Embed Size (px)
Citation preview
UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE INGENIERÍA, CIENCIAS FÍSICAS Y MATEMÁTICA
CARRERA DE INGENIERÍA CIVIL
“DISEÑO DE BLOQUES DE ALIVIANAMIENTO CON VIDRIO TRITURADO,
RECICLADO.”
TRABAJO DE GRADUACIÓN PREVIO A LA OBTENCIÓN DEL TITULO DE
INGENIERO CIVIL
AUTORES:
RUBIO INGUILÁN MAYRA CRISTINA
TOSCANO BARROS LEANDRO SANTIAGO
TUTOR:
ING. JUAN CARLOS MOYA HEREDIA MSC.
QUITO, 20 JULIO
2017
ii
iii
CERTIFICACIÓN DEL TUTOR
iv
INFORME DE APROBACIÓN Y CULMINACIÓN DE TRABAJO
v
vi
DESIGNACIÓN DE LECTORES
vii
APROBACIÓN DEL INFORME DE LECTORES
viii
ix
DEDICATORIA
A mi madre Luz Angélica.
Por su apoyo incondicional, por su esfuerzo ya que hizo el trabajo de padre y madre a la vez
durante toda mi vida, por sus consejos, los valores que ha infundido en mi, pero mas que nada por
su amor.
A mis familiares.
A mi hermana Lina por su apoyo de siempre y la motivación que me ha brindado
constantemente, a mis hermanos Edison, Leonardo y Lino que directa o indirectamente me han
apoyado, a mis sobrinos porque son una motivación mas para culminar esta meta, a mi compañero
sentimental y de vida Santiago por su apoyo incondicional en la elaboración de esta tesis.
A mi hijo André.
Por ser el motivo mas grande que Dios me ha regalado para superar cualquier obstáculo y
enfrentarme a cualquier reto que en la vida me sea presentado.
Mayra Cristina Rubio Inguilán
x
DEDICATORIA
A Jehová Dios, por haberme enseñado normas y valores el cual me han servido en la vida, la guía que me ha brindado, bendiciones que me ha otorgado como es ente ocasión el cumplir una meta trazada.
A mi Madre Inesita, por haberme aconsejado, apoyado con sus palabras de ánimo en aquellas ocasiones de pena y felicidad, por haberme enseñado desde pequeño a sobrevivir en este sistema, a ti mi madre querida GRACIAS por estar siempre en mi vida, esto es gracias a tu esfuerzo.
A mi Padre Manolo, por haberme dado una herramienta de trabajo, por haberme llevado desde pequeño junto a un lápiz, tablero, cinta métrica, fuiste tu padre quien me ayudo a saber que esta profesión nos ayudaría en este ciclo de vida, igualmente por tus charlas, consejos de vida y profesión, eres mi modelo a seguir te quiero full.
A mis hermanos Katty, Sebas, ustedes por haber compartido esta lucha estudiantil, por el apoyo que me han brindado en aula o fuera de ellas, por haberme ayudado hacer las láminas de tinta o por compartir el intelecto, los quiero mucho mis hermanos queridos.
A mi Esposa Adriana, tu mi compañera de la vida, aula, y ahora de profesión gracias por aquellos momentos de estudio, por el ánimo y apoyo que me brindas día a día, por ser tu mi complemento a pesar de las adversidades, por la lucha constante que tenemos ahora juntos en uno de nuestros sueños realizados.
A mi Hijo Martín, por ser mi más grande bendición por tus alegrías, tus ocurrencias, tus disgustos, tu mi pequeño, tu amor me ayudado a terminar un sueño más en mi vida, te amo hijo.
A mi Tía Carmita, por sus consejos, experiencia de vida compartida me permitieron llegar a esta meta, pues supo alentarme y ayudarme, la quiero bastante.
A mis amigos, que por sus locuras y apoyo me ayudaron a culminar esta carrera, pues sabemos que es un gran esfuerzo y muy gratificante logro, a ellos salud.
Santiago Toscano
xi
AGRADECIMIENTO
A Dios
Primeramente a él por bendecirme y guiarme a lo largo de mi carrera y porque me ha dado la
oportunidad de alcanzar mis sueños, y junto a mi familia se ha convertido en la base principal para
seguir avanzando y superando cada etapa de mi vida.
