Embed Size (px)
Citation preview
Utilization of Fibers Recovered from the Biorefinery
Renewal Resources and Biorefineries Conference
York, UK2006
Mark Lewis University of WashingtonBill McKean University of WashingtonMike Wetzel University of Washington
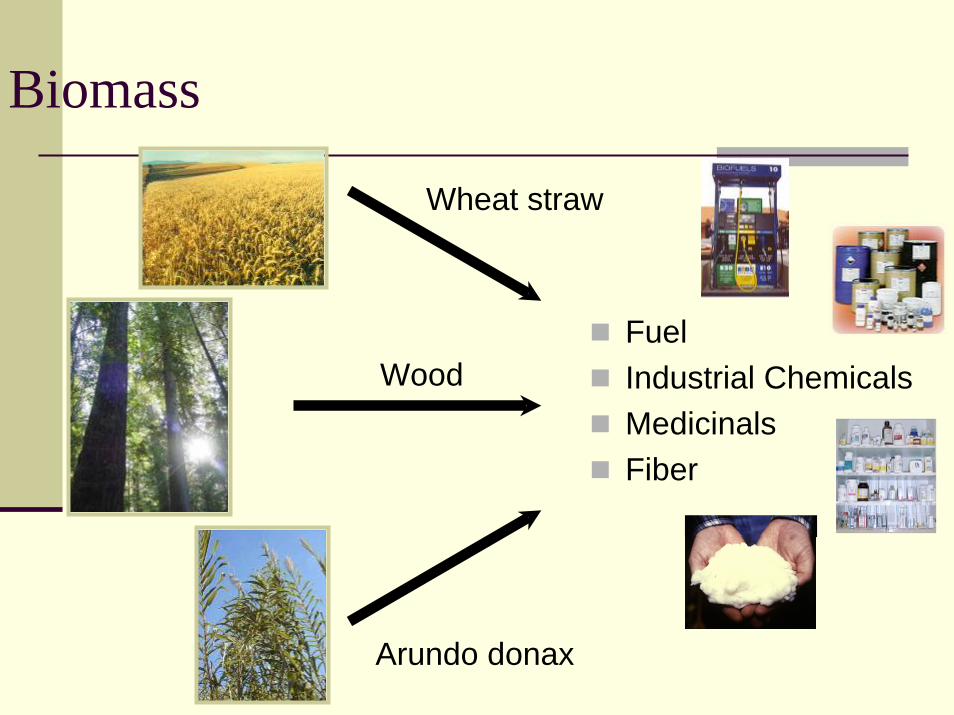
FuelIndustrial ChemicalsMedicinalsFiber
Biomass
Wheat straw
Wood
Arundo donax
Why These Three Biomaterials?Wood
Major industrial useWell developed infrastructureWell characterized morphology and chemistryCompatible with coproduct production at existing manufacturing sites
Wheat StrawSame as wood aboveLarge amount of underutilized residue
Arundo DonaxNone of the aboveExtremely high biomass productivity
Potential economic source of energy, fuel, chemical, and pulp fibersInvasive species
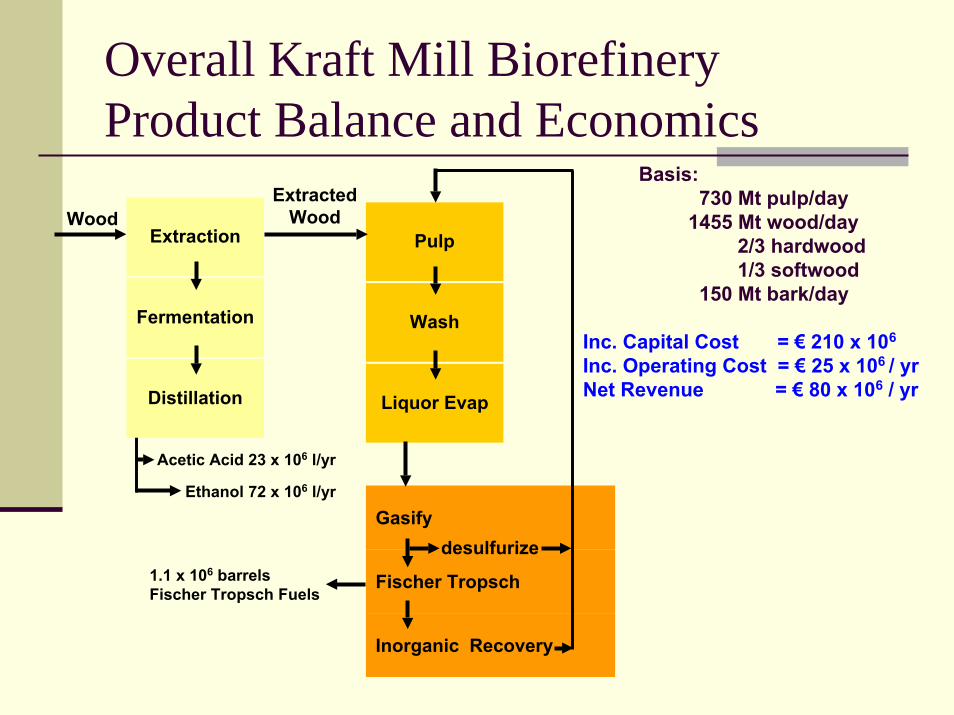
ExtractedWoodWood
Overall Kraft Mill Biorefinery Product Balance and Economics
Acetic Acid 23 x 106 l/yr
Ethanol 72 x 106 l/yr
Extraction
Fermentation
Distillation
