Embed Size (px)
DESCRIPTION
Weld solidification crackingdifferential thermal analysishot tearingbrittle temperature range
Citation preview

1
CORRELATION OF THE THERMODYNAMIC PARAMETERS AND THE BASE METALMICROSTRUCTURES TO THE WELDABILITY OF HR-160 EXPERIMENTAL SUPERALLOYS
Maroef I S and Edwards G R
ABSTRACT
HAYNES HR-160 (HAYNES and HR-160 are trademarks of Haynes International Inc.) is a Ni-Co-Cr, single-phase superalloy containing a small amount of Si and Ti. This alloy provides a good hightemperature resistance in sulphidising environment, and has found large application as piping inincinerators. To extent the application of this alloy, a study was undertaken to explore theweldability of 4 experimental alloys, with a combination of two levels of Si and two levels of Fe. Thefocus on Si was to enhance the corrosion resistance in sulphidising environment, while the focuson Fe was to find its application as cladding material on steel substrate. The investigationattempted to correlate various aspects, including chemical composition, thermodynamics,microstructure, and weldability. These correlations were explored in the light of variousexperimental techniques, including the varestraint testing, differential thermal analysis, andmetallography, as well as scanning electron microscopy with both electron microprobe analysis(EPMA) and X-ray energy dispersive analysis (EDS).
This study showed that there was no single thermodynamic parameter that predominantlyinfluence weldability. However, in concert, the partitioning coefficient, the bulk concentration, andthe solidification temperature range appeared to correlate reasonably well with weldability,indicated as the brittle temperature range. Microstructure (grain size) of the weld metal alsoappeared to influence weldability. As expected, the weld metal microstructure appeared to bepartially governed by thermodynamic parameters; hence its correlation with weldability might havebeen an indirect influence of thermodynamic parameters. On the other hand, the base metal grainsize did not appear to strongly influence the solidification cracking, mainly as a consequence ofgrain coarsening in the heat affected zone.
KEYWORDS
Super Alloy, Weldability, Microstructures
AUTHORS DETAILS
Iman Maroef is a Metallurgical Consultant currently with Connell Wagner in Callaghan, NSW,Australia.
Glen R. Edwards attends the Colorado School of Mines in the USA.

2
1. INTRODUCTION
The purpose of this study was to investigate the effect of silicon and iron on the weldability ofHAYNES HR-160 alloy. HR-160 alloy is a solid solution strengthened Ni-Co-Cr-Si alloy. The alloyis designed to resist corrosion in sulfidizing and other aggressive high temperature environments.Silicon is added (~2.75 wt.pct.) to promote the formation of a protective oxide scale inenvironments with low oxygen activity. HR-160 alloy has found applications in waste incinerators,calciners, pulp and paper recovery boilers, coal gasification systems, and fluidised bed combustionsystems.
HR-160 alloy has been successfully used in a wide range of welded applications. However, thealloy can be susceptible to solidification cracking under conditions of severe restraint. A previousstudy by DuPont, et al. [i] showed that silicon promoted solidification cracking in the commercialalloy. In earlier work conducted at Haynes, and also from published work by DuPont, et al., it wasrecognized that silicon segregates to the terminal liquid, creating low melting point liquid films onsolidification grain boundaries. Solidification cracking has been encountered when using the alloyas a weld overlay on steel, and when joining HR-160 plate in a thickness greater than 19millimeters with matching filler metal. The effect of silicon on the weldability of HR-160 alloy hasbeen well documented, but the effect of iron is not well understood. Prior experience at Hayneshas indicated that iron may be detrimental to the solidification cracking resistance of the alloy. Irondoes not segregate to the terminal solidification product in nickel-base alloys, as does silicon [ii],but iron may have an indirect or interactive influence on weldability. A set of alloys covering arange of silicon and iron contents was prepared and characterized to better understand the weldingmetallurgy of HR-160 alloy.
This paper intends to emphasis the correlation between weldability, thermodynamic parameters,and microstructures. Due to space limitation, the experimental procedures are not written inenough details, but can be found in earlier publication of this subject [iii].
2. MATERIALS AND EXPERIMENTAL PROCEDURES
2.1 Materials
For this study, four HR-160 type experimental alloys with different target levels of silicon (2.3 and3.9 %) and iron (0.10 and 4.0 %) were prepared. The experimental heats represent a [2 x 2]matrix of high and low silicon and iron. The heat 8727- 7- 7506 was included in this study torepresent the standard commercial alloy. The chemical compositions of the experimental andcommercial alloys are given in Table 1. The experimental alloys were vacuum melted, cast intoelectrodes, then electroslag remelted into 102-mm-diam. ingots. The ingots were forged to 44.5mm, then further hot-rolled to 12.5-mm plate. The materials for varestraint testing were preparedby hot rolling at 1021 C to 3 mm plate. The alloys were annealed at 1021 C for 20 minutes andsubsequently water quenched.
2.2 Weldability Tests
Longitudinal varestraint tests were undertaken during gas tungsten arc (GTA) welding 70 Amps DCcurrent and 1.9 mm/s travel speed. Each experimental alloy was tested at four augmented strainlevels (nominal values of 1.0 to 3.5) in triplicate. The maximum crack distance (MCD) was takenas an indicator of the cracking susceptibility. The maximum crack distance, MCD, is defined as theperpendicular distance from the fusion boundary to the far-end tip of the crack. A representativeweld pool temperature cycle was measured from the commercial alloy by manually harpooningpure Pt/ Pt-13% Re type R thermocouple wires to the weld pool during GTA welding. The averagecooling rate, over the temperature range of 1400 and 1000 C and at the trailing edge of the weldpool, was found to be 200 ± 30 C/s.

