Embed Size (px)
Citation preview

Welding Exotics | GMAW | Fume Extraction
JUNE 2016
TECHNOLOGIES IN TRANSIT

Arcos Industries, LLC offers over 30 high nickel alloy electrode products to handle the wide variety of critical welding applications that you face each day. Our reputation for excellent quality and superb service ensures that you can rely on Arcos to provide you with the best in bare wire, covered and tubular high nickel alloy welding electrodes.
Arcos Delivers Solutions to High Nickel Alloy Welding Challenges.
Discover for yourself how Arcos high nickel alloy electrodes can help you solve your critical welding problems. Call us today at 800-233-8460 or visit our website at www.arcos.us.
Arcos_NickelAlloy_WP__F.indd 1 1/11/16 7:55 PM
Stress Relief Select-Arc introduces Select 7000-SR,
a gas-shielded, flux cored electrode
designed for welding carbon and
certain low alloy steels where excellent
mechanical properties are required
after extended stress relief. Select
7000-SR, an E71T-12MJ-H4 wire,
offers the unique capability to maintain
good tensile strength, notch toughness
and low hardness, even after the
longest and most demanding stress
relief operations.
This product is the ideal choice
for welding:
• Tanks, piping and pressure vessels
• Oil and gas facilities equipment
• Repair welding and applications
that experience repeated stress
relief cycles
• Specialized applications requiring
excellent low temperature toughness
and low hardness
This new all position wire delivers:
• Smooth and stable arc transfer that
virtually eliminates spatter.
• An easily removable, fast freezing
slag which enhances welder appeal.
• Deep penetrating characteristics that
dramatically reduce lack of fusion.
For more information on the
vacuum-packed Select 7000-SR,
call us at 1-800-341-5215 or visit our
website at www.select-arc.com. Yield Strength (ksi) 65 58 62 59
Ultimate Tensile Strength (ksi) 82 76 78 74
Elongation (%) 34 30 31 29
CVNs @ -40°F (Ft-Lbs) 91 101 94 100
CVNs @ -60°F (Ft-Lbs) 82 77 79 83
Hardness (HV10) 219 200 1 Actual test result values from welding performed in the 3G position with a heat input of 64KJ/in.
Stress Relieved Condition
As-Welded 1 hr @ 8 hrs @ 16 hrs @ Condition @ 1150°F @ 1150°F @ 1150°F
Select 7000-SR (E71T-12MJ-H4) Mechanical Properties1
Select 7000-SR

FORWARDSUBSCRIBE
Editor’s Letter
WELDING PRODUCTIVITYP.O. Box 516Plainsboro, N.J. 08536
SALESAlan Berg,Vice President/Salesp: 732.995.6072e: [email protected]
Neil Kelly,National Sales Managerp: 610.584.5560e: [email protected]
EDITORIAL ADVISORY BOARD Larry Cherne, Information TechnologyExecutive, PraxairChris Vihnanek, Director of U.S. MetalFabrication, Praxair
EDITORIAL Abbe Miller,Vice President/Group Editorial Directorp: 847.749.6956e: [email protected]
Susan Woods,Managing Editorp: 847.973.2271e: [email protected]
Jimmy Myers,Senior Editorp: 503.964.7519e: [email protected]
Molly McCormack Moody,Editorial Assistantp: 262.501.6897e: [email protected]
Justin Stivers,Director of e-Mediae: [email protected]
Kylie Grossi,Office Manager/Accountinge: [email protected]
3JUNE 2016
Digitally speaking, this month’s issue is bursting at the seams with articles that feed into the automotive industry. And most of them address one of the most prominent challenges for automakers today: the mix of materials being used to comply with upcoming CAFE standards.
As most of our readers know, mild and HSLA steels have long been the materials of choice when it comes to producing a vehicle. Similarly, readers know that the reliance on these materials is shifting to an increased use of AHSS and UHSS steels. And let’s not forget about aluminum. Whether it’s in the form of sheet, castings or extrusions, it, too, is redefining the makeup of cars today.
When it comes to redefining the auto industry, Elon Musk and the makers of Tesla cars are often at the forefront of material technology. The company’s Tesla S is an all-aluminum vehicle, which despite the material’s light weight, earned Tesla top honors from the NHTSA. Not only did the Model S receive a 5-star rating overall, it did so in every subcategory. Only 1 percent of vehicles have achieved this designation.
For the new Tesla 3, however, word on the street is that the new model will come with a different material mix to offer the model at a lower price point. Tesla’s vice president of marketing said it will use “appropriate metals.”
Abbe [email protected]
Many industry experts have interpreted that statement to mean that “appropriate metals” are most likely materials, like steel, that don’t come with the high price tag that aluminum carries. Tesla has confirmed those suspicions, but hasn’t given any specifics.
The benefits that could come with an all-steel body and chassis are multi-faceted. With lower material and equipment costs coupled with the readily found skills needed to fabricate steel, using steel over aluminum will help Tesla deliver on their promise for a more affordable vehicle.
Knowing Tesla’s prowess for producing a safe vehicle, it will be exciting to learn more about the types of steel that will be involved with the new model. If we’ve learned anything since Musk and his Tesla team entered the market, it’s that they also have a prowess for shaking up the philosophy behind the overall production of cars.
THE MATERIAL MIX
PRODUCTIONAngle180 Inc.p: 847.439.6226e: [email protected]
Welding Productivity is a registered trademark of Techgen Media Group. We publish monthly. All rights reserved under the U.S., International and Pan-American Copywrite Conventions. No part of this publication may be reproduced, stored in a retrieval system or transmitted in any form or by any means such as mechanical, photocopying, electronic recording or otherwise, without the prior written permission of Techgen Media Group. Contact us at 732.995.6072 for permission. Produced in the U.S.

12
Departments
Special Edition
Editor’s Letter
News & People
New Products
SPECIAL
DELIVERY
JOINT
INCENTIVES
29
12
20
25
29
35
39
FeaturesFriction Stir Welding
Joint incentivesThe growth of lightweight materials in vehicles is driving new joining processes
Welding Exotics
Steel performanceChallenges and solutions to welding galvanized steel automotive parts
Fume Extraction
Room for improvementFaced with ever-changing floor plans, fume extraction has been a challenge for automotive manufacturers – until now
Consumables & Filler Metals
Special deliveryOptimizing MIG welding requires an understanding of the seven variables of wire delivery
GMAW
Peripheral visionUnderstanding robotic welding peripherals and how to get the most out of them
Robotics
Systems uniteWith the help of automation companies and a world-class systems integrator, storage trays are welded as if they were car parts
4JUNE 2016

BUNTING MAGNETICS PROMOTES CFOBunting Magnetics Co. announced that current CFO Jana Davis was promoted
to COO, a new position within Bunting Magnetics. As COO, Davis will be
responsible for overseeing the day-to-day
business operations – including manufacturing,
distribution and engineering – of all four Bunting
Magnetics divisions. Davis will continue to report
to Bob Bunting, president and CEO. Bunting will
start a search for a new CFO immediately.
SELECT-ARC MAKES APPOINTMENTSSelect-Arc Inc. announced four additions to its sales
and technical service teams. Marty Caruso (shown)
was named technical director of engineering,
R&D and quality control for Select-Arc and Arcos
Industries LLC. Barry Power assumed the title of
regional sales manager and is responsible for
Georgia and Florida. Tyler Edwards and Michael
Hare joined the company as members of the
applications/technical support team.
NEWS & PEOPLE
C
M
Y
CM
MY
CY
CMY
K
YLS Next Generation Laser Ad REV 4A.ai 1 4/1/2015 11:57:08 AM
5JUNE 2016

TWO JOIN HOBART INSTITUTE STAFF
Brian Sheward and Justin Wilson
(top photo) are the newest staff
members at Hobart Institute of
Welding Technology. Sheward,
a 1989 graduate of HIWT, will
teach welding to students in the
structural welding program and
combination structural and pipe
welding program. Wilson, an AWS
certified welding inspector, has
more than 10 years’ experience.
He will teach welding technology
and blueprint reading, advanced
blueprint reading and weldability
of metals, ferrous and nonferrous
skill courses and other various
technical courses.
ROBOTICS MARKET RECORDS STRONGEST OPENING QUARTER The North American robotics market has set new records to begin 2016, according to the Robotic Industries Association. A total of 7,406 robots valued at approximately $402 million were ordered from North American companies during the first quarter of 2016. The number of units ordered in the first three months of 2016 is a new record among opening quarters, growing seven percent over the same period in 2015.
TOP PLASMA CUTTING VENDORS ANNOUNCEDTechnavio announced the top five vendors for the global plasma cutting machine market in its latest research report: ESAB, Hypertherm, Komatsu, Messer Cutting Systems and Nissan Tanaka. To identify the top vendors, Technavio’s market research analysts considered the top contributors to the overall market revenue. To calculate market size, Technavio considered revenue generated from the sales of plasma cutting machines to the automotive and non-automotive sectors, which includes aerospace and defense, heavy industrial machinery and electrical equipment.
PRAXAIR ACQUIRES FIVE GAS BUSINESSESPraxair Inc. acquired five industrial gas businesses. In the U.S., Praxair acquired three independent distributors of industrial and specialty packaged gases: The Welding Center in Illinois, Welder Services in Indiana and A&B Electric Motors and Supplies in Arizona. In Panama, Praxair acquired Geneva Industrial Gases, a well-established company that provides gases for industrial and medical purposes and the metal fabrication segment. The company’s Italian subsidiary, Rivoira, acquired Ossigas Srl, a company that manufacturers medical gases.
NEWS & PEOPLE
6JUNE 2016

WORKSHOPS FOR WARRIORS HONORS GRADUATESWorkshops for Warriors, a nonprofit school assisting veterans who are
transitioning into civilian life through advanced manufacturing training,
certification and job placement, recently held its spring graduation. A total
of 46 graduates were honored with two achieving 14 certificates during
the semester. The graduates can immediately integrate into large and small
manufacturing organizations throughout the United States.
YASKAWA CELEBRATES NATIONAL ROBOTICS WEEKTo celebrate National Robotics Week,
Yaskawa Motoman invited more than 350
students to take facility tours and speak
with automation professionals about
future job opportunities. Attendees also
had the opportunity to see live robotics
demonstrations. National Robotics Week
was instituted by Congress as the second
full week of April every year, and 2016
marks its seventh year. The purpose is to
recognize robotics as a key technology for
the nation’s economy and to foster interest
in the STEM disciplines among students.DUSTHOG BRAND RELAUNCHEDTo celebrate its 50th anniversary, United Air Specialists, part of Clarcor
Industrial Air, relaunched its DustHog brand with an updated logo. Clarcor
customers want the DustHog name and bringing it back as the business
celebrates its 50th year is significant. The DustHog dust collection equipment
features a breadth of media technologies such as BHA Preveil, BHA PulsePleat,
ProTura and genuine UAS replacement filters. The technologies ensure the dust
collection solution is most effective for the customer’s specific application and
dust collection needs.
To Submit Press Releases, Send Them to Abbe Miller at [email protected]
NEWS & PEOPLE
7JUNE 2016

Another Exciting Addition to the Techgen Media FamilyThe premier edition of Tube and Pipe Magazine will appear in the October pre-Fabtech show issue of all three magazines in the Techgen family – Welding Productivity, Fab Shop Magazine Direct and Shop Floor Lasers – which will reach an aggregate audience of 280,000 opt-in readers.
Because many of our readers self-selected an interest in tube and pipe fabricating, TPM puts specific editorial emphasis on this key area of metalworking, highlighting critical developments and strategies for those who fabricate tube and pipe products. It supplements our range of manufacturing editorial, enhancing our readership and giving your ad
a better chance of being seen and acted upon.
As is true with all of our magazines, TPM will provide you the chance to embed a video or a direct link to your website in the ad, multiplying your impact.
TPM is your opportunity to reach out and impress prospects in your market. The inaugural issue will close Sept.1. Contact our sales group to reserve your space.
For advertising information, contact:
Alan Berg, Advertising Salesphone: 732.995.6072email: [email protected]
Neil Kelly, Advertising Salesphone: 610.584.5560 email: [email protected]
Announcing Tube and Pipe Magazine
TPMCOMING
IN OCTOBER

