Embed Size (px)
Citation preview

8/11/2019 Use of Pre-splitting Technique as an Alternative Approach To
http://slidepdf.com/reader/full/use-of-pre-splitting-technique-as-an-alternative-approach-to 1/4
Use of Pre splitting Technique as an Alternative Approach to
Cost Optimisation Tunnel Excavation
T Siimer
1
and H A Giiveni 2
ABSTRACT
Cost of Drilling
32
This paper summarises a cost optirnisation procedure by minimising the
total dril l metres and the overbreak that occurs in tunnel excavat ion in
medium strength rock (uniaxial compressive strength <80Mpa). The cost
optirnisation approach discussed here
is
an alternative interpretation of
the concept of rock fragmentation through seismic waves (Grand, 1980).
The proposed pract ice is an alt ernative approach to smooth blasting
techniques employed in tunnel excavation, since this approach reduces
overbreak and speeds up the excavation. This approach was successfully
employed in derivat ion, energy. and grouting tunnel excavat ions of
Bekrne Dam Project.
The on-site experience and the points that should be laken into account
in pract ice are g iven in the conclusions. The proposed practice was
employed in strong rock conditions (calcareous limestone) at Diyarbakir
irrigation tunnels
in
Turkey with a very limited success.
Cost of Explosives
32
Cost of supports
25
Cost of
transportation
11
INTRODUCTION
The perimeter and face stability of any tunnel excavation
is
dependent on the techniques employed in using explosives as
much
as
it depends on the existing lithology of the rock mass
in
which the excavation is to be carried out. Smooth blasting
techniques and uncontrolled blasting practices not only causes in
stability but also excessive overbreak in soft and medium strength
rock conditions. This overbreak is reflected as additional cost to
contractors that cannot be included
in
the monthly invoices even
though geological conditions are introduced as the main causes.
We have also found out that in environments with fluctuating
humidity conditions the organic
fill
materials that are used to
fill
overbreak volumes and the cavities in the tunnel perimeter cause
the generation
of
poisonous gasses that are flammable. This
increases the cost
of
maintenance and causes insurance problems.
In order to find an economical solution to the existing problem,
pre-splitting was employed first at the tunnel portal then at the
faces. The next step was to optimise the drilling meterage by
eliminating reaming holes that were previously designed to be
drilled as 102 mm in diameter, and two
in
number. The third step
was to reduce the total drill metres on each face by increasing the
drilling diameter from 42 mm up to 89 mm We have
experimented with different set-ups in each step. After six
unsuccessful iterative attempts a unique drill pattern was formed.
The details of this practice and the cost comparisons with
classical drilling and blasting practices are given in the following
sections.
DETERMINATIONOF COST PARAMETERS
In order to form the base
of
this practice a research was
performed in 12 different tunnels with face areas of 20-75 m
2
and where drilling and blasting practice
is
employed with
drillholes ranging from
8 45
mm in diameter. The above
practice
as
here in after will be named
as
lassical approach . All
the tunnels that are surveyed was chosen to be in calcareous rock
formation in the presence
of
at least one fault line.
I. Department
of
Tendering and Planning, Ceylan Construction
Co Ltd, Ankara, Thrkey.
2 Department of Computer Engineering and Information Science,
Bilkent University, 06533 Ankara, Thrkey.
FIG I - Cost distribution for tunnel excavation.
The result
of
excavation cost (manpower included) calculations
of these tunnels that are excavated or are being excavated can be
summarised
as
in Figure I (Stimer and Asenjo, 1993).
In order to give a comparison
in
open cast operations where
bore hole diameters
of
64-89 mm is used (in calcareous
environment), the cost of drilling only is approximately
1.30 1.60 /m and for each drill metre approximately 12 m
3
of
rock can be excavated. On the contrary in tunnel excavation the
drilling cost is approximately 2.60-3.20 m and only
0 6Q O 90
m
3
of
rock can be excavated per drill metres.
In classical approach, after a few experimental blasts the
required amount
of
explosives needed for each face blast can
easy be found depending on the existing rock media of concern.
Then modifications to theoretical calculations can easily be made
to suit the local boundary conditions. Therefore, if one does not
take into account the drastic changes
in
the lithology of the rock
environment, the amount of explosives required for each face
blast can be assumed to be approximately fixed. Trying to cut
down the amount
of
explosives required to a further degree will
decrease the excavation speed and increase the maintenance cost
of
equipments used.