3
Table 1. Chemical Compositions of the HR-160 Type Experimental and Commercial Alloys (wt.pct.)
Haynes Intl.Heat #
EN2799-9-0894
EN2999-0-0896
8727-7-7506
EN2899-9-0895
EN3099-9-0897
NominalSi & Fe 2.3% Si 2.3% Si 2.8% Si 4.0% Si 4.0% Si
Content 0.10% Fe 4.0% Fe 0.10% Fe 0.10% Fe 4.0% Fe
Source Commer-cial Exp. Exp. Exp. Exp.
Element C 0.062 0.061 0.05 0.062 0.065Cb <.01 0.01 <.050 0.01 0.01Co 30.01 29.99 30.1 29.99 29.74Cr 27.61 27.88 27.80 27.60 27.68Fe 0.08 4.01 <0.10 0.09 3.96Mn 0.55 0.53 0.46 0.54 0.52Ni 38.65 34.40 37.11 36.72 33.04P 0.002 <.002 0.002 0.005 0.006S <.001 <.001 0.007 <.001 <.001Si 2.34 2.24 2.81 4.09 4.11Ti 0.5 0.49 0.46 0.5 0.44
2.3 Microstructural Characterisation
Susceptibility to solidification cracking of a weld metal is frequently related to the quantity of theinterdendritic eutectic product and the solidification structure itself. Both are governed bymicrosegregation, which itself depends on both the partitioning coefficient (k) of the particularelements, in addition to the solidification temperature range. Under an assumption of idealcondition satisfying the Scheil equation (no solid back-diffusion and fast diffusion in solid), theapparent partitioning coefficient (k = kCo/Co = Cs/Co) of an element of interest can be estimatedfrom the ratio of the concentration at the dendrite core (Cs) to that of the bulk material surroundingthe core (Co) [iv]. Chemical analysis of the alloys were carried out by energy dispersivespectroscopy (EDS) and by electron probe X-ray micro-analysis (EPMA-WDS). The area for bothspot and bulk analyses was selected to be the weld metal adjacent to the HAZ of the sample,where primary dendrite morphology is relatively clear and where the cooling rate near solidificationtemperature was expected to be the highest.
2.4 Differential Thermal Analysis
To assess the solidification temperature range (STR), differential thermal analysis (DTA) wasperformed with a Netsch Thermal Analyzer STA 409, using alumina as a reference. As aparameter for solidification susceptibility, the solidification temperature range (STR) assessed fromDTA was determined. Alumina crucibles and lids, designed for differential scanning calorimetry(DSC), were used to increase sensitivity of the analysis. During initial analyses (DTA1), a samplemass of 150 ± 20 milligrams was found sufficient for easy detection of reaction peaks. On-heatingrate was determined to be 0.083C/s (5 C/min.) to obtain near equilibrium solidus and liquidustemperatures. On the other hand, a rate of 0.33C/s (20C/min.) was selected for on-coolinganalysis. In this way, reaction temperatures associated with non-equilibrium solidification can bemeasured. To detect the liquidus more accurately during cooling cycle, the analyses were repeated(DTA2) with an initial cooling rate of 0.05 C/s to 1250 C, followed by a final cooling rate of 0.33 C/s.The sample mass for DTA2 was determined to be 300 ± 30 mg.

