Embed Size (px)
Citation preview
IFT Institut für Fertigungstechnikund Hochleistungslasertechnik
Univ.Prof. DI Dr.techn. habil. Friedrich Bleicher
EnergiegesprächeDurch Digitalisierung zur energieeffizienten Produktion von morgen
F. Bleicher 27. November 2018
Institut für Fertigungstechnikund Hochleistungslasertechnik
Seite 2
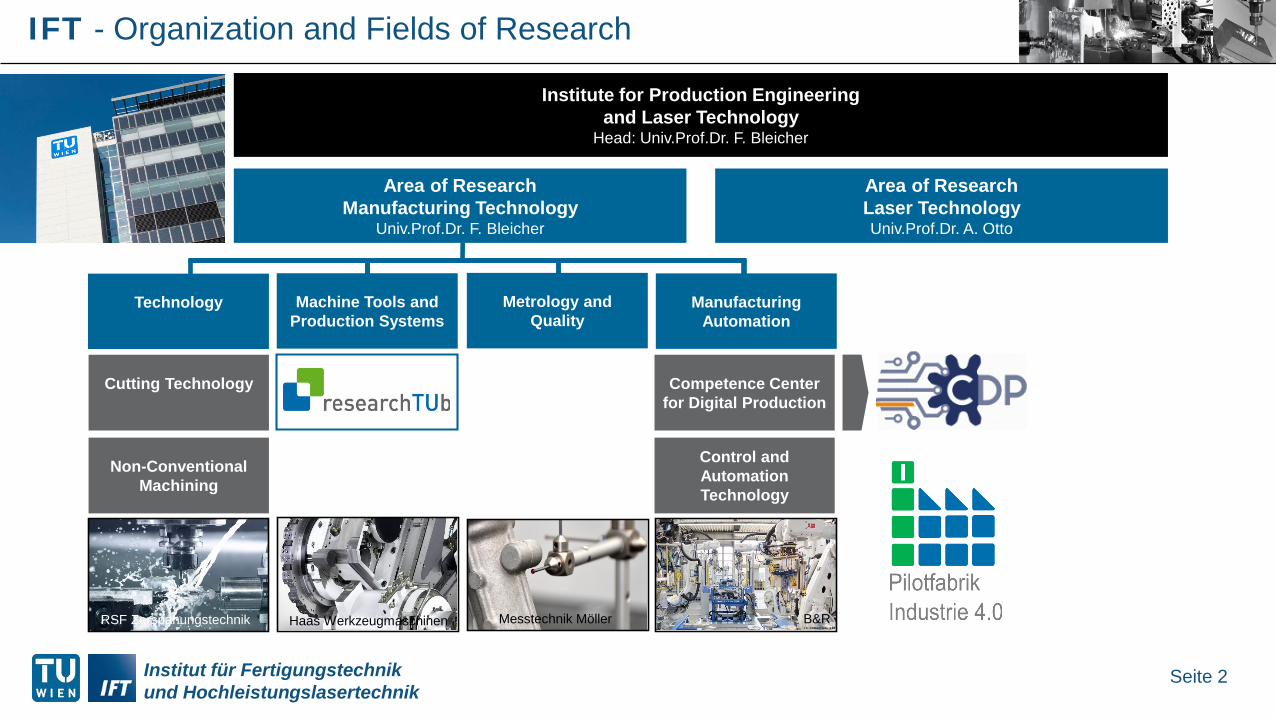
IFT - Organization and Fields of Research
Institute for Production Engineering and Laser Technology
Head: Univ.Prof.Dr. F. Bleicher
Area of ResearchManufacturing Technology
Univ.Prof.Dr. F. Bleicher
Manufacturing Automation
Technology Metrology and Quality
Machine Tools and Production Systems
Cutting Technology
Non-Conventional Machining
Competence Centerfor Digital Production
Control and Automation Technology
Haas WerkzeugmaschinenRSF Zerspanungstechnik Messtechnik Möller B&R
Area of ResearchLaser TechnologyUniv.Prof.Dr. A. Otto
Institut für Fertigungstechnikund Hochleistungslasertechnik
Seite 3
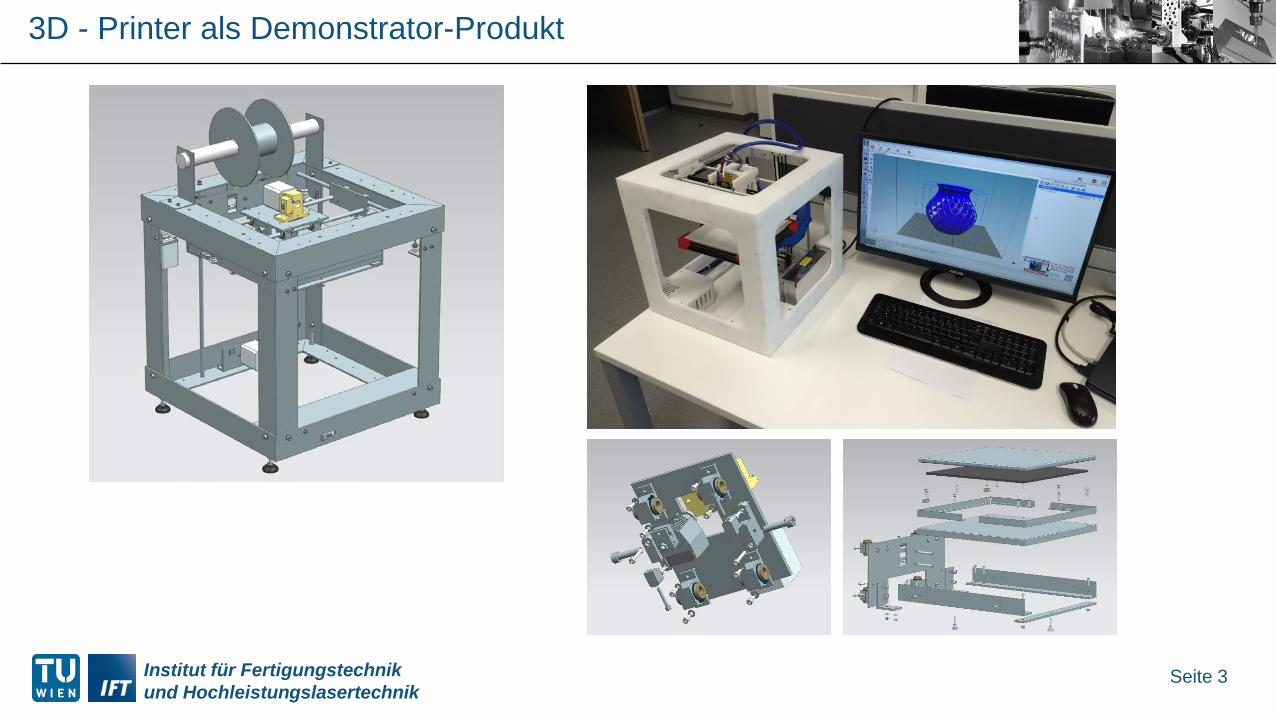
3D - Printer als Demonstrator-Produkt
Institut für Fertigungstechnikund Hochleistungslasertechnik
Seite 4
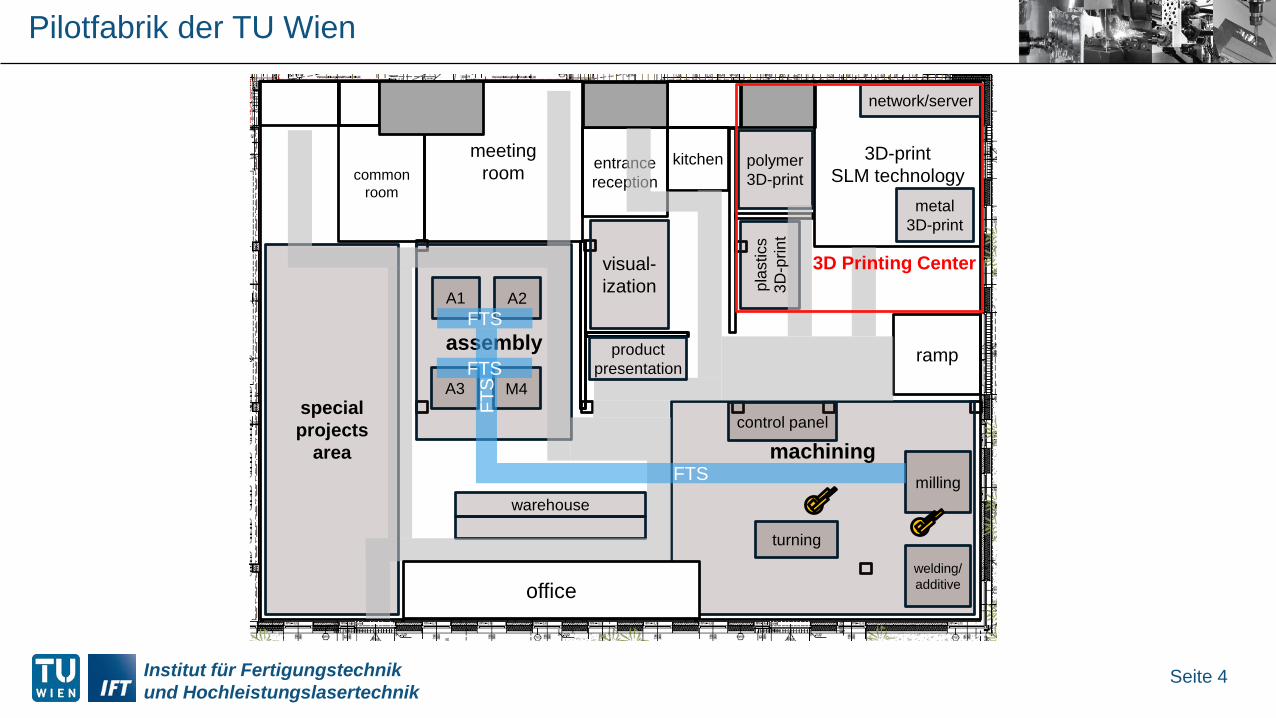
commonroom
meetingroom entrance
reception
3D-printSLM technology
ramp
visual-ization
metal3D-print
kitchen
machining
turning
welding/additive
milling
control panel
assembly
specialprojects
area