The number of workers needed for excavation depends totally
on the past experience of the engineer
in
charge. Therefore the
required work force will be fixed in number, depending on the
rate
of
excavation planned and number
of
shifts practiced. Trying
to reduce the number
of
worker will require high mechanisation
that will bring an additional inve tment, hence the decision on the
degree of mechanisation will be made on the basis of local
conditions.
The cost of supports depends only on the geological conditions
that will be faced during excavation, since research drilling
cannot be made on every metre of the tunnel alignment.
Therefore the cost of supports depends on the amount
of
risk that
will be planned to be undertaken by the contractor. The risk
is
very limited due to the human life involved. As a result, cost
of
support can also be considered to be fixed.
We therefore are left with only one cost parameter that
is
the
drilling cost. This parameter
is
interrelated with explosive cost.
We
all know that
no
one can blast effectively a wrong drilled
tunnel
face
We
have encountered tunnel face pulls less then 80 per
cent of the drilling bore hole length due to miss practices
in
drilling.
EXPLO 95 Conference
Brisbane, 4 - 7 September 1995
383

8/11/2019 Use of Pre-splitting Technique as an Alternative Approach To
http://slidepdf.com/reader/full/use-of-pre-splitting-technique-as-an-alternative-approach-to 2/4
T SUMER AND H A GUVENIR
PRELIMINARY COST OPTIMISATION
Figure 1 shows the distribution of costs for tunnel excavation.
In
order to optimise the drilling cost,
we
programmed on-site control
of the drilling activities, considering the tunnel excavation studies
we
have studied previously. This control saved us
8-12
per cent
on overall drilling costs. As the second step
of
cost optimisation,
various drill patterns for pre-splitting in tunnels are trailed. Six
out
of
23 tunnel face blasts were completely a failure. We then
were able to achieve partial success in the following
13
blasts. In
the last four blasts
we
achieved full success.
PRE-SPLITTING PRACTICE
The
theoretical background which was modified due to present
boundary conditions of this pre-splitting practice was based on
the assumpt ion that in order to form a crack pattern within the
rock mass, the vibrations thal will be generated from the blast
of
the explosives tha t are placed on the per imeter should
be
kept
within the limits given in Table
1.
T LE
1
Critical vibration velocity
r
rock conditions
ROCK TYPE CRITICAL VIBRATION
VELOCITY mrnIsec
A Hard Rock
Density >2.8 ton/m
3
>950
u >220MPa
B
Medium Hard Rock
Density >2.6 ton/m
3
600--750
70 <
u
< 140MPa
C Soft Rock
Density> 2.3 ton/m
3
<400
u
<40MPa
Note:
u
Uniaxial eompressive Strength
The calculation of the expected vibrations can be done
Johansson, 1990 as follows:
V
=
YIE *C
where V
=
Critical vibration velocity mm/ sec,
Y
=
Rock Strength DCS ,
E = Young Modules,
C = P wave velocity mm/sec.
A study performed by Berta 1990 also gives a practical
background.
PRE-SPLITTING
AT THE
PORTAL
An example of pre-splitting practice employed at the portal of a
tunnel is shown in Figure 2 Popouic and Sumer, 1989 .
Pre-splitting holes of diameter 34--45
mm
are drilled at the
boundary of the portal with 20-35 cm spacing and loaded with
counter explosives as shown in Table 2 .
The length
of
these
pre-splitting holes are extended as the RQD Rock Quality
Designation of the rock gets higher, this ranges from 1.5 m to
5 m in depth. A simi lar approach w as mentioned Mavar 1987
two years after this application was realised. These mentioned
counter holes which were drilled and blasted before drilling of the
production holes.
PRE-SPLITTING AT THE TUNNELFACE
The idea of optimisation of drilled metres in tunnels occurred
when we placed a few 60 mm gelatin cartr idges in
one
of
the 102
mm reaming holes after experiencing several problem with
scaling and blasting.
No. of holes: 117
empty:
loaded: S9
FIG
2 - Pre-splitting technique applied at the portal of energy tunnel
number 2.
T LE 2
Hole spacing hole diameter and explosives used
r
various rock
conditions at tunnel portals
Type of Rock Hole S pacing Hole D iameter Explosives
UCS MPa cm mm
Used
Shale-soft-limest 20 cm 45-49 GURITBI7
ne
Kountur Vitezit
UeS:30-40 5a 22
Dolamitic 22
43 GURITAII,17,
Limestone Kinit20
ues:
60-80
Massive 23-27 41
GURIT BII,17,
Limestone
Kontur Vitezit
ues: 80-110
18
Note:
u
Uniaxial eompressive Strength.
