Embed Size (px)
Citation preview

Vintage Tailgas Treatment Unit, new Performance Middle East Sulphur Plant Operations, Network 2016 9-11 October in Abu Dhabi, United Arab
BP Gelsenkirchen GmbH Pamela d‘Anterroches
Stefan Below Sebastian Kordes
OASE® Gas Treatment Harish Khajuria Thomas Ingram Gerald Vorberg
MESPON 2016, G. Vorberg 2
Agenda Fundamentals
Boundaries / Constraints in Tail Gas Treatment
Improvement Approach for a TGTU
Solvents in TGTU Service
Further Aspects
Plant trial at BP Gelsenkirchen
The BP Gelsenkirchen Refinery / The TGTU
Improvement Strategy / Test Procedure
The Plant Trial
Outline of the Parametric Studies
Summary
Rules of Thumb for an existing Unit?
MESPON 2016, G. Vorberg 3
Question / Task
How to improve the Performance of an existing Tail Gas Treatment Unit?
Definitions/Abbreviations:
H2S Amine Loading → molH2S/molamine
H2S Partial Pressure (mbar) → Gas Pressure x H2S conc.
Steam/Circ. Rate Ratio → kg/hsteam per tons/hcirculated amine solution
H2S Isotherm → vapour liquid equlibrium (VLE)
Disclaimer: Assumptions/rules of thumb refer to individual cases and marked with !
