Embed Size (px)
Citation preview
USAMP AMD 408 – Die Face Engineering for Advanced Sheet Materials
[email protected] February 28, 20081
Leader:Tom Stoughton
Administrator:Manish Mehta, TRC/NCMS
Presenter:Eric McCarty
February 28,2008
Prepared by T. B. Stoughton, General Motors on Feb 4, 2008
This presentation does not contain any proprietary or confidential information
USAMP AMD 408 – DIE FACE ENGINEERING FOR ADVANCED SHEET MATERIALS
USAMP AMD 408 – Die Face Engineering for Advanced Sheet Materials
[email protected] February 28, 20082
Chrysler: Changqing DuFord Motor: Laurent Chappuis & Cedric Xia General Motors: Chung-Yeh Sa, Tom Stoughton,
Chuan-Tao Wang, & Siguang Xu
ALCOA: Edmund ChuUS Steel: Ming F. Shi & Ming Chen
Daimler: Tim LankeVolvo: Alf Andersson
TRC/NCMS Manish Mehta
Project Team
Prepared by T. B. Stoughton, General Motors on Feb 4, 2008
USAMP AMD 408 – Die Face Engineering for Advanced Sheet Materials
[email protected] February 28, 2008
This material is based upon work supported by the Department of Energy National Energy Technology Laboratory under Award Number DE-FC05-02OR22910.This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof.
USAMP AMD 408 – Die Face Engineering for Advanced Sheet Materials
[email protected] February 28, 2008
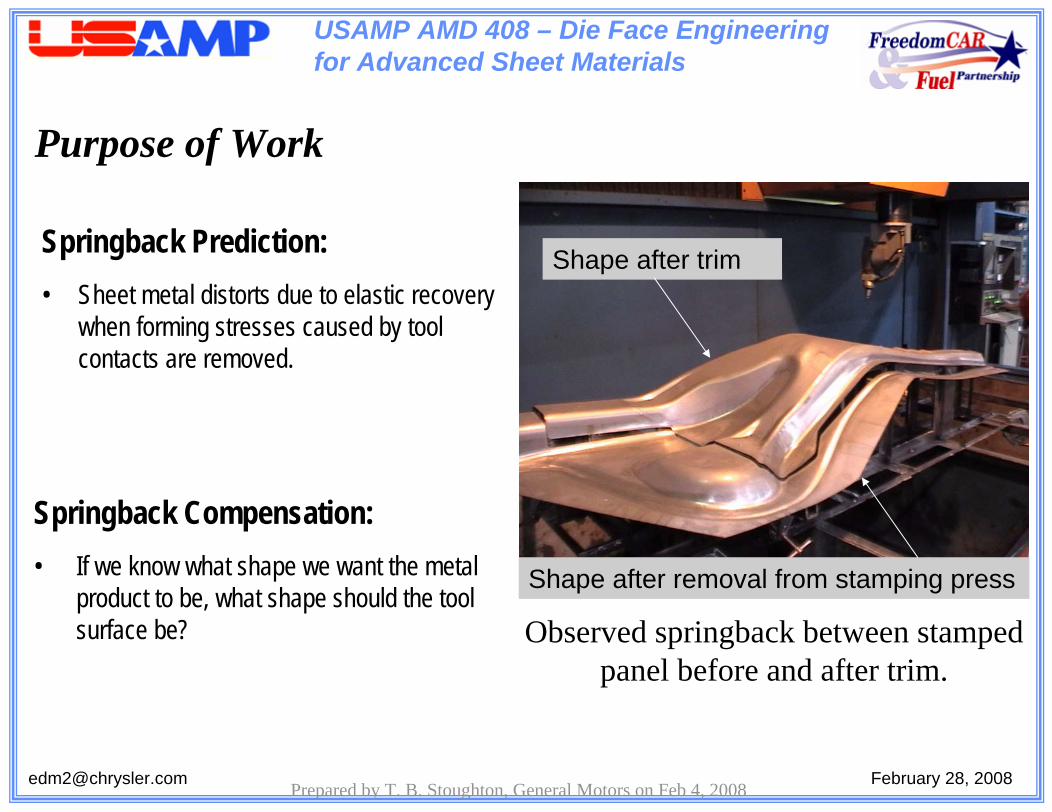
Purpose of Work
Observed springback between stamped panel before and after trim.
Shape after trim
Shape after removal from stamping press
Springback Compensation:• If we know what shape we want the metal
product to be, what shape should the tool surface be?
Prepared by T. B. Stoughton, General Motors on Feb 4, 2008
Springback Prediction:• Sheet metal distorts due to elastic recovery
when forming stresses caused by tool contacts are removed.
USAMP AMD 408 – Die Face Engineering for Advanced Sheet Materials
[email protected] February 28, 20085
Purpose of Work For Light-Weighting
State of the art of springback prediction and compensation technology relies too much on experience with mild steel.
Springback is more challenging for AHSS and aluminum alloys due to either higher forming stresses or lower elastic modulus.
These two factors impede the use of light-weighting metals.