We found out that scaling is no more a problem. This inspired
the idea
of
increasing the blast hole diameters from
38-45
mm to
52- j4-76 mm so that we can load fewer holes with a larger
amount of explosives per drilled hole. In the first trial only the
drillhole diameters are increased and a reasonable reduction in
total dril ling meters was achieved, but excessive overbreaks
occurred. In order to reduce the extent of overbreak, the perimeter
of the tunnel face was drilled with pre-splitting holes 50-70 cm
apart. These pre-spitting holes were drilled parallel to the axis of
the tunnel and loaded with explosives of 4300 m/sec detonating
velocity. The loading density of these holes was about
0.2-0.35 kg/m. These perimeter holes were blasted with 25 m/sec
delay per 15-25 holes Fourhaugh and Sumer, 1989 , in order to
bring down the blast vibrations generated from pre-splitting to the
calculated limit. This enabled us to form a crack all a round the
volume
of
rock tha t is planned to
be
blasted in the next round.
The
next step was to drill the face that was previously separated
from the rock medium with 52-64 mm holes.
This saved us 25 per cent in dril ling cost. Another ten per cent
saving was obtained from blasting since higher loading densities
were achieved by employing large diameter holes. The last saving
was from the over break which was 65 per cent.
Another prob lem that we have encountered was the uneven
tunnel face generated after each blast. This problem was
overcome by increasing the loading density
of
explosives
gradually towards the end of the blast holes. By this practice we
have found out that we can widen the tip angle of the breaking
cone that is formed at the far end of the blast hole. We have seen
that the breaking angle totally depends on the velocity of
detonation and density of explosives loaded at the tip point. After
realising this fact, a piece
of
gelatin explosive is placed at the end
of each pre-splitting holes Figure 3 .
384
Brisbane, 4 - 7 September 1995
EXPLO 95 Conference

8/11/2019 Use of Pre-splitting Technique as an Alternative Approach To
http://slidepdf.com/reader/full/use-of-pre-splitting-technique-as-an-alternative-approach-to 3/4
~ J ~ ~ ~ f ~ ' ~ U § ' ~ ' : ' : ' ~ r E ' ; ~ '
' ~ 4 \ i E ' ' ' ~ j ~ § ~ § , , ~ w ~ 1 ~ ~ / 2
lllJLIT
ISO
1 2 EIlULIT ISO Sxl GURU 32/1100
,
40 200
, 17/ 500
FIG
3 - Loading detail
of
a pre-split hole.
FIG 4 - Classical burn hole drilling detail.
USE
OF
PRE-SPLITIING TECHNIQUE
In order to increase the savings from drilling costs to a further
level, the design of the classical reaming hole (Figure 4 is
changed. This idea
is
inspired by Bergovists (1990). Seven to ten
holes were drilled parallel to the tunnel axis with diameter of
43 mm (Figure 5). These holes were loaded with contour
explosives and were connected with detonating cord P5 in a
vertical direction and blasted with the delay pattern shown in
Figure 5. Three parallel crack lines were formed by this method
at just the same location
as
the previous bum cut used
to
be
drilled. Through this application, in place
of
two 102 mm holes
only ten 43 mm holes were drilled which took only 25 minutes
instead of 1.5 hours, partly due to the need to change drill bits
and related accessories. This itselfcaused a saving of 66 per cent.
The next step for cost optimisation was to increase the drillhole
lengths
as
we enter a rock media of RQD 85. The drillhole length
of 3.2 m was increased to 5 m so a pull
of
m was
realised. Through this application the number of faces that needed
to be blasted was decreased by up to 40 per cent. Even longer
drillholes were experimented with by use of couplings. Due to the
lack of mechanisation (which is now available in the market
at
a
very reasonable price) and due to the complexity involved in the
explosive loading and blasting patterns of longer blast holes, the
cost
of
tolerable mistakes was so high that we could not claim to
have reached a successful result.
We
believe that longer blast hole
drilling in medium strength rock conditions needs further
research.
The results of the application of all the techniques mentioned
above at the same tunnel face resulted with the following savings:
I. Reduction of overbreak was 60 72 per cent. Reduction in
support cost was 25-35 per cent. Reduction
in
shotcrete was
40 50 per cent.
2.
Reduction
of
the fill concrete cost was around 72-81 per
cent.
3.
The time gain helped
us
to complete an excavation round
within a shift cycle.
rts
trial
Second trial
THE COST N LYSIS OF THE PRE SPLITTING
PPRO CH
~
~ No
Last
trial
No
FIG 5 - Alternative
bum
hole drilling pattern.
For a tunnel face with a face area of 40 m
2
and a circumference
of 25 m a pull of 2.6 m per blast was practiced. Since the classical
approach was used, 71 production holes were drilled per face.