4
3. RESULTS
3.1 Weldability Data
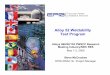
A common way to analyse data obtained from a strain-based testing, such as the varestraint test,is to plot the augmented strain as a function of the cracking temperature range. This plot is usuallytermed the ductility curve. Such a plot for the data assessed in this study is shown in Figure 1.below. The temperature range for cracking is deduced from the MCD, taking the temperature of thefusion line as the on-cooling liquidus of the alloy, as assessed by the DTA2 analysis. Whenconsidering the epitaxial growth during weld metal solidification, estimating the fusion linetemperature from the on-cooling liquidus determined by DTA2 analysis (slow cooling rate) wouldbe quite realistic. The temperature at the crack tip was estimated from knowledge of the coolingrate, over the temperature range of 1400 to 1000 C, and at the trailing edge of the weld pool (anaverage of 200 ± 30 C/s). Weldability of the alloy is then measured by two parameters: the brittletemperature range (BTR), and the threshold strain to initiate cracking. BTR is defined as themaximum range of cracking temperature covered by the ductility curve. An excellent weldability isthen characterised by short BTR and high threshold strain to cracking.
In this study, the threshold strain to initiate cracking (an alternate ductility indicator) could not beaccurately quantified because strain blocks that could give lower levels of strains were notavailable. To highlight the trend in the threshold strain to cracking, the cracking temperature rangeat 1 % augmented strain (CTR1%) of the alloys will be used for comparison purposes. It wasassumed that a large value of CTR1% would tend to yield a low value of threshold strain tocracking.
As shown in Figure1, the two low-Si HR160 alloys clearly out-performed the other alloys, assignified by their short BTRs, as well as by their short CTR1%. If not for the tendency to yield alower apparent threshold strain to cracking, the low-Si, high-Fe HR160 alloy would certainly becategorized to be as resistant to cracking as its low-Fe sister. Both the commercial and the high-Silow-Fe HR-160 alloys had similar values of BTR and CTR1%. Both alloys’ BTRs were also thewidest among the alloys studied. In contrast to these two later alloys, the high-Si, high-Fe HR-160alloy yielded a BTR about 30 C shorter, but cracked at a higher value of CTR1%. In other words,by extrapolation of the ductility curve, the high-Si, high-Fe HR-160 alloy tended to yield a lowerapparent threshold strain than do the commercial and the high-Si, low Fe HR-160 alloys.
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
10501100115012001250130013501400
Temperature (C)
Aug
men
ted
Stra
in (%
)
HR-160 alloy4.0 Si 4.0 Fe2.3 Si 4.0Fe4.0 Si 0.1Fe2.3 Si 0.1Fe
BTR 4Si-0.1FeBTR 4Si-4Fe
BTR 2.3Si-4Fe
BTR 2.3Si-0.1Fe
BTR HR160
Figure1. Ductility Curve (response) for the Various HR-160 Alloys upon Rapid Straining during theLongitudinal Varestraint Testing

5
3.2 Microstructures
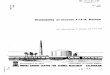
Figure 2 shows the volume fraction of interdendritic eutectic as a function of the siliconconcentration, estimated from its areal fraction. The non-metallic phase that forms the eutectic hasbeen identified by Dupont as the silicon- rich G phase [(Ni, Co)16(Ti, Cr)6(Si)7], which is known toform during solidification of the HR-160 alloy [i]. The amount of eutectic product appears to bedirectly proportional to the silicon content of the alloy. it was apparent that iron increased theamount of eutectic terminal liquid.
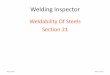
The comparison of the eutectic amount and morphology of the weld metals studied can be seenfrom Figure 3. The two low-Si HR-160 alloys clearly produced the lowest amount of eutectic uponwelding. Their eutectic phases were droplet-shaped and completely isolated. The low-Si, high-Fealloy produced a notably higher amount of eutectic than did the low-Si, low-Fe alloy. In thecommercial HR-160 alloy, the amount and the liquid film network of interdendritic eutectic productwere less than in the two high-Si experimental alloys. Between the two high-Si alloys, the liquid filmnetwork of the eutectic product was roughly similar. A common feature of all micrographs is theobservation that solidification cracks occurred at the dendrite grain boundaries, rather thanbetween dendrites of the same crystal orientation.
0
2
4
6
8
10
12
2 2,5 3 3,5 4 4,5
Silicon Concentration (wt.pct)
Inte
rden
driti
c Eu
tect
ic
Volu
me
Frac
tion
(f e)
fe
Figure 2. The Quantity of Interdendritic Eutectic Product in the Weld Metal of HR-160 Type Alloyswith different Silicon and Iron Concentrations
20 µm50 µm20 µm50 µm20 µm50 µm(a) (b) (c ) (d) (e)
Figure 3. Microstructures of Longitudinal Varestraint Test Specimens
a) 2.0-wt.-pct.-Si, 0.1-wt.-pct.-Fe HR-160 experimental alloyb) 2.0-wt.-pct.-Si, 4.0-wt.-pct.-Fe HR-160 experimental alloyc) 2.8-wt.-pct.-Si, 0.1-wt.-pct.-Fe HR-160 commercial alloyd) 4.0-wt.-pct.-Si, 0.1-wt.-pct.-Fe HR-160 experimental alloye) 4.0-wt.-pct.-Si, 4.0-wt.-pct.-Fe HR-160 experimental alloy