Mild steel is the 11th Hour Solution during physical tryout to deal with difficult springback issues
Prepared by T. B. Stoughton, General Motors on Feb 4, 2008
USAMP AMD 408 – Die Face Engineering for Advanced Sheet Materials
[email protected] February 28, 2008
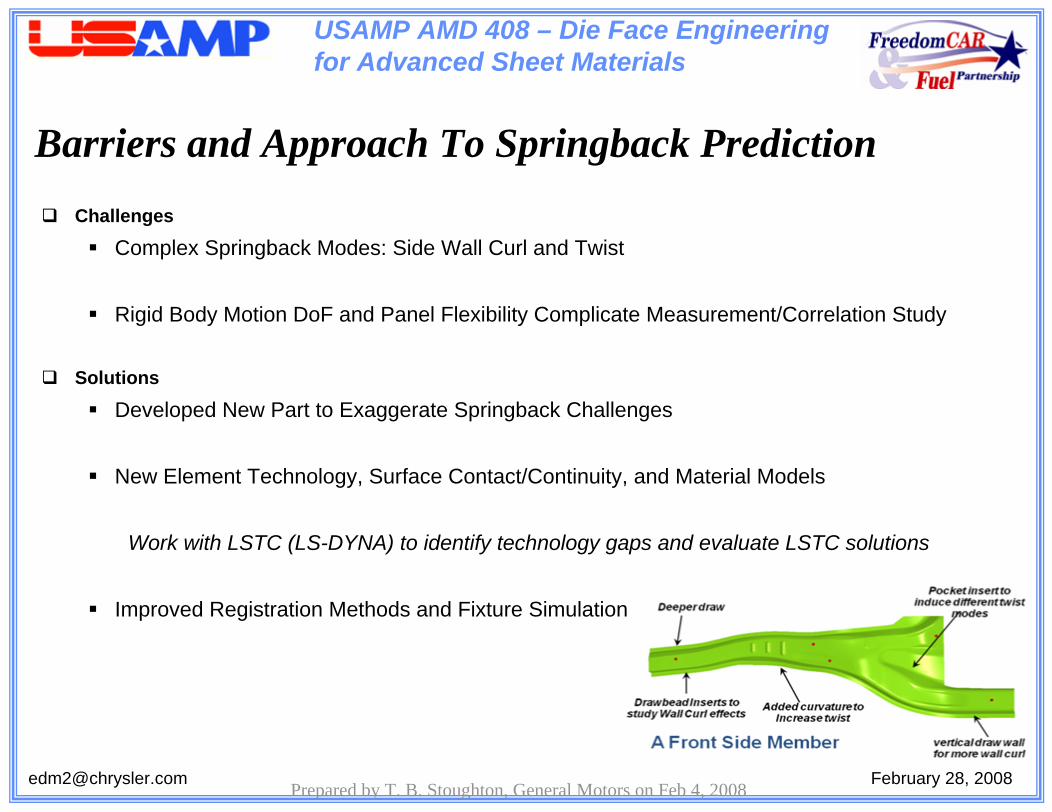
Barriers and Approach To Springback PredictionChallenges
Complex Springback Modes: Side Wall Curl and Twist
Rigid Body Motion DoF and Panel Flexibility Complicate Measurement/Correlation Study
Solutions
Developed New Part to Exaggerate Springback Challenges
New Element Technology, Surface Contact/Continuity, and Material Models
Work with LSTC (LS-DYNA) to identify technology gaps and evaluate LSTC solutions
Improved Registration Methods and Fixture Simulation
Prepared by T. B. Stoughton, General Motors on Feb 4, 2008
USAMP AMD 408 – Die Face Engineering for Advanced Sheet Materials
[email protected] February 28, 2008
Barriers and Approach To Springback CompensationChallenges
Maintaining Die Surface Continuity and Quality
Side Wall Curl and Twist compensation
Variability
Solutions
Define requirements and Conduct Benchmark Study (Think3D,ICEM,Tebis)
Combine Springback Minimization with Limited Compensation
Springback Minimization Based on Springback Prediction
Prepared by T. B. Stoughton, General Motors on Feb 4, 2008
USAMP AMD 408 – Die Face Engineering for Advanced Sheet Materials
[email protected] February 28, 2008
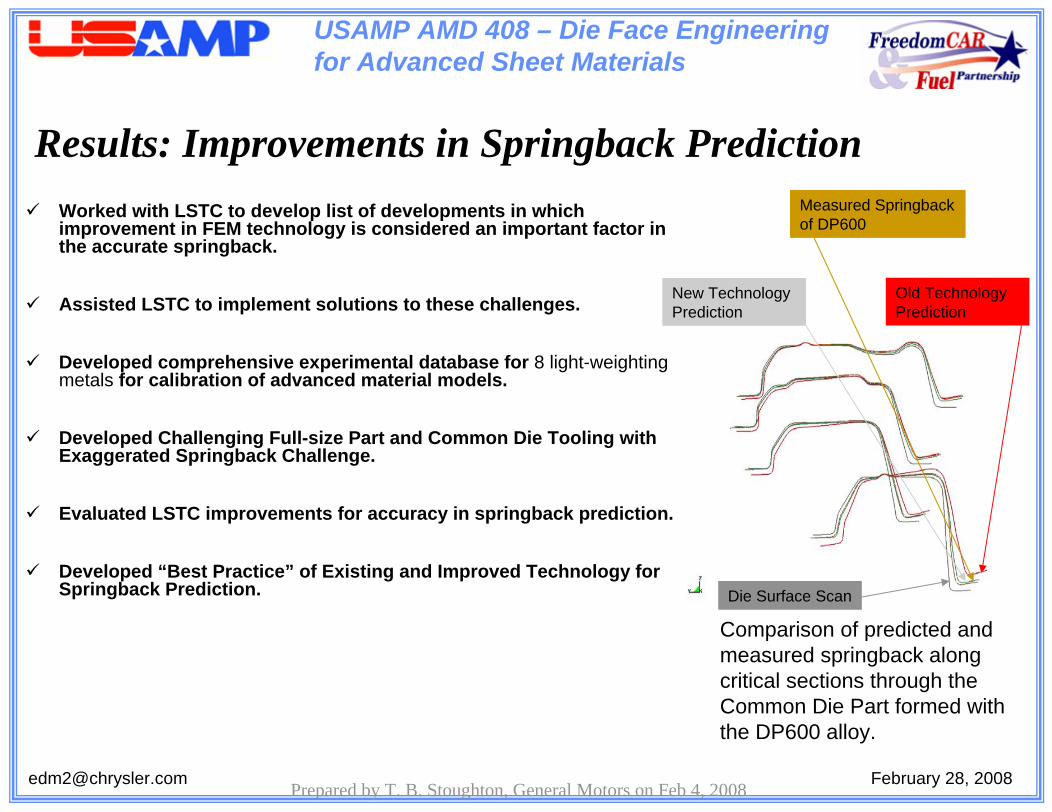
Results: Improvements in Springback PredictionWorked with LSTC to develop list of developments in which improvement in FEM technology is considered an important factor in the accurate springback.
