Embed Size (px)
Citation preview

On the Home tab, in the Slides group, click the
down arrow on the New Slide button and select Volvo branded layouts.
Use Volvo Layouts
Picture is optional in internal presentations.
Note that Volvo Broad Pro Digital TTF is embedded in this template. No other
version of Volvo Broad (Volvo Broad Pro or Volvo
Broad Outline) may be inserted or copied into the
document as this will break the embedding and cause
Volvo Broad to be replaced by a default
font on other computers. The embedding of
Volvo Broad Pro Digital does not work on Mac.
You must save the final version of the
PPT on a PC.
Compress Pictures Select the picture and dubble click.
On the Format tab, in the Adjust group, click the Compress
Pictures button.
Only insert pictures that are in line with
the Volvo tonality for pictures.
See Volvo Brand Communication
Guideline for further information.
Volvo Profile colors
Volvo Accent colors
Only use these approved Volvo colors. Use the colors in 100% only – never in tints. For more information and RGB color codes please select the Volvo Layout “Volvo Brand Colors”.
WELDING STANDARDS AND REQUIREMENTS FOR THE FUTURE Erik Åstrand Dr, IWE Manufacturing Development Volvo CE, Braås

Introduction
3rd Nordic Conference of lightweight structures - Erik Åstrand Volvo CE
• Volvo CE 2005
• IWE 2008
• PhD 2016
2016-09-29 2
Erik Åstrand
Volvo CE, Braås
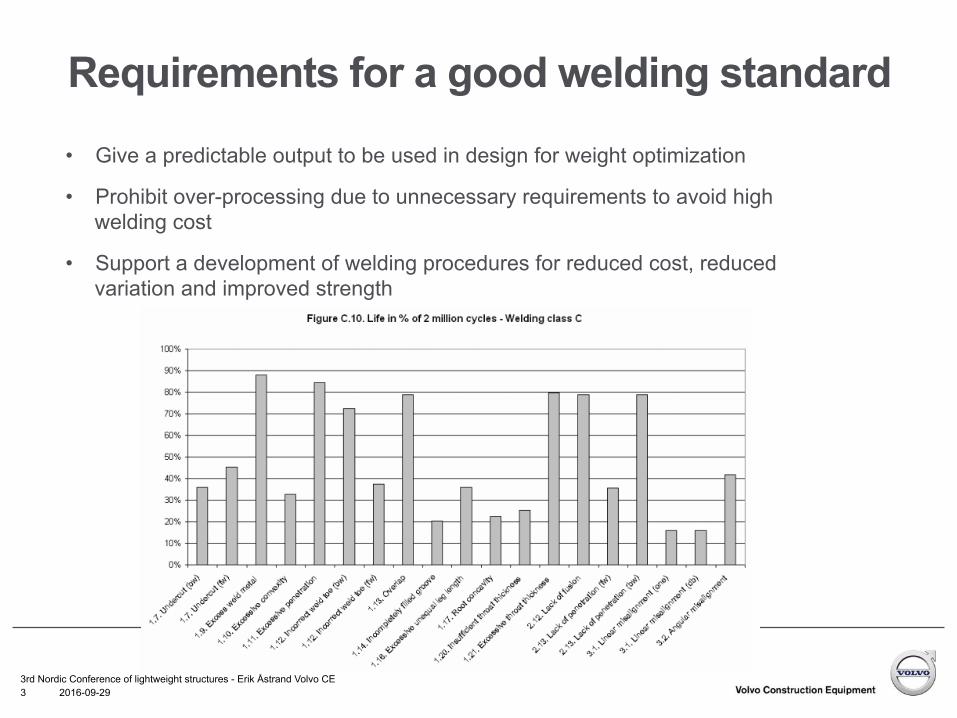
• Give a predictable output to be used in design for weight optimization
• Prohibit over-processing due to unnecessary requirements to avoid high welding cost