NEW PRODUCTS TREGASKISS ROBOTIC CLEANING NOZZLETregaskiss released the Tough Gun TT3E reamer, a
robotic nozzle cleaning station that integrates into
the company’s digital controls infrastructure. The
reamer can reduce integration costs by eliminating
the need for an analog switch and reducing cabling
requirements within the robotic weld cell. Through
remote monitoring, companies oversee and
troubleshoot the I/O of each reamer function and
its allowable parameters through PLCs without the
need to remove the unit from the weld cell.
FRONIUS LAUNCHES ROBOTIC TORCHFronius USA LLC offers a compact Robacta Drive TPS/i push-pull robotic
welding torch. The gas or water-cooled torch can be used with robots
having a load capacity of 3 kg. The lightweight device has a powerful and
maintenance-free three-phase step motor for smooth movement of wire
speeds up to 25 m/min. The speed is kept constant by an integrated
high-precision positional encoder. The hosepack and drive unit in the
device are coupled via a standardized connection using a union nut.
NEW COUPON CUTTING MACHINE FOR SCHOOLSBug-O Systems’ PCC-1 Pipe Coupon Cutting
Machine is for welding schools and training
facilities. Used for cutting pipe to a desired
length or for beveling the edge of a pipe
for weld prep, the machine features a self-
centering speed chuck capable of gripping
0-in. to 8-in. OD pipe and 3-in. to 11-in. ID
pipe. A racking group supports the plasma
or oxyfuel torch, which can be set up for
square or beveled cuts up to 12 in. long.
9JUNE 2016

NEW PRODUCTS
PFERD INTRODUCES LINEAR FINISHING SETPferd Inc.’s new linear finishing set is for applications including rough stock
removal; surface conditioning; and consistent, high-quality cosmetic finishing
on all metals. The set includes a 5-in.-dia. Polinox non-woven PNZ finishing
drum, featuring interleaved layers of non-woven material and abrasive cloth.
Other features of the set include Polivlies non-woven surface conditioning
belts, aluminum-oxide-coated abrasive belts, pneumatic drum holders for belts
and a new electric linear finishing tool. This 120-V variable-speed tool features
a stepless speed range of 850 to 3,800 rpm at a power output of 900 W.
LINCOLN ELECTRIC RELEASES WIRE FEEDERThe Lincoln Electric Co.‘s Flex
Feed 84 industrial wire feeder
delivers consistent feeding
over long conduit runs with
large-diameter wire up to 3/32
in. or cored wire up to 0.120
in. The feeder offers a flexible,
modular design, including
single-bench, dual-bench and
boom-mount configurations that
can be converted. It is for use in
heavy and general fabrication, construction, structural and heavy-equipment
applications. The feeder includes a built-in interface for hard automation and
digital meters featuring preset voltage and wire-feed speed.
ULT AG’S WELDING FUME EXTRACTIONULT AG offers its extraction and filtration system, the SRA 1200, in
different models and in conjunction with FlexTractor extraction arms. The
comprehensive solution provides for the removal of hazardous welding
fumes. The SRA 1200 is suited for capturing and filtering dry, non-combustible
welding fumes in non-explosive air mixtures. The system is available in
various designs as a storage or cartridge filter unit. Specific device models are
determined by the amount of welding fumes being created and its physical
and chemical composition.
10JUNE 2016

NEW PRODUCTS
To Submit Press Releases, Send Them to Abbe Miller at [email protected]
FIPA CREATES LIFTING & GRIPPING SOLUTIONFipa Inc. recently designed and installed a custom palletizing solution for
Agro-Norm GmbH, a 60-person company that specializes in providing logistics,
purchasing, warehousing and order picking services for the automotive
industry. The solution is comprised of a FipaLift Basic vacuum tube lifter,
custom gripper featuring three Varioflex bellows vacuum suction cups,
wall-mounted jib crane and silencing box. The custom lifting and gripping
solution provides employees with an efficient, ergonomic alternative to
manually handling between 5 and 10 tons of auto parts each day.
MATHESON’S WIRE BRUSHES AND ABRASIVE DISCSMatheson’s line of industrial wire brushes and flap discs is part of its expansion
of Select welding accessories, safety supplies, welding tools and filler metals.
The new tools are used for metal surface preparation and weld cleanup
applications. The wire brushes are hand tools offered in a variety of sizes. The
flap discs are abrasive discs for use on power grinders and are offered in a
variety of styles, sizes and grits.
WELD MOLD OFFERS FLUX-CORED WIREWeld Mold Co.’s new 5551
flux-cored wire withstands extreme
heat conditions for welding
applications by maintaining hardness
retention in temperatures as high as
1,200 F. Weld Mold 5551 is suited for
extreme welding applications because
of its higher physical properties and operation in higher temperatures. The wire
is highly resistant to heat checking in environments where coolants are used,
extremely abrasion resistant and tolerant of compressive loads. Weld Mold
5551 offers high weldability for general welding applications.
11JUNE 2016

JOINT INCENTIVES
by Bob Rich, solid state joining center director, and Mike Spodar, senior welding engineer, Coldwater Machine Co.
The growth of lightweight materials in vehicles is driving new joining processes

As automakers strive to meet National Highway Traffic Safety Administration
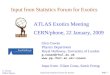
standards and other global emission mandates, they have put an intense focus on new vehicle technologies that can improve mileage performance. The initial push to improve miles per gallon was centered around new powertrain technologies. But, according to a 2014 study (Figure 1), 49 percent of the respondents identified lightweighting and the use of lightweight structural materials as their key technology focus.
With this focus on lightweighting, aluminum is well-positioned for growth given the various areas of a vehicle where it is a good option. Aluminum offers a balance among the various factors of cost, mass, energy management, safety, formability and styling. Currently, about 80 percent of the aluminum content in a vehicle is from cast content.
A logical place for aluminum content use is in the body. In a typical vehicle, the body-in-white plus the closures: doors, trunk, hood and bolt-down
fenders represent 30 percent of the whole vehicle mass. According to Ducker Research, by 2025, 26.6 percent of all the North American body and closure parts on a volume basis will be made of aluminum as compared to 6.6 percent in 2015. Aluminum hood penetration will reach 85 percent and doors will reach 46 percent. Complete bodies will reach 18 percent, driving total aluminum content to 547 lbs. per vehicle.
However, with the vast majority of vehicle weight still represented by steel, the ability for steel usage to impact weight, performance and integrity of a vehicle is also significant. While aluminum continues to make inroads in the auto industry, steel is not about to fade away. It has remained the leader in average vehicle content on the road – about 60 percent by weight today – and will continue to be an important material. In fact, despite the 2015 Ford F-150s record use of aluminum, the use of high-strength steel in the frame rose from 23 percent to 77 percent to improve stiffness and durability, while reducing weight.
13
Figure 1. According to a 2014 survey
conducted by Penton Research,
lightweighting and the use of lightweight
structural materials topped respondents’
answers regarding technologies being
leveraged to meet miles per gallon
standards set for 2025.
JUNE 2016
CLICK HERE TO ENLARGE

Benefits of Coldwater’s SpotMeld process can be seen through its high-quality
joints, small heat-affected zone and consistent weld duplication.
Rather than pitting materials like steel or other lightweight offerings such as magnesium and composites against each other, an effective lightweighting strategy will likely focus on a multi-material mix. With new materials and new grades rolling out on a continuous basis, advanced lightweight materials use is a key focus for automakers, yet the selection and adoption processes can be a costly trial-and-error method at times.
JOINING LIGHTWEIGHT MATERIALSIn general, lightweight materials mean thinner gauges. As material gets thinner, joining – especially with screws and rivets – becomes more difficult. Currently, the primary methods for single-point joining of lightweight materials include resistance spot welding (RSW), toggle-locks, rivets, and self-piercing fasteners and rivets. While self-piercing riveting works well when joining lower strength steels with aluminum, it isn’t suitable for joining aluminum to ultra-high-strength steel as it can create a stress riser or a fracture in the material. Toggle-lock processes can be simple and affordable, but have less strength than RSW. And, in most cases, mechanical joining techniques are combined with adhesive bonding to increase the static and fatigue strength of joints and prevent corrosion of joints caused by the contact between the dissimilar materials.
14JUNE 2016

By 2025, the material mix found in vehicles will have changed
dramatically, particularly through an increased use in advanced and
ultra-high-strength steels. Aluminum will also see an increase.
The Ford F-150 is the first high-volume vehicle to use large amounts of aluminum. The aluminum body is joined using a few spot welds, but relies on more than 350 ft. of structural adhesive beads to supplement the joint strength provided by 2,000 self-piercing rivets.
The automotive industry typically relies on spot welding to join steel stampings together into a completed body, which has been problematic when applied to aluminum. Engineers at General Motors have been experimenting with a new RSW process that uses a patented multi-ring domed electrode, which, unlike smooth electrodes, has been successful at welding aluminum to aluminum where there is two-sided joint access. With this process, GM hopes to eliminate nearly 2 lbs. of rivets from aluminum body parts, such as hoods, lift gates and doors.
JOINING DISSIMILAR MATERIALSApplying RSW when joining dissimilar materials presents numerous challenges. Issues can appear due
to different melting points, different chemical structures, the formation of intermetallics and corrosion problems.
In the case of joining aluminum to steel, aluminum has far different properties than steel. It has three times the thermal conductivity, four times the electrical conductivity and requires three times higher welding currents. The melting temperature of aluminum is approximately 650 C while for steel it is about 1,538 C. This means the aluminum melts and flows away before the steel has melted. And, the wide difference in the thermal conductivity and in specific heats of aluminum and steel causes significant thermal stresses.
The most critical factors when joining aluminum to other metals are the metallurgical issues. Under the influence of heat, intermetallic phases are formed at the interface between the two materials. Intermetallics are an intermediate composition between the two primary components with a crystal structure that is different from the primary components. The more heat is applied, the larger the
zone containing the intermetallic phases and the poorer the mechanical properties of the joint.
Another issue when joining dissimilar materials is galvanic corrosion. Dissimilar electrically conductive materials have different electrode potential and when they come into contact with an electrolyte, one material can act as anode and the other as cathode. This results in one of the materials corroding preferentially to the other.
A JOINING ALTERNATIVEFriction welding, a type of solid-state joining, creates mechanical friction between workpieces in relative motion to one another, heating the materials until they reach a plastic state (non-melting) at the joint interface. The materials are then forged together by force, creating a joint. It offers numerous benefits over other joining techniques, including the elimination of filler metal or flux, higher quality joints, a small heat-affected zone and no coarse grain formation.
15JUNE 2016
CLICK HERE TO ENLARGE

For decades, friction welding has proven to be a successful joining strategy. It can be applied as friction spin (or rotary) welding, linear friction stir welding (LFSW or FSW) and refill friction stir spot welding (RFSSW) as well as multiple variants of each approach. While most rotary friction welding is used on round, symmetrical parts, LFSW and RFFSW allow solid-state welds on a wider range of part geometries.
A major advantage of friction welding is that it allows dissimilar materials to be joined. In fact, nearly half of the welds made through friction welding are for the joining of dissimilar materials. Normally the wide difference in melting points of the two materials would make it impossible to weld using traditional techniques and would require some sort of mechanical connection.
Friction welding, however, provides a full-strength bond with no additional weight.
As a variant of friction stir welding, RFSSW has become a focus as a solution for spot welding aluminum and dissimilar materials. It shows great potential to be a replacement for single-point joining processes like RSW and riveting.
RFSSW is similar in principal to LFSW, although it’s generally applied as a
joining technology for overlapping or stacked sheet material. Both techniques use a rotating tool with a specially designed pin and shoulder. However, with LFSW, the tool travels along a seam between two metal plates versus the tool staying in one spot in friction spot joining.
Coldwater Machine Co. began developing its friction welding solutions in 2003, originally developing and integrating friction spin welding solutions. Since then, it
Watch a video to witness Coldwater’s SpotMeld process.Watch a video to experience Coldwater’s SpotMeld quick-change tooling.
16JUNE 2016

