Embed Size (px)
Citation preview

Viscoelastic flow effects in
high speed injection moulding
M.G.H.M. BaltussenMT07.16
External internship reportJuly 2006
Supervising committee
prof. H.E.H. Meijer (Supervisor, TU/e)prof. H. Yokoi (Supervisor, Tokyo University)dr. M.A. Hulsen (Supervisor, TU/e)dr. G.W.M. Peters (Supervisor, TU/e)dr. S. Hasegawa (Supervisor, Tokyo University )Tokyo UniversityInstitute of Industrial ScienceYokoi Lab

Contents
1 Introduction 2
2 Viscoelastic Effects 3
3 Experimental setup 4
3.1 Experiments . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
4 Non-dimensional problem analysis 10
4.1 Governing equations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 104.2 Scaling of variables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 114.3 Dimensionless analysis of slit flow . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
5 Results 15
5.1 Strain hardening results . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 155.2 Flow front instability results . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
6 Elongational Viscosity 19
7 Conclusion 21
1

1 Introduction
The demand for small and cheap polymer parts is growing rapidly. One of the possible productiontechniques for these parts is injection moulding. It can be used to produce complex shapedproducts with micro scale dimensions in high volumes and short cycles. Injection moulding is acyclic process where polymer is heated above its melting point and injected into a mould witha temperature far below the melting point. Due to this temperature difference the polymer willsolidify. In order to compensate the volume loss during this solidification process, polymer isadded under high pressure. After fully solidifying, the mould is opened and the product is takenout of the mould and the cycle is restarted.
When the parts are very long and thin, the melt can solidify prematurely, and the part has to berejected. Three processing parameters influence this effect, which are the mould temperature, theresin temperature and the resin velocity. Of these three, the increase of both the mould and resintemperatures leads to better moulding properties. They are also relatively easy to employ. In mostcases however, they will lead to high cycle times and possible material degradation, respectively.Therefore the increase of the injection velocity is usually the only option, since it results in shortcycle times and products of good quality. Injection velocities of normal parts lie between 50 - 100mm/s, whereas high-speed injection moulding reaches speeds up to 2000 mm/s.
Polymer melts have very distinct flow characteristics. The reason for these characteristics is thechain-like structure of polymer molecules. If these molecules are close to each other, as in melts, themovement of the molecules is constrained by the surrounding molecules. This leads to interestingflow-effects, such as time dependent behaviour of stress, shear-thinning and normal stresses ina shear flow. Materials which show these effects are called viscoelastic materials. Viscoelasticmaterials behave like a liquid at low deformation rates and as an elastic solid at high deformationrates.
Since the deformation rates are high during the injection phase of high speed injection mould-ing, it is expected that viscoelastic flow effects will occur. The goal of this report will be theobservation of one of these effects during the high-speed injection moulding process.
This report is structured as follows: First viscoelastic effects and the experimental setup willbe discussed in Sections 2 and 3. Second the scaling of the governing equations will be treated inSection 4. Third the experimental results will be given in Section 5, thereafter the cause of someobserved effects will be given in Section 6 and finally a conclusion will be given in Section 7.
2

2 Viscoelastic Effects
The main goal of this report is the observation of viscoelastic effects in high speed injectionmoulding. Since these effects are often induced by the geometry of the channel, it is important tochoose a specific effect, since the amount of available geometries is limited.
In this case the extension thickening, or strain hardening effect will be studied. This effect isobserved in elongational flows, where fluid is stretched. This is the case near geometric singularitiesand in extensional flows for instance. Extension thickening fluids show a rising viscosity withincreasing elongation rate. Some polymer melts, such as LDPE, show this behaviour, but certainaqueous solutions of polymers show this behaviour in a more pronounced way. A non-dimensionalnumber which represents the ratio of the relaxation time and the typical timescale of the flowis the Weissenberg number (Wi). So for higher Wi the viscosity becomes higher in elongationalflows. Jones et al. [8] studied the behaviour of aquatic polymer solutions and observed the effectsof strain hardening for several channel geometries. By varying the flow rate Q, Wi is controlled,since the flow rate determines the flow timescale. For an increasing flow rate, the Weissenbergnumber increases too. One of their resulting figures is Figure 1.
Figure 1: Stream lines of an 250ppm polyacramide solution of for three different flow rates Q,Q = (4.4, 6.6, 8.8)cc/s. Image taken from Jones et al. [8].
From Figure 1, it can be seen that the higher the flow rate, hence the higher the Weissenbergnumber, the less material flows through the lower slit. This can be explained by the fact that nearthe entrance of the lower slit, a zone exists with high elongation rates. In this region the viscosityrises, since the fluid is strain hardening. Therefore the pressure drop needed to keep fluid flowingthrough the slit rises with increasing Wi. At a certain Wi this pressure drop is so large that most
3