• Support a development of welding procedures for reduced cost, reduced variation and improved strength
Requirements for a good welding standard
3rd Nordic Conference of lightweight structures - Erik Åstrand Volvo CE 2016-09-29 3
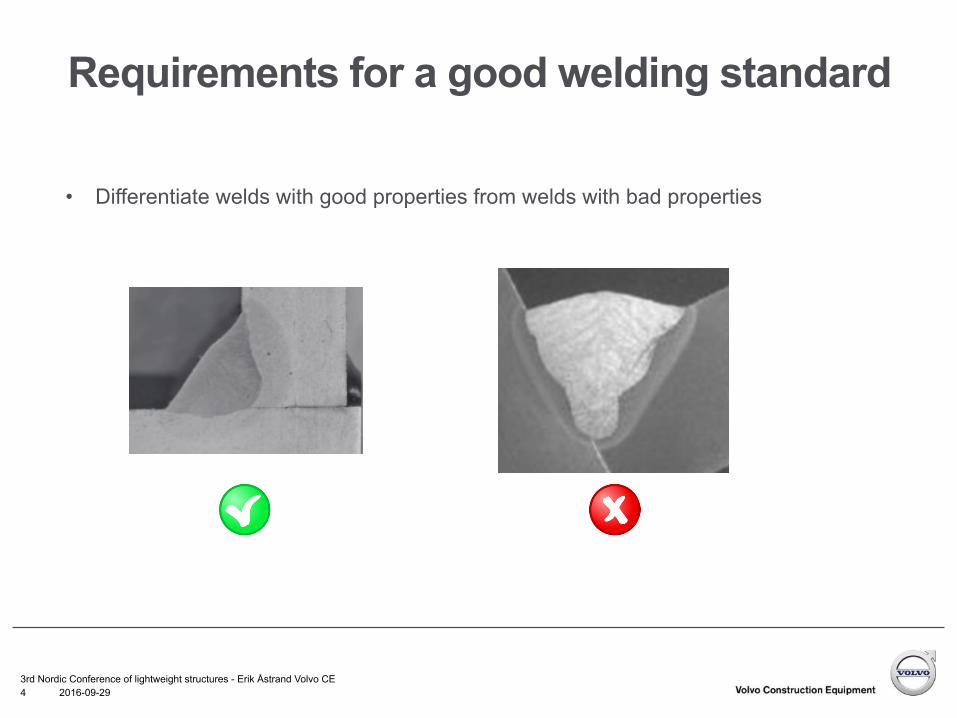
• Differentiate welds with good properties from welds with bad properties
Requirements for a good welding standard
3rd Nordic Conference of lightweight structures - Erik Åstrand Volvo CE 2016-09-29 4

Welding standards
3rd Nordic Conference of lightweight structures - Erik Åstrand Volvo CE
• Traditional welding standards – Based on a good workmanship weld
à DIN 8563, ISO 5817, Volvo group STD 181-0001 etc
2016-09-29 5
1. ”A Good Workmanship
Weld”
2. Welding standard
requirements
3. Development
of welding procedures
• Discontinuities based on characteristics that easily can be evaluated with visual inspection
• Low correlation to the fatigue properties of the weld
• Prohibit development of improved welding procedures

Welding standards
3rd Nordic Conference of lightweight structures - Erik Åstrand Volvo CE 2016-09-29 6
• Fatigue life based welding standards – Based on the expected fatigue life
à Volvo Group STD 181-0004
1. Fatigue life req.
2. New standard
requirements
3. New welding
procedures
4. New weld types
• Gives predictable fatigue properties with clear steps in strength between weld quality levels
• Include important requirements such as weld penetration and weld toe radius as well as traditional requirements.
