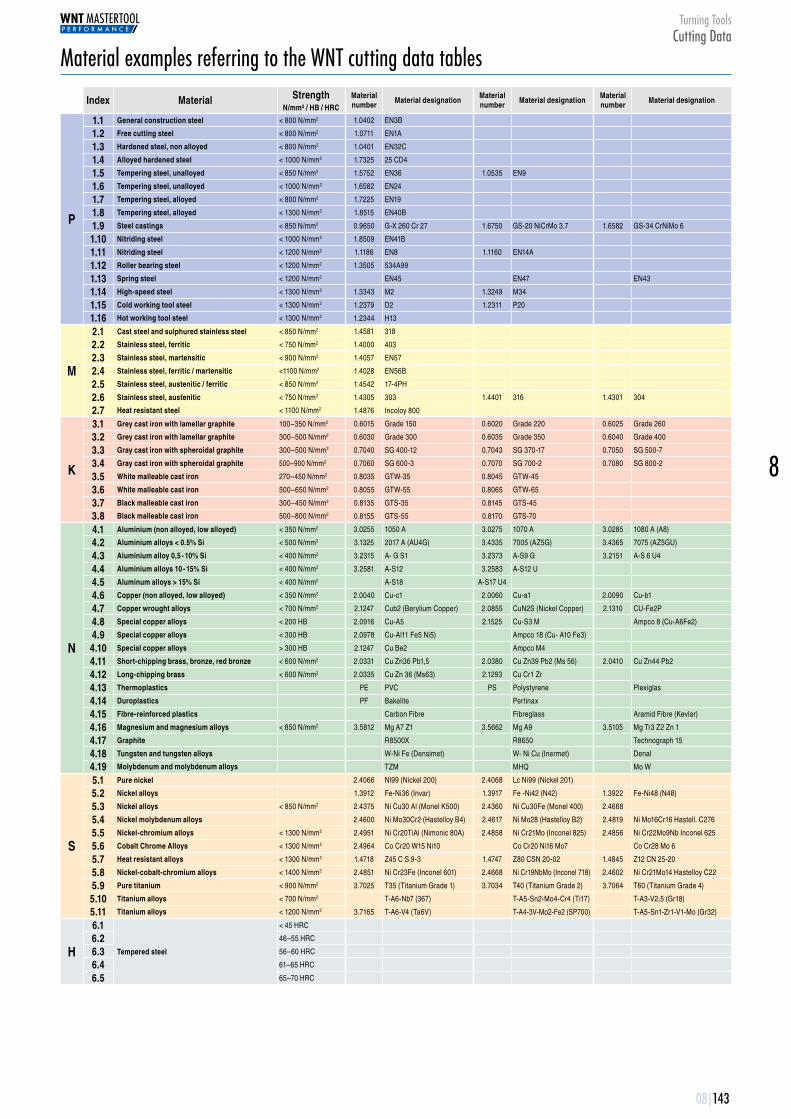
8
08|143
Index Material Strength Material number Material designation Material
number Material designation Material number Material designation
N/mm² / HB / HRC
P
1.1 General construction steel < 800 N/mm2 1.0402 EN3B
1.2 Free cutting steel < 800 N/mm2 1.0711 EN1A
1.3 Hardened steel, non alloyed < 800 N/mm2 1.0401 EN32C
1.4 Alloyed hardened steel < 1000 N/mm2 1.7325 25 CD4
1.5 Tempering steel, unalloyed < 850 N/mm2 1.5752 EN36 1.0535 EN9
1.6 Tempering steel, unalloyed < 1000 N/mm2 1.6582 EN24
1.7 Tempering steel, alloyed < 800 N/mm2 1.7225 EN19
1.8 Tempering steel, alloyed < 1300 N/mm2 1.8515 EN40B
1.9 Steel castings < 850 N/mm2 0.9650 G-X 260 Cr 27 1.6750 GS-20 NiCrMo 3.7 1.6582 GS-34 CrNiMo 6
1.10 Nitriding steel < 1000 N/mm2 1.8509 EN41B
1.11 Nitriding steel < 1200 N/mm2 1.1186 EN8 1.1160 EN14A
1.12 Roller bearing steel < 1200 N/mm2 1.3505 534A99
1.13 Spring steel < 1200 N/mm2 EN45 EN47 EN43
1.14 High-speed steel < 1300 N/mm2 1.3343 M2 1.3249 M34
1.15 Cold working tool steel < 1300 N/mm2 1.2379 D2 1.2311 P20
1.16 Hot working tool steel < 1300 N/mm2 1.2344 H13
M
2.1 Cast steel and sulphured stainless steel < 850 N/mm2 1.4581 318
2.2 Stainless steel, ferritic < 750 N/mm2 1.4000 403
2.3 Stainless steel, martensitic < 900 N/mm2 1.4057 EN57
2.4 Stainless steel, ferritic / martensitic <1100 N/mm2 1.4028 EN56B
2.5 Stainless steel, austenitic / ferritic < 850 N/mm2 1.4542 17-4PH
2.6 Stainless steel, austenitic < 750 N/mm2 1.4305 303 1.4401 316 1.4301 304
2.7 Heat resistant steel < 1100 N/mm2 1.4876 Incoloy 800
K
3.1 Grey cast iron with lamellar graphite 100–350 N/mm2 0.6015 Grade 150 0.6020 Grade 220 0.6025 Grade 260
3.2 Grey cast iron with lamellar graphite 300–500 N/mm2 0.6030 Grade 300 0.6035 Grade 350 0.6040 Grade 400
3.3 Gray cast iron with spheroidal graphite 300–500 N/mm2 0.7040 SG 400-12 0.7043 SG 370-17 0.7050 SG 500-7
3.4 Gray cast iron with spheroidal graphite 500–900 N/mm2 0.7060 SG 600-3 0.7070 SG 700-2 0.7080 SG 800-2
3.5 White malleable cast iron 270–450 N/mm2 0.8035 GTW-35 0.8045 GTW-45
3.6 White malleable cast iron 500–650 N/mm2 0.8055 GTW-55 0.8065 GTW-65
3.7 Black malleable cast iron 300–450 N/mm2 0.8135 GTS-35 0.8145 GTS-45
3.8 Black malleable cast iron 500–800 N/mm2 0.8155 GTS-55 0.8170 GTS-70
N
4.1 Aluminium (non alloyed, low alloyed) < 350 N/mm2 3.0255 1050 A 3.0275 1070 A 3.0285 1080 A (A8)
4.2 Aluminium alloys < 0.5% Si < 500 N/mm2 3.1325 2017 A (AU4G) 3.4335 7005 (AZ5G) 3.4365 7075 (AZ5GU)
4.3 Aluminium alloy 0,5 - 10% Si < 400 N/mm2 3.2315 A- G S1 3.2373 A-S9 G 3.2151 A-S 6 U4
4.4 Aluminium alloys 10 - 15% Si < 400 N/mm2 3.2581 A-S12 3.2583 A-S12 U
4.5 Aluminum alloys > 15% Si < 400 N/mm2 A-S18 A-S17 U4
4.6 Copper (non alloyed, low alloyed) < 350 N/mm2 2.0040 Cu-c1 2.0060 Cu-a1 2.0090 Cu-b1
4.7 Copper wrought alloys < 700 N/mm2 2.1247 Cub2 (Berylium Copper) 2.0855 CuN2S (Nickel Copper) 2.1310 CU-Fe2P
4.8 Special copper alloys < 200 HB 2.0916 Cu-A5 2.1525 Cu-S3 M Ampco 8 (Cu-A6Fe2)
4.9 Special copper alloys < 300 HB 2.0978 Cu-Al11 Fe5 Ni5) Ampco 18 (Cu- A10 Fe3)
4.10 Special copper alloys > 300 HB 2.1247 Cu Be2 Ampco M4
4.11 Short-chipping brass, bronze, red bronze < 600 N/mm2 2.0331 Cu Zn36 Pb1,5 2.0380 Cu Zn39 Pb2 (Ms 56) 2.0410 Cu Zn44 Pb2
4.12 Long-chipping brass < 600 N/mm2 2.0335 Cu Zn 36 (Ms63) 2.1293 Cu Cr1 Zr
4.13 Thermoplastics PE PVC PS Polystyrene Plexiglas
4.14 Duroplastics PF Bakelite Pertinax
4.15 Fibre-reinforced plastics Carbon Fibre Fibreglass Aramid Fibre (Kevlar)
4.16 Magnesium and magnesium alloys < 850 N/mm2 3.5812 Mg A7 Z1 3.5662 Mg A9 3.5105 Mg Tr3 Z2 Zn 1
4.17 Graphite R8500X R8650 Technograph 15
4.18 Tungsten and tungsten alloys W-Ni Fe (Densimet) W- Ni Cu (Inermet) Denal
4.19 Molybdenum and molybdenum alloys TZM MHQ Mo W
S
5.1 Pure nickel 2.4066 Ni99 (Nickel 200) 2.4068 Lc Ni99 (Nickel 201)
5.2 Nickel alloys 1.3912 Fe-Ni36 (Invar) 1.3917 Fe -Ni42 (N42) 1.3922 Fe-Ni48 (N48)
5.3 Nickel alloys < 850 N/mm2 2.4375 Ni Cu30 Al (Monel K500) 2.4360 Ni Cu30Fe (Monel 400) 2.4668
5.4 Nickel molybdenum alloys 2.4600 Ni Mo30Cr2 (Hastelloy B4) 2.4617 Ni Mo28 (Hastelloy B2) 2.4819 Ni Mo16Cr16 Hastell. C276
5.5 Nickel-chromium alloys < 1300 N/mm2 2.4951 Ni Cr20TiAl (Nimonic 80A) 2.4858 Ni Cr21Mo (Inconel 825) 2.4856 Ni Cr22Mo9Nb Inconel 625
5.6 Cobalt Chrome Alloys < 1300 N/mm2 2.4964 Co Cr20 W15 Ni10 Co Cr20 Ni16 Mo7 Co Cr28 Mo 6
5.7 Heat resistant alloys < 1300 N/mm2 1.4718 Z45 C S 9-3 1.4747 Z80 CSN 20-02 1.4845 Z12 CN 25-20
5.8 Nickel-cobalt-chromium alloys < 1400 N/mm2 2.4851 Ni Cr23Fe (Inconel 601) 2.4668 Ni Cr19NbMo (Inconel 718) 2.4602 Ni Cr21Mo14 Hastelloy C22
5.9 Pure titanium < 900 N/mm2 3.7025 T35 (Titanium Grade 1) 3.7034 T40 (Titanium Grade 2) 3.7064 T60 (Titanium Grade 4)
5.10 Titanium alloys < 700 N/mm2 T-A6-Nb7 (367) T-A5-Sn2-Mo4-Cr4 (Ti17) T-A3-V2,5 (Gr18)
5.11 Titanium alloys < 1200 N/mm2 3.7165 T-A6-V4 (Ta6V) T-A4-3V-Mo2-Fe2 (SP700) T-A5-Sn1-Zr1-V1-Mo (Gr32)
H
6.1
Tempered steel
< 45 HRC
6.2 46–55 HRC
6.3 56–60 HRC
6.4 61–65 HRC
6.5 65–70 HRC
Material examples referring to the WNT cutting data tablesCutting Data
Turning Tools
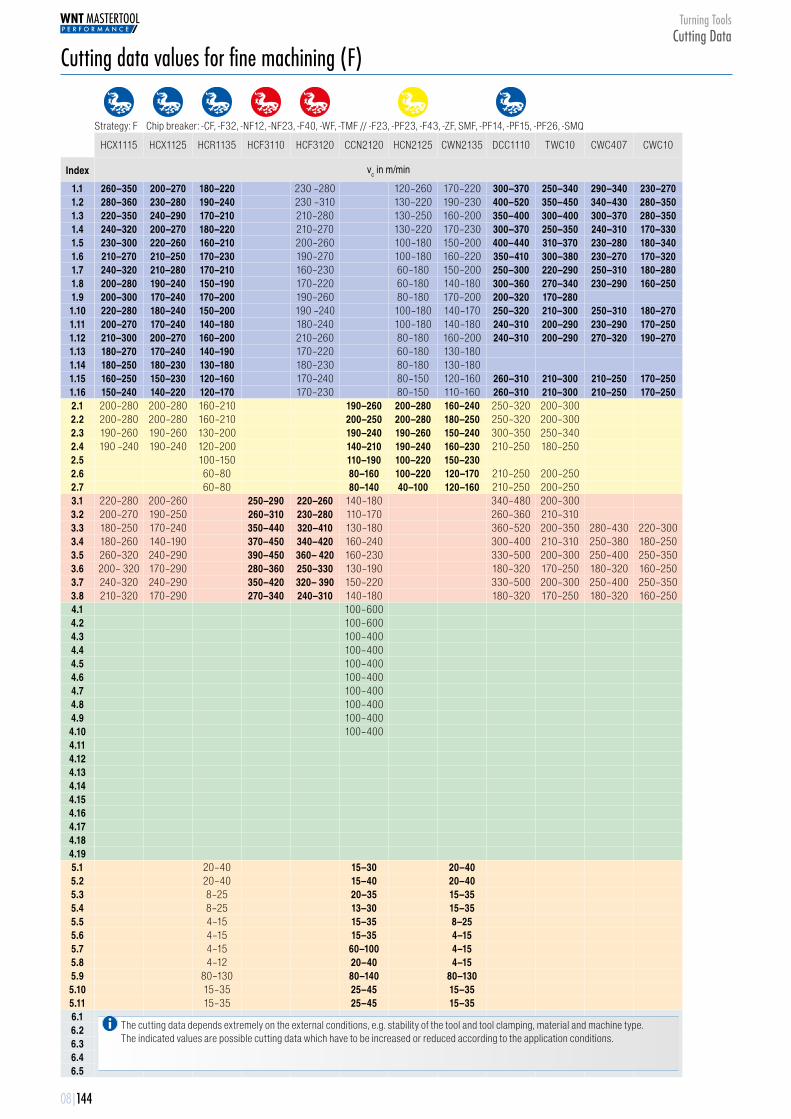
08|144
Strategy: F Chip breaker: -CF, -F32, -NF12, -NF23, -F40, -WF, -TMF // -F23, -PF23, -F43, -ZF, SMF, -PF14, -PF15, -PF26, -SMQ
HCX1115 HCX1125 HCR1135 HCF3110 HCF3120 CCN2120 HCN2125 CWN2135 DCC1110 TWC10 CWC407 CWC10
Index vc in m/min
1.1 260–350 200–270 180–220 230 –280 120–260 170–220 300–370 250–340 290–340 230–2701.2 280–360 230–280 190–240 230 –310 130–220 190–230 400–520 350–450 340–430 280–3501.3 220–350 240–290 170–210 210–280 130–250 160–200 350–400 300–400 300–370 280–3501.4 240–320 200–270 180–220 210–270 130–220 170–230 300–370 250–350 240–310 170–3301.5 230–300 220–260 160–210 200–260 100–180 150–200 400–440 310–370 230–280 180–3401.6 210–270 210–250 170–230 190–270 100–180 160–220 350–410 300–380 230–270 170–3201.7 240–320 210–280 170–210 160–230 60–180 150–200 250–300 220–290 250–310 180–2801.8 200–280 190–240 150–190 170–220 60–180 140–180 300–360 270–340 230–290 160–2501.9 200–300 170–240 170–200 190–260 80–180 170–200 200–320 170–2801.10 220–280 180–240 150–200 190 –240 100–180 140–170 250–320 210–300 250–310 180–2701.11 200–270 170–240 140–180 180–240 100–180 140–180 240–310 200–290 230–290 170–2501.12 210–300 200–270 160–200 210–260 80–180 160–200 240–310 200–290 270–320 190–2701.13 180–270 170–240 140–190 170–220 60–180 130–1801.14 180–250 180–230 130–180 180–230 80–180 130–1801.15 160–250 150–230 120–160 170–240 80–150 120–160 260–310 210–300 210–250 170–2501.16 150–240 140–220 120–170 170–230 80–150 110–160 260–310 210–300 210–250 170–2502.1 200–280 200–280 160–210 190–260 200–280 160–240 250–320 200–3002.2 200–280 200–280 160–210 200–250 200–280 180–250 250–320 200–3002.3 190–260 190–260 130–200 190–240 190–260 150–240 300–350 250–3402.4 190 –240 190–240 120–200 140–210 190–240 160–230 210–250 180–2502.5 100–150 110–190 100–220 150–2302.6 60–80 80–160 100–220 120–170 210–250 200–2502.7 60–80 80–140 40–100 120–160 210–250 200–2503.1 220–280 200–260 250–290 220–260 140–180 340–480 200–3003.2 200–270 190–250 260–310 230–280 110–170 260–360 210–3103.3 180–250 170–240 350–440 320–410 130–180 360–520 200–350 280–430 220–3003.4 180–260 140–190 370–450 340–420 160–240 300–400 210–310 250–380 180–2503.5 260–320 240–290 390–450 360– 420 160–230 330–500 200–300 250–400 250–3503.6 200– 320 170–290 280–360 250–330 130–190 180–320 170–250 180–320 160–2503.7 240–320 240–290 350–420 320– 390 150–220 330–500 200–300 250–400 250–3503.8 210–320 170–290 270–340 240–310 140–180 180–320 170–250 180–320 160–2504.1 100–6004.2 100–6004.3 100–4004.4 100–4004.5 100–4004.6 100–4004.7 100–4004.8 100–4004.9 100–4004.10 100–4004.114.124.134.144.154.164.174.184.195.1 20–40 15–30 20–405.2 20–40 15–40 20–405.3 8–25 20–35 15–355.4 8–25 13–30 15–355.5 4–15 15–35 8–255.6 4–15 15–35 4–155.7 4–15 60–100 4–155.8 4–12 20–40 4–155.9 80–130 80–140 80–1305.10 15–35 25–45 15–355.11 15–35 25–45 15–356.16.26.36.46.5
Cutting data values for fine machining (F)
The cutting data depends extremely on the external conditions, e.g. stability of the tool and tool clamping, material and machine type. The indicated values are possible cutting data which have to be increased or reduced according to the application conditions.
Turning ToolsCutting Data