MESPON 2016, G. Vorberg 4
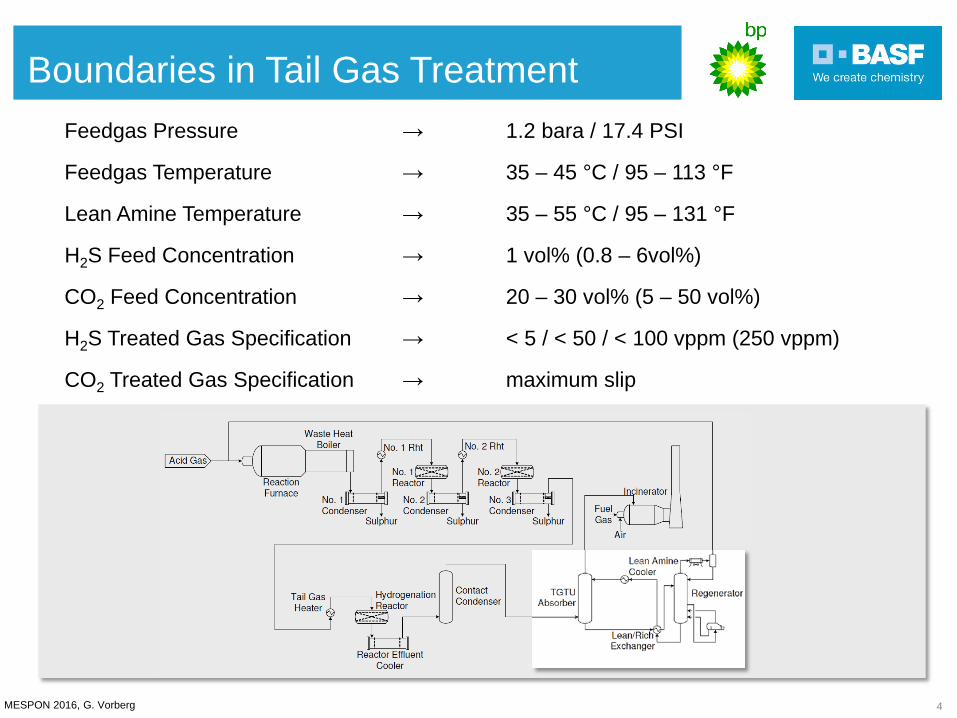
Boundaries in Tail Gas Treatment Feedgas Pressure → 1.2 bara / 17.4 PSI
Feedgas Temperature → 35 – 45 °C / 95 – 113 °F
Lean Amine Temperature → 35 – 55 °C / 95 – 131 °F
H2S Feed Concentration → 1 vol% (0.8 – 6vol%)
CO2 Feed Concentration → 20 – 30 vol% (5 – 50 vol%)
H2S Treated Gas Specification → < 5 / < 50 / < 100 vppm (250 vppm)
CO2 Treated Gas Specification → maximum slip
MESPON 2016, G. Vorberg 5
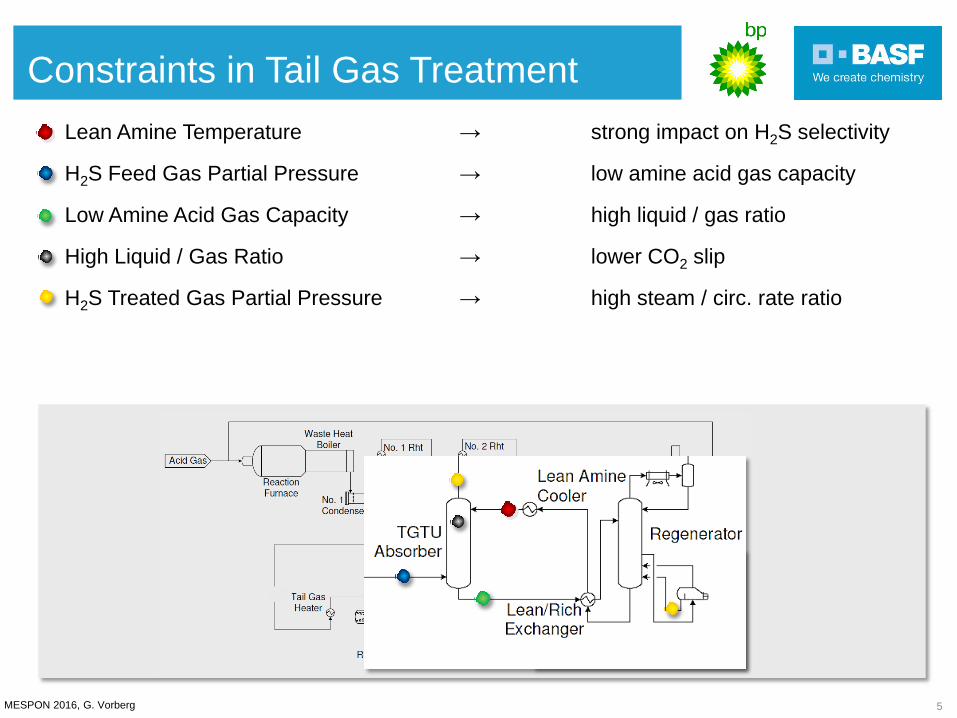
Lean Amine Temperature → strong impact on H2S selectivity
H2S Feed Gas Partial Pressure → low amine acid gas capacity
Low Amine Acid Gas Capacity → high liquid / gas ratio
High Liquid / Gas Ratio → lower CO2 slip
H2S Treated Gas Partial Pressure → high steam / circ. rate ratio
Constraints in Tail Gas Treatment
MESPON 2016, G. Vorberg 6
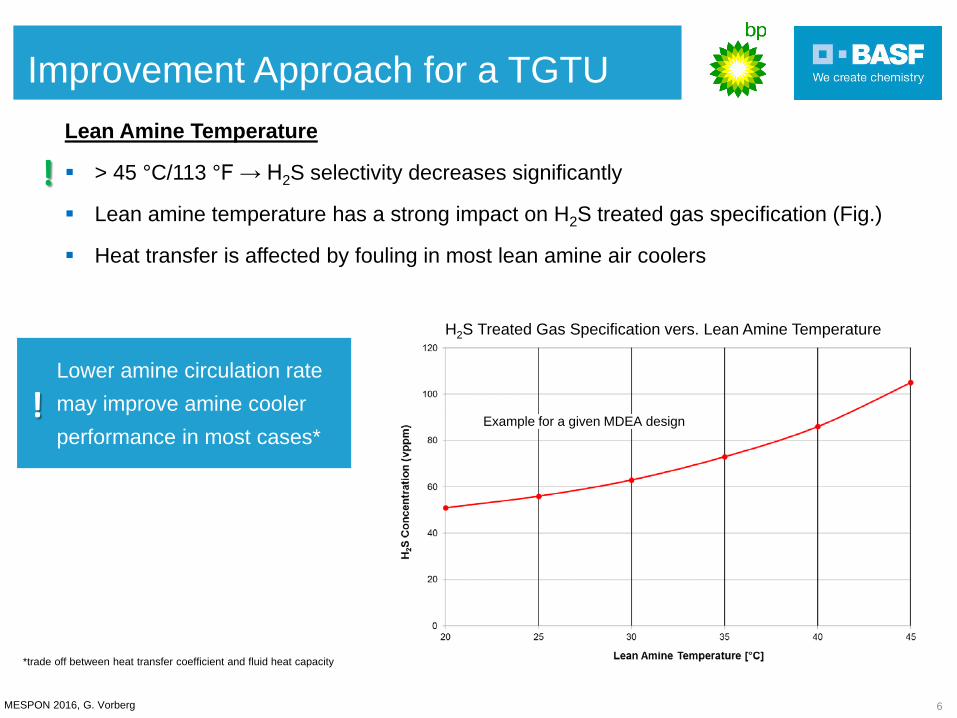
Lean Amine Temperature
> 45 °C/113 °F → H2S selectivity decreases significantly
Lean amine temperature has a strong impact on H2S treated gas specification (Fig.)