• Development of NDT techniques
• Development of welding procedures to improve the penetration and radius
• This development gives a need for a new standard update
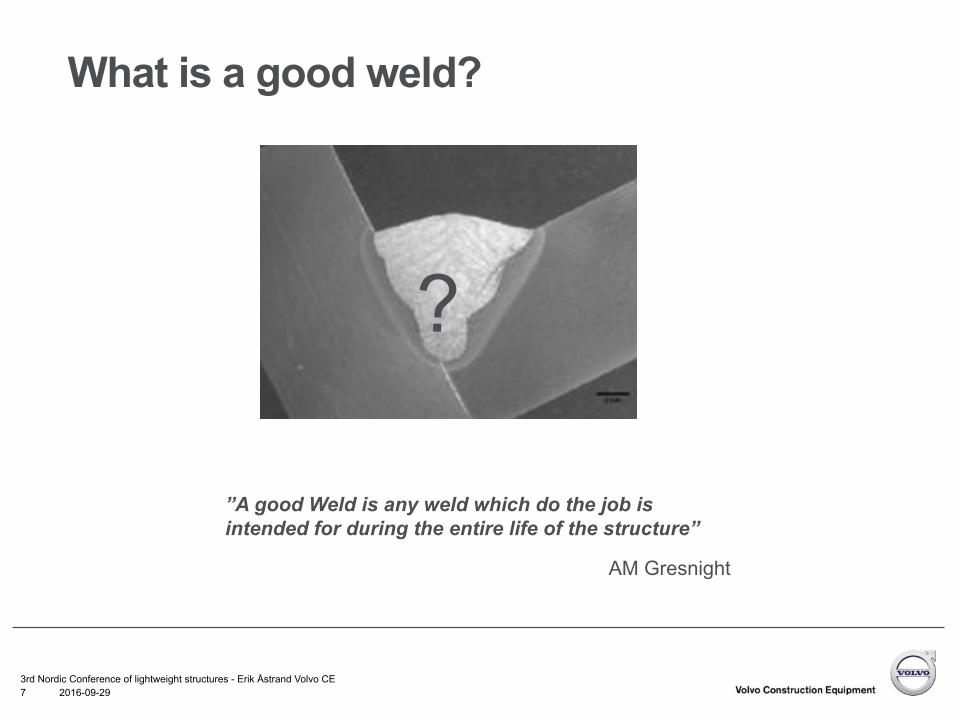
”A good Weld is any weld which do the job is intended for during the entire life of the structure”
AM Gresnight
What is a good weld?
3rd Nordic Conference of lightweight structures - Erik Åstrand Volvo CE 2016-09-29 7
?

What is a high quality weld?
Good welding requirements must differen7ate the high-‐quality weld from the low quality weld
Long fa(gue life Short fa(gue life
High quality Low quality
2016-09-29 3rd Nordic Conference of lightweight structures - Erik Åstrand Volvo CE 8
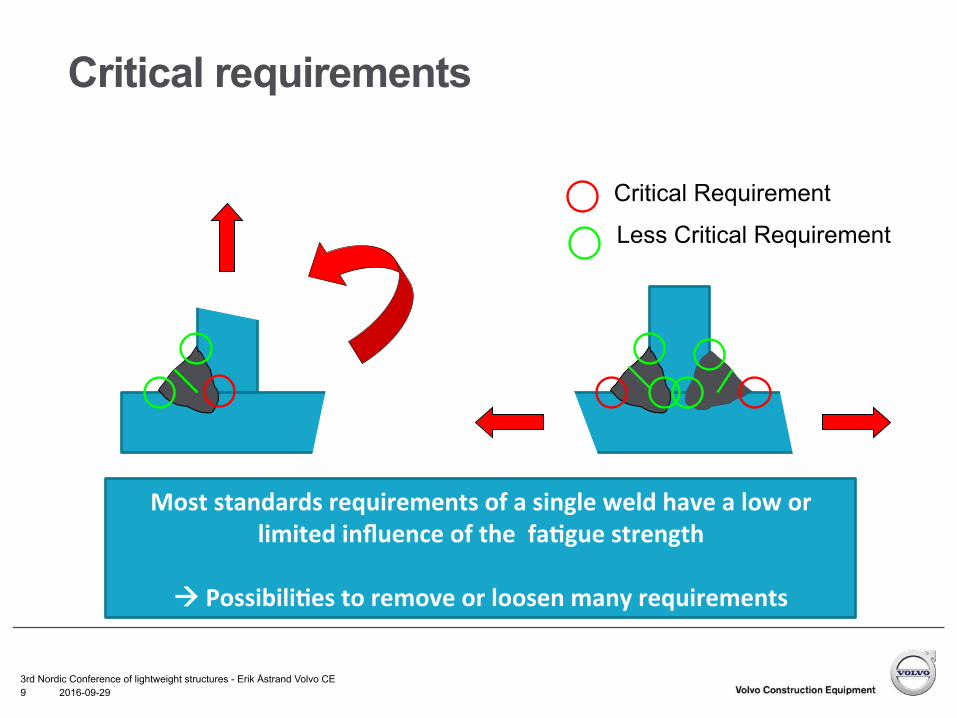
Critical requirements
3rd Nordic Conference of lightweight structures - Erik Åstrand Volvo CE 2016-09-29 9
Critical Requirement
Less Critical Requirement
Most standards requirements of a single weld have a low or limited influence of the fa7gue strength
à Possibili7es to remove or loosen many requirements

Welding procedures - In theory it is simple
• Welds with a cri(cal weld toe should have a low stress concentra(on without defects
• Welds with a cri(cal root should have large penetra(on that minimises the root crack.