8
08|145
NF12 (Cermet)
Designation
f ap
min. Recom-mended max. min. Recom-
mended max.
mm/U mm
CNMG 120404EN 0,05 0,15 0,25 0,3 0,5 1,5
CNMG 120408EN 0,07 0,15 0,25 0,3 0,5 1,5
CNMG 120412EN
DNMG 110404EN 0,05 0,15 0,25 0,3 0,5 1,5
DNMG 110408EN 0,07 0,15 0,25 0,3 0,5 1,5
DNMG 150604EN 0,05 0,15 0,25 0,3 0,5 1,5
DNMG 150608EN 0,07 0,15 0,25 0,3 0,5 1,5
DNMG 150612EN 0,10 0,20 0,30 0,5 0,7 1,5
TNMG 160404EN 0,05 0,15 0,25 0,3 0,5 1,5
TNMG 160408EN 0,07 0,15 0,25 0,3 0,5 1,5
TNMG 160412EN 0,10 0,20 0,30 0,5 0,7 1,5
WNMG 060404EN 0,05 0,15 0,25 0,3 0,5 1,5
WNMG 060408EN 0,07 0,15 0,25 0,3 0,5 1,5
WNMG 080408EN 0,07 0,15 0,25 0,3 0,5 1,5
WNMG 080412EN
TFQ
f ap
min. Recom-mended max. min. Recom-
mended max.
mm/U mm
0,10 0,15 0,35 0,4 1,0 3,0
0,10 0,25 0,50 0,5 1,5 4,0
0,15 0,30 0,70 0,8 2,0 5,0
0,10 0,15 0,30 0,4 1,0 3,0
0,10 0,25 0,40 0,5 1,5 4,0
0,10 0,18 0,35 0,4 0,8 3,0
0,10 0,20 0,50 0,5 1,5 3,0
0,10 0,25 0,50 0,5 1,5 4,0
0,15 0,30 0,70 0,8 2,0 5,0
Cutting data values for negative inserts – finish machining F
NF23
Designation
f ap
min. Recom-mended max. min. Recom-
mended max.
mm/U mm
CNMG 120404EN 0,05 0,15 0,25 0,4 1,0 2,0
CNMG 120408EN 0,10 0,22 0,35 0,8 1,5 2,5
DNMG 110404EN 0,05 0,15 0,25 0,4 1,0 2,0
DNMG 110408EN 0,10 0,20 0,35 0,8 1,5 2,5
DNMG 150604EN 0,05 0,15 0,25 0,4 1,0 2,0
DNMG 150608EN 0,10 0,20 0,35 0,8 1,5 2,5
SNMG 120404EN 0,10 0,15 0,30 0,4 1,0 2,0
SNMG 120408EN 0,15 0,20 0,40 0,8 1,5 2,5
SNMG 120412EN 0,15 0,20 0,40 1,2 1,8 2,5
TNMG 160404EN 0,05 0,15 0,25 0,4 1,0 2,0
TNMG 160408EN 0,10 0,15 0,35 0,8 1,5 2,5
TNMG 160412EN
VNMG 160404EN 0,08 0,10 0,20 0,4 1,0 2,0
VNMG 160408EN 0,10 0,15 0,30 0,8 1,5 2,5
WNMG 060404EN 0,05 0,15 0,25 0,4 1,0 2,0
WNMG 060408EN 0,10 0,20 0,30 0,8 1,5 2,5
WNMG 080404EN 0,05 0,15 0,25 0,4 1,0 2,0
WNMG 080408EN 0,10 0,20 0,35 0,8 1,5 2,5
WNMG 080412EN
The data shows reference values. An adjustment to the actual conditions may be required.
Information on the cutting data of chip breakers not included in this overview, can be found on → Page 162-167
Turning ToolsCutting Data
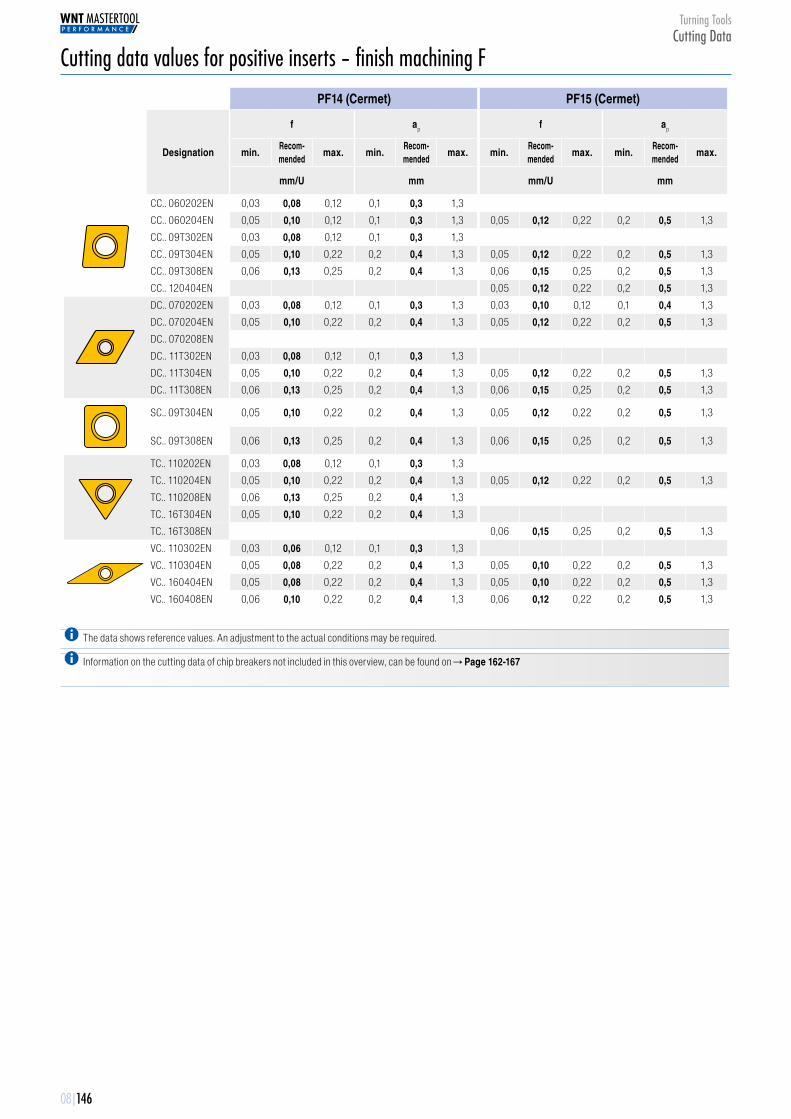
08|146
Cutting data values for positive inserts – finish machining FPF14 (Cermet) PF15 (Cermet)
Designation
f ap f ap
min. Recom-mended max. min. Recom-
mended max. min. Recom-mended max. min. Recom-
mended max.
mm/U mm mm/U mm
CC.. 060202EN 0,03 0,08 0,12 0,1 0,3 1,3
CC.. 060204EN 0,05 0,10 0,12 0,1 0,3 1,3 0,05 0,12 0,22 0,2 0,5 1,3
CC.. 09T302EN 0,03 0,08 0,12 0,1 0,3 1,3
CC.. 09T304EN 0,05 0,10 0,22 0,2 0,4 1,3 0,05 0,12 0,22 0,2 0,5 1,3
CC.. 09T308EN 0,06 0,13 0,25 0,2 0,4 1,3 0,06 0,15 0,25 0,2 0,5 1,3
CC.. 120404EN 0,05 0,12 0,22 0,2 0,5 1,3
DC.. 070202EN 0,03 0,08 0,12 0,1 0,3 1,3 0,03 0,10 0,12 0,1 0,4 1,3
DC.. 070204EN 0,05 0,10 0,22 0,2 0,4 1,3 0,05 0,12 0,22 0,2 0,5 1,3
DC.. 070208EN
DC.. 11T302EN 0,03 0,08 0,12 0,1 0,3 1,3
DC.. 11T304EN 0,05 0,10 0,22 0,2 0,4 1,3 0,05 0,12 0,22 0,2 0,5 1,3
DC.. 11T308EN 0,06 0,13 0,25 0,2 0,4 1,3 0,06 0,15 0,25 0,2 0,5 1,3
SC.. 09T304EN 0,05 0,10 0,22 0,2 0,4 1,3 0,05 0,12 0,22 0,2 0,5 1,3
SC.. 09T308EN 0,06 0,13 0,25 0,2 0,4 1,3 0,06 0,15 0,25 0,2 0,5 1,3
TC.. 110202EN 0,03 0,08 0,12 0,1 0,3 1,3
TC.. 110204EN 0,05 0,10 0,22 0,2 0,4 1,3 0,05 0,12 0,22 0,2 0,5 1,3
TC.. 110208EN 0,06 0,13 0,25 0,2 0,4 1,3
TC.. 16T304EN 0,05 0,10 0,22 0,2 0,4 1,3
TC.. 16T308EN 0,06 0,15 0,25 0,2 0,5 1,3
VC.. 110302EN 0,03 0,06 0,12 0,1 0,3 1,3
VC.. 110304EN 0,05 0,08 0,22 0,2 0,4 1,3 0,05 0,10 0,22 0,2 0,5 1,3
VC.. 160404EN 0,05 0,08 0,22 0,2 0,4 1,3 0,05 0,10 0,22 0,2 0,5 1,3
VC.. 160408EN 0,06 0,10 0,22 0,2 0,4 1,3 0,06 0,12 0,22 0,2 0,5 1,3
The data shows reference values. An adjustment to the actual conditions may be required.
Information on the cutting data of chip breakers not included in this overview, can be found on → Page 162-167
Turning ToolsCutting Data
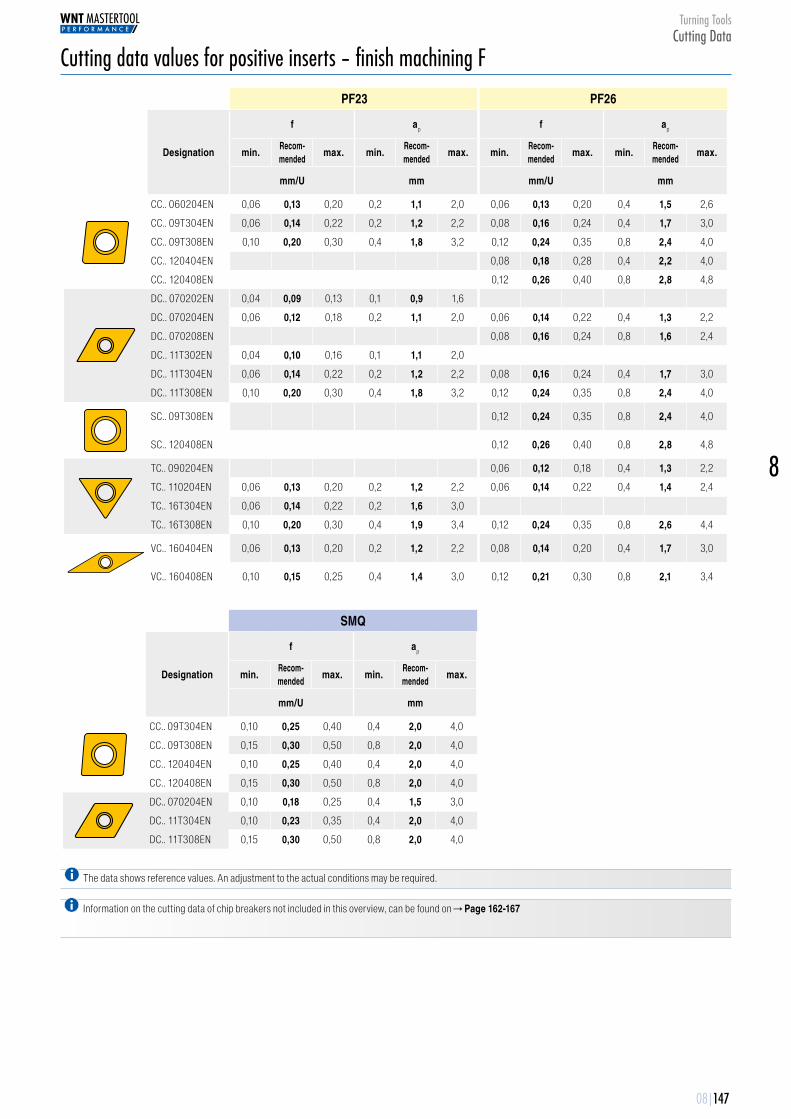
8
08|147
Cutting data values for positive inserts – finish machining FPF23 PF26
Designation
f ap f ap
min. Recom-mended max. min. Recom-
mended max. min. Recom-mended max. min. Recom-
mended max.
mm/U mm mm/U mm
CC.. 060204EN 0,06 0,13 0,20 0,2 1,1 2,0 0,06 0,13 0,20 0,4 1,5 2,6
CC.. 09T304EN 0,06 0,14 0,22 0,2 1,2 2,2 0,08 0,16 0,24 0,4 1,7 3,0
CC.. 09T308EN 0,10 0,20 0,30 0,4 1,8 3,2 0,12 0,24 0,35 0,8 2,4 4,0
CC.. 120404EN 0,08 0,18 0,28 0,4 2,2 4,0
CC.. 120408EN 0,12 0,26 0,40 0,8 2,8 4,8
DC.. 070202EN 0,04 0,09 0,13 0,1 0,9 1,6
DC.. 070204EN 0,06 0,12 0,18 0,2 1,1 2,0 0,06 0,14 0,22 0,4 1,3 2,2
DC.. 070208EN 0,08 0,16 0,24 0,8 1,6 2,4
DC.. 11T302EN 0,04 0,10 0,16 0,1 1,1 2,0
DC.. 11T304EN 0,06 0,14 0,22 0,2 1,2 2,2 0,08 0,16 0,24 0,4 1,7 3,0
DC.. 11T308EN 0,10 0,20 0,30 0,4 1,8 3,2 0,12 0,24 0,35 0,8 2,4 4,0
SC.. 09T308EN 0,12 0,24 0,35 0,8 2,4 4,0
SC.. 120408EN 0,12 0,26 0,40 0,8 2,8 4,8
TC.. 090204EN 0,06 0,12 0,18 0,4 1,3 2,2
TC.. 110204EN 0,06 0,13 0,20 0,2 1,2 2,2 0,06 0,14 0,22 0,4 1,4 2,4
TC.. 16T304EN 0,06 0,14 0,22 0,2 1,6 3,0
TC.. 16T308EN 0,10 0,20 0,30 0,4 1,9 3,4 0,12 0,24 0,35 0,8 2,6 4,4
VC.. 160404EN 0,06 0,13 0,20 0,2 1,2 2,2 0,08 0,14 0,20 0,4 1,7 3,0
VC.. 160408EN 0,10 0,15 0,25 0,4 1,4 3,0 0,12 0,21 0,30 0,8 2,1 3,4
SMQ
Designation
f ap
min. Recom-mended max. min. Recom-
mended max.
mm/U mm
CC.. 09T304EN 0,10 0,25 0,40 0,4 2,0 4,0
CC.. 09T308EN 0,15 0,30 0,50 0,8 2,0 4,0
CC.. 120404EN 0,10 0,25 0,40 0,4 2,0 4,0
CC.. 120408EN 0,15 0,30 0,50 0,8 2,0 4,0
DC.. 070204EN 0,10 0,18 0,25 0,4 1,5 3,0
DC.. 11T304EN 0,10 0,23 0,35 0,4 2,0 4,0
DC.. 11T308EN 0,15 0,30 0,50 0,8 2,0 4,0
The data shows reference values. An adjustment to the actual conditions may be required.
Information on the cutting data of chip breakers not included in this overview, can be found on → Page 162-167
Turning ToolsCutting Data