Pulp
Wash
Liquor Evap
Inorganic Recovery
Fischer Tropsch
Gasifydesulfurize
1.1 x 106 barrels Fischer Tropsch Fuels
Inc. Capital Cost = € 210 x 106
Inc. Operating Cost = € 25 x 106 / yrNet Revenue = € 80 x 106 / yr
Basis: 730 Mt pulp/day
1455 Mt wood/day2/3 hardwood1/3 softwood
150 Mt bark/day
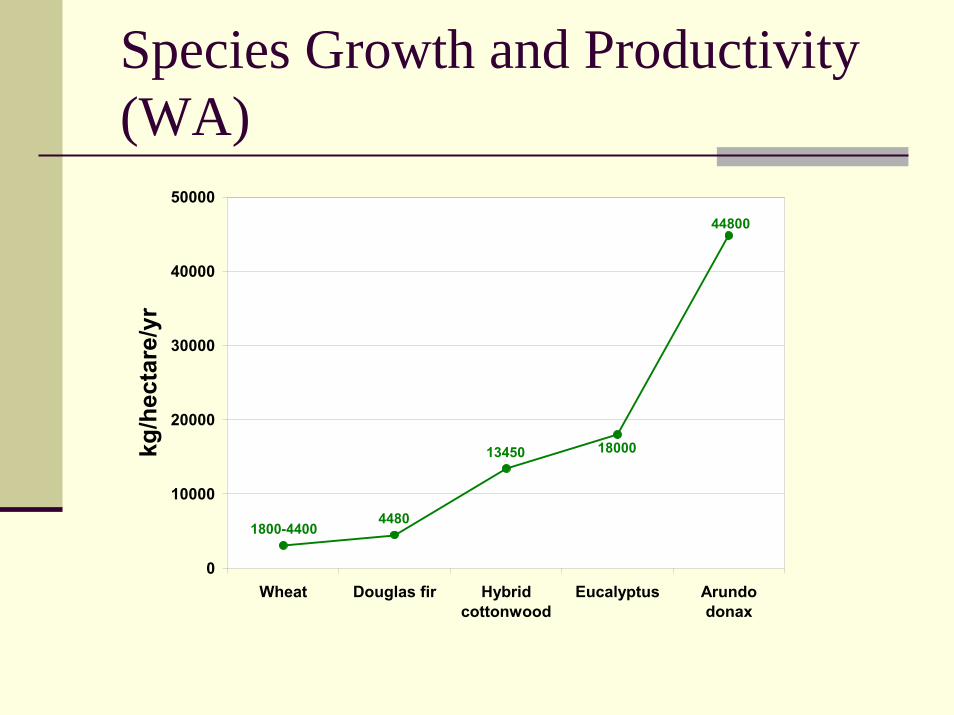
0
10000
20000
30000
40000
50000
Wheat Douglas fir Hybridcottonwood
Eucalyptus Arundodonax
kg/h
ecta
re/y
r
1800-44004480
13450 18000
44800
Species Growth and Productivity (WA)
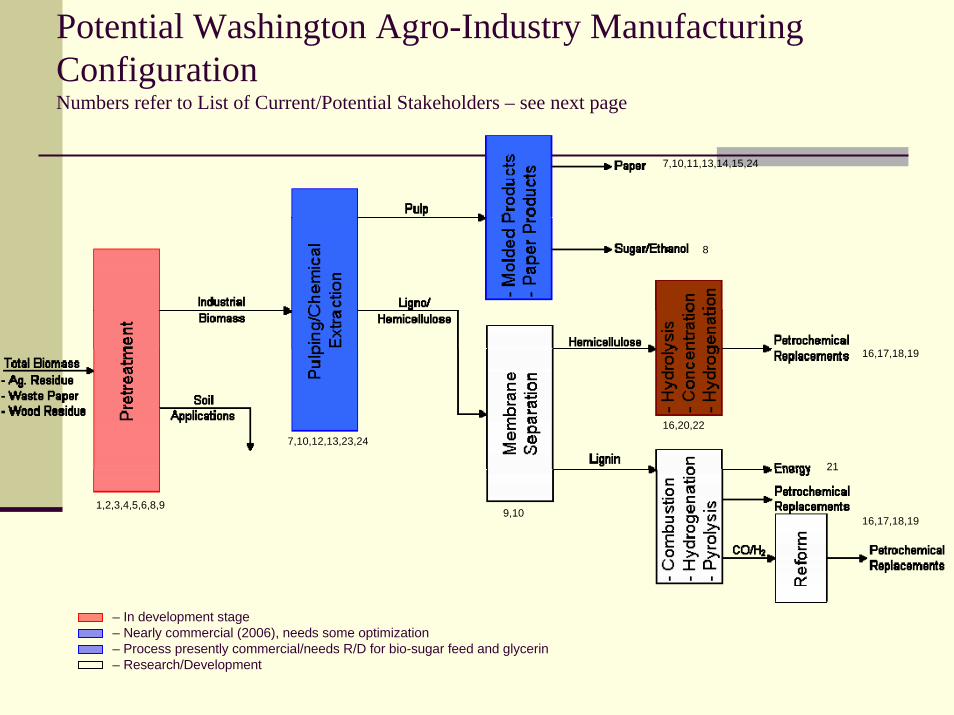
Potential Washington Agro-Industry Manufacturing ConfigurationNumbers refer to List of Current/Potential Stakeholders – see next page
9,10
16,20,22
7,10,11,13,14,15,24
7,10,12,13,23,24
16,17,18,191,2,3,4,5,6,8,9
– In development stage– Nearly commercial (2006), needs some optimization– Process presently commercial/needs R/D for bio-sugar feed and glycerin– Research/Development
8
16,17,18,19
21
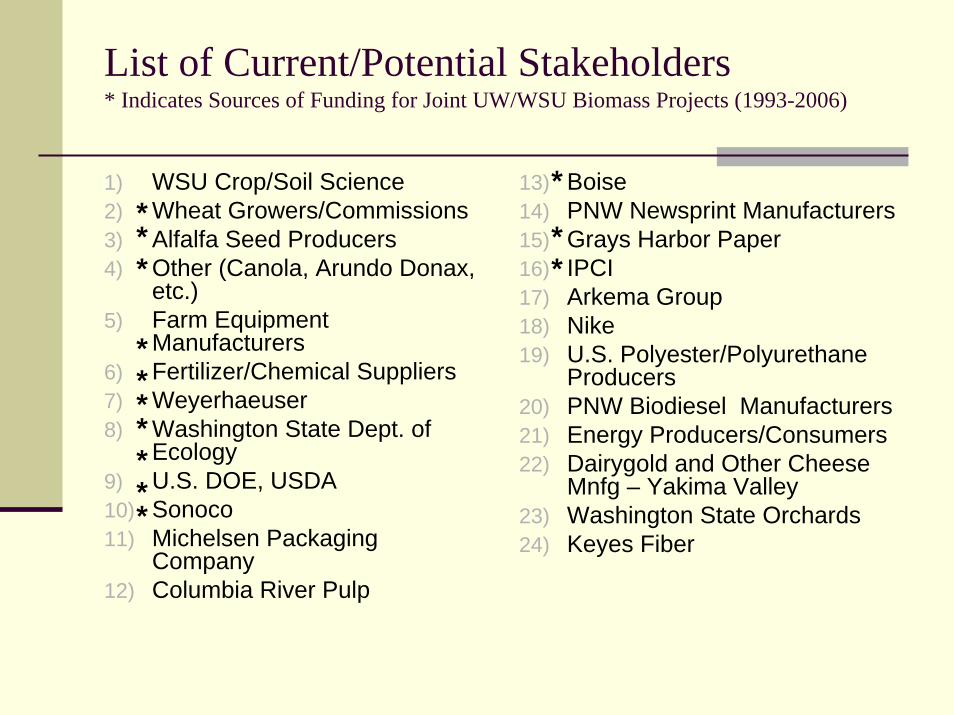
