Embed Size (px)
Citation preview

www.stanleyconsultants.com Industrial Boiler MACT – Synopsis and Impacts to the Regulated Community 1
Global Engineering Service ProviderEnergy. Environmental. Transportation. Water.
COLLABORATE. CONNECT. COMPLETE.
WHITEPAPER:Industrial Boiler MACT – Synopsis and Impacts to the Regulated Community Joe Rubino, Stanley Consultants Inc., Denver, Colorado

www.stanleyconsultants.com Industrial Boiler MACT – Synopsis and Impacts to the Regulated Community 2
Industrial Boiler MACT – Synopsis and Impacts to the Regulated Community Joe Rubino, Stanley Consultants Inc., Denver, Colorado
1. INTRODUCTION The Clean Air Act Amendments of 1990 (CAAA) brought significant change to the regulation of air pollutant emissions in the United States. Reduction of toxic or hazardous air pollutants (HAPs) from specific industrial categories was a key focus, and the United States Environmental Protection Agency (USEPA) laid out a plan to develop national emission standards for HAP emissions. HAP emissions included 189 distinct toxic chemicals that were specifically regulated by USEPA under Title III of the CAAA. While the rules, and any evaluations conducted must evaluate applicability and compliance options based on the emissions of both individual and combined HAPs, the HAPS are regularly grouped into four types. These four types include mercury, acid gases, organic compounds, and metals.
Included in the targeted source categories were Industrial/Commercial/Institutional Boilers and Process Heaters. Boilers can burn a variety of fuels, including natural gas, fuel oil, coal, biomass (e.g., wood), refinery gas, or other process gas to produce steam. The steam is used for multiple processes including heating, cooling and electrical generation. Process heaters heat raw or intermediate materials during an industrial process. Based on EPA definitions, these combustion sources, can be a significant or “major”
source of HAPs such as mercury (Hg), metals (in particulate form), organic compounds (as CO) and hydrogen chloride (HCl). Since original rule proposals were issued by USEPA in 2003, multiple legal proceedings have occurred to define the Maximum Achievable Control Technology, or MACT standards to reduce HAPs from these combustion sources. The MACT Standards are considered technology-based standards reflective of average emission levels being achieved by the best performing 12% of existing sources for application to other existing sources.
Final proposals for the MACT standards were issued by USEPA in March 2011. At the same time, the agency published a notice announcing its intent to reconsider certain provisions of the final rule. On December 20, 2012, USEPA finalized a specific set of adjustments to the standards as a result of their reconsideration process.
The MACT Standards are contained in 40 CFR 63, Subpart DDDDD and became effective on April 1, 2013. They will impact major source boilers/heaters at refineries, chemical plants, manufacturing facilities and commercial/institutional facilities. Existing sources must be in compliance with the regulations by January 31, 2016. These sources may request an additional year to demonstrate compliance, if needed.
EPA estimates that approximately 14,000 existing units will be affected by Subpart DDDDD. The type of impact will range from implementation of work practice standards, such as boiler tune-ups, to compliance with numerical emission limits using emission control technologies. The regulatory synopsis which follows will outline requirements for various categories of boilers burning different fuels; however the majority of the discussion will focus on existing coal-fired units which are expected to bear the brunt of regulatory impacts.
2. REGULATORY SYNOPSIS Subpart DDDDD establishes emission limitations, operational limits, and work practice standards for HAPs emitted from industrial, commercial, and institutional boilers and process heaters located at major sources of HAP. A facility is considered a major source of HAPs if it emits or has the potential to emit 10 tons of a single hazardous air pollutant or 25 tons of combined HAPs. Subpart DDDDD also establishes requirements to demonstrate initial and continuous compliance with the emission limitations and work practice standards.
Your facility is subject to Subpart DDDDD if you own or operate an industrial, commercial, or institutional boiler or process heater that is located at, or is part of, a major source of HAPs. Equipment definitions for each

www.stanleyconsultants.com Industrial Boiler MACT – Synopsis and Impacts to the Regulated Community 3
of these types of emission units are as follows:
“Commercial/institutional boiler means a boiler used in commercial establishments or institutional establishments such as medical centers, nursing homes, research centers, institutions of higher education, elementary and secondary schools, libraries, religious establishments, governmental buildings, hotels, restaurants, and laundries to provide electricity, steam, and/or hot water.”
“Industrial boiler means a boiler used in manufacturing, processing, mining, and refining or any other industry to provide steam, hot water, and/or electricity.”
“Process heater means an enclosed device using a controlled flame, and the unit’s primary purpose is to transfer heat indirectly to a process material (liquid, gas, or solid) or to a heat transfer material (e.g., glycol or a mixture of glycol and water) for use in a process unit, instead of generating steam. Process heaters are devices in which the combustion gases do not come into direct contact with process materials. Process heaters do not include units used for comfort heat or space heat, or food preparation for on-site consumption. Waste heat process heaters are also excluded from this definition.”