08|148
Strategy: M Chip breaker: -NM23, -XU, -NM15, -NM26, -M40, -M42, -M52, -NM19, - M81 // -ZM
HCX1115 HCX1125 HCR1135 HCF3110 HCF3120 CCN2120 HCN2125 CWN2135 CWP40 CWN2120 HCN5110 HCN5115
Index vc in m/min
1.1 250–340 200–260 170–210 220–270 120–250 170–210 60–1201.2 270–350 230–280 180–230 220–300 120–220 180–230 80–1601.3 220–350 240–290 160–200 190–260 120–250 150–220 70–1401.4 240–310 200–250 170–210 200–250 130–200 170–210 40–1101.5 230–300 210–250 150–200 190–250 100–170 150–200 40–1101.6 210–270 190–240 160–220 180–260 100–170 150–210 40–1101.7 240–300 200–270 160–200 150–210 50– 160 150–200 50–1001.8 190–270 180–230 140–180 150–200 50– 160 130–170 40–801.9 190–280 160–220 160–190 170–240 60– 160 160–190 60–1101.10 200–260 180–230 140–190 170–220 100–180 130–170 40–701.11 180–260 170–240 130–170 170–230 80–180 130–170 40–701.12 200–280 190–260 150–200 190–240 70–170 150–190 50–901.13 180–250 170–230 130–180 150–210 60–170 120–180 40–801.14 170–230 170–210 120–160 170–220 70–160 120–170 40–801.15 150–240 130–220 110–150 150–220 60–120 100–150 40–801.16 130–220 130–220 110–150 150–210 60–120 100–150 40–802.1 200–280 200–280 150–210 180–240 120–280 150–230 30–70 130–2002.2 200–280 200–280 150–200 180–230 120–280 170–250 40–80 120–2202.3 190–260 190–260 120–200 170–220 120–260 140–220 40–80 100–1602.4 190 –240 190–240 110–190 130–210 120–240 140–210 20–70 80–1802.5 90–150 100–180 100–220 120–210 90–1402.6 60–80 70–140 100–220 100–140 80–1502.7 60–80 70–110 40–100 100–140 80–1203.1 140–240 120–210 210–270 170–240 120–1703.2 160–250 160–200 200–260 170–230 100–1503.3 150–220 150–200 290–340 260–310 120–1703.4 140–200 130–190 260–320 230–320 150–2403.5 200–260 160–230 280–360 250–330 150–2203.6 180–240 150–210 240–300 210–270 110–1703.7 180–280 160–230 280–360 250–330 140–2203.8 160–260 150–210 240–360 210–330 120–1704.1 100–600 400–20004.2 100–600 400–20004.3 100–400 400–20004.4 100–400 200–12004.5 100–400 200–10004.6 100–400 250–10004.7 100–400 250–10004.8 100–400 250–10004.9 100–400 250–10004.10 100–400 250–10004.11 150–8004.12 150–8004.134.144.154.164.174.184.195.1 20–40 15–30 20–40 30–1205.2 20–40 15–40 20–40 30–905.3 8–25 20–35 15–35 30–905.4 8–25 13–30 15–35 30–905.5 4–15 15–35 8–25 30–905.6 4–15 15–35 4–15 30–905.7 4–15 60–100 4–15 30–905.8 4–12 20–40 4–15 30–1205.9 80–130 80–140 80–130 80–130 30–1205.10 15–35 25–45 25–45 15–35 30–1205.11 15–35 25–45 15–35 30–1206.16.26.36.46.5
Cutting data values for medium machining (M)
The cutting data depends extremely on the external conditions, e.g. stability of the tool and tool clamping, material and machine type. The indicated values are possible cutting data which have to be increased or reduced according to the application conditions.
Turning ToolsCutting Data
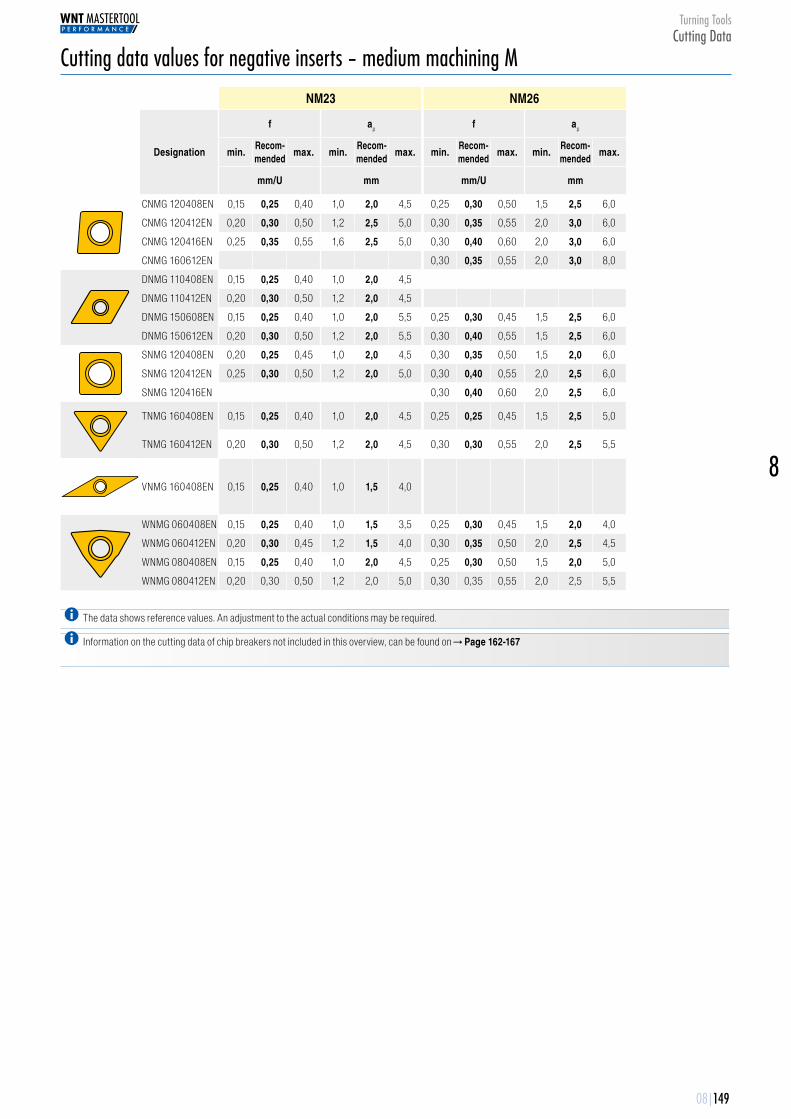
8
08|149
Cutting data values for negative inserts – medium machining MNM23 NM26
Designation
f ap f ap
min. Recom-mended max. min. Recom-
mended max. min. Recom-mended max. min. Recom-
mended max.
mm/U mm mm/U mm
CNMG 120408EN 0,15 0,25 0,40 1,0 2,0 4,5 0,25 0,30 0,50 1,5 2,5 6,0
CNMG 120412EN 0,20 0,30 0,50 1,2 2,5 5,0 0,30 0,35 0,55 2,0 3,0 6,0
CNMG 120416EN 0,25 0,35 0,55 1,6 2,5 5,0 0,30 0,40 0,60 2,0 3,0 6,0
CNMG 160612EN 0,30 0,35 0,55 2,0 3,0 8,0
DNMG 110408EN 0,15 0,25 0,40 1,0 2,0 4,5
DNMG 110412EN 0,20 0,30 0,50 1,2 2,0 4,5
DNMG 150608EN 0,15 0,25 0,40 1,0 2,0 5,5 0,25 0,30 0,45 1,5 2,5 6,0
DNMG 150612EN 0,20 0,30 0,50 1,2 2,0 5,5 0,30 0,40 0,55 1,5 2,5 6,0
SNMG 120408EN 0,20 0,25 0,45 1,0 2,0 4,5 0,30 0,35 0,50 1,5 2,0 6,0
SNMG 120412EN 0,25 0,30 0,50 1,2 2,0 5,0 0,30 0,40 0,55 2,0 2,5 6,0
SNMG 120416EN 0,30 0,40 0,60 2,0 2,5 6,0
TNMG 160408EN 0,15 0,25 0,40 1,0 2,0 4,5 0,25 0,25 0,45 1,5 2,5 5,0
TNMG 160412EN 0,20 0,30 0,50 1,2 2,0 4,5 0,30 0,30 0,55 2,0 2,5 5,5
VNMG 160408EN 0,15 0,25 0,40 1,0 1,5 4,0
WNMG 060408EN 0,15 0,25 0,40 1,0 1,5 3,5 0,25 0,30 0,45 1,5 2,0 4,0
WNMG 060412EN 0,20 0,30 0,45 1,2 1,5 4,0 0,30 0,35 0,50 2,0 2,5 4,5
WNMG 080408EN 0,15 0,25 0,40 1,0 2,0 4,5 0,25 0,30 0,50 1,5 2,0 5,0
WNMG 080412EN 0,20 0,30 0,50 1,2 2,0 5,0 0,30 0,35 0,55 2,0 2,5 5,5
The data shows reference values. An adjustment to the actual conditions may be required.
Information on the cutting data of chip breakers not included in this overview, can be found on → Page 162-167
Turning ToolsCutting Data
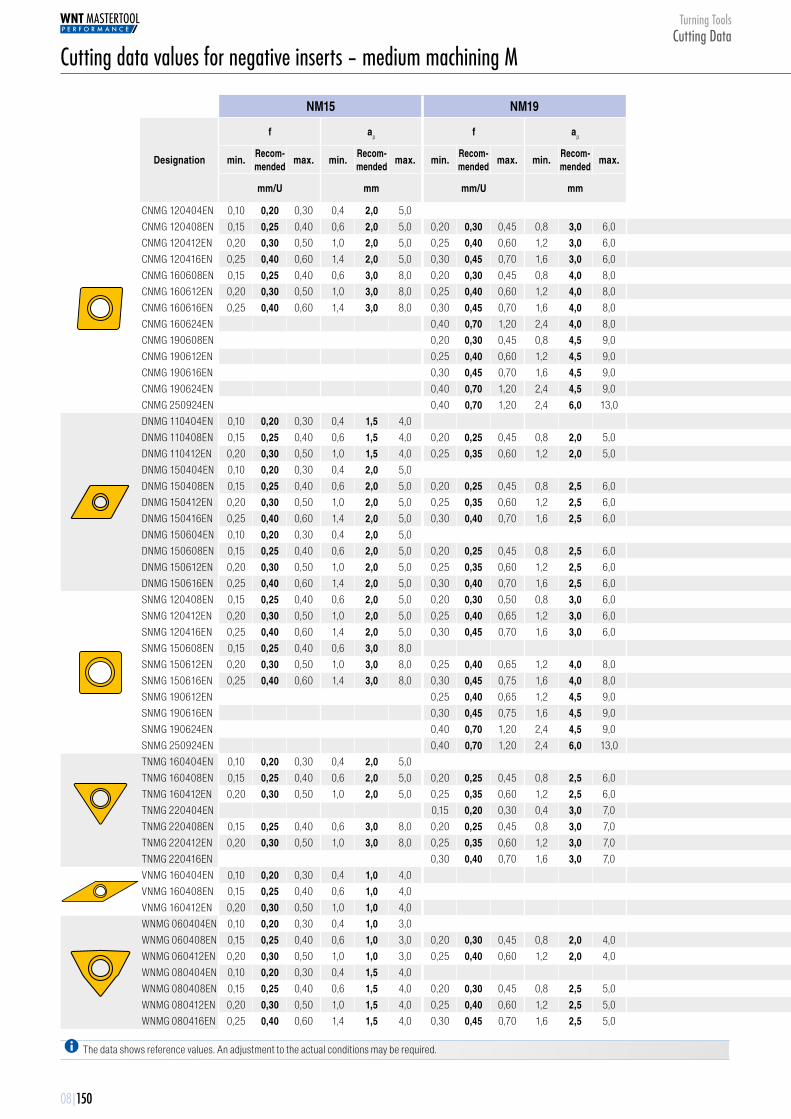
08|150
Cutting data values for negative inserts – medium machining M
NM15 NM19 XU TMQ M34
Designation
f ap f ap
Designation
f ap f ap f ap
min. Recom-mended max. min. Recom-
mended max. min. Recom-mended max. min. Recom-
mended max. min. Recom-mended max. min. Recom-
mended max. min. Recom-mended max. min. Recom-
mended max. min. Recom-mended max. min. Recom-
mended max.
mm/U mm mm/U mm mm/U mm mm/U mm mm/U mm
CNMG 120404EN 0,10 0,20 0,30 0,4 2,0 5,0 CNMG 120404EN 0,08 0,15 0,25 0,3 1,5 2,5 0,08 0,12 0,18 1,0 1,5 3,0CNMG 120408EN 0,15 0,25 0,40 0,6 2,0 5,0 0,20 0,30 0,45 0,8 3,0 6,0 CNMG 120408EN 0,13 0,25 0,35 0,6 2,0 3,0 0,20 0,40 0,65 0,8 3,0 5,0 0,10 0,15 0,35 1,0 1,8 3,5CNMG 120412EN 0,20 0,30 0,50 1,0 2,0 5,0 0,25 0,40 0,60 1,2 3,0 6,0 CNMG 120412EN 0,15 0,30 0,45 0,9 2,0 3,5 0,25 0,50 0,85 1,0 3,0 6,0 0,13 0,20 0,40 1,5 2,0 4,0CNMG 120416EN 0,25 0,40 0,60 1,4 2,0 5,0 0,30 0,45 0,70 1,6 3,0 6,0 CNMG 120416EN 0,15 0,25 0,45 2,0 3,0 4,5CNMG 160608EN 0,15 0,25 0,40 0,6 3,0 8,0 0,20 0,30 0,45 0,8 4,0 8,0 CNMG 160608ENCNMG 160612EN 0,20 0,30 0,50 1,0 3,0 8,0 0,25 0,40 0,60 1,2 4,0 8,0 CNMG 160612ENCNMG 160616EN 0,25 0,40 0,60 1,4 3,0 8,0 0,30 0,45 0,70 1,6 4,0 8,0 CNMG 160616ENCNMG 160624EN 0,40 0,70 1,20 2,4 4,0 8,0 CNMG 160624ENCNMG 190608EN 0,20 0,30 0,45 0,8 4,5 9,0 CNMG 190608ENCNMG 190612EN 0,25 0,40 0,60 1,2 4,5 9,0 CNMG 190612ENCNMG 190616EN 0,30 0,45 0,70 1,6 4,5 9,0 CNMG 190616ENCNMG 190624EN 0,40 0,70 1,20 2,4 4,5 9,0 CNMG 190624ENCNMG 250924EN 0,40 0,70 1,20 2,4 6,0 13,0 CNMG 250924ENDNMG 110404EN 0,10 0,20 0,30 0,4 1,5 4,0 DNMG 110404ENDNMG 110408EN 0,15 0,25 0,40 0,6 1,5 4,0 0,20 0,25 0,45 0,8 2,0 5,0 DNMG 110408ENDNMG 110412EN 0,20 0,30 0,50 1,0 1,5 4,0 0,25 0,35 0,60 1,2 2,0 5,0 DNMG 110412ENDNMG 150404EN 0,10 0,20 0,30 0,4 2,0 5,0 DNMG 150404EN 0,08 0,12 0,18 0,8 1,2 2,5DNMG 150408EN 0,15 0,25 0,40 0,6 2,0 5,0 0,20 0,25 0,45 0,8 2,5 6,0 DNMG 150408EN 0,10 0,15 0,30 1,0 1,8 3,5DNMG 150412EN 0,20 0,30 0,50 1,0 2,0 5,0 0,25 0,35 0,60 1,2 2,5 6,0 DNMG 150412EN 0,13 0,20 0,38 1,5 2,0 4,0DNMG 150416EN 0,25 0,40 0,60 1,4 2,0 5,0 0,30 0,40 0,70 1,6 2,5 6,0 DNMG 150416ENDNMG 150604EN 0,10 0,20 0,30 0,4 2,0 5,0 DNMG 150604EN 0,08 0,15 0,25 0,3 1,5 2,5DNMG 150608EN 0,15 0,25 0,40 0,6 2,0 5,0 0,20 0,25 0,45 0,8 2,5 6,0 DNMG 150608EN 0,13 0,25 0,35 0,6 2,0 3,0 0,15 0,30 0,50 0,8 2,5 5,0 0,10 0,15 0,30 1,0 1,8 3,5DNMG 150612EN 0,20 0,30 0,50 1,0 2,0 5,0 0,25 0,35 0,60 1,2 2,5 6,0 DNMG 150612EN 0,15 0,25 0,40 0,9 2,0 3,5 0,20 0,40 0,60 1,0 3,0 5,0 0,13 0,20 0,38 1,5 2,0 4,0DNMG 150616EN 0,25 0,40 0,60 1,4 2,0 5,0 0,30 0,40 0,70 1,6 2,5 6,0 DNMG 150616ENSNMG 120408EN 0,15 0,25 0,40 0,6 2,0 5,0 0,20 0,30 0,50 0,8 3,0 6,0 SNMG 120408EN 0,15 0,25 0,40 1,0 2,0 4,0SNMG 120412EN 0,20 0,30 0,50 1,0 2,0 5,0 0,25 0,40 0,65 1,2 3,0 6,0 SNMG 120412EN 0,15 0,25 0,45 1,5 2,5 4,5SNMG 120416EN 0,25 0,40 0,60 1,4 2,0 5,0 0,30 0,45 0,70 1,6 3,0 6,0 SNMG 120416ENSNMG 150608EN 0,15 0,25 0,40 0,6 3,0 8,0 SNMG 150608ENSNMG 150612EN 0,20 0,30 0,50 1,0 3,0 8,0 0,25 0,40 0,65 1,2 4,0 8,0 SNMG 150612ENSNMG 150616EN 0,25 0,40 0,60 1,4 3,0 8,0 0,30 0,45 0,75 1,6 4,0 8,0 SNMG 150616ENSNMG 190612EN 0,25 0,40 0,65 1,2 4,5 9,0 SNMG 190612ENSNMG 190616EN 0,30 0,45 0,75 1,6 4,5 9,0 SNMG 190616ENSNMG 190624EN 0,40 0,70 1,20 2,4 4,5 9,0 SNMG 190624ENSNMG 250924EN 0,40 0,70 1,20 2,4 6,0 13,0 SNMG 250924ENTNMG 160404EN 0,10 0,20 0,30 0,4 2,0 5,0 TNMG 160404ENTNMG 160408EN 0,15 0,25 0,40 0,6 2,0 5,0 0,20 0,25 0,45 0,8 2,5 6,0 TNMG 160408EN 0,10 0,15 0,35 1,0 2,0 4,0TNMG 160412EN 0,20 0,30 0,50 1,0 2,0 5,0 0,25 0,35 0,60 1,2 2,5 6,0 TNMG 160412ENTNMG 220404EN 0,15 0,20 0,30 0,4 3,0 7,0 TNMG 220404EN 0,10 0,15 0,35 1,0 2,0 4,0TNMG 220408EN 0,15 0,25 0,40 0,6 3,0 8,0 0,20 0,25 0,45 0,8 3,0 7,0 TNMG 220408EN 0,13 0,20 0,40 1,5 2,5 4,0TNMG 220412EN 0,20 0,30 0,50 1,0 3,0 8,0 0,25 0,35 0,60 1,2 3,0 7,0 TNMG 220412ENTNMG 220416EN 0,30 0,40 0,70 1,6 3,0 7,0 TNMG 220416EN 0,15 0,25 0,45 2,0 2,5 4,5VNMG 160404EN 0,10 0,20 0,30 0,4 1,0 4,0 VNMG 160404EN 0,08 0,15 0,20 0,3 1,0 1,8 0,07 0,10 0,18 0,8 1,2 2,0VNMG 160408EN 0,15 0,25 0,40 0,6 1,0 4,0 VNMG 160408EN 0,13 0,20 0,30 0,6 1,5 2,5 0,10 0,15 0,20 1,0 1,5 2,5VNMG 160412EN 0,20 0,30 0,50 1,0 1,0 4,0 VNMG 160412EN 0,13 0,18 0,25 1,5 1,8 3,0WNMG 060404EN 0,10 0,20 0,30 0,4 1,0 3,0 WNMG 060404ENWNMG 060408EN 0,15 0,25 0,40 0,6 1,0 3,0 0,20 0,30 0,45 0,8 2,0 4,0 WNMG 060408ENWNMG 060412EN 0,20 0,30 0,50 1,0 1,0 3,0 0,25 0,40 0,60 1,2 2,0 4,0 WNMG 060412ENWNMG 080404EN 0,10 0,20 0,30 0,4 1,5 4,0 WNMG 080404EN 0,08 0,15 0,25 0,3 1,5 2,5WNMG 080408EN 0,15 0,25 0,40 0,6 1,5 4,0 0,20 0,30 0,45 0,8 2,5 5,0 WNMG 080408EN 0,13 0,22 0,35 0,6 2,0 3,0 0,20 0,30 0,65 0,8 3,0 5,0 0,10 0,15 0,35 1,0 2,0 4,0WNMG 080412EN 0,20 0,30 0,50 1,0 1,5 4,0 0,25 0,40 0,60 1,2 2,5 5,0 WNMG 080412EN 0,15 0,25 0,45 0,9 2,0 3,5 0,25 0,40 0,85 1,0 3,0 6,0 0,13 0,20 0,40 1,5 2,0 4,0WNMG 080416EN 0,25 0,40 0,60 1,4 1,5 4,0 0,30 0,45 0,70 1,6 2,5 5,0 WNMG 080416EN
The data shows reference values. An adjustment to the actual conditions may be required.
Turning ToolsCutting Data

