Embed Size (px)
Citation preview

Analysis
Wafer Inspection for Monitoring Particles Added to Reticles During Exposure.
SK hynix semiconductor Inc., Advanced Process team, RND, 2091, Gyeongchung-daero, Bubal-eub, Icheon-si, Gyeonggi-do, KOREA [email protected], [email protected]
ASML Netherlands B.V., De Run 6501, 5504 DR Veldhoven, The [email protected], [email protected], [email protected], [email protected], [email protected], [email protected], [email protected], [email protected], [email protected], [email protected], [email protected], [email protected], [email protected], [email protected], [email protected]
KLA-Tencor, One Technology Drive, Milpitas, CA 95035, United States of America [email protected], [email protected], [email protected], [email protected]
Abstract
Due to the absence of a pellicle for EUV
lithography in manufacturing process a
major concern is the impact on device yield
due to contamination at reticle level. These particles added to the reticle device area
have the potential to print on each device
and severely impact yield. This paper
describes a 'hotscan' method to detect these added reticle particles using wafer
inspection. This 'hotscan' method can be
used for NXE system qualification of
particles added to the reticle and performance monitoring. The analysis of the
'hotscan' is able to deal with LWR effects. In
addition, particle composition analysis via
SEM/EDX on a dedicated monitoring reticle can be done without needing to take the
device reticle off line for inspection. For this
experiment a 32nm 1:1 vertical line-space
reticle was used for the wafer exposures (ASML NXE:3100) at SK Hynix, and wafer
inspection (KLA-Tencor 2835) and Defect
Review SEM (KLA-Tencor eDR-7000) were
executed at KLA-Tencor (Milpitas USA). Analysis of the wafer data was done to
determine particles added to the reticle. This
poster gives an overview of the experiment
and analysis technique, results from particle composition analysis (SEM/EDX) and also
correlate the findings to system events
showing the benefit for this test
methodology.
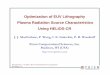
Multi-Die NXE reticle design• 32nm Line Space. 14nm TaBO + 56nm TaBN absorber
• Programmed defects in Die B,C,D
• 6 defect types (Types A-F)
• Pindot or Extrusion (absorber)
• 27 design sizes per Type
• Inspection set-up and verification
32nm 32nm 32nm
32nm 32nm 32nm
32nm 32nm 32nm
90 µm
200 lines
45 µm
Support bars
B
Support bars
1 Set of programmed
defects
90 µm
A
B
C
D
E
F
PD
1
PD
2 PD
3
PD
4 PD
5
PD
6 PD
7
PD
8 PD
9
PD1
0 PD1
1
PD1
2 PD1
3
PD1
4
64 nm
128 nm
Module B
PD1
5
PD1
6
PD1
8PD1
7
PD1
9
PD2
0 PD2
1
PD2
2
PD2
4PD2
3
PD2
5
PD2
6 PD2
7
Schematic overview of the programmed defects, Drawings are not on scale
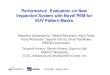
PRPi - Imaged Adder (SEM/EDX Analysis)
Cycle 7 wafer 4 (Defect ID: 484)Cycle 4 wafer 1 (Defect ID: 76) Cycle 4 wafer 1 (Defect ID: 505)
Cycle 7 wafer 4 (Defect ID: 484)
SEM-EDX analysis• Particle EDX done for ID 484 at 15 keV
• Particle is AlOx
• S peak is Mo from reticle multilayer (EDX peak overlap)
• Si is Si from reticle multilayer/substrate
• EDX on ID 76 and ID 505 was not possible due to particle size being too small.
• Lot 7: 1 Printed adder to wafer 4
• Printed particle was added
between wafer 3 and wafer 4
exposures
Acknowledgement:
A special thanks to the following people of Toppan: Brid Connolly, Renee-paule Lefebvre, Detlev Gloystein, Heiko Stegmann,Thorsten Schedel, Markus Bender, Ralf Schubert
Reference:Comparison between existing inspection techniques for EUV mask defects (EUVL2010)
Dieter van den Heuvel, Rik Jonckheere, Eric Hendrikx, Shaunee Cheng, Kurt Ronse, Tsukasa Abe, John Magana, Tristan Bret
• Lot 4: 2 printed adders to wafer 1
• Added particles linked to initialization
sequence before start of lot.
Results
Expose PRPi pre
reticle cycle wafers
Expose PRPi Lot 1
4 wafers per lot
Expose PRPi post
reticle cycle wafers
Expose PRPi Lot 7
4 wafers per lot
…
• pre/post cycle exposures (15 fields/wafer)• 7 lots of 4 wafers (41 fields/wafer) exposed over a ten day
period• Total 8 reticle cycles from on-board library to reticle stage
Method
Test has ability to : • separate handling defects from printed adder defects during scanner operation.
• to narrow the time window in which a particle has been added to the reticle.
• show that no printed adder defects were deposited during exposure of wafers.
Future work:• Verify methodology on smaller nodes (2Xnm).
• Investigate impact different illumination modes on printing and detection.
Total >1Million Defects
Hot scan Repeater filtering Reticle master list
Apply count Dynamic
cluster once filtering
Random repeaters identified
Dynamic clustering
Repeater analysis
• Low tolerance algorithm for repeater detection
• Low tolerance for repeater capture & nuisance filter
� 3 Reticle Cycling adders are confirmed� SEM review on both wafers to confirm added defects during cycling
Post Unique#1 Post Unique#2 Post Unique#3
Pre
Cycling
Post Cycling
Cycling Adder
Two particles caused by an initialization sequence that has since been corrected,
one particle with unknown root cause. Future NXE systems will have more advanced microenvironments further reducing particle adders. A number of these
new changes is also being considered for retrofit on the NXE:3100
Defect Trace
Using Klarity Defect software the added repeating defects can be traced
Reticle cycle
Reticle
cycleReticle cycle
…
…










![MULTICOMPONENT CATALYSTS FOR SYNTHESIS OF ...vestnik.tstu.ru/rus/t_19/pdf/19_1_014.pdfparticles of catalytically active metals [45–50]. Particularly, obtaining of catalytically active](https://img.pdfslide.us/doc/110x75/60ed79eb310f493ed8060d4e/multicomponent-catalysts-for-synthesis-of-particles-of-catalytically-active.jpg)