Assisted LSTC to implement solutions to these challenges.
Developed comprehensive experimental database for 8 light-weighting metals for calibration of advanced material models.
Developed Challenging Full-size Part and Common Die Tooling with Exaggerated Springback Challenge.
Evaluated LSTC improvements for accuracy in springback prediction.
Developed “Best Practice” of Existing and Improved Technology for Springback Prediction.
Prepared by T. B. Stoughton, General Motors on Feb 4, 2008
Comparison of predicted and measured springback along critical sections through the Common Die Part formed with the DP600 alloy.
Die Surface Scan
Old Technology Prediction
New Technology Prediction
Measured Springback of DP600
USAMP AMD 408 – Die Face Engineering for Advanced Sheet Materials
[email protected] February 28, 2008
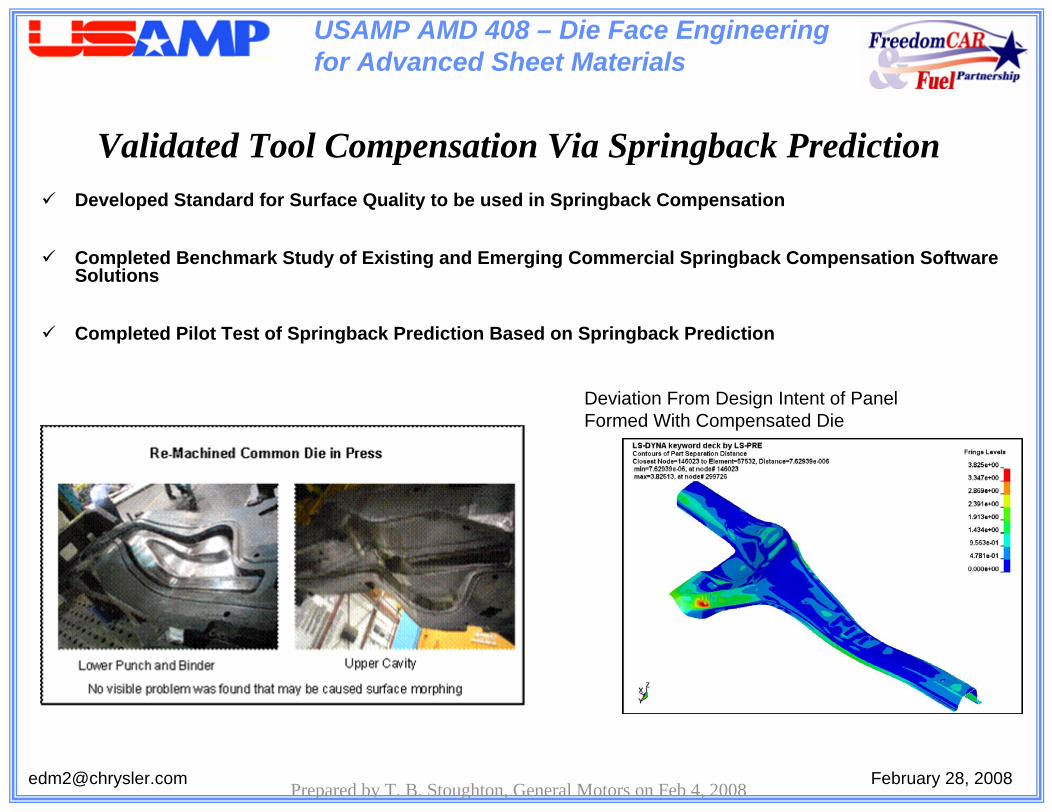
Validated Tool Compensation Via Springback PredictionDeveloped Standard for Surface Quality to be used in Springback Compensation
Completed Benchmark Study of Existing and Emerging Commercial Springback Compensation Software Solutions
Completed Pilot Test of Springback Prediction Based on Springback Prediction
Prepared by T. B. Stoughton, General Motors on Feb 4, 2008
Deviation From Design Intent of Panel Formed With Compensated Die
USAMP AMD 408 – Die Face Engineering for Advanced Sheet Materials
[email protected] February 28, 200810
SummarySubstantial improvement in the reliability of springback prediction in draw forming has been achieved for DP600, DP780, TRIP780, and AA 5754-O.
Improvements made by LSTC will be rolled out in their manuals, training, and support program.
A “Best Practice” in the process of springback prediction has been developed and is implemented by the die engineering groups at GM, Ford, and Chrysler.
An extensive database for 8 aluminum and AHSS alloys has been created to calibrate advanced material models for cyclic loading process.
Commercial Springback Compensation Technology has been benchmarked and standards for surface quality have been developed.
Springback Compensation Based on Springback Prediction has been demonstrated for DP600 on a specially designed full sized die, modified from a production part to amplify springback issues.
Papers on the scientific contributions of the project are planned for the Numisheet 2008 Conference, and other forums and publications.
This project was completed in 4Q 2007 and the final report (of approximately 500 pages) will be available in 1Q 2008.
Prepared by T. B. Stoughton, General Motors on Feb 4, 2008
USAMP AMD 408 – Die Face Engineering for Advanced Sheet Materials
[email protected] February 28, 200811
Plans for Next YearThere are still significant challenges facing the Virtual Manufacturing Process that are even more difficult for light-weigthing materials.
These challenges include:
• Simulation of Line Die Forming, which involve non-proportional loading histories that are outside the validated capability of even the most advanced material models available.
• Simulation of New Processes, such as high temperature forming, which is necessary for Boron steels, magnesium, and superplasticity of aluminum, add another dimension to material modeling, as well as an order-of-magnitude increase in material testing and database requirements.