A1 A2
A3 M4
FTS
polymer3D-print
plas
tics
3D-p
rint
FTS
warehouse
FTS
FTS
network/server
3D Printing Center
office
productpresentation
Pilotfabrik der TU Wien

Institut für Fertigungstechnikund Hochleistungslasertechnik
Seite 5
Bearbeitungszelle mit Bearbeitungszentrum und Roboter-Schweißzelle
Pilotfabrik der TU Wien
Institut für Fertigungstechnikund Hochleistungslasertechnik
Seite 6
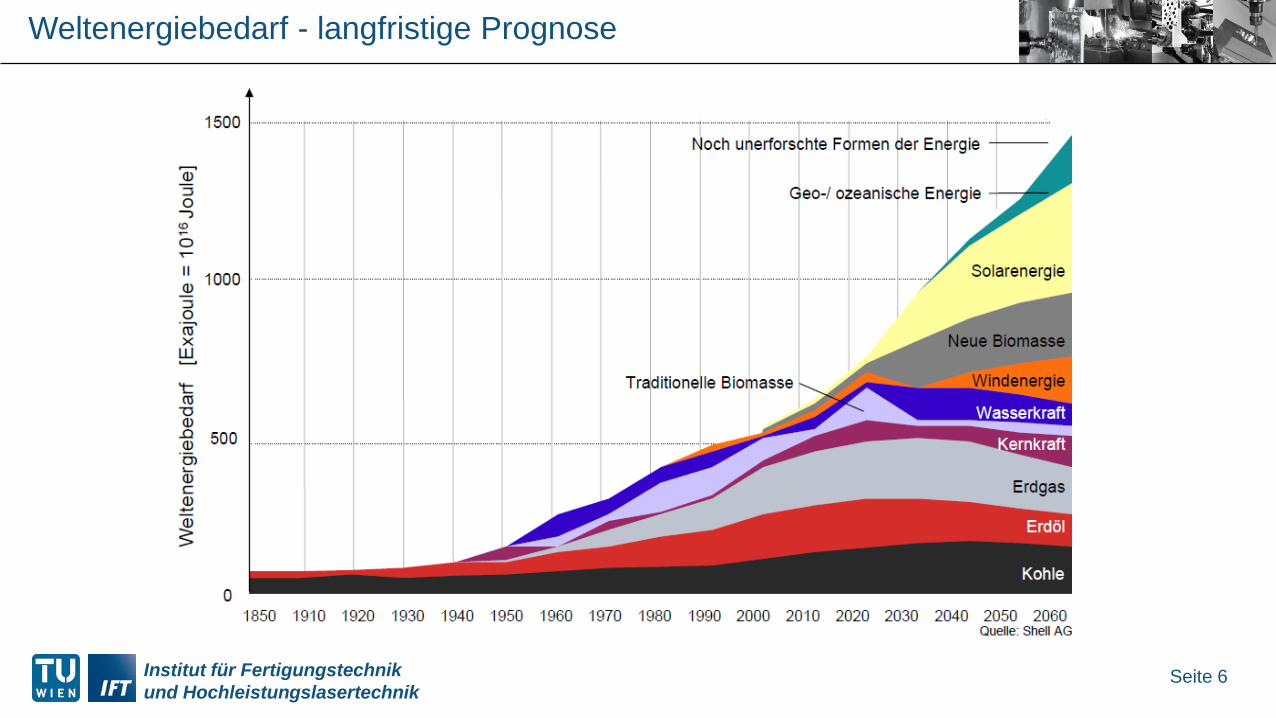
Weltenergiebedarf - langfristige Prognose

Institut für Fertigungstechnikund Hochleistungslasertechnik
Seite 7
Leitbild Produktion der Zukunft
Mechanisierung Massenproduktion Automatisierung Intelligenz
Zeitliche Ordnung
Produktionssystem
Produktionsstruktur
Produktstruktur
Flexibilität zu Produktivität
Mensch
Märkte
Ressourceneffizienz
18. Jahrhundert
Manufaktur
Fabriksystem
Individualanteil
Verhältnis ≈ 1
Generalisierung
Regionalproduktion
extensive Nutzung
19. Jahrhundert
Taylorismus
Fokussierung
Standardisierung
Verhältnis ≪ 1
Spezialisierung
Globalisierung
intensive Nutzung
20. Jahrhundert
Toyota System
Modularisierung
Komplexität
Verhältnis < 1
Flexibilität
Regionalisierung
Schonung
21. Jahrhundert
lernende Fabrik
Virtualisierung
adaptive Varianz
Verhältnis ≈ 1(variabel)
Selbstorganisation
Lokalisierung
Kreislauf
Trends in der Produktion
Institut für Fertigungstechnikund Hochleistungslasertechnik
Seite 8