A mi familia
A mi madre Angélica por su esfuerzo, sacrificio y paciencia en cada una de las etapas vividas
hasta ahora, a mi hermana Lina por su ayuda incondicional, a mis hermanos por su apoyo, a mi
compañero sentimental y de vida Santiago, por su ayuda en el desarrollo de este trabajo y a mi hijo
André, por ser la motivación mas grande de mi vida para cumplir con cada uno de los objetivos
planteados y que plantearé en mi vida.
A la Universidad Central del Ecuador
Por haber permitido que me formara profesionalmente en ella, así como también a los diferentes
docentes que brindaron sus conocimientos para poder alcanzar esta meta.
A Ing. Juan Carlos Moya
Por habernos brindado la oportunidad de recurrir a su capacidad y conocimiento científico, así
como también por habernos tenido paciencia y ser nuestra guia en el desarrollo de la tesis.
Gracias a todos……
Mayra Cristina Rubio Inguilán
xii
AGRADECIMIENTO
A la UNIVERSIDAD CENTRAL DEL ECUADOR, en especial a la FACULTAD DE INGENIERIA CIENCIAS
FISICAS Y MATEMÁTICA, la cual me acogió y en sus aulas me brindó el aprendizaje necesario de
mi profesión.
A Ing. Juan Carlos Moya, quien brindo su tiempo y sapiencia para elaboración y culminación de
nuestro proyecto de Investigación.
A mis Maestros, quienes supieron compartir experiencia, así como cumuló de información apta
y necesaria para desempeñarnos como excelentes profesionales, brindando un servicio
adecuado y de calidad a la sociedad.
A lectores Ing. Carlos Lasso e Ing. Alex Rivera; por su predisposición para ayudar y proponer
observaciones que ayudan a mejorar esta investigación.
Gracias…
Santiago Toscano
xiii
CONTENIDO
DERECHOS DE AUTOR……………………..…...…………………………………... ii
CERTIFICACIÓN DEL TUTOR...…………………………………………………….. iii
INFORME DE APROBACIÓN Y CULMINACION DE TRABAJO…..……………... iv
DESIGNACIÓN DE LECTORES………………………………………………………
APROBACIÓN INFORME DE LECTORES.………………………………………….
vi
vii
DEDICATORIA………………………………………………………………………... ix
CONTENIDO…………………………………………………………………………... xiii
RESUMEN……………………………………………………………………………... xx
ABSTRACT……………………………………………………………………………. xxi
CAPÍTULO I .............................................................................................................................. 1
1.1 Introducción ........................................................................................................................ 1
1.2 Justificación......................................................................................................................... 2
1.3 Objetivos ............................................................................................................................. 3
1.3.1 Objetivo general ............................................................................................................... 3
1.3.2 Objetivos específicos ........................................................................................................ 3