Prepared by T. B. Stoughton, General Motors on Feb 4, 2008
USAMP AMD 408 – Die Face Engineering for Advanced Sheet Materials
[email protected] February 28, 200812
Background Material and Details of Deliverables
Prepared by T. B. Stoughton, General Motors on Feb 4, 2008
USAMP AMD 408 – Die Face Engineering for Advanced Sheet Materials
[email protected] February 28, 200813
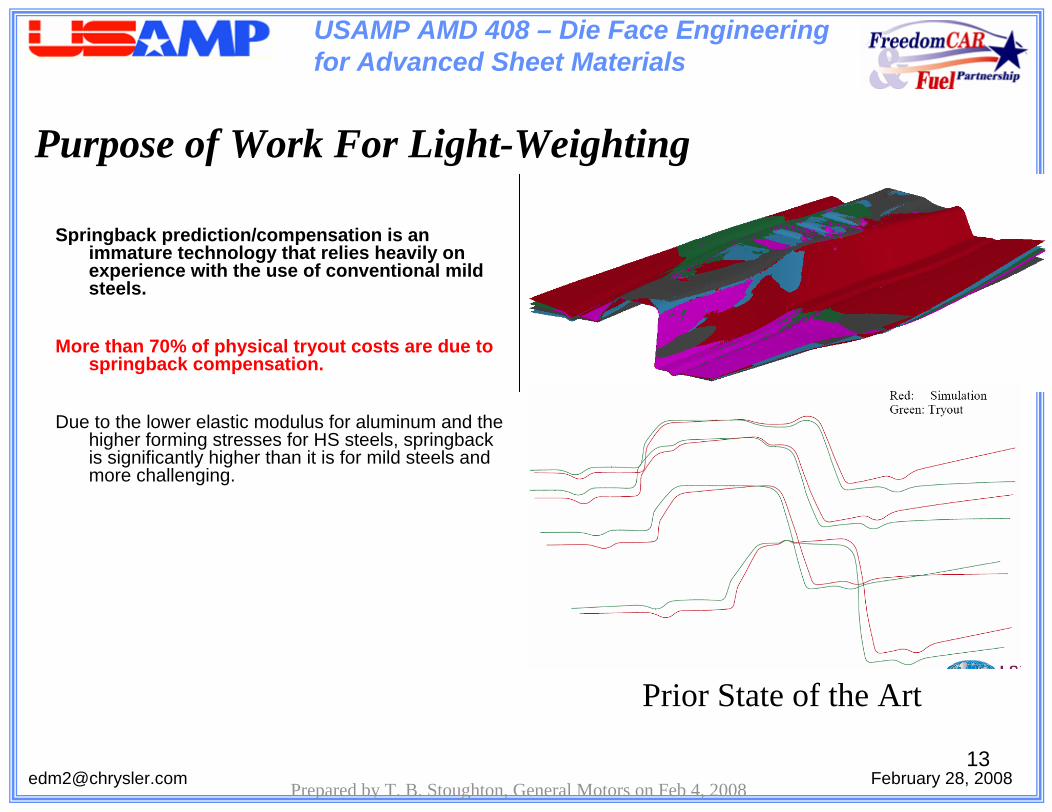
Purpose of Work For Light-Weighting
Springback prediction/compensation is an immature technology that relies heavily on experience with the use of conventional mild steels.
More than 70% of physical tryout costs are due to springback compensation.
Due to the lower elastic modulus for aluminum and the higher forming stresses for HS steels, springback is significantly higher than it is for mild steels and more challenging.
Prior State of the Art
Prepared by T. B. Stoughton, General Motors on Feb 4, 2008
USAMP AMD 408 – Die Face Engineering for Advanced Sheet Materials
[email protected] February 28, 2008
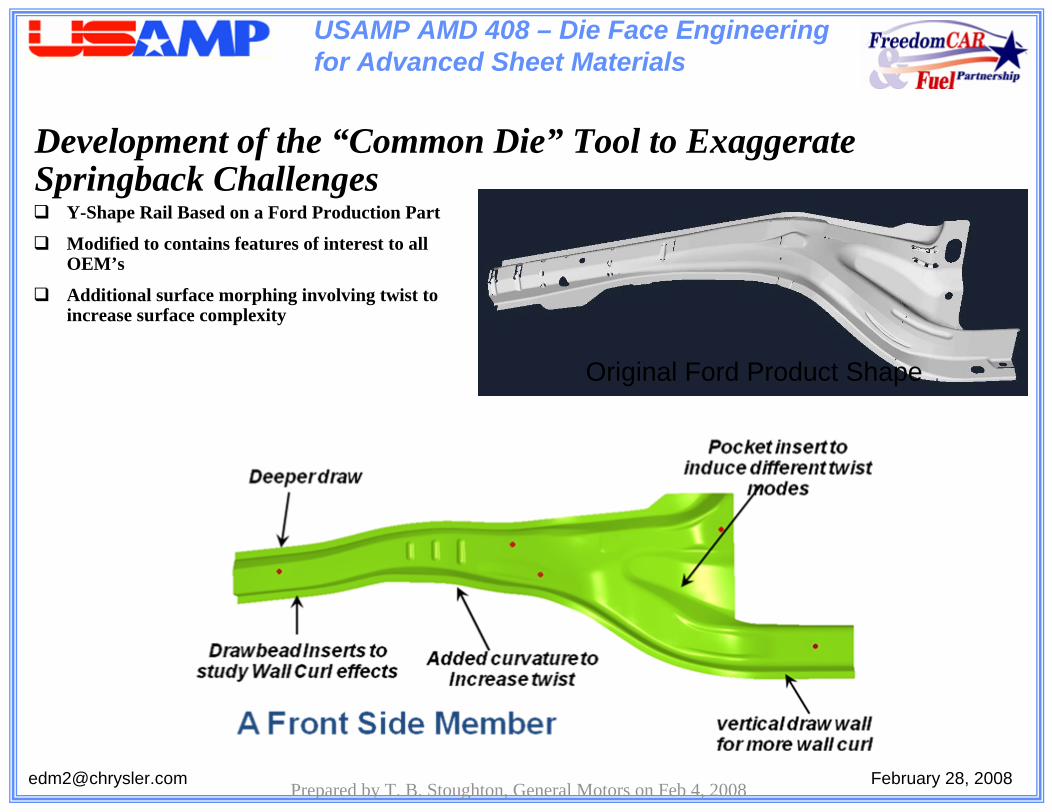
Development of the “Common Die” Tool to Exaggerate Springback Challenges
Y-Shape Rail Based on a Ford Production Part
Modified to contains features of interest to all OEM’s
Additional surface morphing involving twist to increase surface complexity
Original Ford Product Shape
Prepared by T. B. Stoughton, General Motors on Feb 4, 2008
USAMP AMD 408 – Die Face Engineering for Advanced Sheet Materials
[email protected] February 28, 2008
Major Technical Obstacles to Accurate Springback Prediction
Cyclic loading has a significant impact on forming stresses
Conventional material models are not reliable for cyclic loading of anisotropic metals.