6
The fracture surfaces of the alloys, and their corresponding grain structures, are shown in Figure 4to Figure 7. These fractographs represents the three dimensional structure of the secondarydendrite arms, which are not readily shown by standard metallography. These observations weredocumented from specimens, varestraint tested at 1.5 %. strain. The scanning electronfractographs were taken at the high-temperature end of the crack, looking down into the crackopening. The fractographs show that silicon increased the secondary dendrite arm thickness. Moreimportantly, they revealed that iron enhanced the tortuosity of the secondary dendrite arms.
The solidification grain structure was considered as an important cracking parameter, sincesolidification cracks occur at the dendrite grain boundaries. Excluding the observation from thecommercial alloy, silicon appeared to increase the width of the dendrite grains, whilst iron slightlynarrowed the grains. For a fixed silicon content, iron also appeared to significantly shorten thelength of dendrite grains (oriented perpendicular to fusion line). It is worth mentioning that thecommercial was not subjected to the same thermo-mechanical process as the experimental alloys.Therefore, the commercial alloy would have given a misleading comparison with the rest of thealloys, especially when considering solidification structure of weld metal is governed by epitaxialgrowth process.
Figure 4. SEM Fractograph and Optical Micrograph 2.0-wt.-pct.-Si, 0.1-wt.-pct.-Fe HR-160Experimental Alloy
Figure 5. SEM Fractograph and Optical Micrograph 2.0-wt.-pct.-Si, 4.0-wt.-pct.-Fe HR-160Experimental Alloy
Figure 6. SEM Fractograph and Optical Micrograph 4.0-wt.-pct.-Si, 0.1-wt.-pct.-Fe HR-160Experimental Alloy

7
Figure 7. SEM Fractograph and Optical Micrograph 4.0-wt.-pct.-Si, 4.0-wt.-pct.-Fe HR-160Experimental Alloy
3.3 Partitioning Coefficients of Alloying Elements
The apparent k values for selected elements are listed in Table 2. Partitioning coefficient of the twohigh-Si and commercial alloys obtained from EDS agreed quite well with the data obtained fromEPMA Therefore, the EDS assessment for the two low-Si alloys was considered satisfactory for thecorrelation purpose of this study (No EPMA was conducted for the two low-Si alloys). The additionof iron to the high-Si HR-160 alloy appeared to decrease the partitioning coefficient of silicon, andimplies a stronger segregation of silicon to the terminal liquid phase. As a supporting information,with even higher iron content (32 wt.%) [i,ii], the kSi was further decreased to 0.53. The mainalloying elements (Ni,Co,Cr) did not have a strong segregation potential, whilst titanium andmanganese segregated strongly to different phases. However, the low levels of Ti and Mnconcentration could easily gave inaccurate values, and therefore was not considered in this study.It was however worth mentioning that iron resulted almost the same ratio of reduction inpartitioning coefficient for Si, Ti, and Mn.
Table 2. Apparent Values of Partitioning Coefficients, k, of Selected Elements in HR-160 Alloys. Csis the concentration at the dendrite core (at zero fraction of solid) and Co is the bulk composition
(all in wt.pct)
Silicon Concentration (wt.%) Silicon Partitioning Coefficient
EDS EPMA EDS EPMA
HR160alloys
Co Cs Co Cs kSi ± kSi ±
2Si-0.1Fe 2.11 1.89 NA NA 0.90 0.12 NA NA2Si-4.0Fe 1.70 1.19 NA NA 0.87 0.12 NA NA2.8Si-.1Fe 2.87 2.32 2.81 2.11 0.81 0.22 0.75 0.0034Si-0.1Fe 3.53 3.18 3.56 2.74 0.70 0.04 0.77 0.0044Si-4Fe 3.68 2.39 3.73 2.52 0.65 0.02 0.68 0.003
3.4 Differential Thermal Analysis
As a typical DTA thermogram, Figure 8 exhibits the DTA1 results for the commercial HR-160 alloy,containing both the on-heating and on-cooling thermogram curves. During heating, the sampleexhibits a solidus temperature of approximately 1300 C (determined as the onset of a detectableinflection in the endothermic part of the curve) and reaches the liquidus temperature at 1370 C(determined as the peak of the endothermic reaction). The near equilibrium melting range was 70C, similar to the result reported earlier by DuPont [i]. Upon solidification in alumina crucible, thealloy exhibited a large exothermic peak at an under-cooled temperature of 1340 C, whichcorresponded to the formation of the primary dendrites. Such an undercooling also occurred at theanalyses for the other HR-160 experimental alloys. Solidification was completed with a terminalliquid exothermic reaction at 1150 C. To better approximate weld metal solidification (epitaxialgrowth), the solidification temperature ranges 1 (STR1) for the alloys were taken as the difference

