Embed Size (px)
Citation preview

Table Example for Unit 2 AS Resistant Materials Unit 2
• Malleability – The ability to withstand deformation.• Ductility – The ability to be drawn out.• Toughness – The ability to withstand sudden impact.• Elasticity – The ability to flex and bend.• Plasticity – The ability to be shaped permanently.• Hardness – The ability to resist wear, indentation or deformation.• Durability – The ability to withstand wear and tear, weathering or deterioration.• Strength – Tensile, Compressive, Bending, Shear and Torsional.
MATERIAL
OR PROCESSAPPLICATIONS OR FUNCTION ADVANTAGES DISADVANTAGES
MECHANICAL PROPERTIES AESTHETICS
PROCESSES AVALABLE PHOTOS
1. Materials
Polymers: Thermoplastics p28
Can be recycled.Compatible with most forming processes (e.g. vacuum forming, blow moulding, injection moulding, and rotational moulding).
Cannot resist high temperatures.
They all soften when heated.
Vacuum forming, blow moulding, injection moulding, and rotational moulding.
high density polyethylene (HDPE) A linear polymer, High Density Polyethylene (HDPE) is prepared from ethylene by a catalytic process. The absence of branching results in a more closely packed structure with a higher density and somewhat higher chemical resistance than LDPE. HDPE is also somewhat harder and more opaque and it can withstand rather higher temperatures (120° Celsius for short periods, 110° Celsius continuously).
Bottles, pipes, bowls, milk crates and buckets,
Good electrical insulator, Chemical Resistant,Impact Resistant,FlexibleToughHardwearing,Decorative when Coloured
Colour tends to fade over time. Can break over under stress

low density polyethylene (LDPE) It is opaque, but only thin layers of it can be transparent. It naturally is a white colour, but if pigmented it can come in a range of colours. It can be welded, foamed, blow moulded, injection moulded and also extruded.
Packaging film, carrier bags, TV cable, toys, detergent'squeezy' bottles and dip coating eg milk carton covering
Good electrical insulator,Water ResistantTough and Hard WearingDecorative when ColouredChemical Resistant and Flexible
Colour tends to fade over time. Can break over under stress
polyethylene terepathelate (PET) Polyethylene terepathelate is a thermoplastic polymer resin of the polyester family and is used in synthetic fibres; beverage, food and other liquid containers; thermoforming applications; and engineering resins often in combination with glass fibre.
Fizzy Drinks bottles. Bottles for food and beverages up to 2 litres in capacity. PET is made into transparent or coloured sheet
Colour discolour when used in food containers • Transparent (1)
• Tough/durable/does not break when dropped (1)
• inert/does not affect the liquid (taste/safety) (1)
• impermeable(1)
• recyclable (1)
• lightweight/does not add weight to product (1)
polyvinyl chloride (PVC) Medical equipment (e.g. blood bags), window and door frames, domestic piping. Vynl floor covering
RIGIDRainwater goods, pipes to carry air and water, windowframes, chemical tanks, floor and wall coverings, shoe soles, shrinkand blister packagingPLASTICISEDLeathercloth, suitcases, dip coating, hose pipes, electricalwiring insulation, vinyl wallpaper, floor tiles, toys, dolls, footballsand cushioning (when foamed).
Good Chemical ResistanceWeather ResistantStiff Tough Hard Lightweight
Can become Brittle over time UV causes Brittleness
Environmental concerns; dioxins produces when it is incinerated.The effect on the environment of the production of, and decomposition of additives is negative.
Changes depending on additives, e.g. uPVC (used for window and door frames) is harder and less flexible than plasticised PVC.
PLASTICISED
RIGID
polypropylene (PP) is a thermoplastic polymer used in a wide variety of applications including packaging, Used for laminating paper and board
stationery, plastic parts and reusable containers of various types, laboratory equipment, loudspeakers, automotive components. Polypropylene is most commonly used for plastic mouldings, wherein it is injected
Light Hard Impact Resistant Chemical Resistant
UV Light causes degradationOxidation can become a problem during manufacturing
• A range of colours are available (1)• It takes a range of surface finishes well (1)• It is a durable/strong material which is suitable for purpose (1)• It has flexibility (1)• It can be cleaned

into a mold while molten, forming complex shapes at relatively low cost and high volume; examples include bottle tops, bottles, and fittings.
Chemical resistant containers, hinges, bottle crates, medicalequipment (can be sterilized), syringes, food containers(microwave), nets, animal feed hoppers and storage boxes withintegral hinges.
easily (1)• Resistance to chemicals/liquids/water (1)• Good impact resistance (1)• Suitable for mass production – injection moulding/rotational moulding(1) Do not award a mark for vacuum forming or blowmoulding• Lightweight (1)• Can be recycled when finished with (1)• Self finished material (1)
polystyrene (PS), rigid (high density polystyrene) and expanded
limited flexibility. It can be cast into moulds with fine detail. Polystyrene can be transparent or EXPANDED
Packaging, ceiling tiles and insulation.
High Impact (HIPS)can be made to take on various colours.Good for Vacuum forming
Light Hard stiff Brittle low impact strength
Low cost and disposable items produced by vacuum formingor injection moulding, internal secondary glazing, toys, model kitsand refrigerator linings.
WeakIgnites easily
Excellent impact resistance/absorb energy/protects the product (1)
Lightweight (1) Easily formed •
(1) Relatively
inexpensive (1)
high density polystyrene
expanded
ABS ( Acrylonitrile butadiene styrene) Mobile phonesSafety Helmets
Chemical ResistantHard Tough
UV light causes degradation
styrofoamTM for block modeling Styrofoam is an extruded polystyrene foam material developed by Dow and is more than an effective thermal insolent. It has a unique combination of physical and chemical characteristics that make it a key component within a wide variety of today's high performance composite structures. Styrofoam is lightweight, yet exceptionally strong, safe in use and capable of being precision - engineered. It is used in floors, basements, flat and pitched roofing applications on both new build and refurbishment projects.
insulating buildings, modelling use,
blue or pink extruded polystyrene foam
Great rigidity High
compressive strength
Easily cut Easily shaped Can be sanded
for smooth surface finish
Weak Surface breaks
breaks away very easily and therefore it is unsuitable for high detailed modelling
Surface can become dented when a file is used on it
acrylic. Acrylic is the common name for polymethyl methacrylate. Usually cast as a sheets but can also come in rods and tubes and is self finished. Trade names: Perspex, Plexiglass.
point of scale displays to shop signage, Shop signs in the display industry, baths, machine guards,furniture, roof lights, glazing and car light lenses.
usual a sheets but can also come in rods and tubes and is self finished which can be any thickness and comes in huge variety of coloursAble to withstand extreme weatherconditions/waterproof/ weatherproof. (1)• Available in variety of colours/visual
It can be polished to a high finish.
Comes in a huge variety of colours
Can be ordered in ay thickness
Self-finished Low cost Lightweight
Its brittle Acrylic scratches easily and tends to splinter.
Low scratch resistance
Cracks easily form and spreads through the

appeal/aesthetically pleasing. (1)• Tough/ durable/hard wearing. (1)• Available in variety of surface finishes/opacity/selffinishing/ good surface finish / shiny surface finish.(1)• Ease of laser cutting/ machining/joining/shaping/forming. (1)• Able to be backlit. (1)• Easy to clean/wipe clean. (1)• Recyclable (1
Breakage resistance is 6-17 times greater
than glass.
acrylic
Thermosetting plastics Have molecular cross links which stop them from melting when heated.
epoxy resins • The two parts are mixed / adhesive mixed withcatalyst before being applied. (1)Used also as the Glue when “laying up” making in Carbon Fibre “the composite”
strong. (1)Corrosion resistantelectrical resistant
• Good gap filling properties / expands in hole / highviscosity (1)• Will bond both materials / bonds wide rangematerials. (1)• Fast setting versions to allow rapid joining (1).• Slow setting versions allow for accuratepositioning / adjustment. (1)
Can cause allergic reactions
urea formaldehyde Used for electrical components like plug housings and plug sockets and insulation such as wall insulation and electrical components like plugs
Strong hard andResistant to high temperatures.
Brittle. Can emit toxic vapours during manufacturing
Harder and more brittle than most thermoplastics.
Compression moulding.
polyester resin. Used as glue in to make Glass Reinforced Plastic “the composite” which is used in Boats and cars
Good electrical insulator Brittle can crack
Ferrous p26
Steel General Steel is a ferrous metal so contains mainly ferrite, or iron. It is also does not have a huge amount of added substances. It is also magnetic.
Steels are the most important engineering materials, and cover a wide range of alloys based on iron and carbon. The strength of iron-carbon alloys, particularly after heat treatment, has been exploited for thousands of years (since the "Iron Age"). Modern steels and ferrous alloys have mostly been developed since the Industrial Revolution.Mild steel contains 0.1-0.2%C. They are cheap, strong steels used for construction, transport and packaging.All steels have a high density and a high Young's modulus. The strength of mild steel is improved by cold working. It is inherently very tough.Mild steel rusts easily, and must be
Cutlery Jewellery Cookware Sterile surgical
instrumentsBuilding construction
Typical ProductsLarge structures - bridges, buildings, oil rigsCar body panels, trainsMachine toolsPressure vesselsFood packagingNailsProcess NotesMetal forming
Strong and rigid Resistant to
corrosion and wearing
High quality surface finish
Low maintenance
100% recyclable
Design strengths:High strength-to-weight ratioHigh stiffness-to-weight ratioGood strength with high toughnessHigh stiffnessVery cheapEasy to shapeEasy to weldEasy to recycleDesign weaknesses:High densityPoor electrical and thermal conductivity
Relatively expensive
Relatively hard to machine
protected by painting, galvanising or other coatings.
Die casting is the most commonly used casting process.Powder metal forming is not really used with mild steel as its performance does not warrant the expense.Rolling is important for structural sections like I-beamsEasily extruded for pipes, tubes, wire.MachiningReadily machined.JoiningSuitable for use with most techniques, although not very suitable for soldering or brazing.Environmental IssuesSteel production uses a lot of energy, but less than most metals.Steel is easily recycled - as it is usually magnetic it is easily sorted from mixed waste.
White cast iron Carbon content:1.7-2.9%
Used for heavy machinery.
Hard Brittle, difficult to work, cannot be machined. Almost impossible to weld.
High thermal conductivity.Brittle.
Grey cast iron Carbon content: 2.5-4%
Used for cast iron cookware, disk brakes and machine components.
Can be used to cast intricate shapes.More corrosion resistant than steel.
Almost impossible to weld.Brittle.
High thermal conductivity.Brittle.
Can be machined.Easily cast.
mild steel Carbon content:0.15-0.3%
Used for general engineering and nuts & bolts.
Steel is a ferrous metal so contains mainly ferrite, or iron. It is also does not have a huge amount of added substances. It is also magnetic.
Ductile, tough, malleable. High tensile strength. Easily worked• Strength, (1) resist large forces (1) from peoplesbodies / weights. (1)• Toughness (1) resist the knocks / impacts (1)from weights being repeatedly banged against theframe.(1)• Plasticity / malleable (1) can be easilybent/formed (1) into the shapes required. (1)• Fusibility (1) can be welded / brazed (1) so that itcan be easily/strongly joined. (1)• Hardness (1) resists abrasion / scratching / doesnot wear away easily (1) so that pivots / movingparts will last a long time. (1)
Cannot be heat treated. Rusts over time.
Cutlery Jewellery Cookware Sterile surgical
instrumentsBuilding construction
Ductile, tough, malleable. High tensile strength.
Strong and rigid Resistant to
corrosion and wearing
High quality surface finish
Low maintenance
100% recyclable
Can be cut, machined, case hardened and heated and hammered into shape.
Medium carbon steel Carbon content:0.3-0.7%
Used for springs and garden tools.
Harder than mild steel. Less ductile and malleable than mild steel.
Harder than mild steel.
Can be cut, shaped and machined.
High carbon steel Carbon content:0.7-1.4%
Used for cutting tools, hammer heads and drills.
Can be improved by heat treating.
Harder tools required for machining, e.g. tungsten carbide.
Responsive to heat treating.
Can be cut, shaped and machined.
Non-ferrous p27
Aluminium Aluminium is a lightweight, reasonably cheap metal widely used for packaging and transport. It has only been widely available and used for the last 60 years.Raw aluminium has low strength and high ductility (ideal for foil). Strength is increased by alloying, e.g. with Si, Mg, Cu, Zn, and heat treatment. Some alloys are cast, others are used for wrought products.Aluminium is quite reactive, but protects itself very effectively with a thin oxide layer. The surface can be "anodised", to resist corrosion and to give decorative effects.Design IssuesDesign strengths:
Metal formingEasy to use with most metal forming processes.Some difficulties with powder processing as it tends to oxidise.Very suitable for rolling at all thicknesses down to foil.Die casting is the most commonly used casting process.Usually comparatively soft, so readily extruded.Sheet forming is important use for cans.MachiningRelatively soft, so readily machined.JoiningSuitable for use with most techniques, although difficult to arc-weld and an inert gas is needed.Environmental IssuesAluminium production uses lots of energy (4% of total US energy consumption!)Aluminium is easily recycled - this only uses 1% of the energy needed to produce the metal.Aluminium use in cars is growing rapidly - low weight means good fuel economy and low emissions metal.
Aircraft and vehicle structures
Precision tools Bicycle parts Car partsTypical ProductsAircraftBicyclesCar engines"Space frame" car bodiesDrinks cansWindow framesProcess Notes
Excellent strength to weight ratio
Extremely hard and tough
Higly resistant to stress-corrosion cracking
Machines and casts well
High performance in extreme temperatures
In Packaging : Acts as a
barrier to light/odour/heat/gas/impurities (1)
so preserves contents/ensures hygiene. (1)
Adds to the strength of the card (1), so gives
additional protection to the contents against
contamination. (1)
Keeps the product cool once chilled/provides
insulating layer (1) adding to enjoyment of
beverage. (1) Prevents
UV/sunlight contamination (1) so stops
contents becoming spoiled/keeps fresh/longer shelf life.
(1) Stops
leaks/waterproof (1) so allows boxboard to last
longer. (1)High strength-to-weight ratioHigh stiffness-to-weight ratioHigh electrical and thermal conductivityEasy to shapeEasy to recycleDesign weaknesses:
Difficult to arc weld
Copper Central heating and water systems, wiring and cables and printed circuits.
Malleable, ductile, good conductor of heat and electricity and corrosion resistant
Susceptible to work hardening so must be annealed between workings. Can crack if it is not annealed. Danger of electrolysis if joined to iron
Malleable, ductile Becomes work hardened when cold worked. Good conductor of heat and
Can be drawn, cut, machined, hard soldered and soft soldered. Copper roofs