8
08|151
Cutting data values for negative inserts – medium machining M
NM15 NM19 XU TMQ M34
Designation
f ap f ap
Designation
f ap f ap f ap
min. Recom-mended max. min. Recom-
mended max. min. Recom-mended max. min. Recom-
mended max. min. Recom-mended max. min. Recom-
mended max. min. Recom-mended max. min. Recom-
mended max. min. Recom-mended max. min. Recom-
mended max.
mm/U mm mm/U mm mm/U mm mm/U mm mm/U mm
CNMG 120404EN 0,10 0,20 0,30 0,4 2,0 5,0 CNMG 120404EN 0,08 0,15 0,25 0,3 1,5 2,5 0,08 0,12 0,18 1,0 1,5 3,0CNMG 120408EN 0,15 0,25 0,40 0,6 2,0 5,0 0,20 0,30 0,45 0,8 3,0 6,0 CNMG 120408EN 0,13 0,25 0,35 0,6 2,0 3,0 0,20 0,40 0,65 0,8 3,0 5,0 0,10 0,15 0,35 1,0 1,8 3,5CNMG 120412EN 0,20 0,30 0,50 1,0 2,0 5,0 0,25 0,40 0,60 1,2 3,0 6,0 CNMG 120412EN 0,15 0,30 0,45 0,9 2,0 3,5 0,25 0,50 0,85 1,0 3,0 6,0 0,13 0,20 0,40 1,5 2,0 4,0CNMG 120416EN 0,25 0,40 0,60 1,4 2,0 5,0 0,30 0,45 0,70 1,6 3,0 6,0 CNMG 120416EN 0,15 0,25 0,45 2,0 3,0 4,5CNMG 160608EN 0,15 0,25 0,40 0,6 3,0 8,0 0,20 0,30 0,45 0,8 4,0 8,0 CNMG 160608ENCNMG 160612EN 0,20 0,30 0,50 1,0 3,0 8,0 0,25 0,40 0,60 1,2 4,0 8,0 CNMG 160612ENCNMG 160616EN 0,25 0,40 0,60 1,4 3,0 8,0 0,30 0,45 0,70 1,6 4,0 8,0 CNMG 160616ENCNMG 160624EN 0,40 0,70 1,20 2,4 4,0 8,0 CNMG 160624ENCNMG 190608EN 0,20 0,30 0,45 0,8 4,5 9,0 CNMG 190608ENCNMG 190612EN 0,25 0,40 0,60 1,2 4,5 9,0 CNMG 190612ENCNMG 190616EN 0,30 0,45 0,70 1,6 4,5 9,0 CNMG 190616ENCNMG 190624EN 0,40 0,70 1,20 2,4 4,5 9,0 CNMG 190624ENCNMG 250924EN 0,40 0,70 1,20 2,4 6,0 13,0 CNMG 250924ENDNMG 110404EN 0,10 0,20 0,30 0,4 1,5 4,0 DNMG 110404ENDNMG 110408EN 0,15 0,25 0,40 0,6 1,5 4,0 0,20 0,25 0,45 0,8 2,0 5,0 DNMG 110408ENDNMG 110412EN 0,20 0,30 0,50 1,0 1,5 4,0 0,25 0,35 0,60 1,2 2,0 5,0 DNMG 110412ENDNMG 150404EN 0,10 0,20 0,30 0,4 2,0 5,0 DNMG 150404EN 0,08 0,12 0,18 0,8 1,2 2,5DNMG 150408EN 0,15 0,25 0,40 0,6 2,0 5,0 0,20 0,25 0,45 0,8 2,5 6,0 DNMG 150408EN 0,10 0,15 0,30 1,0 1,8 3,5DNMG 150412EN 0,20 0,30 0,50 1,0 2,0 5,0 0,25 0,35 0,60 1,2 2,5 6,0 DNMG 150412EN 0,13 0,20 0,38 1,5 2,0 4,0DNMG 150416EN 0,25 0,40 0,60 1,4 2,0 5,0 0,30 0,40 0,70 1,6 2,5 6,0 DNMG 150416ENDNMG 150604EN 0,10 0,20 0,30 0,4 2,0 5,0 DNMG 150604EN 0,08 0,15 0,25 0,3 1,5 2,5DNMG 150608EN 0,15 0,25 0,40 0,6 2,0 5,0 0,20 0,25 0,45 0,8 2,5 6,0 DNMG 150608EN 0,13 0,25 0,35 0,6 2,0 3,0 0,15 0,30 0,50 0,8 2,5 5,0 0,10 0,15 0,30 1,0 1,8 3,5DNMG 150612EN 0,20 0,30 0,50 1,0 2,0 5,0 0,25 0,35 0,60 1,2 2,5 6,0 DNMG 150612EN 0,15 0,25 0,40 0,9 2,0 3,5 0,20 0,40 0,60 1,0 3,0 5,0 0,13 0,20 0,38 1,5 2,0 4,0DNMG 150616EN 0,25 0,40 0,60 1,4 2,0 5,0 0,30 0,40 0,70 1,6 2,5 6,0 DNMG 150616ENSNMG 120408EN 0,15 0,25 0,40 0,6 2,0 5,0 0,20 0,30 0,50 0,8 3,0 6,0 SNMG 120408EN 0,15 0,25 0,40 1,0 2,0 4,0SNMG 120412EN 0,20 0,30 0,50 1,0 2,0 5,0 0,25 0,40 0,65 1,2 3,0 6,0 SNMG 120412EN 0,15 0,25 0,45 1,5 2,5 4,5SNMG 120416EN 0,25 0,40 0,60 1,4 2,0 5,0 0,30 0,45 0,70 1,6 3,0 6,0 SNMG 120416ENSNMG 150608EN 0,15 0,25 0,40 0,6 3,0 8,0 SNMG 150608ENSNMG 150612EN 0,20 0,30 0,50 1,0 3,0 8,0 0,25 0,40 0,65 1,2 4,0 8,0 SNMG 150612ENSNMG 150616EN 0,25 0,40 0,60 1,4 3,0 8,0 0,30 0,45 0,75 1,6 4,0 8,0 SNMG 150616ENSNMG 190612EN 0,25 0,40 0,65 1,2 4,5 9,0 SNMG 190612ENSNMG 190616EN 0,30 0,45 0,75 1,6 4,5 9,0 SNMG 190616ENSNMG 190624EN 0,40 0,70 1,20 2,4 4,5 9,0 SNMG 190624ENSNMG 250924EN 0,40 0,70 1,20 2,4 6,0 13,0 SNMG 250924ENTNMG 160404EN 0,10 0,20 0,30 0,4 2,0 5,0 TNMG 160404ENTNMG 160408EN 0,15 0,25 0,40 0,6 2,0 5,0 0,20 0,25 0,45 0,8 2,5 6,0 TNMG 160408EN 0,10 0,15 0,35 1,0 2,0 4,0TNMG 160412EN 0,20 0,30 0,50 1,0 2,0 5,0 0,25 0,35 0,60 1,2 2,5 6,0 TNMG 160412ENTNMG 220404EN 0,15 0,20 0,30 0,4 3,0 7,0 TNMG 220404EN 0,10 0,15 0,35 1,0 2,0 4,0TNMG 220408EN 0,15 0,25 0,40 0,6 3,0 8,0 0,20 0,25 0,45 0,8 3,0 7,0 TNMG 220408EN 0,13 0,20 0,40 1,5 2,5 4,0TNMG 220412EN 0,20 0,30 0,50 1,0 3,0 8,0 0,25 0,35 0,60 1,2 3,0 7,0 TNMG 220412ENTNMG 220416EN 0,30 0,40 0,70 1,6 3,0 7,0 TNMG 220416EN 0,15 0,25 0,45 2,0 2,5 4,5VNMG 160404EN 0,10 0,20 0,30 0,4 1,0 4,0 VNMG 160404EN 0,08 0,15 0,20 0,3 1,0 1,8 0,07 0,10 0,18 0,8 1,2 2,0VNMG 160408EN 0,15 0,25 0,40 0,6 1,0 4,0 VNMG 160408EN 0,13 0,20 0,30 0,6 1,5 2,5 0,10 0,15 0,20 1,0 1,5 2,5VNMG 160412EN 0,20 0,30 0,50 1,0 1,0 4,0 VNMG 160412EN 0,13 0,18 0,25 1,5 1,8 3,0WNMG 060404EN 0,10 0,20 0,30 0,4 1,0 3,0 WNMG 060404ENWNMG 060408EN 0,15 0,25 0,40 0,6 1,0 3,0 0,20 0,30 0,45 0,8 2,0 4,0 WNMG 060408ENWNMG 060412EN 0,20 0,30 0,50 1,0 1,0 3,0 0,25 0,40 0,60 1,2 2,0 4,0 WNMG 060412ENWNMG 080404EN 0,10 0,20 0,30 0,4 1,5 4,0 WNMG 080404EN 0,08 0,15 0,25 0,3 1,5 2,5WNMG 080408EN 0,15 0,25 0,40 0,6 1,5 4,0 0,20 0,30 0,45 0,8 2,5 5,0 WNMG 080408EN 0,13 0,22 0,35 0,6 2,0 3,0 0,20 0,30 0,65 0,8 3,0 5,0 0,10 0,15 0,35 1,0 2,0 4,0WNMG 080412EN 0,20 0,30 0,50 1,0 1,5 4,0 0,25 0,40 0,60 1,2 2,5 5,0 WNMG 080412EN 0,15 0,25 0,45 0,9 2,0 3,5 0,25 0,40 0,85 1,0 3,0 6,0 0,13 0,20 0,40 1,5 2,0 4,0WNMG 080416EN 0,25 0,40 0,60 1,4 1,5 4,0 0,30 0,45 0,70 1,6 2,5 5,0 WNMG 080416EN
Information on the cutting data of chip breakers not included in this overview, can be found on → Page 162-167
Turning ToolsCutting Data
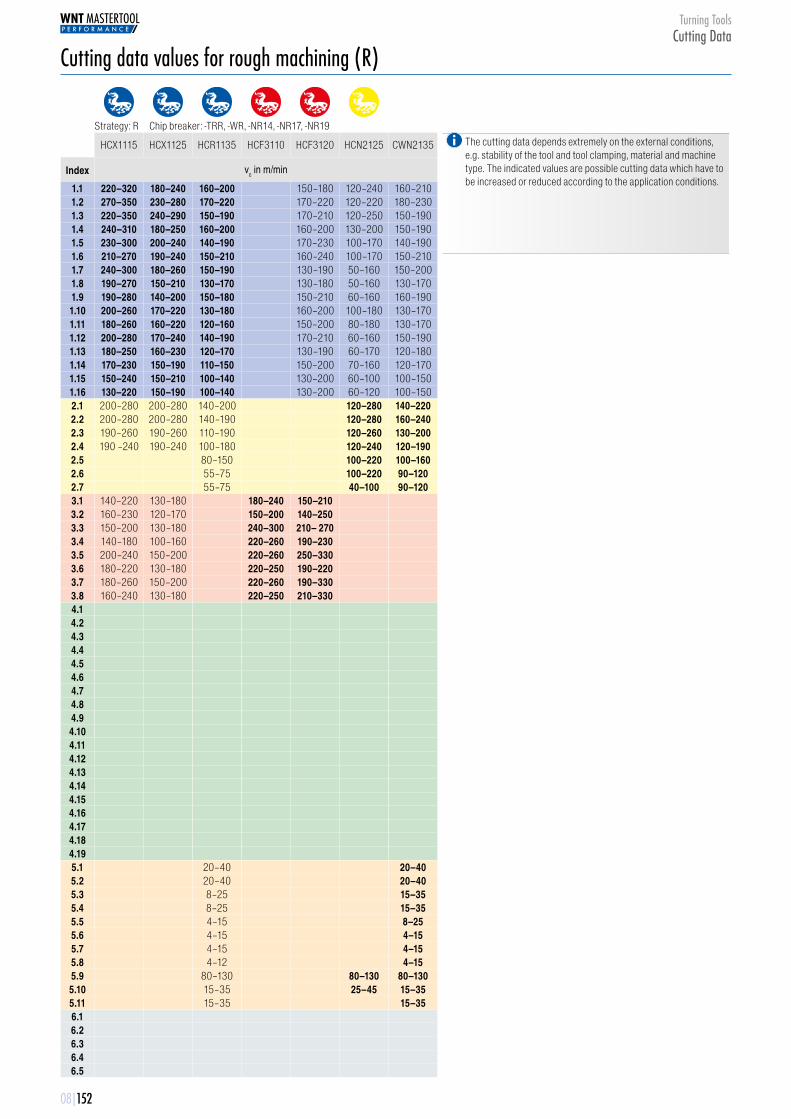
08|152
Strategy: R Chip breaker: -TRR, -WR, -NR14, -NR17, -NR19
HCX1115 HCX1125 HCR1135 HCF3110 HCF3120 HCN2125 CWN2135
Index vc in m/min
1.1 220–320 180–240 160–200 150–180 120–240 160–2101.2 270–350 230–280 170–220 170–220 120–220 180–2301.3 220–350 240–290 150–190 170–210 120–250 150–1901.4 240–310 180–250 160–200 160–200 130–200 150–1901.5 230–300 200–240 140–190 170–230 100–170 140–1901.6 210–270 190–240 150–210 160–240 100–170 150–2101.7 240–300 180–260 150–190 130–190 50–160 150–2001.8 190–270 150–210 130–170 130–180 50–160 130–1701.9 190–280 140–200 150–180 150–210 60–160 160–1901.10 200–260 170–220 130–180 160–200 100–180 130–1701.11 180–260 160–220 120–160 150–200 80–180 130–1701.12 200–280 170–240 140–190 170–210 60–160 150–1901.13 180–250 160–230 120–170 130–190 60–170 120–1801.14 170–230 150–190 110–150 150–200 70–160 120–1701.15 150–240 150–210 100–140 130–200 60–100 100–1501.16 130–220 150–190 100–140 130–200 60–120 100–1502.1 200–280 200–280 140–200 120–280 140–2202.2 200–280 200–280 140–190 120–280 160–2402.3 190–260 190–260 110–190 120–260 130–2002.4 190 –240 190–240 100–180 120–240 120–1902.5 80–150 100–220 100–1602.6 55–75 100–220 90–1202.7 55–75 40–100 90–1203.1 140–220 130–180 180–240 150–2103.2 160–230 120–170 150–200 140–2503.3 150–200 130–180 240–300 210– 2703.4 140–180 100–160 220–260 190–2303.5 200–240 150–200 220–260 250–3303.6 180–220 130–180 220–250 190–2203.7 180–260 150–200 220–260 190–3303.8 160–240 130–180 220–250 210–3304.14.24.34.44.54.64.74.84.94.104.114.124.134.144.154.164.174.184.195.1 20–40 20–405.2 20–40 20–405.3 8–25 15–355.4 8–25 15–355.5 4–15 8–255.6 4–15 4–155.7 4–15 4–155.8 4–12 4–155.9 80–130 80–130 80–1305.10 15–35 25–45 15–355.11 15–35 15–356.16.26.36.46.5
Cutting data values for rough machining (R)
The cutting data depends extremely on the external conditions, e.g. stability of the tool and tool clamping, material and machine type. The indicated values are possible cutting data which have to be increased or reduced according to the application conditions.
Turning ToolsCutting Data
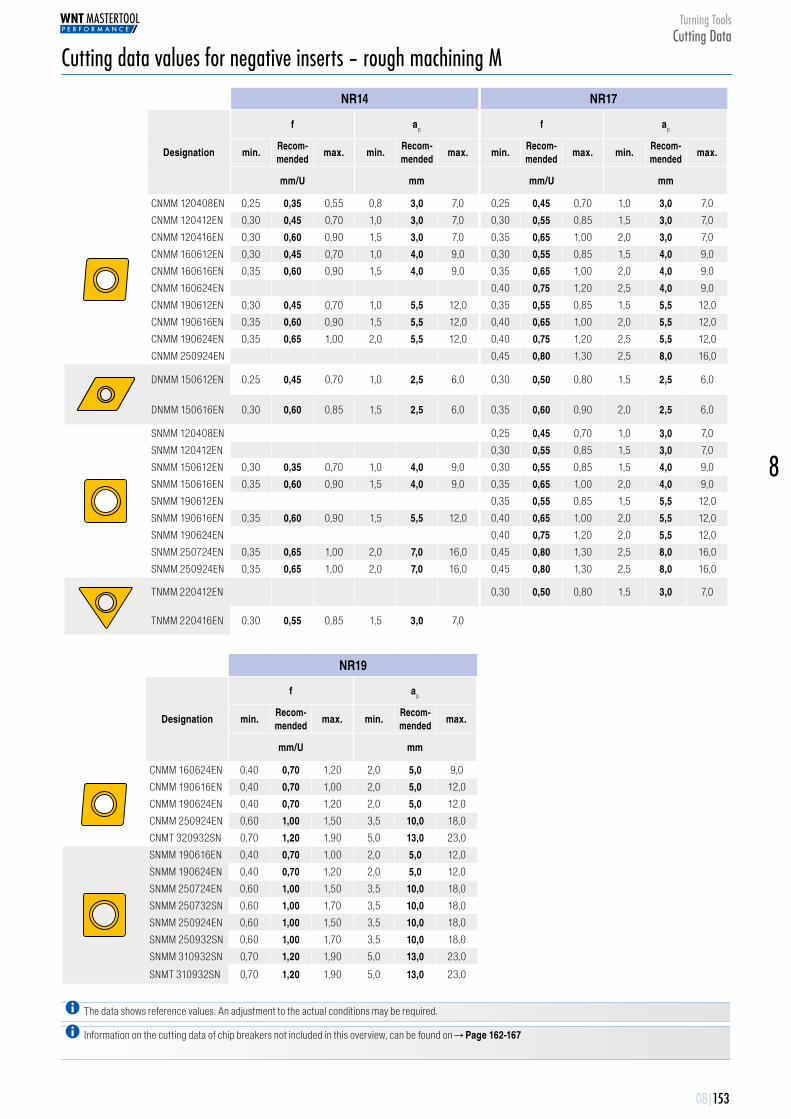
8
08|153
Cutting data values for negative inserts – rough machining MNR14 NR17
Designation
f ap f ap
min. Recom-mended max. min. Recom-
mended max. min. Recom-mended max. min. Recom-
mended max.
mm/U mm mm/U mm
CNMM 120408EN 0,25 0,35 0,55 0,8 3,0 7,0 0,25 0,45 0,70 1,0 3,0 7,0
CNMM 120412EN 0,30 0,45 0,70 1,0 3,0 7,0 0,30 0,55 0,85 1,5 3,0 7,0
CNMM 120416EN 0,30 0,60 0,90 1,5 3,0 7,0 0,35 0,65 1,00 2,0 3,0 7,0
CNMM 160612EN 0,30 0,45 0,70 1,0 4,0 9,0 0,30 0,55 0,85 1,5 4,0 9,0
CNMM 160616EN 0,35 0,60 0,90 1,5 4,0 9,0 0,35 0,65 1,00 2,0 4,0 9,0
CNMM 160624EN 0,40 0,75 1,20 2,5 4,0 9,0
CNMM 190612EN 0,30 0,45 0,70 1,0 5,5 12,0 0,35 0,55 0,85 1,5 5,5 12,0
CNMM 190616EN 0,35 0,60 0,90 1,5 5,5 12,0 0,40 0,65 1,00 2,0 5,5 12,0
CNMM 190624EN 0,35 0,65 1,00 2,0 5,5 12,0 0,40 0,75 1,20 2,5 5,5 12,0
CNMM 250924EN 0,45 0,80 1,30 2,5 8,0 16,0
DNMM 150612EN 0,25 0,45 0,70 1,0 2,5 6,0 0,30 0,50 0,80 1,5 2,5 6,0
DNMM 150616EN 0,30 0,60 0,85 1,5 2,5 6,0 0,35 0,60 0,90 2,0 2,5 6,0
SNMM 120408EN 0,25 0,45 0,70 1,0 3,0 7,0
SNMM 120412EN 0,30 0,55 0,85 1,5 3,0 7,0
SNMM 150612EN 0,30 0,35 0,70 1,0 4,0 9,0 0,30 0,55 0,85 1,5 4,0 9,0
SNMM 150616EN 0,35 0,60 0,90 1,5 4,0 9,0 0,35 0,65 1,00 2,0 4,0 9,0
SNMM 190612EN 0,35 0,55 0,85 1,5 5,5 12,0
SNMM 190616EN 0,35 0,60 0,90 1,5 5,5 12,0 0,40 0,65 1,00 2,0 5,5 12,0
SNMM 190624EN 0,40 0,75 1,20 2,0 5,5 12,0
SNMM 250724EN 0,35 0,65 1,00 2,0 7,0 16,0 0,45 0,80 1,30 2,5 8,0 16,0
SNMM 250924EN 0,35 0,65 1,00 2,0 7,0 16,0 0,45 0,80 1,30 2,5 8,0 16,0
TNMM 220412EN 0,30 0,50 0,80 1,5 3,0 7,0
TNMM 220416EN 0,30 0,55 0,85 1,5 3,0 7,0
NR19
Designation
f ap
min. Recom-mended max. min. Recom-
mended max.
mm/U mm
CNMM 160624EN 0,40 0,70 1,20 2,0 5,0 9,0
CNMM 190616EN 0,40 0,70 1,00 2,0 5,0 12,0
CNMM 190624EN 0,40 0,70 1,20 2,0 5,0 12,0
CNMM 250924EN 0,60 1,00 1,50 3,5 10,0 18,0
CNMT 320932SN 0,70 1,20 1,90 5,0 13,0 23,0
SNMM 190616EN 0,40 0,70 1,00 2,0 5,0 12,0
SNMM 190624EN 0,40 0,70 1,20 2,0 5,0 12,0
SNMM 250724EN 0,60 1,00 1,50 3,5 10,0 18,0
SNMM 250732SN 0,60 1,00 1,70 3,5 10,0 18,0
SNMM 250924EN 0,60 1,00 1,50 3,5 10,0 18,0
SNMM 250932SN 0,60 1,00 1,70 3,5 10,0 18,0
SNMM 310932SN 0,70 1,20 1,90 5,0 13,0 23,0
SNMT 310932SN 0,70 1,20 1,90 5,0 13,0 23,0
The data shows reference values. An adjustment to the actual conditions may be required.
Information on the cutting data of chip breakers not included in this overview, can be found on → Page 162-167
Turning ToolsCutting Data
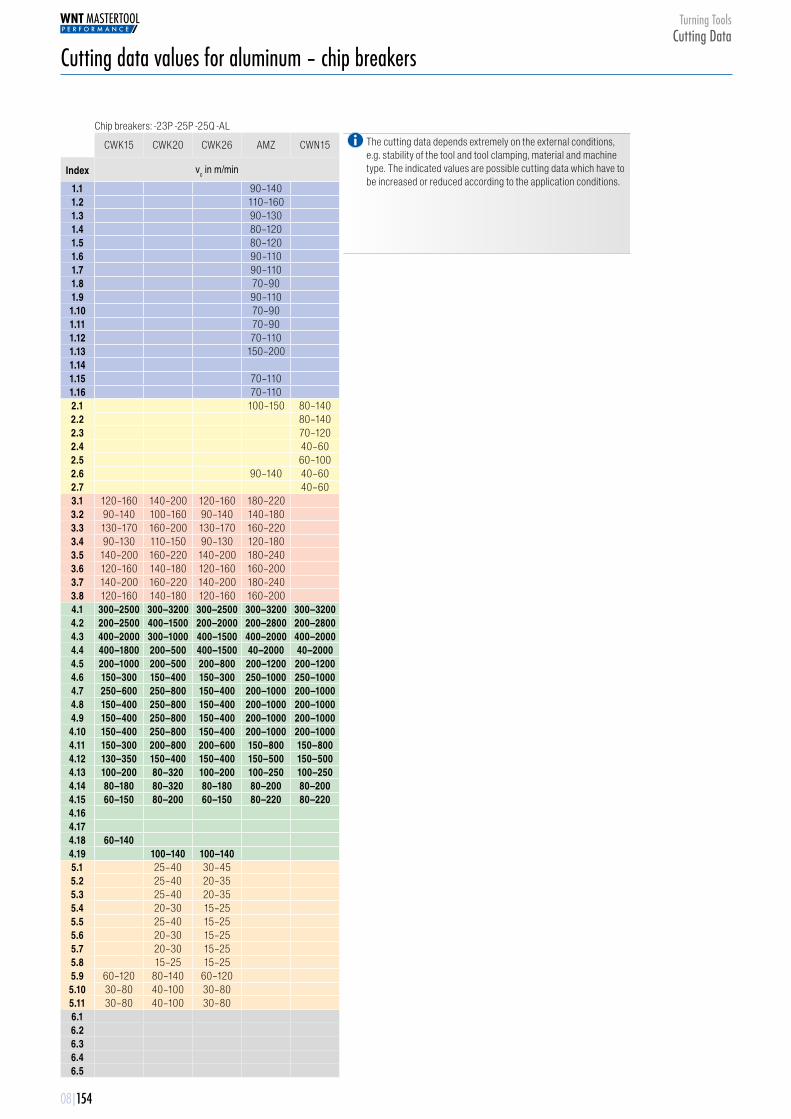
08|154
Chip breakers: -23P -25P -25Q -AL
CWK15 CWK20 CWK26 AMZ CWN15
Index vc in m/min
1.1 90–1401.2 110–1601.3 90–1301.4 80–1201.5 80–1201.6 90–1101.7 90–1101.8 70–901.9 90–1101.10 70–901.11 70–901.12 70–1101.13 150–2001.141.15 70–1101.16 70–1102.1 100–150 80–1402.2 80–1402.3 70–1202.4 40–602.5 60–1002.6 90–140 40–602.7 40–603.1 120–160 140–200 120–160 180–2203.2 90–140 100–160 90–140 140–1803.3 130–170 160–200 130–170 160–2203.4 90–130 110–150 90–130 120–1803.5 140–200 160–220 140–200 180–2403.6 120–160 140–180 120–160 160–2003.7 140–200 160–220 140–200 180–2403.8 120–160 140–180 120–160 160–2004.1 300–2500 300–3200 300–2500 300–3200 300–32004.2 200–2500 400–1500 200–2000 200–2800 200–28004.3 400–2000 300–1000 400–1500 400–2000 400–20004.4 400–1800 200–500 400–1500 40–2000 40–20004.5 200–1000 200–500 200–800 200–1200 200–12004.6 150–300 150–400 150–300 250–1000 250–10004.7 250–600 250–800 150–400 200–1000 200–10004.8 150–400 250–800 150–400 200–1000 200–10004.9 150–400 250–800 150–400 200–1000 200–10004.10 150–400 250–800 150–400 200–1000 200–10004.11 150–300 200–800 200–600 150–800 150–8004.12 130–350 150–400 150–400 150–500 150–5004.13 100–200 80–320 100–200 100–250 100–2504.14 80–180 80–320 80–180 80–200 80–2004.15 60–150 80–200 60–150 80–220 80–2204.16 4.174.18 60–1404.19 100–140 100–1405.1 25–40 30–455.2 25–40 20–355.3 25–40 20–355.4 20–30 15–255.5 25–40 15–255.6 20–30 15–255.7 20–30 15–255.8 15–25 15–255.9 60–120 80–140 60–1205.10 30–80 40–100 30–805.11 30–80 40–100 30–806.16.26.36.46.5
Cutting data values for aluminum – chip breakers
The cutting data depends extremely on the external conditions, e.g. stability of the tool and tool clamping, material and machine type. The indicated values are possible cutting data which have to be increased or reduced according to the application conditions.
Turning ToolsCutting Data
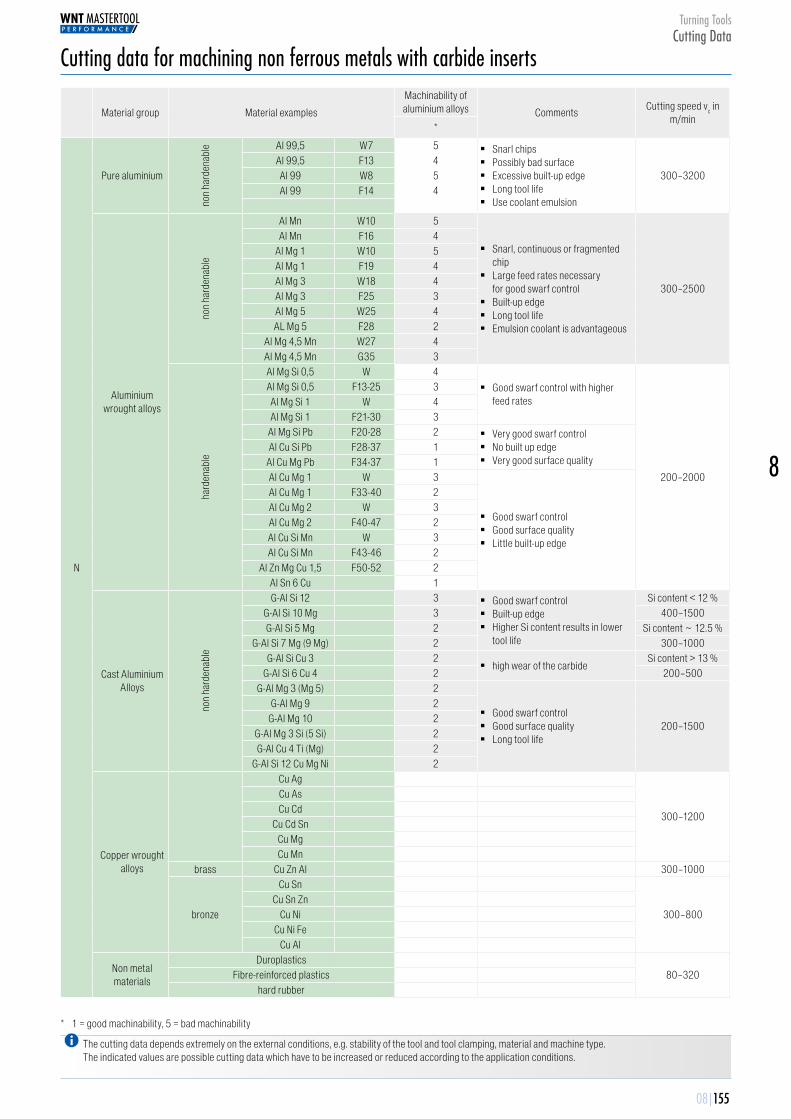
8
08|155
Cutting data for machining non ferrous metals with carbide inserts
Material group Material examples
Machinability of aluminium alloys Comments
Cutting speed vc in m/min
*
N
Pure aluminium
non
hard
enab
le Al 99,5 W7 5 ĉ Snarl chips ĉ Possibly bad surface ĉ Excessive built-up edge ĉ Long tool life ĉ Use coolant emulsion
300–3200Al 99,5 F13 4Al 99 W8 5Al 99 F14 4
Aluminium wrought alloys
non
hard
enab
le
Al Mn W10 5
ĉ Snarl, continuous or fragmented chip
ĉ Large feed rates necessary for good swarf control
ĉ Built-up edge ĉ Long tool life ĉ Emulsion coolant is advantageous
300–2500
Al Mn F16 4Al Mg 1 W10 5Al Mg 1 F19 4Al Mg 3 W18 4Al Mg 3 F25 3Al Mg 5 W25 4AL Mg 5 F28 2
Al Mg 4,5 Mn W27 4Al Mg 4,5 Mn G35 3
hard
enab
le
Al Mg Si 0,5 W 4 ĉ Good swarf control with higher
feed rates
200–2000
Al Mg Si 0,5 F13-25 3Al Mg Si 1 W 4Al Mg Si 1 F21-30 3
Al Mg Si Pb F20-28 2 ĉ Very good swarf control ĉ No built up edge ĉ Very good surface quality
Al Cu Si Pb F28-37 1Al Cu Mg Pb F34-37 1Al Cu Mg 1 W 3
ĉ Good swarf control ĉ Good surface quality ĉ Little built-up edge
Al Cu Mg 1 F33-40 2Al Cu Mg 2 W 3Al Cu Mg 2 F40-47 2Al Cu Si Mn W 3Al Cu Si Mn F43-46 2
Al Zn Mg Cu 1,5 F50-52 2Al Sn 6 Cu 1
Cast Aluminium Alloys
non
hard
enab
le
G-Al Si 12 3 ĉ Good swarf control ĉ Built-up edge ĉ Higher Si content results in lower
tool life
Si content < 12 %G-Al Si 10 Mg 3 400–1500G-Al Si 5 Mg 2 Si content ~ 12.5 %
G-Al Si 7 Mg (9 Mg) 2 300–1000G-Al Si Cu 3 2
ĉ high wear of the carbideSi content > 13 %
G-Al Si 6 Cu 4 2 200–500G-Al Mg 3 (Mg 5) 2
ĉ Good swarf control ĉ Good surface quality ĉ Long tool life
200–1500
G-Al Mg 9 2G-Al Mg 10 2
G-Al Mg 3 Si (5 Si) 2G-Al Cu 4 Ti (Mg) 2
G-Al Si 12 Cu Mg Ni 2
Copper wrought alloys
Cu Ag
300–1200
Cu AsCu Cd
Cu Cd SnCu MgCu Mn
brass Cu Zn Al 300–1000
bronze
Cu Sn
300–800Cu Sn Zn
Cu NiCu Ni Fe
Cu Al
Non metal materials
Duroplastics80–320Fibre-reinforced plastics
hard rubber
* 1 = good machinability, 5 = bad machinability
The cutting data depends extremely on the external conditions, e.g. stability of the tool and tool clamping, material and machine type. The indicated values are possible cutting data which have to be increased or reduced according to the application conditions.
Turning ToolsCutting Data
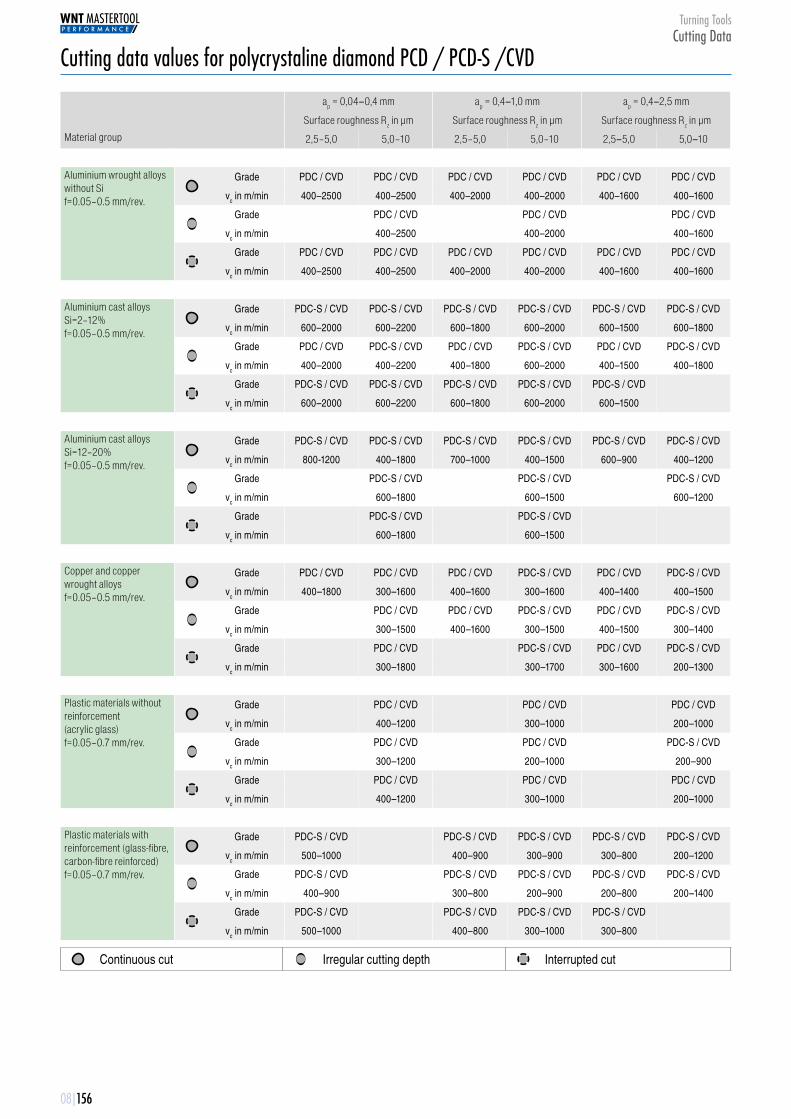
08|156
ap = 0,04–0,4 mm ap = 0,4–1,0 mm ap = 0,4–2,5 mm
Surface roughness Rz in µm Surface roughness Rz in µm Surface roughness Rz in µm
Material group 2,5–5,0 5,0–10 2,5–5,0 5,0–10 2,5–5,0 5,0–10
Aluminium wrought alloys without Si f=0.05–0.5 mm/rev.
Grade PDC / CVD PDC / CVD PDC / CVD PDC / CVD PDC / CVD PDC / CVD
vc in m/min 400–2500 400–2500 400–2000 400–2000 400–1600 400–1600
Grade PDC / CVD PDC / CVD PDC / CVD
vc in m/min 400–2500 400–2000 400–1600
Grade PDC / CVD PDC / CVD PDC / CVD PDC / CVD PDC / CVD PDC / CVD
vc in m/min 400–2500 400–2500 400–2000 400–2000 400–1600 400–1600
Aluminium cast alloys Si=2–12% f=0.05–0.5 mm/rev.
Grade PDC-S / CVD PDC-S / CVD PDC-S / CVD PDC-S / CVD PDC-S / CVD PDC-S / CVD
vc in m/min 600–2000 600–2200 600–1800 600–2000 600–1500 600–1800
Grade PDC / CVD PDC-S / CVD PDC / CVD PDC-S / CVD PDC / CVD PDC-S / CVD
vc in m/min 400–2000 400–2200 400–1800 600–2000 400–1500 400–1800
Grade PDC-S / CVD PDC-S / CVD PDC-S / CVD PDC-S / CVD PDC-S / CVD
vc in m/min 600–2000 600–2200 600–1800 600–2000 600–1500
Aluminium cast alloys Si=12–20% f=0.05–0.5 mm/rev.
Grade PDC-S / CVD PDC-S / CVD PDC-S / CVD PDC-S / CVD PDC-S / CVD PDC-S / CVD
vc in m/min 800-1200 400–1800 700–1000 400–1500 600–900 400–1200
Grade PDC-S / CVD PDC-S / CVD PDC-S / CVD
vc in m/min 600–1800 600–1500 600–1200
Grade PDC-S / CVD PDC-S / CVD
vc in m/min 600–1800 600–1500
Copper and copper wrought alloys f=0.05–0.5 mm/rev.
Grade PDC / CVD PDC / CVD PDC / CVD PDC-S / CVD PDC / CVD PDC-S / CVD
vc in m/min 400–1800 300–1600 400–1600 300–1600 400–1400 400–1500
Grade PDC / CVD PDC / CVD PDC-S / CVD PDC / CVD PDC-S / CVD
vc in m/min 300–1500 400–1600 300–1500 400–1500 300–1400
Grade PDC / CVD PDC-S / CVD PDC / CVD PDC-S / CVD
vc in m/min 300–1800 300–1700 300–1600 200–1300
Plastic materials without reinforcement (acrylic glass) f=0.05–0.7 mm/rev.
Grade PDC / CVD PDC / CVD PDC / CVD
vc in m/min 400–1200 300–1000 200–1000
Grade PDC / CVD PDC / CVD PDC-S / CVD
vc in m/min 300–1200 200–1000 200–900
Grade PDC / CVD PDC / CVD PDC / CVD
vc in m/min 400–1200 300–1000 200–1000
Plastic materials with reinforcement (glass-fibre, carbon-fibre reinforced) f=0.05–0.7 mm/rev.
Grade PDC-S / CVD PDC-S / CVD PDC-S / CVD PDC-S / CVD PDC-S / CVD
vc in m/min 500–1000 400–900 300–900 300–800 200–1200
Grade PDC-S / CVD PDC-S / CVD PDC-S / CVD PDC-S / CVD PDC-S / CVD
vc in m/min 400–900 300–800 200–900 200–800 200–1400
Grade PDC-S / CVD PDC-S / CVD PDC-S / CVD PDC-S / CVD
vc in m/min 500–1000 400–800 300–1000 300–800
Continuous cut Irregular cutting depth Interrupted cut
Cutting data values for polycrystaline diamond PCD / PCD-S /CVD
Turning ToolsCutting Data