List of Current/Potential Stakeholders* Indicates Sources of Funding for Joint UW/WSU Biomass Projects (1993-2006)
1) WSU Crop/Soil Science2) Wheat Growers/Commissions3) Alfalfa Seed Producers4) Other (Canola, Arundo Donax,
etc.)5) Farm Equipment
Manufacturers6) Fertilizer/Chemical Suppliers7) Weyerhaeuser8) Washington State Dept. of
Ecology9) U.S. DOE, USDA10) Sonoco11) Michelsen Packaging
Company12) Columbia River Pulp
13) Boise14) PNW Newsprint Manufacturers15) Grays Harbor Paper16) IPCI17) Arkema Group18) Nike19) U.S. Polyester/Polyurethane
Producers20) PNW Biodiesel Manufacturers21) Energy Producers/Consumers22) Dairygold and Other Cheese
Mnfg – Yakima Valley23) Washington State Orchards24) Keyes Fiber
***
*
**
***
*
**
*
Arundo as a Papermaking Fiber
Potential100 million tons/year production US30 million tons/year hardwood production35 million tons/year recycled
RealityHardwood market southern US and PNWRecycle possible switch to non-wood fibers
More environmentally friendlyMore cost effective
Arundo as a Papermaking Fiber
Niche marketNon-wood fibers selling at a premiumGood initial market while building demand and fiber supply
Hardwood replacementHardwood sells at $630/ton
Recycle replacementShortage of deinked market pulp $650/ton
Softwood substituteSoftwood sells at $700/ton Arundo has viable long fiber
Arundo as a Papermaking Fiber
TechnicalEasy to pulp
Less Chemical ChargeShorter pulping time
Easy to bleach25% less Chlorine Dioxide than wood at equal brightness
Chemical Savings+large potential for more savings
Energy Savings+ large potential for more savings
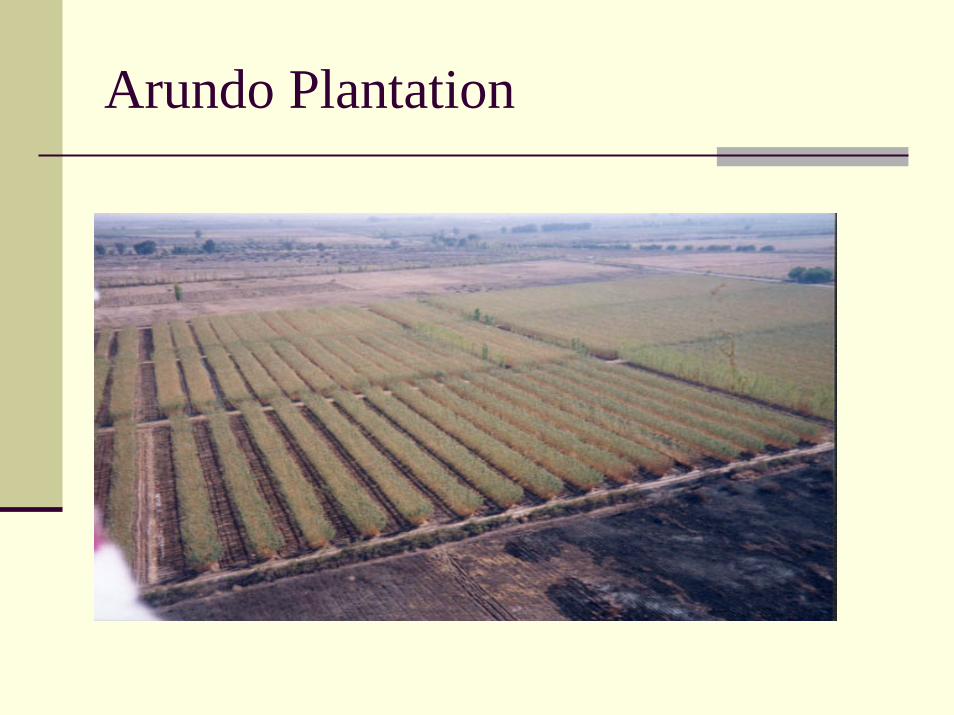
Arundo Plantation


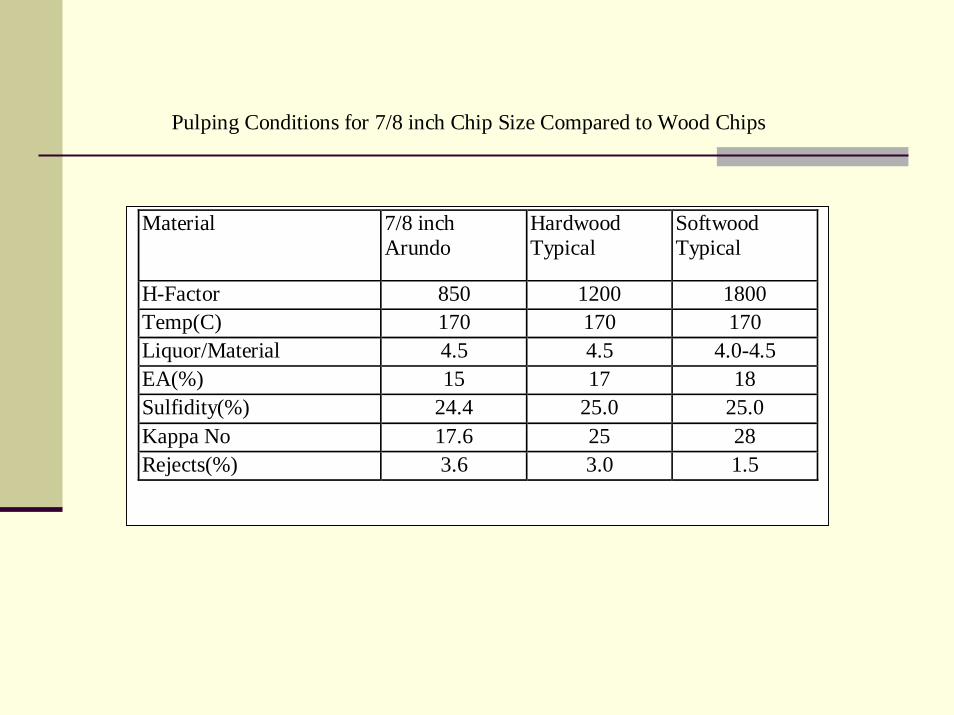
Pulping Conditions for 7/8 inch Chip Size Compared to Wood Chips
Material 7/8 inch Arundo
Hardwood Typical
Softwood Typical
H-Factor 850 1200 1800 Temp(C) 170 170 170 Liquor/Material 4.5 4.5 4.0-4.5 EA(%) 15 17 18 Sulfidity(%) 24.4 25.0 25.0 Kappa No 17.6 25 28 Rejects(%) 3.6 3.0 1.5