8
between the on-heating liquidus temperature and the on-cooling terminal liquid reactiontemperature. As a complementary data, the solidification temperature ranges 2 (STR2) were alsocalculated, from the difference between the on-cooling liquidus and the terminal liquidtemperatures, assessed during DTA2 analyses described in the experimental procedure. For theHR-160 commercial alloy, the STR1 and STR2 were 219 C and 212 C, respectively. Table 3 liststhe reaction temperatures and the STR values of the alloys.
-1
-0.8
-0.6
-0.4
-0.2
0
0.2
0.4
1000 1100 1200 1300 1400
Temperature (oC)
DSC
(mW
/mg)
2.8% Si, 0.10 % Fe
endothermic
exothermic
On Heating
On Cooling
1371 oC
1152 oC
-1
-0.8
-0.6
-0.4
-0.2
0
0.2
0.4
1000 1100 1200 1300 1400
Temperature (
DSC
(mW
/mg)
2.8% Si, 0.10 % Fe
endothermic
exothermic
On Heating
On Cooling
C
1152
-1
-0.8
-0.6
-0.4
-0.2
0
0.2
0.4
1000 1100 1200 1300 1400
Temperature (C )
DSC
(mW
/mg)
2.8% Si, 0.10 % Fe
endothermic
exothermic
On Heating
On Cooling
1371 C
1152 C
-1
-0.8
-0.6
-0.4
-0.2
0
0.2
0.4
1000 1100 1200 1300 1400
Temperature (oC)
DSC
(mW
/mg)
2.8% Si, 0.10 % Fe
endothermic
exothermic
On Heating
On Cooling
1371 oC
1152 oC
-1
-0.8
-0.6
-0.4
-0.2
0
0.2
0.4
1000 1100 1200 1300 1400
Temperature (oC)
DSC
(mW
/mg)
2.8% Si, 0.10 % Fe
endothermic
exothermic
On Heating
On Cooling
1371 oC
1152 oC
-1
-0.8
-0.6
-0.4
-0.2
0
0.2
0.4
1000 1100 1200 1300 1400
Temperature (
DSC
(mW
/mg)
2.8% Si, 0.10 % Fe
endothermic
exothermic
On Heating
On Cooling
C
1152
-1
-0.8
-0.6
-0.4
-0.2
0
0.2
0.4
1000 1100 1200 1300 1400
Temperature (C )
DSC
(mW
/mg)
2.8% Si, 0.10 % Fe
endothermic
exothermic
On Heating
On Cooling
1371 C
1152 C
Figure 8. DTA Thermogram of the Commercial HR-160 Alloy During Melting at 0.083 C/s andSolidification at 0.33 C/s
Table 3. Results of Differential Thermal Analysis and Apparent Solidification Temperature Ranges
AlloyOnHeatingLiquidus(C) *
OnCoolingLiquidus(C) **
TerminalLiquid(C) ***
Solid.Temp.RangeSTR1(C)
Solid.Temp.RangeSTR2(C)
2.3%Si,0.1%Fe
1378 ±5
1350 ±5
1280 ±10
98± 10 70± 10
2.3%Si,4.0%Fe
1376 ±5
1360 ±5
1272 ±10
96± 10 88± 10
2.8%Si,0.1%Fe
1371 ±5
1364 ±5
1152 ±5
219 ± 5 212 ± 5
4.0%Si,0.1%Fe
1340 ±5
1330 ±5
1125 ±5
215 ± 5 205 ± 5
4.0%Si,4.0%Fe
1341 ±5
1330 ±5
1130 ±5
211 ± 5 200 ± 5
ND = Not DetectedSTR1 = On Heating Liquidus TTerminal Liquid T.,values fr. DTA1, STR2 = On Cooling LiquidusTerminal Liquid T, values fr. DTA2.(*) : values were assessed from DTA1 with heating rate of 0.083 C/s to 1500 C and cooling rate of0.33 C/s, (**): values were assessed from DTA2 with heating rate of 0.33 C/s to 1500 C and initialcooling rate of 0.05 C/s to 1250 C, followed by final cooling rate of 0.33 C/s for detection ofterminal liquid temperature, (***): values for terminal liquid temperature was an average of valuesassessed with DTA1 and DTA2.
4. DISCUSSIONFactors that influence solidification cracking susceptibility have been taken into account in differenttheoretical formulations, although no single one has satisfactorily described the complete picture ofthe mechanism involved. Two main schools of thought on this subject are: 1) those of the