pipes in water systems. electricity. become tarnished by the atmosphere resulting in a green patinaknown as verdigris.
Zinc Used for castings, batteries, galvanising and in some soft solder fluxes. Also one of the metals in the alloy brass.
ordinary temperatures, but whenheated to between 110°C and 150°C it becomes ductile andmalleable; it can then be rolled into sheets. Although it is notabundant in nature, it is of great commercial importance. It is usedprincipally for galvanizing steel, but is also important in thepreparation of certain alloys such as brass and bronze.Can be used to produce intricate (but brittle) castings.
Corrosion resistant because of its oxide layer, easily worked, relatively low melting point (lower than aluminium).
Becomes brittle when worked.
Malleable. Casting.
Tin Soft solder, alloys (a major part of pewter). . Tin is very soft (only slightly harder than lead) and malleable;it can be rolled, pressed, or hammered into extremely thin sheets(tin foil). When iron or sheet steel is dipped into molten tin (tinplate), a layer of tin is deposited on the surface. A tin coating may alsobe applied by electroplating, which uses less tin. The tin serves toprevent rusting as it is barely affected by moisture. Used in alloys such as bronze and pewter.
Very low melting point makes it good for casting prototypes. Very malleable.
Very soft, indentation marks left in it easily. Not very strong
Very soft, low melting point, high densityCommercial usefulnessDoesn’t corrode easily.
Casting.
Alloys p27-28
stainless steel Used for kitchen utensils, medical tools and in the chemical and nuclear industries. Building construction
Sink units, kitchenware, pipes and aircraft.
Stainless steel has a high tensile strength and resistsabrasion and corrosion because of its high chromium content.
Corrosion resistant• Strong and rigid• Resistant to corrosion and wearing• High quality surface finish• Low maintenance• 100% recyclableStainless steel is hardwearing/strong/durable/scratch resistant(1)• Resistant to corrosion/staining/doesn’t rust(1)• Rigid/impact resistant and therefore means themechanism within is not affected in any way (1)• High quality finish (1)• fashionable/stylish/modern (1)• Low maintenance/easy to clean (1)• Colour/finish ‘fits’ style of the watch i.e. tough, sporty (1)• Black/silver colour scheme is masculine (1)
Expensive.Very hard anddifficult to cut or file.
Alloy of steel, chromium and nickel.
• Relatively expensive• Relatively hard to machine

• Gives feeling of quality (1)• Heavy/weight gives feeling of value for money (1)• Not affected by magnets• surface scratches can effect overall visual appeal (1)
Duralumin Duralumin (Aluminium and copper)Aluminium is rarely used as a pure metal. It is mainly alloyed with copper to improve strength, eg. Duralumin which used in the aviation and automobile industries.
High performance in extreme temperatures
Machines and casts wellLightweight, strong, ductile, malleable, excellent machining characteristics.
Age hardens over time becoming brittle after time
Alloy of copper, aluminium and manganese.
Brass Used for plug pins and plumbing fittings.
Excellent casting and machining characteristics. Harder than copper.Good conductor of heat and electricity.
Susceptible to cracking when cold worked. Needs to be constantly annealed between cold workings.
Alloy of copper and zinc.
Can be soft and hard soldered easily.It can be forged or hammered into variousshapes, rolled into thin sheets, drawn into wires, machined andcast.
Woods p30
hardwoods (Deciduous) Hardwoods have grains that are closer together because the trees that they come from take more time to grow than softwood trees.
A deciduous tree loses its leaves in winter. Hardwood comes from deciduous trees.
Oak Garden Furniture ConstructionHigh Quality Furniture
Strong Hard ToughWorks wellDurable
ExpensiveHeavyProne to SplittingCan be physically ahrd
Mahogany FurnitureVeneersFloorboards
Easy to WorkDurableFinishes well
Grain can be variableProne to warping Physical hardness varies
Beech Workshop BenchesSchool DesksFurniture
Physically hardToughPolishes well
Can be prone to warpingNot suitable for outside applicationsCan be difficult to work
old school desk
Jelutong It is a hardwood from Indonesi. Pattern making, model making, carving, matchsticks andclogs.
Low densityStraight grainFine textureMechanical: any one from the following:• Lightweight (1)• Straight grain (1)• Fine grain/texture/short fibres (1)Functional: any one from the following:• Easy to cut and work (1)• Glues well (1)• Good finish can be achieved

due to fine grain (1)• Takes paint easily (1)
Balsa Model making, buoyancy in rafts, floats, water sportsequipment, heat, sound and vibration insulation.
Balsa has a high strength to weight ratio.Extremely buoyantVery soft and lightLow density with high strength
Expensive
Softwoods (Coniferous) p30 Softwoods are woods that come from coniferous trees. All softwoods come from coniferous trees.
Coniferous trees are those which do not lose their leaves in winter, i.e. they are evergreen trees.
Pine Furniture making, joinery, building construction, telegraphpoles and plywood.
Hard, straight grainFairly strong, durable and easy to workSmooth finish• Natural wood (1) so gives realistic impression. (1)• Easy to cut/join/work (1) with good naturalfinish/range of finishes can be applied. (1)• Readily available (1) and relatively low price incomparison to hardwood.(1)
Composites p31
Carbon Fibre High performance structural applications that require greater tensile strength than GRP. For example, aircraft, sports cars (body panels) and very lightweight bicycles (instead of aluminium).Carbon fibre is a filament material incorporating thousands of filaments that are woven to form a fabric.
Sports equipmentTennis racquetsFishing rodBicycle framesWheelsAircraftVehicle components
Excellent strength to weight ratio
Better tensile strength than steel alloys
Can be engineered to be anisotropic
Can be formed into complex shapesLighter with greater tensile strength than GRP, lighter than alumini um with comparable strength, corrosion resistant.• Extremely strong/durable/tough/impact resistant (1)• Light weight (1)• Good strength to weight ratio (1)• Gives good protection for the rider (1)• Easily mouldable (1)• A uniform strength can be achieved all over the helmet (1)• The surface is suitable for the application of various decorativeoptions e.g. decals/paint (1)• Has good elastic properties deflecting some of the impact (1)• Doesn’t degrade e.g. in sunlight/water (1)• Aesthetic appeal / range of colours (1)
Cannot be recycled like aluminium or other metals, since the polymer used is often a thermoset. Cannot be reshaped once cured and expensive due to the cost of carbon fibre, mould, and autoclave (if required).• High cost of material(1)• High wastage (1)• Time consuming/skilled process to manufacture (1)• Relatively high cost of production method (1)• Accident/impact means the helmet is no longer serviceable/safe touse (1)
High tensile and compressive strength, lightweight, not very malleable or ductile.
Can be polished to a shiny or matte appearance. Usually dark grey colour due to the colour of the carbon fibres. Clear polymer makes the weave visible, often considered desirable and is polished rather then painted.
Laid onto a mould then put in a vacuum bag to remove air bubbles then put in an autoclave. Or compression moulding. http://www.slipstream-
design.co.uk/designing-a-carbon-fibre-vawt-model-for-all-energy/

Glass Reinforced Polymer (GRP) Applications where lightweight yet strong material is need for the structure of a product, e.g. small aircraft, boats and car body panels.
Hand lay up where the fibreglass matting is placed inside a mould coated with release agent and resin/hardener mix. A roller is used to compress matting layers together and remove air bubbles.Spray lay up where strands of fibre are sprayed into the mould or the outside of the structure to be supported (e.g. bath tub) with a hose.
Glass-reinforced plastic, composite is made of a polyester or epoxy resin reinforced by fine fibres of glass in the form of a woven mattingMould/highly polished mould (1)• Mould covered with release agent to ensure it can be releasedfrom GRP when finished (1)• First layer is gel coat, coloured polyester resin (1)• Polyester resin and catalyst/hardener is mixed to ensure resin ‘sets’(1)• Chop strand mat/glass fibres or woven wordings used (1)• Layers of polyester resin and chopped strand mat/wovenwrovings layered on mould (1)• air rolled out of polyester resin, CSM layers (1)• Can be hand rolled or use resin/CSM spray gun (1)• Edges need to be trimmed after lay up (1)• Mould is removed leaving shell structure (1)
Rotor blades of wind turbines
Canoes Fish ponds Vehicle bodiesFairground rides
Excellent weight to strength ratio
Resistant to corrosion
Water resistant Can be repaired
easilyHigh tensile and compressive strength comparable to steel while being lightweight.Easy enough to use for amateurs to do repairs with it.
Expensive material
Specialised manufacturing process
High-quality mould needed
Can delaminate in water.
not very malleable or ductile
Smooth, shiny finish on the side that has been against the inside of the mould, but rough with the texture of fibres on the other side
Cannot be recycled like aluminium or other metals, since the polymer used is often a thermoset. Cannot be reshaped once cured.Health risks associated with inhaling fumes from the resin and hardener during curing and glass dust from cutting, sand and grinding operations.
http://www.classiccars4sale.net/classic-car-how-to-guides/restoration/a-guide-to-diy-body-sprays-part-2
Medium Density Fibreboard (MDF) Kitchen worktops, cheap furniture and moulds/patterns.
MDF is commonly made by wood waste in the form of wood chips, which are subjected to heat and pressure in order to soften the fibres and produce a fin, fluffy and lightweight pulp. This pulp is then mixed with a synthetic resin adhesive to bond the fibres and produce a uniform structure and heat pressed to form a fine textured surface.
Flat pack furniture General joinery workMoulds for forming processes
Moderate tensile and compressive strength, inexpensive, no grain, no knots, no warping, made mostly from waste wood.
The resins used to bond particles together give off toxic fumes and can be inhaled during cutting and sanding operations. MDF is not completely made from waste, some softwood trees are specially grown for the purpose.
Less expensive than natural timbersAvailable in large sheet sizes and range of thicknessesIsotropic, so no tendency to splitConsistent strength in all directionsNo grain, so no tendency to split (1)• Range of thicknesses / large sheets (1)• Less expensive than ‘natural’ timber (1)• flat/rigid surface (1)• stable/dense/supportive surface for model (1)• surface takes paint/other modeling features (1)
• smooth surface (1)
Moderate tensile and compressive strength, inexpensive, no grain, no knots, no warping, made mostly from waste wood.
• Cheaper (1) as it is manufactured from low gradetimber / off-cuts / for making low cost furniture/increasing profits. (1)• Available in wide boards (1) so easy to cut to sizesneeded for furniture panels / so no edge jointingneeded / not limited to tree width. (1)• Has no grain (1) so is stable / will not warp / twist/ split / move as much as solid timber. (1)• Smooth finish (1) so less surface preparation isneeded before a finish is applied. (1)• No natural faults / knots (1) so it is easily worked
Yellowish, light brown colour with some larger particles visible. Can be given coatings such as Formica and paint. Can be stained.
HeavierRequires appropriate finishes to seal surface fibresSwells and breaks when waterloggedWarps or expands if not sealed
Dulls blades more quickly than many woods
Cutting by hand or band saw, sanding by hand, or belt sander, milled, turned, filed, drilled and chiselled.