Property Basell LDPE Mitsui Sumitomo LDPE Mitsui Sumitomo HDPEMass Flow Rate [g/min] 1.6 23 12Melt temperature [◦C] 108 105 134
of the fluid passes the object on the upper side, where the pressure drop is lower. If the fluidwould not have been strain hardening, the pressure drop in the lower slit would be higher thanthe upper, but the ratio of them would stay the same for all Wi.
In order to observe effect similar to the effects observed by Jones et al. , two cavities have beendesigned with geometrical features that are similar to the objects in the latter work. This meansthat there is a zone with high elongation rates, the entrance to the small channel, and a zone withlow elongation rates, the entrance to the wide rib, see Figure 2. The only difference between thetwo cavities, is the different primary channel height and the rib depth. For the first, cavity A, theheight is 4 mm and the depth is 4 mm. For the second, cavity B, the height is 2.5 mm and thedepth is 3.5 mm.
Another design aspect of this cavity is the fact that the flow should be two dimensional inthe largest part of the cavity. This is caused by the fact that 3D effects are difficult to measureproperly, since the flow-front should be visible from two directions. In order to obtain a twodimensional flow field in near the region of interest, which is the region near the rib, the rib issituated at 70 mm from the gate, which is more than the width of the cavity (50mm). In order toreduce three dimensional effects near the sides of the cavity, the width of the cavity is taken muchwider than the height of the primary channel (12 times for cavity A, 20 times for cavity B). Noair vents are incorporated in the design, since the air can escape freely from the small channel.
Next to the cavity shape, the polymer choice is important, since not all polymers have the samerheological behaviour e.g. not all polymers will show the same viscoelastic flow effects under thesame external conditions. In this case a polymer melt has to be chosen which shows a clear strainhardening behaviour, and a polymer which does not show strain hardening for comparison. Fromrheological measurements by [7], we know that LDPE melts show strain hardening. ThereforeLDPE has been chosen as the experimental material. More specifically the Basell 1800H melt andthe Mitsui Sumitomo 68 LDPE have been chosen. The first has been used, since it is about thesame as the BASF 1810H melt used by [7], of which rheological data is already available. Nextto a strain hardening a non-strain hardening is used. From [9], it is known that HDPE showslittle strain hardening and therefore it is chosen as reference material. In this report a MitsuiSumitomo/Prime Polymer 1300J HDPE resin is used. Basic material data of these three melts isshown in table 2. From which it is observed that the viscosity of the Basell LDPE is much higherthan the viscosity of the other two melts, since the mass flow rate is five to ten times lower.
3 Experimental setup
In order to observe the filling of the cavity, a transparent insert of the mould has been used. Thismakes it possible to look through the cavity, so that the flow front in the thickness direction canbe observed. The tracking of the flow front is done by the back-light illumination method, whichhas been used many times by this group. This method consists of a mould which has two windows,so that light can travel through the cavity. Two acrylic windows are fitted next to the cavity, andform the side walls of the cavity. The cavity is lightened from the back side of the mould, so thatthe flow-front is clearly visible. During the injection stage of the injection moulding process, ahigh speed video camera records the process from the front side. This camera (NAC MemrecamFX K4) is capable of recording up to 168.000 frames per second. As most high-speed cameras,this camera reduces it’s image resolution in order to reach the very high frame-rates. For theexperiments frame-rates of 10.000 and 20.000 fps will be used, since the resolution and frame-rateare sufficiently high to observe the process clearly at all injection conditions. The flow will onlybe recorded in a small area of the total cavity, namely the area near the rib portion. See Figs. 3 -4, for the experimental setup.
4