• However, these demands are in contradic(on to each other..
10 2016-09-29
3rd Nordic Conference of lightweight structures - Erik Åstrand Volvo CE
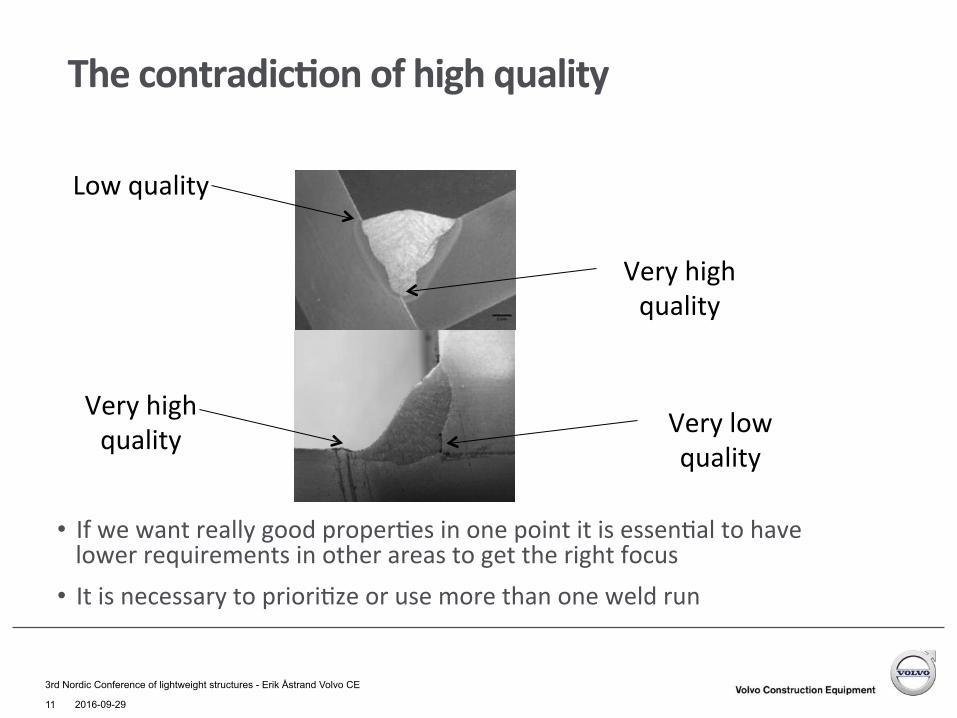
The contradic7on of high quality
• If we want really good proper(es in one point it is essen(al to have lower requirements in other areas to get the right focus
• It is necessary to priori(ze or use more than one weld run
Low quality
Very high quality
Very low quality
Very high quality
3rd Nordic Conference of lightweight structures - Erik Åstrand Volvo CE
11 2016-09-29
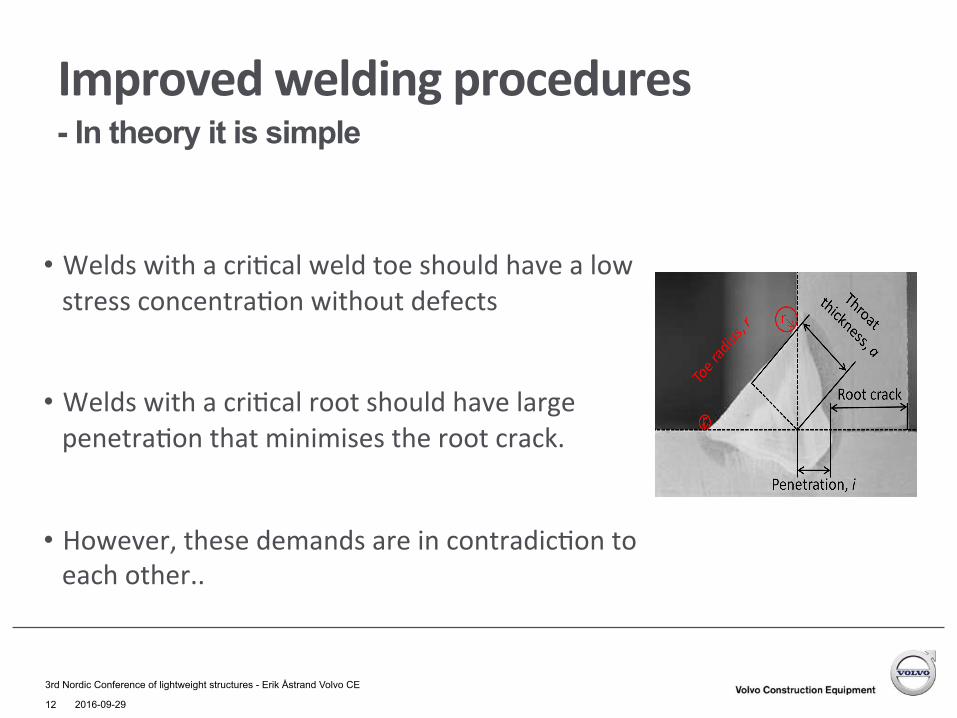
Improved welding procedures - In theory it is simple
• Welds with a cri(cal weld toe should have a low stress concentra(on without defects
• Welds with a cri(cal root should have large penetra(on that minimises the root crack.