/that cause problems during manufacturing. (1)• Uniform strength in all directions (1) so noconsideration has to be given to the grain direction. (1)
ChipBoard Shelving, knock-down furniture, kitchen units, work tops,core-stock for plastic laminates and flooring.
• A single piece of board can be manufactured as required (1) withuniform thickness and quality (1) which is not limited by the sizeof natural timber boards (1)• Manufactured boards tend to be of equal strength in all directions(1) therefore reducing the chances of short grain (1)• Manufactured boards do not warp/shrink/twist/cup/split as muchas natural timber (1) therefore making the boards more stable inlarge sizes (1)• The cost of manufactured boards tends to be less than naturaltimber (1) making the cost of the final product lower (1)• Reduction of knots (1) affecting aesthetics (1)• An expensive appearance (1) can be gained by using a limitedamount of expensive material (1)
Laminates p32
Plywood Desks, chairs and boats. Furniture making, carcases, cabinet backs, drawer bottomsand panelling.
Good tensile, flexural and compressive strength. Perpendicular grains of layers means increased strength in all directions compared with wood.
Unless the more expensive marine ply is used, the glue used to adhere veneers together can come unstuck when the material gets wet, causing it to delaminate. More expensive than MDF, requires many processes to manufacture.
Good tensile and compressive strength. Flexural strength across its length and width, meaning it will bend a long way before it snaps.
Colour depends on wood veneers used. Desirable wood veneer can be used on the outside to create the appearance of a solid natural, expensive wood. Can be stained.
Cutting by hand or band saw, sanding by hand, or belt sander, milled, turned, filed and drilled.
http://www.mbmfp.co.uk/softwood_plywood.php

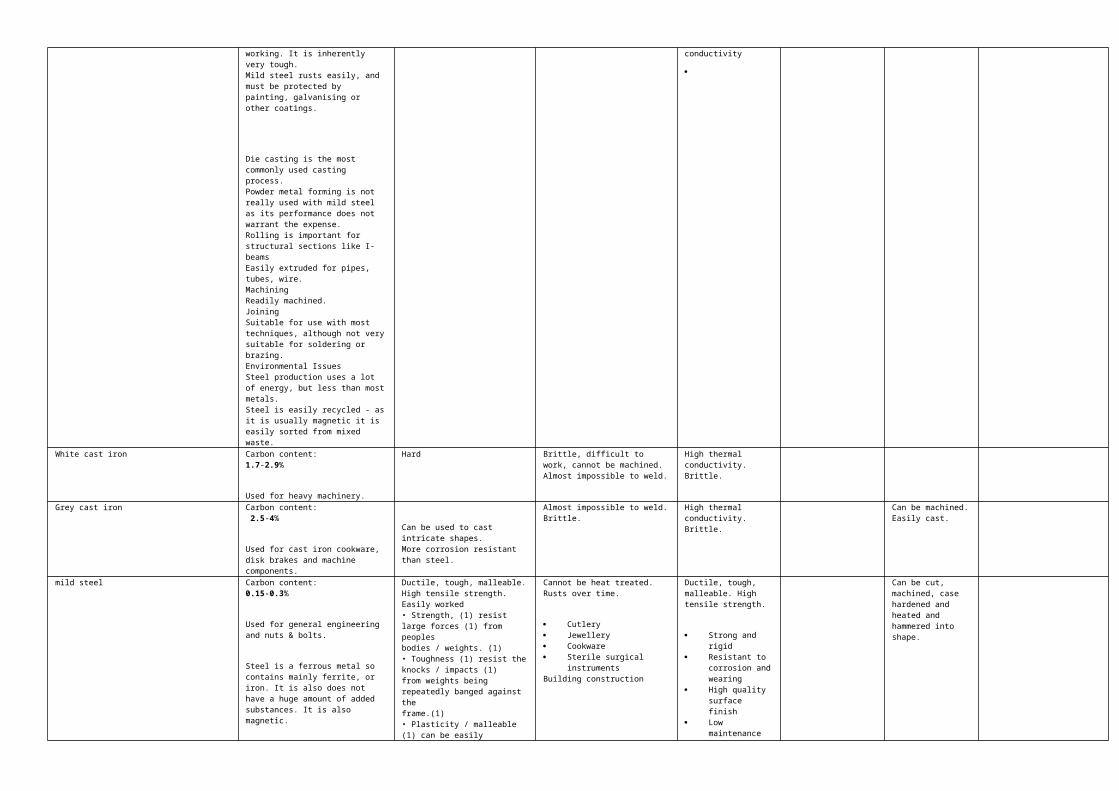
block-boardTable tops, knock-down furniture and carcases.
Used for applications where good tensile and compressive strength and high density are required such as doors in a house.
• Surface laminates / veneer.(1)• Thick layer of internal strips.(1)• Grain opposing / rotated on laminates / strips. (1)• Adhesive to bond blocks / laminates together. (1)• Blocks of approximately 25mm used. (1)
Cheaper than solid woods of comparable strength, high thickness, good insulator of heat and sound.
Not usually suitable for outdoor use because water based adhesives are commonly used, which dissolve when wet. Cannot be cut to size because this would leave the softwood core exposed.
High tensile and compressive strength.
Depends on the colour of the veneer on the outer layer. The hardwood veneer creates the appearance of a solid natural, expensive wood. Can be stained.
Can be cut, filed, drilled and sanded like natural wood but this can expose the softwood core, which is not aesthetically pleasing so veneer has to be stuck over exposed areas.
Veneer Veneer
glued/ironed to the edge
Lipping glued / pinned / nailed to the edge
Tongue and grooved lipping for extra strength
Wrap-a-round lipping for extra strength
thermo-ceramicsApplications where resistance to incredibly high temperatures are required in combination with strength, e.g. jet engine turbine blades and racing car turbo chargers and disc brakes.
Maintain their strength and dimensions at very high temperatures (doesn’t expand like metals do when heated).
Can become brittle and crack. Are manufactured by sintering, which involves being shaped with a die, meaning forms shapes can be made.
Very high resistance to heat, high tensile and compressive strength.
Varies in colour depending on composition. Smooth matte surface finish.
Sintering (compression of particles in a heated die).
http://www.espresso-products.co.uk/thermo-ceramic-desk-mug-twin-
pack-310-p.asp
Modern materials and products p33 tinted glass Photochromic glass can be used in
applications where a clear material is required that can also block out light when needed, for instance, prescription glasses.
Replace the need for two different types of glass, e.eg no need for clear glasses and sunglasses.
May take some time to adapt to light intensity, more expensive than clear glass or tinted glass.
Brittle, low compressive and tensile strength.
Clear at certain light intensities, then turns a shade of a colour (usually brown) in bright sunlight.
Cutting, grinding and polishing.
http://www.indiamart.com/newvijay-glass/products.html
solar panelsUsed to produce electricity for isolated areas a long distance from mains electricity, satellites and space craft. Increasingly used to produce domestic electricity.
Apart from the cost of purchasing the product, the electricity produced is free and the only non renewable resources used are those which the product is made from. Produces electricity without any sound.• The running costs are relatively low/cheap (1)• Little if any maintenance is required (1)• They can be used in remote
Expensive and need have a large surface area to produce an appreciable amount of electricity. Costly to manufacture and requires considerable amounts energy to manufacture and transport. Doesn’t produce electricity at night.
The plastics used in the product are UV resistant in order to withstand the sunlight to which it is continuously subject to (except at night).
The plastic on the surface of the panels are transparent, shiny and reflective. The cells underneath have a blue colour.
Can be bolted together/to roofs.
http://inhabitat.com/australian-scientists-develop-worlds-most-efficient-solar-cell/

areas (1)• No emissions are given off (1)• They don’t use finite/man-made resources/is sustainable (1)

liquid crystal display Used in products where little
current is available e.eg. battery powered devices such as mobile phones and calculators. Laptop screens
LCD televisions Modern domestic appliancesLiquidcrystals are organic, carbon-based compounds that can exhibit both liquid and solid crystal characteristics.
Require small currents and voltages can produce colour images (in the case of LCD monitors) and make for small, lightweight components in products.• Not a lot of current is needed to make it work• Ideal for electronic devices like mobile phones•
Slim/lightweight/suitable for portable devices (1)• Quick response to data input (1)• • Range of colours on display(1)• Can be used to display photos/ moving images/web/email(1)• Low power so very little battery use (1)• Clear to see/high resolution (1)
Colour LCD televisions only show the correct colours when viewed from the correct angle, whereas CRT screens can be viewed from any angle.Vulnerable to pressure if applied to the surface of the LCD, as this can damage the liquid crystals.
LCDs that produce “black” light have a green or silvery appearance, except when text/numbers appear and those sections of the display become black.Colour LCDs can change colour but the surface of the screen itself (at least when the power is off) is matte, dark grey in the case of LCD computer monitors. However some LCDs in televisions have a layer of glass in front on the screen which gives it a shiny appearance.
Can be soldered or screwed into devices.
http://en.wikipedia.org/wiki/File:Liquid_Crystal_Display_Macro_Example_zoom_3.jpg
electroluminescent (el) lightingUsed in applications where areas of a product need to be illuminated with the minimum amount of electricity, e.g. wristwatches, posters and mobile phones.electroluminescent (el) lighting converts electrical energy ito light by applying a voltage across electrodes.• Coverts electrical energy into light (1)• Power is applied across electrodes (1)• Organic phosphor sandwiched between the electrodeconductors (1)• When electrical charge is applied phosphor crystals arecharged (1)• Phosphor crystals emit radiation which is seen as light (1)
Posters Bus sheltersbillboards
Consume very small amounts of electricity while producing a lot of light. Very lightweight, weather resistant, very small (come in the form of thin wires and sheets) and so can be incorporated into products with minimal affect on size.
waterproof visible extremely reliable• different organic compounds emit different colour light/green/yellow(1)• Extremely low current/very high voltage (1)• Low energy consumption (1)• Can be ‘packaged’ in variety of panels/wires/strips fordifferent applications (1)
The phosphor that is used in EL lighting has a short life span.
Different wires/sheets can produce light of different colours.
Can be glued or weaved into products or components that need to be illuminated.
http://superstudio3.wordpress.com/
New and smart materials p34
A smart material is defined as a material that reacts to an outside stimulus, and then once that stimulus has been removed, changes back to its original state.
shape memory alloys (sma)s If heated will change its shape. This property can be used to make a component that acts as an actuator in a product (creates movement) instead of motors or hydraulics.Usually react to temperature, which can be induced by passing a current through the metal.Used in hot water systems, central heating systems, air conditioning units, fire alarms and seals for hydraulic systems.
The cycle of deforming, application of stimuli and then reaction can be repeated millions of times, meaning products made with these materials as components have a longer life.
Not as strong as traditional metals such as steel.More expensive than traditional materials.More difficult to machine than traditional materials.
Changes / returns to shape when stimuli (usually heat) is applied.Not as strong as traditional metals such as steel.
Not usually visible as they are often internal components in products. Shiny metallic appearance, depending on what metals are in the alloy.
Hot rolled and drawn into wires. Heated, shaped into the desired form that is to be “remembered” then cooled rapidly / quenched.
http://www.explainthatstuff.com/