1.4 Hipótesis .............................................................................................................................. 3
CAPITULO II ............................................................................................................................ 4
2 Marco Teórico ..................................................................................................................... 4
2.1 Bloque hueco de hormigón ............................................................................................... 4
2.2 Materiales ......................................................................................................................... 5
2.2.1 Cemento. ........................................................................................................................... 6
2.2.2 Agregados. ........................................................................................................................ 7
2.2.3 Agua .................................................................................................................................. 9
2.3 Dimensiones de los bloques ................................................................................................ 9
2.4 Resistencia a la compresión .............................................................................................. 10
2.5 Proceso de fabricación de bloques huecos de hormigón ................................................... 12
2.5.1 Dosificación .................................................................................................................... 12
2.5.2 Elaboración de la mezcla ............................................................................................... 13
2.5.3 Moldeado de los bloques. ............................................................................................... 16
xiv
2.5.4 Fraguado de los bloques. ............................................................................................... 18
2.5.5 Curado de los bloques. ................................................................................................... 18
2.5.6 Almacenamiento de los bloques...................................................................................... 19
2.6 El vidrio ............................................................................................................................. 19
2.6.1.1 Vidrio sodocálcico .................................................................................................. 20
2.6.1.2 Vidrio al plomo ....................................................................................................... 20
2.6.1.3 Vidrio de borosilicato ............................................................................................. 20
2.6.2 Fabricación del vidrio .................................................................................................... 20