2% Thoriated Tungsten has been the welding industry standard for decades. Now, some tungsten suppliers will have you believe it won’t be around much longer!
The Tungsten Electrode Experts™ at Diamond Ground Products have 2% Thoriated in stock and readily available with no end in sight. Anybody telling you otherwise is just trying to break up a great relationship.
Call DGP today to get your 2% Thoriated Tungsten or to get a FREE sample of our other tungsten varieties such as Tri-Mix™, Cryo-T and more.
It’s ok to look, we won’t tell.
WeldlingProductivity.indd 1 1/13/15 11:06 AM

has designed dozens of its SpinMeld systems for installation at a variety of Tier suppliers and OEMs in automotive and non-automotive markets. Given the increasing use of lightweight materials, and especially aluminum in automotive body applications, Coldwater has applied this friction welding experience to the challenge of spot welding of aluminum and dissimilar materials.
REFILL FRICTION STIR SPOT WELDINGIn 2014, Coldwater introduced its SpotMeld solution to the market, which has its foundation in the RFSSW technology that was developed and patented by Helmholtz-Zentrum Geesthacht, Germany. To develop the technology for integrating RFSSW into high-volume production environments, Coldwater continues to partner with the Helmholtz Institute and weld head provider Harms & Wende.
SpotMeld uses a three-piece tool to join two or more faying surfaces. Basically, heat is generated between the tool and materials being mated
to create a soft, plastic-like region. Coldwater has had success in spot welding aluminum (1000 to 7000 series), magnesium, non-ferrous and dissimilar sheet materials, making SpotMeld a viable alternative to single-point joining processes like RSW, laser welding and riveting.
In addition to its ability to join dissimilar and lightweight materials, benefits include high-quality joints with a small heat-affected zone, consistency in weld duplication, as well as being environmentally cleaner and safer with no filler material, spatter, smoke, radiation or shield gasses.
Coldwater’s RFSSW process consists of five phases:
• Weld head closing.
• Friction Phase – Both the pin and sleeve are placed on the surface of the upper sheet and rotate to generate sufficient frictional heat for plunging.
• Advance Phase – The sleeve advances into the materials and the pin retracts, pulling softened
STEP 1Weld head closes
STEP 2Initial friction phase
STEP 3Sleeve advances into materials
and pin retracts as the meld phase begins
STEP 4Sleeve retracts and pin
advances flush with the sleeveforging the finished weld
STEP 5Weld complete, weld
head opens
material from the metal sheets into the tool.
• Retract Phase – The sleeve retracts and the pin advances flush with the sleeve, pushing the displaced material back into the hole and forging the finished weld.
• Weld is complete – The weld head opens.
Compared to laser welding and other aluminum joining techniques, SpotMeld is an easier process to fixture and it’s more tolerant of imperfections. It’s also designed to
have the same basic footprint and work envelope as an RSW robot, putting it in a familiar context for manufacturers.
Utility use is another big area for cost savings. The electricity cost is much lower than that of RSW because the need for a huge current is eliminated. The only utility cables are the servo lines that connect to the servo motor and some water cooling for the tools.
A major advantage of the Coldwater system is that the three-piece tool doesn’t fully penetrate through the
18
The refill friction stir spot welding, or RFSSW, process consists of five phases.
JUNE 2016
CLICK HERE TO ENLARGE

bottom sheet, leaving a smooth surface with potential for use on exterior body panels. Alternative friction spot welding techniques typically use a solid pin that does not retract, so the pin advances partially into the sheet, a little more than halfway through the joint, leaving a surface that has some material off-set on it. Additionally, it creates a 3-mm to 4-mm hole in the center of the weld.
Currently, Coldwater can join a stack-up of materials from 0.8 mm to 8 mm, weld dissimilar aluminums in one stack and join multiple sheets across the edge of a panel with the SpotMeld.
ON THE HORIZONThe foray by manufacturers into new lightweight materials is certainly not going to subside. And, Coldwater will continue to stay ahead of the curve by focusing on the development of solid-state joining technologies for high-production environments, especially in the areas of RFSSW.
This year, its development partner will have a system installed at a low-volume exotic vehicle manufacturer. That news is in addition to two additional RFSSW systems that have been ordered for a helicopter manufacturer, all in Europe.
To date, the repeatability and viability of joining aluminum to aluminum and aluminum to magnesium has been well documented. Next on the agenda for Coldwater is investigating the feasibility of joining aluminum to carbon fiber materials and aluminum to steel.
Coldwater Machine’s refill friction stir spot welding (RFSSW) process can join a stack-up of dissimilar aluminums from 0.8 mm to 8 mm and can join multiple sheets across the edge of a panel.
The speed in which RFSSW can accomplish solid welds within stacks of sheets can be seen in the following example:
Three sheets of 3.0-mm 6000 series material + one sheet of 1.5-mm 5000 series material
• Friction Phase: 1,800 rpm, 0.4 sec.• Advance Phase: 1,800 rpm, 3.0
sec. advance, 7.7 mm depth• Retract Phase: 1,800 rpm, 2.5 sec.• Total Weld Time: = 5.9 sec.
EXAMPLE OF A MATERIAL STACK-UP
COLDWATER MACHINE CO.
19
Coldwater’s SpotMeld
technology uses a
three-piece tool to join
two or more faying
surfaces. Heat is then
generated between the
tool and the materials
being mated to create a
soft, plastic-like region.
JUNE 2016

J U N E2016
TAKING A CLOSER LOOKSawing operations improve through process evaluations and improved service packages

Trusted partnershipsWe have established trusted partnerships with all our Customers, Suppliers and Distributors. Our satisfaction rate is one of the highest in the industry.
Four generations of quality and serviceFor four generations Pat Mooney has provided uncompromising product quality, technical and part replacement service, and over all expertise in saw technology.
Expanded facilitiesWe have recently expanded, tripling our warehouse and technical support facilities. We can better provide you the saws, service and solutions you require.With Pat Mooney Saws you are not only getting the perfect cut, you are getting the perfect partner and answers to your evolving needs.
We Sell Four Generations Of Successful Partnerships.
Visit us at IMTS, booth # N 7429
Pat Mooney Sells A Lot More Than Saws.
PAT MOONEY SAWSpatmooneysaws.com | 800.323.7503 | email: [email protected]
Innovation Makes the Difference
Innovative Starrett technologies.Manufacturers, builders and craftsmen worldwide have depended upon saws and precision tools from the L.S. Starrett Company to ensure the consistent quality of their manufacturing processes.
The Starrett name on saw blades means exceptional quality, innovative products and expert technical assistance. With strict quality control, state-of-the-art equipment and an ongoing commitment to producing products with superior quality, the Starrett line continue to be the most accurate, robust and durable saws available.
starrett.com Innovation Rules

EDITORIAL
Abbe Miller, Vice President/GroupEditorial Directorphone: 847.749.6956email: [email protected]
Susan Woods, Managing Editorphone: 847.973.2271email: [email protected]
Jimmy Myers, Senior Editorphone: 503.964.7519email: [email protected]
Molly McCormack Moody, Editorial Assistantphone: 262.501.6897email: [email protected]
Justin Stivers, Director of e-Mediaemail: [email protected]
Kyle Grossi, Office Manager/Accounting email: [email protected]
Sawing Productivity is a
registered trademark of
Techgen Media Group. We
publish five times each year. All
rights reserved under the U.S.,
International and Pan-American
Copywrite Conventions. No
part of this publication may be
reproduced, stored in a retrieval
system or transmitted in any
form or by any means such as
mechanical, photocopying,
electronic recording or
otherwise, without the prior
written permission of Techgen
Media Group. Contact us at
732.995.6072 for permission.
Produced in the U.S.
Sawing ProductivityP.O. Box 516
Plainsboro, N.J. 08536
SALES
Alan Berg, Vice President/Salesphone: 732.995.6072email: [email protected]
Neil Kelly, National Sales Managerphone: 610.584.5560email: [email protected]
EDITORIAL ADVISORY BOARD
Joanna Wilcox, Marketing Manager HYDMECHDoug Harris, President and CEO HE&M Inc.
PRODUCTION
Angle180 Inc. phone: 847.439.6226email: [email protected]
SP3June 2016

TAKING A CLOSER LOOK
Eight areas where manufacturers can realize improved productivity in bandsawing operations
RAMPING UP ROI Faster and cleaner cuts plus longer blade life help drive efficiency and productivity in sawing operations
STEPPING UP SERVICENew product offerings and an increased focus on service helps reach the goal of exceeding customer expectations
FEATURES J U N E2016 Industry News
DEPARTMENTS
SP4June 2016
SP5
SP5
SP13
SP18
SP13
SP18

Eight areas where manufacturers can realize improved productivity in bandsawing operations
TAKING A CLOSER LOOK
by Dale Petts, global product manager,
metal products, Simonds Saw

S trained for capacity and facing skilled employee shortages, manufacturers are always searching for creative
ways to meet customer demands, address complex manufacturing issues and meet profitability goals.
To remain competitive, manufacturers must take a close look at their operations to identify strategies for boosting output, minimizing downtime and reducing material waste. Manufacturers are being hit with bottlenecks and heavy production goals and are looking for cost-effective ways to meet them. It’s at the crossroads of capacity and capital investment that manufacturers looking for ways to increase productivity, without adding additional labor, expand their facilities or purchase new equipment.
FIGURING THE BURDENMany operations have alternatives to achieve savings and improved efficiency without committing to significant and sometimes permanent expenses. In fact, simply taking a closer look at the
scope of a machining operation (in this case, bandsawing) can uncover some surprising results. This can begin by analyzing the total cost of a bandsawing operation and then identifying the cost of operational overhead or burden rates.
In simple terms, it is the total cost of operating a business divided by the number of machines making the products. It’s not just the cost of labor, however, but also the utilities and taxes as well as all other direct and indirect business costs involved. This type of comprehensive analysis is often a wake-up call and has allowed some Simonds Saw customers to uncover savings in the tens of thousands of dollars per year – often, with minimal upfront investment.
To help customers better understand the impact of productivity on their burden rate, Simonds developed a SnapShot Bandsawing Calculator. This data-driven tool identifies and measures the impact of improved productivity and performance on day-to-day operations and the effect it has on profitability.
SP6June 2016
The SnapShot Bandsawing Calculator from Simonds Saw identifies and measures the impact of improved productivity and performance on
day-to-day operations and the effect it has on profitability.

SP7June 2016
The calculator guides customers through the individual cost components of their sawing operation, and for those categories with indirect value, allows the customer to measure their value on “soft” costs, such as training. The SnapShot Calculator could actually be used to evaluate any machining operation to help determine where efficiency and cost savings may be laying dormant. Often, customers are surprised to discover the magnitude of their total operational costs (and potential savings).
It’s worth noting that advances in bandsaw blade technology play an increasingly important role in a metal center’s ability to speed up production, reduce downtime and minimize waste. Bandsaw blade manufacturers have improved the consistency, design and performance of blades to better compete and win market share. New generations of bi-metal blades with highly refined tooth designs reduce
New advances in bandsaw blade technology are helping to reduce cut time, decrease material waste and nearly eliminate unnecessary downtime.
costs through increased productivity. Surprisingly, in some cases, with the right parameters, replacing costly carbide blades with specialty bi-metal blades can actually yield faster cutting performance at a lower price. This defies conventional thinking about moving to carbide as the only productivity solution.
Still, new designs in carbide engineering are giving relief to shops that are on the cusp of adding a shift, purchasing new machines or expanding their building. Boosting productivity by matching the right blade, whether carbide or bi-metal, to the material can, in some cases, postpone or eliminate these capital expenses.
Any metal bandsawing operation that must maximize its bottom line or speed production benefits from analyzing its operations in the following eight areas:

SP8June 2016
The speed of cut is measured in minutes and seconds and is directly related to the burden rate or the overall cost of running a machine. Shops must account for the burden rate to achieve a complete picture of operational costs.
For example, if the cost of running a shop is $1,000 per hour with 10 machines, then each machine is “burdened” at $100 per hour. If the burden rate is $100 per hour, that machine is costing $800 per eight-hour shift.
If a manufacturer can find a way to produce twice as much with one machine, it has added $800 in daily
efficiency to its operation. Understanding the burden rate thus provides the base for understanding the bottom line.
Faster cutting drives down costs in other ways, as well. Shorter lead times for customers bring the revenue to the manufacturer quicker – a higher return on the money the company has invested in materials. If material is sitting in front of the machine, it is capital tied up waiting to be capitalized. Faster cut times can also offer an opportunity for smaller shops to cross-train employees in other areas of production or other time-sensitive jobs, thereby optimizing labor dollars.
1) THE SPEED OF THE CUT

Operators that work with high-temperature alloys know that crooked cuts are a chronic problem. Just one or two crooked cuts per week can kill production. Stopping the bandsaw to change blades brings production to a standstill, but more importantly, reworking, recycling or scrapping crooked-cut material is a huge expense.
If crooked cuts are a regular problem, it’s important to understand the total
financial loss in terms of lost production time as it becomes one of those hidden costs that creep into the total cost of the operation. Imagine if someone has just two crooked cuts a week that cause a couple of hours of downtime for rework and blade changes for each incident. That is stealing another four hours weekly or roughly $400. In 50 weeks, that total quickly becomes another $20,000 in annual expenses hitting the bottom line.
3) CROOKED CUTS SLICE INTO PROFIT
SP9June 2016
Many shops focus only on the cost of a bandsaw blade and how long it lasts. It’s an important cost to watch, but identifying the number of square inches a blade can cut per minute is a more accurate measure of its value.
Here is a quick example using the simple data from the first and second parameters above:
The shop overhead or burden rate is $100 per hour.
Product A: A blade that costs $50 and cuts 100 pieces each day.
Product B: A blade that costs $100, twice as much and cuts 150 pieces each day.Each blade only lasts one day.
Burden + Blade cost per piece for Blade A is $8.50 each ($800 + $50)/100 pcs = $8.50/pc). Burden + Blade cost per piece for Blade B is $6.00 each ($800 + $100)/150 pcs = $6.00/pc).
The data tells us this is a bottom-line cost improvement of $2.50 per cut. On an annual basis that is a productivity improvement of $62,500 ($2.50/pc x 100 pcs x 5 days x 50 weeks = $62,500).
It is often difficult to grasp and accept that doubling bandsaw blade cost actually saves $62,500 per year, but that is why the catchphrase of the decade is “savings through improved productivity.” Companies that understand this will be the survivors.
2) GOING BEYOND BLADE LIFE

A clean cut helps eliminate downstream operations to smooth out the surface of the material. Likewise, a smooth finish can reduce or eliminate the material waste that is associated with resurfacing.
If clean cuts and reduced material waste are important to a shop, cut finish should be called out as a component in the cost analysis. Proper blade specification can eliminate rough surfaces that require trimming and create excess waste. Cost varies from user to user, but proper blade specification has been known to reduce annual costs in the six-figure range.
5) PRODUCING A CLEAN CUT
Taking a closer look at the scope of a sawing operation can uncover surprising results. Those results can come in the form of boosting output, minimizing
downtime and reducing material waste.
SP10June 2016
4) THE PROBLEM WITH PINCHING
Many materials today, particularly high-temperature alloys, have internal stresses that once machined, release and cause the material to literally change shape. Blade failure through pinching is sometimes a result of these internal stresses “closing in” on the blade inside the slot being cut.
These stresses and resulting pressure can be so strong that they cause the bandsaw blade to seize up and stop inside the cut or else break off completely. When a
blade gets jammed or broken inside the cut, resolving the problem usually involves the use of hammers, blowtorches, a trip to the rework department and time.
Therefore, choosing the proper bandsaw blade for the application is critical. If a manufacturer is currently experiencing blade failure through pinching, the effect on profitability may be even higher than crooked cutting. Specific blade designs and symmetries can reduce the frequency of pinching by 70 to 75 percent.