Examples include: Nickel-titanium
(nitinol) Copper-zinc-
aluminium-nickelCopper-aluminium-nickel
how-shape-memory-works.html
reactive glassGoes from clear to dark when a stimulus is applied (usually electric current).Used for electric arc welding masks; the filter goes darks instantly when the mask senses the arc.Used for windows that can darken at the user’s control, as an alternative form of privacy to blinds.• The glass is made with sub-microscopic particles of silver-halide (1)• The reaction with ultraviolet/sun light/electrical stimuli / heat (1)
• Causes a chemical change in the glass (1)
Darken instantly when current is applied.
Requires batteries, unlike tinted glass.Expensive installation.
Like other glasses, hard, brittle, prone to shattering when tensile or torsion force is applied.
Clear or translucent and coloured like normal glass and tinted glass when no current is applied, but opaque when current is applied.
Same as other glasses.
http://www.r-techwelding.co.uk/Welding_Consumables/Welding_helmets_and_masks/welding_helmet_light_reactive_rtech
photochromic paintChanges colour when light hits it.Used for UV sensors; emits when UV light hits it to tell the user when UV light is present.Used for security markers; the Photochromic pigment is in the marker’s ink and anything you write on with the marker emits light when you shine a UV light on it so you can identify if something is yours.
Photochromic paints return to their original colour when the stimulus stops being applied i.e. the photochromic pigment in the paint only emits light when stimulus is applied.Photochromic pigments can be mixed with any normal paints to make photochromic paint.
If there is coloured light shone on the paint, the user may find it difficult to see what colour the paint has changed to.
Same as those of the paint that the pigment is mixed with.
Whatever the colour of the paint is (when no stimulus is applied).Whatever colour is emitted by the photochromic pigment (when stimulus is applied).
Painting, spraying, drawing.
http://www.coloroyal.com/img/showimg123.htm
quantum tunnelling composites.When physical stress is applied, the material begins to conduct electricity.Used for buttons on pressure sensors, power tools, mp3 players and mobile phone, devices used in arctic/Antarctic exploration and has the potential to be used for buttons for devices integrated in clothing.
Increasingly lower in cost.Reliable in wet, cold and hot conditions.Allows for a very simple switch; there is nothing to go wrong since the component is made from just one piece of material.
Very new material; not very well established.
The material can be plastically deformed and will return to its original shape, at which point it becomes an insulator. Soft enough to plastically deform when the compressive force of the user’s finger is applied.
The colour and texture is determined by the polymers, pigments and metals used in the quantum tunnelling composite.
Injection moulding, compression moulding.
technology-market.eu
MATERIAL
OR PROCESSCHARACTERISTICS PREPARATION PROCESSES ADVANTAGES DISADVANTAG
ESPICTURE
Types (if relevant)Components p37-38
2. Nuts and bolts Bolts screw into nuts.Nuts and bolts are threaded. Bolts have an external thread and nuts have an internal thread. A thread has a pitch. The pitch of a thread is the distance that a screw or bolt will travel through one revolution.A bolt has a core diameter and outside diameter.Nuts and bolts tend to be “hot dip” galvanised (given a coating of zinc) for corrosion resistance.
Drilling a hole in the material of a diameter larger than the outside diameter of the bolt but smaller than that of the head and nut.OR Tapping a hole to accept the bolt, or cutting a thread on a rod so that it will screw into a hole with a corresponding thread.
Fixing together sheets or blocks of metal, plastic, wood and most other materials permanently or temporarily. Nuts and bolts could theoretically be used on any material, provided they can withstand the compressive force applied when the nut is tightened.Used for situations where the joint needs to be undone.
Easily undone, replaced and repaired.
Prone to vibration.
http://www.scrapmonster.com/uploads/buy/2011/4/239613022855370.jpg
Hex, pan head, countersunk.http://cadsetterout.com/resources/wood-screw-head-types/
The different nuts available are hex, lock and wing.
Screws A machine screw is essentially a self-tapping bolt. It can screw into a smooth hole (given that the diameter is correct) and will make its own internal thread within the hole. Machine screws also have slots in the head that allow them to be screwed/unscrewed with a screwdriver as opposed to a spanner as with a bolt. Machine screws tend to be made from Carbon steel. Machine screws are used to join metals. Machine screws have parallel sides.
Wood screws have sharp helical blades around their diameter, similar to the threads on a bolt but generally with a larger pitch in relation to the diameter. They are tapered at the end and come to a sharp point which allows them to be more easily driven into wood. They are screwed into wood with a screwdriver. They have a slot in the head for the screwdriver to engage.
Wood screws and machine screws tend to have a zinc coating to make them corrosion resistant.
For machine screws, the preparation would be to drill a hole of the correct diameter where the fixing is to be made
For wood screws, a pilot hole must be drilled in the wood which it is to be screwed into. The pilot hole is of a much smaller diameter than that of the wood screw. The purpose of the pilot hole is to prevent the wood from splitting when the screw is forced in. If a pilot hole is too large, the thread will not engage sufficiently with the wood.Another preparation that may be applicable is drilling a hole and fitting a rawl plug into it before driving in the screw.
Machine screws are used for fixing together sheets or blocks of metal permanently.
Wood screws are used for fixing together sheets or blocks of metal permanently or temporarily. They can also be used when a component of one material (i.e. metal) needs to be attached to wood, for instance, a metal hinge can be attached to a wooden door.
Machine screws aren’t permanent and so allow for the disassembly of the product.Machine screws have the advantage over bolts that they can be undone by the head using a screwdriver as opposed to a spanner or wrench, which can be awkward to use in small spaces, but a screwdriver may be able to more easily reach and undo the screw.Another advantage of machine screws (over nuts and bolts) is that there is no nut to be held while the head is rotated, or vice versa.
The advantage of woodscrews is that they are a faster way of joining wood than making a wood joint and gluing it.
Machine screws can only be used in metal, unless they are used with a nut instead of a threaded hole.
Wood screws can split the wood when they are driven in. Woodscrews are more expensive than nails.
http://www.screwfix.com/p/pan-head-machine-screw-a2-stainless-steel-m5-x-25mm-
pack-of-50/74405
http://www.bikudo.com/product_search/details/69388/wood_screws.html
Available in countersunk and cheese head. Different types of slot are also available, e.g. Pozidriv and Phillips.
Woodscrews are used to join woods. They are tapered. Require no tapping. Available in countersink head, raised head and round head. Different types of slot are also available, e.g. Pozidriv, Phillips and many more.
Rivets Blunt metal pins with a head on one end and an easily deformable shank that is inserted through holes in two pieces of sheet material.
Rivets are used to make permanent joints in metal, to joinmetal to soft materials and to join soft materials to each other.
‹ pop A pop rivet is a hollow cylinder with a head which has a mandrel going through it. The mandrel has one end with a larger diameter, which protrudes from the end of the hollow rivet opposite the head.
Position marked and holes drilled to correct diameter in the sheet material.
Used to join thin sheet metal. Pop riveting only requires access to one side of the work piece.• Pop rivets could be used as it is a quick process (1) thereforesaving assembly time/money/labour (1)• Pop rivets are applied from one side (1) so can be used insituations where there is access to one side only/restrictedaccess/difficult access (1)• Pop rivets are sometimes used to tack work together prior towelding (1) because
Not as strong as snap riveted joints.Not available as countersunk.
Before (left) and after (right) of the snap riveting process.
they are quick/cheap/easy to remove (1)
‹ snap Snap rivets are a type of solid rivet that have a dome shaped head.They are made from soft iron so that they can be more easily deformed during the riveting process.
• Holes are drilled to suit rivet diameter (1)• Rivet cut to correct length (1)• The head is supported in a ‘rivet set’ (dolly) (1)• The rivet set squashes the two pieces of metal together removingany gap (1)• The end of the rivet is rounded over (1) using the ball pein of thehammer (1)• Surplus rivet is either filed off (if countersunk) (1) or roundedusing a ‘rivet set’ (dolly) (1)
Engineering situations where a permanent joint is needed.
Strong joint. Access to both sides of the work piece is required which makes snap riveting awkward in some situations.
Snap rivets are just one type of solid rivet. Countersunk solid rivets are also available.
Gears
‹ simple and compound gear trains
‹ rack and pinion
‹ worm and wheel
‹ bevel and mitre gears
‹ spur gears
Bearings p39 The purpose of bearings is to allow axles/shafts to rotate with the minimum amount of resistance from friction.
‹ plain bearings Very simple, just a cylindrical cavity into which the journal/shaft fits. Sometimes sleeves of material called bushings are placed between the two surfaces.
None Simple in design. Useful for applications where a rotating shaft needs to be supported, but friction is not such a concern or for small products where a more complicated bearing is not available at such a small scale.Cheap.
Simpler than other types of bearing, the bushing is just a sleeve made from a material that is softer than that of the shaft.
When the bushings wear down, they need to be replaced otherwise the shaft will not rotate properly.
‹ journal bearings Layer of pressurised oil/grease surrounding journal prevents contact between bearing and journal resulting in a bearing with little friction (theoretically).
Space between journal and bearing has to be filled with oil or grease under pressure.
Simple in design. Useful for applications where a rotating shaft needs to be supported with the minimum amount of friction.
Less friction and wear than plain bearings or bushings.
The layer of lubrication doesn’t always prevent contact between journal and bearing. The lubricant has to be frequently checked/replaced.
http://en.wikipedia.org/wiki/Plain_bearing
For journals and bearings:mild steel, high carbon steel, iron
For bushings:self lubricating (nylon), ceramic, bronze
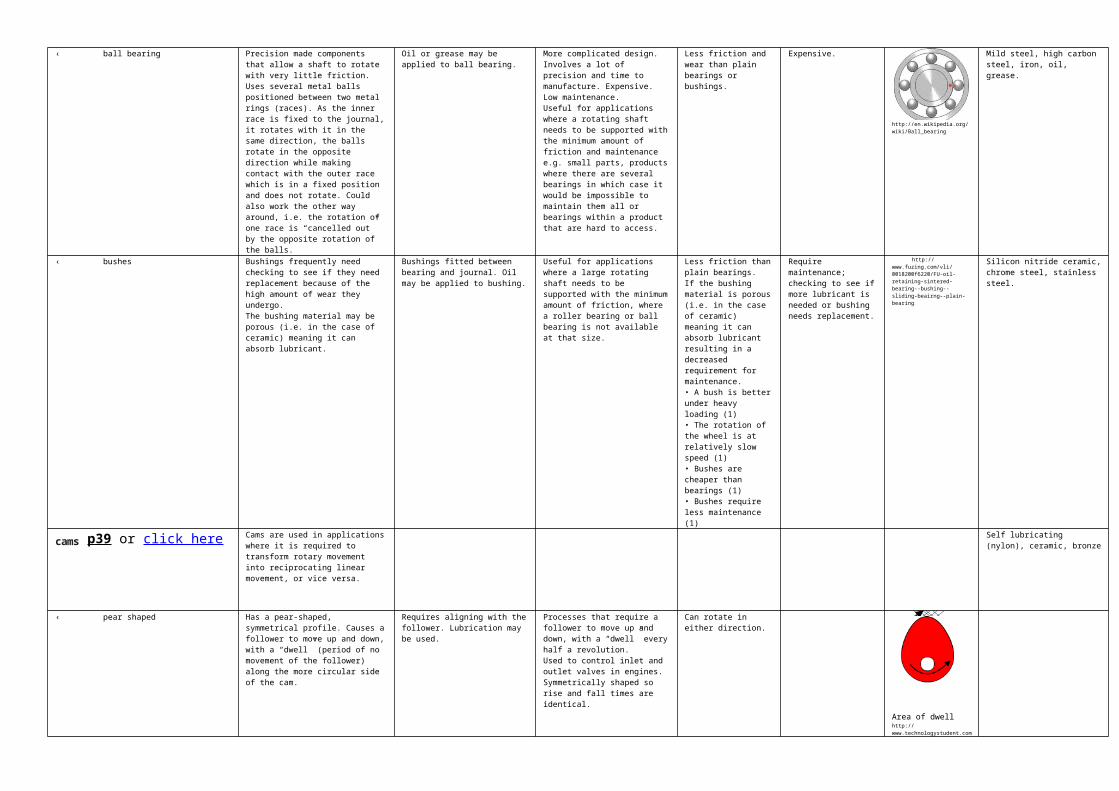
‹ ball bearing Precision made components that allow a shaft to rotate with very little friction.Uses several metal balls positioned between two metal rings (races). As the inner race is fixed to the journal, it rotates with it in the same direction, the balls rotate in the opposite direction while
Oil or grease may be applied to ball bearing.
More complicated design. Involves a lot of precision and time to manufacture. Expensive.Low maintenance.Useful for applications where a rotating shaft needs to be supported with the minimum amount of friction and
Less friction and wear than plain bearings or bushings.
Expensive. http://en.wikipedia.org/wiki/ Mild steel, high carbon steel, iron, oil, grease.