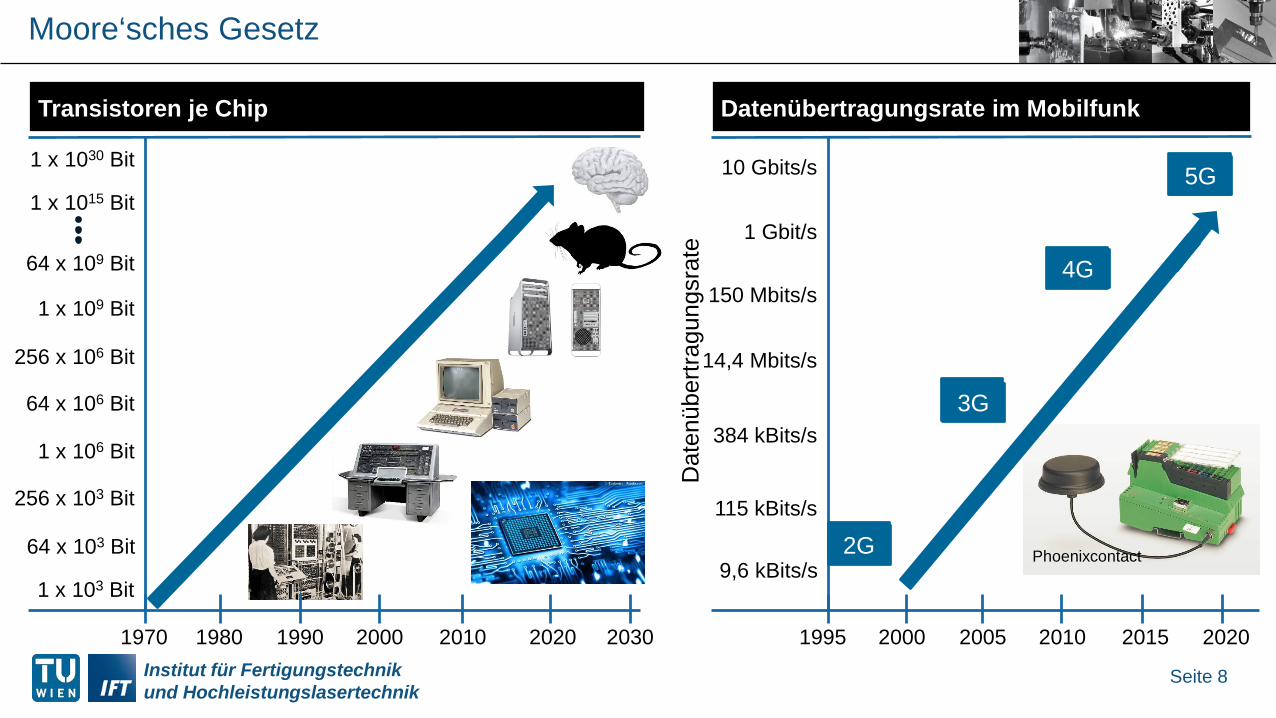
Moore‘sches Gesetz
1 x 103 Bit
64 x 103 Bit
256 x 103 Bit
64 x 106 Bit
1 x 106 Bit
256 x 106 Bit
1 x 109 Bit
64 x 109 Bit
Transistoren je Chip
1 x 1015 Bit
1 x 1030 Bit
1970 1980 1990 2000 2010 2020 2030
www.phoenixcontact.comDatenübertragungsrate im Mobilfunk
1995 2000 2005 2010 2015 2020
Dat
enüb
ertra
gung
srat
e
5G
Phoenixcontact
4G
3G
2G9,6 kBits/s
115 kBits/s
384 kBits/s
14,4 Mbits/s
1 Gbit/s
10 Gbits/s
150 Mbits/s
Institut für Fertigungstechnikund Hochleistungslasertechnik
Seite 9
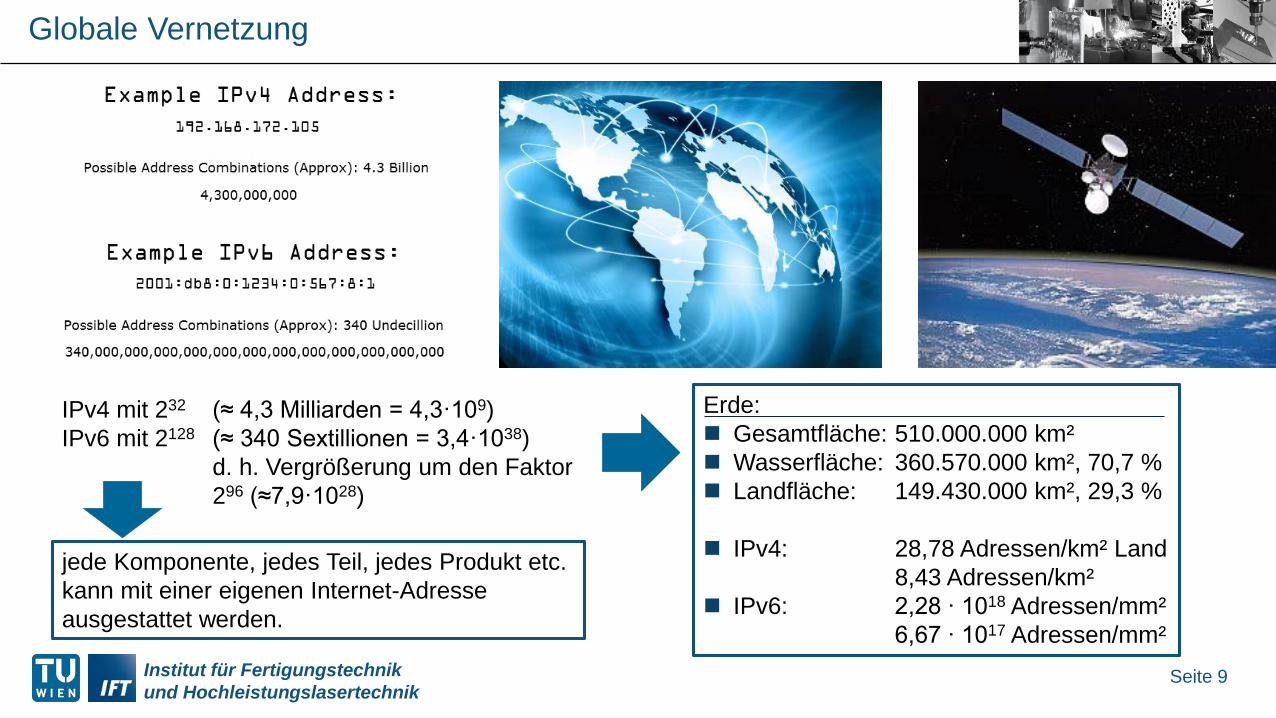
Globale Vernetzung
Erde: Gesamtfläche: 510.000.000 km² Wasserfläche: 360.570.000 km², 70,7 % Landfläche: 149.430.000 km², 29,3 %
IPv4: 28,78 Adressen/km² Land 8,43 Adressen/km²
IPv6: 2,28 ∙ 1018 Adressen/mm²6,67 ∙ 1017 Adressen/mm²
jede Komponente, jedes Teil, jedes Produkt etc. kann mit einer eigenen Internet-Adresse ausgestattet werden.
IPv4 mit 232 (≈ 4,3 Milliarden = 4,3·109) IPv6 mit 2128 (≈ 340 Sextillionen = 3,4·1038)
d. h. Vergrößerung um den Faktor 296 (≈7,9·1028)
Institut für Fertigungstechnikund Hochleistungslasertechnik
Seite 10
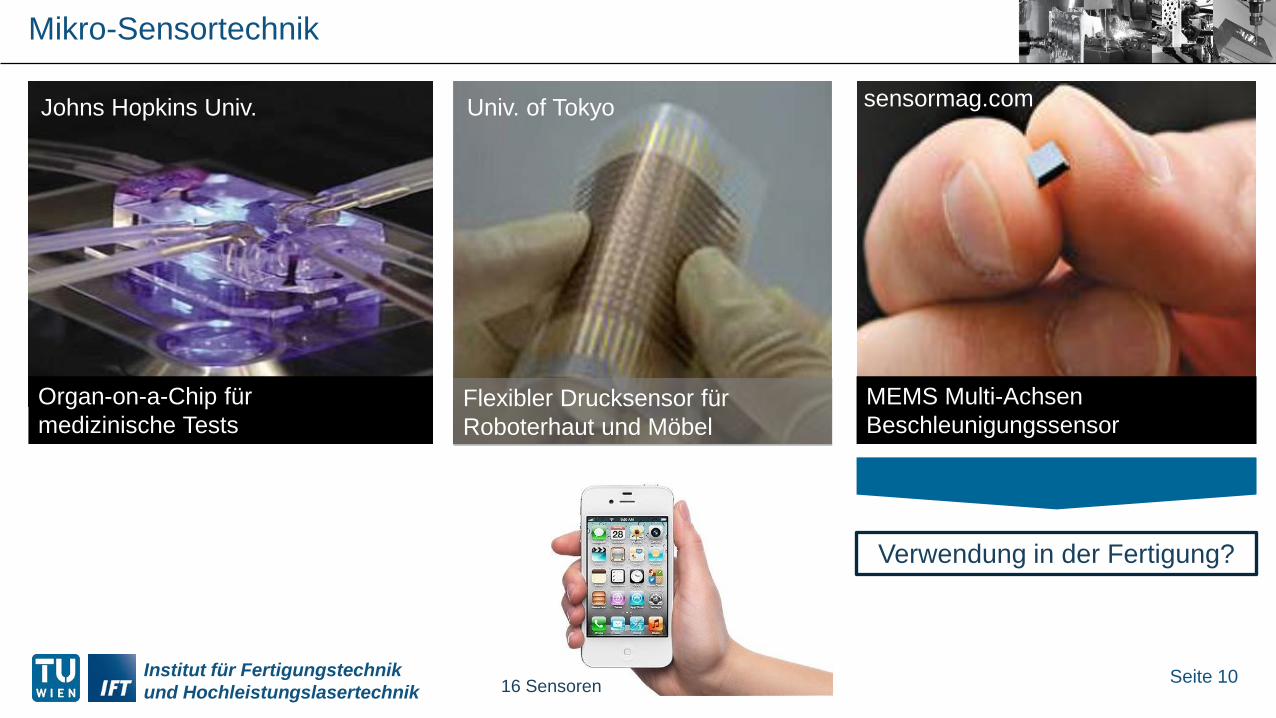
Mikro-Sensortechnik
Univ. of Tokyo
Flexibler Drucksensor für Roboterhaut und Möbel
Gizmag.com
Organ-on-a-Chip für medizinische Tests
Johns Hopkins Univ.
16 Sensoren
Verwendung in der Fertigung?