6) DROWNING OUT THE COST OF NOISE
Excessive noise can destroy hearing, create worker stress and contribute to accidents due to impaired communication and unheard warning signals. Bandsaw blades are known for squealing, often at a high decibel levels. In some cases, the concern over noise level is sufficient to spur an expensive noise abatement program.
Identifying the costs associated with hearing protection, miscommunication and worker safety should be factored into the bottom line. Some bandsaw blades are quieter than others. Straight-back blades have a tendency to squeal, while more refined blade geometries can reduce noise levels significantly.
Proper bandsaw blade specification can eliminate rough surfaces that require trimming and create excess waste.
The cost of a bandsaw blade and how long it lasts is important, but identifying the number of square inches a blade can cut per minute is a more accurate measure of its value.

8) MACHINE MAINTENANCE AND REPAIR
In an effort to keep repair costs low, shops may buy into the promise of free machine repair, maintenance and tune-ups. While these value-added services can potentially save money, sawing operations are advised to also look at the big picture. If maintenance programs save a shop $5,000 per year, but choosing a more efficient bandsaw blade can instead save $50,000 per year, the choice is clear.
In sawing, small changes can yield significant time and cost savings.
Engineered competitive trials using quality baseline data will confirm that new advances in bandsaw blade technology help reduce cut time, decrease material waste and nearly eliminate unnecessary downtime. By combining new blade technology with vendor-based training resources, bandsaw users can quickly increase capacity and create a strong, efficient, knowledgeable and sustainable workforce.
SIMONDS SAW
SP12June 2016
Machine operators spend an estimated 2,000 hours a year running bandsaws, and most of this time is on-the-job training through trial and error. It can, therefore, be incredibly effective to evaluate worker training programs to achieve business goals. To assess the success of those programs, it’s important to ask a series of questions.
Is the shop currently using internal resources to establish a training program? Does the current program meet an ISO training requirement? Would a more robust training and certification program better prepare and retain employees?
Vendor-based training is another option, which can save tens of thousands of dollars each year in lost productivity and improved bandsaw operation performance. Attaining a level of certification can further increase employee pride and workplace satisfaction.
7) OPERATOR TRAINING PROGRAMS

RAMPING UP ROI
by Jimmy Myers, senior editor
Faster, cleaner cuts plus longer blade life help drive efficiency and productivity in sawing operations

T here is more than one way to help a customer achieve a better return on investment. Lenox Tools, a company
known as a bandsaw blade supplier, works as a solution provider to find that ROI.
Matthew Lacroix, director of brand marketing for the tools division of Newell Brands, the parent company of Lenox, says there are less expensive options in the marketplace for bandsaw blades, but his company focuses on increasing performance in the form of longer blade life, faster cutting speeds and better part finish – all of which can improve the customer’s ROI.
Machine shops, fabricators, metal manufacturers, forgers and steel service centers are the target audience for Lenox’s products and services. Lenox partners with an end user to better understand the goals for its sawing operation. A Lenox salesperson then goes on site to better understand a customer’s operation, including the machines, material they’re cutting and what challenges they face on a
daily basis. The salesperson can then suggest the appropriate product and offer a Guaranteed Trial Order (GTO). The Lenox Sawing Solutions Group works with the customer to meet its production goals, or refunds their money.
“Every account has different metrics for its sawing department,” Lacroix says. “Our team’s job is to help them fulfill whatever goals they have. Some customers want to maximize blade life, while others may have a bottleneck in the department and want to cut as fast as they can. Whatever their metrics may be, it’s our job to deliver the product and service package needed to accomplish their goals.”
“Our team goes through the customer’s saw with a fine-toothed comb to recognize any problem they might be having.”
Matthew Lacroix, director of brand marketing for the tool
division of Newell Brands, the parent company of Lenox Tools
Lenox’s growth-by-trial service includes optimizing machines and suggesting the right
blade for the job just as much as it includes training bandsaw operators to use their
machines correctly.
SP14June 2016

THE 13-POINT CHECKPart of the Lenox experience includes a 13-point inspection, which involves a factory-trained engineer visiting the location, addressing technical problems and making adjustments to optimize the performance of the operation. The inspection includes an evaluation of the machine’s wheels, guides, hydraulics, drive system and sawing fluid.
It’s important to note that all of the 13 points can have a dramatic impact on the performance of the machine and
years of experience and can work on any industrial bandsaw on the market.
“It’s a difficult role to fill,” he says, “but that’s what differentiates the Lenox team from the others.”
MEETING THE GOALSThe products Lenox offers are as varied as the customers they serve. Some organizations are looking to increase blade life, while others want a faster cut without any concern for blade life. “It’s important to understand that it’s different for every account,” Lacroix notes. “If bandsawing is the bottleneck
blade. For example, if the bandsaw wheels have excessive wear on their surfaces or flanges, it can lead to blade breakage if the wear is not properly addressed. If the bandsaw guides or guide bearings wear down, it can lead to crooked cutting that can directly impact the quality of the parts being produced.
Customers are handed a detailed list of each of the 13 points that are checked. If Lenox can’t fix the problem, they advise the customer on what they should do to remediate the issues.
“Our team goes through the customer’s saw with a fine-toothed comb,” Lacroix explains, “to recognize any problem they might be having and put a corrective action in place.”
Lacroix also says the Lenox technicians have on average between 15 and 20
Lenox’s bi-metal blades are able to bend and, therefore, can resist breaking, which extends the overall life of the blade.
in their operation, they may be willing to pay more for a faster cutting blade. They may be willing to sacrifice blade life in order to produce more parts for their downstream processes.”
Lacroix also says some customers prefer to use better blades to get everything they can out of the equipment they currently have rather than pay for and suffer the downtime involved in making a capital investment in new equipment.
It’s not all about optimizing machines and suggesting the right blade for the job for the Lenox team. In some
Watch a video on Lenox’s high-performance backing steel and optimized carbide-grade bandsaws.
SP15June 2016

Lenox’s metalcutting circular saw blades resist material buildup on the teeth and also produce fewer burrs than abrasive blades, eliminating the need for secondary grinding.
cases, it’s about training the bandsaw operator to use and run the machine correctly. Lacroix says this is another area where the Lenox engineering team flourishes.
“They help the bandsaw operators in the plant,” he says. “Our team offers training to help them be safer and more effective at their job – helping them improve the company’s overall efficiency. Investing time with the operators can pay huge dividends in the long run.”
Lacroix explains that such services are just part of what being a Lenox
customer is all about, and it comes standard with no extra cost.
“There are saw manufacturers who charge hundreds of dollars for that service,” he says. “They’ll charge you for that 13-point inspection and for visiting the location and doing the testing and repair work. We offer that service free as part of the package.”
IMMEDIATE RETURNS“I would say absolutely,” Lacroix says when asked if customers find an immediate ROI from a Lenox blade. From tuning up the machine to make
it run at its peak level to using the right blade for each job, customers inevitably get more out of their use of the machine, which provides an immediately noticeable difference in production.
“You can see that from blade one,” Lacroix notes. “That’s what the team’s job is – select the right blade, run it at the right parameters and measure performance so the customer can continue to get the performance they require after the technician leaves.”
Furthermore, aside from the field teams in place to address all on-site issues, technicians are available for support over the phone. The Consumer Care line consists of technicians who also have 15 to 20 years of experience in helping customers with their machine and blade issues.
Lacroix says Lenox customers all have issues that are addressed up front by the Lenox team. Whether its blade life, part finish or cutting speed – in many cases that is step one in the process of getting these customers to a point where they’re achieving a satisfactory ROI.
Some Lenox customers are cutting large pieces of materials or ingots. The quality of those cuts has to be precise and clean because the next step in the process shouldn’t involve fixing what the first cut created.
“If you’re getting a really bad surface finish or burrs on the edge,” Lacroix explains, “that has to be cleaned up in secondary processing. You take it
VERTICAL
D O N ’ T TA K E O U R W O R D F O R I T
‘‘An absolute game-changer for our machine shop. Our saw output has more than doubled over the output of ourprevious saw. We’ve had to figure out new ways to manage the cut material now that we have so much more of it! ’’– Dan Kaiserian, Operations Manager, Sonny’s
Heads Up.Cosen has been manufacturing quality bandsaws for 40 years. Discover how our line of manual and semi-automatic, tilt-frame, miter-cutting, vertical bandsaws can boost your metal cutting productivity today.
(888) 720-5371www.vertical.cosensaws.com
SVC-670DMVertical Tilt FrameDouble Miter-CuttingBandsaw(ALSO AVAILABLE: MVC-670DM)
SP16June 2016

through another operation and have to pay someone that has the equipment to work on that item.”
For some organizations, having that clean finish and burr-free material offers cost savings down the line. Lacroix says it sounds like common sense, but it’s “very important, and not a lot of organizations are focused on helping the end users in that way.”
Changing blades causes downtime, too, but it’s a necessity for the companies that work with different materials frequently. Lacroix says it’s normal for companies to have a range of jobs to complete. They may have an order for a small run of stainless steel, an order for tool steel and then an order for bearing steel – all in the same day.
“In a situation like that,” Lacroix explains, “they might be looking for a versatile product that they don’t have to change out every time the material changes. There are general-purpose blades that can still deliver performance despite the changing conditions.”
For organizations that are cutting the same material day in and day out, Lacroix says Lenox has specialty blades that, “really optimize the production in that type of material.” For example, if the account is cutting titanium or high-nickel alloys repeatedly, there are specific blades optimized for those difficult-to-cut metals.
Another example of how specific jobs can find optimization through industry-specific blades includes Lenox’s Cast Master XL blade for high-speed aluminum cutting – a match for organizations that manufacture engines and engine parts. Another is MaxCT, which effectively manages traditionally difficult-to-cut materials used in the aerospace industry. Both blades were introduced late last year.
“Both are examples of products that are fine-tuned for the product you’re going after,” Lacroix says. “They have a very specific grade of carbide and tooth geometry that is designed for the target metal.”
LENOX TOOLS
Call TODAY to set up a DEMONSTRATION at your work site!
5014 ETIRONWORKER
CPO 350 LTCOLD SAW
AL100U-02TUBE & PIPE
GRINDER/NOTCHER
Best-in-the -Business WARRANTY !
You can count on +/- .006 per diameter inch in squareness!
More options and accessories keep costs down and productivity and profits up!
DEPENDABILITY! DEPENDABILITY!
VERSATILITY! VERSATILITY!
QUALITY! QUALITY! American manufacturer and importer of quality machinery.
GUARANTEED!
PRECISION! PRECISION!
Call Toll Free 1-800-843-8844 or Call Direct 605-859-2542 • Fax 1-800-843-5545 or 605-859-2499 www.scotchman.com • [email protected] • Scotchman Industries Inc., P.O. Box 850, Philip, SD 57567
THE SOLUTION PREFERRED BY METAL FABRICATORS!
LEASINGAVAILABLE

New product offerings and an increased focus on service helps reach the goal of exceeding
customer expectations
by Jimmy Myers, senior editor
STEPPING UP SERVICE
C ontinental Machines Inc. (CMI), founded in 1927 just two years before the Great Depression, not only
survived the economic catastrophe but managed to thrive in the difficult years that followed. Five years after bandsaw manufacturer CMI formed, DoAll Sawing Products emerged with Continental serving as the equipment producer, bringing the first-ever metalcutting bandsaw to market.