Subpart DDDDD establishes emission limitations, work practice standards and operating limits for both new and existing units which burn a variety of fuels. These fuels include coal (anthracite, bituminous, sub-bituminous, lignite), biomass (wood products, animal manure, agricultural materials and food products), heavy liquids (residual oils), and light liquids (distillate oil, biodiesel and vegetable oil). As mentioned earlier, although boilers/heaters at major HAP sources burning any one of these fuels will be subject to rule requirements, the focus of this paper will be existing coal-fired units. These existing sources currently have less than 3 years to determine methods of compliance, and potentially design, procure and install costly air pollution controls. Significant time can be needed for implementation of a compliance program due to the design and procurement phases of the project. Therefore, existing coal fired units should begin work on this program as soon as possible.
A. Emission Limits Table 1 shows emission limitations for a variety of existing coal-fired boilers or process heaters with a heat input capacity of greater than 10 MMBtu/hour. These emission limits must be met at all times excluding startup and shutdown conditions. As shown in the table, applicable units have the option to comply with emission limitations that are defined by either a heat input
basis or steam output basis. When reviewing this table, please take note of the following varying options for compliance:
• Facilitiescancomplywitheitherafilterable PM or total selected metals (TSM) limitation;
• COlimitationsaredefinedbasedonthe method chosen to demonstrate compliance - either stack testing or use of a continuous emission monitoring system, or CEMS;
• Iffacilitieschoosetocomplywithalternative emission limitations based on steam output or electricity output, limits are defined on either a lb/MMBtu or lb/MWh basis.
Appendix A of this paper provides emission limitations for the other types of fuels. In addition to demonstrating compliance with the above limits, affected facilities are required to operate and maintain any affected emission source, including associated air pollution control equipment and monitoring equipment, in a manner consistent with safety and good air pollution control practices for minimizing emissions.
B. Work Practice Standards Facilities which are subject to the emission limitations in Table 1 are also required to comply with work practice standards. Work practice standards for an existing boiler or process heater located at a major source facility, not

www.stanleyconsultants.com Industrial Boiler MACT – Synopsis and Impacts to the Regulated Community 4
including a limited use unit include a one-time energy assessment performed by a qualified energy assessor. Several options to comply with this requirement include:
1. An energy assessment completed on or after January 1, 2008, that meets or is amended to meet the energy assessment requirements of this rule; or
2. A facility that operates under an energy management program compatible with ISO 50001 that includes the affected units.
The energy assessment must include the following components:
a. A visual inspection of the boiler or process heater system.
b. An evaluation of operating characteristics of the boiler or process heater systems, specifications of energy using systems, operating and maintenance procedures, and unusual operating constraints.
c. An inventory of major energy use systems consuming energy from affected boilers and process heaters and which are under the control of the boiler/process heater owner/operator.
d. A review of available architectural and engineering plans, facility operation and maintenance procedures and logs, and fuel usage.
e. A review of the facility’s energy management practices. Provide recommendations for improvements consistent with the definition of energy management practices, if identified.
f. A list of cost-effective energy conservation measures that are within the facility’s control.
g. A list of the energy savings potential of the energy conservation measures identified.
h. A comprehensive report detailing the ways to improve efficiency, the cost of specific improvements, benefits, and the time frame for recouping those investments.
Table 1 – Emission Limits for Existing Coal-Fired Boilers and Process Heaters
FUELS/POLLUTANTS HEAT INPUT BASIS ALT. STEAM OUTPUT BASIS
SUBCATEGORY POLLUTANT LIMIT UNITS LIMIT UNITS LIMIT UNITS
Coal/Solid Fuel Hg 5.7E-06 lb/MMBtu 6.4E-06 lb/MMBtu OR 7.3E-05 lb/MWh
Coal/Solid Fuel HCl 2.2E-02 lb/MMBtu 2.5E-02 lb/MMBtu OR 0.27 lb/MWh
Coal/Solid Fuel Filterable PM (or TSM)
4.0E-02(or 5.3E-05)
lb/MMBtu 4.2E-02(or 5.6E-05)
lb/MMBtu OR 4.9E-01( or 6.5E-04)
lb/MWh
Pulverized Coal CO (or CEMS) 130(or 320)
ppmvd @ 3% O2 0.11 lb/MMBtu OR 1.4 lb/MWh
Stoker Coal CO (or CEMS) 160(or 340)
ppmvd @ 3% O2 0.14 lb/MMBtu OR 1.7 lb/MWh
FB Coal CO (or CEMS) 130(or 230)
ppmvd @ 3% O2 0.12 lb/MMBtu OR 1.4 lb/MWh
FBHE Coal CO (or CEMS) 140(or 150)
ppmvd @ 3% O2 1.3E-01 lb/MMBtu OR 1.5 lb/MWh
NOTES:1) CO limits are based on a 3-run average of 1 hour samples. 2) CEMS limits for CO are based on a 30-day rolling average.
www.stanleyconsultants.com Industrial Boiler MACT – Synopsis and Impacts to the Regulated Community 5
In addition to the energy assessment described above, existing boilers or process heaters without a continuous oxygen trim system having a heat input capacity of 10 million Btu per hour or greater are required to conduct an annual tune up. Oxygen trim systems are a system of monitors used to maintain excess air at the desired level in a combustion device. The tune up includes inspections of the burner, flame pattern, and system controlling air to fuel ratio. Adjustments should be made to optimize the flame pattern and CO emissions. Cleaning or replacing any burner components should also be done at this time. If an existing unit with a heat input capacity of 10 million Btu per hour or greater is equipped with an a continuous oxygen trim system the tune-up frequency is reduced to every 5 years.