9
structural considerations, such as the Clyne-Davis concept [v] and 2) those of the rheologicalconsiderations, such the Feurer’s competitive processes between liquid back-filling and shrinkage[vi]. The validity of each criterion appears to depend strongly on the type of process (welding orcasting) and the mechanical testing applied (stress or strain based). However, it is generallyaccepted that a solidifying metal starts to be vulnerable to solidification cracking when coherency isreached [vii]. Coherency is defined as the condition when adjacent dendrites start to formsolid/solid contacts.
With respect to hot tearing criteria, the varestraint test may pose some limitation in contrasting therheological process (liquid back-filling) among different alloys. As highlighted by Matsuda [viii], themajor part of a solidification crack in the varestraint test propagates rapidly through a rigidstructure, with only dispersed and droplet-like terminal liquid. Accordingly, the varestraint testemphasises the structural factors of solidification cracking as opposed to the rheological factors,particularly at high strain levels. The rheological process, such as back-filling by terminal liquid (vol.Fraction larger than 10 pct.), may take a notable role at augmented strains lower than 1 pct (notconducted in this study).
BTR should then be correlated with thermodynamic parameters that govern the solidificationstructure. Among the many parameters, the predominant effect of k has been well recognised[ix].The correlation between the fractographs and kSi revealed that a decrease in kSi (from 0.78 to0.68) led to an increase in tortuosity of the dendrites. It follows that an increase in tortuosity impliedan increase in coherency of the structure, as the density of solid/solid bridging during solidificationshould also be increased. The BTR value of the high-Si,high-Fe Hr-160 alloy (smallest kSi), beingconsiderably higher than that of the high-Si,low-Fe alloy, appeared to be due to a possible increasein load bearing capacity when coherency was increased.
Figure 9 shows the relationship between BTR and two materials parameters; namely the siliconpartitioning coefficient (kSi) and the solidification temperature range (STR). There appeared to beno satisfactory correlation between each of the parameters and BTR. This lack of correlation didnot come as a surprise since the effect of the parameters to BTR was very likely to be coupled.Figure 0 examined the possible couplings between the thermodynamic parameters. The firstcoupling between kSi and STR (kSi × STR) started show a better correlation with BTR. A furthereffort to improve the correlation was done by introducing the volume fraction of eutectic terminalliquid fe. The coupling was determined to be in the formulation of (kSi × STR)/ fe because increasingfe was considered to reduce BTR, whilst both increase in kSi and in STR should increase BTR.Figure 10 clearly shows that the correlation was very poor, as expected as rheological factors arenot considered to be significant in the value of BTR. The last attempt was to formulate the couplingas (1/(1− kSi ) ×STR × Co. The three parameters have been used simultaneously in severalequations to predict the cracking susceptibility. The correlation between this latter parameter andBTR appeared to be the best so far, although it by no means has a proven physical ground. Asindicated earlier, coupling of these parameters was experimented to emphasis that no singleparameter is predominant in governing solidification cracking.

10
0
50
100
150
200
120 140 160 180 200 220 240 260
BTR (C)
Solid
ifica
tion
Tem
p. R
ange
ST
R (C
)
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
STR
k-EPMA
k EDS
2.3S
i-4.0
Fe
2.3S
i-0.1
Fe
2.8S
i-0.1
Fe4.
0Si-0
.1Fe
4.0S
i-4.0
Fe
Fe↑
Fe↑
Part
ition
ing
Coe
ffici
ent (
k)
Figure 9. Relationship between Brittle Temperature Range (BTR) and Thermodynamic Parameters( ksi, and STR)
0
40
80
120
160
200
120 140 160 180 200 220 240 260
BTR (C)
k.ST
R a
nd k
.STR
/fe
0
500
1000
1500
2000
2500
3000
k.STR
k.STR/fe
(1/(1-k)).STR.Co
2.3S
i-4.0
Fe
2.3S
i-0.1
Fe
2.8S
i-0.1
Fe4.
0Si-0
.1Fe
4.0S
i-4.0
Fe
(1/(1
-k)).
Co.
STR
Fe↑
Fe↑
Figure 10. Relationship between Brittle Temperature Range (BTR) and Combined ThermodynamicParameters (kSi × STR), (kSi × STR)/ fe , and (1/(1− kSi ) ×STR × Co
The reasonable correlation between the combined thermodynamic parameters and BTR should betreated with caution, especially when considering that solidification cracks occur along the dendritegrain boundaries rather than arbitrarily at any adjoining dendrites. Recently, several modellingstudies have also consider grain boundaries in their prediction to cracking susceptibility. The factthat the base metal grain sizes of the various alloys were not the same, raised a suspicion whetheror not the observed solidification cracking was influenced by the base metal grain size, especiallywhen epitaxial growth governs the solidification process.
Figure 11 shows the number of grain per unit length (as indicator of grain size) of the alloys as afunction of BTR. The number of grains was counted as the intercept with a line longitudinallyoriented with the weld metal. As shown for the base metal, there was no meaningful correlationcould be identified between the number of grains and BTR. However, the correlation became

