Embed Size (px)
Citation preview

101
Int. J. Mech. Eng. & Rob. Res. 2014 Hitesh Vasudev and Navjot Singh, 2014
ISSN 2278 – 0149 www.ijmerr.com
Vol. 3, No. 4, October, 2014
© 2014 IJMERR. All Rights Reserved
Research Paper
WEAR CHARACTERISTICS OF CHROMIUM CARBIDEHARDFACED LAYER MADE BY PASTE TECHNIQUE
USING E-7014 SMAW ELECTRODE
Hitesh Vasudev1* and Navjot Singh2
*Corresponding Author: Hitesh Vasudev � [email protected]
In the present work a detailed study was done to study the effect of different compositions ofchromium powder on mild steel, deposited by paste coating process. On coating weld metalAWS E7014 SMAW electrode was deposited with SMAW Process. Three different compositionsof metal powder had been chosen for hardfacing material. The investigation was done on threecategories of samples prepared by these compositions. Various rigorous tests were carried outon the batch of 3 samples per category i.e. total nine samples. Wear test and micro-hardnesstest were done to record the observations. Wear test was performed on dry wear and frictiontesting machine. [Model: Wear and Friction Monitor Tester TR-20], supplied by M/S DUCOM,Bangalore (INDIA) wear using different loads.
Keywords: Hardfacing, SMAW, Wear testing, Microhardness
INTRODUCTION
Hardfacing is a process of depositing the fillermetal on to a compatible surface for theenhancement of wear properties. Hardfacingis one of the most useful and economical wayto improve the wear performance of a compo-nent. Shielded metal arc welding is mostcommonly used process for hardfacing dueto its easy availability and versatility of opera-tion. Low carbon steel (Mild Steel) is selectedfor the present work as substrate material dueto its low cost, easy availability and variety of
1 Assistant Professor, Department of Mechanical Engineering, PIT, Hoshiarpur, Punjab, India.2 Professor, Department of Mechanical Engineering, LPU, Phagwa, Punjab, India.
applications. Parts of agriculture and earthmoving equipment like support roll of tractor,dipper teeth, Plough shares, Knives andcutter like feed chopper, grader blades, arerecognized as severe problems, resulting infailure by wear (Stringer J, 1998; Kumar S etal., 1999). As the resistant elements (Cr)increases, carbide formation gets increased,which results in enhanced wear resistance.One possible way to solve these problemsapplying a hardfaced layer (Pandey S andKumar M, 2010; Rathod D et al., 2012). Thisprocess is one of the most popular and has

102
Int. J. Mech. Eng. & Rob. Res. 2014 Hitesh Vasudev and Navjot Singh, 2014
been widely adopted in many industries dueto its flexibility, cost effectiveness and superiorquality of the wear resistance and hardnessis obtained (Parmar R S, 2008). High heatinput resulted larger carbide precipitation,lowers the hardness, low heat input resultedhigher hardness (Gualco A et al., 2010).
In this presented study, the Shielded MetalArc Welding (SMAW) method of makingsurface modification to improve the wearproperties of mild steel materials has beenused. Wear resistance is less for mild steelfor oblique impact (Crespo A C and Scotti A,2008). Higher mass losses were measuredin mild steel versus carbides (Selvi S et al.,2008). The mild steel is hardfaced withdifferent compositions of chromium. The mildsteel is frequently used material due to itslow cost, which at same time soft materialwith poor wear properties.
To reduce this wear problem, the hard-facing was done by welding coating (weldingof Cr and sodium silicate) using SMAW onthe mild steel plate and were investigated withregard to their wear and micro hardness cha-racteristics. Hardfacing leads to hard surfa-ces, higher hardness gives the high wear re-sistance (Gulenc B and Kahraman N, 2003).
MATERIALS AND METHODS
The material used in the current investigationis mild steel with hardfaced layer made bypaste technique USING E-7014 SMAWELECTRODE. Three levels had been chosenfor current, chromium percentage and codedas upper level (H), medium level (I), lowerlevel (L). The decided values of processparameters with their notations and units aregiven in the table.
A three level factorial design of (3^2=9)nine trials has been selected for determiningthe effect of two independent parameters.The selection of three level factorial designhelps in reducing experimental runs to theminimum possible (Douglas C, 2001).
The rectangular mild steel specimenshaving dimensions 100mm × 30mm × 10mmwere prepared.
Beads on the mild steel plates have beendeposited as per the design matrix with theSMAW E-7014 electrode. The responseparameter (wear) is recorded by conductingexperiments as per the design matrix. Thesoftware Design -for-experts(DX8) versionused to implement factorial design consistingof nine experiments and to develop a modelshowing the relationships between theresponse wear and process parameters(welding current and % of Cr) for codedvalues of (H), (I), (L) for each of the processparameters.
The microhardness of the coatings on thesurface was measured with a load of 2 kgusing the Digital Micro Vickers Hardnesstester (SHV-1000, Chennai Metco, Pvt., Ltd,and Chennai, India). The test was conductedfor 9 specimens.
Wear tests were conducted using a pin-on -disc machine [Model: Wear and FrictionMonitor Tester TR-20], supplied by M/SDUCOM, Bangalore (INDIA).
Table 1: Process Parameters
Sl.No.
1.
2.
PARAMETRES
Cr %
Current
UNITS
-
ampere
H
90
150
I
80
130
L
70
110