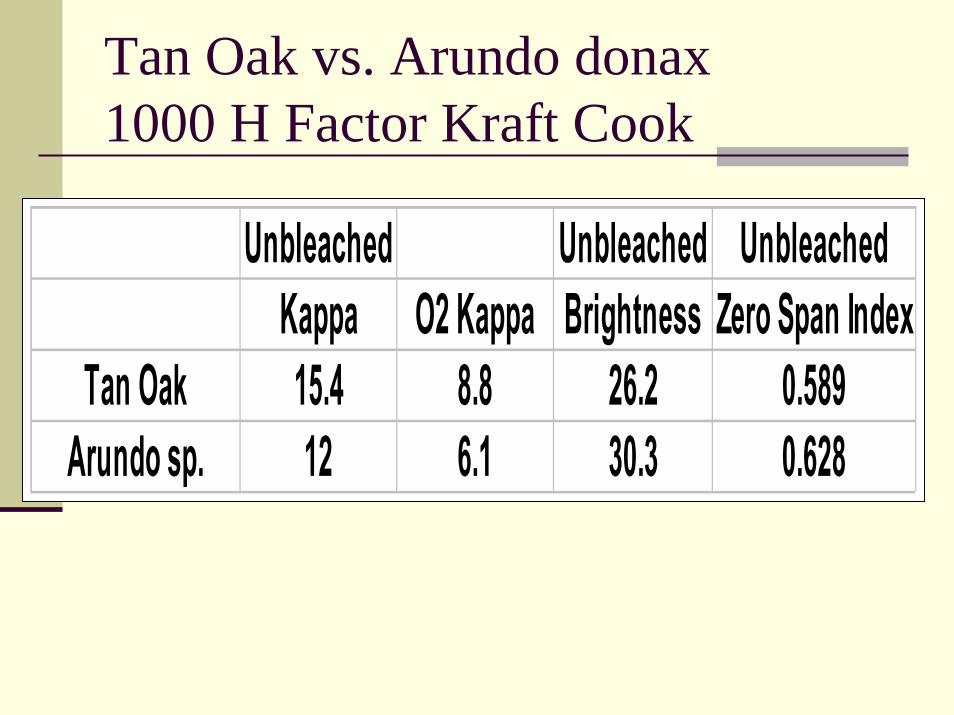
Unbleached Unbleached UnbleachedKappa O2 Kappa Brightness Zero Span Index
Tan Oak 15.4 8.8 26.2 0.589Arundo sp. 12 6.1 30.3 0.628
Tan Oak vs. Arundo donax1000 H Factor Kraft Cook
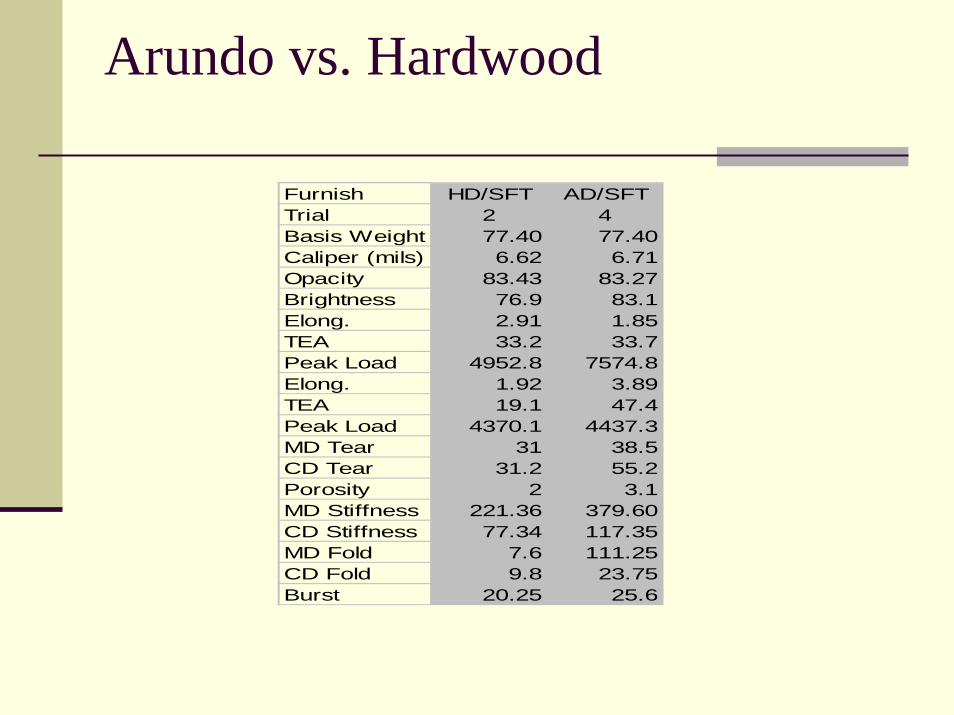
Arundo vs. Hardwood
Furnish HD/SFT AD/SFTTrial 2 4Basis Weight 77.40 77.40Caliper (mils) 6.62 6.71Opacity 83.43 83.27Brightness 76.9 83.1Elong. 2.91 1.85TEA 33.2 33.7Peak Load 4952.8 7574.8Elong. 1.92 3.89TEA 19.1 47.4Peak Load 4370.1 4437.3MD Tear 31 38.5CD Tear 31.2 55.2Porosity 2 3.1MD Stiffness 221.36 379.60CD Stiffness 77.34 117.35MD Fold 7.6 111.25CD Fold 9.8 23.75Burst 20.25 25.6
Arundo as a Chemical Feedstock
Biorefinery PotentialHigh Hemicellulose contentLignin usesFiber supply
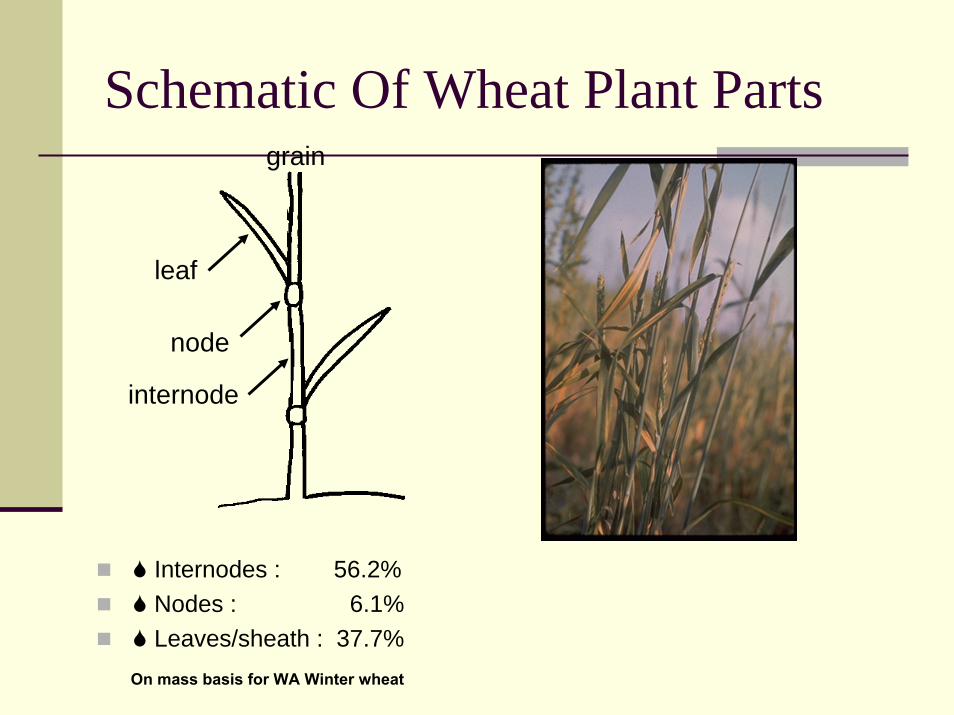
Schematic Of Wheat Plant Parts
Internodes : 56.2%Nodes : 6.1%Leaves/sheath : 37.7%
On mass basis for WA Winter wheat
leaf
node
internode
grain
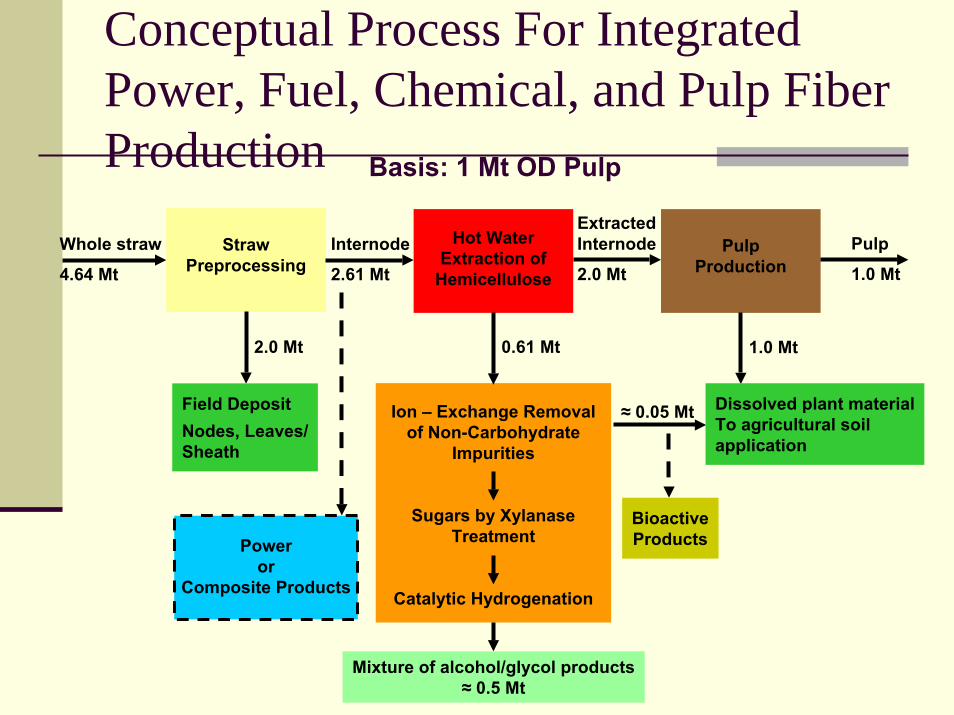