making contact with the outer race which is in a fixed position and does not rotate. Could also work the other way around, i.e. the rotation of one race is “cancelled out” by the opposite rotation of the balls.
maintenance e.g. small parts, products where there are several bearings in which case it would be impossible to maintain them all or bearings within a product that are hard to access.
Ball_bearing‹ bushes Bushings frequently need checking
to see if they need replacement because of the high amount of wear they undergo.The bushing material may be porous (i.e. in the case of ceramic) meaning it can absorb lubricant.
Bushings fitted between bearing and journal. Oil may be applied to bushing.
Useful for applications where a large rotating shaft needs to be supported with the minimum amount of friction, where a roller bearing or ball bearing is not available at that size.
Less friction than plain bearings.If the bushing material is porous (i.e. in the case of ceramic) meaning it can absorb lubricant resulting in a decreased requirement for maintenance.• A bush is better under heavy loading (1)• The rotation of the wheel is at relatively slow speed (1)• Bushes are cheaper than bearings (1)• Bushes require less maintenance (1)
Require maintenance; checking to see if more lubricant is needed or bushing needs replacement.
http://www.fuzing.com/vli/0018200f6220/FU-oil-retaining-sintered-bearing--bushing--sliding-beairng--plain-bearing
Silicon nitride ceramic, chrome steel, stainless steel.
cams p39 or click here Cams are used in applications where it is required to transform rotary movement into reciprocating linear movement, or vice versa.
Self lubricating (nylon), ceramic, bronze
‹ pear shaped Has a pear-shaped, symmetrical profile. Causes a follower to move up and down, with a “dwell” (period of no movement of the follower) along the more circular side of the cam.
Requires aligning with the follower. Lubrication may be used.
Processes that require a follower to move up and down, with a “dwell” every half a revolution.Used to control inlet and outlet valves in engines.Symmetrically shaped so rise and fall times are identical.
Can rotate in either direction.
Area of dwellhttp://www.technologystudent.com/cams/cam2.htm
‹ circular or eccentric Simplest type of cam. Has a circular, symmetrical profile. The hole in an eccentric cam is off centre. Causes the follower to rise and fall smoothly.
Requires aligning with the follower. Lubrication may be used.
Applications requiring a smooth rise and fall.Creates constant acceleration and retardation.Used in fuel pumps.
Simple; easy to manufacture. Can rotate in either direction.
http://www.technologystudent.com/cams/cam2.htm
MDF, thermoplastic or thermosetting polymers, mild steel
‹ heart shaped Has a heart-shaped, symmetrical profile. Creates continuous motion.
Requires aligning with the follower. Lubrication may be used.
Used in sewing machines and to wind relay coils and motor windings.
Can rotate in either direction.
Cannot be used effectively with a flat footed follower.
http://www.technologystudent.com/cams/cam2.htm
MDF, thermoplastic or thermosetting polymers, mild steel

‹ snail Has a profile in the shape of a snail shell. Creates uniform acceleration and retardation.
Requires aligning with the follower. Lubrication may be used.
Applications that require gradual upward movement of the follower then a sudden drop.
Can work with all three types of follower.
Can only rotate in one direction.
http://www.technologystudent.com/cams/cam2.htm
MDF, thermoplastic or thermosetting polymers, mild steel
„ followers Followers are required to translate the rotary movement of the cam into reciprocating linear movement. They do this by following the contour of the profile of the cam. There are different types of follower.
Require aligning with the cam. Lubrication may be used.
Applications where a cam is used.
N/A N/A
http://www.technologystudent.com/cams/cam2.htm
MDF, thermoplastic or thermosetting polymers, mild steel
‹ flat foot Flat foot followers consist of a flat surface that makes contact with the cam attached to a shaft which allows the movement from the foot as the cam pushes it to move something up and down.
Require aligning with the cam. Lubrication may be used.
Applications where lots of friction is needed between the follower and cam and where the follower doesn’t need to follow hollow contours.The flat-foot follower:• Has a large bearing surface (1)• Is prone to friction/heat (1)• Is ideal under heavy load (1)• Cannot follow hollow/intricate /sharp contours (1)
Simple; easy to manufacture.
Can’t follow hollow contours. Lots of friction occurs between follower and cam.
MDF, thermoplastic or thermosetting polymers, mild steel
‹ knife-edge The surface area that makes contact with the cam is minimal.Provides the most accurate conversion of movement.Can be used to follow hollow contours.Some friction that occurs at the point of contact with the cam is high because the weight of the follower, shaft and the component to which the shaft is attached is concentrated on a small area.
Require aligning with the cam. Lubrication may be used.
Applications that require the follower to follow hollow contours and/or accurate conversion of movement.• Has a very small bearing surface (1)• Provides a very accurate conversion of movement (1)• Can be used on hollow /intricate/sharp contours (1)• Not good under heavy load (1)• Relatively low levels of friction (1)
Can follow hollow contours.Converts movement accurately.
Lots of friction. Could wear down faster than other types of follower. Could snag on certain cams.
MDF, mild steel
‹ roller. Very little friction. Expensive. Require aligning with the cam.Lubrication may be used.
Applications where it is required that there is a minimum amount of friction between the follower and cam and the follower is not required to follow a cam with hollow contours.• Has very low friction (1)• Cannot follow intricate/sharp contours (1)• Can be used at high speeds (1)
Very little friction. Least resistance to movement of cam. Wears down a lot more slowly than other types of follower.
More complicated to manufacture. Expensive. Cannot follow hollow contours.
MDF, mild steel
MATERIAL
OR PROCESS
MDF, mild steel
Material Processing and Techniques
CHARACTERISTICS PREPARATION PROCESSES ADVANTAGES DISADVANTAGES
PICTURE
Casting p43-51

sand Casting Refractoriness Chemical
inertness Permeability surface finish cohesiveness Flow ability Collapsibility availability/
cost
Modular construction complete with integrated façade(container construction)
Sand preparation system on individual platforms
Mixers, switchgears etc. are mounted on platforms. The steel structure comes from local suppliers.
Washing , drying and grading
Bagging /loading
Testing, sampling and monitoring delivery
Low cost No skilled
operators needed
Equipment are cheap and easy to deal with
Suitable for few small production rates
Bad surface finish, due to sand indentation and oxidizing medium etc.
Not suitable for mass production
Dangerous operation
die Casting Die casting alloys are normally non-ferrous and there is a large number available with a wide range of physical and mechanicalproperties covering almost every conceivable application a designer might require. Aluminum and zinc alloys are the most widelyused.
First, the mould is sprayed with lubricant and closed. This lubricant helps control the temperature of the die and assists in the removal of the casting. Molten metal is then injected into the die under high pressure.
Die preparationFilingEjectionShakeout
Inserts can be cast-in (such as threaded inserts, heating elements, and high strength bearing surfaces).
Reduces or eliminates secondary machining operations.
Rapid production rates.
Casting tensile strength as high as 415 megapascals (60 ksi).
Casting of low fluidity metals.
The main disadvantage to die casting is the very high capital cost. Both the casting equipment required and the dies and related components are very costly, as compared to most other casting processes. Therefore to make die casting an economic process a large production volume is needed.

turning Turing are simple abstract computational devices intended to help investigate the extent and limitations of what can be computed.
In preparing the machine, users will be expected to select the appropriate work holding devices, and to mount and secure them to the machine spindle. Users will be required to select the appropriate cutting tools, to mount and secure them to the appropriate tool holding devices, and to place the cutting tools in the relevant positions within the tool posts , turrets ,slides or tools in the relevant positions within the tool posts , turrets ,slides or tool change magazine/carousel, where this applicable
Turning produces solids of revolution which can be tightly toleranced because of the specialized nature of the operation. Turning is performed on a machine called a lathe in which the tool is stationary and the part is rotated. The figure below illustrates an engine lathe. Lathes are designed solely for turning operations, so that precise control of the cutting results in tight tolerances. The work piece is mounted on the chuck, which rotates relative to the stationary tool.
All materials compatible
Very good tolerances
Short lead times
Limited to rotational parts
Part may require several operations and machines
High equipment cost
Significant tool wear
Large amount of scrap
milling/routing Milling is the most common form of machining, a material removal process, which can create a variety of features on a part by cutting away the unwanted material.
The milling process requires a milling machine, workpiece, fixture, and cutter.
The workpiece is a piece of pre-shaped material that is secured to the fixture, which itself is attached to a platform inside the milling machine. The cutter is a cutting tool with sharp teeth that is also secured in the milling machine and rotates at high speeds. By feeding the workpiece into the rotating cutter, material is cut away from this workpiece
It is compatible with all materials
Flexible use
Short lead times
The milling process, those that are present can often be attributed to inaccuracies in a features dimensions or surface roughness. In short, the use of an inadequate milling machine, a dull cutting blade or failure to

in the form of small chips to create the desired shape.
secure the work piece in question is the biggest problems manufacturers face when implementing the process.
drilling The chips must
exit out of the hole created by the cutting.
Chip exit can cause problems when chips are large and/or continuous.
The drill can wander upon entrance and for deep holes.
For deep holes in large workpieces, coolant may need to be delivered through the drill shaft to the cutting front.
Once the drill site has been selected and surveyed, a contractor or contractors will move in with equipment to prepare the location. If necessary, the site will be cleared and leveled. A large pit will be constructed to contain water for drilling operations and for the disposal of drill cuttings and other waste. A small drilling rig, referred to as a dry hole differ, will be used to start the main hole. A large diameter hole will be drilled to a shallow depth and lined with conductor pipe.
Drilled holes are characterized by their sharp edge on the entrance side and the presence of burrs on the exit side (unless they have been removed). Also, the inside of the hole usually has helical feed marks.
Help learners master materials at their own pace.
Good drill and practice provides feedback to students, explains how to get the correct answer, and contains a management system to keep track of student progress.
They can be used to build confidence as more answers are correctly provided
For most students, it's boring, uninteresting, and unappealing.
Lacks the 'deeper-understanding' that "hands-on learning" provides, and
It has no application in the student's real-world, i.e. rarely will the student make the connection with why these things are important
blow moulding
Plastics bottles and containers of all sizes and shapes e.g. fizzy drinks bottles and shampoo bottlesPolymers used:HDPE, LDPE, PET, PP, PS, PVC
Hollow thermoplastic tube is extruded between a split mould and clamped at both ends
Hot air is blown to the parison which expands it to take the shape of the mould
Once cooled product is ejected by opening the split mould
Intricate shapes can be formed
Can produce hollow shapes with thin walls
Ideal for mass production
High initial set- up cost because the mould is expensive
injection moulding
Casings for electrical products, containers for storage and packagingPolymers used:Nylon, ABS, PS, HDPE, PP
Granulated polymer is placed into the hopper
Polymer is heated to a Liquid
The screw is forced forward under hydraulic high pressure and injects the
liquid plastic into the mould
The mould is cooled for quick to let out the product
Ideal for mass production Precision moulding High surface finsih
High initial set-up cost as the mould is expensive
vacuum forming
Chocolate box trays, yogurt pots, bliter packs etcPolymers used:Acrylic, HIPS,PVC
Mold info• Draft angle/tapers (1)• Rounded/radiused corners/edges (1)• Vent holes (1)• Depth of draw (1)• Internal draws must have vent holes (1)• Positioning of features to avoid webbing (1)• No undercuts (1)• High quality surface finish (1)• Resistance to heat (1)• Durable mould (1)
Thermoplastic sheet is clamped and heated
, blown and stretched Air is sucked out of the
vacuum forming machines to pull the softened sheet over a mould pushed up form below
Once polymer is cooled it solidifies and cold air is blown between the mould
Then it is released
Ideal for batch production
Inexpensive Relatively easy to make
moulds that ca be modified
Mould needs to be accurate
Large amounts of waste material produced
• Mould• Clamp• Heater• Platform movement• Air blown in• Air drawn out• Forming removed• Mould is placed on platform and lowered (1)• Plastic sheet is placed into machine and clamped (1)• Plastic is heated (1)• Platform is raised (1)• Air is blown in to raise plastic from mould (1)• Air is drawn out to form plastic over mould (1)• Allowed to cool (1)
extrusion
Similar process to injection moulding but the end die has an opening in it letting the plastic through like play doe or toothpaste from a tube
Granulated polymer is placed into the hopper
Polymer is heated to a Liquid
The screw is forced forward under hydraulic high pressure and injects the
liquid plastic into the mould
The mould is cooled for quick to let out the product
Ideal for mass production Precision moulding High surface finsih
High initial set-up cost as the mould is expensive
rotational moulding
Hollow objects can be producedBucketsPlasstic footballsDustbinsOil DrumsStorage tanksTraffic cones
Easy to produce large productsEnd product has no seamsWall is of uniform thicknessCorners are stress freeColour integrated part of productMetal inserts can be included in the moulding
Lower volume production and longer cycle times than e.g. injection mouldingMaterials are limitedCan be labour intensive when compared to injection moulding