Work practice standards are also specifically defined for equipment startup and shutdown periods. These standards include operation of continuous monitoring systems, use of clean fuels during startup, and operating control equipment when burning coal or other solid fossil fuels. The standard does allow flexibility during startup when operating the following control equipment: limestone injection in fluidized bed combustion boilers, dry scrubber, fabric filter, selective non-catalytic reduction, and selective catalytic reduction. For these controls, operation should
commence as expeditiously as possible. The startup period ends when steam or heat is supplied for any purpose.
C. Additional Requirements Subpart DDDDD stipulates specific testing, monitoring and operating limit requirements dependent on the method of compliance chosen for each applicable unit. In general, compliance with an applicable emission limit can be achieved through performance stack testing and continuous monitoring system (CMS) or fuel analyses. If compliance is demonstrated through stack testing, control device parameters must be set during the test and then monitored continuously. A discussion of each of these areas follows below:
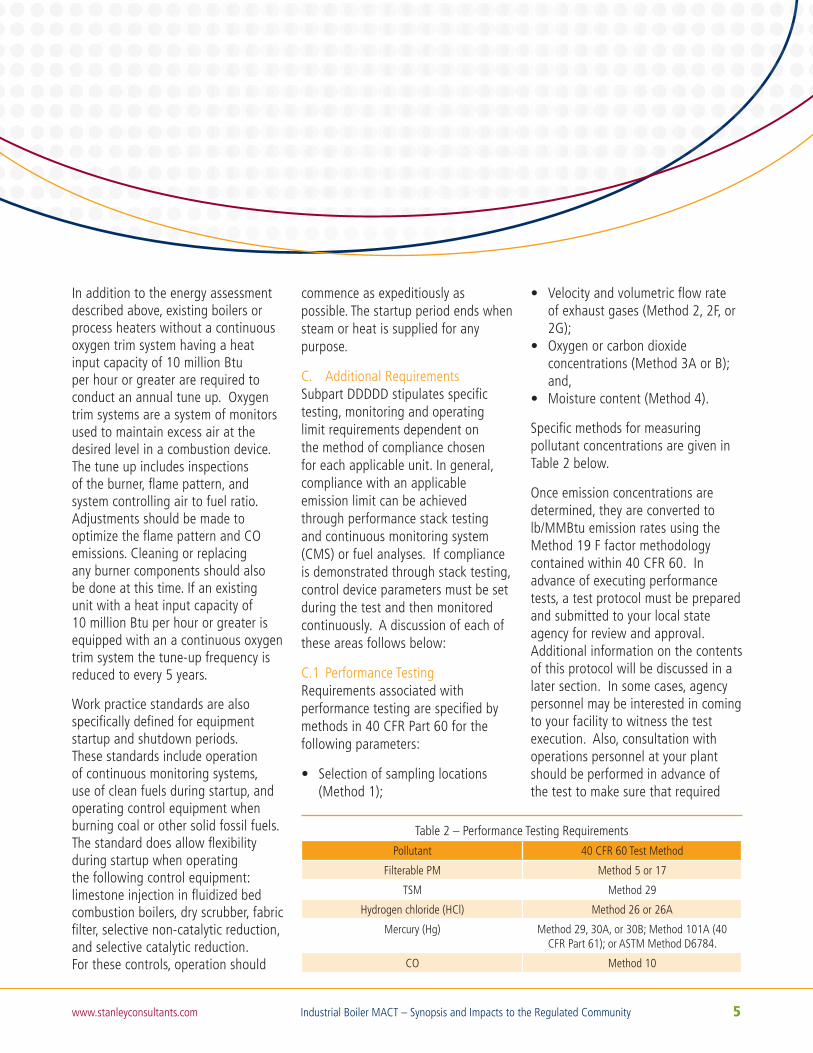
C.1 Performance Testing Requirements associated with performance testing are specified by methods in 40 CFR Part 60 for the following parameters:
• Selection of sampling locations (Method 1);
• Velocity and volumetric flow rate of exhaust gases (Method 2, 2F, or 2G);
• Oxygen or carbon dioxide concentrations (Method 3A or B); and,
• Moisture content (Method 4).
Specific methods for measuring pollutant concentrations are given in Table 2 below.
Once emission concentrations are determined, they are converted to lb/MMBtu emission rates using the Method 19 F factor methodology contained within 40 CFR 60. In advance of executing performance tests, a test protocol must be prepared and submitted to your local state agency for review and approval. Additional information on the contents of this protocol will be discussed in a later section. In some cases, agency personnel may be interested in coming to your facility to witness the test execution. Also, consultation with operations personnel at your plant should be performed in advance of the test to make sure that required
Table 2 – Performance Testing Requirements
Pollutant 40 CFR 60 Test Method
Filterable PM Method 5 or 17
TSM Method 29
Hydrogen chloride (HCl) Method 26 or 26A
Mercury (Hg) Method 29, 30A, or 30B; Method 101A (40 CFR Part 61); or ASTM Method D6784.