Sharp tool radii are responsible for generating most of the forming stresses
Conventional Contact Algorithms require too many elements on sharp tool radii leading to prohibitively costly simulations.
Normal (through-thickness) stresses are significant for high t/R conditions
Shell Elements do not consider non-zero normal stresses.Solid Elements are tool expensive for most production forming simulations
Prepared by T. B. Stoughton, General Motors on Feb 4, 2008
USAMP AMD 408 – Die Face Engineering for Advanced Sheet Materials
[email protected] February 28, 2008
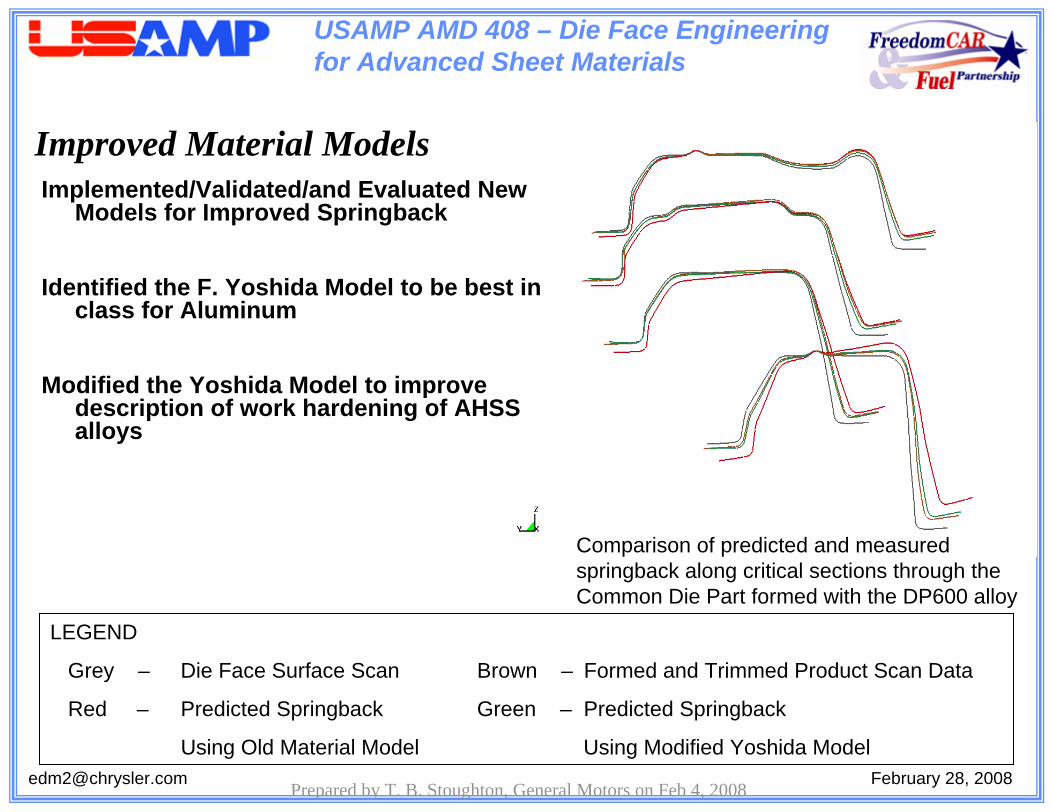
Improved Material Models
LEGEND
Grey – Die Face Surface Scan Brown – Formed and Trimmed Product Scan Data
Red – Predicted Springback Green – Predicted Springback
Using Old Material Model Using Modified Yoshida Model
Implemented/Validated/and Evaluated New Models for Improved Springback
Identified the F. Yoshida Model to be best in class for Aluminum
Modified the Yoshida Model to improve description of work hardening of AHSS alloys
Comparison of predicted and measured springback along critical sections through the Common Die Part formed with the DP600 alloy
Prepared by T. B. Stoughton, General Motors on Feb 4, 2008
USAMP AMD 408 – Die Face Engineering for Advanced Sheet Materials
[email protected] February 28, 2008
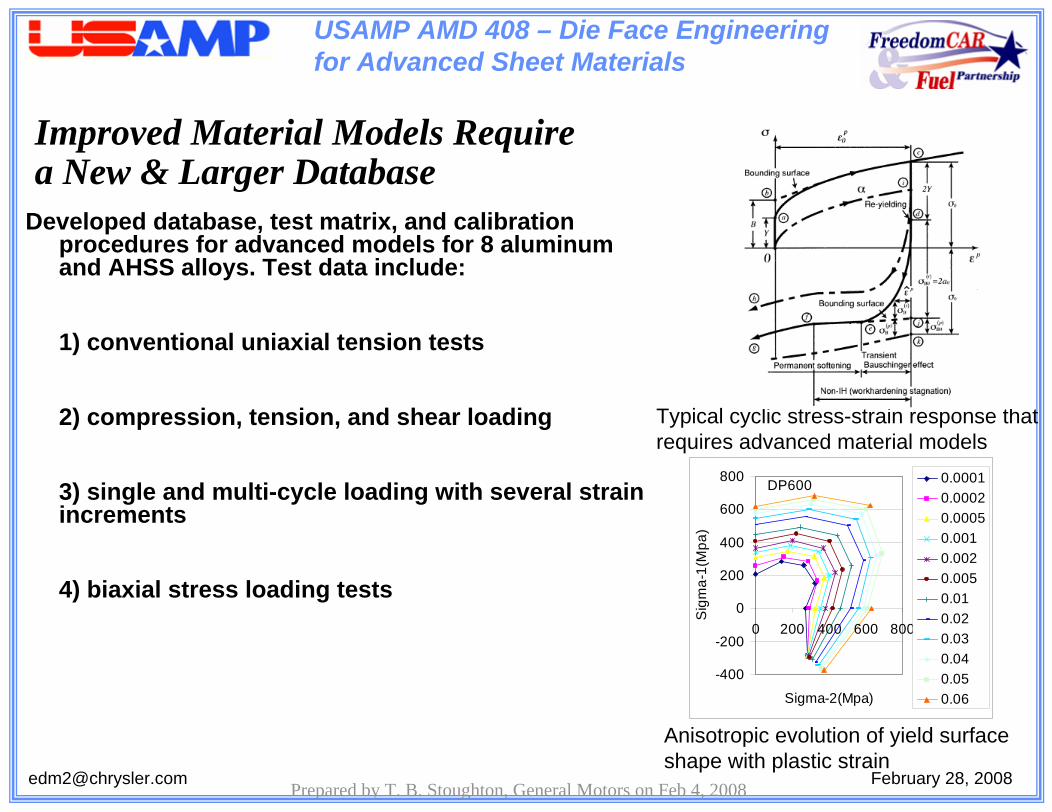
Improved Material Models Require a New & Larger Database