From that starting point, DoAll continued to grow into what it is today – a company that offers a complete line of metalcutting bandsaws to the industry. The variety of DoAll brand saws also includes general purpose, high production, miter cutting, vertical contour machines and custom engineered sawing solutions.
The company’s long history also encompasses a strong commitment to sharing its expertise, providing the top-notch service and technical support needed for installation, training, troubleshooting and repair. While DoAll may be one of the oldest bandsaw manufacturers in America, company leadership is well aware that continued success depends on being ready and willing to evolve with the needs of today’s customers.
Earlier this year, Kurt Plechaty, CMI/DoAll Sawing Products executive vice president, announced a move to a new organizational structure that will increase both the product line and the availability of service options and technical support.
“As part of our new business model, we’ll be expanding our product line of sawing machines to include new machines with the state-of-the-art technology needed to increase capacity, control and programmability,” Plechaty says.
Set to launch this fall, the new machines will be showcased in September at the International Manufacturing Technology Show in Chicago.
The second key aspect of the new business structure is focusing on customer needs by growing the company’s technical support capability and increasing the availability of more comprehensive service plans.
“The emphasis on service has always been a critical component to providing our customers with innovative, high-quality products,” Plechaty says.
SERVICE MEANS LESS DOWNTIMERic Kurlinski, customer support services manager for CMI/DoAll Sawing Products, believes
unnecessary interruptions to production can be minimized by performing regular scheduled maintenance on sawing machines.
“We’re addressing the situation by adding a larger selection of comprehensive service plans,” Kurlinski says.
Some customers’ needs in the service area may be more limited than others. Those with a standard saw may not want anything other
than the traditional warranty and installation.
“The more automated, numerically controlled saws are more complex,” Kurlinski says. “The customer might prefer a more comprehensive service package that allows them to address any issue they’re experiencing with a single phone call. We’re responding to the voice of the customer by tailoring our service to what it is they would like to see.”
DoAll markets a variety of bandsaws, such as the DC-1700SA, which is ideal for customers that need a high-production bandsaw but don’t require indexing or automatic cutting cycles.
SP19June 2016

Desand Hall, service technician, performs warranty service for a customer at AM Castle in Grand Prairie, Texas.
This means offering a broad menu of service options including technical support agreements for customers that want to take care of the maintenance repair themselves but may need personal, technical support from time to time over the phone. Other options include new preventative maintenance agreements for customers that want technicians to come in for complete maintenance checks once, twice, four times a year – or as often as they feel the need. To that end, DoAll has developed a predictive maintenance chart that estimates when each machine requires preventive maintenance to help prevent downtime.
“There are different parts on a saw that have a predictable life span,” Kurlinski says. “Over the course of time, they may need to be replaced. To prevent downtime, we’ll come in at a predetermined point to evaluate and replace any component, per the warranty agreement. This program is designed to maximize the customer’s uptime.”
Other options include an extended maintenance agreement offering an additional warranty for a specific period of time. If at any point during the term of the agreement the saw requires service, it will be repaired at no extra cost.
SP20June 2016

DoAll also offers block hour agreements for the customer with multiple saws in their facility. This eliminates the need to purchase individual agreements for each machine. The customer is able to purchase technical support in blocks of 25 hours that can be used for any form of service on any machine. Service can include preventative maintenance, repair, training or whatever is required to optimize the operation of the saws.
“We found that none of our competitors were offering this type of comprehensive service,” Kurlinski notes. “We identified a need in the market for it and it fits with our goal of exceeding our customers’ expectations in everything we do.”
LEADING BY EXAMPLEDesand Hall is a DoAll factory trained regional field service technician who installs saws, repairs and services them, and trains users how to operate them. He, along with seven other regional field service technicians across the United States, are an example of what the company’s improved service
agreement options are all about – customer satisfaction. Hall enjoys his weekends off, but when a shop has an issue with a machine and the only time they can fit him in is on a weekend, he’ll be there.
Based in northern Texas, Hall recently completed an install and training at a shop in Missouri that would normally take two to three hours to complete. However, the customer wanted him to stick around and train each shift as they came in to work. A couple of hours with the customer turned into a 10-hour install.
“The training aspect is intensive,” Hall says of his responsibilities. “It’s a very important piece of what I do. Once I leave their location, I want them to feel confident and knowledgeable in the safe operation of their saw. What matters the most is that the customer is happy with their product. And we always go out of our way to ensure they’re happy.”
Doing it any differently would be contrary to his work ethic, Hall says. For instance, if he were to drop off a DoAll contour saw from the late 1930s.
SP22June 2016

DoAll Sawing Products service
technicians are factory trained
in machine maintenance and
repair and regularly receive
hands-on and classroom training.
saw and an owner’s manual and say, “good luck,” the operators wouldn’t know how to optimize the saw. That in turn, would mean more breakdowns and more warranty repair visits that would otherwise be unnecessary.
“You try to optimize everything,” Hall says, adding that on a service visit to one customer, they had their auger speed set too high, which caused parts to wear out too fast. “I give them tips.”
CONTINENTAL MACHINES INC.
DOALL SAWING PRODUCTS
“The training aspect is intensive. Once I leave their location, I want them to feel confident and knowledgeable in the safe operation of their saw.” Desand Hall, regional field service technician, DoAll Sawing Products
Hall is also known to drop into shops he’s visited to follow up on a repair or an install he recently completed. The result of these efforts is customers telling him that they’re saving money and experiencing less downtime.
“That’s what you want to hear,” he says.
SP23June 2016

INDUSTRYNEWS BEHRINGER’S AUTOMATIC
PLATE SAWS
Behringer Saws Inc. introduced the LPS series of heavy-duty, electronically controlled vertical plate saws for automated cutting of aluminum, low-alloy and high tensile strength solid materials. The saws feature a main frame with a feeding mechanism that provides automatic positioning of plates or blocks via two parallel servo-driven units that feed material to the blade. The C-frame design is guided on linear rails and bearings, and the saws deliver fully automatic hydraulic blade tensioning. The series is available in cutting capacities up to 236.2 in. long, 62.9 in. wide and 47.2 in. high.
Scotchman’s utility bandsaws are available with a gravity feed saw head. These saws combine the cutting of a traditional bandsaw with the flexibility, speed and accuracy of a cold saw. The SU-280 and SU-280G can cut round material up to 8 in. in diameter and have a swing head with 30-degree right-of-head movement without material movement. Scotchman also offers the SUP-600 NF, an up-cut circular cold saw for cutting non-ferrous material. It features a 24-in., 132-tooth carbide blade capable of producing round cuts up to 9 in. in diameter and rectangular cuts up to 15 in. by 6 in.
SCOTCHMAN RELEASES NEW SAWS
SP24June 2016

TIGERSTOP ANNOUNCES NEW MANAGERS
TigerStop LLC promoted Mike Anderson (right) from Southeastern regional sales manager to product manager of saw systems. Kevin Trowell is the new Southeastern regional sales manager. Anderson began at TigerStop in 2013, significantly growing sales and customer support within his region. Trowell brings several years of experience as a distributor and factory sales representative and in technical sales. Based in Florida, Trowell will manage all direct and distributor sales in the Southeast.
DoAll Sawing Products’ bandsaw owners can now order repair, replacement and service parts online. If they are unsure of the correct part number, users can access the digital parts manuals and associated index pages will highlight the part or assembly description to produce an exploded view page calling out referenced part numbers. If the replacement part is available, it will be highlighted on the page for immediate ordering. DoAll also added two larger capacity dual-column bandsaws to its Continental series product line: The DC-1100SA offers semi-automatic capacities on rectangles at 43.3 in. by 43.3 in.; the DC-1700SA boasts a rectangle capacity of 67 in. by 51.2 in. The bandsaws are for those that need a high-production bandsaw but have operations that do not require indexing or automatic cutting cycles.
DOALL EXPLODES PARTS ORDERING, NEW BANDSAWS
SP25June 2016

HE&M Saw announced that Joe Purtle has been promoted to vice president of engineering. Purtle will be assisting Doug Harris, president and CEO, and other department heads. Originally hired in 1976, Purtle was promoted to plant manager in 2013. As VP of engineering, he will design new models and use new processes to enable HE&M Saw to meet the needs of the metalworking industry.
NEW VP OF ENGINEERING AT HE&M SAW
RATTUNDE OPENS NEW FACILITY IN MEXICO
Rattunde Corp. recently opened its new facility in the Monterrey, Mexico, area to serve its growing customer base. The company has been offering tube and bar sawing and post cutoff processes from a single location in Grand Rapids, Mich., for more than nine years. The 8,073-sq.-ft. tech center houses the Mexican sales and service operations, application engineering and spare parts inventory. Concurrently, Rattunde expanded its workforce in Mexico with technical service, sales and administrative personnel.
SP26June 2016
To Submit Press Releases, Send Them to Abbe Miller at [email protected]

STEEL PERFORMANCEby Susan Woods, managing editor
Challenges and solutions to welding galvanized steel automotive parts

As a way to reduce overall vehicle weight in the automotive industry, thinner,
high-strength galvanized steel parts are growing increasingly popular. The use of galvanized steel allows manufacturers to fabricate lighter weight vehicles without sacrificing corrosion resistance. In addition to auto bodies, use of galvanized steel has expanded into other components in recent years in chassis parts, such as frames, engine cradles, cross members and suspension parts.
“The automotive industry is very focused on producing high-quality parts while maintaining very high productivity,” says Francis Krivanka, product manager for cored wire consumables, The Lincoln Electric Co. “You’re talking about turning out hundreds of parts in one shift, so consistency and repeatability are crucial.”
The main types of galvanized zinc coatings used in the automotive industry are hot-dipped, galvannealed and electro-galvanized. Hot-dipped galvanized steel typically
has a thicker coating, which creates more challenges and can be harder to weld.
GALVANIZING CHALLENGESGalvanized steel has numerous properties that make it a good choice for automotive applications. Its protective layer of zinc on the surface offers excellent corrosion resistance, which is important for thinner gauges.
However, welding galvanized steel has always been difficult due to the low boiling temperature (906 C) of zinc. Vaporized zinc becomes trapped in the molten weld puddle, and the weld solidifies before the zinc vapors can escape, generating internal and external porosity (on and below the surface of the weld).
The travel speed used during the welding process impacts the issue of porosity. The faster the travel speed, the faster the weld puddle tends to freeze, trapping those zinc vapors.
Welding galvanized
steel has always
been difficult
because vaporized
zinc becomes
trapped in the
molten weld puddle,
and the weld
solidifies before
the zinc vapors can
escape, generating
internal and external
porosity.