8
08|157
Approximate cutting data values for machining non-ferrous metals
3D-Chip Breaker CB1
Corner Radiusap in mm fz in mm/U
min. max. min. max.
0,1 mm 0,05 0,30 0,02 0,05
0,2 mm 0,06 0,40 0,03 0,08
0,4 mm 0,10 0,80 0,04 0,15
0,8 mm 0,15 1,00 0,08 0,20
1,2 mm 0,30 1,50 0,12 0,25
CB1: � Finish and Superfinish � Extremely sharp cutting edge geometry � Depth of Cut ap: 0.05–1.5 mm � Smallest cutting pressure for highest accuracies � For machining of thin-walled and unstable workpieces
3D-Chip Breaker CB2
Corner Radiusap in mm fz in mm/U
min. max. min. max.
0,2 mm 0,50 0,80 0,08 0,12
0,4 mm 0,60 1,50 0,08 0,20
0,8 mm 0,70 1,50 0,15 0,30
1,2 mm 0,80 2,00 0,20 0,40
CB2: � Semi-finish and Finish machining � Negative edge preperation � Cutting Depth ap: 0,5–2,0 mm � High surface quality and tight tolerances � Machining of solid workpieces under stable conditions
Polycrystaline Diamond PCD / PCD-S
Polycrystaline Diamond PCD / PCD-S
For internal machining up to Ø 60 mm positive indexable inserts should be used. For applications where chip flow cannot be maintained, as a special production a chip developer can be eroded into the insert.
Turning ToolsCutting Data

08|158
ĉ burr-free workpieces
ĉ high service lives
ĉ lowest cutting forces
Guaranteed surface quality
Complete programme of roughing, finishing and wiper inserts for machining aluminium, non ferrous metals, plastics, ...
Using PDC you might not be able to obtain the same sharpness and notch-free cutting edges as with MDC, but PDC is characterised by physical properties which allow the machining of non ferrous metals and plastics at low temperature.
As PDC is the second hardest material after natural diamond, compared to coated carbide cutting edges (depending on the material that is machined) it achieves considerably longer tool life.
Machining with polycrystalline diamond – PDC (poly-diamond-crystalline)
Diamond as a cutting material
The cutting materials
PDC PDC-S CVD-D
Fine Grain Size Coarse Grain Size Fine Grain Size
Prop
ertie
s � high sharpness � lower cutting pressure than PDC-S � close tolerance � lower abrasion resistance with increased toughness
� high sharpness � lower cutting pressure � close tolerance � lower abrasion resistance than with the PDC, with increased toughness
� perfect sharp edges � no cutting pressure � very close tolerances � highest abrasion resistance with highest toughness
� very high heat conductivity
Mat
eria
l suitable for fine machining of all NE materials with low abrasiveness
Suitable for fine machining of all NE-materials and non-ferrous metals with low to very high levels of abrasiveness
Suitable for superfinishing and semi-finishing of all non ferrous metals and NE-composite materials with small to high levels of abrasiveness
Neutral rake angle:
� higher cuting force � higher temperature � improved surface quality � for stable workpieces
Positive rake angle:
� Lower cutting force � Lower temperature � reduction in surface quality � for unstable workpieces � improved accuracy
Cutting Geometries
Turning ToolsCutting Data