jigs p51 Welding Jigs • Enable repetitive accuracy / reduction in errors (1)leading to less faulty / wasted components andmaterials. (1)• Components are easily /quickly aligned / no markingout (1) which speeds up production / saves time. (1)• Enable less skilled personnel to carry out the tasks(1) reduced labour costs. (1)
patterns
formers
moulds.
MATERIAL
OR PROCESS4. Joining Techniques CHARACTERISTICS PREPARATION PROCESSES ADVANTAGES DISADVANTAG
ESPICTURE
Mechanical p53-57
nuts, bolts and washer
Nuts and bolts are discussed above.Washers are flat disks, usually made from metal, with a hole in the centre slightly larger than that of the bolt’s outer diameter. They can be placed between the surface underneath the head of the bolt and the material that the bolt is going through. The purpose of this is to distribute the pressure evenly across a larger surface area of the material than would be possible with the underside of the bolt head. This prevents marking and deformation of the material being bolts together.Most washers also serve to reduce friction between the underside of the head of the bolt and the surface of the material being bolted, so that tightening and loosening with a spanner is easier.Some washers are made from polymers or other materials and can make a seal around the hole or increase friction between the surface of the bolt and that material.
Drill a hole for the bolt to go through. Make sure the diameter is larger than the outer diameter of the bolt’s thread but smaller than that of the nut and bolt head.
Engineering applications. The joints are temporary; they can be removed when necessary.Nuts, bolts and washers can be reused.Speciality washers can be used to seal the area where the head of the bolt makes contact with the material, where a joint needs to be water tight.
Prone to vibration, which loosens the nut from the bolt.Different thread forms aren’t compatible, e.g. a bolt with a square thread and a nut with a v-thread are not compatible.
http://www.scrapmonster.com/uploads/buy/2011/4/239613022855370.jpg
http://khslive.com/mccartan/images/metric.jpg
Washers can be made from:Bolts can have the following thread forms:Most bolt heads are hex.
rivets
Rivets are discussed above. Engineering applications, joining sheet metal.
heat

oxy-acetylene welding
Oxy-acetylene and MIG welding both join metal surfaces by melting them, causing them to fuse together.Oxygen and acetylene are mixed in the torch and ignited. The flame is used to heat the metals to be joined and the filler metal. The filler metal is the same metal as the metals being joined.
A filler rod of the same material is used.
Joining two metal components that are made of the same metal. Steel is most commonly welded and sometimes aluminium is.
The joint should be as strong as the parent metal.
Not all metals can be welded. Aluminium is difficult to weld.Dangerous as the flame can reach temperatures over 3000°C and flammable gas has to be stored.
http://gastiresoil.blogsome.com/2006/06/07/89-sportster-gas-welding-the-crossover-pipe/
MIG welding
Stands for metal inert gas.A form of electric arc welding. An arc between the welding electrode and this provides the heat. This melts the filler wire, which is fed out the end of the electrode.Different to oxy-acetylene welding because filler wire as opposed to filler rods is used.Inert gas, usually argon, flows over the hot metal to stop it oxidizing.
• Recognisable welding gun/ torch / nozzle. (1)• The work is electrically connected to the earthingcable. (1)• An electrical spark. (1)• A filler wire / electrode is fed through the gun. (1)• The materials are melted / molten / fusedtogether. (1)• Argon gas / gas shield is fed over the weld pool.
Joining two metal components that are made of the same metal. Steel is most commonly welded and sometimes aluminium is.
MIG welding can work with aluminium.
Not all metals can be welded. Aluminium is difficult to weld.Dangerous as electricity is involved.
http://www.instructables.com/id/How-to-Weld---MIG-Welding/
brazingProcess of bonding two mild steel surfaces without melting the metals being bonded. Similar to hard soldering but at a higher temperature. Spelter is used as the metal that joins the mild steel surfaces. Spelter is an alloy of copper and zinc (65% copper and 35% zinc).Spelter melts at 875 °C.Flux stops the surface of the mild steel oxidising as it is heated and also reduces the viscosity of the spelter so that it flows better.
Surface cleaned with wet and dry paper or sandpaper to remove oil and surface oxide. Flux spread on surfaces to be brazed. Spelter rod dipped in flux.Surfaces to be brazed are heated with the cooler end of an oxy-acetylene torch flame then spelter is applied.
Joining mild steel sheet metal, mild steel metal pipes and mild steel solid pieces of metal.
Surface has to be very cleanFlux has to be used.• The surfaces to be brazed are cleaned with an abrasive for a sound bond to be made. (1)• The two surfaces are fluxed (1)• The components are place together and wired/clamped inplace(1)• The metal is heated (1) evenly (1) to allow the flow of brazingspelter around the whole joint (1)• Brazing spelter is applied to the joint (1)• The joint is allowed to cool until the brazing spelter is set (1)
http://metalworking-blacksmithing.factoidz.com/an-introduction-to-brazing/
chemical
Tensol cementA solvent that melts thermoplastics allowing two surfaces to fuse together. A permanent bond is formed once the solvent evaporates. The two surfaces become chemically joined.
Surfaces must be clean and fit against each other without gaps.Lid fitted securely/sealed container/solvent correctlylabelled. (1)• Store in cool/dry/well ventilated area. (1)• Store away from heat/sun/flame. (1)• Store in metal cupboard/locked cupboard/yellowcupboard. (1)• Cupboard must have safety signage. (1)
Joining thermoplastics.Rapid bonding of acrylics
The use of Tensol cement results in a strong bond.You get a few seconds/minutes of “open time” to adjust the position of the surfaces being bonded relative to each other until it is correct.
Only works on thermoplastics.Gives off harmful fumes when drying.Takes 24 hours to dry fully.
http://www.mcmordiebros.co.uk/tensol_cement.htm

• Staff to be briefed as to how to store adhesives. (1)• Regular checks need to be made bytechnician/monitoring log. (1)
polystyrene cement
Low viscosity (runny), clear, solvent odour. Works in the same way as Tensol cement. Melts/dissolves the polystyrene surfaces onto which it is applied, allowing two surfaces that have been covered in it to bond when pressed together. The solvent evaporates and the joint hardens, leaving the polystyrene surfaces fused together permanently. The two surfaces are essentially welded together, since the poly cement doesn’t remain and only the substrate material remains.
Surfaces must be clean and fit against each other without gaps.
Used in the process of model making.
The use of polystyrene cement results in a strong bond.You get a few seconds/minutes of “open time” to adjust the position of the surfaces being bonded relative to each other until it is correct.
The glue starts to dissolve the polystyrene as soon as it makes contact with it, so if you spill or misplace any of it on the work piece, it is difficult to wipe off.The strong odour is a health hazard.Dissolved polystyrene oozes out from the edges of the joint when the two surfaces are pressed together. This makes the joint less aesthetically pleasing so once the joint has cured; the overspill has to be removed with a scalpel.Only works on polystyrene.
http://www.diecast-cars.co.uk/prodtype.asp?CAT_ID=96&strPageHistory=category
adhesivesSomething used to stick two surfaces together, i.e. glue. Different from welding (in the case of welding polymers) because the adhesive material is different to that of the surfaces being adhered. With adhesives, a chemical joint is not formed.
poly vinyl acetate (PVA)Viscous white liquid that dries clear. Viscosity can vary depending on the manufacturer or intended purpose. Primarily used to glue woods.
Woods are porous so the adhesive will ‘soak’ into it’s surface.Surfaces must be clean and fit together without gaps.
Gluing wood joints such as mitres, biscuit joints, butt joints, finger joints, dowel joints, mortise and tenon joints and dovetail joints.Gluing paper or card.
Creates a strong, permanent bond.Water based so it can be mixed with water to decrease its viscosity, which may be an advantage in some situations.Water resistant PVA based adhesives are available.Solvent free, so does not produce harmful fumes.Can be used to glue different types of wood together.The fact that the glue takes a long time to dry means there is a lot of “open time” to adjust or undo the joint until it is correctly aligned.• Gives a strong joint• Relatively inexpensive•
Inexpensive (1)• Strong joint (1)• Easy to use (no mixing- straight from tin) (1)• Can be reversed/soaking in
Takes 24 hours to dry.Only works on wood based or other porous materials.Has to be clamped together when the joint is drying, which could damage the work piece.The fact that it is water based can be a disadvantage because this means a PVA joint is not very water resistant.• Surfaces need to be securely clamped together for a long time• Generally not waterproof (although some brands are)Work needs to be clamped (1)• Takes time to dry/not instant (1)• does not stick “non-like” materials (1)• may come unstuck when in contact with water (1)• • stains/marks wood (1)
http://www.moonstonecraftsupplies.co.uk/washable-pva-glue---180ml-brian-clegg-red-label-48-p.asp
http://www.bostik.co.uk/diy/product/evo-stik/Resin-W-Extra-Fast-Interior-Wood-Adhesive/4

water (1)• Can be used for range of woods/cards used in modeling (1)• • Odourless/non-toxic (1)
epoxy resinAn adhesive that is made from two components; the resin and the hardener. The two are viscous liquids that are mixed together in equal quantities just before being applied to the surfaces to be adhered. A chemical reaction begins as soon as the resin and hardener are mixed which is why you mix the components together just before use. The mixture cures after 24 hours to form a thermosetting polymer. The “open time” varies depending on whether it is a “fast drying” formula or not and also on the proportion of resin to hardener used.Epoxy resin bonds many materials.
Surfaces must be clean and if the material to be adhered is especially smooth, the surface needs to be roughened with sandpaper to increase friction between the surface and the epoxy resin.
Used in DIY tasks such as fixing broken china or clay products.Used industrially to adhere slabs of soapstone together to make soapstone sinks.
Chemical reaction hardens immediately
Versatile – can be made flexible or rigid, transparent or opaque/coloured, rapid or slow setting
Excellent heat and chemical resistance Creates a strong, permanent bond on many materials.You can alter the proportions of hardener and resin to have control of how long you want it to take to cure, e.g. you can put slightly more hardener than resin with it if you want it to harden faster, or put more resin than hardener in the mixture to give you more “open time”.Bonds are watertight.
Expensive Readers full
strength only after a few days
Often requires manual mixing of resin and hardener, which can be messy Takes 24 hours to fully cure, so work piece has to be held under pressure until the epoxy resin has cured.Doesn’t bond certain materials with non-porous, smooth surfaces such as some plastics, metal and glass.Produces toxic fumes as it cures.If you don’t mix it correctly or in the right proportions, you won’t get the best bond.Mixing the two components is time consuming.Irritant to skin.
http://www.advantage-motorsport.co.uk/review/product/list/id/47/category/42/
contact adhesiveLiquid with low viscosity that dries to form a rubbery plastic.Made of natural rubber and Neoprene (polychloroprene).
The surfaces must be clean.The glue is applied thinly on both surfaces, then left for minutes or hours, depending on the type of contact adhesive, until they are dry to the touch. At this point, the two surfaces can be pressed together so that contact is achieved between the two coated surfaces.
• Adhesive is applied to both surfaces to be bonded (1)• The adhesive is allowed to dry until tacky/touch dry (1)• The surfaces are brought together forming an instant bond (1)• The surface can be ‘hammered’ using a veneer hammer to smoothout any imperfections (1)
Gluing printed laminates onto a wood based material, e.g. kitchen worktops.Gluing soles to shoes.• Instant/rapid bond (1) therefore saving time on assembly (1)• Ideal for curved surfaces which are awkward to apply pressure to(1) therefore avoiding the need for costly jigs/formers (1)• Ideal for large surface areas (1) therefore avoiding the need forlarge and expensive presses (1)• Contact adhesives can be applied to a wide range of materials (1)therefore making the joining of dissimilar materials possible (1)The two surfaces are adhered as soon as the two coated surfaces come into contact, so no clamping in necessary.The dried adhesive is
Produces toxic fumes.Once the two surfaces have been pressed together, there is no “open time” to re-position the two materials being bonded because adhesion takes effect on contact between the two coated surfaces.
http://www.screwfix.com/p/evo-stik-impact-adhesive-250ml/38770

flexible, so contact adhesive can be used for applications where the bond has to undergo bending and be flexible.
hot melt glue.Thermoplastic adhesive containing EVA (ethylene vinyl acetate) in the form of sticks that melt when forced through a heater in a glue gun. When the trigger of the glue gun is pulled, molten liquid is forced out of the nozzle onto the surfaces to be glued. The viscosity of the molten glue depends on the heat of the glue gun and the type of glue stick used. The molten glue usually starts off quite runny as it leaves the nozzle and increases in viscosity as it cools. It becomes a hard rubbery substance when cool but can be heated to become liquid again.
Both surfaces have to be clean. Unlike some other adhesives, it is not so important that the two surfaces fit together to make full contact because the glue itself fills gaps to a certain extent.
Used to seal up cardboard boxes.Used for DIY repairs.Used for making models quickly since it sets to achieve full strength quickly.
Bonds many materials very well including wood based materials such as paper, card and cardboard very well and so is used in the packaging industry, e.g. to make corrugated cardboard boxes.The adhesive itself is not water soluble, but the joint may be affected by water depending on the materials that have been joined e.g. a cardboard joint might come apart because the fibres in the cardboard absorb the water, but the adhesive itself would remain intact.Sets quickly (within 10 minutes).Can be heated with a heat gun to extend “open time”.Can be heated with a heat gun at a later point to undo the joint without damaging the work piece.
Can cause burns.Cannot be spread out evenly over large surface areas because of the speed at which it cools.Not very good at bonding metals or other smooth, non-porous surfaces.
http://www.forasia.cn/image-upload/9152011120150.jpg
5. Material Removal p58-59
Cutting – metalworking saws
Hacksaw
http://www.greatnecktools.com/upload/products_images/55.jpg
Junior hacksaw
http://www.summit-tool.com/junior-hawksaws.html
Cutting – woodworking saws
Tenon saw

http://handsaws.co.uk/Product/TB-FOO25610
Cross cut sawhttp://en.wikipedia.org/wiki/File:Crosscut_saw.JPG
http://chestofbooks.com/crafts/machinery/Shop-Practice-V1/Hand-Saws-Rip-Saw-And-Crosscut-Saw.html
Rip saw
http://chestofbooks.com/crafts/machinery/Shop-Practice-V1/Hand-Saws-Rip-Saw-And-Crosscut-Saw.html
Abrading
Filing
http://www.screwfix.com/p/bahco-homeowners-dual-cut-metal-file-8/60320