Heat transfer is affected by fouling in most lean amine air coolers
Improvement Approach for a TGTU
H2S Treated Gas Specification vers. Lean Amine Temperature
!
!
*trade off between heat transfer coefficient and fluid heat capacity
Example for a given MDEA design
Lower amine circulation rate may improve amine cooler performance in most cases*
MESPON 2016, G. Vorberg 7
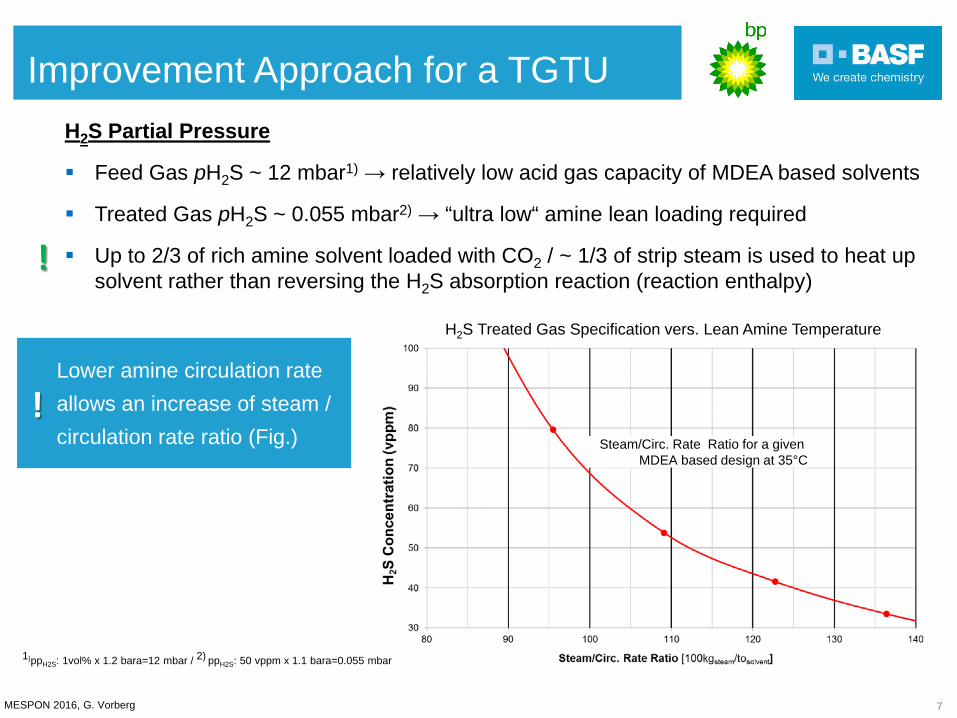
H2S Partial Pressure
Feed Gas pH2S ~ 12 mbar1) → relatively low acid gas capacity of MDEA based solvents
Treated Gas pH2S ~ 0.055 mbar2) → “ultra low“ amine lean loading required
Up to 2/3 of rich amine solvent loaded with CO2 / ~ 1/3 of strip steam is used to heat up solvent rather than reversing the H2S absorption reaction (reaction enthalpy)
Steam/Circ. Rate Ratio for a given MDEA based design at 35°C
!
Improvement Approach for a TGTU
! Lower amine circulation rate allows an increase of steam / circulation rate ratio (Fig.)
H2S Treated Gas Specification vers. Lean Amine Temperature
1)ppH2S: 1vol% x 1.2 bara=12 mbar / 2) ppH2S: 50 vppm x 1.1 bara=0.055 mbar
MESPON 2016, G. Vorberg
Approach for an existing TGTU
Increase / double acid gas capacity of existing MDEA based solvent
Decrease solvent circulation rate at same steam feed rate
Expected Results
Substantial decrease of H2S in treated gas
Slight increase of CO2 slip in treated gas
Positive effect on heat exchangers
Improvement Approach for a TGTU
8

MESPON 2016, G. Vorberg 9
Solvents in TGTU Service
„Generic MDEA“ Methyldiethanolamine
CO2 reaction kinetically hindered, H2S react. nearly instantaneous
H2S + R1R2R3N ⇄ HS- + R1R2R3NH+
CO2 + 2H2O ⇄ HCO3- + H3O+
H2S amine rich loading around 0.03 – 0.1 mol/mol
Strip Steam Ratio 85 – 130 kg/tosolvent
„Acidified MDEA“ Methyldiethanolamine
Addition of acid shifts equilibrium in stripper towards H2S → lower regeneration energy
MDEAH+ + HS- ⇄ MDEA + H2S
H2S amine rich loading around 0.03 – 0.1 mol/mol
Strip Steam Ratio 75 – 100 kg/tosolvent
„Severely hindered Amine“ H2S Selectivity due to (severely) steric hinderance of N-group
Fast kinetics for H2S
H2S amine rich loading at least double of MDEA
+H+
Amine Mechanism Specifics
!