Developed database, test matrix, and calibration procedures for advanced models for 8 aluminum and AHSS alloys. Test data include:
1) conventional uniaxial tension tests
2) compression, tension, and shear loading
3) single and multi-cycle loading with several strain increments
4) biaxial stress loading tests
Typical cyclic stress-strain response that requires advanced material models
Anisotropic evolution of yield surface shape with plastic strain
-400
-200
Sigma-2(Mpa)
0
200
400
600
800
0 200 400 600 800
Sig
ma-
1(M
pa)
0.00010.00020.00050.0010.0020.0050.010.020.030.040.050.06
DP600
Prepared by T. B. Stoughton, General Motors on Feb 4, 2008
USAMP AMD 408 – Die Face Engineering for Advanced Sheet Materials
[email protected] February 28, 2008
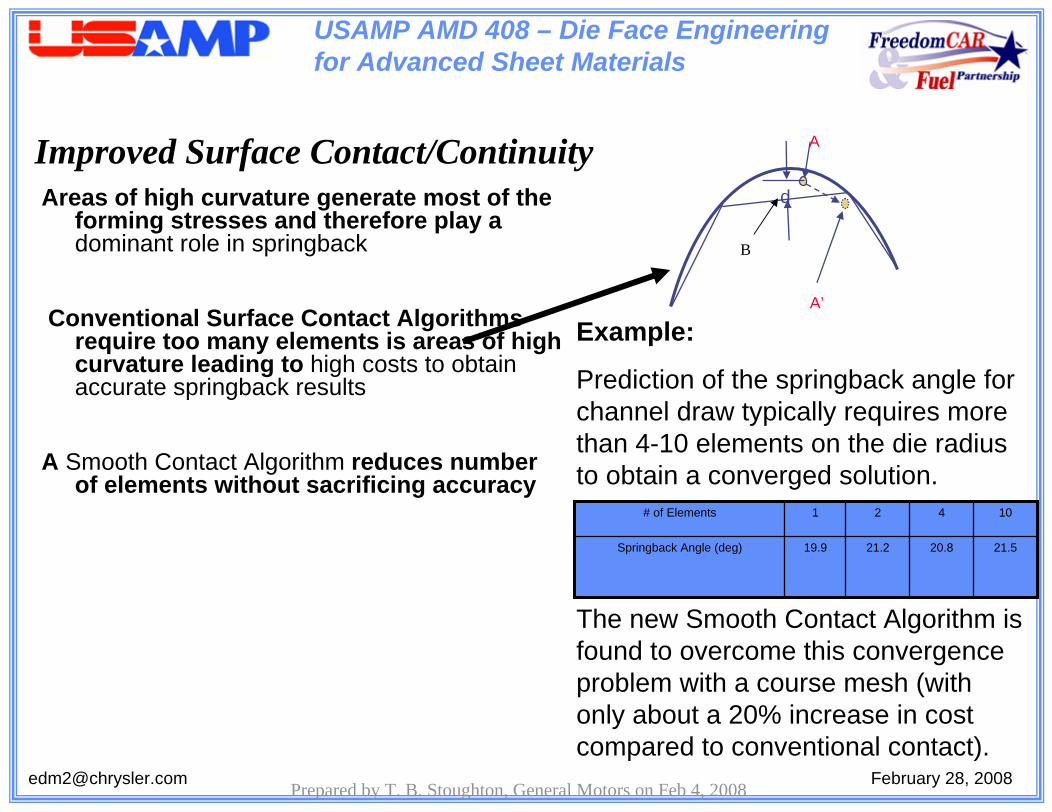
Improved Surface Contact/ContinuityAreas of high curvature generate most of the
forming stresses and therefore play adominant role in springback
Conventional Surface Contact Algorithms require too many elements is areas of high curvature leading to high costs to obtain accurate springback results
A Smooth Contact Algorithm reduces number of elements without sacrificing accuracy
d
A
A’
B
Example:
Prediction of the springback angle for channel draw typically requires more than 4-10 elements on the die radius to obtain a converged solution.
The new Smooth Contact Algorithm is found to overcome this convergence problem with a course mesh (with only about a 20% increase in cost compared to conventional contact).