• However, these demands are in contradic(on to each other..
12 2016-09-29
3rd Nordic Conference of lightweight structures - Erik Åstrand Volvo CE

Welds with a cri7cal root
A change torch posi*on makes it possible to get an improved penetra(on
Throat thickness 5 mm
i 2-‐3 mm
Leg length 5/8 mm i 3,5-‐4,5 mm
+100% in Fa7gue life
3rd Nordic Conference of lightweight structures - Erik Åstrand Volvo CE
13 2016-09-29

Aim at the point you want to reach!
14
2-3 mm 3.5-4.5 mm < 2 mm
à Gives welds with leg deviations à Leg deviations gives improved increased penetration à Specify welds with leg deviations
2016-09-29 3rd Nordic Conference of lightweight structures - Erik Åstrand Volvo CE
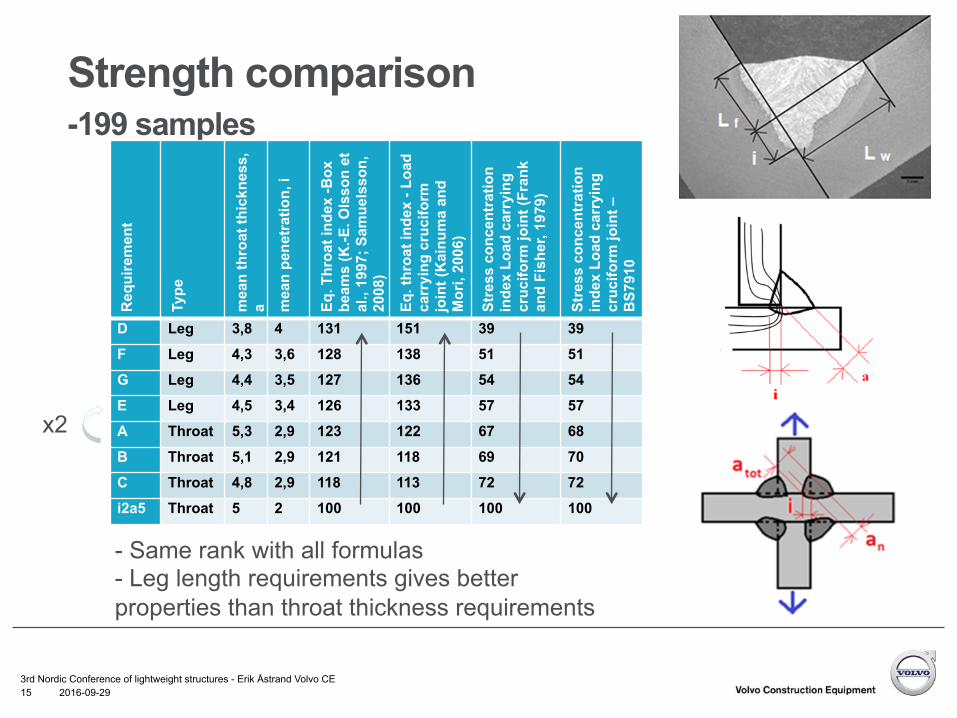
Strength comparison -199 samples
Req
uire
men
t
Type
mea
n th
roat
thic
knes
s,
a mea
n pe
netr
atio
n, i
Eq. T
hroa
t ind
ex -B
ox
beam
s (K
.-E. O
lsso
n et
al
., 19
97; S
amue
lsso
n,
2008
)
Eq. t
hroa
t ind
ex -
Load
ca
rryi
ng c
ruci
form
jo
int (
Kai
num
a an
d M
ori,
2006
)
Stre
ss c
once