!
!
Examples for severely hindered Amines
+H+
MESPON 2016, G. Vorberg 10
Further Aspects
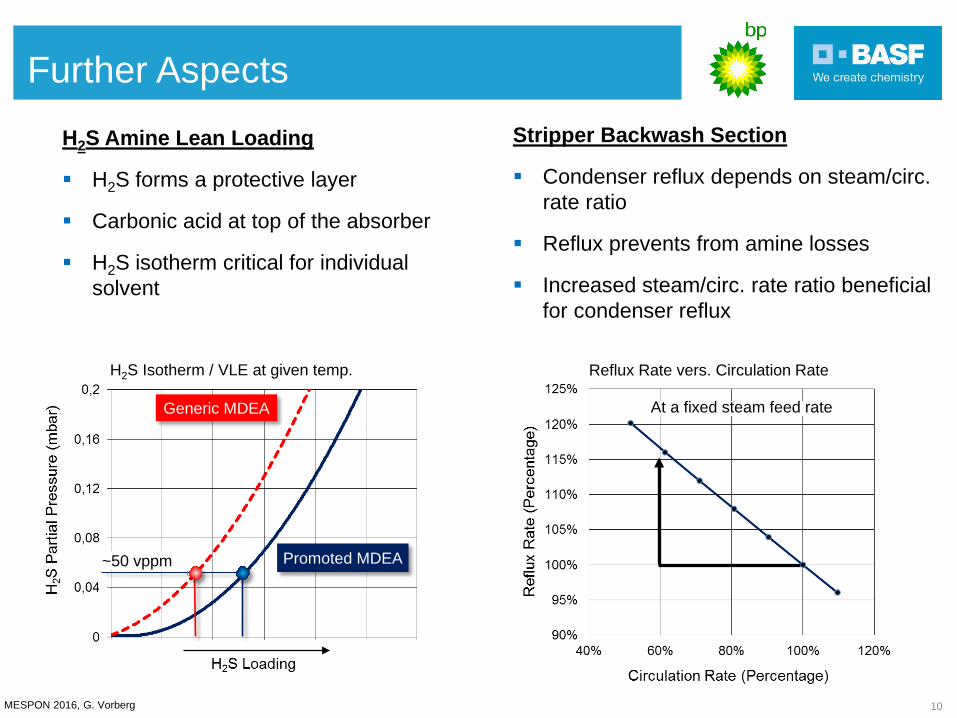
H2S Amine Lean Loading
H2S forms a protective layer
Carbonic acid at top of the absorber
H2S isotherm critical for individual solvent
Stripper Backwash Section
Condenser reflux depends on steam/circ. rate ratio
Reflux prevents from amine losses
Increased steam/circ. rate ratio beneficial for condenser reflux
H2S Isotherm / VLE at given temp.