103
Int. J. Mech. Eng. & Rob. Res. 2014 Hitesh Vasudev and Navjot Singh, 2014
RESULTS AND DISCUSSION
a) Microhardness
All the ten samples were first polished on discpolishing machine and after that the microhar-dness was checked. The microhardness waschecked on middle position. At every sampleone reading was taken. Hardness readingsare shown in Table 5.1. Microhardness ofbase metal is 208 VHN.
From the above observation it can beeasily concluded that at 110A current themicohardness is coming higher as comparedto micohardness values at 130A an150 A. Themain reason is that with the increase ofcurrent hardness decrease for all the threecompositions of the paste due to reason thathigh current results in slower cooling ratesresulting in softer matrix having lowerhardness. Higher the cooling rate will produce
Table 2: Microhardness Result (All Samples)
SampleNo.
1.
2.
3.
4.
5.
6.
7.
8.
9.
SampleName
HH
HI
HL
IH
II
IL
LH
LI
LL
Hardnessin VHN
556
587
637
562
589
615
282
321
365
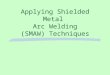
Comparison of microhardness of 90%,80% and 70% Cr using three current asshown in Figure 5.1 to Figure 5.3.
Figure 1: Comparison of Microhardnessof 90% Cr Using Three Current
110A 130A 150ABase
Metal
VHN 637 587 556 208
0
100
200
300
400
500
600
700
Mic
roh
arn
ess in
VH
N
Figure 2: Comparison of Microhardnessof 80% Cr Using Three Current
110A 130A 150A
Base
Meta
l
VHN 615 589 562 208
0
200
400
600
800
Mic
ro
ha
rn
ess in
VH
NFigure 3: Comparison of Microhardness
of 70% Cr Using Three Current

104
Int. J. Mech. Eng. & Rob. Res. 2014 Hitesh Vasudev and Navjot Singh, 2014
higher micohardness. It has been alsoobserved that the hardness values can beenhanced by approximately 3.10 times using90% Cr, 3.04 times by using 80% Cr and 1.88times by using 70% Cr Powder, due to thereason that higher amount of chromiumresults in increased carbide formation.
b) Wear Study
Wear rate was calculated by measuring initialand final weights of samples.
wear properties and micro-hardness as com-pared to paste with 80% and & 70% Cr con-tent. It has been observed that with the incre-ase of current hardness decrease for all thethree compositions of the paste due to reasonthat high current results in slower coolingrates resulting in softer matrix having lowerhardness. The wear studies show that as thecurrent is increasing the wear rate also incre-asing due to decreasing hardness. The sameobservations have been noticed in all thethree compositions of paste.
REFERENCES
1. Crespo A C and Scotti A (2008), “ManuelRodriguez Pérez Journal of MaterialsProcessing Technology”, Vol. 199, pp. 1-3, pp. 265-273.
2. Douglas C (2001), “Design and Analysisof Experiments”, 5th Edition, John Wileyand sons.
3. Gualco A, Hernán G and Surian E S(2010), “Materials & Design”, Elsevier,Vol. 28, pp. 193-213.
4. Gulenc B and Kahraman N (2003),“Journal of Material and Design, Vol. 24,pp. 537-542.
5. Kumar S, Mondel D P, Khaira H K andJha A K (1999), “ASM International”, Vol8, pp. 711-715.
6. Pandey S and Kumar M (2010),“Chromium Carbide Hardfaced LayerMade by Welding Technique Using 6013SMAW Electrode”.
7. Parmar R S (2008), “Welding Processesand Technology”, 4th Edition, KhannaPublishers.
It has been observed that the (HL), higherchromium percentage (99%) and lowercurrent (110 A) resulted in minimum wear.
CONCLUSION
The hardness values can be enhanced byapproximately 3.10 times using 90% Cr, 3.04times by using 80% Cr and 1.88 times byusing 70% Cr Powder. Wear resistance canbe increased up to 26 times using 90% Cr,17 times using 80% Cr and 12 times by using70% Cr than base metal (mild steel).
Considering all the aspects it may beconcluded that paste with 90% Cr gives better
Table 3: Loss in Weight and Wear Rate
NAME
HH
HI
HL
IH
II
IL
LH
LI
LL
MS
INITIALWt.(g)
5.689
5.682
5.687
5.593
5.638
5.801
5.589
5.634
5.659
5.561
LOSSWEIGHT (g)
0.0051
0.0039
0.0021
0.0051
0.0049
0.0046
0.0108
0.0089
0.0081
0.134
FINALWt.(g)
5.684
5.678
5.685
5.684
5.633
5.796
5.578
5.625
5.652
5.427
WEAR RATE(g/hr.)
0.061
0.046
0.025
0.092
0.058
0.055
0.129
0.106
0.097
1.608

105
Int. J. Mech. Eng. & Rob. Res. 2014 Hitesh Vasudev and Navjot Singh, 2014
8. Rathod D, Choudhary H and Pandey S(2012), “Trends and Advances inMechanical Engineering”, YMCAUniversity of Science & Technology,Faridabad, Haryana, pp. 19-20.
9. Selvi S, Sankaran S P and Srivatsavan
R (2008), “Comparative Study ofHardfacing of Valve Seat Ring UsingMMAW Process”, Journal of MaterialProcessing Technology.
10. Stringer J (1998), “Surface and CoatingsTechnology”, Vol. 108, pp. 1-9.