The recordings show the most advanced tip of the flow front, irrespectable of it’s position withrespect to the window. So when the flow front is locally more advanced, this will be the apparentfront. Since the cavity is designed with two dimensional flow in mind this effect is believed to besmall.
A note has to be made to the fact that the acrylic windows have different mechanical andthermal properties than a normal steel cavity, which could lead to phenomena which do not takeplace in all-steel cavity, such as flashing of the melt and cooling related effects. The contact areaof the melt with the windows is relatively small however, when compared to the contact area withthe steel mould, and therefore only local effects near the window can be expected, which shouldnot alter the global flow too much.
The injection moulding machine, is a Nissei Plastics Co. Ltd. FN4000T, which has two injectionunits, only one will be used however. This machine has a maximum injection rate of 1000 mm/s,which corresponds to 806 cm3/s.
3.1 Experiments
Injection moulding experiments will be conducted at the following injection speeds: 30,60,100,300,600and 1000 mm/s. For cavity A either the Basell LDPE or the Mitsui Sumitomo LDPE will be in-jected, for cavity B the Mitsui Sumitomo HDPE is available too.
5

5050
7070115115
44
t1t1
11t2t2
shape B ; t1=2.5, t2=5 shape A ; t1=4, t2=7 shape B ; t1=2.5, t2=5 shape B ; t1=2.5, t2=5
Figure 2: The shape of the cavity, which has been used in the experiments. The left view is thesame view as observed during experiments. A fangate is located at the top, the channel withwidth t1 is the primary channel, the lower channel is the outflow channel.
6

Figure 3: The opened mould with the two acrylic windows to the side of the cavity.
7

Figure 4: The closed mould. Light travels through the acrylic windows.
8

Figure 5: The high speed camera (right) set up for the experiment, recording the filling processfrom the same side as the left part of Figure 2.
9

4 Non-dimensional problem analysis
In order to get an idea about which physical processes are dominant at different injection rates, anon-dimensional analysis is useful. Therefore a decision has to be made on what to incorporate intothe physical model of the real world. The behaviour of polymer melts depends on the movement ofthe polymer chains comprising the melt. The movement of an individual chain does not influencethe total behaviour however. Hence the polymer can be treated as a continuum and the theory ofcontinuum mechanics can be applied.
This section is structured as follows: First the equations of motion will be introduced, thereafterthe resulting equations will be written in a non-dimensional form. Finally a scaling analysis willbe carried out for the flow of polymer between two parallel plates, a slit flow.
4.1 Governing equations
Now that it is known that a continuum approach is appropriate, the governing equations for thisproblem have to be introduced. The governing equations consist of the conservation equations ofmass, momentum and energy and constitutive equations for the stress, internal energy and heatflux. Since the injection moulding process is considered a immiscible process, only single compo-nent versions of these governing equations will be used, and no entropy of mixing is incorporated.No reactions take place and temperatures are considered low, so that radiation is not important.Also body forces such as gravitational forces are assumed low. These assumptions result in thefollowing conservation equations:
(
∂ρ
∂t+ ~u · ~∇ρ
)
= ρ~∇ · ~u (1)
ρ
(
∂~u
∂t+ ~u · ~∇~u
)
= ~∇ · σ (2)
ρ
(
∂ε
∂t
)
= −~∇ · ~q + σ : L (3)
Where ρ is the density, t is the time, ~u is the velocity, σ is the fluid stress, ε is the internalenergy of the fluid, ~q is the heat flux and L = ~∇~uT is the velocity gradient tensor. L Can bereplaced by D = 1
2
(
L + LT)
, since the fluid stress is always symmetric. The energy equationcontains the internal energy on the left hand side, and the conduction of heat and the viscousdissipation on the right hand side.
The constitutive equation for the fluid stress can have different forms, depending on the fluidmodel. In this report a viscoelastic fluid model is used. First the fluid stress is split into two partsσ = −pI+τ . Where p is the pressure, I is the unit tensor and τ is the extra fluid stress tensor, forwhich a constitutive relation has to be defined. This constitutive relation relates the deformationhistory to the extra stress.
The viscoelastic fluid model is the Oldroyd-B or Upper Convected Maxwell (UCM) model.Although more accurate, and elaborate, models exist for polymer melts [11, 10], this model sufficesfor the intended scaling analysis in this report, and is given by:
λO
τ +τ = 2G(T )λD (4)
with
O
τ =∂τ
∂t+ ~u · ~∇τ − L · τ − τ · LT (5)
where G(T ) is the temperature dependent shear modulus, λ is the relaxation time of the liquid
andO
τ is the upper convected derivative. The relaxation time is not taken temperature dependent,which is not correct from a physics standpoint.
10