CO Method 10

www.stanleyconsultants.com Industrial Boiler MACT – Synopsis and Impacts to the Regulated Community 6
operating conditions can be achieved during the necessary timeframes.
C.2 Fuel Analysis Fuel analyses can only be used for TSM, HCl and Hg as long as the calculated emissions using specific formulas contained in the rule are less than the applicable emission limit. Very specific procedures for the collection and analysis of composite fuel samples must be followed. These procedures include the analysis of fuel heat and moisture contents. Similar to the performance testing requirements, concentrations of TSM, HCl and Hg are converted from an emission concentration to a lb/MMBtu emission rate. If an applicable unit uses a wide array of coals or coal blends having different chemical compositions and thermal properties, this method may prove burdensome given the volume of sampling and fuel specific calculations which are required.
C.3 Continuous Monitoring System (CMS) The CMS can include a continuous emission monitoring system (CEMS), continuous opacity monitoring system (COMS), continuous parameter monitoring system (CPMS) or a particulate matter CPMS. Reliance on a CMS will require development of a site-specific monitoring plan. The monitoring plan will address design, data collection and quality control elements.
Certain applicable units are required to install CMS to demonstrate compliance. A description of these sources is provided below -
• If your boiler or process heater is subject to a CO emission limit in Table 1, you must install, operate, and maintain an oxygen analyzer system or install, certify, operate and maintain CEMS for CO and oxygen.
• If your boiler or process heater is in coal/solid fossil fuel subcategory and has an average annual heat input rate greater than 250 MMBtu per hour and you demonstrate compliance with the PM limit instead of the alternative TSM limit, you must certify and maintain a PM CPMS. As an alternative, compliance with the PM limit can be demonstrated with a PM CEMS which must also be certified and maintained. For other boilers or process heaters, you may elect to use a PM CPMS or PM CEMS in lieu of using other CMS for monitoring PM compliance, such as bag leak detectors, ESP secondary power, or scrubber pressure. Owners of boilers and process heaters who elect to comply with the alternative TSM limit are not required to install a PM CPMS.
Subpart DDDDD also establishes operating limits for boilers and process heaters. These limits are dependent on the type of compliance method
employed and in some cases are based on the results of a specific performance test. Table 3 (next page) defines the operating limit for the field of possible compliance methods.
D. Initial Compliance Existing boilers or process heaters are required to complete performance tests and/or fuel analyses (if applicable), establish operating limits and conduct CMS performance evaluations no later than 180 days after the compliance date of January 31, 2016 (i.e., July 29, 2016). Both the initial tune-up and one time energy assessment should be completed by January 31, 2016.
As discussed earlier, prior to conducting any performance tests, a site-specific stack test plan must be prepared and submitted to your state air permitting authority for review and approval. Since the performance tests would be used to establish operating limits for future compliance, the plan should identify operating data and how it will be collected to establish these operating limits. Table 4 summarizes which parameters should be used to establish operating limits as a function of pollutant and control type.
Following the initial compliance demonstration, all applicable performance tests are required on an annual basis and must be completed no more than 13 months after the

www.stanleyconsultants.com Industrial Boiler MACT – Synopsis and Impacts to the Regulated Community 7
previous performance test. If your performance tests for a given pollutant for at least 2 consecutive years show that your emissions are at or below 75 percent of the emission limit for the pollutant, and if there are no changes in the operation of the individual boiler or process heater or air
pollution control equipment that could increase emissions, you may choose to conduct performance tests for the pollutant every third year. Each such performance test must be conducted no more than 37 months after the previous performance test.
E. Notifications Existing sources will need to submit a Notification of Intent and Notification of Compliance Status. The Notification of Intent is required to conduct a performance test and must be submitted at least 60 days before the test is scheduled to begin.
Table 3 - Operating Limits for Boilers and Process HeatersCompliance Method Type Specified Operating Limit
Wet PM scrubber control on a boiler not using a PM CPMS
Maintain the 30-day rolling average pressure drop and the 30-day rolling average liquid flow rate at or above the lowest one-hour average pressure drop and the lowest one-hour average liquid flow rate, respectively, measured during the most recent performance test.
Wet acid gas (HCl) scrubber control on a boiler not using a HCl CEMS
Maintain the 30-day rolling average effluent pH at or above the lowest one-hour average pH and the 30-day roll-ing average liquid flow rate at or above the lowest one-hour average liquid flow rate measured during the most recent performance test
Fabric filter control on units not using a PM CPMS
a. Maintain opacity to less than or equal to 10 percent opacity (daily block average); or b. Install and operate a bag leak detection system and operate the fabric filter such that the bag leak detection system alert is not activated more than 5 percent of the operating time during each 6-month period.
Electrostatic precipitator control on units not using a PM CPMS
a. This option is for boilers and process heaters that operate dry control systems (i.e., an ESP without a wet scrub-ber). Existing boilers and process heaters must maintain opacity to less than or equal to 10 percent opacity (daily block average); orb. Maintain the 30-day rolling average total secondary electric power input of the ESP at or above the operating limits established during the performance test.
Dry scrubber or carbon injection control on a boiler not using a mercury CEMS
Maintain the minimum sorbent or carbon injection rate.