2.6.3 Usos del vidrio ................................................................................................................ 21
2.6.4 Reciclaje y reutilización del vidrio ................................................................................. 22
2.6.5 Ventajas del reciclaje del vidrio ..................................................................................... 22
2.7 Construcción sostenible .................................................................................................... 23
2.8 Marco legal........................................................................................................................ 23
CAPITULO III ......................................................................................................................... 25
3 Elaboración y Ensayos de Bloques de Alivianamiento con Vidrio Triturado .................. 25
3.1 Metodología .................................................................................................................... 25
3.2 Diseño de la Investigación.- ........................................................................................... 26
3.2.1 Tipo de Investigación ...................................................................................................... 27
3.2.2 Proceso metodológico experimental de la investigación ............................................... 27
3.2.3 Técnicas e instrumentos para la recolección de datos ................................................... 29
3.2.3.1 Observación directa ................................................................................................ 29
3.2.3.2 Instrumentación de recolección de datos ............................................................... 29
3.3 Enfoque y técnicas de la investigación ........................................................................... 29
3.4 Procedimiento para la trituración del vidrio ................................................................. 31
3.5 Proceso de fabricación de los bloques de alivianamiento con vidrio triturado............. 33
3.6 Prueba de Resistencia de Bloques Tradicionales vs Bloques con vidrio triturado
(10%,15%,20%,30%) ............................................................................................................... 35
3.6.1 Ensayo a la compresión ................................................................................................. 35
3.6.2 Interpretación de resultados .......................................................................................... 36
xv
3.6.3 Anexos (colocación de las capas de mortero de cemento - arena sobre los bloques). .. 36
3.9 Resultados de los ensayos ............................................................................................... 37