“Slowing the cooling enables zinc vapors to bubble out,” Krivanka says. “But if you travel too slowly, you could overheat and distort your part, or burn a hole through your part.”
Burn-through due to heat input, therefore, is a definite risk on thin galvanized steel automotive parts.
“We used to see 2-mm- to 3-mm-thick auto parts, but now it’s under 2 mm and going to 1 mm and even thinner in some cases,” says Vaidyanath Rajan, R&D group leader, Lincoln Electric. “When you weld thinner parts, you don’t want to cut through the galvanized steel plate. You want to manage your heat input carefully, but at the same time keep the puddle fluid enough so the zinc you’re burning bubbles out.”
METAL MADEFortunately, there is a solution to the heat input associated with welding galvanized steel. Switching from solid wire and self-shielded flux-cored wire to metal-cored wire formulated for use with galvanized steel, paired with the pulsed MIG welding process, offers many advantages.
“Different approaches have been used,” Rajan says. “A few years ago, it was typical to use self-shielded flux-cored wire designed to flux with the zinc. The zinc would become trapped in the slag that would form, and that was one way to keep the zinc pores from forming in the weld. Within the last year or two, however, there is more of a preference to use metal-cored wire.”
In general, metal-cored wires can promote fast travel speeds and high deposition rates. Additionally, the
penetration profile and resulting weld bead shape of metal-cored wire, compared to solid wire, can be beneficial in automotive applications. But these benefits alone do not always solve the problems that arise when welding galvanized steel automotive parts.
“You are welding over a layer of zinc, which is a volatile metal,” Rajan explains. “Welding is a fairly quick process. You don’t get enough time for the zinc to bubble out, so it gets trapped in the weld and manifests
Welding galvanized steel
requires fast travel speeds,
porosity-free performance
and elimination of
burn-through issues.
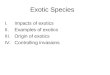
22
A competitor’s weld on a galvanized chassis part with internal porosity of 18
pores per in. (left). Lincoln Electric’s weld on a galvanized chassis part with
internal porosity of 0.6 pores per inch, at faster travel speed of 50 ipm.
JUNE 2016

itself as porosity. In addition, increased arc turbulence due to the zinc vapors causes an abnormal increase in spatter leading to poor weld quality.”
THE Z SOLUTIONA unique solution for welding thin galvanized steel auto parts combines specialized metal-cored wire, Metalshield Z, with a new AC waveform called Rapid Z. Metal-cored wire is often used with other waveforms, such as standard pulse. Lincoln Electric has made a custom waveform tailored to welding over galvanized steel parts. The specialized wire and waveform are part of Process Z, Lincoln Electric’s solution for welding galvanized material.
The tailored AC waveform takes a two-prong approach. “It takes the best parts of welding with positive polarity and combines that with the benefits of welding with negative polarity,” Krivanka says. “The arc is designed to be more focused to create less zinc vapors in the first place, which leads to less porosity in the weld. And it also provides a controlled, stable metal transfer and a good penetration profile.”
In addition, the Metalshield Z wire is designed to lower the freezing temperature, keeping the puddle molten longer to allow the zinc to bubble out.
The Metalshield and Rapid Z solution enables faster travel speeds without affecting critical weld attributes. “One of the ways to combat porosity is to slow the welding process,” Rajan says. “But automakers still want high productivity. So the custom AC waveform in conjunction with the Metalshield Z wire helps to use nominally fast travel speeds to obtain the same objective. With solid wire, it can slow down to 20 ipm to 30 ipm. With a metal-cored wire, it could change from 30 ipm to 40 ipm. The Process Z solution enables travel speeds in excess of 50 ipm.” Krivanka adds that Process Z is able to successfully bridge gaps due to poor part fit up and provides consistency from part to part which otherwise is difficult to achieve. “With gaps or part thickness or coating thickness variations – this solution can accommodate those variabilities.”
Welding with the AC waveform can significantly reduce the amount of spatter. “By controlling how the polarity switches from positive to negative, the AC waveform creates an
arc with minimal disruptions,” Rajan explains. “Galvanized steel by itself will always try to disrupt the arc. Being able to produce a weld with very low spatter and controlled arc allows faster travel.”
Reducing spatter, and the need for post-weld cleaning or slag removal, is important because in order to minimize corrosion, a post-weld protective coating, or e-coating, is usually required with galvanized steel. Any residues left after welding on the surface of the part can interfere with the coating process, affecting the corrosion resistance. “It is important to have a clean part before coating,” Krivanka says. “If you keep the spatter down that is less clean up you’re going to have to do before you go to e-coat.”
THE LINCOLN ELECTRIC CO.
23JUNE 2016

Faced with ever-changing floor plans, fume extraction has been a challenge for automotive manufacturers – until now
IMPROVEMENT
RF R
by Abbe Miller, editor-in-chief

“Compared to some industries, automotive manufacturers pack
twice as much welding into a 10,000-sq.-ft. area.”
Jim Reid, general manager and co-founder, RoboVent Flexibility is a must for suppliers
to the automotive industry. A typical factory can easily
move 50 to 70 percent of its welding stations every year on average. Whether it’s a lean initiative to shave costs off of each part or the rollout of a new car model, being flexible in terms of floor space configuration is part of automakers’ and auto parts suppliers’ business.
Cleanliness is also key. If an auto contract is up for grabs, decisions are based on a facility’s cleanliness just as much as on how well-run the company is. Beyond that, a dirty, dingy factory will have a hard time recruiting new employees compared to one with white walls and a clean, crisp environment to work in.
The tie that binds is fume extraction. When a factory is properly ventilated, particulates won’t accumulate
on surfaces – a major leg up for staying clean. But that itself can be a challenge when equipment needs to move. Many fume extraction systems are fixed in place or cumbersome to move, making the task of reconfiguring a difficult one.
BIG WELDING, TIGHT SPACESLaser cutting, welding, powder coating – all of it needs to be managed in terms of fume extraction. Compared to other industries, however, the shear volume of welding taking place in automotive facilities makes fume extraction even more important. The fact that automotive manufacturers must reconfigure their floor plans to accommodate changing production demands adds additional challenges to the task of maintaining clear air.
Faced with space constraints, floor plans that are prone to change and
The Spire measures 15 ft. tall and only takes up a space of
30 in. by 32 in. Assembling it, moving it and reassembling it
is fast and simple.
25JUNE 2016

a large amount of robotic welding cells, automotive manufacturers turn to RoboVent, a leader in clean air solutions, because of the company’s long tenure in the automotive fume extraction market. Its recently released automotive solutions are the result of that long tenure and are proving to be an unmatched solution to keep automakers agile and competitive.
“The automotive industry is a heavy welding industry all the way around,” says Jim Reid, general manager and co-founder of RoboVent. “They do a huge amount of robotic welding in very tight spaces. With a robotic welder, you can weld five times as much as a manual welder in about the same space. The auto industry is also constantly striving to drive down the cost per part. Watching every penny, the use of floor space is huge. Compared to some industries, auto manufacturers pack twice as much welding into a 10,000-sq.-ft. area.”
THE SUPER SAVERAutomotive manufacturers are also working with high-volume production
in three shifts. The amount of fumes created from that level of production – without fume extraction – would be enormous. To counteract those fumes while also keeping flexibility needs in mind, RoboVent developed the Spire and the Grid, two products launched in late 2015.
“We expect the Spire to be the easiest fume extraction system to access and install,” Reid says. “It’s taking our previously released floor saver system to the next level. The original unit is based on four legs – two on each side of a robotic cell – each taking up an 8-in.-by-8-in. piece of real estate. By the time you set it down, you’re taking up to 4 sq. ft. of real estate, just for the legs.”
Although the floor saver system was and is a welcome solution for RoboVent customers outside of the automotive industry, auto manufacturers needed something smaller. The Spire hits that mark, measuring 15 ft. tall and only taking up a space of 30 in. by 32 in. For perspective, its footprint is not much bigger than a wire barrel.
RoboVent’s Grid
system consists
of modular,
standardized
ductwork and
components that
can be easily
reconfigured as
needs change.
Configuration 1
Configuration 2
Configuration 3
26JUNE 2016

“You can put it anywhere around the robotic cell, even up to 15 ft. away tucked in a corner,” Reid says. “In addition to achieving size demands, it’s cheaper and easier to maintain. Because the Spire doesn’t have an extensive framework to hold it up in the air, the cost and time involved to assemble it, move it and reassemble it is much less than other fume extraction systems.”
Workers also don’t have to get on a ladder to perform maintenance. Everything is accessible from the floor, and no special tools are required. Maintenance costs are also reduced thanks to a maintenance-free spark arrestor and RoboVent’s proprietary eTell system, which monitors the unit and alerts users when a filter needs to be changed. It also offers instructional videos that walk users through maintenance activities.
RECONFIGURING THE GRIDCompared to the Spire, RoboVent’s new Grid system is far more complex. For automotive customers that want to run a ducted system throughout their facilities, however, it’s proving to be the go-to solution. It consists of modular, standardized ductwork and components that can be easily reconfigured as needs change. It also reduces the ductwork size along
each joint, maintaining the same air pressure throughout the system.
“For typical ducting systems, moving a robotic cell is difficult,” Reid explains. “After you make a few moves, the ductwork becomes imbalanced – a tangled-up mess – causing the entire line to be totally reworked. With the Grid, filtration units can be placed wherever you need fume extraction.”
To counteract the
fumes produced in auto
manufacturing facilities,
RoboVent developed its
Spire solution, which is
a boon for businesses
that need flexibility in
their floor plans.
27JUNE 2016

relationship resulted in a deep understanding of how the auto industry leverages its floor space – and therefore, how RoboVent engineers designed the Spire and the Grid.
“The RoboVent name came to be thanks to its deep roots within the automotive sector,” explains Frank Cea, director of marketing communications and business development for RoboVent. “At the same time that RoboVent got its start, the robotic industry was booming. As soon as manufacturers first put robotic welders in their facilities, however, there was a problem with dense smoke. Literally overnight, auto facilities had more than tripled their welding output – and the associated fumes. They were already high-production facilities, but robotics took the need for fume extraction to a whole new level.”
Located in Detroit, proximity gave RoboVent a unique opportunity to work with automotive manufacturers that were struggling with ventilation and filtration. To solve these challenges, RoboVent developed some
The Grid is also energy efficient. Every time a unit turns off, the system slows down to save energy. Reid says that it uses 70 percent of the energy required by traditional ducting systems, giving an example of a facility with 50 robotic cells to explain how it delivers energy savings over time.
“If you looked out across a plant at any point in time, you’d find a maximum of 35 to 40 of the 50 cells are welding,” Reid says. “The robotic cells that aren’t welding are loading parts or setting up a job. Taking into account that every robotic cell won’t be working at the same time, you can design a ducting system that’s 20 to 30 percent smaller in actual filtration size.”
THE NAME SAYS IT ALLThe method in which fumes are dealt with is a major consideration for manufacturing facilities no matter the industry, which is why RoboVent’s customer base runs the gamut in terms of industry type. RoboVent, however, has been entrenched in the needs of the automotive industry since the company’s founding in 1989 in Detroit. That long-running
of the first cartridge filters specific to robotic welding. These filters addressed flammability concerns of mixing sparks with paper filters. The company’s spark arrestor, which was later released, further reduced the chance of fire.
By 2000, as RoboVent’s relationship with automotive manufacturers deepened, floor space and flexibility needs came to the forefront of product designs. RoboVent engineers produced the floor saver system, which at the time, was the smallest fume extraction system available. Since the boom in robotic welding, auto customers have made up 80 percent of RoboVent’s business.
“We basically wrote the book for fume extraction with robotic welding,” Reid says. “The release of the Spire and the Grid take us back to our roots in producing automotive solutions.”
During RoboVent’s 30 years in business, automotive manufacturers have had their ups and downs, but RoboVent has been with them the
entire time. During the downturn in 2008, the company got an even deeper understanding of the workflows, processes and challenges of auto parts manufacturing. In response, automotive executives at companies such as Honda, Toyota, Mercedes, Tenneco and Tower International have confirmed RoboVent’s partner status.
“When they’re evaluating a supplier or getting ready to award a certain contract, the critical goal is to reduce welding costs and one way to do that is by having a safer, cleaner work environment,” Reid says. “Fume extraction is an essential part in achieving that, and our automotive customers appreciate the focus that we’ve put on their industry.”
ROBOVENT
28JUNE 2016

by Shawn Patrick Hall, marketing coordinator, Wire
Wizard Welding Products
Optimizing MIG welding requires an understanding of the seven
variables of wire delivery
SPECIAL DELIVERY

High-volume MIG welding, like the kind performed by many OEM and Tier 1 automotive
manufacturers, can be a grueling race against time to meet tight deadlines and strict quality standards. In order to deliver quality parts on time, the wire must first be delivered to weld those parts. The wire delivery system, however, is often one of the most overlooked areas of the welding process, and an improper delivery setup can cause productivity issues.
There are seven key variables in weld wire dispensing to keep in mind when optimizing a delivery system. The first variable is the wire type.
WIRE TYPEIn the automotive industry, the four wire types used include solid steel, cored steel, aluminum and silicone bronze. The key point to remember with wire type is that non-ferrous wire should at no point touch ferrous wire. This means the weld wire conduit can only be steel lined when using ferrous wire (solid or cored), while non-ferrous wire should only use polymer conduit throughout the wire delivery system.
Stoody 964 AP-G is an all-position, gas-shielded flux-cored wire that can achieve 64 Rockwell C hardness. It offers improved weldability over chromium carbide and many other tool steel welding wires.
Using a steel-lined conduit with aluminum or silicone bronze can contaminate the wire and cause serious weld quality issues. Another important factor to remember is that not all wire bends the same. Softer wire, such as aluminum, as well as cored wire is particularly sensitive to a tight bend radius.
To make these tight bends, there are solutions, like the Wire Guide Module from Wire Wizard, where all wire types can benefit when making 45-, 90- and even 180-degree turns where necessary in the wire delivery system. The modules use a series of rollers that allow the wire to coast around turns, eliminating skid friction and reducing pull force on the feed motor.
Without the Wire Guide Module, skid friction compounds at each turn in the wire delivery system, resulting in a significant workload for the feed motor as well as an unstable wire feed. Figures 1 and 2 illustrate how much the skid friction compounds at each bend in the conduit and also the improvements that come from leveraging the module.
30
Figure 1. Without Wire Guide Modules, the skid friction compounds two and a
half times at each bend.
Figure 2. With Wire Guide Modules, the skid friction at each bend is reduced.
JUNE 2016