Any other add-on air pollution control type (dry systems) on units not using a PM CPMS
Existing boilers and process heaters must maintain opacity to less than or equal to 10 percent opacity (daily block average).
Fuel analysis Maintain the fuel type or fuel mixture such that the applicable emission rates calculated are less than the ap-plicable emission limits.
Performance testing For boilers and process heaters that demonstrate compliance with a performance test, maintain the operating load of each unit such that it does not exceed 110 percent of the highest hourly average operating load recorded during the most recent performance test.
Oxygen analyzer system For boilers and process heaters subject to a CO emission limit that demonstrate compliance with an O2analyzer system, maintain the 30-day rolling average oxygen content at or above the lowest hourly average oxygen con-centration measured during the most recent CO performance test.
SO2 CEMS For boilers or process heaters subject to an HCl emission limit that demonstrate compliance with an SO2 CEMS, maintain the 30-day rolling average SO2 emission rate at or below the highest hourly average SO2 concentration measured during the most recent HCl performance test.

www.stanleyconsultants.com Industrial Boiler MACT – Synopsis and Impacts to the Regulated Community 8
The Notification of Compliance Status follows the initial compliance demonstration for each boiler or process heater. This notification would include all performance test results and fuel analyses and must be submitted before the close of business on the 60th day following the completion of all initial compliance demonstrations for applicable emission sources at the facility.
F. Recordkeeping/Reporting Emission sources subject to the Boiler MACT will have detailed recordkeeping and reporting requirements which need to be met to demonstrate continuous compliance with applicable emission limits. The following records are anticipated for most applicable sources:
1. Notifications, including Initial Notification or Notification of Compliance Status.
2. Initial compliance report.
3. Semiannual compliance reports.
4. Performance tests, fuel analyses or other compliance demonstrations and performance evaluations.
5. Monitoring data and calculated averages for applicable operating limits such as opacity, pressure drop, pH, and operating load.
6. Monthly fuel use for each unit,
including type of fuel and amount used.
7. Calculations and supporting documentation to demonstrate compliance with HCl, TSM or mercury emission limits.
8. Occurrence and duration of each malfunction for emission sources, air pollution control equipment and monitoring equipment.
9. Actions taken during periods of malfunction to minimize emissions.
10. Calendar date, time, occurrence and duration of each startup and shutdown.
11. Types and amounts of fuels used during each startup and shutdown.
Records must be kept for 5 years following the date of each occurrence, measurement, maintenance, corrective action, report or record. The records must be kept onsite for at least 2 years and then can move offsite for the remaining 3 years.
Table 4 - Establishing Operating Limits
Pollutant Control Type Operating Limit Parameters
PM, TSM, or Mercury Wet scrubber Minimum scrubber pressure drop and minimum flow rate
PM, TSM, or Mercury Electrostatic precipitator with wet scrubber
Minimum total secondary electric power input
HCl
Wet scrubber
Dry scrubber
SO2 CEMS
Minimum pressure drop, effluent pH, and flow rateMinimum sorbent injection rate. If different acid gas sorbents are used during the HCl performance test, the average value for each sorbent be-comes the site-specific operating limit for that sorbent.Alternate maximum SO2 emission rate
Mercury Activated carbon injection Minimum activated carbon injection rate
Carbon monoxide Oxygen analyzer system Minimum oxygen level
Any pollutant for which compliance is demon-strated by a performance test
Boiler or process heater operating load
Maximum operating load
www.stanleyconsultants.com Industrial Boiler MACT – Synopsis and Impacts to the Regulated Community 9
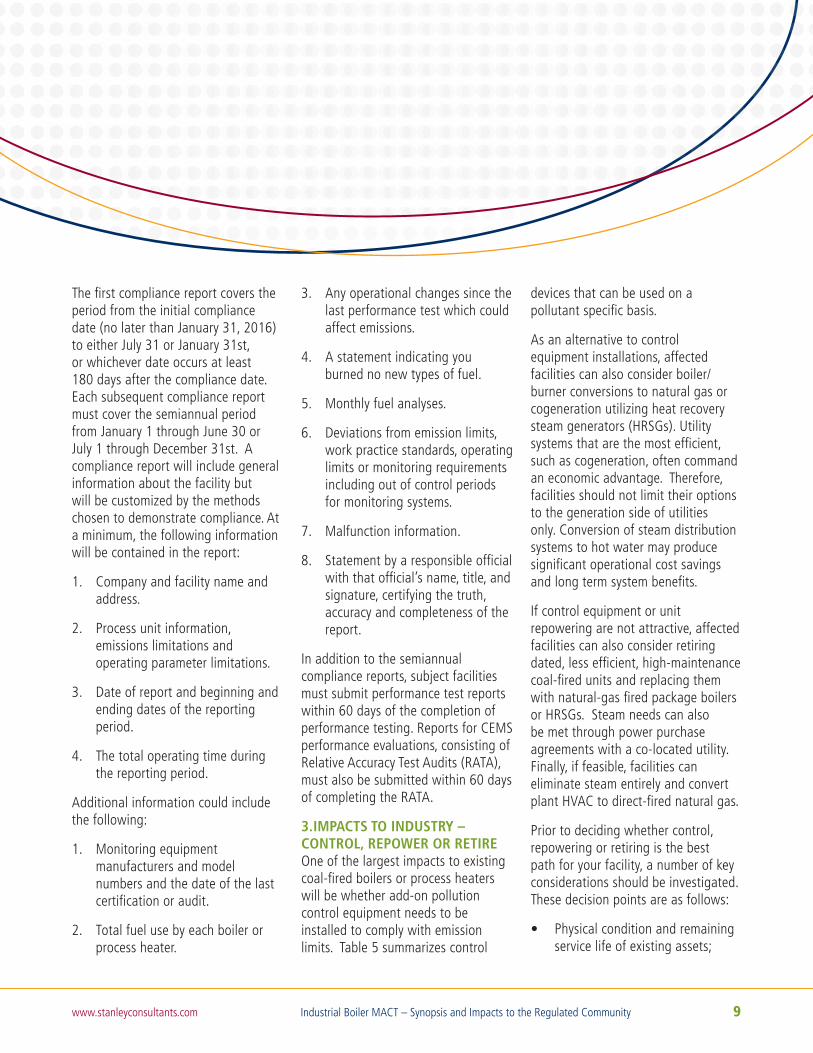
The first compliance report covers the period from the initial compliance date (no later than January 31, 2016) to either July 31 or January 31st, or whichever date occurs at least 180 days after the compliance date. Each subsequent compliance report must cover the semiannual period from January 1 through June 30 or July 1 through December 31st. A compliance report will include general information about the facility but will be customized by the methods chosen to demonstrate compliance. At a minimum, the following information will be contained in the report:
1. Company and facility name and address.
2. Process unit information, emissions limitations and operating parameter limitations.
3. Date of report and beginning and ending dates of the reporting period.
4. The total operating time during the reporting period.
Additional information could include the following:
1. Monitoring equipment manufacturers and model numbers and the date of the last certification or audit.
2. Total fuel use by each boiler or process heater.
3. Any operational changes since the last performance test which could affect emissions.
4. A statement indicating you burned no new types of fuel.
5. Monthly fuel analyses.
6. Deviations from emission limits, work practice standards, operating limits or monitoring requirements including out of control periods for monitoring systems.
7. Malfunction information.
8. Statement by a responsible official with that official’s name, title, and signature, certifying the truth, accuracy and completeness of the report.
In addition to the semiannual compliance reports, subject facilities must submit performance test reports within 60 days of the completion of performance testing. Reports for CEMS performance evaluations, consisting of Relative Accuracy Test Audits (RATA), must also be submitted within 60 days of completing the RATA.
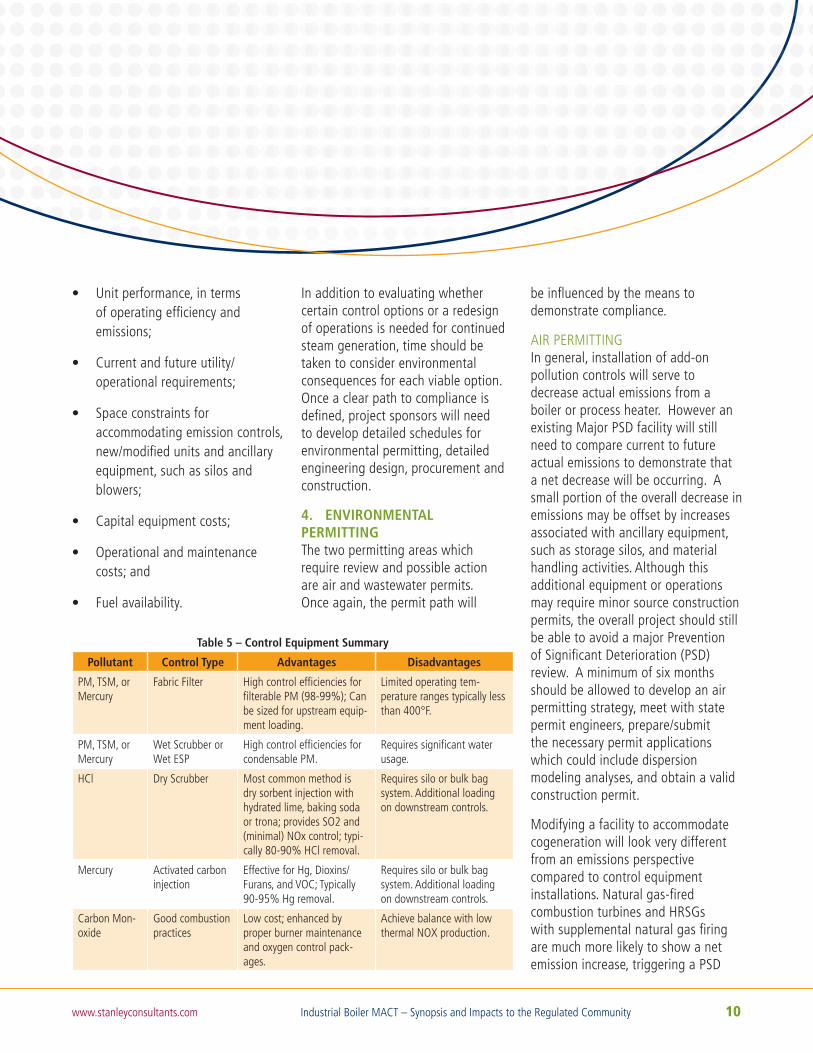
3. IMPACTS TO INDUSTRY – CONTROL, REPOWER OR RETIRE One of the largest impacts to existing coal-fired boilers or process heaters will be whether add-on pollution control equipment needs to be installed to comply with emission limits. Table 5 summarizes control
devices that can be used on a pollutant specific basis.