sensormag.com
MEMS Multi-Achsen Beschleunigungssensor
Institut für Fertigungstechnikund Hochleistungslasertechnik
Seite 11
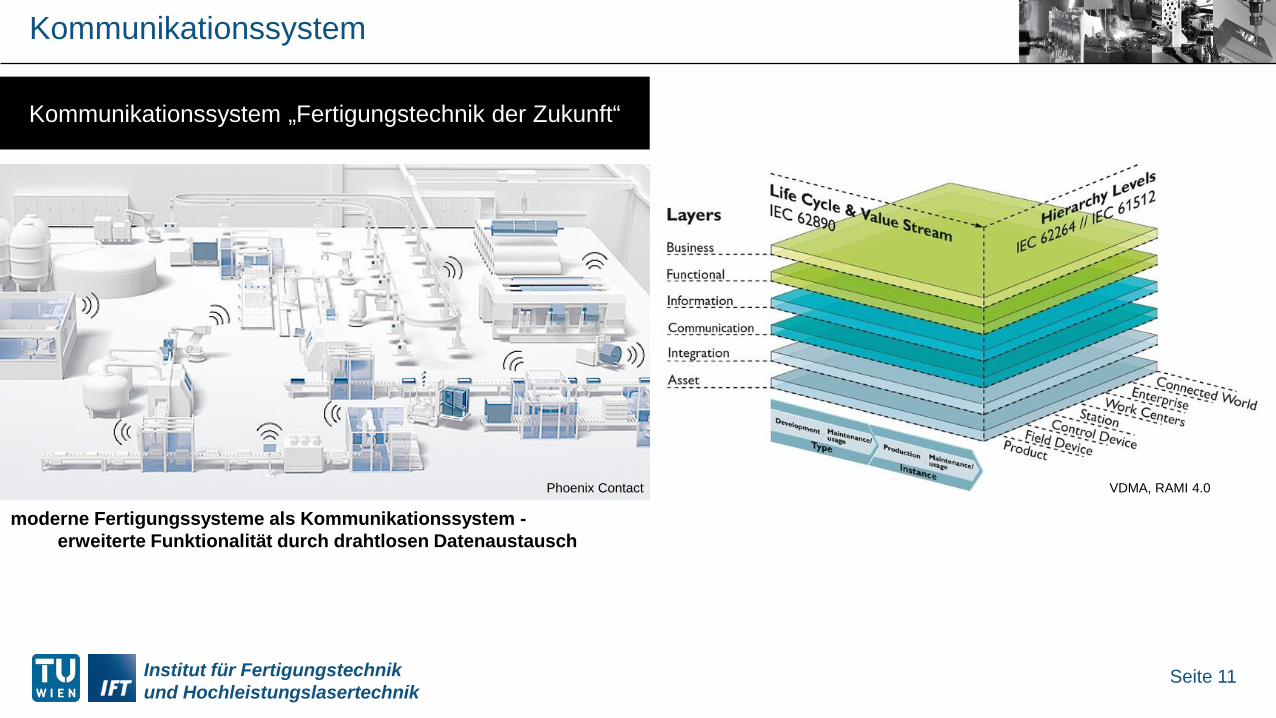
Kommunikationssystem „Fertigungstechnik der Zukunft“
Kommunikationssystem
moderne Fertigungssysteme als Kommunikationssystem -erweiterte Funktionalität durch drahtlosen Datenaustausch
Phoenix Contact VDMA, RAMI 4.0
Institut für Fertigungstechnikund Hochleistungslasertechnik
Seite 12
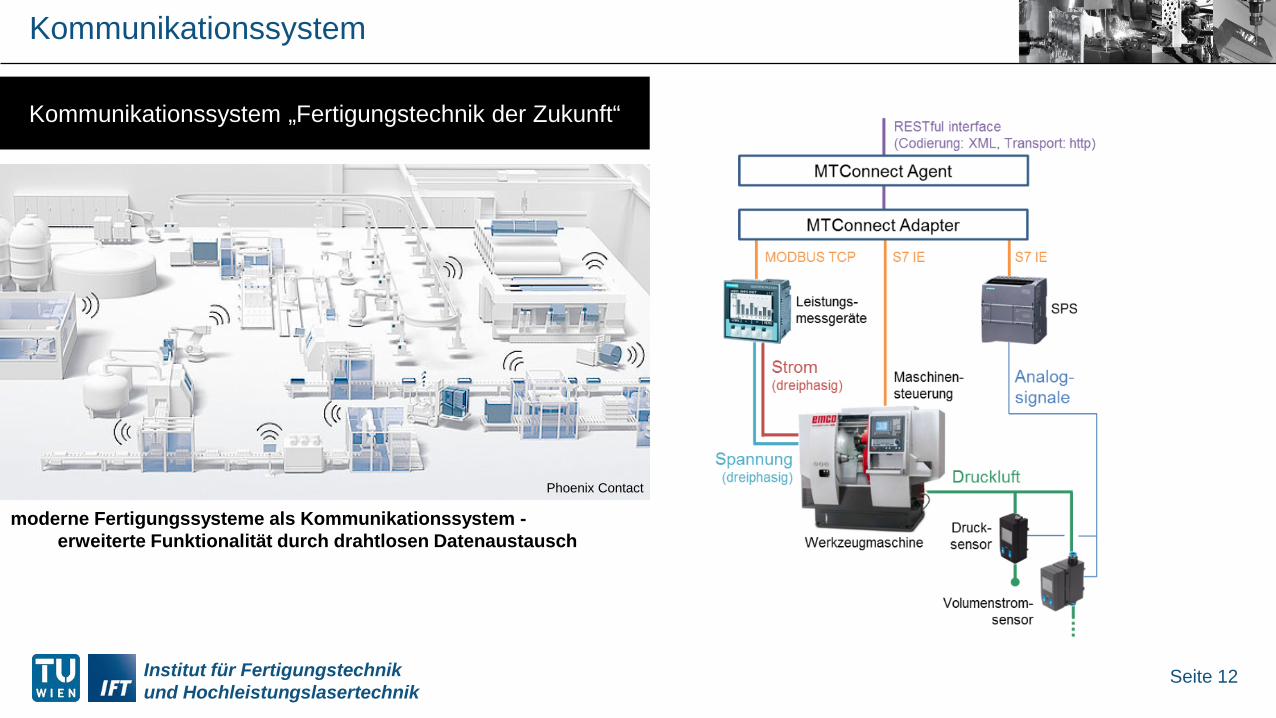
Kommunikationssystem „Fertigungstechnik der Zukunft“
moderne Fertigungssysteme als Kommunikationssystem -erweiterte Funktionalität durch drahtlosen Datenaustausch
Phoenix Contact
Kommunikationssystem
Institut für Fertigungstechnikund Hochleistungslasertechnik
Seite 13
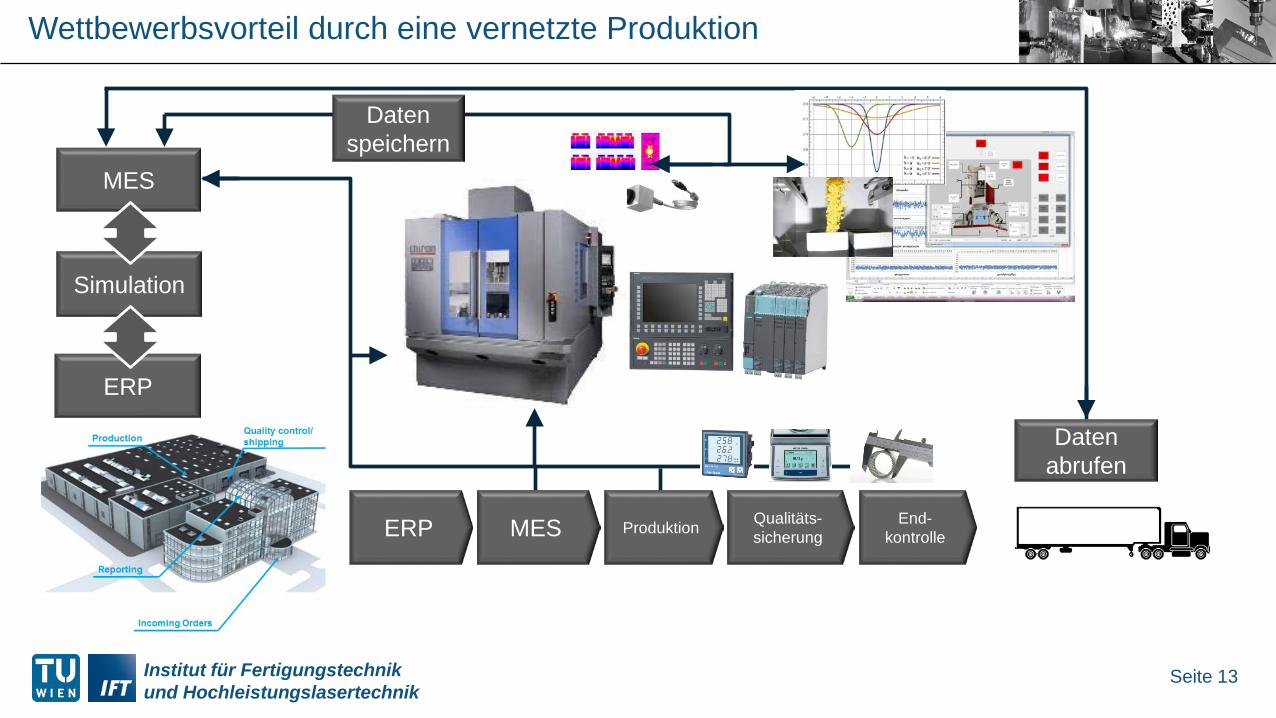
ERP
Simulation
MES
Daten abrufen
Daten speichern
ERP MES Qualitäts-sicherung
End-kontrolleProduktion
Wettbewerbsvorteil durch eine vernetzte Produktion
Institut für Fertigungstechnikund Hochleistungslasertechnik
Seite 14
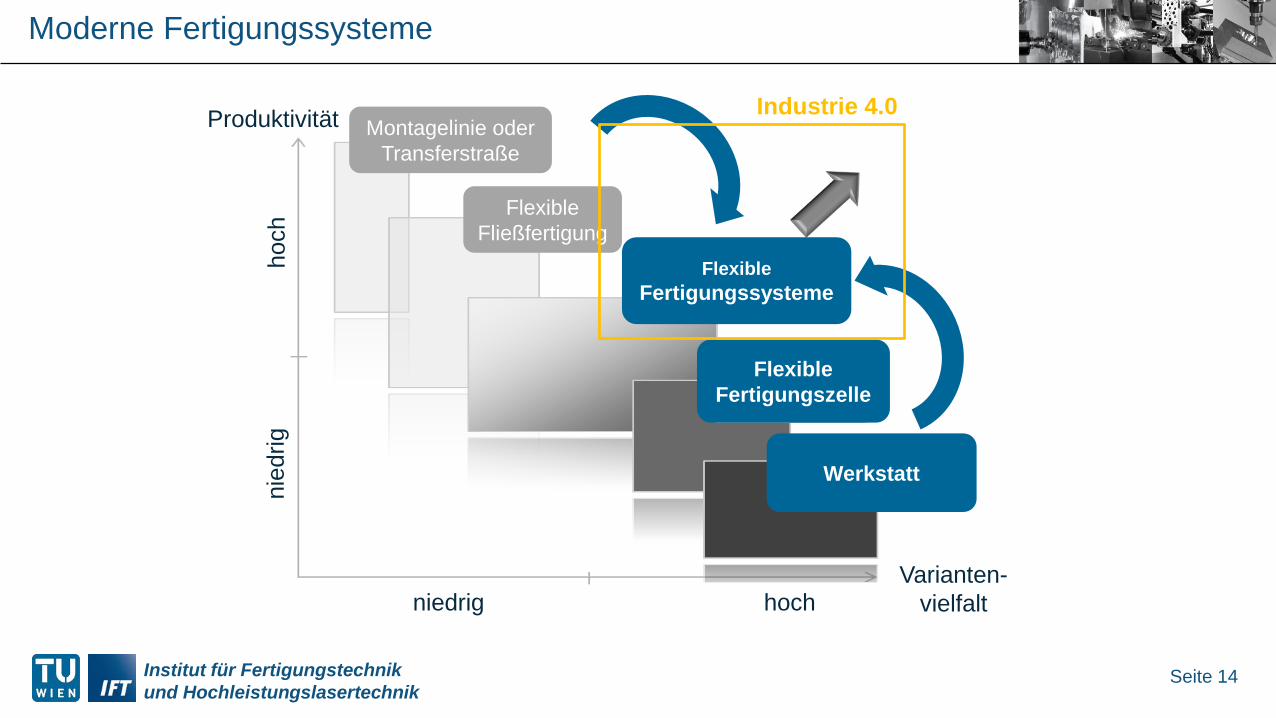
Moderne Fertigungssysteme
Werkstatt
Flexible Fertigungszelle
Flexible Fertigungssysteme
Flexible Fließfertigung
Produktivität
hoch
nied
rig
hochniedrigVarianten-
vielfalt
Montagelinie oder Transferstraße
Industrie 4.0
Institut für Fertigungstechnikund Hochleistungslasertechnik
Seite 15
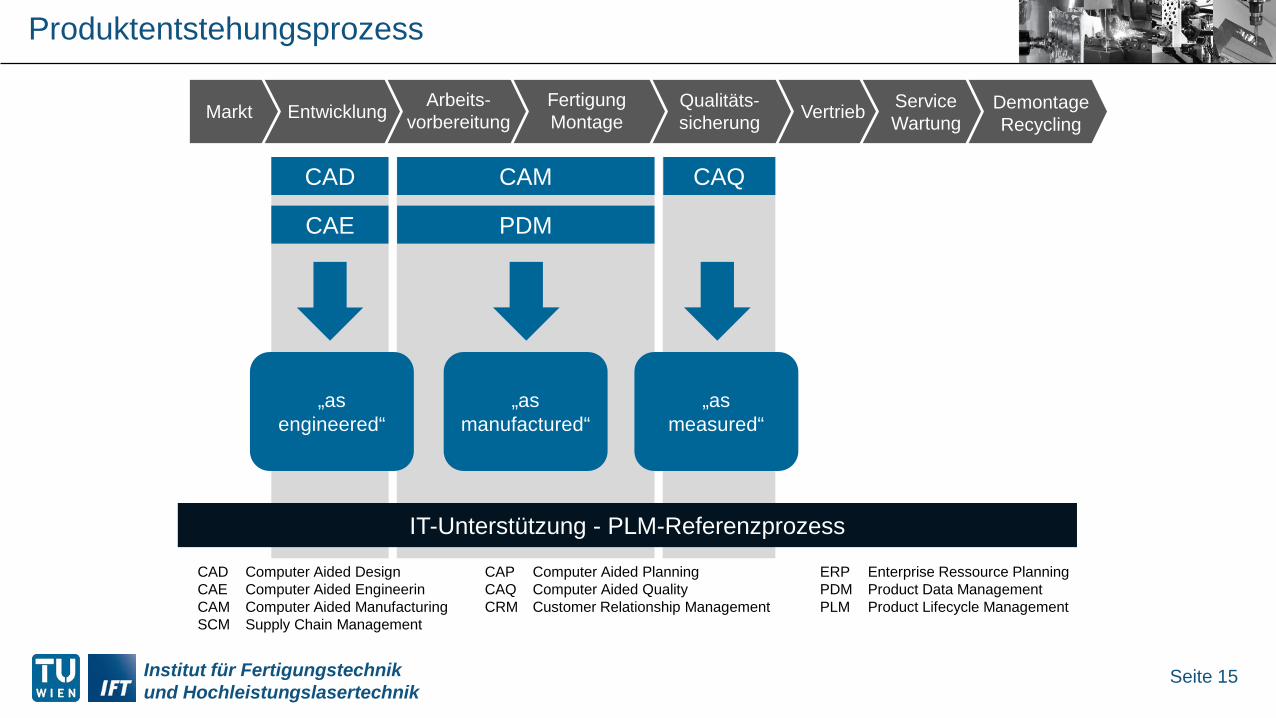
CAD
IT-Unterstützung - PLM-Referenzprozess
Markt Entwicklung Arbeits-vorbereitung
FertigungMontage
Qualitäts-sicherung Vertrieb Service
WartungDemontageRecycling