WIRE DIAMETER AND CONDUIT LENGTHThe second variable is the wire diameter. For most automotive applications, this is rarely over 0.052 in. (1.3 mm) dia., and 0.045-in.-dia. (1.1-mm) wire is common. Therefore, most applications use 0.300-in. (7.6-mm) ID conduit, although it is still critical that the correct conduit is used based on the wire type. Fortunately, automotive industry manufacturers do not have to deal with the monster 5/32-in. (4-mm) wire used in submerged arc welding, which brings a whole new set of wire feeding challenges.
The third variable is the length of the conduit run. The longer the run, the heavier the workload on the wire feeder. Applications that require a longer run to the wire feeder can benefit from using a Wire Guide Module and pneumatic wire feed assist unit. A wire feed assist unit provides a push-pull system to get the wire from the source to the feeder. A pneumatic motor with two drive rolls
eliminates the drag on the wire. Using this method allows the wire source to be located more than 150 ft. (46 m) away from the arc, which means the wire packages for multiple weld cells could be located in a central location.
The pneumatic wire feed assist unit is also recommended for feeding aluminum and lighter wire subject to “birdnesting” at the feeder. Birdnesting is essentially the tangling of wire that prevents wire from being fed. Because the wire feed assist unit eliminates the workload on the feeder motor, it allows for more accurate adjustment of drive roll tension – a leading cause of birdnesting and critical when feeding lighter wire.
WIRE CAST AND HELIXWire cast and wire helix are the next two variables that can affect a wire delivery system. Wire cast refers to the curvature of one strand of wire, measured as the diameter of the circle formed by a strand laying on a flat surface. The wire cast varies based on the wire packaging and the amount of wire remaining.
31
An application
example with a
180-degree set
of Wire Guide
Modules feeding
wire to a robotic
weld cell below.
With the Wire Guide Module installed on the wire delivery system, the skid friction is eliminated because the wire is not dragging along the interior of the conduit. Several pounds of pull force at the feed motor are reduced to only ounces.
The module provides an ideal solution for manufacturers delivering wire from above the weld cell. This is becoming a more common configuration because it saves valuable floor space.
JUNE 2016

Before and after images showing how the Wire
Guide Module uses rollers to guide the wire
around bends and corners, eliminating points of
high friction that occur in these areas.
A tighter cast, such as when the wire is down to the inner portion of a spool, creates a smaller contact area between the contact tip and the surface of the wire, causing potential current transfer issues as well as excessive contact tip wear and arc wander. A larger radius cast can cause intermittent arcs due to poor contact with the ID of the contact tip.
The wire helix (also known as wire pitch) is defined as the rise of a single strand of wire when placed on a flat surface (how high the wire springs off the floor). This is measured horizontally for ferrous wire and vertically for aluminum wire. Think of it as the “spring” in the wire.
Wire helix can be a problem if it is inconsistent, which can cause tracking issues along the weld seam. Ideally, the wire cast and helix should remain consistent throughout the life of the wire package. A poor cast and helix can cause the wire to twist and spin out of the contact tip at varying degrees. See Figure 3 (on the following page) for an illustration of wire cast and helix.
Wire straighteners, however, can serve as an excellent tool for fine tuning the wire cast and helix and can increase the overall welding consistency by stabilizing the wire feed. They are most often installed at the wire feeder to straighten or recast the wire before it is fed to the welding gun.
DRAWING COMPOUNDSSome wire may be exempt from the next variable, wire drawing compounds (or otherwise dirty wire). However, most wire is covered with at least some drawing compounds. These drawing compounds are used in the wire manufacturing process or applied to the wire to inhibit corrosion. Sometimes, they can make a mess of a wire delivery system.
As part of the maintenance schedule, a wire delivery system should be checked and cleaned periodically for drawing compounds and other debris. If the wire package is uncovered, an oily buildup in the conduit or connection points from the industrial environment may also appear. In the most severe cases,
32JUNE 2016

A pneumatic wire feed
assist unit helps the
wire feeder move wire
through the conduit in
applications where
large diameter wire
or long conduit runs
are necessary.
some manufacturers have resorted to wrapping rags around the wire at the source to attempt to clean the wire. Wood reel packaging is especially susceptible to getting dirty, but this can be prevented by using a protective cover over the reel.
CHOOSING THE RIGHT CONDUITPerhaps the most important variable to examine is the welding application itself. Robotic arc welding applications, with an emphasis on speed and efficiency, are the most demanding on the wire delivery system. Choosing the right conduit for the application is critical.
With semi-automatic welding, the conduit can typically be polymer, except in some high-volume applications with flux-cored wire where steel-lined conduit may be used. In robotic applications, the wire delivery system requires a high degree of mobility inside the weld cell. In a typical robotic wire delivery system, polymer conduit is used from the wire source to the outside of the weld cell. Inside the weld cell, steel-
Figure 3. Wire cast and helix are two
of the seven variables that can affect
a wire delivery system.
A wire straightener is most often
installed at the wire feeder to
straighten or recast the wire before it
is fed to the welding gun.
lined conduit is usually recommended unless the wire is non-ferrous.
With non-ferrous wire and some steel wire robotic applications, polymer conduit should be crosslinked to reduce the risk of breakage. Crosslinked polymer conduit has been treated with radiation to strengthen the polymer molecules and provide better durability and crack resistance. Just like a superhero created by radiation, crosslinked conduit can save the day by reducing downtime and outlasting non-crosslinked conduit by a wide margin.
In addition to the conduit, torch liners also play a critical role in the wire
33JUNE 2016

delivery system on the other side of the wire feeder. Many torch liners are manufactured with steel wire that can be abrasive and shave the weld wire. They can also cause excess friction that can make the wire vibrate.
Wire vibration can actually cause micro-arcs inside the contact tip (similar to a wire EDM), resulting in
poor welding performance and increased burn backs. Each burn back is like blowing a tire. It will set you back while the competition speeds ahead.
To reduce burn back, wire vibration must be eliminated. Torch liners designed with a coated elliptical wire provide a smoother, more consistent wire feed that eliminates the wire vibration in the contact tip, resulting in less burn backs and reduced downtime.
CONTINUOUS WIRE DELIVERYIn auto racing, in order to win it’s important to make as few pit stops as possible. Some of those stops are due to problems, others like refueling and changing tires, however, are routine. In either case, optimizing the car for the track usually means less stops and a much better chance of winning.
In MIG welding, it’s just as important to optimize a weld cell
for the application. Essentially, the fuel is the wire, and with high-volume robotic welding applications fuel runs out more often. That’s where continuous wire delivery systems come into play.
Continuous wire feeding means production doesn’t have to stop to change out a wire package. Wire Wizard’s Non-Stop Wire System is one option for a continuous wire delivery system that uses a butt welder to join the end wire from one drum with the start wire from the next drum.
The process of joining the wires only takes a couple of minutes, and the reduction in downtime alone can add up to thousands of dollars in savings over the course of a year.
So clearly, an optimized wire delivery system is a key component to building a high-performance weld cell and winning the race to maximum quality and productivity. See you at the finish line!
WIRE WIZARD WELDING PRODUCTS
1-800-245-3186 www.bugo.com
3 YearWarranty
Shortage of Welders?No problem; Get the Power Tool for Professional Welders
MODULAR DRIVE SYSTEM
• Increase production• Improve weld quality• Reduce material handling• Remove operator from the arc, heat and smoke• Change modules as your needs transition
and grow
MDS WP 4_21_16.indd 1 4/21/2016 11:51:41 AM
34JUNE 2016

by Brad Whipple, product engineer and Mark Teach, field technical
support specialist, Tregaskiss
Understanding robotic welding peripherals and how to get the
most out of them

Peripherals – equipment that is integrated into the robotic welding process
to make it more effective – can significantly boost the return on investment you achieve from your welding robot. And incorporating and operating robotic welding peripherals successfully doesn’t have to be difficult. To help, it’s important to understand how your peripherals are intended to function and employ some best practices for using them.
MIG GUN CLUTCHESAll robotic welding systems require some form of collision detection to prevent damage to the robotic MIG gun and the robotic arm in the event of an impact. Impacts occur when the gun collides with an incorrectly positioned workpiece or out-of-position tooling. They also occur when the gun strikes an item that has inadvertently been left in the welding cell.
Some robotic welding systems incorporate collision detection software. Systems that do not have
built-in collision detection, however, should always be paired with a clutch – an electronic component that attaches to the robotic MIG gun to protect it and the robot from heavy damage in the event of a collision. In some cases, a clutch can be added to a system that utilizes collision detection software as backup protection for the robot.
It’s important to make sure the clutch works with the weight of the load created by the robotic MIG gun and front-end consumables. If the gun is not properly supported and the robot moves rapidly to another spot on the other side of the part, the extra weight can move the clutch out of its optimal position.
If a clutch gets triggered from a collision, operators can reset it by pulling it toward them and letting it snap back into position. Afterward, it’s important to check the tool center point (TCP) to ensure the robotic MIG gun is properly aligned for precise welding of the joint. If it is off center, validate that the clutch is in its home position.
The goal in robotic welding
is repeatability and
increased productivity, and
any additional equipment –
like peripherals – that help
achieve these results may
be worth the investment.

A nozzle
cleaning
station or
reamer
removes
spatter from
the robotic MIG
gun nozzle and
clears away
the debris that
accumulates
in the diffuser
during the
welding
process.
WIRE CUTTERS For robotic welding applications that require consistent welding wire stickout – the distance the wire extends from the end of the contact tip – a wire cutter is a recommended peripheral. As the name implies, a wire cutter cuts the welding wire to a specified length or stickout and also removes any balling at the end of the wire.
Most wire cutters cut a range of different types of welding wire, including stainless steel, flux-cored and metal-cored, usually up to 1/16-in. diameter. They can often be mounted on a nozzle cleaning station or used remotely as needed.
In conjunction with a wire brake, the wire cutter can ensure that the stickout remains consistent for robots with touch sensing capabilities that help locate the joint. NECK INSPECTION FIXTUREAnother key peripheral is a neck inspection fixture, which tests the tolerance of a robotic MIG gun’s neck
to the TCP so it can be readjusted after an impact or after bending due to routine welding.
The advantage of adding a neck inspection fixture to a robotic welding cell is twofold. First, it ensures the neck meets the specifications to which the robotic welding system has been programmed and, once the tolerance has been determined, the neck can be adjusted accordingly. This can prevent costly rework due to missed weld joints and prevent downtime required to reprogram a robot to meet welding specifications with an existing bent neck.
Second, a neck inspection fixture can save time, money and confusion when exchanging necks from one robotic MIG gun to another. Having
this ability is especially advantageous for manufacturers that maintain a large number of welding robots. It allows operators to remove a bent neck and change it with a spare that has already been inspected and adjusted. The robot can then be put back in to service immediately.
NOZZLE CLEANING STATIONOne of the most important peripherals to consider for robotic welding systems is a nozzle cleaning station or reamer. A nozzle cleaning station removes spatter from the robotic MIG gun nozzle and clears away the debris that accumulates in the diffuser during the welding process. This helps lengthen the life of the gun consumables as well as the gun itself. A clean nozzle also reduces problems that could lead to rework
A neck inspection fixture can save time, money and confusion
when exchanging necks from one robotic MIG gun to another.
37JUNE 2016

Robotic welding systems that do not
have built-in collision detection should
always be paired with a clutch to protect
the system and the robot from heavy
damage in the event of a collision.
and helps the robot create better quality welds.
During installation, it’s important to ensure that the reamer is on a sturdy base or otherwise securely fastened and not moving around during the reaming cycle. Ideally, the nozzle cleaning station should be placed in close proximity to the welding robot so it is easily accessible when cleaning is necessary. It’s recommended to program the reaming process to run in between cycles – either during part loading or tooling transfer – so it does not add to the overall cycle time per part.
It’s also recommended to always keep the cover on a reamer. The electronics within it can be easily ruined by moisture from the atmosphere. Using clean, filtered and lubricated air in a reamer is also beneficial. If dirty air goes into the reamer, it clogs up the valves. If a lubricator isn’t installed on the reamer, there are alternative methods to lubricate the air that goes through the motor.
It’s important that the reamer matches the diameter of the nozzle and that the blade does not hit the diffuser or nozzle when it goes through a ream cycle. Furthermore, use the right blade for the nozzle and ensure that the nozzle is set at the correct depth within the jaws of the reamer. TREGASKISS
A reamer can be used by itself or in conjunction with a sprayer that applies an anti-spatter compound to protect the nozzle, diffuser and workpiece from spatter. Make sure the nozzle is the correct distance away from the spray block and that the duration of the spray is about a half a second. Too much anti-spatter compound can ruin the insulator on a nozzle and lead to unnecessary costs for replacement. The compound may also build up on the nozzle, robot and parts being welded, resulting in additional cleanup.
Frequently check that the sprayer and sprayer head is free of debris; if spatter gets inside the sprayer head, it causes the spray plume to be distorted, which creates inconsistent coverage.
For multi-feed anti-spatter systems, it’s essential to use a good quality hose, such as a urethane hose, and protect it from any spatter that may hit it and create a hole. Also, securely fasten the hose with clamps at every connection to prevent leaks.
For those who use a spray containment unit to capture excess anti-spatter compound, weekly inspections are recommended. Remove any spatter or debris that may have fallen to the bottom. Failing to do so can prevent the unit from draining, which causes the containment unit to overflow and create a mess.
The decision to invest in robotic welding equipment is significant. It requires time, knowledge and a trusted relationship with a robotic welding equipment manufacturer to find the right system. The same holds true for peripherals.
Although these devices do add to the initial cost of automating, they can lead to measurable cost savings and profits in the long run. Remember, the goal in robotic welding is repeatability and increased productivity, and any additional equipment that can help achieve these results may be worth the investment.
38JUNE 2016