≈ 0.05 MtIon – Exchange Removalof Non-Carbohydrate
Impurities
Sugars by XylanaseTreatment
Catalytic Hydrogenation
Internode
2.61 Mt
Whole straw
4.64 Mt
Conceptual Process For Integrated Power, Fuel, Chemical, and Pulp Fiber Production
StrawPreprocessing
Basis: 1 Mt OD Pulp
Hot WaterExtraction of
Hemicellulose
PulpProduction
ExtractedInternode
2.0 Mt
Pulp
1.0 Mt
Field DepositNodes, Leaves/Sheath
Poweror
Composite Products
0.61 Mt
Mixture of alcohol/glycol products≈ 0.5 Mt
1.0 Mt
Dissolved plant materialTo agricultural soilapplication
2.0 Mt
BioactiveProducts
Technical Issues
What’s KnownTransportationWill this work Quest for BrightnessLiquor treatmentTrial Run OpportunitiesAnswers within sight
What’s Known
Straw Pulping is not newMajor fiber source in ChinaFiber length similar to hardwoodEasily pulpedHard to conveyEnough wheat and alfalfa straw in Washington for all paper produced, not just copy paper
Previous Failed Efforts
Traditional pulping technology is too expensiveSilica is a major recovery issueLiquor utilization
Fiber Sourcing
TransportationEconomically viable with 100 milesBorderline at 150
Will this work on Commercial Machines?
Two very successful commercial runs in 2005 making unbleached paperboard Most papermakers recognize that if they can get good fiber they can make good paperLast US Straw papermachine closed in 1959 (pre-environmental regulations)
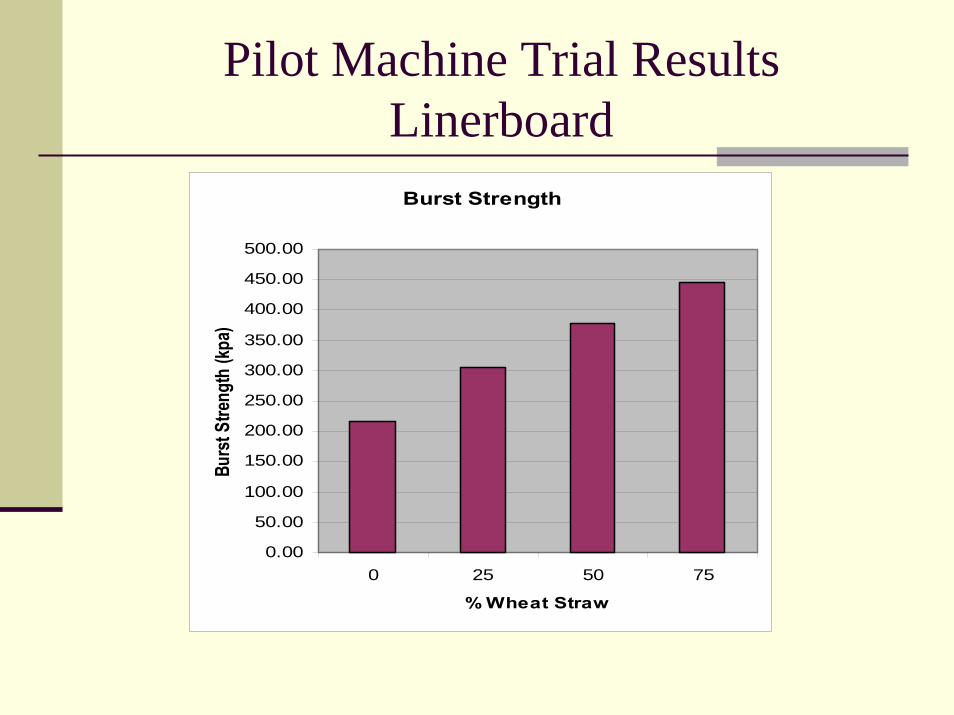
Pilot Machine Trial ResultsLinerboard
Burst Strength
0.00
50.00
100.00
150.00
200.00
250.00
300.00
350.00
400.00
450.00
500.00
0 25 50 75
% Wheat Straw
Burs
t Stre
ngth
(kpa
)
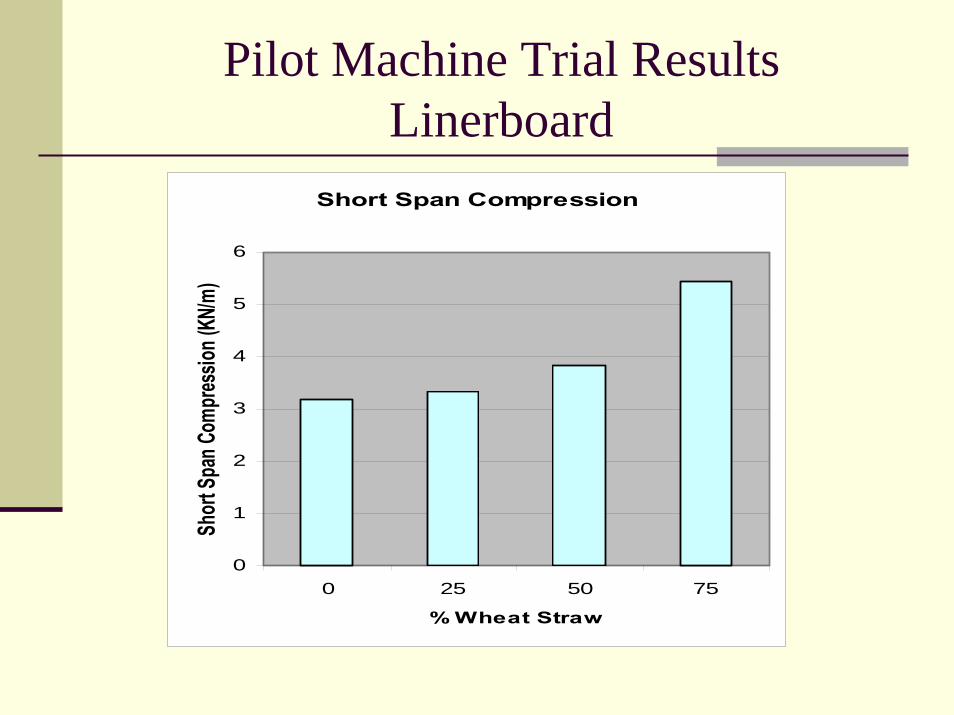
Pilot Machine Trial ResultsLinerboard
Short Span Compression
0
1
2
3
4
5
6
0 25 50 75
% Wheat Straw
Short
Span
Comp
ressio
n (KN
/m)
Quest for Brightness
Major Hurdle73 brightness TCF wheat straw is currently achievable 80 brightness is a minimum for commercial copy paper80+ brightness achieved with seed alfalfa strawResearch is ongoing
Bleaching Research
Ferrulic Acid DeterminationDevelopment of Procedure
Wheat straw vs. Seed Alfalfa Straw DifferencesWheat Straw 2.6% vs. Alfalfa 0.38%
Kappa Reduction with peracetic acidDetermining optimum conditions to bleach with peracetic acid
UW pulping and bleaching vs. a new technologyUW 90.2 vs. 88.2 under same the same bleaching conditions
Conclusions
Agfibers and new industrial fibers can be utilized in the biorefinery and papermillsArundo donax can be used in existing kraftpulp millsWheat straw can be used effectively as a replacement for OCC.Wheat straw can be bleached using ECF bleaching processes. TCF bleaching to high brightness is an issue.














![Govt Acctg Recovered] Recovered]](https://img.pdfslide.us/doc/110x75/577d26c61a28ab4e1ea2266a/govt-acctg-recovered-recovered.jpg)




![Poster_IIC [Recovered] [Recovered]](https://img.pdfslide.us/doc/110x75/568bf4721a28ab89339e0ba6/posteriic-recovered-recovered.jpg)