The constitutive equation Eq. 6 for the internal energy is based on [1]. The relation for theheat flux Eq. 7 is taken as a the Fourier Law of heat diffusion, as was done by [12].
∂ε
∂t= ρcp
(
∂T
∂t+ ~u · ~∇T
)
(6)
~q = −κ~∇T (7)
Here cp is the heat capacity at constant pressure, and κ is the heat diffusion coefficient constant,also called heat conduction constant.
So the fluid stress is modelled as a time and temperature dependent viscoelastic liquid. Forpolymers the viscosity η is taken equal to G(T )λ.
4.2 Scaling of variables
Now the physics are modeled it is important that all the variables are scaled. The scaling ofthe variables leads to the introduction of the so-called dimensionless groups. These groups showthe relative importance of two forces, energies or timescales for example. This directly showsthe benefits of this analysis. First of all it is easy to assess which terms are important in acertain problem. It is now possible to set up an experiment in which only one, or few effects areobservable. This has the advantage that other effects cannot have an major influence on the resultsand therefore effects can be studied individually, instead of all at once. Second, the modelling ofcomplex problems is simplified, since unimportant terms do not have to be modelled. This reducesthe complex problem to a less complex one, which is easier to solve in general.
In this case some assumptions will be made. The fluid is considered to be incompressible
ρ = constant and to be at a stationary state∂
∂t= 0. In case that the fluid is very elastic, the
following non-dimensional variables are introduced:
∇ =1
t
∗
∇ ~u = U0
∗
~u p = G∗
p
τ = G∗
τ T = (Tmelt − Tmould)∗
T + T0 = ∆T∗
T + T0 D =U0
t
∗
D
L =U0
t
∗
L
where t stands for the typical length scale of the problem, U0 for the typical velocity, G forthe shear modulus depending on the temperature, Tmelt the temperature of the melt, Tmould thetemperature of the mould and T0 the constant ambient temperature. Using these variables in Eq.(1)-(2) and omitting the stars, leads to:
~∇ · ~u = 0 (8)
Ma2
(
~u · ~∇~u)
+ ~∇p = ~∇ · τ (9)
Pe(
~u · ~∇T)
= ~∇2T + Br (τ : L) (10)
Wi(
~u · ~∇τ + L · τ − τ · LT)
+ τ = 2WiD (11)
Where the following dimensionless numbers appear:
The Mach number giving the ratio between the velocity and the shearwave velocity in the fluid:
Ma =U0
√
G/ρ(12)
11

The Peclet number giving the ratio between convective heat transport and conductive heat trans-port:
Pe =ρcpU0t
κ(13)
The Brinkman number giving the ratio between viscous heat generation and conductive heattransport. In case of a viscoelastic liquid the viscosity will be estimated, based on the temperatureand the shear rate:
Br =ηU2
0
κ∆T(14)
The Weissenberg number giving the ratio between the convective stresses and the relaxationstresses:
Wi =λU0
t(15)
Now that the equations are scaled, the non-dimensional numbers have to be computed for acavity shape and moulding conditions, which will be done in the next subsection. The assumptionthat the fluid is very elastic has to be verified during this analysis otherwise the scaling of thevariables is not correct.
4.3 Dimensionless analysis of slit flow
A practical application of the non-dimensional numbers is the analysis of a model problem. Inthis case a slit flow geometry will be considered. It lies out of the scope of this report to do a fullscaling analysis of the fountain flow, see [3] and [5]. The dimensionless numbers will be calculatedfor LDPE . The material data is given in table 1. The slit has a length L, width W and thicknesst and L > W � t. The main flow velocity will be in x-direction and called U0. The velocitycomponents in the other two directions are considered much smaller in the largest part of thecavity, since the thickness is much smaller than the length and width. The specific length scale isthe thickness, since the largest changes occur in this direction. The slit geometry is depicted inFig. 6. In a large part of the slit, the flow can be considered two dimensional. Since both W andL are much larger than t, the thickness is the important length-scale and is set at 5 mm, which isin the same order as the channel height in the experiments. The velocity and shear rate profiles ofa two dimensional Poisseuille flow are shown in Figure 7. This assumption is rather severe, sincethe flow of a shearthinning in this geometry will be more plug like, due to the high shearrates atthe wall. Since cooling is also near the wall, the viscosity is also low near the wall, reducing thesevere shear thinning at the wall.
Figure 6: The slit shape, used for the scaling analysis.
The velocities are chosen such that they are of the same order of magnitude as in high speedinjection moulding. In order to calculate the appropriate velocities, the machine data from a NisseiFN4000T injection moulding machine have been chosen. This machine has a maximum injectionspeed of 1000 mm/s, which corresponds to 806 cm3/s. From this data the true fluid velocity in the
12