3.12 Diagramas ......................................................................................................................... 47
3.12.1 Resumen de la resistencia a la compresión en bloques de 10cm ........................... 47
3.12.1.1 Comparación de gráficos del resumen de la resistencia a la compresión en bloques
de 10cm 50
3.12.1.2 Comparación de gráficos del resumen de la resistencia a la compresión en bloques
de 10cm. 51
3.12.1.3 Comparación de gráficos óptimos de la resistencia a la compresión en bloques de
10cm. 52
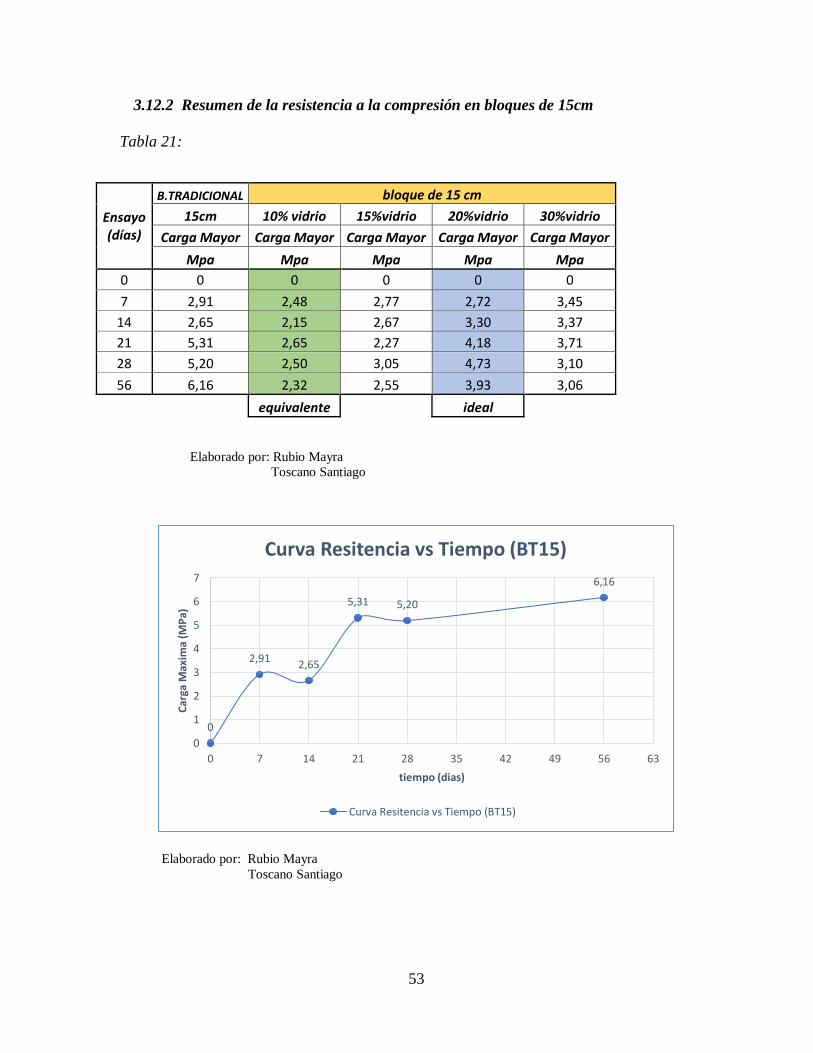
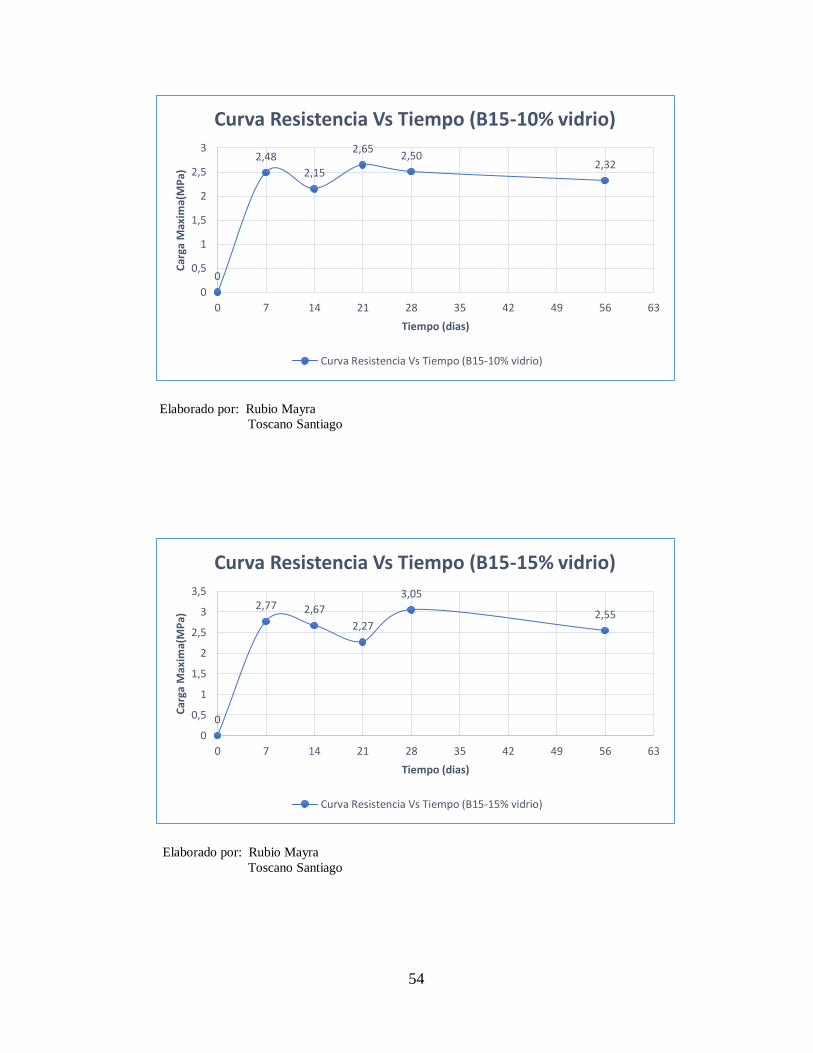
3.12.2 Resumen de la resistencia a la compresión en bloques de 15cm ........................... 53
3.12.2.1 Comparación de gráficos del resumen de la resistencia a la compresión en bloques
de 15cm. 56
3.12.2.2 Comparación de gráficos del resumen de la resistencia a la compresión en bloques
de 15cm. 57
3.12.2.3 Comparación de gráficos óptimos de resistencia a la compresión en bloques de
15cm. 58
3.9 Prueba de Impacto ............................................................................................................. 59
CAPITULO IV ......................................................................................................................... 61
4 Análisis e Interpretación de Resultados ............................................................................ 61
4.1 Resumen de datos obtenidos: ............................................................................................. 61
4.1.1 Bloques de 10 cm ........................................................................................................... 61
4.1.1.1 Gráficos comparativos en bloques de 10cm .............................................................. 62
4.1.2 Bloques de 15 cm ........................................................................................................... 64
4.2 Análisis comparativo de bloques de poliestireno triturado vs bloques con vidrio
triturado: 67
4.2.1.1 Gráfico comparativo de Pesos entre bloques con vidrio triturado vs bloques con
poliestireno triturado. .............................................................................................................. 69
4.2.1.2 Gráfico comparativo de Pesos entre bloques con vidrio triturado y bloques con
poliestireno triturado. .............................................................................................................. 70
xvi
4.2.1.3 Gráfico comparativo de Resistencias entre bloques con vidrio triturado y bloques
con poliestireno triturado. ....................................................................................................... 71
4.2.1.4 Gráfico comparativo de Resistencias entre bloques con vidrio triturado y bloques con
poliestireno triturado. .............................................................................................................. 72