Generic MDEA
Promoted MDEA
Reflux Rate vers. Circulation Rate
At a fixed steam feed rate
~50 vppm

MESPON 2016, G. Vorberg 11
Trial
Vintage Tailgas Treatment Unit, new Performance - Plant Trial at BP Gelsenkirchen -

MESPON 2016, G. Vorberg 12
The BP Gelsenkirchen Refinery
• The BP Gelsenkirchen site processes around 12 Mio tons crude oil per year
• Approx. 9 Mio tons/a are refined for fuel
• The site operates four CLAUS SRU trains incl. SCOT and Tail Gas Treatment
• Annual Sulfur production approx. 100,000 tons Picture & Scheme Courtesy of BP

MESPON 2016, G. Vorberg 13
The TGTU
TGTU 1 Basic Set Up
Revamp 1995 Absorber 12 Trays Desorber 16 Trays Feedgas: Temperature 35 – 40°C H2S conc. 0.8 – 1.3 v% CO2 conc. 22 – 35 v%
• TGTU design based on generic MDEA → H2S Spec. ~ 100 vppm
• Aim of the test → reduction of H2S emissions (SO2 at stack) at minimal costs
→ process optimization
Picture granted by BP
MESPON 2016, G. Vorberg 14
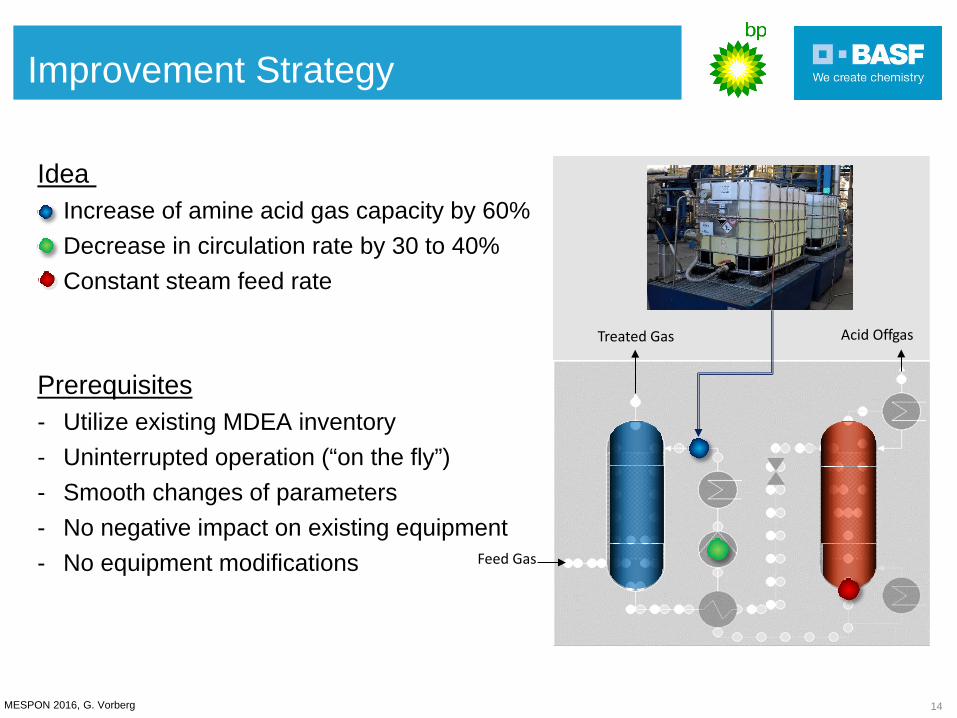
Improvement Strategy
Idea Increase of amine acid gas capacity by 60% Decrease in circulation rate by 30 to 40% Constant steam feed rate
Prerequisites - Utilize existing MDEA inventory - Uninterrupted operation (“on the fly”) - Smooth changes of parameters - No negative impact on existing equipment - No equipment modifications
Acid Offgas
Feed Gas
Treated Gas
MESPON 2016, G. Vorberg 15
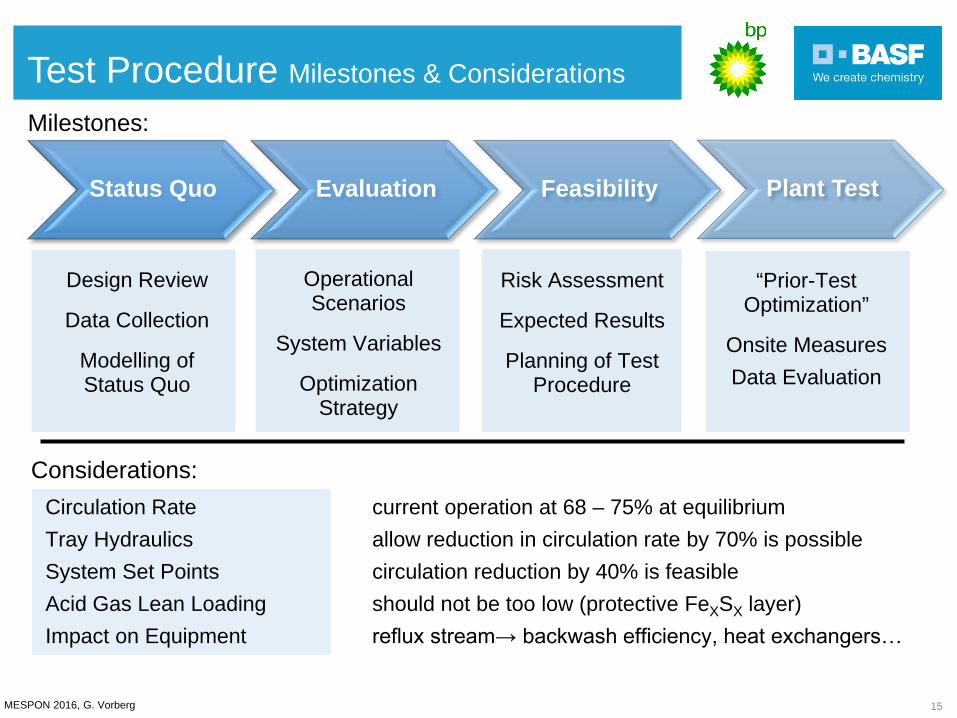
Test Procedure Milestones & Considerations
Status Quo Evaluation Feasibility Plant Test
Design Review
Data Collection
Modelling of Status Quo
Operational Scenarios
System Variables