ntra
tion
inde
x Lo
ad c
arry
ing
cruc
iform
join
t (Fr
ank
and
Fish
er, 1
979)
Stre
ss c
once
ntra
tion
inde
x Lo
ad c
arry
ing
cruc
iform
join
t –
BS7
910
D Leg 3,8 4 131 151 39 39
F Leg 4,3 3,6 128 138 51 51
G Leg 4,4 3,5 127 136 54 54
E Leg 4,5 3,4 126 133 57 57
A Throat 5,3 2,9 123 122 67 68
B Throat 5,1 2,9 121 118 69 70
C Throat 4,8 2,9 118 113 72 72
i2a5 Throat 5 2 100 100 100 100
3rd Nordic Conference of lightweight structures - Erik Åstrand Volvo CE 2016-09-29 15
- Same rank with all formulas - Leg length requirements gives better properties than throat thickness requirements
x2
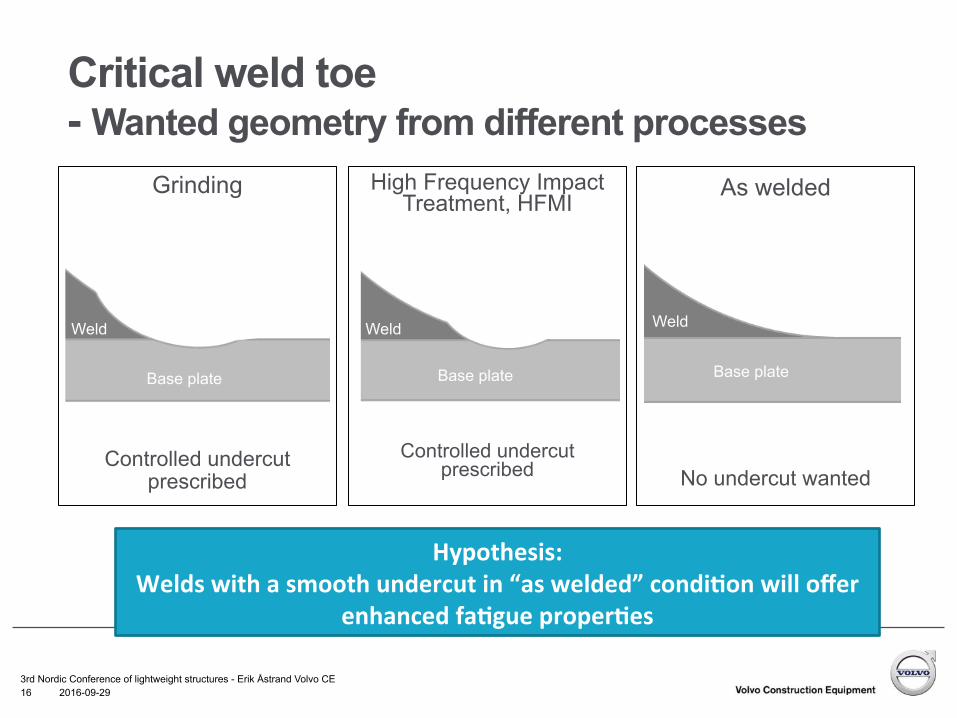
Grinding
Controlled undercut prescribed
High Frequency Impact Treatment, HFMI
Controlled undercut prescribed
As welded
No undercut wanted
Critical weld toe - Wanted geometry from different processes
16
Hypothesis: Welds with a smooth undercut in “as welded” condi7on will offer
enhanced fa7gue proper7es
Weld
Base plate Base plate
Weld Weld
Base plate