Grinding
A bench grinder.http://www.machinemart.co.uk/shop/search/filter/bench-grinders-grinding-wheels/type/any/module/shopcategory/page/1
A grinding disk.http://en.wikipedia.org/wiki/Grinding_wheel
Sanding
http://en.wikipedia.org/wiki/File:Schleifpapier_verschiedene_Sorten.jpg
Emery cloth
http://en.wikipedia.org/wiki/File:320_emery_cloth.JPG
MATERIAL
OR PROCESS
6 Heat treatment p60-61 CHARACTERISTICS PREPARATION PROCESSES ADVANTAGES DISADVANTAG
ESPICTURE
annealing
hardening and tempering• The metal is heated (Not to ‘red hot’) (1)• The temperatures are signified by the changing colour of themetal when heated (1)• The metal is then quenched in water (1)
• retain a sharp edge (1)• harder than the material to be cut (1)• reduce wear (1)• It is tempered to remove some of the brittleness / hardness / toincrease the toughness of the blade (1) making the blade moreflexible / reduce the chances of it

snapping / withstand impact (1)
normalising
work hardening.7. Conversion and Seasoning p62
conversion
through and through (slab sawn)
quarter sawn
Kiln seasoning
The wood is carefully stacked inside the brick kiln. Water is heated and the resulting steam allowed to enter the kiln, circulating inside and around the wood boards. Over time, the amount of steam (humidity) is reduced until the wood has the desired moisture content.
• The level of moisture in the wood can be controlled accurately (1)resulting in a more reliable/consistent/even moisture content (1)• The moisture level can be reduced to a lower/guaranteed level (1)which means the timber can be used in drier environments (1)• The speed of the drying is much quicker (1) meaning capital is tiedup for a shorter period/timber gets to the customer more quickly(1)• Kiln seasoning is done at a higher temperature (1) thereforeincreasing the effective eradication of infestation in the timber (1)• Kiln seasoning takes up less space (1) therefore reducing the needfor large premises (1)• Kiln seasoning is equally effective all year round/not seasonal (1)therefore supplier is consistently able to meet customer demand(1)
The timber remains in the kiln for two to five days.
Kilns are used because the process speeds up seasoning and this method can be used to accurately control the moisture content of the wood.
natural or AIR
PDF FILE - CLICK HERE FOR PRINTABLE WORKSHEET
AIR SEASONING
The easiest way, but not the most effective method of seasoning timber, is to stack it outside. The timber is laid out as seen in the diagram below. It is normally placed in a hut / building, with two sides open to
slowly dries the timer can take months
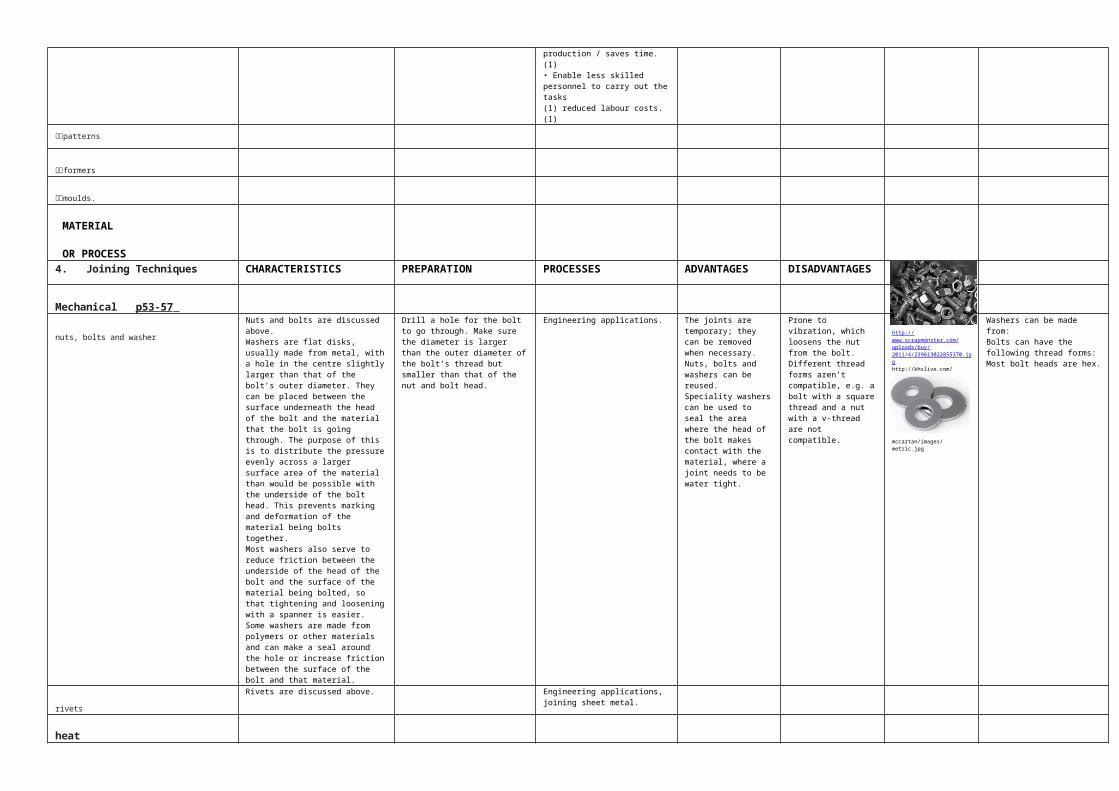
allow air to circulate.
8 Faults in woods p63
cupping
twisting
splitting
knots.
• As the tree grows it produces branches (1)• The grain of the branch runs at a different angle to that of the trunkresulting in a knot (1)
• Knot is harder (1)• Difficult to work (1)• Causes a weak point in the timber (1)• Knots can fall out/leave holes (1)• Resin seeps out (1)
cupping
Bow
9 Computer-aided design(CAD) p63-64
PROCESSES ADVANTAGES DISADVANTAGES2D design to create and modify designs
3D modelling for creating ‘virtual’ products. • The models can be manipulated/changed/edited quickly (1)• The costs involved are relatively low compared to a physical model(1)• The models can be distributed electronically e.g. to e-mail/to CNCmachine / to RPT machine (1)• The models can be stored electronically (1)• Virtual testing/simulation is possible (1)• They can be used to produce photorealistic/realistic images (1)• Relatively quick to produce (1)• Viewable from a range of angles/manoeuvrable image (1)• Models can be replicated easily/giving multiple options

(1)10. Modelling andprototyping
block modelling • A block model can be used to test ergonomic properties (1) whichcannot be done on CAD models (1)• A block model can be shown to/tested by potential customers (1)to gain feed back (1)• Block models can be made much more cheaply (1) than producingthe final product (1)• A 3d block model allows the scale/proportions of the product tobe evaluated (1) so that it can be evaluated within its intendedenvironment/use (1) all design features have been considered andare correct/altered before costly production starts (1)
rapid prototyping using CAD/CAMLayering of a material on top of one another using CAM to create a 3D prototype
• The need for less skilled workers (cost implication)(1)• Reduced waste (1)• More accurate models (1)• Speed of modeling is increased (1)• Ability to accurately repeat the process (1)• Link between CAD and CAM is easy / quick (1)
Laser object modelling (LOM)• Design created using CAD. (1)• Information sent /encoded to machine. (1)• The object is built up of layers. (1)• Layers no more than 0.75mm. (1)• Can be copied in schools. (1)• layers of paper cut out. (1)• Using a vinyl cutter/laser cutter. (1)• Each layer attached to previous layer. (1)
• Layers of glue-backed paper form the model.• Low cost: Raw material is readily available.• Large parts: Because there is no chemical reaction involved, parts can be made quite large.• Accuracy in z is less than that for SLA and SLS®. No milling step.• Outside of model, cross-hatching removes material• Models should be sealed in order to prohibit moisture.• Before sealing, models have a wood-like texture.• Not as prevalent as SLA and SLS®.http://www.efunda.com/processes/rapid_prototyping/lom.cfm
Stereo lithography• Design created using CAD. (1)• Information sent/encoded to machine. (1)• Lasers used. (1)• Built up in layers. (1)• Liquid polymers/starch/resin/plastic granules. (1).• Material is set/hardened/cured. (1)• Where beams intersect. (1)• Lowered after each pass. (1)• Arm moves across top surface after each layer to ensure top surfaceis flat. (1)
http://www.azom.com/article.aspx?ArticleID=1647
Solid ground curing• Design created using CAD. (1)• Information sent/encoded to machine. (1)• A vat moves horizontally. (1)• Bed lowered after each pass. (1).• A uv lamp (mercury light) instead of a laser, is used. (1)• This floods the chamber. (1)• Solidify the entire layer at once. (1)http://www.efunda.com/processes/rapid_prototyping/sgc.cfm
Selective laser sintering (sls)• Design created using CAD. (1)• Information sent/encoded to machine. (1)• Powders of different materials/metal/ceramic powders/polymers areused. (1)• The laser hits on selected areas. (1)• Laser fuses powders/Sintering. (1)• Making the particles melt and solidify. (1)• Powder bed lowered by one layer thickness after each pass. (1)http://www.efunda.com/processes/rapid_prototyping/sgc.cfm

Disadvantages• Producing good bonds between layers• Poor surface finish• Difficulty in producing hollow parts.
CAD/CAM • Files can be down loaded from a CAD package (1)• Items can be produced accurately/precisely (1)• Items can be produced quickly• Items can be replicated quickly/the same (1)• Curved surfaces can be machined with ease (1)• Files can be stored and re-loaded to match user demand (1)• Remote manufacturing due to electronic data transfer (1)• Reduced amount of waste material (1)• An automated production line can be used (1)• Automated inspection can be used (1)• Less direct contact therefore safer (1)• Simulations can be run to check operations (1)• They can run 24/continuous production/mass production (1)• Several machines can be operated by one operator / lower labourcosts (1)• Reduced human error (1)
• Fast method of production. (1)• Can cut complex profiles.(1)• The machine works very accurately. (1)• High level of repetitive accuracy achieved / no humanerror / less waste. (1)• Minimal labour needed / minimal labour costs. (1)• Safe method of production. (1)• Shape is easily programmed (1) • Data is easily saved /
retrieved for future batches.
• The initial set-up costs for the machinery is high (1)• Training is required as software gets updated (1)• Trained technicians are needed to set up software/hardware (1)
Quality Sectors that benefit Benefits of good qualityCustomers and users Receive products that conform to the requirements
Receive products that are dependable and reliable Available when needed Easily maintained
People in the organisation Better working conditions Increased job satisfaction Improved health and safety Improved morale
Owners and investors Increased return on investment Improved operational results Increased market share Increased profits