Optimization Strategy
“Prior-Test
Optimization”
Onsite Measures Data Evaluation
Risk Assessment
Expected Results
Planning of Test Procedure
Milestones:
Circulation Rate current operation at 68 – 75% at equilibrium Tray Hydraulics allow reduction in circulation rate by 70% is possible System Set Points circulation reduction by 40% is feasible Acid Gas Lean Loading should not be too low (protective FeXSX layer) Impact on Equipment reflux stream→ backwash efficiency, heat exchangers…
Considerations:
MESPON 2016, G. Vorberg 16
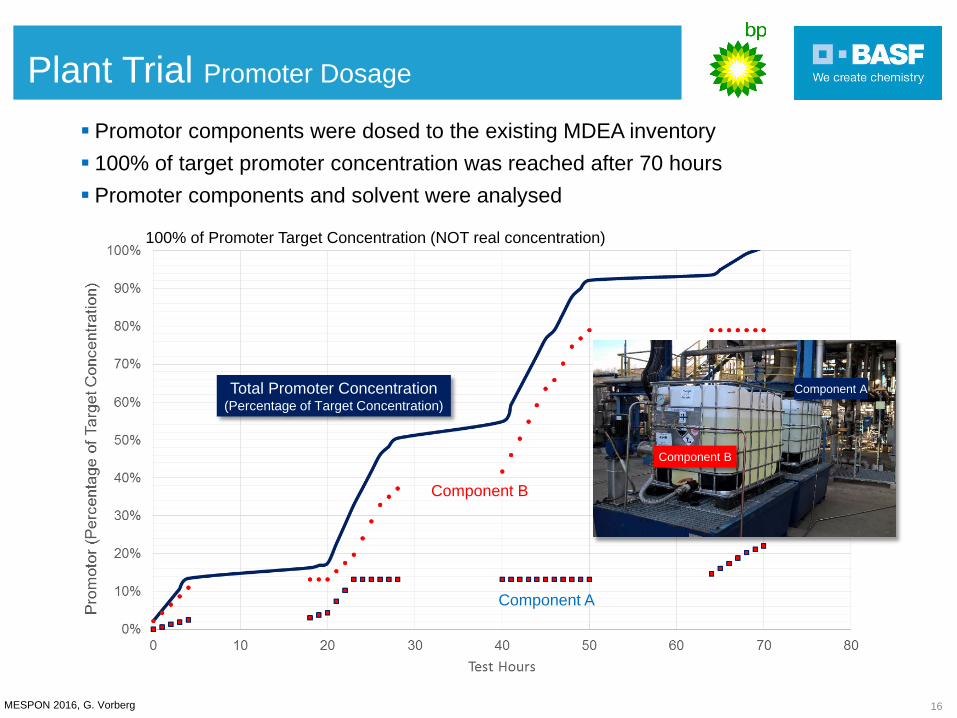
Plant Trial Promoter Dosage
Promotor components were dosed to the existing MDEA inventory 100% of target promoter concentration was reached after 70 hours Promoter components and solvent were analysed
100% of Promoter Target Concentration (NOT real concentration)
Component B
Component A
Component B
Component A Total Promoter Concentration (Percentage of Target Concentration)

MESPON 2016, G. Vorberg 17
Plant Trial Adjustment of Amine Circulation Rate
During promoter dosage, circulation rate was gradually decreased Steam feed rate and all other parameters were kept constant (steam/solvent ratio increased)
Each phase was controlled by simulation
Total Promoter Concentration (Percentage of Target Concentration)
Amine Circulation Rate (Percentage of Design)

MESPON 2016, G. Vorberg 18
Plant Trial Results
Treated gas was analyzed online by Micro-GC H2S concentration dropped, CO2 slip slightly increased Test results matched with simulation model Additional parametric testing was carried out
Parametric Testing
H2S Conc.
CO2 Conc.