CAD Computer Aided Design CAP Computer Aided Planning ERP Enterprise Ressource PlanningCAE Computer Aided Engineerin CAQ Computer Aided Quality PDM Product Data ManagementCAM Computer Aided Manufacturing CRM Customer Relationship Management PLM Product Lifecycle Management SCM Supply Chain Management
„as engineered“
„as manufactured“
„as measured“
Produktentstehungsprozess
CAE
CAM
PDM
CAQ

Institut für Fertigungstechnikund Hochleistungslasertechnik
Seite 16
- Termin- und Kapazitätsplanung- Reihenfolgeplanung und Feinterminierung- Losgrößenplanung
Simulation der ProzessketteSimulationsbasiertes Planungstool für die Fertigungssteuerung
Konzeptioneller Ansatz der energieeffizienten Produktion
Leitstandsfunktion-Werksauftragsverwaltung-Auftragsfreigabe-Auftragsüberwachung
Maschinen-Prozess-Modell(simulations- und datenbasierend)
Maschinen-Prozess-SimulationEnergieverbrauch und Lastgang einer spezifischen Maschinen-Prozess-Kombination
Optimierung und Reporting im laufenden Betrieb
Datenschnittstelle(Steuerungs- und Messebene)
AuftragsfreigabeAuftragsüberwachung
Simulationsbasierte Entscheidungsfindung
Inputdaten mit Restriktionen und Prioritäten
Datenaustausch zu anderen relevanten Systemen (Gebäude-, Lastmanagement)
- Datenschnittstelle(Tarif und Verfügbarkeit)- Simulierte Lastgänge
Institut für Fertigungstechnikund Hochleistungslasertechnik
Seite 17
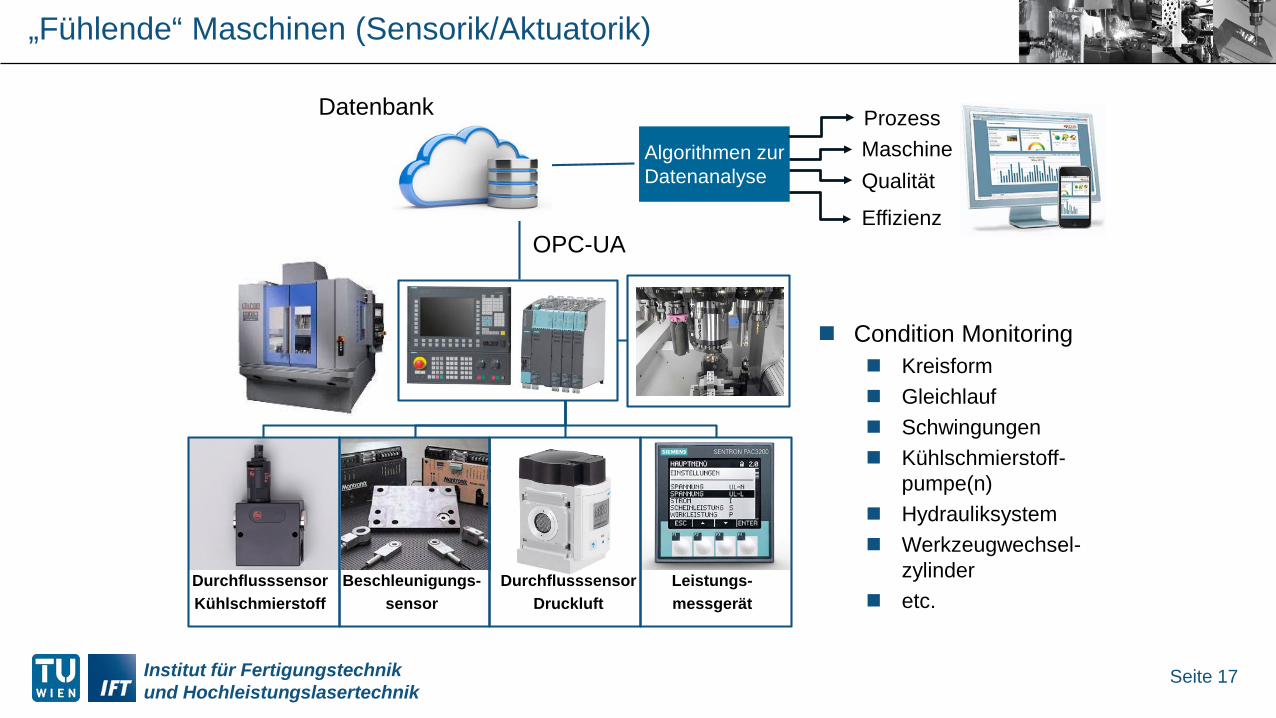
„Fühlende“ Maschinen (Sensorik/Aktuatorik)
DurchflusssensorKühlschmierstoff
Beschleunigungs-sensor
DurchflusssensorDruckluft
Leistungs-messgerät
Condition Monitoring Kreisform Gleichlauf Schwingungen Kühlschmierstoff-
pumpe(n) Hydrauliksystem Werkzeugwechsel-
zylinder etc.