8
08|159
Cutting data values for CBN inserts
Cast iron Cutting Guide Sintered steels
vc: A B C D E F G H vc:
2.000 400
1.750 350
1.500 300
1.250 250
1.000 200
750 150
500 100
Cutting data - range of application
PBC-10PBC-15S
Smooth cut only Smooth to interrupted cut Smooth to strongly interrupted cut
f: 0,05–0,25 0,05–0,25 0,06–0,25 0,06–0,25 0,05–0,20 0,05–0,20 0,06–0,15 0,06–0,12
ap: 0,04–0,25 0,04–0,4 0,06–0,4 0,1–0,6 0,1–0,7 0,15–1,0 0,25–1,0 0,4–1,2
----------
----------
Hard Turning Cutting Guide Finish
vc: A B C D E F G H Ra:
350 0,1 µ
300 0,2 µ
250 0,4 µ
200 0,8 µ
150 1,6 µ
100 3,2 µ
50 6,4 µ
Cutting data, hard turning, HRC 48–62
PBC-25PBC-25S
Smooth cut only Smooth to interrupted cut Smooth to strongly interrupted cut
f: 0,04–0,25 0,04–0,15 0,06–0,25 0,06–0,25 0,05–0,15 0,05–0,15 0,06–0,20 0,05–0,12
ap: 0,05–0,5 0,05–0,5 0,05–0,5 0,08–1,0 0,08–0,5 0,1–0,5 0,1–0,5 0,1–0,5
---------- -----
-----
Hard Turning Cutting Guide Finish
vc: A B C D E F G H Ra:
350 0,1 µ
300 0,2 µ
250 0,4 µ
200 0,8 µ
150 1,6 µ
100 3,2 µ
50 6,4 µ
Cutting data, hard turning, HRC 48–65
PBC-40PBC-40S
Smooth cut only Smooth to interrupted cut Smooth to strongly interrupted cut
f: 0,03–0,15 0,04–0,15 0,04–0,15 0,04–0,25 0,05–0,15 0,05–0,25 0,04–0,15 0,04–0,12
ap: 0,03–0,5 0,03–0,5 0,03–0,5 0,08–0,5 0,08–0,5 0,1–0,5 0,1–0,5 0,1–0,5
----------
----------
Turning ToolsCutting Data
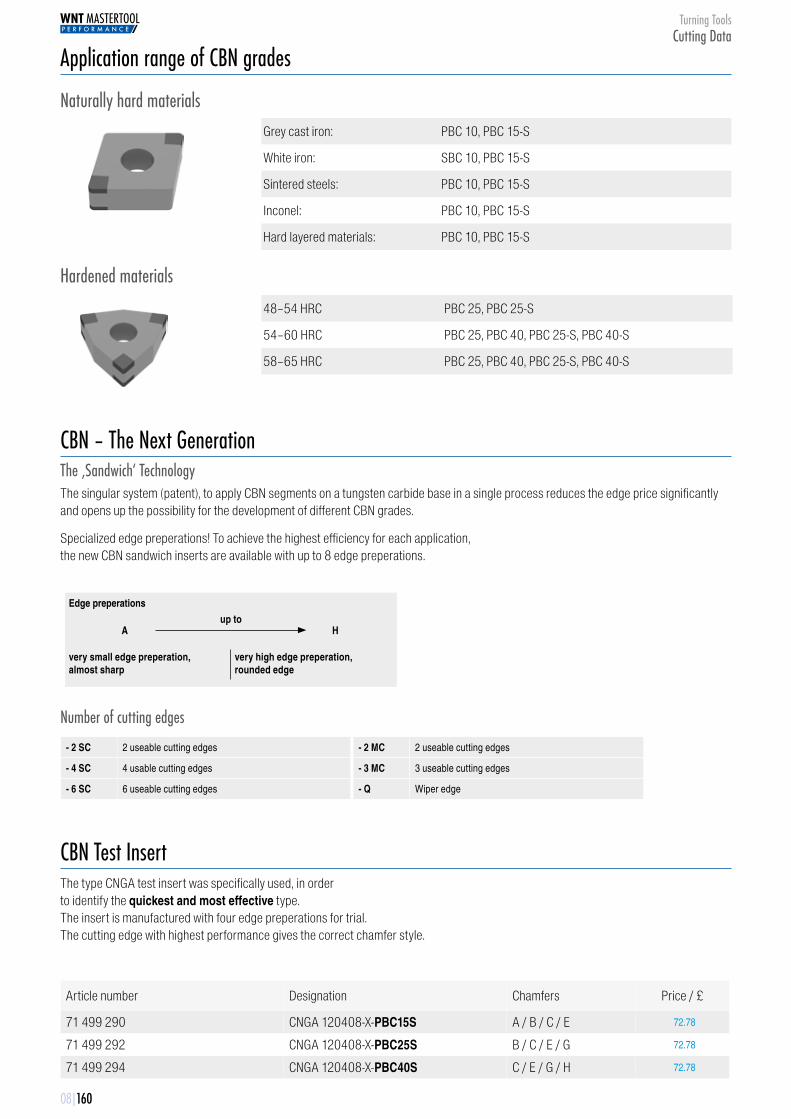
08|160
Specialized edge preperations! To achieve the highest efficiency for each application, the new CBN sandwich inserts are available with up to 8 edge preperations.
Application range of CBN grades
Naturally hard materialsGrey cast iron: PBC 10, PBC 15-S
White iron: SBC 10, PBC 15-S
Sintered steels: PBC 10, PBC 15-S
Inconel: PBC 10, PBC 15-S
Hard layered materials: PBC 10, PBC 15-S
Hardened materials
48–54 HRC PBC 25, PBC 25-S
54–60 HRC PBC 25, PBC 40, PBC 25-S, PBC 40-S
58–65 HRC PBC 25, PBC 40, PBC 25-S, PBC 40-S
CBN – The Next Generation
Article number Designation Chamfers Price / £
71 499 290 CNGA 120408-X-PBC15S A / B / C / E 72.78
71 499 292 CNGA 120408-X-PBC25S B / C / E / G 72.78
71 499 294 CNGA 120408-X-PBC40S C / E / G / H 72.78
The type CNGA test insert was specifically used, in order to identify the quickest and most effective type. The insert is manufactured with four edge preperations for trial. The cutting edge with highest performance gives the correct chamfer style.
CBN Test Insert
The ‚Sandwich‘ Technology
- 2 SC 2 useable cutting edges
- 4 SC 4 usable cutting edges
- 6 SC 6 useable cutting edges
Edge preperations
Aup to
H
very small edge preperation, almost sharp
very high edge preperation, rounded edge
- 2 MC 2 useable cutting edges
- 3 MC 3 useable cutting edges
- Q Wiper edge
Number of cutting edges
The singular system (patent), to apply CBN segments on a tungsten carbide base in a single process reduces the edge price significantly and opens up the possibility for the development of different CBN grades.
Turning ToolsCutting Data
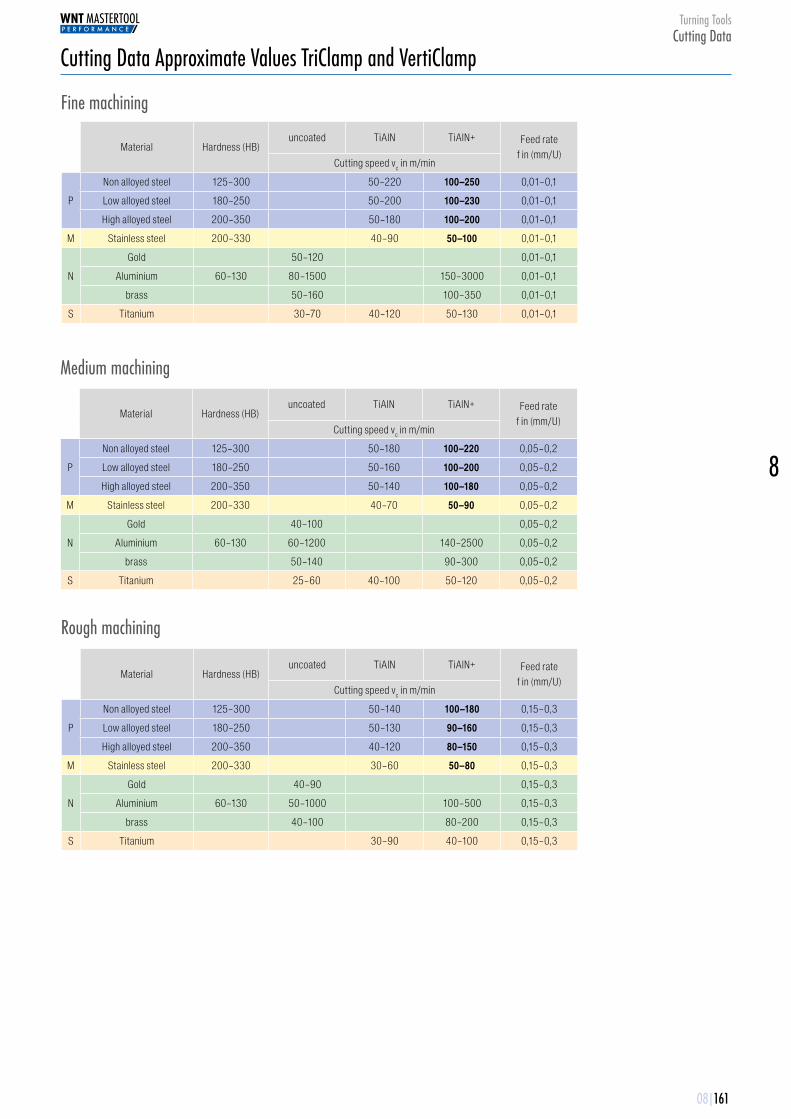
8
08|161
Cutting Data Approximate Values TriClamp and VertiClamp
Fine machining
Material Hardness (HB)uncoated TiAlN TiAlN+ Feed rate
f in (mm/U)Cutting speed vc in m/min
P
Non alloyed steel 125–300 50–220 100–250 0,01–0,1
Low alloyed steel 180–250 50–200 100–230 0,01–0,1
High alloyed steel 200–350 50–180 100–200 0,01–0,1
M Stainless steel 200–330 40–90 50–100 0,01–0,1
N
Gold 50–120 0,01–0,1
Aluminium 60–130 80–1500 150–3000 0,01–0,1
brass 50–160 100–350 0,01–0,1
S Titanium 30–70 40–120 50–130 0,01–0,1
Medium machining
Rough machining
Material Hardness (HB)uncoated TiAlN TiAlN+ Feed rate
f in (mm/U)Cutting speed vc in m/min
P
Non alloyed steel 125–300 50–180 100–220 0,05–0,2
Low alloyed steel 180–250 50–160 100–200 0,05–0,2
High alloyed steel 200–350 50–140 100–180 0,05–0,2
M Stainless steel 200–330 40–70 50–90 0,05–0,2
N
Gold 40–100 0,05–0,2
Aluminium 60–130 60–1200 140–2500 0,05–0,2
brass 50–140 90–300 0,05–0,2
S Titanium 25–60 40–100 50–120 0,05–0,2
Material Hardness (HB)uncoated TiAlN TiAlN+ Feed rate
f in (mm/U)Cutting speed vc in m/min
P
Non alloyed steel 125–300 50–140 100–180 0,15–0,3
Low alloyed steel 180–250 50–130 90–160 0,15–0,3
High alloyed steel 200–350 40–120 80–150 0,15–0,3
M Stainless steel 200–330 30–60 50–80 0,15–0,3
N
Gold 40–90 0,15–0,3
Aluminium 60–130 50–1000 100–500 0,15–0,3
brass 40–100 80–200 0,15–0,3
S Titanium 30–90 40–100 0,15–0,3
Turning ToolsCutting Data

08|162
Negative – Fine ModelContinuous cut Irregular cutting depth Interrupted cut Cutting data
Geom
etry
ap mm
f mm
-CF / -NF12 (Cermet) DCC1110 / CWC10
12°
CN..DN..TN..WN..
ĉ Fine finishing ĉ Sharp cutting edge for low
cutting forces ĉ Good chip control even at small
depths of cut
DCC1110 / CWC10
DCC1110 / CWC10
0,30–1,50 0,07–0,25
-F32
10,8
°
CN..DN..VN..
ĉ For finishing stainless steel ĉ Also by application on general
steels and superalloys
CCN2120 CCN2120
CCN2120 CCN21200,05–4,0 0,05–0,25
CCN2120
-NF23 HCN2125 HCN2125
15° CN..
DN..SN..TN..VN..WN..
ĉ Finishing of stainless steels ĉ Continous cut ĉ High surface quality ĉ Good swarf control
HCN2125 HCN2125
0,08–2,5 0,10–0,35
-WF HCX 1115 / HCX 1125 HCX 1125 HCX 1125 / HCR 1135
12°
CN..DN..SN..TN..WN..
ĉ Finish steel materials ĉ Finishing / contour turning ĉ Good swarf control ĉ High surface quality ĉ Low cutting forces
HCX 1115 HCR 1135 HCR 1135
HCX 1125 HCX 1125
0,20–2,50 0,08–0,30HCX 1125 HCR 1135
-TFQ HCX 1115 HCX 1115 / HCX 1125
17° 0,15
CN..DN..WN..
ĉ Wiper geometry ĉ Finishing to medium machining ĉ Very high feedrate ĉ High surface quality
HCX 1115 HCX 1115 / HCX 1125
HCX 1115 / HCX 1125
0,50–5,00 0,10–0,60
-TMF HCX 1115 HCX 1115 / HCX 1125 HCX 1125 / HCR 1135
20° 0,15
CN..DN..SN..TN..WN..
ĉ Finishing to medium machining ĉ Long chipping and soft steels ĉ Good swarf control ĉ Copy turning
HCX 1125 HCR 1135 HCR 1135
HCX 1115 HCX 1115
0,50–5,00 0,12–0,40HCR 1135
Chip breakers / Applications
Sectional drawings and models correspond to CNMG120408
Turning ToolsTechnical Information

8
08|163
Negative – Medium ModelContinuous cut Irregular cutting depth Interrupted cut Cutting data
Geom
etry
ap mm
f mm
-NM23 HCN2125 HCN2125
15° 0,25 CN..
DN..SN..TN..VN..WN..
ĉ Option for stainless steel machining ĉ Good swarf control ĉ Little edg build up ĉ Low cutting forces ĉ Little built-up edge ĉ Applicable on unstable machines
HCN2125 HCN2125
1,00-4,50 0,15-0,40
-M34
15°
0,25
CN..DN..SN..VN..WN..
ĉ First choice for superalloys ĉ Light cutting geometry ĉ Little built-up edge ĉ Low cutting forces
HCN5110
0,80–3,0 0,10–0,30HCN5110 HCN5110
-XU HCX1115 / HCX1125 HCX1115 / HCX1125 HCX1125
10° 0,15
CN..DN..VN..WN..
ĉ Finishing to light roughing ĉ Universal chip breaker ĉ Copy turning ĉ Excellent chip formation ĉ Low cutting forces
HCX1125 HCX1125
HCX1115 HCX1115 / HCX1125
0,40–4,50 0,12–0,40
-NM15 HCX1115 / HCX1125 HCX1115 / HCX1125 HCX112520
° 0,25 CN..DN..SN..TN..VN..WN..
ĉ Medium machining ĉ First choice for steel machining ĉ Universal application ĉ Wide range of applications
HCX1125 HCX1125
HCX1115 / HCX1125 HCX1115 / HCX1125 HCX1125
0,50–5,00 0,12–0,40
-NM26 HCN2125 HCN2125 HCN2125
18°
0,3
CN..DN..SN..TN..WN..
ĉ Light to medium roughing ĉ Stable cutting edge ĉ Interrupted cut ĉ Forged skin and cast crust
HCN2125 HCN2125 HCN2125
1,50–6,00 0,25–0,50HCN2125 HCN2125
-M42
20°
0,3
CN..DN..SN..TN..WN..
ĉ For medium machining of stainless steels
ĉ Also by application on general steels and superalloys
CCN2120 CWN2135 CWN2135
1,00–4,00 0,20–0,40CCN2120
Chip breakers / Applications
Sectional drawings and models correspond to CNMG120408
Turning ToolsTechnical Information

08|164
Negative – Medium ModelContinuous cut Irregular cutting depth Interrupted cut Cutting data
Geom
etry
ap mm
f mm
-M52
13°
CN..DN..SN..TN..WN..
ĉ Universal geometry for the machining of stainless steels
ĉ Also applicable for super alloys
CCN2120 CCN2120
1,50–4,00 0,20–0,38CCN2120
-TMQ HCX1115 HCX1125
20° 0,28
CN..DN..WN..
ĉ Wiper geometry ĉ Light to medium rough
machining ĉ Very high feedrate ĉ High surface quality
HCX1125 HCX1125
HCX1125 HCX1125
0,80–6,00 0,20–0,85
-NM19 HCX1115 HCX1125 / HXC1115 HCX1125 / HCR1135
15,7
° 0,3CN..DN..SN..TN..WN..
ĉ Light to medium rough machining
ĉ Cast crust and forging skin ĉ Stable cutting edge ĉ Interrupted cut ĉ Raw materials and forgings
HCX1125
HCX1125
1,50–4,50 0,20–0,80HCX1125
Negative – Roughing-TRR HCX1125 HCX1125 HCR1135
14° 0,35
CN..SN..TN..
ĉ Light to medium rough machining
ĉ Steel with low tensile strength (300–800 N/mm2)
ĉ Long chipping material ĉ Interrupted cut
HCX1125 HCR1135 HCR1135
1,00–12,00 0,30–0,80HCX1125
-WR HCX1125 HCX1125 / HCR1135 HCX1125 / HCR1135
20° 0,6
CN..DN..SN..TN..
ĉ Light to medium rough machining
ĉ Steel with high tensile strength (> 800 N/mm2)
ĉ Good swarf control ĉ Interrupted cut
HCX1125 HCR1135
HCX1125 HCX1125
2,5–12,00 0,40–1,00HCR1135
-NR14 HCX1115 / HCX1125 HCX1115 / HCX1125 HCX1125
20° 0,35
CN.. DN..SN..
ĉ Single sided roughing geometry ĉ Longitudinal, face and copy turning ĉ Varying depths of cut ĉ Steels with low tensile strength
(800 N / mm2) ĉ Good chip control
HCX1115 HCX1115 / HCX1125 HCX1125
1,00–12,00 0,25–0,80
Chip breakers / Applications
Sectional drawings and models correspond to CNMG120408
Sectional drawings and models correspond to CNMM 190616
Turning ToolsTechnical Information