# of Elements 1 2 4 10
Springback Angle (deg) 19.9 21.2 20.8 21.5
Prepared by T. B. Stoughton, General Motors on Feb 4, 2008
USAMP AMD 408 – Die Face Engineering for Advanced Sheet Materials
[email protected] February 28, 2008
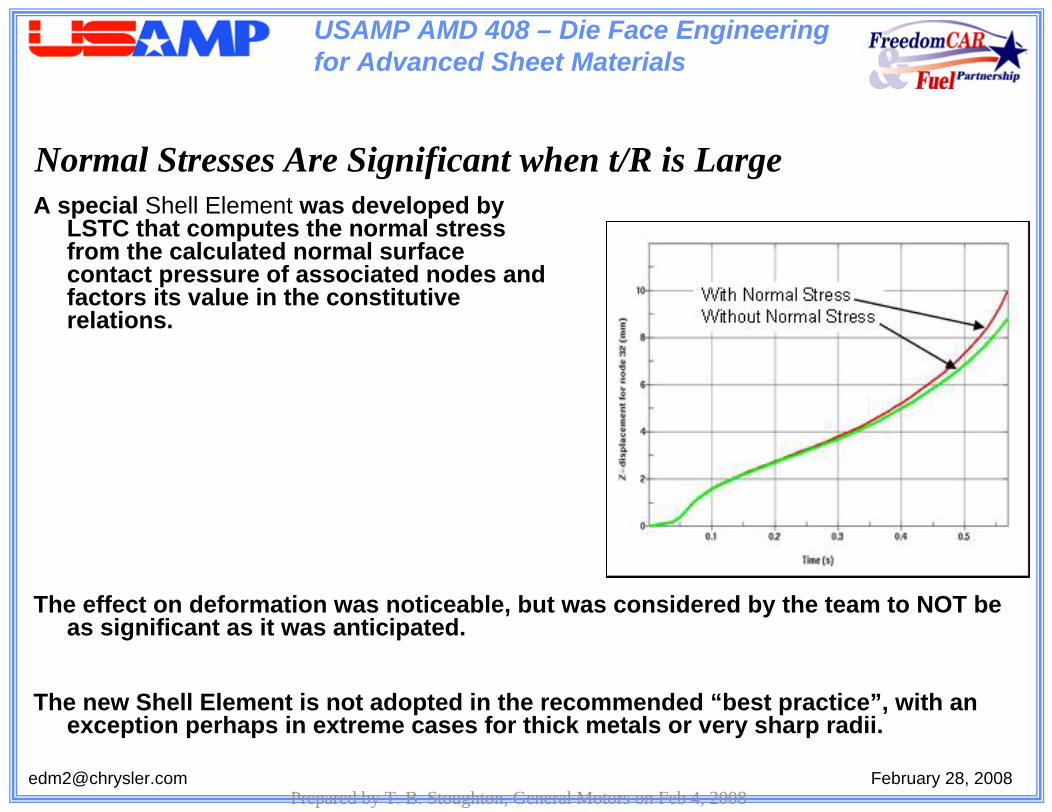
Normal Stresses Are Significant when t/R is Large
The effect on deformation was noticeable, but was considered by the team to NOT be as significant as it was anticipated.
The new Shell Element is not adopted in the recommended “best practice”, with an exception perhaps in extreme cases for thick metals or very sharp radii.
A special Shell Element was developed by LSTC that computes the normal stress from the calculated normal surface contact pressure of associated nodes and factors its value in the constitutive relations.
Prepared by T. B. Stoughton, General Motors on Feb 4, 2008
USAMP AMD 408 – Die Face Engineering for Advanced Sheet Materials
[email protected] February 28, 2008
Developed Requirements for Surface CompensationPrimary Manufacturing Challenges for Surface Compensation
Creation of undesirable die surface conditions:
eg. Backdrafts & oscillations
Magnification of surface gaps and slope discontinuities
beyond NC quality
Inordinate increase in surface data file size
Excessive manual repair to remedy surface issues
SolutionDeveloped Manufacturing Requirements for Die Compensation
Obtained Buy-In of Standards from Compensation Software Vendors
Evaluated Performance of Compensation Software Vendors
Prepared by T. B. Stoughton, General Motors on Feb 4, 2008
USAMP AMD 408 – Die Face Engineering for Advanced Sheet Materials
[email protected] February 28, 2008
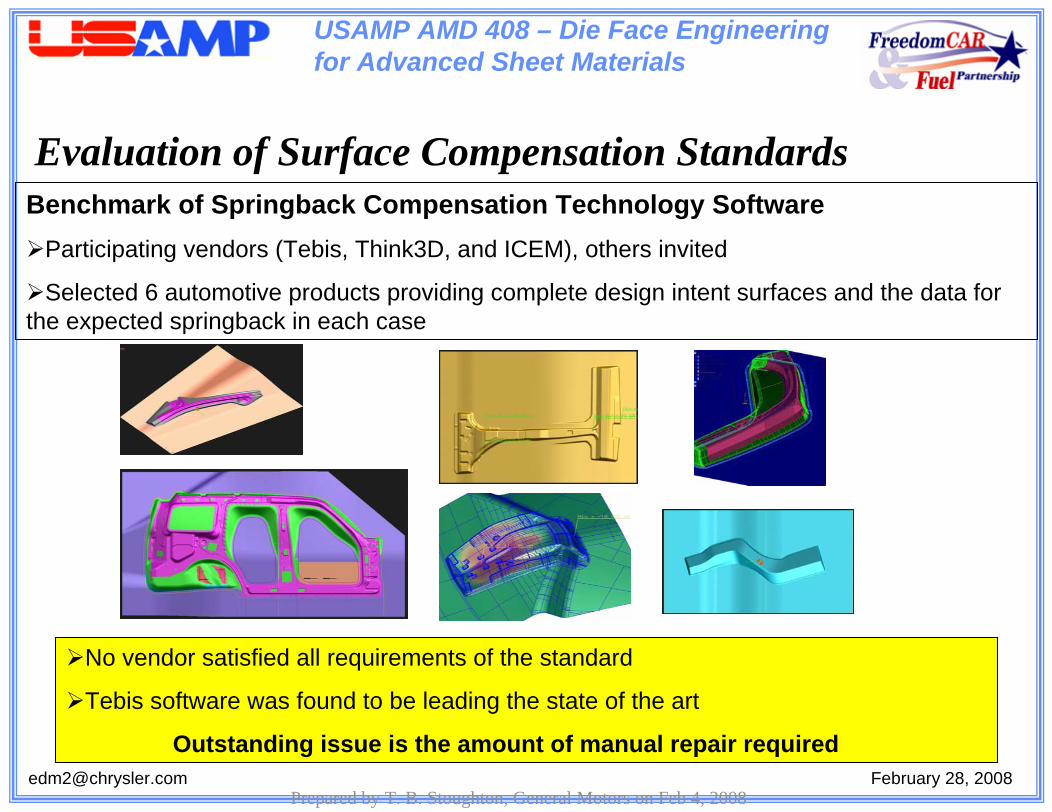
Evaluation of Surface Compensation StandardsBenchmark of Springback Compensation Technology Software
Participating vendors (Tebis, Think3D, and ICEM), others invited
Selected 6 automotive products providing complete design intent surfaces and the data for the expected springback in each case
No vendor satisfied all requirements of the standard