OPC-UA
Datenbank
Algorithmen zur Datenanalyse
ProzessMaschineQualität
Effizienz
Institut für Fertigungstechnikund Hochleistungslasertechnik
Seite 18
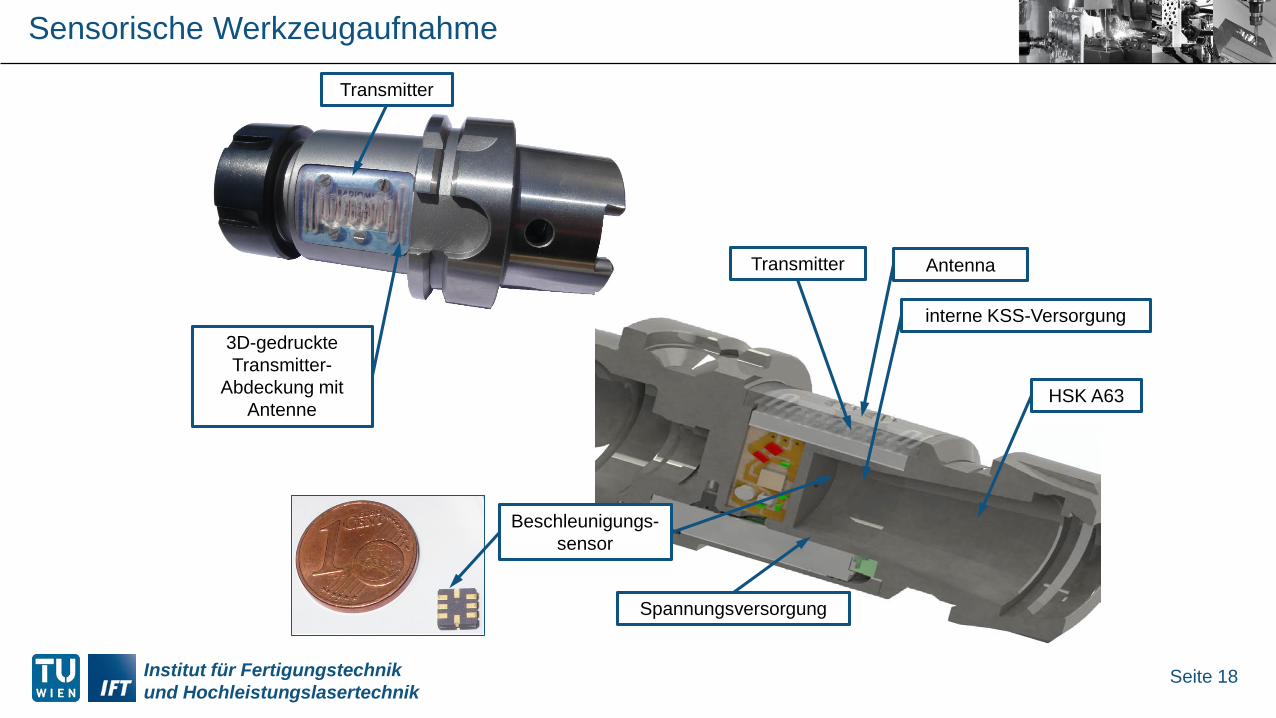
Sensorische Werkzeugaufnahme
3D-gedruckte Transmitter-
Abdeckung mitAntenne
Transmitter
Spannungsversorgung
Transmitter Antenna
interne KSS-Versorgung
Beschleunigungs-sensor
HSK A63
Institut für Fertigungstechnikund Hochleistungslasertechnik
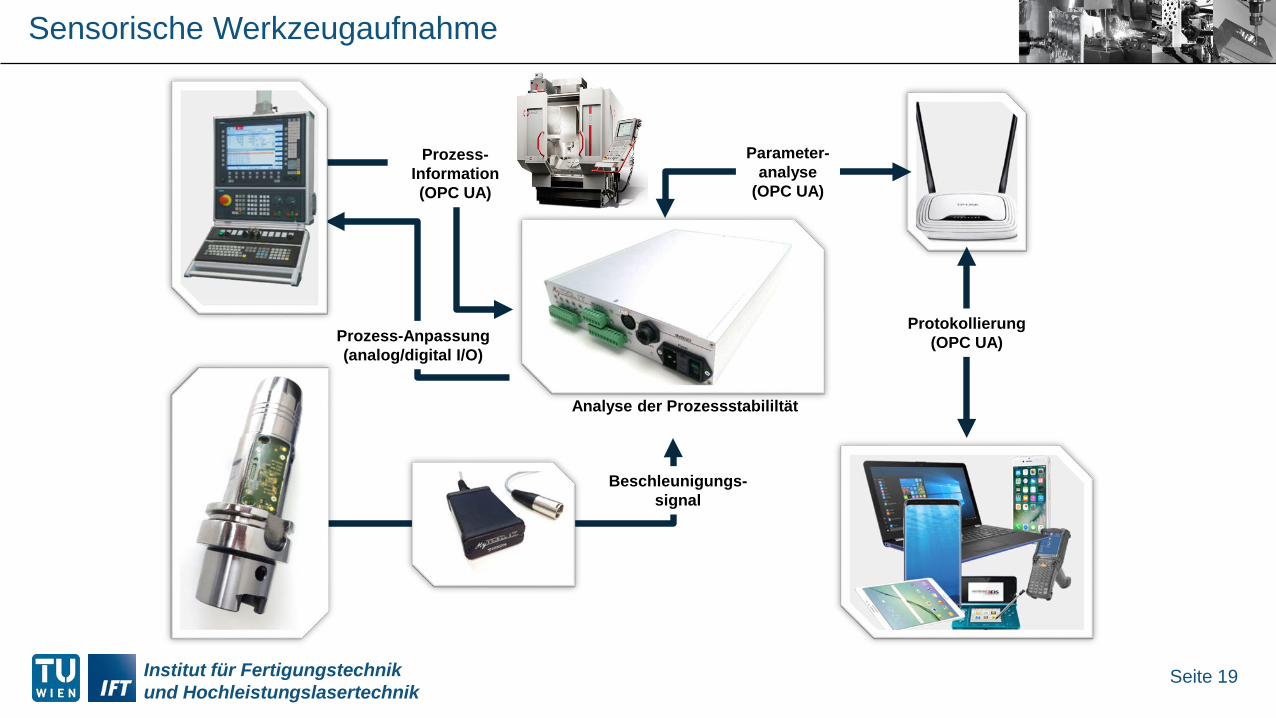
Seite 19
Parameter-analyse
(OPC UA)
Prozess-Anpassung(analog/digital I/O)
Prozess-Information(OPC UA)
Protokollierung(OPC UA)
Beschleunigungs-signal
Analyse der Prozessstabililtät
Sensorische Werkzeugaufnahme
Institut für Fertigungstechnikund Hochleistungslasertechnik
Seite 20
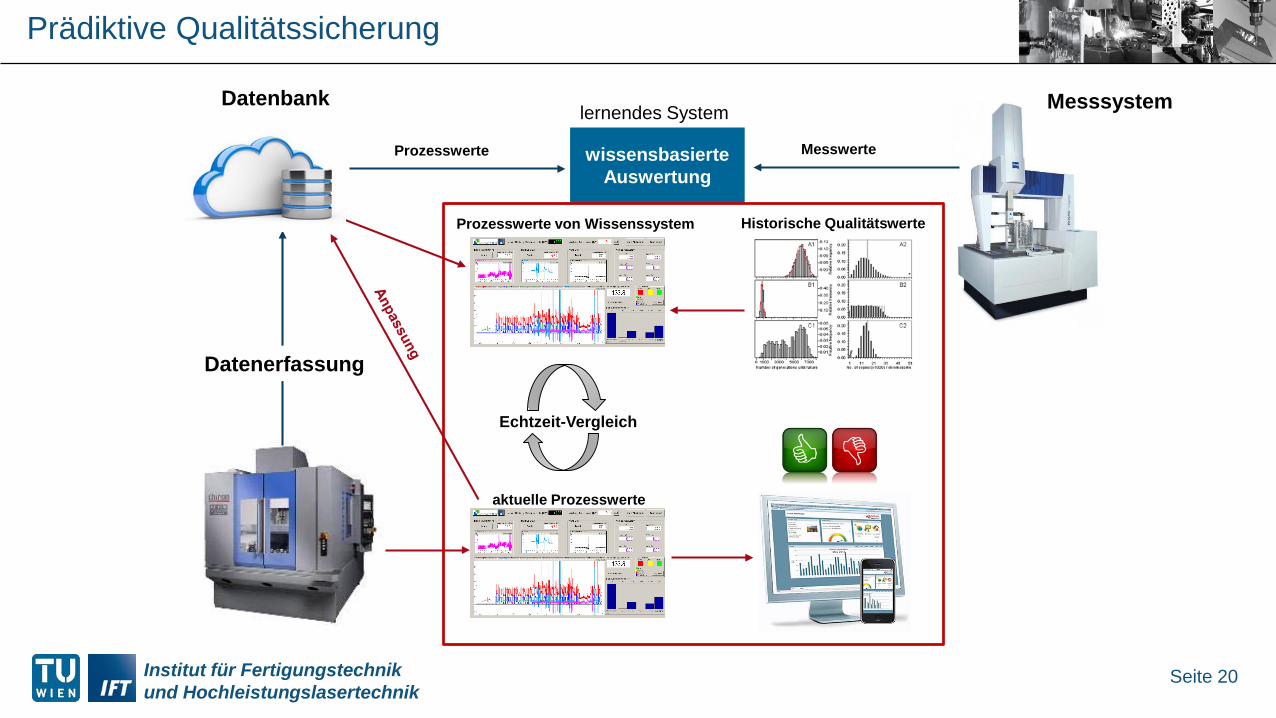
Prädiktive Qualitätssicherung
Datenbank
wissensbasierte Auswertung
Echtzeit-Vergleich
Datenerfassung
Prozesswerte von Wissenssystem
aktuelle Prozesswerte
lernendes System
Historische Qualitätswerte
Prozesswerte Messwerte
Messsystem
Institut für Fertigungstechnikund Hochleistungslasertechnik
Seite 21
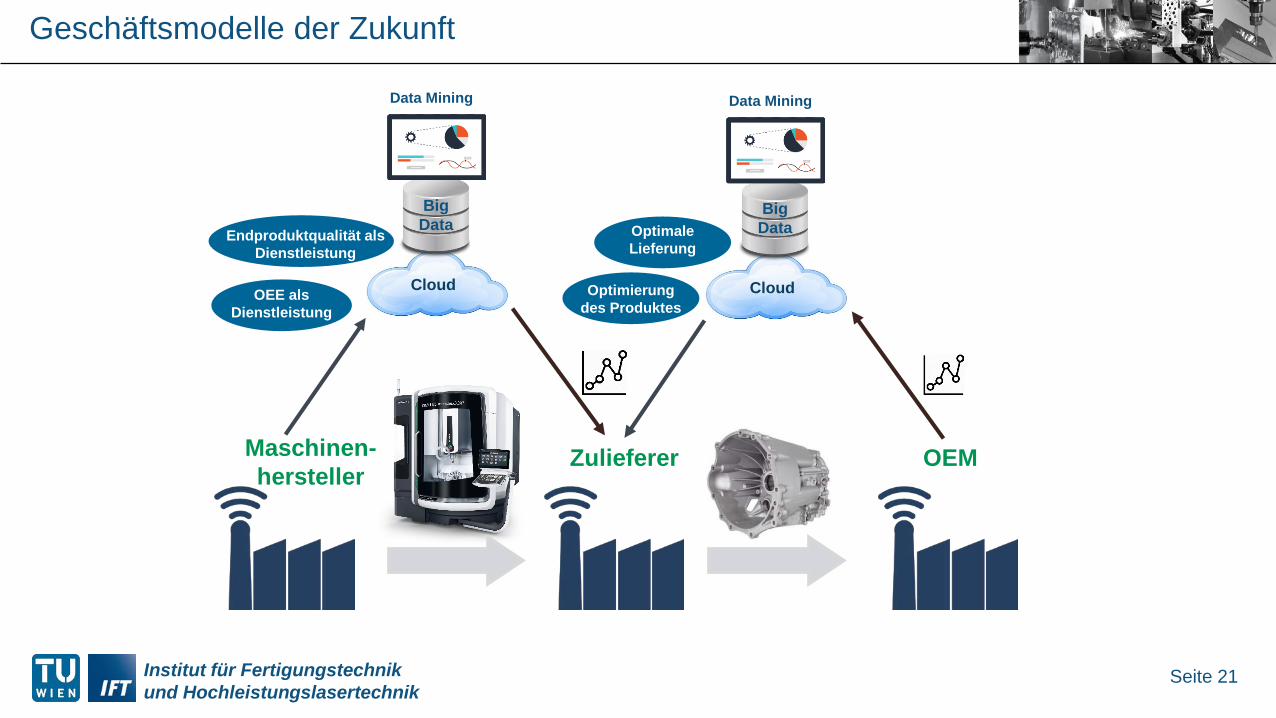
Geschäftsmodelle der Zukunft
Maschinen-hersteller
Zulieferer OEM
Cloud
Big Data
Data Mining
Optimale Lieferung
Optimierung des Produktes