Material property LDPE @ 435Kρ @ 293 K [kg/m3] 991
cp [J/kgK] 2.54 · 103
κ [W/mK] 8.07 · 10−2
λ [s] 5.875 · 101
Table 1: Material properties of LDPE.
PSfrag replacements
t
γ velocity
Figure 7: The shear rate and velocity profiles for a fully developed Poisseuille flow.
slit can be calculated. An imaginary injection speed of 10000 mm/s has been added to indicatethe effects of even higher injection speeds.
The viscosity of polymer melt G(T )λ depends on the shearrate γ and the temperature. There-fore it is impossible to use one single value for this property in the scaling analysis. For eachspecific case the shear rate is approximated, and used to find the appropriate viscosity, with thehelp of figure 8.The viscosity of LDPE is only weakly dependent on the temperature, especiallyat high shear rates, see [12]. Therefore the viscosity will be taken at the set up melt temperature,which is not the real melt temperature. In this case the viscoelastic liquid is shear thinning.Therefore the highest shear rate will give the lowest viscosity.
The same analysis will be carried out for a viscoelastic liquid.
injection rate [mm/s] ~U0 [m/s] γmax [1/s] η [Pas] Br Pe Wi
10 3.2 · 10−2 3.8 · 101 2 · 103 4.3 · 10−2 1.3 · 103 3.8 · 102
100 3.2 · 10−1 3.7 · 102 3 · 102 6.5 · 10−1 1.3 · 104 3.8 · 103
1000 3.2 · 100 3.7 · 103 1 · 102 2.2 · 101 1.3 · 105 3.8 · 104
10000 3.2 · 101 3.7 · 104 2 · 101 4.3 · 102 1.3 · 106 3.8 · 105
Table 2: Non dimensional numbers for a LDPE melt flowing through a slit.
From these non-dimensional numbers the following can be concluded:
• The viscosity at the highest injection rate is 100 times smaller than the viscosity at the lowestinjection rate. This shows that shearthinning has a great influence on the flow behaviour.
• At high injection rates, more heat is generated by viscous dissipation, than can be conductedto the walls. This will give rise to the heating up of the polymer melt, which leads to a lowerviscosity.
13

Figure 8: Shear viscosity, taken from [12] p111.
• The transportation of heat is always convection dominated, since Pe is always much largerthan unity.
• The material behaves elastic, since Wi is much larger than unity for all injection rates. Thisjustifies the scaling of stress and pressure with the modulus G.
14

5 Results
In this section the experimental results will be shown. Two viscoelastic effects will be consideredas mentioned in section 2. First strain hardening effects will be treated and flow front instabilitiesthereafter.
5.1 Strain hardening results
The effect of strain hardening on the filling behaviour is measured as follows. From the recordedmovies the time at which the rib is filled entirely is measured trib, as well as the time at which thepolymer melt enters the small channel tsm. See figure 9.
PSfrag replacements
trib
tsm
Figure 9: The filling time of the rib, trib and the entering time of the channel tsm.
The time difference ∆t = tsm − tribis calculated. From this difference two things can be seen:
• The sign of the time difference gives information about which event takes place first. If therib is filled before the small channel is filled, the sign is positive. Otherwise it is negative
• The absolute value of the time difference gives information on the time between the twoevents. If the time difference is significant, either the rib or the channel is filled first,therefore being an indicator of strain hardening.
This time difference is calculated for both cavity shapes and all injection speeds. For cavityA, only Mitsui-Sumitomo LDPE and Basell LDPE are used. For cavity B Prime Polymer HDPEis used in addition to these resins. The results are shown in Figs. 10 -11.
From the figures it is observed that only at low injection rates the small channel is filledbefore the rib. The time difference is very small however, so no big strain hardening effects occur.All three polymers behave the same, so strain hardening does not influence the filling behavioursignificantly. In general the rib is filled first and the channel is filled thereafter. This is probablydue to the fact that the melt is cooled quicker near cavity walls. This results in a lower viscosity,which hinders the filling of the small channel at all injection rates. Only after filling the rib-portion,the pressure is high enough to force melt into the small channel.
15