UN
ITE
SYST
EMS
by Ilaria Polinetti, marketing manager, Comau Robotics
With the help of automation companies and a world-class systems integrator, storage trays are welded as if they were car parts

Since its introduction to the industrial marketplace, robotic automation has been a
game changer. In essentially every manufacturing sector, it provides a viable opportunity to reduce costs and increase process productivity. It’s also often characterized by a high degree of technological conversion, meaning that a robot used for a certain task can be easily and quickly converted for other operations, no matter how different they are from the previous one.
Flexible, productive and efficient. That’s what manufacturers are looking for. And that’s what can be found in one of the most recent and innovative applications created at System Fiorano Modenese SpA with its parent company Soluzioni Industriali Robotizzate (SIR). Since 1970, System SpA has produced solutions for industrial automation across various sectors, including ceramics, logistics and packaging. The company’s robotic systems integrators are some of the best in the world, known for their technological expertise and creativity. Their talents are utilized
A closer look
at the welding
claws that are
integrated with
the Comau Smart
NJ4 robot during
the welding
process.
Comau robots
work together
to automate the
overall production
of parts.
throughout the family of businesses. System SpA also owns two businesses: System Logistics and Modula.
System Logistics and Modula are intralogistics and material handling application providers. To create their products, which include vertical storage containers, both rely on their parent companies for the technologies that they design, engineer and produce in-house. The tight relationship allows System SpA to oversee operations and ensure its subsidiaries are delivering the highest quality and reliability possible in their products.
To produce the metal trays that are required for System Logistics’ and Modula’s storage solutions, a number of possibilities were evaluated. Productivity and flexibility were, of course, necessary elements. After a thorough study of the available options, the choice fell on a technologically advanced cell that employs robots typically used in the welding of car bodies. Proving its flexibility, the same cell was used to weld parts shaped like an omega onto the System-branded trays.
40JUNE 2016

Comau’s Smart NJ290 robot moves to position the trays.
Once the cell was installed, it completely changed the way the
trays were welded.
FUNDAMENTAL FEATURES“To produce our containers, we’ve always used rigid bushes,” explains Franco Stefani, president of System SpA. “Until recently, this meant that the production had to be interrupted quite often. Every time there was a change in the tray model – in the metal sheet used or in its width or length – we had to stop, modify the installation and then proceed. It was no longer possible to continue like that.”
Flexible, productive and efficient: These were the three main characteristics that Stefani was looking for in a solution. He shared these desired traits with Luciano Passoni, founder of SIR and long-time partner of System SpA and Comau Robotics, an Italian producer and developer of robotic automation.
“Those were my three keywords,” Stefani says, “but there were other fundamental features that had to be taken into consideration, starting with quality. Our request was certainly to increase flexibility, productivity and efficiency, but also to find a solution to weld the trays in a single phase and improve their quality by welding them perfectly. We also needed to remain within our budget.”
A MODEL APPLICATIONOnce the cell was installed, it completely changed the way the trays were welded. The cell’s success was made possible thanks to four Comau robots and a number of axes controlled from the outside, which automated the entire process. In particular, a Smart NJ 290 large robot
41JUNE 2016

Comau Smart NJ290
loading a new tray.
The repeatability of
the robots within the
welding cell helps to
ensure high-quality
welds every time.
with a payload of 290 kg was used for loading and unloading operations. A long-arm manipulator robot with a payload of up to 20 kg positioned and held the omega-shaped part that needed to be welded.
Additionally – what the team deemed an absolute innovation – two spot welding machines with Smart NJ4 90 robots were added. These were the robots typically used to weld car bodies, but now would perform the
spot welding that System Logistics and Modula were looking for.
In addition, several controlled axes contributed to the success of the cell:
• A transfer base of about 10 m, upon which the robot used for loading and unloading moves.
• A traverser used to move the trays in front of the robot equipped with a servomotor.
• Two external closures with controlled movement designed to center the tray in the correct position for welding.
• A series of rollers with controlled movement positioned below the traverser used to move the trays, prohibiting the deformation of the metal sheet – an essential feature due to the risk that a sheet may not be completely flat during the welding phase. This is especially true with thin materials.
The production process generated by the installed robotic automation appears at first glance to be simple. In the first phase, the Smart NJ 290 places the tray that the omega-
shaped parts will be welded on onto the traverser. Once in position, the tray is locked while the metal sheet is made perfectly flat with the intervention of the lower controlled axis.
At this point, the manipulator positions the omega in the correct position and holds it until the welding robot has welded the first two spots. Once the welding process has started, the manipulator moves to take the next omega. When the welding is finished, the traverser moves to place the tray in the correct position, and the loading and unloading robot moves to perform the subsequent operations.
“The big innovation of this cell, the design of which is anything but simple, is that it is no longer necessary to stop a production run,” Passoni says. “Since the only thing to do is insert the code of the tray using a control panel, the cell automatically adapts to the process that needs to be executed.”
42JUNE 2016

The application for tray manufacturing featured in the above video
consists of four Comau robots. Watch to see how the entire process has
been automated.
This variation covers all components of the automated system. The impulse sent from the control panel sets the welding parameters – including the thicknesses, type of sheets used (galvanized or stainless steel), number of sheets (two or three sandwiched
layers), positioning of the omegas, number of spots and welding speed.
“The cell works without default quotas,” Passoni says, “which means that the tray is automatically placed in the correct position, taking into
“The big innovation of this cell is that it is no longer necessary to stop a production run.”
Luciano Passoni, founder of SIR.
43
Industrial Magnetics, Inc.Call: 888.582.0823 • Surf: www.magnetics.comScan: QR code with your smart device
We help you makethings faster, safer... better.
Industrial Magnetics, Inc. fabricates innovative and unique magnetic solutions for industrial lifting, holding, fixturing and moving applications as well as wide variety of conveying products for ferrous metal parts, lids, containers and more.
Made to Handle Metal.Plates, Pipes, Parts...
No Problems!
JUNE 2016

While the Comau Smart NJ4 robot finishes the welding, the
cell is getting ready to prepare the next drawer.
EXTRAORDINARY PERFORMANCEThe cell achieved the objectives set by System SpA. Cycle times were reduced to the minimum, tooling times disappeared, and productivity and flexibility reached levels that are well beyond the previous implementation strategies. In addition, the combination of Comau-installed technology and the new technical adaptations ensure high-speed execution and remarkable quality of the welding spots.
“The needs that we explained to SIR were challenging,” Stefani says. “They were met thanks to the competence of the integrator and the Comau products. We worked together with SIR to find the best solution to automate a rigid process and today, thanks to the robot cell, tooling is performed in masked time. When the code of the product is inserted, the whole cell is quickly ready to produce the new element, resulting in a 50 percent increase in efficiency and productivity.”
The results achieved thanks to SIR and the Comau robots are truly enviable.
“SIR, with whom we shared both issues and technology solutions, is without a doubt one of the best systems integrators in Italy and in the world,” Stefani says. “Despite a potential for overlapping in terms of automation projects, as we can be considered competitors in certain areas, we chose to work with them because we trust their technical department and what they’ve managed to achieve over time.”
Stefani extends this flattering opinion to Comau as well.
“The Comau robots have confirmed the reputation for excellence they have in the market, which is derived from the excellence of their products in the automotive sector,” he explains. “We had the extraordinary chance to work with the Smart NJ 4 90 robot – the spot welding machine by Comau with its integrated clamp and clamp
account all the parameters, as well as the width and length of the tray itself. We have also been able to ensure high quality of the welding spot, avoiding zinc migration with remarkable results. This guarantees a high-quality finished product.
“The solution with the trays,” Passoni notes, “allows the robots to work in an ideal condition by reducing the repositioning time and, therefore, the need to perform complex movements; movements which, over time, may cause a deterioration of the welding clamp’s alimentation hollowing. All this results in increased system efficiency.”
44JUNE 2016

SOLUZIONI INDUSTRIALI ROBOTIZZATE
COMAU ROBOTICS
SYSTEM LOGISTICS
SYSTEM SPA
MODULA
Techgen Media’s Turnkey Email Campaigns
Email rates
Select by Technical Interest
Base price:
Bending/Folding: 45,234
Stamping: 20,185
Punching: 23,865
Sawing: 31,727
Shearing: 19,396
Plasma Cutting: 26,603
Waterjet: 4,241
Laser Cutting: 14,461
Laser Welding:
Welding:
4,612
109,773
$100/M
Minimum Order Quantity: 5,000
Techgen Media Group Email Campaigns offer a cost-effective way to expand your message reach and engage with qualified buyers. By having access to our more than 195,000 opted-in subscribers, you can deliver professionally designed content to decision makers in targeted industry segments.
Leverage Email Campaigns to:
• Keep readers up to date on your products, processes and services.
• Increase foot traffic at your industry trade show booth. Be it Fabtech Canada, Fabtech Las Vegas, Fabtech Mexico, Mfg 4, IMTS or Westec, reach a broad audience of readers within a 500-mile range of the trade show where you’ll be exhibiting.
How it works:
• Provide us with your targeted content, including text, images and video.
• Choose the industry segments that best fit your products and services.
• Let us do the rest — from designing your Email Campaign to implementing best practices for delivery.
How it works:
• We provide you with open and click through rates.
• Recipients have already opted into our mailing program and consider us as a trusted source for manufacturing information
• An education-first approach enhances the authoritative voice of your message and establishes your company as a highly valued and trusted resource.
For counts and selection optionsAlan Berge: [email protected]:732.995.6072
CUSTOMIZE based on your selection criteria
DELIVER your message to future customers
TRACK open and click-through rates
transformer – which has only been used in sheet metal work so far. Thanks to the clamp transformer, we can place high tension directly on the welding point, giving rise to quality products in which the 0.15-in. galvanized sheet metal is perfectly welded.”
This is a cell in which a machine-tending robot and a manipulator are used in addition to welding robots, and they’re all by Comau.
“We chose to keep the same supplier because we realized that we could count on their quality not only for robots specialized in spot welding, but also for handling,” Stefani says. “In doing so, the cell is perfectly integrated, easy to manage and guarantees high performance.”
Overall, it’s a state-of-the-art solution. And it’s one that appears to fully satisfy the expectations of System SpA’s management.
“The automation of this part of the production process put us to the test,” Stefani continues. “Yet, we are
so pleased with what was achieved that we have not only doubled but tripled production: two identical new cells will be launched, starting with one in our American plant. We could not afford to miss out on the chance to have a 50 percent increase in efficiency and productivity combined with such high flexibility.”
The satisfaction was also expressed by the systems integrator.
“It wasn’t easy,” Passoni concludes. “But thanks to the efforts of SIR and the confirmed potential of Comau robots, together with technology solutions taken from the automotive world where the company expresses undeniable excellence, we have achieved all our objectives.”

MORE INFORMATION IS JUST A CLICK AWAY!
Fabricators have a triple-barreled resource they can reach through Welding Productivity, or through our sister publications, Shop Floor Lasers and FAB Shop Magazine Direct. Together, we cover fabricating topics from different angles, each with a different focus, linked to give you more depth or a different take on the topics you see in one of the three.
Follow the links to see the latest coverage from our magazine group. More information is just a click away, no matter where you start:
TECHGEN MEDIA’SINFORMATION FOR FABRICATORS IS BIGGER THAN WELDING PRODUCTIVITY
BIG WORK:Fabricating with giant press brakes
BIG DATA: Measuring welding performance
THE INFORMATION CONDUIT FOR FABRICATING AND STAMPING PROFESIONALS
TV IN THE MAGAZINE:Mazak stars on CNBC’s The Profit
HOW IT WORKS:The physics behind lasers