Cloud
Big Data
Data Mining
OEE als Dienstleistung
Endproduktqualität als Dienstleistung
Institut für Fertigungstechnikund Hochleistungslasertechnik
Seite 22
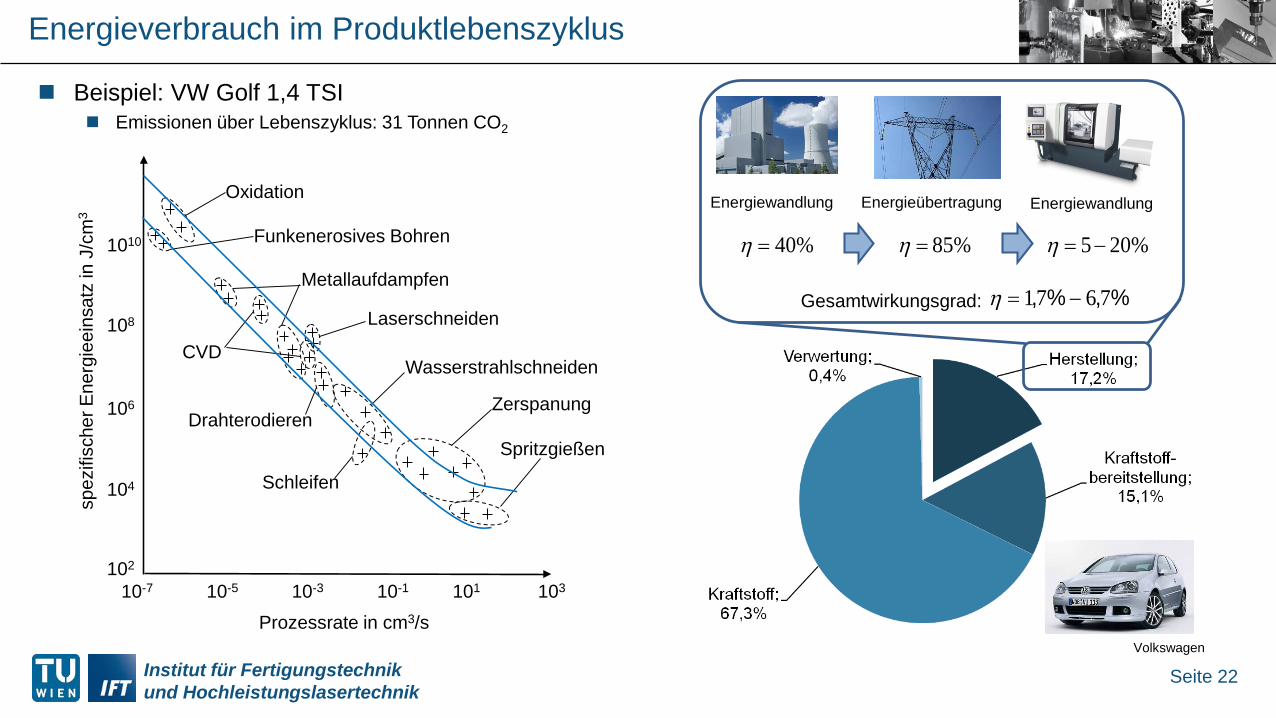
Beispiel: VW Golf 1,4 TSI Emissionen über Lebenszyklus: 31 Tonnen CO2
Energieverbrauch im Produktlebenszyklus
Volkswagen
Energiewandlung Energieübertragung Energiewandlung
%205−=η%40=η %85=η
%,%, 7671 −=ηGesamtwirkungsgrad:
Zerspanung
Wasserstrahlschneiden
Laserschneiden
Oxidation
Funkenerosives Bohren
Schleifen
Metallaufdampfen
CVD
SpritzgießenDrahterodieren
spez
ifisc
her E
nerg
ieei
nsat
z in
J/c
m3
Prozessrate in cm3/s10-7 10-5 10-3 10-1 101 103
102
104
106
108
1010
Institut für Fertigungstechnikund Hochleistungslasertechnik
Seite 23
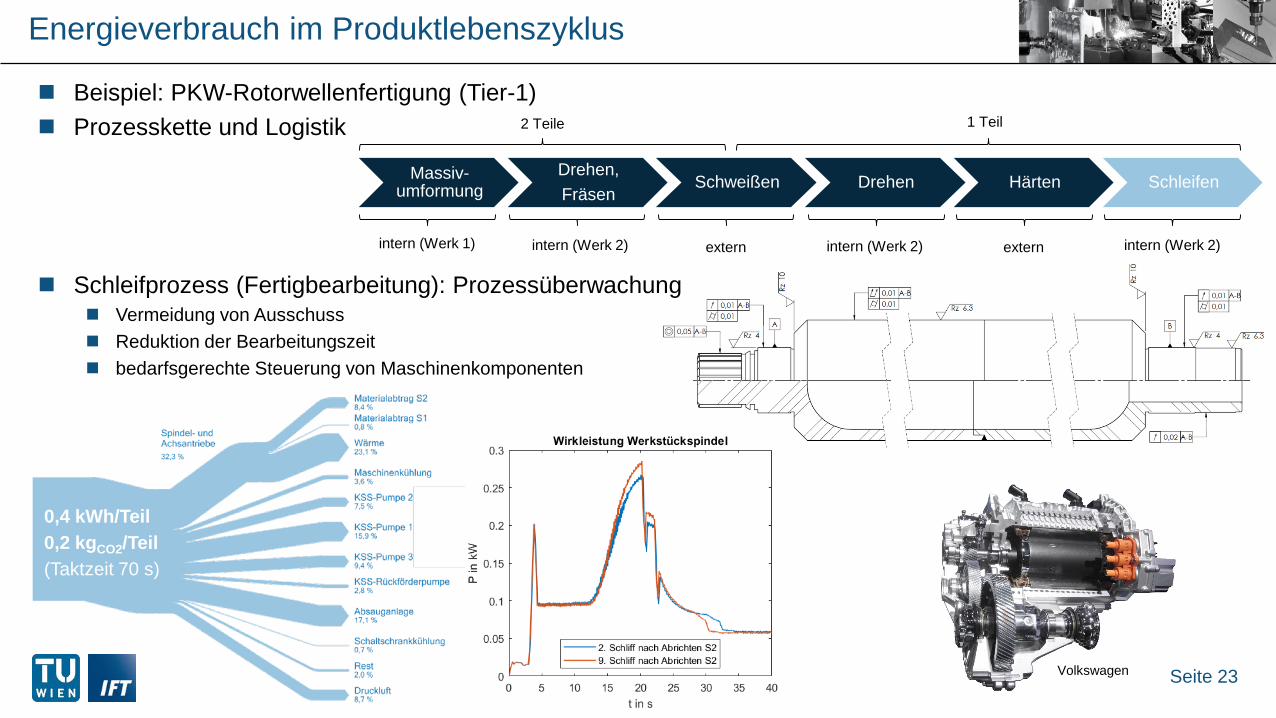
Beispiel: PKW-Rotorwellenfertigung (Tier-1) Prozesskette und Logistik
Schleifprozess (Fertigbearbeitung): Prozessüberwachung Vermeidung von Ausschuss Reduktion der Bearbeitungszeit bedarfsgerechte Steuerung von Maschinenkomponenten
Massiv-umformung
Drehen,Fräsen
Schweißen Drehen Härten Schleifen
intern (Werk 1) extern externintern (Werk 2) intern (Werk 2) intern (Werk 2)
2 Teile 1 Teil
Volkswagen
0,4 kWh/Teil0,2 kgCO2/Teil(Taktzeit 70 s)
Energieverbrauch im Produktlebenszyklus