0 200 400 600 800 1000−0.01
−0.008
−0.006
−0.004
−0.002
0
0.002
0.004
0.006
0.008
0.01
Injection rate [mm/s]
Tim
e di
ffer
ence
∆ t
[s]
Time difference vs. injection velocity for cavity A
Mitsui Sumitomo LDPEBasell LDPE
Figure 10: The time difference between filling the rib and entering the channel for cavity A.
0 200 400 600 800 1000−0.01
−0.008
−0.006
−0.004
−0.002
0
0.002
0.004
0.006
0.008
0.01
Injection rate [mm/s]
Tim
e di
ffer
ence
∆ t
[s]
Time difference vs. injection velocity for cavity B
Mitsui Sumitomo HDPEMitsui Sumitomo LDPEBasell LDPE
Figure 11: The time difference between filling the rib and entering the channel for cavity B.
5.2 Flow front instability results
The rotating motion of the flow front was observed in the channel leading to the rib-shaped cavityfor the Basell LDPE at all injection rates and for the other materials at high injection rates. Therotating motion of the flow front resulted into two different types of filling behaviour, dependingon the direction of rotation. When the flow front rotated clockwise the rib-portion was filledin the same way as it was filled when the fountain flow was stable, when the flow front rotated
16

counterclockwise, the flow front bent around the corner first. Only after touching the lower ribwall,the left part of the rib was filled. The different filling can be seen in Figs. 12-13.
Figure 12: Flowpatterns of the filling of the rib-cavity when the flow front rotated clockwise whenentering the rib-portion for Mitsui Sumitomo LDPE injected at 30 mm/s.
Figure 13: Flowpatterns of the filling of the rib-cavity when the flow front rotated counterclockwisewhen entering the rib-portion for Basell LDPE injected at 1000 mm/s.
In order to relate the rotation direction at the time of entering the rib-portion to the fillingbehaviour of the rib, the rotation direction and the filling manner were determined. The rotationdirection can be: clockwise (CW), counterclockwise (CCW) or unknown (u). The filling behaviourcan be either normal Fig. 12, or abnormal Fig. 13. For all three materials and all seven injectionrates this results in the following table:
From this table the following conclusions can be drawn:
• Abnormal rib filling is observed for the Basell LDPE at all injection rates. For the other twopolymers it is observed for injection rates of 100 mm/s and upwards.
• The direction of rotation and the filling behaviour can be related fairly accurately for theBasell LDPE at injection rates upto 100 mm/s.
17

Injection rate mm/s Basell LDPE
normal abnormal
30601003006001000
CW CCW U CW CCW U52.9 0 17.6 0 29.4 054.5 18.2 0 0 27.3 071.4 0 7.1 0 21.4 045.5 0 27.3 0 18.2 9.125 0 8.3 0 66.7 0
38.5 0 0 0 30.8 30.8
Mitsui Sumitomo LDPE
normal abnormal
30601003006001000
CW CCW U CW CCW U0 0 100 0 0 0
44.4 0 55.6 0 0 077.8 0 0 11.1 0 11.142.9 0 0 0 28.6 28.630 0 40 0 20 10
23.1 0 23.1 0 38.5 15.4
Prime Polymer HDPE
normal abnormal
30601003006001000
CW CCW U CW CCW U80 0 20 0 0 070 0 30 0 0 0
22.2 0 11.1 0 66.7 018.2 0 36.4 0 0 45.530 0 30 0 0 40
26.9 3.8 26.9 7.7 15.4 19.2
18