8
08|165
Negative – Roughing ModelContinuous cut Irregular cutting depth Interrupted cut Cutting data
Geom
etry
ap mm
f mm
-NR17 HCX1115 / HCX1125 HCX1115 / HCX1125 HCX1125
20° 0,35
CN..DN..SN..TN..
ĉ Single sided roughing geometry
ĉ Longitudinal and face turning ĉ Light interrupted cut ĉ Low cutting forces ĉ Unstable machines
HCX1115 HCX1115 / HCX1125 HCX1125
1,50–12,00 0,30–1,20
-NR19 HCR11350,5
20°
SN..
ĉ Single sided roughing geometry
ĉ Longitudinal and face turning ĉ High feedrate ĉ Large depths of cut ĉ Heavily interrupted cut
HCR1135
3,50–16,00 0,50–1,50HCR1135
Positive – Fine-F23
9°
CC..DC..VC..
ĉ Fine finishing (ground edge) ĉ Very high surface quality ĉ High repeatability ĉ Low depths of cut
CCN2120 CCN2120
CCN2120
CCN21200,10–2,00 0,06–0,13
CCN2120
-PF23 HCN2125 HCN21250,1–0,15
10°
CC..DC..TC.. VC..
ĉ First choice for medium machining of stainless steels
ĉ High surface quality ĉ Little built-up edge
HCN2125 HCN2125
0,40–3,20 0,10–0,30
-F430,06
10°
CC..DC..TC..
ĉ For the light to medium ma-chining of all stainless steels, general steels and superalloys
CWN2135 CWN2135 CWN2135
0,50 –2,50 0,05–0,25
-ZF / -PF14 (Cermet) DCC1110 / CWC407 CWC10
15°
CC..DC..SC..TC..VC..
ĉ Fine finishing ĉ For all common steel materials,
stainless steels and GGG ĉ Good swarf control ĉ High surface quality
DCC1110
DCC1110
0,20–1,30 0,06–0,25
Chip breakers / Applications
Sectional drawings and models correspond to CCMT 09T304
Sectional drawings and models correspond to CNMM 190616
Turning ToolsTechnical Information
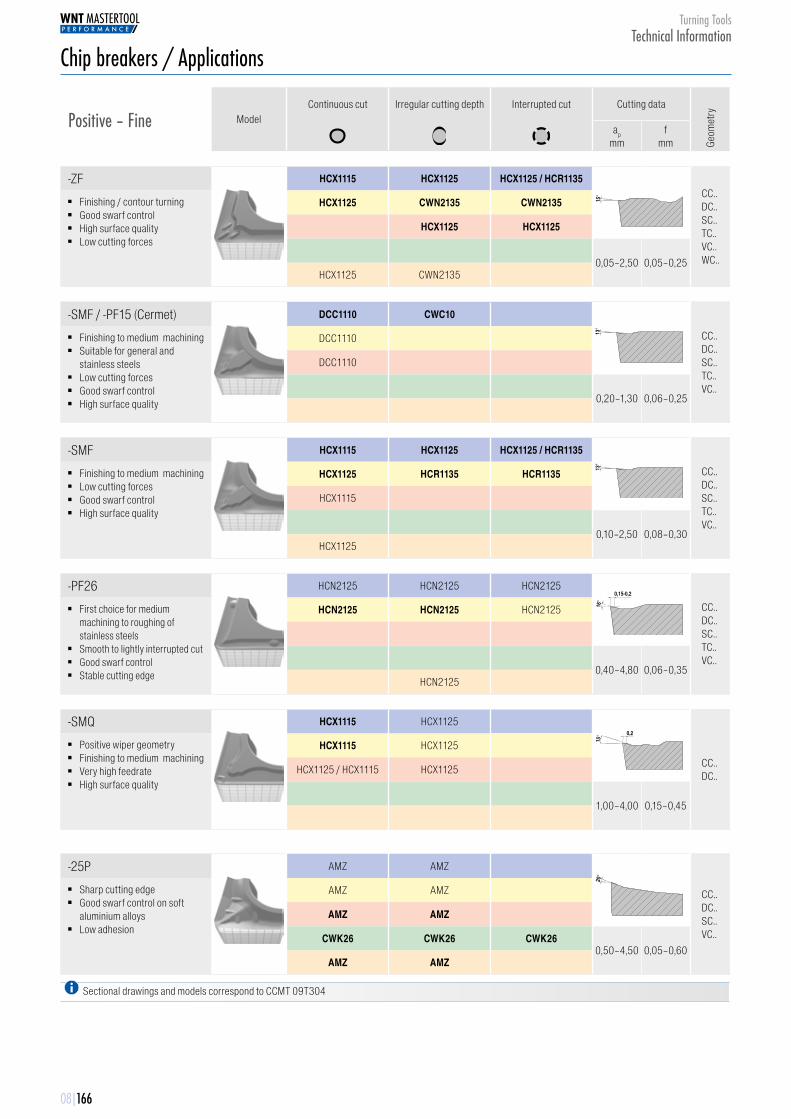
08|166
Positive – Fine ModelContinuous cut Irregular cutting depth Interrupted cut Cutting data
Geom
etry
ap mm
f mm
-ZF HCX1115 HCX1125 HCX1125 / HCR1135
15° CC..
DC..SC..TC..VC..WC..
ĉ Finishing / contour turning ĉ Good swarf control ĉ High surface quality ĉ Low cutting forces
HCX1125 CWN2135 CWN2135
HCX1125 HCX1125
0,05–2,50 0,05–0,25HCX1125 CWN2135
-SMF / -PF15 (Cermet) DCC1110 CWC10
13°
CC..DC..SC..TC..VC..
ĉ Finishing to medium machining ĉ Suitable for general and
stainless steels ĉ Low cutting forces ĉ Good swarf control ĉ High surface quality
DCC1110
DCC1110
0,20–1,30 0,06–0,25
-SMF HCX1115 HCX1125 HCX1125 / HCR1135
13°
CC..DC..SC..TC..VC..
ĉ Finishing to medium machining ĉ Low cutting forces ĉ Good swarf control ĉ High surface quality
HCX1125 HCR1135 HCR1135
HCX1115
0,10–2,50 0,08–0,30HCX1125
-PF26 HCN2125 HCN2125 HCN212516
°0,15-0,2
CC..DC..SC..TC..VC..
ĉ First choice for medium machining to roughing of stainless steels
ĉ Smooth to lightly interrupted cut ĉ Good swarf control ĉ Stable cutting edge
HCN2125 HCN2125 HCN2125
0,40–4,80 0,06–0,35HCN2125
-SMQ HCX1115 HCX1125
15° 0,2
CC..DC..
ĉ Positive wiper geometry ĉ Finishing to medium machining ĉ Very high feedrate ĉ High surface quality
HCX1115 HCX1125
HCX1125 / HCX1115 HCX1125
1,00–4,00 0,15–0,45
-25P AMZ AMZ
20°
CC..DC..SC..VC..
ĉ Sharp cutting edge ĉ Good swarf control on soft
aluminium alloys ĉ Low adhesion
AMZ AMZ
AMZ AMZ
CWK26 CWK26 CWK260,50–4,50 0,05–0,60
AMZ AMZ
Chip breakers / Applications
Sectional drawings and models correspond to CCMT 09T304
Turning ToolsTechnical Information
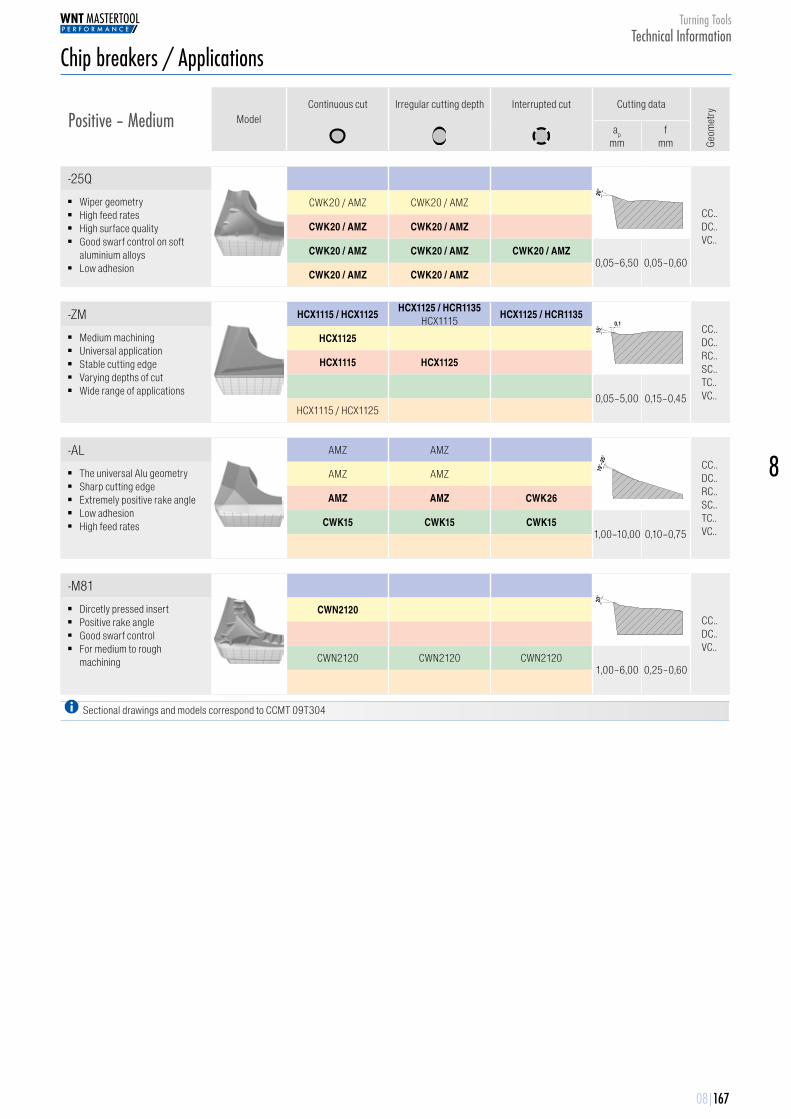
8
08|167
Positive – Medium ModelContinuous cut Irregular cutting depth Interrupted cut Cutting data
Geom
etry
ap mm
f mm
-25Q
20°
CC..DC..VC..
ĉ Wiper geometry ĉ High feed rates ĉ High surface quality ĉ Good swarf control on soft
aluminium alloys ĉ Low adhesion
CWK20 / AMZ CWK20 / AMZ
CWK20 / AMZ CWK20 / AMZ
CWK20 / AMZ CWK20 / AMZ CWK20 / AMZ0,05–6,50 0,05–0,60
CWK20 / AMZ CWK20 / AMZ
-ZM HCX1115 / HCX1125 HCX1125 / HCR1135 HCX1115
HCX1125 / HCR1135
15° 0,1
CC..DC..RC..SC..TC..VC..
ĉ Medium machining ĉ Universal application ĉ Stable cutting edge ĉ Varying depths of cut ĉ Wide range of applications
HCX1125
HCX1115 HCX1125
0,05–5,00 0,15–0,45HCX1115 / HCX1125
-AL AMZ AMZ
19°–
25°
CC..DC..RC..SC..TC..VC..
ĉ The universal Alu geometry ĉ Sharp cutting edge ĉ Extremely positive rake angle ĉ Low adhesion ĉ High feed rates
AMZ AMZ
AMZ AMZ CWK26
CWK15 CWK15 CWK151,00–10,00 0,10–0,75
-M8120
°
CC..DC..VC..
ĉ Dircetly pressed insert ĉ Positive rake angle ĉ Good swarf control ĉ For medium to rough
machining
CWN2120
CWN2120 CWN2120 CWN21201,00–6,00 0,25–0,60
Chip breakers / Applications
Sectional drawings and models correspond to CCMT 09T304
Turning ToolsTechnical Information
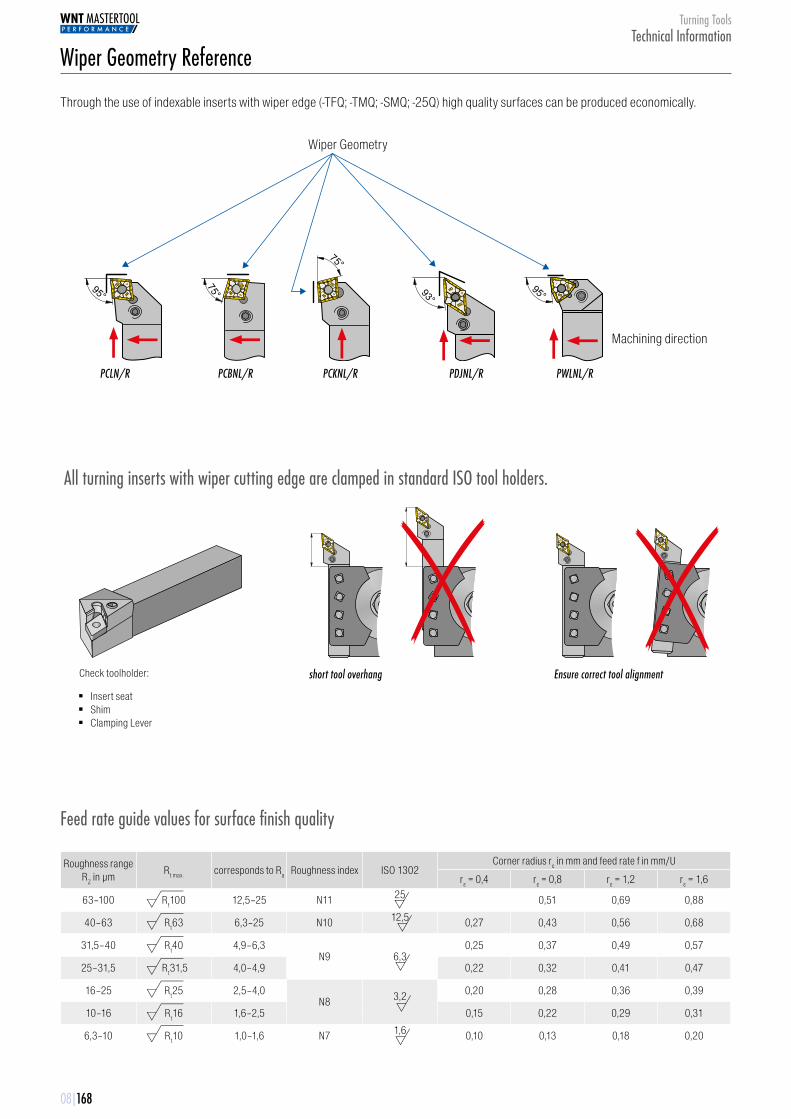
08|168
Wiper Geometry Reference
All turning inserts with wiper cutting edge are clamped in standard ISO tool holders.
Machining direction
95°
75°
75°
93°
95°
Wiper Geometry
PCLN/R PCBNL/R PCKNL/R PDJNL/R PWLNL/R
Check toolholder: short tool overhang Ensure correct tool alignment ĉ Insert seat ĉ Shim ĉ Clamping Lever
Through the use of indexable inserts with wiper edge (-TFQ; -TMQ; -SMQ; -25Q) high quality surfaces can be produced economically.
Feed rate guide values for surface finish quality
Roughness range RZ in µm
Rt max. corresponds to Ra Roughness index ISO 1302Corner radius rε in mm and feed rate f in mm/U
rε = 0,4 rε = 0,8 rε = 1,2 rε = 1,6
63–100 Rt100 12,5–25 N11 25 0,51 0,69 0,88
40–63 Rt63 6,3–25 N10 12,5 0,27 0,43 0,56 0,68
31,5–40 Rt40 4,9–6,3N9 6,3
0,25 0,37 0,49 0,57
25–31,5 Rt31,5 4,0–4,9 0,22 0,32 0,41 0,47
16–25 Rt25 2,5–4,0N8 3,2 0,20 0,28 0,36 0,39
10–16 Rt16 1,6–2,5 0,15 0,22 0,29 0,31
6,3–10 Rt10 1,0–1,6 N7 1,6 0,10 0,13 0,18 0,20
Turning ToolsTechnical Information
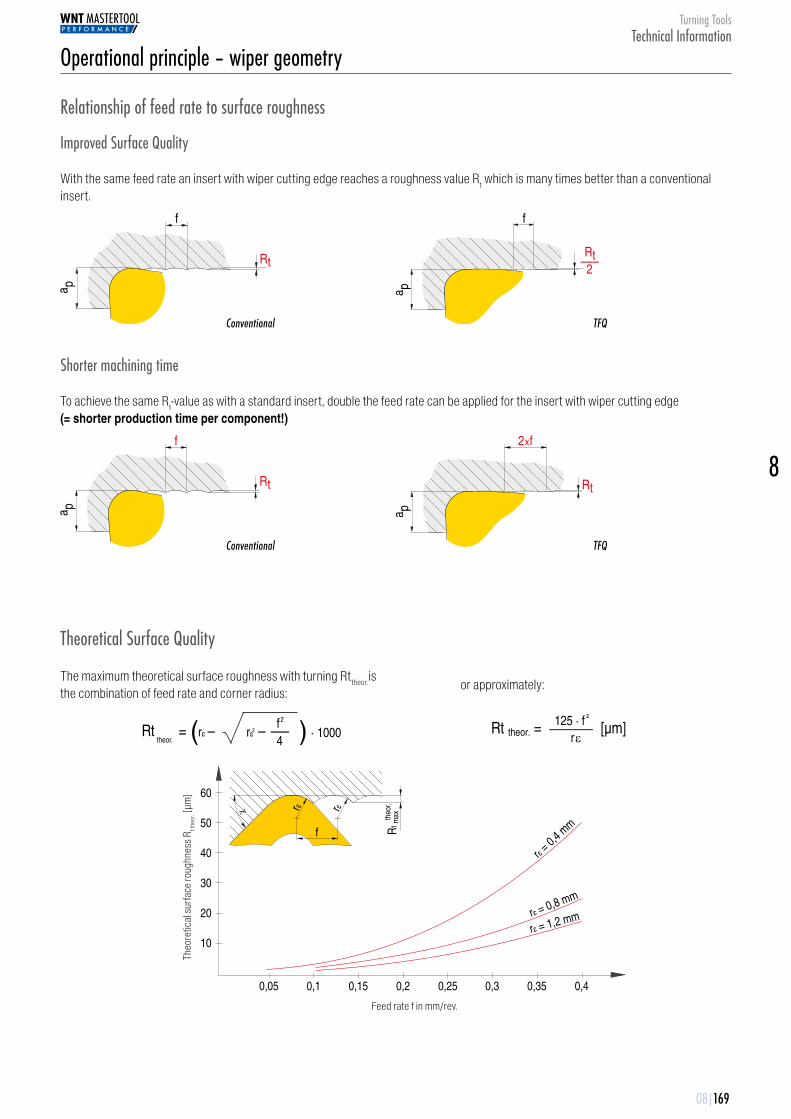
8
08|169
Operational principle – wiper geometry
Relationship of feed rate to surface roughness
Improved Surface Quality
With the same feed rate an insert with wiper cutting edge reaches a roughness value Rt which is many times better than a conventional insert.
Rt
f f
Rt–––2
Conventional TFQ
Shorter machining time
To achieve the same Rt-value as with a standard insert, double the feed rate can be applied for the insert with wiper cutting edge (= shorter production time per component!)
f
Rt Rt
2xf
Conventional TFQ
Theoretical Surface Quality
Rt theor.
= rε rε – · 1000( )f
4 –
²² –
125 · f ²Rt theor. = ————
rε[µm]
The maximum theoretical surface roughness with turning Rttheor.is the combination of feed rate and corner radius:
or approximately:
0,40,350,30,250,20,150,10,05
10
20
30
40
50
60
f
Feed rate f in mm/rev.
Theo
retic
al s
urfa
ce ro
ughn
ess R
t the
or. [µ
m]
Turning ToolsTechnical Information
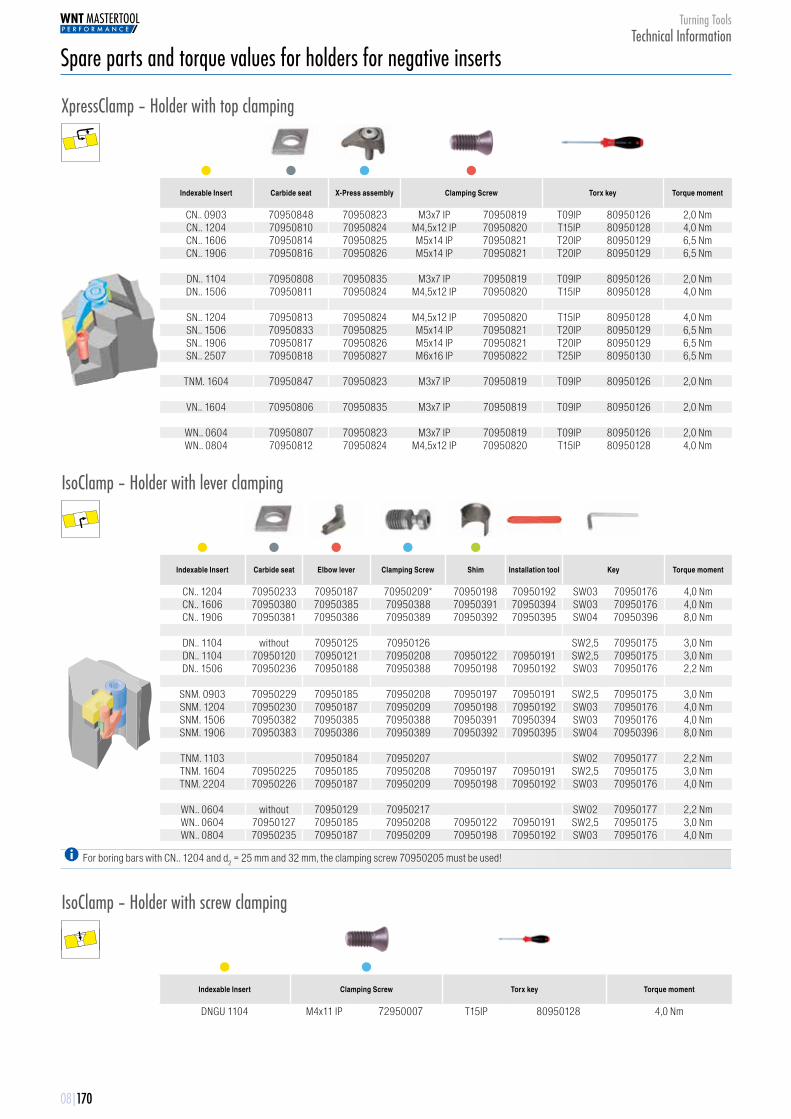
08|170
Spare parts and torque values for holders for negative inserts
XpressClamp – Holder with top clamping
Indexable Insert Carbide seat X-Press assembly Clamping Screw Torx key Torque moment
CN.. 0903 70950848 70950823 M3x7 lP 70950819 T09lP 80950126 2,0 NmCN.. 1204 70950810 70950824 M4,5x12 lP 70950820 T15lP 80950128 4,0 NmCN.. 1606 70950814 70950825 M5x14 lP 70950821 T20lP 80950129 6,5 NmCN.. 1906 70950816 70950826 M5x14 lP 70950821 T20lP 80950129 6,5 Nm
DN.. 1104 70950808 70950835 M3x7 lP 70950819 T09lP 80950126 2,0 NmDN.. 1506 70950811 70950824 M4,5x12 lP 70950820 T15lP 80950128 4,0 Nm
SN.. 1204 70950813 70950824 M4,5x12 lP 70950820 T15lP 80950128 4,0 NmSN.. 1506 70950833 70950825 M5x14 lP 70950821 T20lP 80950129 6,5 NmSN.. 1906 70950817 70950826 M5x14 lP 70950821 T20lP 80950129 6,5 NmSN.. 2507 70950818 70950827 M6x16 lP 70950822 T25lP 80950130 6,5 Nm
TNM. 1604 70950847 70950823 M3x7 lP 70950819 T09lP 80950126 2,0 Nm
VN.. 1604 70950806 70950835 M3x7 lP 70950819 T09lP 80950126 2,0 Nm
WN.. 0604 70950807 70950823 M3x7 lP 70950819 T09lP 80950126 2,0 NmWN.. 0804 70950812 70950824 M4,5x12 lP 70950820 T15lP 80950128 4,0 Nm
IsoClamp – Holder with lever clamping
Indexable Insert Carbide seat Elbow lever Clamping Screw Shim Installation tool Key Torque moment
CN.. 1204 70950233 70950187 70950209* 70950198 70950192 SW03 70950176 4,0 NmCN.. 1606 70950380 70950385 70950388 70950391 70950394 SW03 70950176 4,0 NmCN.. 1906 70950381 70950386 70950389 70950392 70950395 SW04 70950396 8,0 Nm
DN.. 1104 without 70950125 70950126 SW2,5 70950175 3,0 NmDN.. 1104 70950120 70950121 70950208 70950122 70950191 SW2,5 70950175 3,0 NmDN.. 1506 70950236 70950188 70950388 70950198 70950192 SW03 70950176 2,2 Nm
SNM. 0903 70950229 70950185 70950208 70950197 70950191 SW2,5 70950175 3,0 NmSNM. 1204 70950230 70950187 70950209 70950198 70950192 SW03 70950176 4,0 NmSNM. 1506 70950382 70950385 70950388 70950391 70950394 SW03 70950176 4,0 NmSNM. 1906 70950383 70950386 70950389 70950392 70950395 SW04 70950396 8,0 Nm
TNM. 1103 70950184 70950207 SW02 70950177 2,2 NmTNM. 1604 70950225 70950185 70950208 70950197 70950191 SW2,5 70950175 3,0 NmTNM. 2204 70950226 70950187 70950209 70950198 70950192 SW03 70950176 4,0 Nm
WN.. 0604 without 70950129 70950217 SW02 70950177 2,2 NmWN.. 0604 70950127 70950185 70950208 70950122 70950191 SW2,5 70950175 3,0 NmWN.. 0804 70950235 70950187 70950209 70950198 70950192 SW03 70950176 4,0 Nm
For boring bars with CN.. 1204 and d2 = 25 mm and 32 mm, the clamping screw 70950205 must be used!
IsoClamp – Holder with screw clamping
Indexable Insert Clamping Screw Torx key Torque moment
DNGU 1104 M4x11 lP 72950007 T15lP 80950128 4,0 Nm
Turning ToolsTechnical Information