Tebis software was found to be leading the state of the art
Outstanding issue is the amount of manual repair required
Prepared by T. B. Stoughton, General Motors on Feb 4, 2008
USAMP AMD 408 – Die Face Engineering for Advanced Sheet Materials
[email protected] February 28, 2008
Evaluation of Surface Compensation Technology
Tebis Compensation Solution Evaluated On Common Die Tool
Predict springback of DP600 using new prediction technology
Supply die compensation data based on springback result to Tebis
Repair (manually) the Tebis compensated die surface math data
Recut tool, assess tool surface quality, and stamp DP600 panels
Compare the surface of the trimmed part to the design intent
Benchmarking Compensation Technology -> ValidationThe benchmark served to establish the capability of commercial software to be able to morph surfaces to meet NC machine quality requirements
A final step is to evaluate the efficacy of the virtual springback prediction & compensation technologies as a system, on a production tool for an automotive application.
Prepared by T. B. Stoughton, General Motors on Feb 4, 2008
USAMP AMD 408 – Die Face Engineering for Advanced Sheet Materials
[email protected] February 28, 2008
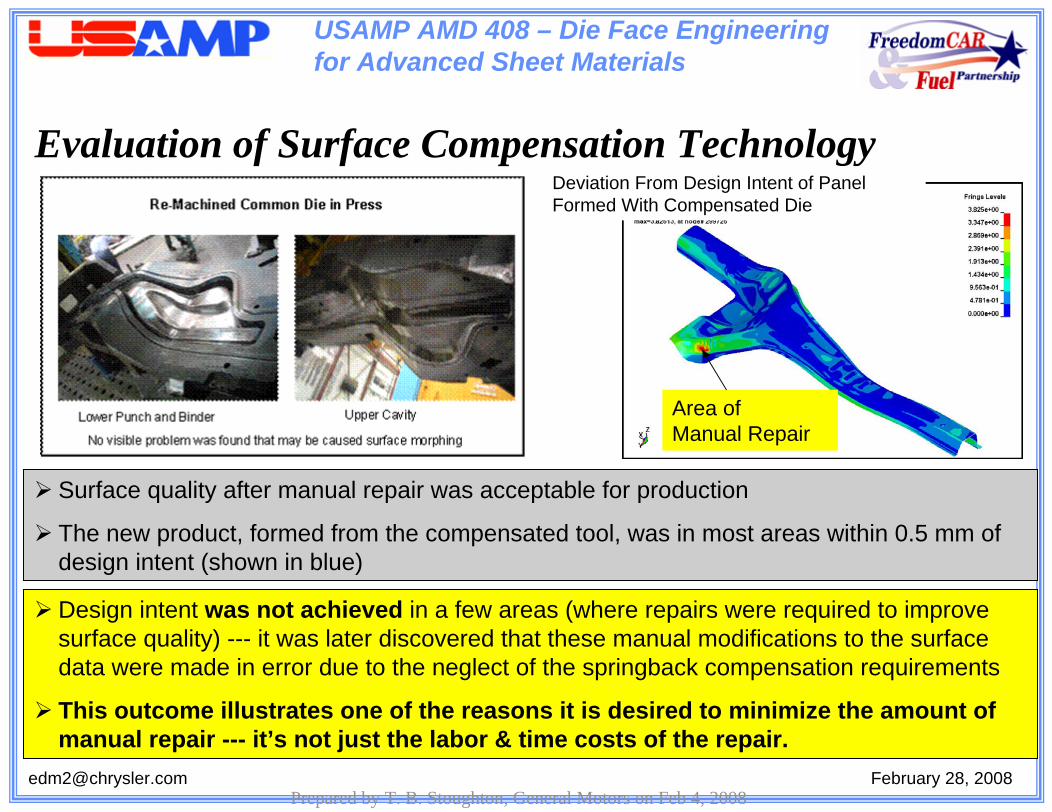
Evaluation of Surface Compensation Technology
Surface quality after manual repair was acceptable for production
The new product, formed from the compensated tool, was in most areas within 0.5 mm of design intent (shown in blue)
Design intent was not achieved in a few areas (where repairs were required to improve surface quality) --- it was later discovered that these manual modifications to the surface data were made in error due to the neglect of the springback compensation requirements
This outcome illustrates one of the reasons it is desired to minimize the amount of manual repair --- it’s not just the labor & time costs of the repair.
Area of Manual Repair
Deviation From Design Intent of Panel Formed With Compensated Die
Prepared by T. B. Stoughton, General Motors on Feb 4, 2008



