For increasing injection rate it becomes more difficult to determine the rotational direction. Thisis due to the fact that the flow front movement is larger during each captured movie-frame. Thisresults in a unclearer flow front at high injection rates. The Basell LDPE shows a non-smoothflow front, at all injection rates. The flow front appears to be fractured, hence the name meltfracture, which is a common effect in polymer extrusion [2], where it is observed regularly. Thiseffect has no influence on the global filling behaviour, it results in much easier determination ofthe rotational direction, however.
6 Elongational Viscosity
A possible reason for the fact that the Mitsui Sumitomo LDPE and the Mitsui Sumitomo HDPEonly show abnormal filling behaviour at high injection rates is their relatively low viscosity withrespect to the Basell LDPE. This means that the former behave less elastic than the Basell LDPE.Since the unstable motion of the flow front is believed to be a viscoelastic effect, it’s occurrencecan be characterized by the Weissenberg number (Wi), which is the ratio of the relaxation timeof the polymer to the characteristic deformation time. Polymers with a low viscosity have to beinjected at an higher speed in order to have the same Weissenberg number. From [4, 6], it isknown that the fountain flow only becomes unstable from a certain Wi upwards, which is knownas the critical Wi. Therefore the Mitsui Sumitomo LDPE and Mitsui Sumitomo HDPE could bebelow this critical Wi for the low injection rates, while the Basell LDPE already has a higher Withan the critical Wi at these injection rates.
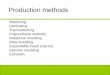
The first indication that the viscosities differ is the large difference in melt flow indexes, seen intable 2, where a low mass flow index indicates a high viscosity. In order to make a more qualitativecomparison, the uniaxial viscosities of all melts are measured. The temperature of the melt wasset at 140 ◦C. The Mitsui Sumitomo HDPE had a very low viscosity at this temperature, whichmade it impossible to test. By lowering the temperature, crystalisation effects become apparent,which is not desirable. Therefore only the LDPE’s were tested. The resulting uniaxial viscositiesfor strain rates of 0.5 and 1.0 1/s are shown in Figure 14. Measurements where performed byW.M. Buysse.
10−2
10−1
100
101
103
104
105
106
time [s]
Uni
axia
l ext
enis
iona
l vis
cosi
ty [P
as]
Uniaxial extensional viscosity for two materials and elongation rates
x Basell LDPE ε = 0.5
o Basell LDPE ε = 1.0
� Mitsui Sumitomo LDPE ε = 0.5
. Mitsui Sumitomo LDPE ε = 1.0
Figure 14: Uniaxial extensional viscosity for two materials and two extension rates.
From 14 it can be seen that both polymers are strain hardening, since the viscosity increases
19

significantly with an increased extension rate. For LDPE’s this is normal behaviour [9]. The MitsuiSumitomo LDPE has a much lower viscosity however, about ten times lower than the Basell LDPE.Therefore the Weissenberg number will also be lower under the same flow conditions. In order tocompare experiments with both materials, the injection speed of the Mitsui Sumitomo LDPE hasto be about ten times higher, which at least agrees quantitatively with the fact that this polymeronly shows abnormal filling for higher injection rates than the Basell LDPE.
20