8
08|171
Spare parts and torque values for holders for positive inserts
IsoClamp – Holder with screw clamping
Indexable Insert Carbide seat Threaded sleeve Clamping Screw Combi key Torque moment
CC.. 0602 M2,5x6 70950112 T08 80950110 1,2 NmCC.. 09T3 without M3,5x11 70950113* T15 80950113 3,2 NmCC.. 09T3 70950165 70950171 M3x5x11 70950113 T15/SW 70950398 3,2 NmCC.. 1204 70950166 70950170 M4,5x12 70950114 T15/SW 70950398 5,0 Nm
DC.. 0702 M2,5x6 70950112 T08 80950110 1,2 NmDC.. 11T3 without M3,5x11 70950113** T15 80950113 3,2 NmDC.. 11T3 70950106 70950171 M3,5x11 70950113 T15/SW 70950398 3,2 Nm
RC.. 0602 MO M2,5x6 70950112 T08 80950110 1,2 NmRC.. 0802 MO M3x7,3 70950115 T08 80950110 1,8 NmRC.. 1003 MO 70950117 70950171 M3,5x11 70950113 T15/SW 70950398 3,2 Nm
SC.. 09T3 without M3,5x11 70950113*** T15 80950113 3,2 NmSC.. 09T3 70950167 70950171 M3,5x11 70950113 T15/SW 70950398 3,2 NmSC.. 1204 70950168 70950170 M4,5x12 70950114 T15/SW 70950398 5,0 Nm
TC.. 0902 M2,5x5 70950111 T07 80950109 1,0 NmTC.. 1102 M2,5x6 70950112 T08 80950110 1,2 NmTC.. 16T3 70950169 70950171 M3,5x11 70950113 T15/SW 70950398 3,2 Nm
VC.. 1103 M2,5x6 70950112 T08 80950110 1,2 NmVC.. 1604 without M3,5x11 70950113 T15 80950113 3,2 NmVC.. 1604 70950107 70950171 M3,5x11 70950113 T15/SW 70950398 3,2 NmVC.. 2205 70950109 70950170 M4,5x12 70950114 T15/SW 70950398 5,0 Nm
WC.. 0201 M1,8x3,4 70950334 T06 80950108 0,4 Nm
* For boring bars with CC .. 09T3 without carbide seat and d2 = 16 mm or 20 mm, there are different lengths of clamping screws. Details can be found on the product page.
** For boring bars with DC .. 11T3 without carbide seat and d2 = 20 mm, there are different lengths of clamping screws. Details can be found on the product page.
*** For boring bars with SC .. 09T3 without carbide seat there are different lengths of clamping screw. Details can be found on the product page.
IsoClamp – Holder with lever clamping
Carbide seat Elbow lever Clamping Screw Shim Installation tool Key Torque moment
70950215 70950178 70950208 70950197 70950191 SW2,5 70950175 3,0 Nm70950384 70950387 70950390 70950169 70950192 SW0,3 70950176 4,0 Nm
Turning ToolsTechnical Information

08|172
Spare parts and torque values for holders for positive inserts
IsoClamp – Holders with lever and top clamping
Indexable Insert Carbide seat Clamping element Wedge Dowel pin Key Torque moment
Tool holder SCMX 1204 70950140 70950159 70950150 70950153 T20 80950114 5,0 NmBoring Bar SCMX 1204 70950147 70950163 70950150 70950155 T20 80950114 5,0 Nm
IsoClamp – Holder with top clamping
Indexable Insert Carbide seat Clamp Countersunk head grooved pin Spring washer Clamping Screw Key Torque
moment
TP.. 1103 70950600 M4x10 70950477 T15 80950113 5,0 NmTool holder TP.. 1603 70950602 70950601 70950603 70950605 M8x20 70950604 SW04 70950369 10,0 NmBoring Bar TP.. 1603 70950602 70950606 70950603 M6x16,2 70950596 T20 80950114 10,0 Nm
Turning ToolsTechnical Information

8
8
08|173
ISO designation system for inserts
d ±
m ±
s ±
A0,
0010
0,00
020,
001
F0,
0005
0,00
020,
001
C0,
0010
0,00
050,
001
H0,
0002
0,00
050,
001
E0,
0010
0,00
100,
001
G0,
0010
0,00
100,
005
d ±
m ±
s ±
J0,
002–
}*0,
0002
0,00
10,
006
K0,
002–
}*0,
0005
0,00
10,
006
L0,
002–
}*0,
0010
0,00
10,
006
M0,
002–
}*0,
003–
}*0,
005
0,00
60,
008
N0,
002–
}*0,
003–
}*0,
001
0,00
60,
008
U0,
003–
}*0,
005–
}*0,
005
0,01
00,
015
*De
pend
ent o
n th
e in
sert
size
Tole
ranc
es in
inch
es
Char
acte
ristic
s
Sym
bols
as a
bove
. Ch
ange
s at i
nscr
ibed
ci
rcle
IK <
1/4
Clea
ranc
e an
gles
not
in
clud
ed w
ithin
the
st
anda
rd fo
r whi
ch
parti
cula
r inf
orm
atio
n is
nece
ssar
y.
Incl
uded
ang
le
Incl
uded
ang
le
Other shapes
Spec
ial v
ersi
on
Inse
rts w
ith c
orne
r rad
ii7.1
Inse
rts w
ith s
econ
dary
cu
tting
edg
e7.
2
Angl
e of
mai
n cu
tting
ed
ge to
sec
onda
ry
cutti
ng e
dge
7.2.
1
Spec
ial v
ersi
on Z
Z7.
3
Clea
ranc
e ang
le of
seco
ndar
y cu
tting e
dge a
ccord
ing to
po
sition
2
7.2.
2
45° A
60° D
75° E
85° F
90° P
shar
p
hone
d
doub
le-ch
amfer
ed
doub
le-ch
amfer
ed
and h
oned
cham
fere
d an
d ho
ned
cham
fere
d
For special forms of the chip breaker an internal code can be stated in the 10th position.
mm
inch
mm
mm
065/
323,
9603
097/
325,
5605
111/
46,
3506
163/
89,
5209
221/
212
,712
275/
815
,815
333/
419
,019
441
25,4
25
inch
mm
1/16
1,59
01
3/32
2,38
02
1/8
3,18
03
5/32
3,97
T3
3/16
4,76
04
7/32
5,56
05
1/4
6,35
06
5/16
7,94
07
3/8
9,52
09Index Index
Code
Corn
er ra
dius
in in
ches
0m
ax. 0
041
1/64
21/
323
3/64
41/
165
5/64
63/
327
7/64
81/
8X
-
Code
inch
21/
4
33/
8
41/
25
5/8
63/
4
81
ASA and BHMA deviation with regards to ISO X = special version not according to ISO
Code
inch
11/
16
21/
8
33/
16
41/
4
55/
16
63/
8
Cutti
ng le
ngth
Inse
rt th
ickn
ess
Corn
er ra
dius
Inse
rt sh
ape
Clea
ranc
e an
gle
Tole
ranc
esCh
arac
teris
tics
Cutti
ng le
ngth
Inse
rt th
ickn
ess
Corn
er ra
dius
Direction of cut
Cutting edge
Turning ToolsTechnical Information

08|174
ISO designation system for tool holders
Clam
ping
met
hod
Clea
ranc
e an
gles
not
in
clud
ed w
ithin
the
stand
ard
for w
hich
par
ticul
ar
info
rmat
ion
is ne
cess
ary.
Other shapes
Styl
e
Spec
ial v
ersi
on
Incl
uded
ang
le
Incl
uded
ang
leTo
ol h
olde
r
Cartr
idge
Roun
d sh
ank
1. P
ositi
on: C
= o
wn
vers
ion
2. P
ositi
on: A
= IS
O 5
611
Spec
ial
vers
ion
Qua
lified
hig
h-pr
ecis
ion
tool
s
Reta
ined
from
abo
ve a
nd
via
bore
Reta
ined
via
cen
tre
scre
w
Reta
ined
from
abo
ve a
nd
via
bore
Reta
ined
via
the
bore
Reta
ined
from
abo
ve
Dire
ctio
n of
cu
tSh
ank
wid
thCu
tting
leng
th
Inse
rt sh
ape
Clea
ranc
e an
gle
Shan
k he
ight
Cartr
idge
Tool
leng
thSp
ecia
l ver
sion
Turning ToolsTechnical Information
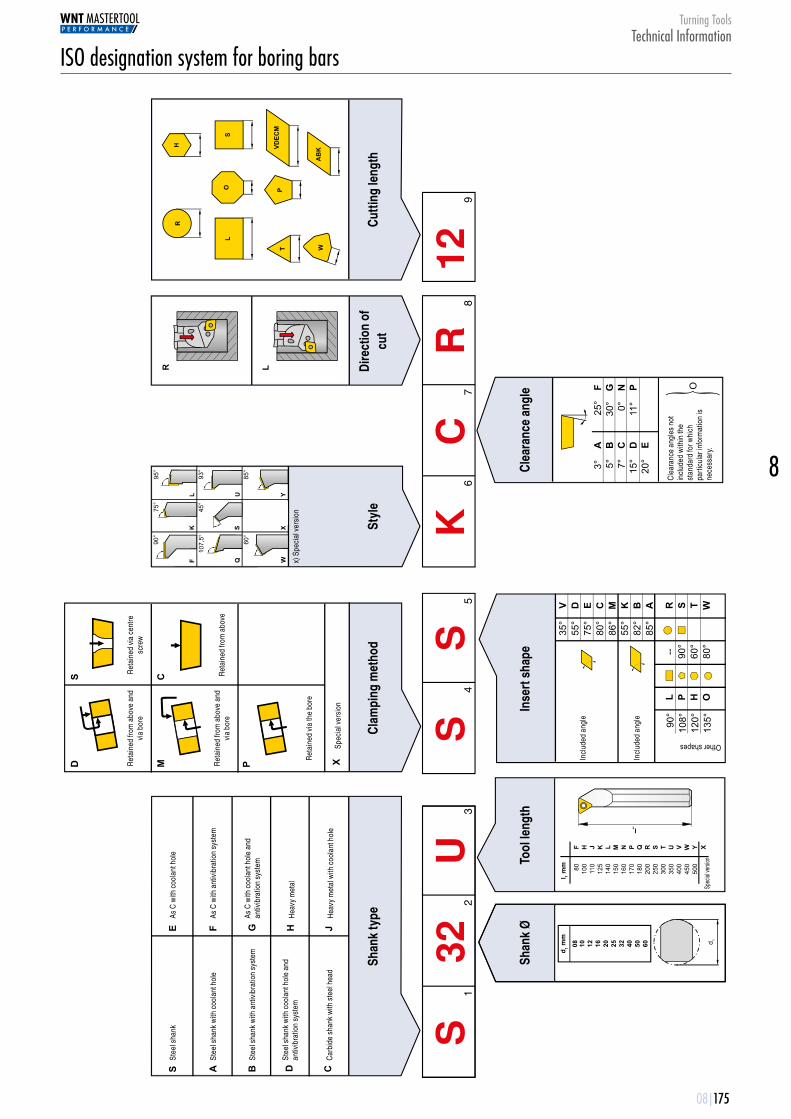
8
08|175
ISO designation system for boring bars
Shan
k ty
pe
Clea
ranc
e an
gles
not
in
clud
ed w
ithin
the
st
anda
rd fo
r whi
ch
parti
cula
r inf
orm
atio
n is
nece
ssar
y.
Other shapesSpec
ial v
ersi
on
Incl
uded
ang
le
Spec
ial ve
rsion
Incl
uded
ang
le
Reta
ined
from
abo
ve
Reta
ined
via
the
bore
Reta
ined
from
abo
ve a
nd
via
bore
Reta
ined
via
cen
tre
scre
w
x) S
peci
al v
ersi
on
Stee
l sha
nk
Stee
l sha
nk w
ith c
oola
nt h
ole
Stee
l sha
nk w
ith a
ntiv
ibra
tion
syst
em
Stee
l sha
nk w
ith c
oola
nt h
ole
and
antiv
ibra
tion
syst
em
Carb
ide
shan
k wi
th s
teel
hea
d
As C
with
coo
lant
hol
e
As C
with
ant
ivib
ratio
n sy
stem
As C
with
coo
lant
hol
e an
d
antiv
ibra
tion
syst
em
Heav
y m
etal
Heav
y m
etal
with
coo
lant
hol
e
Reta
ined
from
abo
ve a
nd
via
bore
Clam
ping
met
hod
Styl
eDi
rect
ion
of
cut
Cutti
ng le
ngth
Shan
k Ø
Tool
leng
thIn
sert
shap
eCl
eara
nce
angl
e
Turning ToolsTechnical Information

08|176
Types of wearWear on clearance face
Cause RemedyAbrasion on flank: normal wear after a certain machining time
� Too high cutting speed � Carbide grade with too low wear resistance
� Feed rate not adapted
� Reduce cutting speed � Use grade with higher wear resistance � Adapt feed rate to cutting speed and cutting depth
Edge chippingCause Remedy
Through excessive mechanical stress at the cutting edge fracture and chipping can occur.
� Grade with too high wear resistance � Vibration � Too high cutting speed and / or feed rate
� Interrupted cut � Swarf damage
� Use tougher grade � Use negative cutting edge geometry � with chip groove � Improve stability (tool, work piece)
CrateringCause Remedy
The hot chip which is being evacuated causes cratering at the rake face of the cutting edge.
� Too high cutting speed and / or feed rate
� Rake angle too shallow � Grade with insufficient wear resistance � Insufficient coolant supply
� Reduce cutting speed and / or feed rate � Use grade with higher wear resistance � Increase coolant quantity and / or pressure, optimise coolant supply
� Use grade which is more resistant to cratering
Plastic deformationCause Remedy
High machining temperature and simultaneous mechanical stress can lead to plastic deformation.
� Too high machining temperature resulting in softening of substrate
� Damage of coating � Grade with insufficient wear resistance � Insufficient coolant supply
� Reduce cutting speed � Use grade with higher wear resistance � Provide cooling
Built-up edgeCause Remedy
Built-up material / edges occur when the chip is not evacuated properly due to insufficient cutting temperature.
� Insufficient cutting speed � Rake angle too shallow � Wrong cutting material � Lack of cooling / lubrication
� Increase cutting speed � Increase rake angle � Apply TiN coating � Use emulsion with higher concentration
Insert breakageCause Remedy
Excessive stress of the insert causes breakage.
� Excessive stress of cutting material � Lack of stability � Clearance angle too small
� Use tougher grade � Use protective edge chamfer � Increase edge hone � Use geometry with higher stability
Turning ToolsTechnical Information

8
08|177
Recommendation for Optimum ResultsType of problem
Type of wear Work piece problems Swarf control
Wea
r on
clea
ranc
e fa
ce
Crat
erin
g
Edge
chi
ppin
g
Plas
tic d
efor
mat
ion
Inse
rt br
eaka
ge
Built
-up
edge
Vibr
atio
n
Form
atio
n of
pip
s and
bur
rs
Chat
tere
d su
rface
Surfa
ce q
ualit
y
Chip
too
long
(sna
rl ch
ip)
Chip
too
shor
t (fra
gmen
ted
chip
)
Cutting speed
Cutti
ng d
ata
Rem
edy
mea
sure
s
~ Feed rate
Feed rate at centre
~ ~ Chip groove
Inse
rt se
lect
ion
Corner radiuslarger
smaller
Tap Materialwear resistance
toughness
~ ~ ~ ~ ~ Tool clamping
Gene
ral c
riter
ia~ ~ ~ ~ ~ Work piece clamping
~ ~ ~ Overhang
~ ~ ~ ~ ~ Tip height
~ Cooling lubricant
raise, increase avoid, reduce ~ check, optimiselarge influence large influence
raise, increase avoid, reduceuse
small influence small influence
Turning ToolsTechnical Information
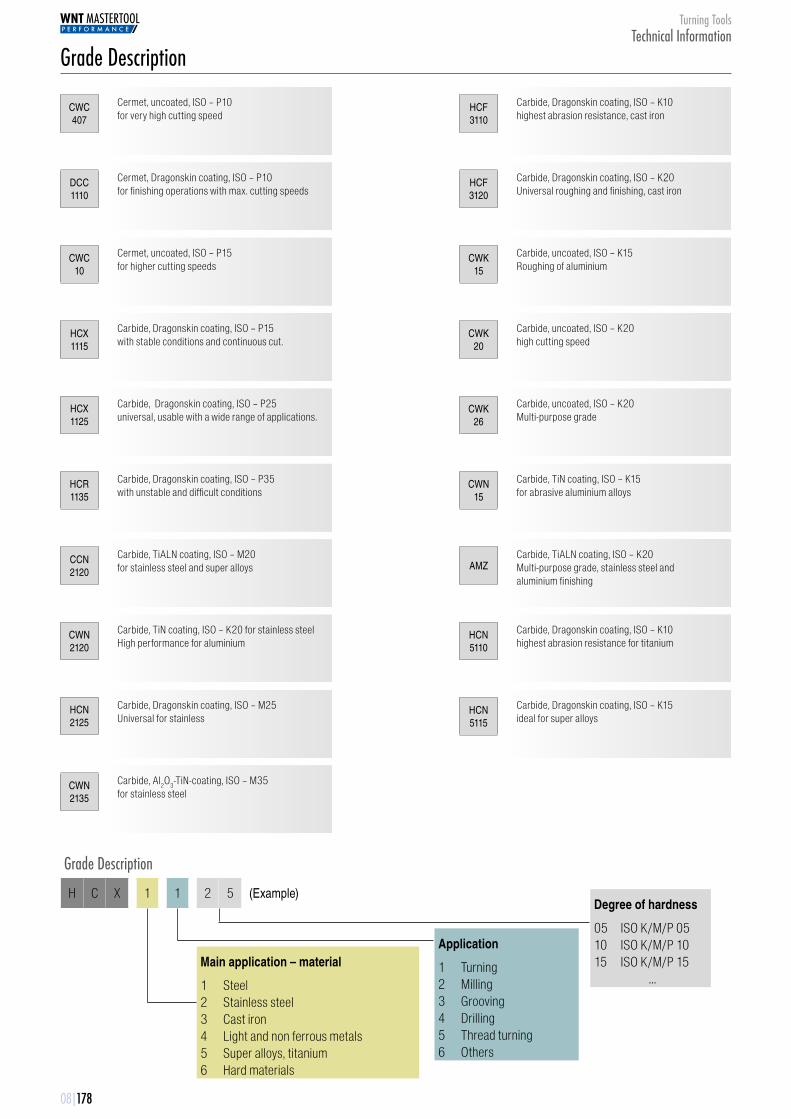
08|178
Grade Description
HCX1115
CWC407
DCC 1110
CWC10
Cermet, uncoated, ISO – P10 for very high cutting speed
Cermet, Dragonskin coating, ISO – P10 for finishing operations with max. cutting speeds
Cermet, uncoated, ISO – P15 for higher cutting speeds
Carbide, Dragonskin coating, ISO – P15 with stable conditions and continuous cut.
HCR1135
CCN2120
HCX1125
Carbide, Dragonskin coating, ISO – P25 universal, usable with a wide range of applications.
Carbide, Dragonskin coating, ISO – P35 with unstable and difficult conditions
Carbide, TiALN coating, ISO – M20 for stainless steel and super alloys
CWN2120
Carbide, TiN coating, ISO – K20 for stainless steel High performance for aluminium
CWK 20
CWK 26
HCF 3110
HCF 3120
CWK 15
Carbide, Dragonskin coating, ISO – K10 highest abrasion resistance, cast iron
Carbide, Dragonskin coating, ISO – K20 Universal roughing and finishing, cast iron
Carbide, uncoated, ISO – K15 Roughing of aluminium
Carbide, uncoated, ISO – K20 high cutting speed
Carbide, uncoated, ISO – K20 Multi-purpose grade
AMZ
HCN5110
HCN2125
CWN15
Carbide, TiN coating, ISO – K15 for abrasive aluminium alloys
Carbide, TiALN coating, ISO – K20 Multi-purpose grade, stainless steel and aluminium finishing
Carbide, Dragonskin coating, ISO – K10 highest abrasion resistance for titanium
Carbide, Dragonskin coating, ISO – M25 Universal for stainless
HCN 5115
CWN 2135
Carbide, Dragonskin coating, ISO – K15 ideal for super alloys
Carbide, Al2O3-TiN-coating, ISO – M35 for stainless steel
H C X 1 1 2 5 (Example)
Main application – material
1 Steel2 Stainless steel3 Cast iron4 Light and non ferrous metals5 Super alloys, titanium6 Hard materials
Application
1 Turning2 Milling3 Grooving4 Drilling5 Thread turning6 Others
Degree of hardness
05 ISO K/M/P 0510 ISO K/M/P 1015 ISO K/M/P 15
...
Grade Description
Turning ToolsTechnical Information