As an alternative to control equipment installations, affected facilities can also consider boiler/burner conversions to natural gas or cogeneration utilizing heat recovery steam generators (HRSGs). Utility systems that are the most efficient, such as cogeneration, often command an economic advantage. Therefore, facilities should not limit their options to the generation side of utilities only. Conversion of steam distribution systems to hot water may produce significant operational cost savings and long term system benefits.
If control equipment or unit repowering are not attractive, affected facilities can also consider retiring dated, less efficient, high-maintenance coal-fired units and replacing them with natural-gas fired package boilers or HRSGs. Steam needs can also be met through power purchase agreements with a co-located utility. Finally, if feasible, facilities can eliminate steam entirely and convert plant HVAC to direct-fired natural gas.
Prior to deciding whether control, repowering or retiring is the best path for your facility, a number of key considerations should be investigated. These decision points are as follows:
• Physical condition and remaining service life of existing assets;
www.stanleyconsultants.com Industrial Boiler MACT – Synopsis and Impacts to the Regulated Community 10
• Unit performance, in terms of operating efficiency and emissions;
• Current and future utility/operational requirements;
• Space constraints for accommodating emission controls, new/modified units and ancillary equipment, such as silos and blowers;
• Capital equipment costs;
• Operational and maintenance costs; and
• Fuel availability.
In addition to evaluating whether certain control options or a redesign of operations is needed for continued steam generation, time should be taken to consider environmental consequences for each viable option. Once a clear path to compliance is defined, project sponsors will need to develop detailed schedules for environmental permitting, detailed engineering design, procurement and construction.
4. ENVIRONMENTAL PERMITTING The two permitting areas which require review and possible action are air and wastewater permits. Once again, the permit path will
be influenced by the means to demonstrate compliance.
AIR PERMITTING In general, installation of add-on pollution controls will serve to decrease actual emissions from a boiler or process heater. However an existing Major PSD facility will still need to compare current to future actual emissions to demonstrate that a net decrease will be occurring. A small portion of the overall decrease in emissions may be offset by increases associated with ancillary equipment, such as storage silos, and material handling activities. Although this additional equipment or operations may require minor source construction permits, the overall project should still be able to avoid a major Prevention of Significant Deterioration (PSD) review. A minimum of six months should be allowed to develop an air permitting strategy, meet with state permit engineers, prepare/submit the necessary permit applications which could include dispersion modeling analyses, and obtain a valid construction permit.
Modifying a facility to accommodate cogeneration will look very different from an emissions perspective compared to control equipment installations. Natural gas-fired combustion turbines and HRSGs with supplemental natural gas firing are much more likely to show a net emission increase, triggering a PSD
Table 5 – Control Equipment Summary
Pollutant Control Type Advantages Disadvantages
PM, TSM, or Mercury
Fabric Filter High control efficiencies for filterable PM (98-99%); Can be sized for upstream equip-ment loading.
Limited operating tem-perature ranges typically less than 400°F.
PM, TSM, or Mercury
Wet Scrubber or Wet ESP
High control efficiencies for condensable PM.
Requires significant water usage.
HCl Dry Scrubber Most common method is dry sorbent injection with hydrated lime, baking soda or trona; provides SO2 and (minimal) NOx control; typi-cally 80-90% HCl removal.
Requires silo or bulk bag system. Additional loading on downstream controls.
Mercury Activated carbon injection
Effective for Hg, Dioxins/Furans, and VOC; Typically 90-95% Hg removal.
Requires silo or bulk bag system. Additional loading on downstream controls.
Carbon Mon-oxide
Good combustion practices
Low cost; enhanced by proper burner maintenance and oxygen control pack-ages.
Achieve balance with low thermal NOX production.
www.stanleyconsultants.com Industrial Boiler MACT – Synopsis and Impacts to the Regulated Community 11
review which would require a longer permit timeframe of up to 12 months. Under PSD review, facilities are subject to a Best Available Control Technology demonstration and dispersion modeling analyses to demonstrate compliance with applicable pollutant standards.
Finally, if the chosen plan to comply with Boiler MACT involves retirement of existing assets and replacing these units with new natural gas-fired boilers or heaters, triggering a PSD review will be dependent on the size of the new units. Facilities may be able to offset emission increases from new equipment with decreases from retired units. However applicable decreases will be dictated by how much the retired equipment operated in recent years. Similar to the permitting scenario discussed above for installing control equipment, a minimum of 6 months should be planned for air permitting.
WASTEWATER PERMITTING Facilities will need to consider whether the volume and quality of their existing wastewater discharge will be changing to allow compliance with Boiler MACT emission limits. The most likely scenario for adjustments to these parameters would be installation of a wet or dry scrubber system. Since scrubbers require a water source for their operation, a review of potential water supplies and impacts to the facility’s water balance would be
needed. If water is diverted from the normal wastewater stream for use in a scrubber system, this may concentrate pollutants in the discharge, creating an opportunity for physical or chemical treatment of the wastewater.