The cost of drilling was 71 holes 3.2 m per hole 3
Im
681.6 per face. When the pre-splitting approach was employed
45 holes were enough to pull the face as the first attempt so the
drilling cost was 45 holes 3.2 m 3.4 Im 489.6 per face.
This means a saving of 191.9 per face. The classical approach
causes
an
overbreak minimum 12 cm, which results in extra
0.1
m 25 m
=
3 m of concrete per metre. The cost incurred
is
3 m Im
65
3
195 Im
In
the pre-splitting approach 60 per
cent of this loss was regained resulting 195 Im 0.60 117 Im
of
saving per face. In the classical approach I ton/m contact
grouting was required however in the pre-splitting approach,
0.70-0.83 ton/m grout was enough. The saving in grouting was
21
to (1-0.83)
=
35.7 per metre of tunnel.
As
a result, a
savings of 343.37 per metre of tunnel wa achieved. Please note
that the savings discussed above are in terms of only three cost
parameters. When all the other cost parameters are considered,
approximately a saving of 510 per metre was calculated. If one
considers that the total cost of tunnel operation is approximately
2500 per metre, the total savings will be up to 20.4 per cent on
cost bases.
PR CTIC L CONSIDER TIONS
Some
of
the important points that are needed
to
be taken care of
in the application
of
pre-splitting approach in weak
to
medium
rock conditions can be listed
as
follows:
EXPLO 5 Conference
Brisbane. 4 - 7 September 1995
385
8/11/2019 Use of Pre-splitting Technique as an Alternative Approach To
http://slidepdf.com/reader/full/use-of-pre-splitting-technique-as-an-alternative-approach-to 4/4
T SUMER
AND
H A GUVENIR
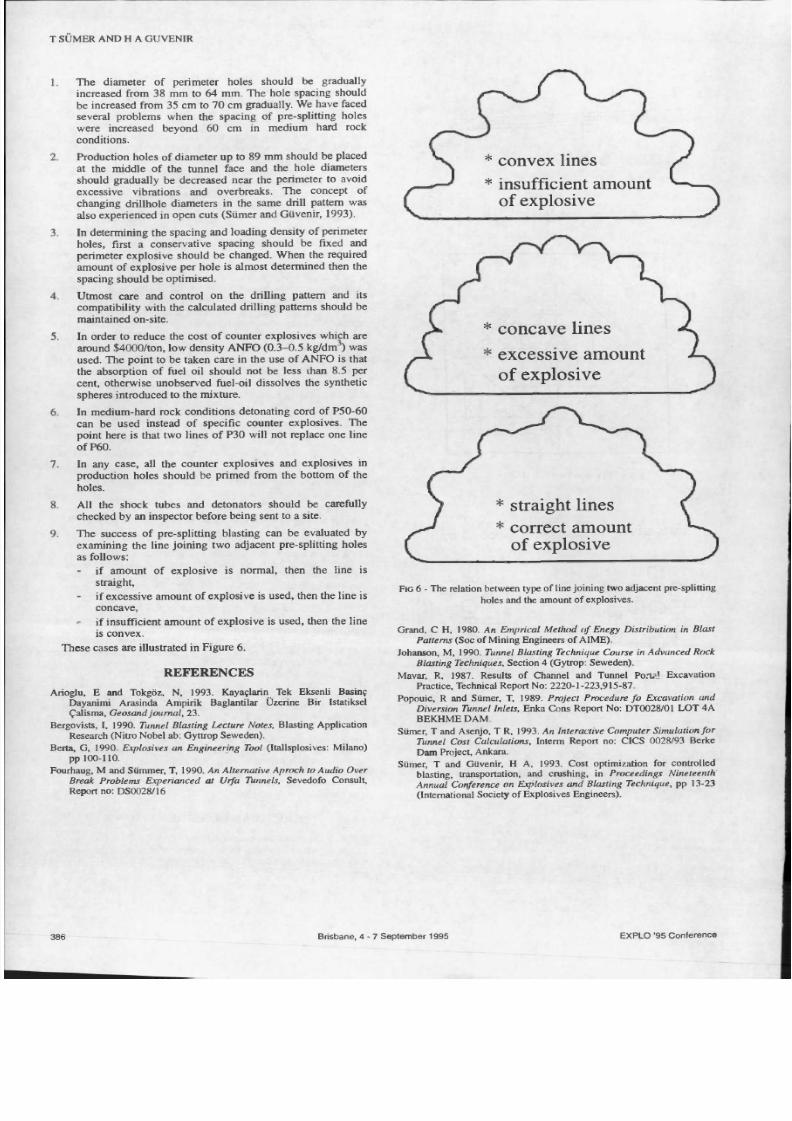
FIG
6 - The relation between type of linejoining
two
adjacent pre-splitting
holes and the amount of explosives.
straight lines
correct amount
of explosive
* convex lines
* insufficient amount
of
explosive
concave lines
excessive amount
of
explosive
Grand, C
H
1980. An Emprical Method Enegy Distribution in Blast
Patterns Soc of Mining Engineers of AIME).