7 Conclusion
Viscoelastic flow effects in high-speed injection moulding were studied with a filling visualisationtechnique. More in particular strain hardening and unstable motion of the fountain flow wereinvestigated. Two similarly rib shaped cavities were designed, where strain hardening effects asobserved by Jones et al. [8] were expected. One of three polymers, two LDPE’s and one HDPE,was injected into this cavity at six different injection rates. The cavity is optically accessiblefrom one direction and the filling of the cavity was recorded by an high-speed camera. From thevideo data filling patterns were drawn, filling times of parts of the cavity were recorded and thebehaviour of the flow front was identified. From this observation data it can be concluded thatstrain hardening has no influence on the filling of the cavity. This is believed to be due to the factthat the viscosity rises too much locally due to cooling.
The unstable motion of the flow front prior to entering the rib shaped section of the cavitycaused notable filling effects. The rib portion was either filled in a regular way, with touching theopposing wall and filling the rib portion, or it was filled in a irregular way, when the flow frontbent around the corner and touched the opposing wall much closer to the rib end. These two fillingmechanisms where observed for all three polymers at injection rate from 100 mm/s and upwardand for the Basell LDPE also at the lower injection rates. Whether the cavity is filled regularly orirregularly is related to the rotational direction of the flow front prior to entering the rib portionin most cases. In general it is observed that if the rotation is clockwise, the rib is filled regularly,if rotating counterclockwise the rib is filled irregularly.
The reason for the different behaviour of the Basell LDPE and the Mitsui LDPE and HDPEis believed to be the fact that the viscosity of the later polymers is much lower than the viscosityof the Basell LDPE. The Basell LDPE behaves more elastic than the other two polymers atthe same injection rate and therefore shows other behaviour. In other words; The Weissenbergnumber for Basell LDPE is higher than the Weissenberg number for the other two polymerswith the same injection conditions. When the injection rate is increased, the melts behave moreelastic. Thus the Weissenberg number is increased with respect to the low injection velocities andthe Mitsui Sumitomo LDPE and HDPE show the same filling behaviour than the Basell LDPEalready showed at low injection rates. Extension rheometry confirmed that the viscosity of theMitsui Sumitomo LDPE is about a factor ten lower than the viscosity of the Basell LDPE. Noextensional rheometry could be conducted on the Mitsui Sumitomo HDPE, since it’s viscosity istoo low at the experimental conditions.
Finally it can be said that the unstable motion of the fountain flow has an effect on the fillingof a rib-shaped cavity. Since the unstable fountain flow is a viscoelastic instability, viscoelasticeffects can be observed during the filling phase of high-speed injection moulding, with the flowfront visualisation technique.
21

References
[1] G.K. Batchelor, An introduction to fluid mechanics, Cambridge University Press, 1967.
[2] V. Bertola, B. Meulenbroek, C. Wagner, C. Storm, A. Morozov, W. van Saarloos, andD. Bonn, Experimental evidence for an intrinsic route to polymer melt fracture phenomena:
A nonlinear instability of viscoelastic poiseuille flow, Phys. Rev. Let. 90 (2003).
[3] A.C.B. Bogaerds, Stability analysis of viscoelastic flows, Ph.D. thesis, Technische UniversiteitEindhoven, 2002.
[4] A.C.B. Bogaerds, A.M. Grillet, G.W.M. Peters, and F.P.T. Baaijens, Stability analysis of
polymer shear flows using the extended pom-pom constitutive equations, J. Non-NewtonianFluid Mech. 108 (2002), 187–208.
[5] H.J.J. Gramberg, Flow front instabilities in an injection moulding process, Ph.D. thesis, Tech-nische Universiteit Eindhoven, 2005.
[6] A.M. Grillet, A.C.B. Bogaerds, G.W.M. Peters, and F.P.T. Baaijens, Numerical analysis of
flow mark surface defects in injection molding flow, J. Rheol. (2002).
[7] P. Hachmann, Multiaxiale dehnung von polymerschmelzen, Ph.D. thesis, ETH Zurich, 1996,Dissertation ETH Zurich, Nr. 1190.
[8] D.M. Jones and K. Walters, The behaviour of polymer solutions in extension-dominated flow,
with applications to enhanced oil recovery, Rheologica Acta 28 (1989), 482.
[9] H.M. Laun, -, Proceedings of the Ninth International Congress on Rheology, 1984.
[10] A.E. Likhtman and R.S. Graham, Simple constitutive equation for linear polymer melts de-
rived from molcular theory: Rolie-poly equation, J. Non-Newtonian Fluid Mech. (2003).
[11] W.M.H. Verbeeten, Computational polymer melt rheology, Ph.D. thesis, Technische Univer-siteit Eindhoven, 2001.
[12] P. Wapperom, Nonisothermal flows of viscoelastic fluids: thermodynamics, analysis and nu-
merical simulation, Ph.D. thesis, Delft University of Technology, Faculty of Mechanical En-gineering and Marine Technology., 1995.
22

![QUASISTATIC THERMO-ELECTRO-VISCOELASTIC CONTACT … · terials is the theory of electroelasticity. General models for elastic materials with piezoelectric e ects can be found in [19]](https://img.pdfslide.us/doc/110x75/6018370161116c1d2c244e8d/quasistatic-thermo-electro-viscoelastic-contact-terials-is-the-theory-of-electroelasticity.jpg)