11
improved at the fusion line (longitudinal) and further became reasonably significant in the weldmetal, half way to the weld centre line.
In all cases, the number of grains per unit length of a given alloy continuously decreased from thebase metal to the weld metal. This finding confirmed that the solidification process was initiallyepitaxial, follow by competitive growth. As there was no universal pattern in the reduction of thenumber of grains, one could question whether or not the weld metal microstructure independentfrom the base metal grain size. It appeared that grain coarsening in the HAZ proceeded at differentrates depending on the initial grain size, resulting a similar final size for various initial grain sizes.Since it is the coarse HAZ grain size that govern epitaxial growth frequency, there may a possibilitythat the solidification structure was indirectly influenced by thermodynamic parameters, possiblyplaying roles during the grain growth process.
Comparison between thermodynamic parameters and microstructure (weld metal), in theircorrelation to BTR, was shown in Figure 12. The number of weld metal grains per unit length isnow presented as a distance, which is proportional to the width of the dendrites. In addition, themaximum length of dendrite grains is shown in Figure 12, particularly for comparison to the crackdistances.
There appeared to be no apparent correlation between the longest dendrite and BTR. Themaximum crack distances (MCD) of the low-Si alloys were in the order of 1.5 mm, whilst the rest ofthe alloys were in the order of 2 mm. The maximum lengths of dendrites in the two low-Si alloyswere in the order of 0.6-0.8 mm, which was considerably smaller than the maximum crack distance(MCD) of around 1.5 mm. Clearly, the crack must had propagated along a few grains long. On theother hand, solidification cracks in the commercial and high-Si,low-Fe alloys appeared to coincidewith the maximum length of dendrite grains (in the order of 2mm). The lack of trends in thiscorrelation was emphasised by the high-Si, high-Fe alloy, with its considerably smaller maximumlength of dendrites (0.7 mm) than the crack distance (2 mm). By contrast, the grain width appearedto have a better correlation to BTR.
In general, there appeared to be a clear indication that smaller/shorter dendrites resulted innarrower BTR. Smaller dendrite grains were thought to suppress hot cracking by preventing easypath for crack propagation. It is worth noticing that reduction in kSi by the addition of iron hasconsistently decreased the dendrite grain size (width and length) which was then followed by thenarrowing of BTR. kSi might contribute to resistance to solidification cracking by resulting smallerdendrite grains, in addition to the higher tortuosity of the dendrites secondary arms.
Both thermodynamic parameters and weld metal grain size may be considered influential ingoverning solidification cracking. Qualitatively, the thermodynamic parameters exhibited slightlybetter correlation to BTR than did the weld metal grain size (width). The observation suggestedthat thermodynamic parameters and weld metal microstructure were not independent factors to thesolidification cracking. Such a coupling did not come as a surprise, as both grain coarsening andsolidification are usually governed by thermodynamic and kinetic parameters of the alloys. On theother hand, the study has not sufficiently isolated microstructure from thermodynamics to considerthat thermodynamic parameters has a predominant influence on solidification cracking.
Due to the grain coarsening process in the HAZ, base metal grain size appeared to have no controlover the solidification cracking. A stronger influence by the base metal grain size to thesolidification cracking might be demonstrated by other class of alloys where grain coarsening isinhibited by stable inter or intra grain particles or precipitates. By the same token, separation of theeffect of microstructure from that of thermodynamic parameters might be facilitated by identicalbase metal grain size (ideally large grains).

12
0
5
10
15
20
25
30
120 140 160 180 200 220 240 260
Brittle Temperature Range (C)
Num
ber o
f gra
in/m
mlo
ngitu
dina
l lin
e-in
terc
ept
f.ine. dendritesmid dendritesBase Metal
2.3S
i-4.0
Fe
2.3S
i-0.1
Fe
2.8S
i-0.1
Fe
4.0S
i-0.1
Fe
4.0S
i-4.0
Fe
Fe↑
Fe↑
Figure 11. The Correlations between Brittle Temperature Range (BTR) and Microstructures (basemetal and weld metal)
0
500
1000
1500
2000
2500
3000
120 140 160 180 200 220 240 260
BTR (C)
0
50
100
150
200
250
(1/(1-k).Co.STR
max. length ofdendritesmid. WM dendites
2.3S
i-4.0
Fe
2.3S
i-0.1
Fe
2.8S
i-0.1
Fe4.
0Si-0
.1Fe
4.0S
i-4.0
Fe
Fe↑
Fe↑M
id. W
M d
endr
ite
thic
knes
s (µ
m)
(1/(1
-k) a
ndm
ax. l
engt
h o
dend
rites
(µm
)
Figure 12. The Comparison between Microstructure and Thermodynamic Parameters in theirCorrelation to Brittle Temperature Range (BTR)
5. CONCLUSIONS
1. At the level of augmented strain used in this study (1 % and higher), the varestraint test mainlyrevealed the effect of composition to the structural factor of the solidification crackingsusceptibility of the alloys. The rheological factor was not adequately evaluated due tolimitation of the strain blocks.
2. Within the alloying levels tested, both silicon and iron additions were proved to increase thesusceptibility of the alloy to solidification cracking, with silicon having the predominantinfluence.