Johanson, M
1990.
Tunnel Blasting Technique Course in AdvancedRock
Blasting Techniques Section 4 Gytrop: Seweden).
Mavar,
R
1987. Results of Channel and Tunnel Po:lJ . Excavation
Practice, Technical Report
No:
2220-1-223,915-87.
Popouic, R and Sumer, T
1989.
Project Procedure Excavation and
Diversion Tunnel Inlets. Enka Cons Report No: DTOO28/01 LOT
4A
BEKHMEDAM.
Sumer, T and Asenjo, T R 1993. An Interactive Computer Simulation r
Tunnel Cost Calculations Interm Report no: CICS 0028193 Berke
Dam
Project, Ankara.
Sumer, T and Guvenir, H A
1993.
Cost optimization
for
controlled
blasting, transportation, and crushing,
in
Proceedings Nineteenth
Annual Conference on Explosives
and
Blasting Technique pp
13-23
International Societyof Explosives Engineers).
REFERENCES
The diameter of per im eter holes
should
be gradually
inc re ased f rom 38 mm to
mm. The hole spacing should
be inc re ased f rom 35 cm to 70 cm gradually. We have faced
several problems when the spacing of pre-splitting holes
were increased beyond 60
cm
in medium hard rock
conditions.
2. Production
holes
of
diameter up
to 89 mm
should
be placed
at the
middle
of
the
tunne l f ac e
and the hole
diameters
should gradually be decreased near the per im eter to a void
excessive v ib rat io ns an d ov er brea ks . The concept of
changing drillhole diameters in the same drill patte rn was
also experienced in
open
cuts Stimer and Gtivenir, 1993).
3. In
determining
the
spacing
and
loading
density of perimeter
hol es, first a co ns er vat iv e
spacing should be
fixed
and
perimeter explosive should be changed. When the required
amount of explosive per hole is almost determined then the
spacing should be optimised.
4. Utmost care and control on the drill ing pattern and its
compatibility with the calculated drilling patterns should be
maintained on-site.
5. In
order to
reduce
the
cost
of counter
explosives which are
around 4ooo/ton low density
ANFO 0.3-0.5
kg/dm
3
) was
used. The point to be taken care in t he use of
ANFO
is tha t
the absorption of fuel oil sh ou ld n ot b e l es s chan 8. 5 per
cent, otherwise unobserved fuel-oil dissolves the synthetic
spheres
introduced
to the mixture.
6. In medium-hard
rock
conditions detonating cord of P50-60
can
be used instead of specific counter explosives. The
point here is t ha t two lines of
P30
will no t replace
on e
line
ofP60.
7. In any case, all t he counter explosives and explosives in
production holes should be primed from the bottom of the
holes.
8. All the sh ock tubes a nd detonator s should be carefully
checked
by
an
inspector before being sent
to a site.
9. The success of pre-splitting blasting can be e va luated by
examining t he l in e joining
two
adjacent pre-splitting holes
as follows:
if amount of explosive is
normal
then the line is
straight,
if
excessive
amount of explosive is u se d, t he n t he l in e is
concave,
if insufficient amount of explosive is use d, the n the line
is convex.
These cases are illustrated in Figure 6.
Ariog1u E and Tokgoz, N 1993. Kaya\;larin Tek Eksenli Basin\;
Dayanimi Arasinda Ampirik Baglantilar Ozerine Bir Istatikse1
c;aIisma, Geosandjoumal 23.
Bergovists, I
1990.
Tunnel Blasting Lecture Notes. Blasting Application
Research Nitro Nobel ab: Gyttrop Seweden).
Becta
G
1990.
Explosives an Engineering Tool Itallsplosives: Milano)
pp
100-110.
Fourhaug, M and Summer,
T
1990. An Alternative Aproch to Audio Over
Break Problems Experianced at Urfa Tunnels. Sevedofo Consult,
Report no: DS0028116
86
Brisbane 4 - 7 September 1995
EXPLO 95 Conference





