Once it is known whether specific air pollution controls will be installed, an initial mass balance model can be developed to understand future wastewater discharge scenarios and what, if any, treatment systems and wastewater infrastructure could be needed. It also should be noted that if any re-classifications of the discharge waterway have recently occurred or are anticipated, consideration should also be given to tightening water quality standards which would need to be met by the time air pollution control equipment is operating. With respect to permitting timeframes, between 6 and 9 months should be allowed if wastewater construction permitting including an anti-degradation alternatives analysis is required.
5. CONCLUSIONS Existing coal-fired boilers and process heaters need to be in compliance with the Boiler MACT emission standards by January 31, 2016. Proactive planning and implementation of a compliance program is critical to operating units achieving this goal. Stringent emission limits for Hg, HCl and PM will likely require installation of air pollution control systems. In
addition to determining appropriate types of emission control, a long term schedule will have to include project engineering and design, procurement, environmental permitting and installation. Other key steps in the execution of a compliance program could include the following:
• Economic Analysis/Life Cycle Cost Analysis
• Owner’s Engineer Services
• Cost Estimating
• Fuel & Burner Conversions
• Construction Management
• Commissioning
• Energy Assessments
• PSD Permitting/Modeling
• Emissions Performance Testing Coordination
It is recommended that facilities in the early planning stages of this program should identify both internal and external resources needed and take appropriate steps to ensure a successful rollout of their Boiler MACT initiative.

www.stanleyconsultants.com Industrial Boiler MACT – Synopsis and Impacts to the Regulated Community 12
Appendix A – Additional Emission Limits for Existing Boilers and Process Heaters
Fuels/Pollutants Heat Input Basis Alt. Steam Output Basis
Subcategory Pollutant Limit Units Limit Units Limit Units
Stokers/Sloped Grate Wet Biomass
CO (or CEMS)
1500 (720) ppmvd @ 3% O2
1.4 lb/MMBtu OR 17 lb/MWh
Stokers/Sloped Gate Wet Biomass
Filterable PM (or TSM)
3.7E-02 (or 2.4E-04)
lb/MMBtu 4.3E-02 (or 2.8E-04)
lb/MMBtu OR 5.2E-01 (or 3.4E-04)
lb/MWh
Stokers/Sloped Grate Kiln-
Dried Biomass
Filterable PM (or TSM)
3.2E-01 (or 4.0E-03)
lb/MMBtu 3.7E-01(or 4.6E-03)
lb/MMBtu OR 4.5(or 5.6E-02)
lb/MWh
Stokers/Sloped Grate Kiln-
Dried Biomass
CO 460 ppmvd @ 3% O2
4.2E-01 lb/MMBtu OR 5.1 lb/MWh
FB Biomass/Bio-Based
Fuel
Filterable PM (or TSM)
1.1E-01(or 1.2E-03)
lb/MMBtu 1.4E-01(or 1.5E-03)
lb/MMBtu OR 1.6(or 1.7E-02)
lb/MWh
FB Biomass/Bio-Based
Fuel
CO (or CEMS)
470 (310) ppmvd @ 3% O2
4.6E-01 lb/MMBtu OR 5.2 lb/MWh
Liquid Fuel HCl 1.1E-03 lb/MMBtu 1.4E-03 lb/MMBtu OR 1.6E-02 lb/MWh
Liquid Fuel Hg 2.0E-06 lb/MMBtu 2.5E-06 lb/MMBtu OR 2.8E-05 lb/MWh
Liquid Fuel CO 130 ppmvd @ 3% O2
0.13 lb/MMBtu OR 1.4 lb/MWh
Heavy Liquid Fuel
Filterable PM (or TSM)
6.2E-02(or 2.0E-04)
lb/MMBtu 7.5E-02(or 2.5E-04)
lb/MMBtu OR 8.6E-01(or 2.8E-03)
lb/MWh
Light Liquid Fuel
Filterable PM (or TSM)
7.9E-03(or 6.2E-05)
lb/MMBtu 9.6E-03(or 7.5E-05)
lb/MMBtu OR 1.1E-01(or 8.6E-04)
lb/MWh
Notes:1) CO limits are based on a 3-run average of 1 hour samples.2) CEMS limits for CO are based on a 30-day rolling average.

www.stanleyconsultants.com Industrial Boiler MACT – Synopsis and Impacts to the Regulated Community 13
Joe Rubino, a Principal Scientist and Senior Project Manager at Stanley Consultants, has 26 years of technical experience in government agencies, environmental consulting, and private industry.
As a senior project manager, Joe’s experience includes environmental consulting, environmental planning and permitting; and management of air permitting projects for a variety of industry types, such as, power plants, central heating plants, auto assembly, paper mills, chemical plants, building products, oil refineries, and medical facilities.
Rubino has led successful partnerships with regulatory agencies and clients to solve complex permitting projects and obtain critical preconstruction permits for industrial facilities. This experience includes environmental assessments, compliance auditing and development of environmental management systems, wastewater/storm water issues; and waste management.