83 vppm
15 vppm
Amine Circulation Rate (Percentage of Design)

MESPON 2016, G. Vorberg 19
Displayed parametric studies are only for this particular plant Steam feed rate and lean amine temperature were kept constant (steam/solvent ratio increased)
Parameter variation of circulation rate shows substantial improvement Promoted MDEA based solvent now allows a wide range in operational flexibility
Plant Trial Parametric Results
Generic MDEA
New Promoted MDEA
MESPON 2016, G. Vorberg 20
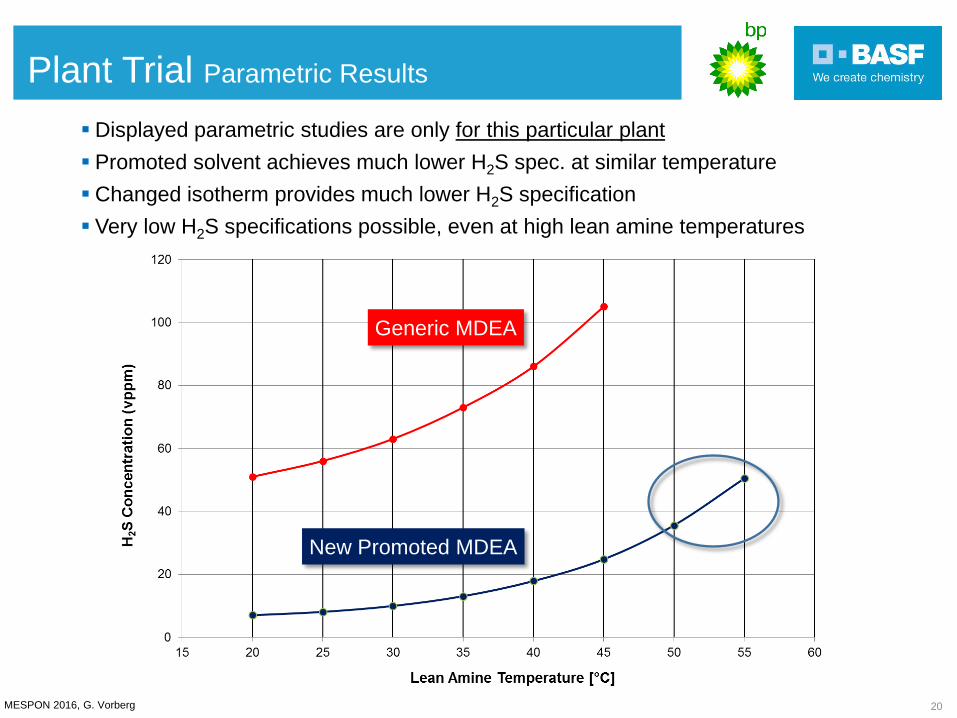
Displayed parametric studies are only for this particular plant Promoted solvent achieves much lower H2S spec. at similar temperature Changed isotherm provides much lower H2S specification Very low H2S specifications possible, even at high lean amine temperatures
Plant Trial Parametric Results
Generic MDEA
New Promoted MDEA
MESPON 2016, G. Vorberg 21
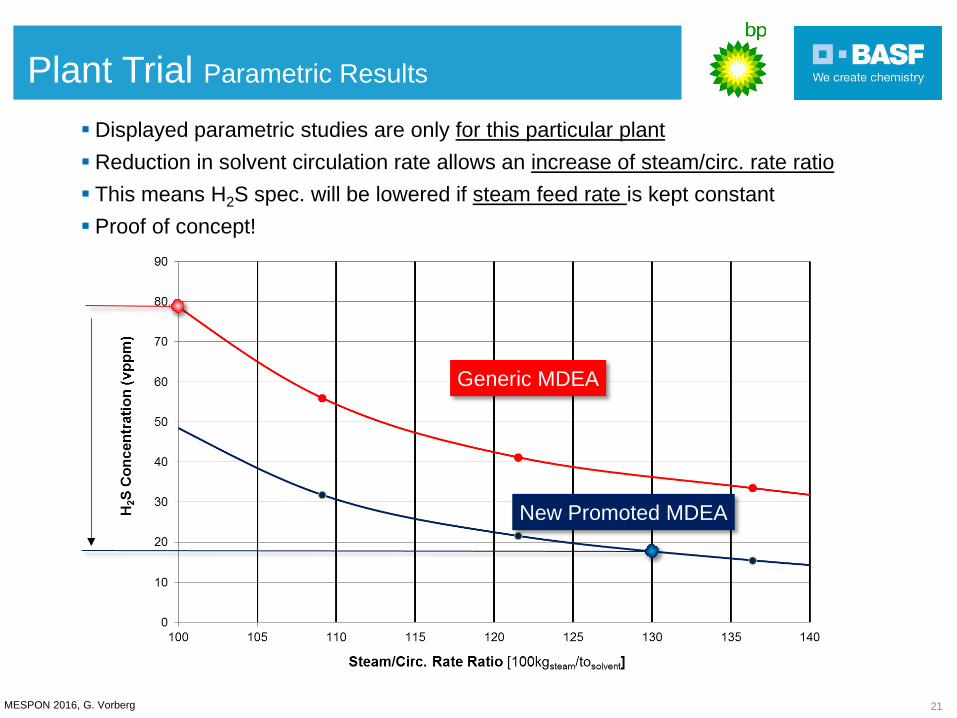
Displayed parametric studies are only for this particular plant Reduction in solvent circulation rate allows an increase of steam/circ. rate ratio This means H2S spec. will be lowered if steam feed rate is kept constant Proof of concept!