2016-09-29 3rd Nordic Conference of lightweight structures - Erik Åstrand Volvo CE
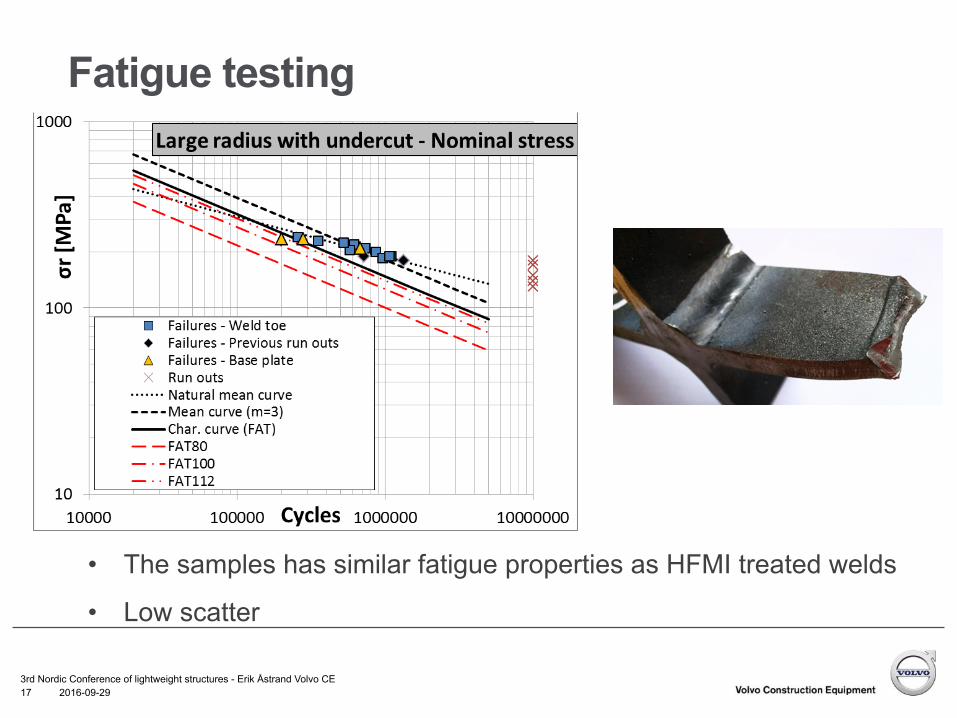
Fatigue testing
3rd Nordic Conference of lightweight structures - Erik Åstrand Volvo CE 17 2016-09-29
• The samples has similar fatigue properties as HFMI treated welds
• Low scatter
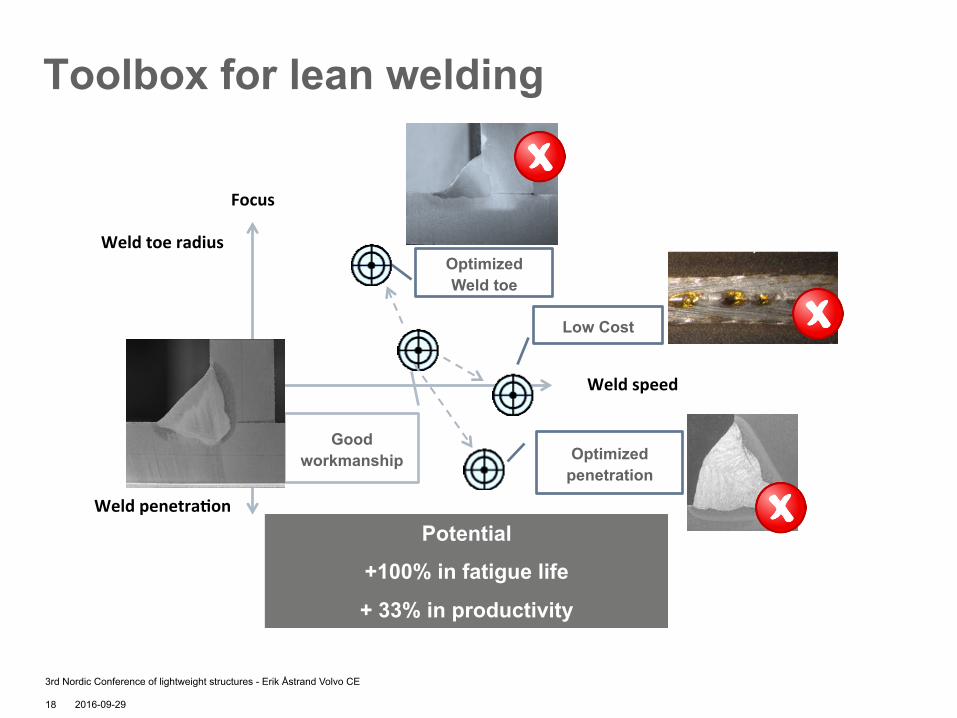
Toolbox for lean welding
Weld toe radius
Weld speed
Weld penetra7on
Good workmanship Optimized
penetration
Optimized Weld toe
Low Cost
Focus
Potential
+100% in fatigue life
+ 33% in productivity
3rd Nordic Conference of lightweight structures - Erik Åstrand Volvo CE
18 2016-09-29
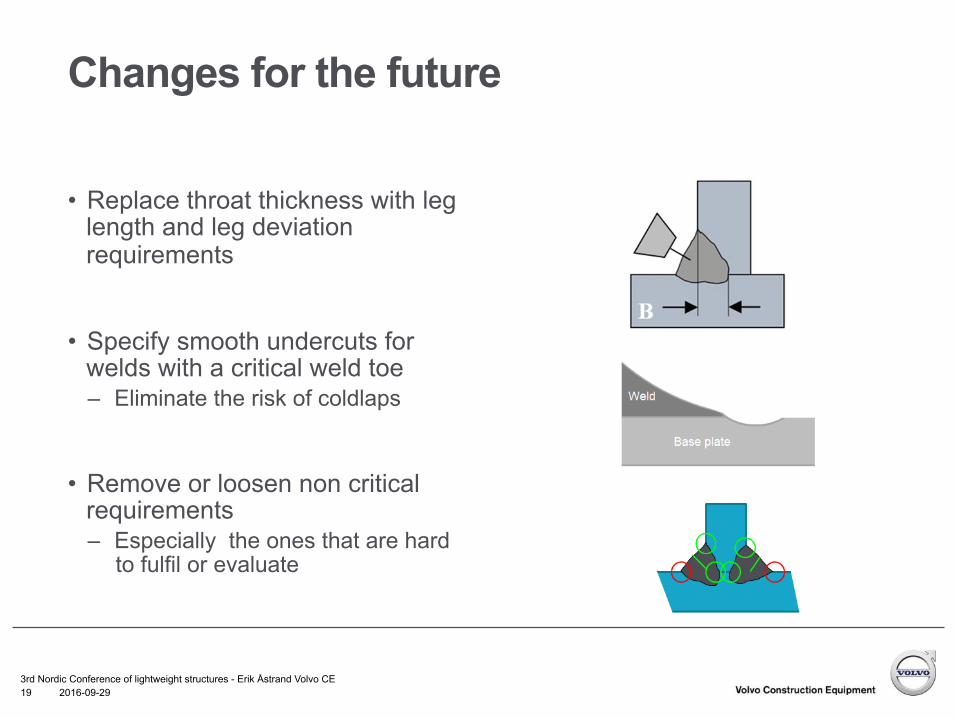
Changes for the future
3rd Nordic Conference of lightweight structures - Erik Åstrand Volvo CE
• Replace throat thickness with leg length and leg deviation requirements
• Specify smooth undercuts for welds with a critical weld toe – Eliminate the risk of coldlaps
• Remove or loosen non critical requirements – Especially the ones that are hard
to fulfil or evaluate
2016-09-29 19

Future welding standards
3rd Nordic Conference of lightweight structures - Erik Åstrand Volvo CE
• Choose weld class in relation to critical root side or toe side – It should be clear to the welder what is
critical
• Root side class – No radius requirement – Penetration depth specified – Possibilities to use leg length req. – Also usage for low cost welds
• Toe side class – Radius req. specified for the critical weld
toe.
2016-09-29 20
Increased utilisation of the welding process
- Enable usage of improved welding procedures
Improved predictability enable reduced safety margins
Reduced cost by reduction of unnecessary requirements
More clear what to put efforts in production and quality assurance
à Reduced weight and reduced fabrication cost
Potential effect of new welding standard requirements
3rd Nordic Conference of lightweight structures - Erik Åstrand Volvo CE 2016-09-29 21
2016-09-29 3rd Nordic Conference of lightweight structures - Erik Åstrand Volvo CE 22
THANKS FOR THE ATTENTION!





