13
3. At a fixed iron concentration, the addition of silicon increased the brittle temperature range ofthe HR-160 alloys.
4. At a fixed silicon concentration, the addition of iron decreased the brittle temperature range.However, such an apparently beneficial effect was compromised by a concurrent increase inthe cracking temperature range at 1% augmented strain. It is anticipated that iron had thetendency to yield a reduction in the threshold strain to cracking.
5. The addition of iron decreased the partitioning coefficient of silicon, which then contributed tothe reduction of brittle temperature range when the concentration of iron is increased.
6. A reduction in partitioning coefficient indirectly contributed to a reduction in brittle temperaturerange by reducing dendrite grain size, as well as increasing the tortuosity of the dendritesecondary arms.
7. Within the composition limit in this study, an increase in silicon concentration indirectlycontributed to an increase in brittle temperature range by increasing the solidificationtemperature range of the alloys.
8. There was no single thermodynamic parameter that predominantly influence solidificationcracking. However, in concert, the partitioning coefficient, the bulk concentration, and thesolidification temperature range appeared to correlate reasonably well with the brittletemperature range.
9. Microstructure (grain size) of the weld metal also appeared to influence solidification cracking.As expected, the weld metal microstructure appeared to be partially governed bythermodynamic parameters; hence its correlation with the brittle temperature range might havebeen an indirect influence of thermodynamic parameters.
10. The base metal grain size did not appear to strongly influence the solidification cracking, mainlyas a consequence of grain coarsening in the heat affected zone.
6. ACKNOWLEDGEMENT
This research was conducted at the Colorado School of Mines and Haynes International. Thevarestraint testing by Mr. Mark Rowe, formerly of Haynes International, was instrumental andgreatly appreciated. The financial support of the Fossil Energy Materials Program, U.S.Department of Energy, under Contract Number 19X-SW314C, is gratefully acknowledged. Theauthors also gratefully acknowledge the support of Dr. Stan David, Materials Division, ORNL andthe technical assistance of Ms. Brenda Mulac, formerly of CSM. Ing. J. Kiersch and Ing. C.Kwaakernaak, from the Surface and Interface Research group – Delft University of Technology,the Netherlands, are also gratefully acknowledged for their help on the EPMA-WDS measurement.The support from the Netherlands Institute for Metal Researches (NIMR) that enabled the firstauthor to complete part of the study was highly appreciated.
7. REFERENCES
i. DuPont JN, Micheal JR, and Newbury BD (1999) Welding Journal 81, 408 -415s.
ii. Dupont JN (1997) J. Materials Science 32, 4101-4107.
iii. I.S Maroef, M.D. Rowe, and G.R. Edwards, “ The Effect of Silicon and Iron on the Weldability ofNi-Co-Cr-Si HR-160 Superalloy”, in Hot Cracking Phenomena in Welds (eds. T. Bollinghaus andH. Herold), Berlin, Germany, 2003, 119-140.
iv. H.D. Brody and M.C. Flemmings (1966) Trans. AIME 236, 615-623.

14
v. Clyne TW, Davies GJ (1975) British Foundry 68, 238-244.
vi. V. Feurer (1976) Giessereiforschung, 28, 75.
vii. Borland JC (1960) British Welding Journal 7, 508-512.
viii. Matsuda F, Nakagawa H, Sorada K (1982) Trans. JWRI, 11(2), 67-77.
ix. Flemming MC (1974), Solidification Processing, McGraw Hill, New York.

![Weldability of Ni-Co-Cr-Si Superalloy : HR-160 alloy · 2014-03-25 · solidification cracking under conditions of severe restraint. A previous study by DuPont, et al. [1] showed](https://img.pdfslide.us/doc/110x75/5e91319b2b59e2517c0d52fd/weldability-of-ni-co-cr-si-superalloy-hr-160-alloy-2014-03-25-solidification.jpg)