Plant Trial Parametric Results
Generic MDEA
New Promoted MDEA

MESPON 2016, G. Vorberg 22
Summary
A new promoter system was added to MDEA during operation
The increased acid gas capacity allowed an amine circulation reduction of 30%!
All other operational parameters were kept constant
H2S treated gas specification dropped from 83 vppm to 15 vppm
Parametric studies for this plant confirmed simulation model
Solvent is successfully in operation since March 2016
Proof of concept for this improvement strategy was made
New solvent allows even more stringent specifications in grassroots designs
Together with other measures BP Gelsenkirchen lowered SO2 emissions by 40%!
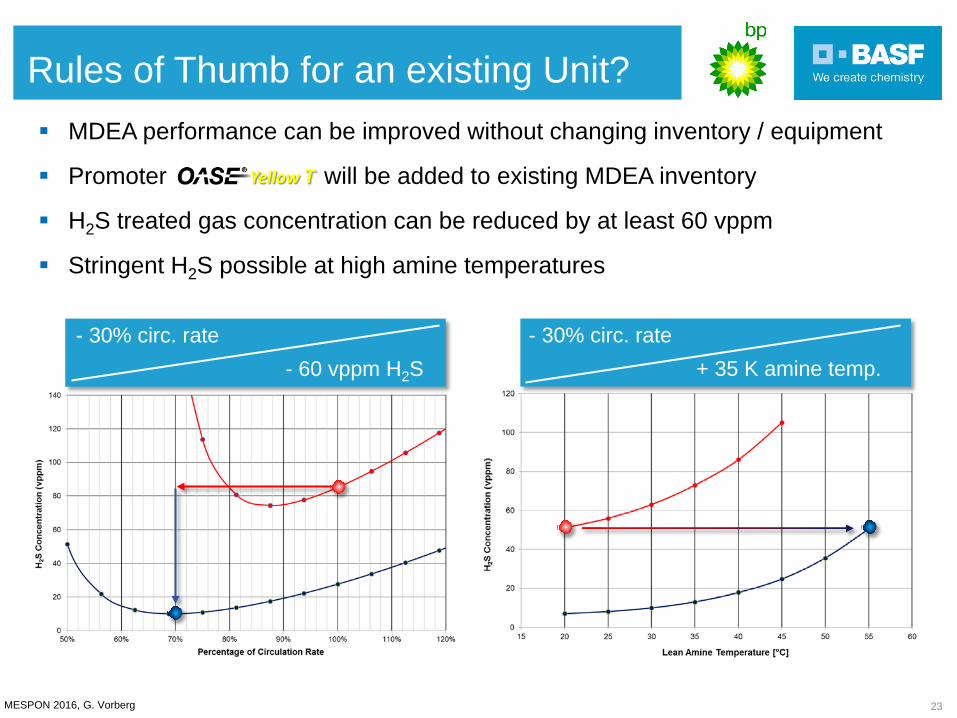
Rules of Thumb for an existing Unit? MDEA performance can be improved without changing inventory / equipment
Promoter will be added to existing MDEA inventory
H2S treated gas concentration can be reduced by at least 60 vppm
Stringent H2S possible at high amine temperatures
MESPON 2016, G. Vorberg 23
- 30% circ. rate + 35 K amine temp.
- 30% circ. rate - 60 vppm H2S
Yellow T

MESPON 2016, G. Vorberg 24
Acknowledgment Pamela d‘Anterroches, BP Gelsenkirchen, Germany
Technology / Ops. Experts / Site Development
Stefan Below, BP Gelsenkirchen, Germany
Technology / Ops. Experts / Energy Efficiency
Sebastian Kordes, BP Gelsenkirchen, Germany
Technology / Ops. Experts / Site Development
Thomas Ingram, BASF SE, Germany OASE® Gas Treatment
Gas Treatment Research

Thank You!