Institut für Fertigungstechnikund Hochleistungslasertechnik
Seite 24
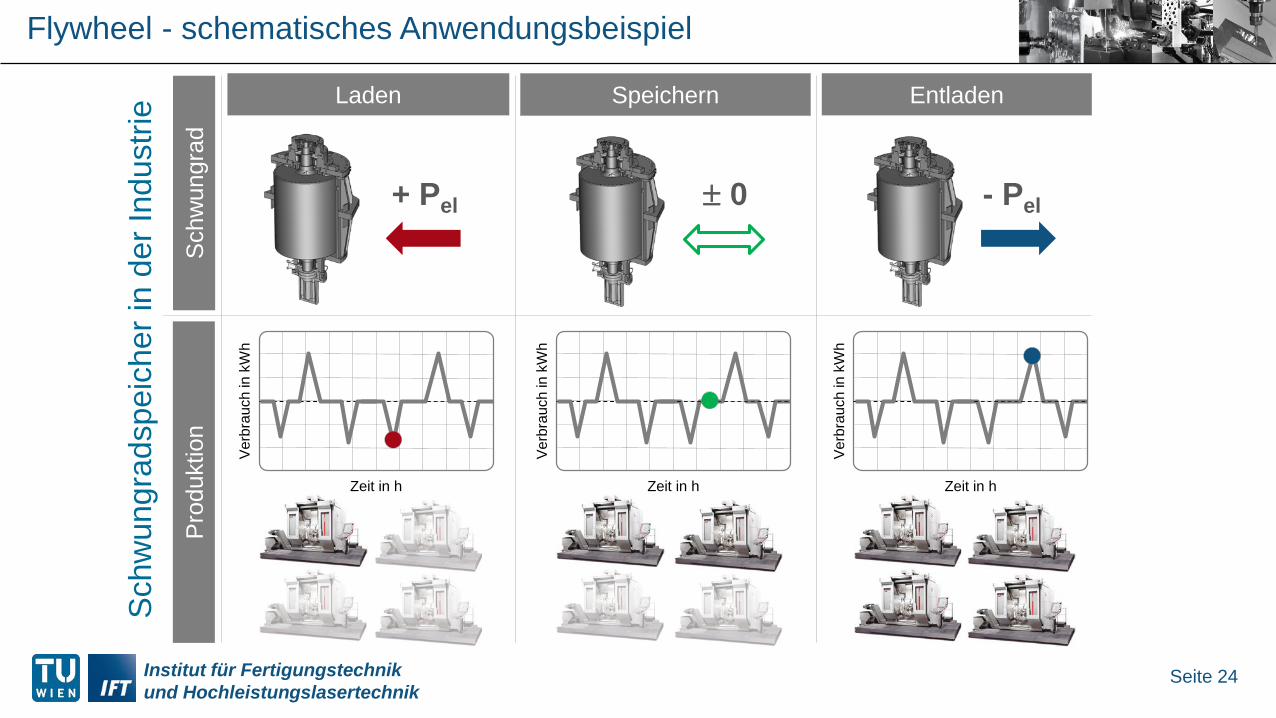
Pro
dukt
ion
Sch
wun
grad
Verb
rauc
h in
kW
h
Zeit in h
Verb
rauc
h in
kW
h
Zeit in h
Verb
rauc
h in
kW
h
Zeit in h
Laden Speichern Entladen
+ Pel - Pel± 0Sc
hwun
grad
spei
cher
in d
er In
dust
rie
Flywheel - schematisches Anwendungsbeispiel
Institut für Fertigungstechnikund Hochleistungslasertechnik
Seite 25
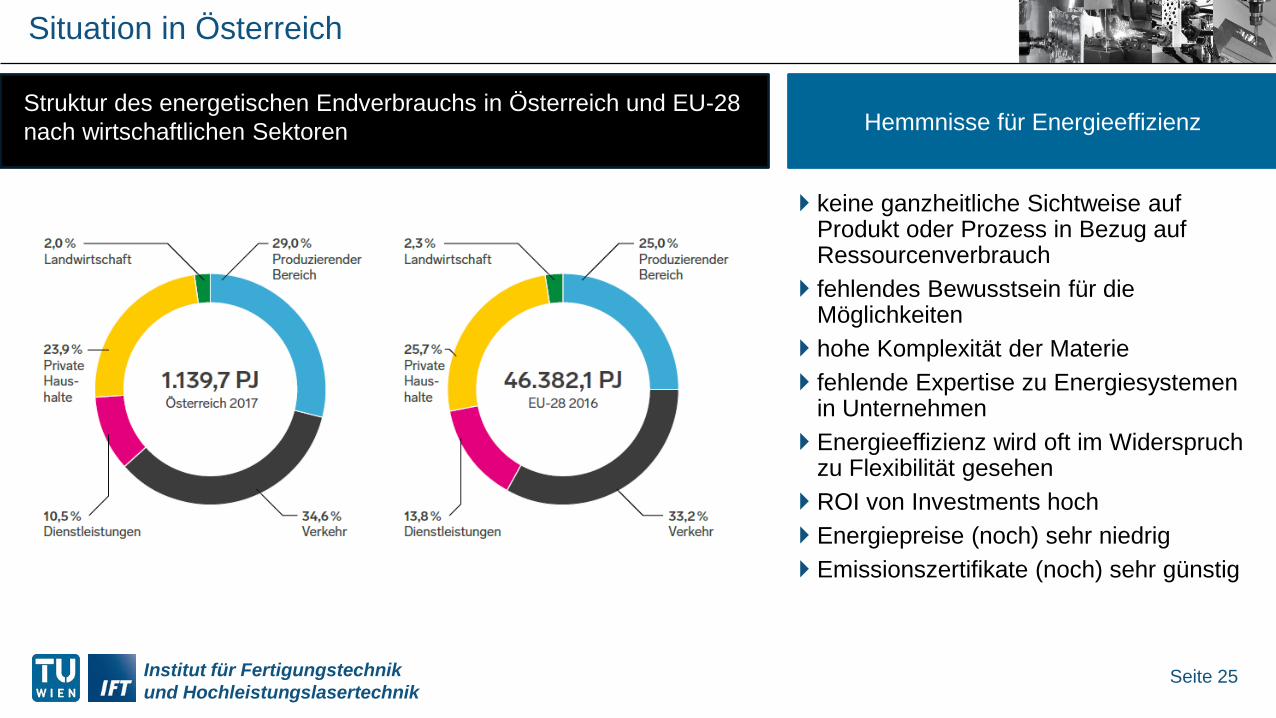
Situation in Österreich
keine ganzheitliche Sichtweise auf Produkt oder Prozess in Bezug auf Ressourcenverbrauch
fehlendes Bewusstsein für die Möglichkeiten
hohe Komplexität der Materie fehlende Expertise zu Energiesystemen
in Unternehmen Energieeffizienz wird oft im Widerspruch
zu Flexibilität gesehen ROI von Investments hoch Energiepreise (noch) sehr niedrig Emissionszertifikate (noch) sehr günstig
Struktur des energetischen Endverbrauchs in Österreich und EU-28nach wirtschaftlichen Sektoren Hemmnisse für Energieeffizienz
IFT Institut für Fertigungstechnikund Hochleistungslasertechnik
Univ.Prof. DI Dr.techn. habil. Friedrich Bleicher
Institut für Fertigungstechnik und Hochleistungslasertechnik
Getreidemarkt 9/BA/8 OG1060 Wien
+43 1 58801 [email protected]
KONTAKT





