Society Fulfilment of legal and regulatory requirements Improved health and safety Reduced environmental impact Increased security
CE Mark
• CE Mark is administered by the European Union.• By placing the CE mark on products, the manufacturer is warranting that the product meets the minimum EU standards set down for that product.
BSI (British Standards Institute) for Packaging
• Legal/statutory requirements for label information• Ensures the product is fit for purpose/safe for use. (1)• The manufacturer has the quality systems in place to ensurerepeated quality (1)• The product has been tested/approved – independently/appropriately(1)• Product is tested at regular intervals (1)• Product complies with/meets relevant standards / specifications /requirements (1)• You know the product is reliable / good quality / good standard / fitfor sale / fit for purpose / safe (1)• Customer assurance/confidence/satisfaction (1)
BSI ISO 9001 ISO 9001 accreditation By the BSI gives an organisation the quality systems that will provide the foundation to better customer satisfaction, staff motivation and continual improvement.
Analysis and improvement of efficiency of all company procedures for both the product e.g. testing and staff procedures making them safer and of higher quality followed by regular monitoring to keep the standards high.
Organization Benefits• organizations receives accreditation/BSI logo for producingconsistently high quality products (1)• organizations have a culture for quality (1)• international standard that strives to improve quality (1)Employers Benefits• employers/whole organization effected from cradle to grave (1)• employers/organization returns better profits (1)• employers/whole organization improve their reputation (1)• employers/organizations improves its environmental
Needs rigorous analysis to achieve accreditation (1)• Time consuming for employers and employees(1)• Accreditation costs that can be transferred to product cost/customers (1)• Regular monitoring to keep up standards/re-accreditation (1)• Some employees resistant to change (1)

impact(1)• employers have increased profits/operational results/marketshare (1)Employees Benefits• employees have better working conditions/morale/health andsafety (1)• employees have better job satisfaction (1)• employees have greater input/better training/are more valued(1)Customers Benefits• customers receive products that are higher standard/reliable(1)• customer satisfaction with service/product improved as lessbreakages/better service (1)• customer reassured by quality of organization (1)
Quality Control
monitor/check/test product at specific points. Quality control is that part of Quality Assurance that involves inspection and testing of a product either during or immediately after production.
Quality control refers to the procedures carried out by a quality inspector at certain stages during manufacture. Quality control tests are typically conducted after each process of manufacture and/or after complete assembly/completion of the product. Tolerances (acceptable amount by which a product’s size or other feature can differ from that stated in the specification) are set for products/components and these are that standards to which the QC inspector checks the products/components. E.g.Checking sizeChecking weightChecking functionChecking that a surface is levelThere is 100% inspection where all units in the batch are inspected, normal inspection where a sample is inspected, the sample is determined by the sampling plan, and reduced inspection which is like normal inspection, but uses a smaller sample size and is more economical.Computer aided inspection uses a CMM (coordinate measuring machine) to measure dimensions. This is a faster, more accurate way of measuring dimensions. Laser scanning systems are also used; they create a 3D model of the part.
Testing takes place in a lab after the product has been manufactured. Testing is concerned with the product’s performance. Non destructive or failure testing is when the product is tested until it shows signs of breaking to determine how much force is needed to deform it. Destructive testing is when the product is destroyed while being monitored so that data can be gathered about the product, e.g. car crash testing with crash test dummies.
Testing to Destruction: Force is applied in one form or another till the products breaks
• Product is tested in controlled conditions (1)• Force is applied until the product breaks(1)

• Information is gathered on how much protection is gained (1)• Information is gathered on how much force is needed/limitsof force at point of destruction (1)• Information is gathered on how the productbehaves/breaks upon breaking (1)
Non-Destructive testing:
Force is applied in one form or another till the products deforms
Crack testing is another form of Non-Destructive testing: were cracks are detected on the surfaceby e.g. changes in density with ultrasound or changes in magnetic flow
Product is tested in controlled conditions (1)• Force is applied until deformation occurs (1)• Information is gathered on materials and construction (1)• Information is gathered on how the productbehaves/deforms/protects under pressure(1)
Quality Assurance
The system by which manufacturers ensure that a product fulfils its requirements; the over arching authority of quality control. The ISO 9000 series of standards covers these systems. Raw materials are regulated by a quality assurance manager. Workers are interviewed. Quality control is itself checked; the QA manager checks that the QC inspector is doing their job properly.
QA monitors all stages from design throughmanufacture to after sales. (1)• QA ensures customer satisfaction. (1)• QA ensures the product is fit for purpose/safethrough testing. (1)• Ensures the product is the highest standards/quality.(1)• Uses Quality Control to monitor/check/test product at specific points. (1)
TQM Total Quality Management The strategic integrated system for achieving customer satisfaction by applying QA procedures at every stage of the production process. The philosophy which some manufacturers follow that uses Quality Assurance thoroughly to with the aim of achieving 100% quality and zero parts per million wasted (in other words complete efficiency with regard to what the assembly line produces).
• Commitment to continuous improvement (1) with Record at everystage to improve production and process/application for ISO 9000 (1)• Control over raw materials, records of every stage of production (1) toassist with quality of the complete product (1)• Covers complete lifestyle of product (1) with Working to reducewaste (1)• Quality built in with monitoring (1) in order to get the product rightfirst time/within tolerance (1)• Works to customer satisfaction (1) reputation of company enhanced(1)• Encourages a strategic, team building approach (1) increasinghigher/efficient levels of productivity/higher quality products (1)• Provides a high return on investment (1)by improving efficiency (1)• Continually improves process, products(1) and overall culture in
Positives• Staff feel more valued / listened too / stafffeedback accepted. (1)• Better working conditions / culture. (1)• Staff more highly motivated. (1)• Team mentality will be developed. (1)• Less staff absentees. (1)• Staff has increased job satisfaction / morale. (1)• Staff fully trained / has frequent trainingopportunities. (1)• Fair rates of pay. (1)• Improving health and safety. (1)• Each department treated as a client. (1)• Improved product quality / less failure productsand components. (1)• Improved company reputation. (1)• Develop an ethos of continuous improvement. (1)• Increased sales / market share. (1)• Improved productivity /profits. (1)• Gain BSI/ISO 9000 mark / trade with ISO.9000companies. (1)
Negatives• Additional costs of developing new ways ofworking. (1)• Additional costs of training staff. (1)• On-going costs of responding to workforceproposals. (1)• Benefits will take time to filter through. (1)• Some staff may be reluctant to embracechange.(1)

which employees work (1)
procedures of safety by employers
• Health & Safety notices/signs are placed around the workplace (1)therefore users understand/are reminded/are advised of the dangers• Staff are trained/tested in the correct use of tools and equipment (1)therefore only safe working practice is used (1)• Guards are used on all machines (1) so that hands/fingers etc cannotget caught in moving parts (1)• Emergency stop buttons/brakes are used on all machines (1) so thatthey can be stopped quickly in the event of an accident (1)• Machine servicing should be kept up to date (1) so that the machinesare working in an optimum way and therefore safer to use (1)• Use /provision of correct personal protective equipment (PPE) isrequired (1) so that eyes/ears etc are protected (1) Award a markfor an example of PPE.• Working areas designated (1) so employees are aware of safeworking areas/know how many workers are allowed in the designatedareas (1)• Machines correctly spaced (1) allowing space to manoeuvre safely(1)• Keep workshops tidy (1) therefore avoiding accidents e.g.cuts/tripping (1)• Monitor time spent working (1) to avoid accidents from fatigue (1)
Health and Safety
Risk Assessment Risk Control Measure
Acrylic Cement Control Measures Control MeasureLid fitted securely/sealed container/solvent correctlylabelled. (1)• Store in cool/dry/well ventilated area. (1)• Store away from heat/sun/flame. (1)• Store in metal cupboard/locked cupboard/yellowcupboard. (1)• Cupboard must have safety signage. (1)• Staff to be briefed as to how to store adhesives. (1)

• Regular checks need to be made bytechnician/monitoring log. (1)
Scrol Saw risk assessment
Risk• Damage to eyes fromflying material/dust (1)• Cuts from material/blade(1)• Inhalation of dust (1)• Amputation (1)• Entanglement (1)
Control MeasureUse PPE/tie hair back/masketc. (1)• Use machine guards/heightrestrainer (1)• Ensure extraction/use scrollsaw dust blower (1)• Have proper training for useof machine (1)• keep fingers away fromblade (1)• have proper supervision(1)• other students behindyellow line/1m away (1)• controlled cutting (1)• one person to use themachine (1)• clear work area (1)
Wood Turning Risk Assessment
Flying debris / work comes loose (1)• Dust inhalation (1)• Eye damage (1)• Entanglement of hair/clothes (1)• Trapped fingers / chisel (1)
Control measure:• Ensure work is properly mounted (1)• Extraction/mask (1)• Goggles/Guard (1)• Ensure no loose clothing/hair (1)• Ensure minimum gap between tool rest and work is maintained (1)• Tools kept sharp (1)
Metal Casting Risk Assessment
• Fumes (1)• Burns / hot metal (1)• Risk of explosion (1)• Chemical irritant from sand additives (1)
• Use suitable extraction (1)• Wear protective clothing/goggles / use of tongs (1)• Make sure sand moisture is at correct level/use of oil-based sand(petrobond) (1)• Wear protective gloves/use barrier cream (1)
CAD Risk Assessment
• Eye strain (1)• Repetitive strain injury (1)• Bad back/neck (1)
• Use protective screen cover (1)• Adequate lighting (1)• Lower intensity of screen resolution (1)• Sit at correct distance from screen (1)• Take regular breaks (1)• Adjustable keyboards (1)• Use an ergonomic chair (1)
CHARACTERISTICSPROCEDURES PROCEDURES 2
COSHH COSHH is the law that requires employers to control substances that are hazardous to health.
e.g.
• Maximum safe exposure / controlling exposure e.g.extraction.(1)• Maintenance of protective equipment. (1)• Training in safe working / handling of hazardousmaterials. (1)• Frequency of monitoring / surveillance exercises.(1)• Safe methods of storing the
What you need to doIdentifying hazard and assessing riskExposure limitsSafety data sheetsControl measuresPersonal protective equipmentMonitoringHealth surveillanceTrainingEmergencies
• Employers must liaise with HSE (1)• HSE, H&S at work act and COSHH regulations applied (1)• Reduce exposure for employees (1)• Provide Control measures such as local ventilation (1)• Monitoring substances and levels of harmful substances (1)• Provide employees with information about substances (1)• Protect employees with PPE/use of PPE (1)• Provide first aid/showers and

materials. (1)• First aid measures in the event of accident /exposure.(1)• Safe methods of disposing of waste. (1)• Essential signage required. (1)
hygienic facilities (1)• Record incidents using accident book etc (1)• Undertake risk assessments (1)• Provide the safe storage and disposal of substances (1)• Warning material must be marked/labelled (1)• Warning/Safety signs provided (1)• Provide chemical spill facilities/accident procedures (1)• Provided training (1)
Die Cutting
• Automated / machine process for cutting/suitable for massproduction (1)• Cutter for nets and ‘odd’ shapes (1)• Cutting and scoring achieved at the same time (1)• Multiple/identical sheets can be cut at the same time (1)• Accuracy/cuts cleanly/better quality finish (1)• Allows lay planning/tessellation (1)• Removes the human error when cutting (1)• Cost effective on large runs (1)• Die can be reused on another production run (1)• High speed process (1)
NET parts
A= glue flap (1) accept glue tabB= upper tuck (1) accept tuckC= Dust flap (1) accept dust panel
Modelling
A scale model (1) allows designer to see proportion ofthe building/features (1)• Allows the designer/client to realise the 2D design (1) into3D (1)• Allows designers to solve problems at the design stage(1) rather than at the more expensive building stage (1)• Allows testing (1) to ensure environmental problems aresolved (1)• Allows materials/colours (1) to be experimented with prior tofinal build to ensure it ‘fits’ environment (1)• allows 3D model to be transported (1) so clients can have afirst hand input (1)

Prohibition Signs
Mandatory Signs
Circular signs are a command /mandatory /prohibition signs. wear goggles
Warning Sign (Triangular are warning signs).
warning personnel about flammablesubstances / fire
warning personnel about highvoltage / electricity / risk of electric shock.
A reference to warning personnel about lasers.

Safe Condition Signs
First Aid
Emergency stop
Fire Equipment Signs
Fire extinguisher
Warning Symbols
Harmful irritant
Toxic or poison
Mass Production Any one from the following:• Products produced on assembly/production line (1) so less skilledlabour/workforce is needed (1)• Production broken into repetitive tasks (1) suitable for unskilledlabour (1)• Bulk purchase of materials at lower prices (1) leads to lowerfinished unit costs (1)• large volume/quantities produced (1), so reducing individuality ofproducts/standardised products (1)• automated process (1) can lead to reduced time to market (1)• Due to economies of scale product unit cost is low(1) However

initial set up cost is high (1)





