4.3 Análisis de resultados ........................................................................................................ 73
4.3.3 Resultados de la Comparación realizada entre los bloques de poliestireno triturado y
bloques con vidrio triturado. .................................................................................................... 74
4.4 ANÁLISIS ECONÓMICO .................................................................................................. 74
COMPARACIÓN DE PRECIOS ENTRE BLOQUES TRADICIONALES vs BLOQUES CON
VIDRIO TRITURADO. ............................................................................................................. 74
4.5 CONCLUSIONES Y RECOMENDACIONES ................................................................ 79
4.5.1 CONCLUSIONES ........................................................................................................... 79
4.5.2 RECOMENDACIONES .................................................................................................. 81
5.- BIBLIOGRAFIA ............................................................................................................... 82
6. ANEXOS ............................................................................................................................. 84
LISTA DE FIGURAS
Figura 1. Clasificación de los residuos sólidos ....................................................................... 09
Figura 2. Diagrama de flujo del procesamiento del vidrio reciclado………….………...........36
LISTA DE TABLASaqºw667y777
Tabla 1: Clasificación de bloques, de acuerdo a sus usos .......................................................... 3
Tabla 2: Dimensiones de los bloques ....................................................................................... 17
Tabla 3: Resistencia a la compresión, en bloques no soportantes ............................................ 18
Tabla 4: Resistencia a la compresión, en bloques soportantes ................................................. 19
Tabla 5: Resistencia mínima a la compresión según su uso .................................................... 19
Tabla 6: Dosificación para bloques de 15cm ........................................................................... 22
Tabla 7: Dosificación para bloques de 10cm ........................................................................... 22
xvii
Tabla 8: Dosificación para bloques de 15cm, con adición de vidrio ....................................... 33
Tabla 9: Dosificación para bloques de 10cm, con adición de vidrio ....................................... 34
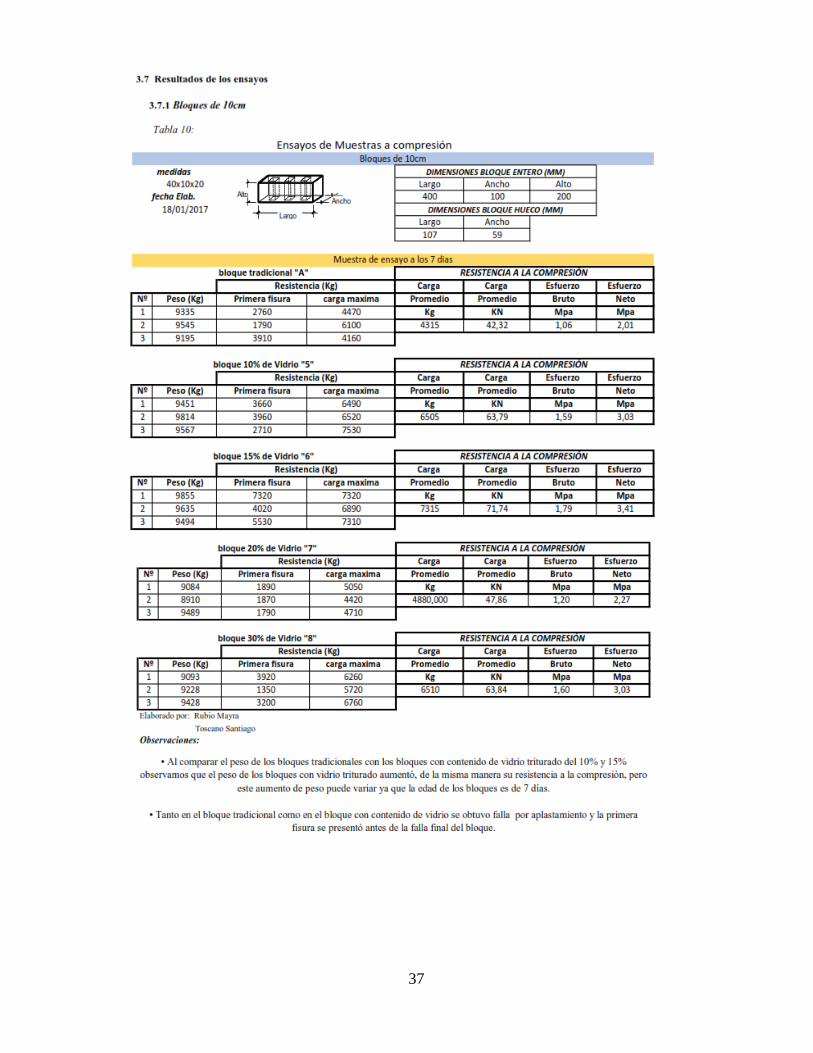
Tabla 10: Resultado de los ensayos a los 7 días (bloques de 10cm). ....................................... 52
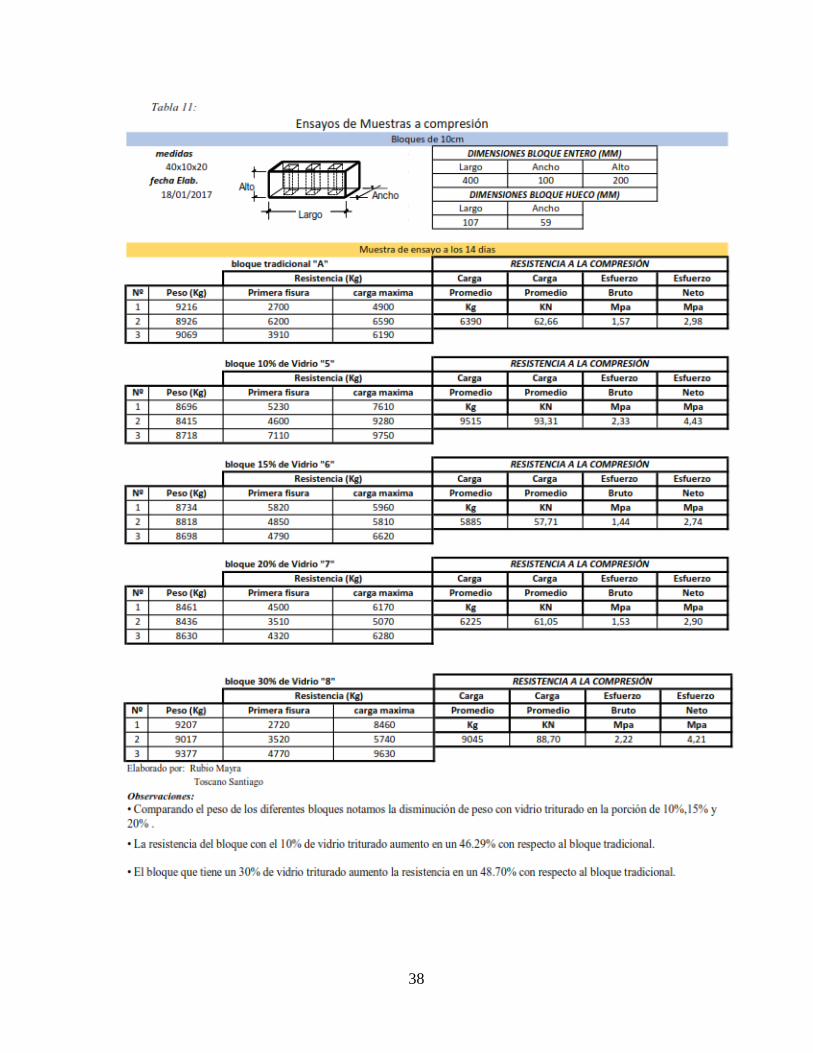
Tabla 11: Resultado de los ensayos a los 14 días (bloques de 10cm). ..................................... 53
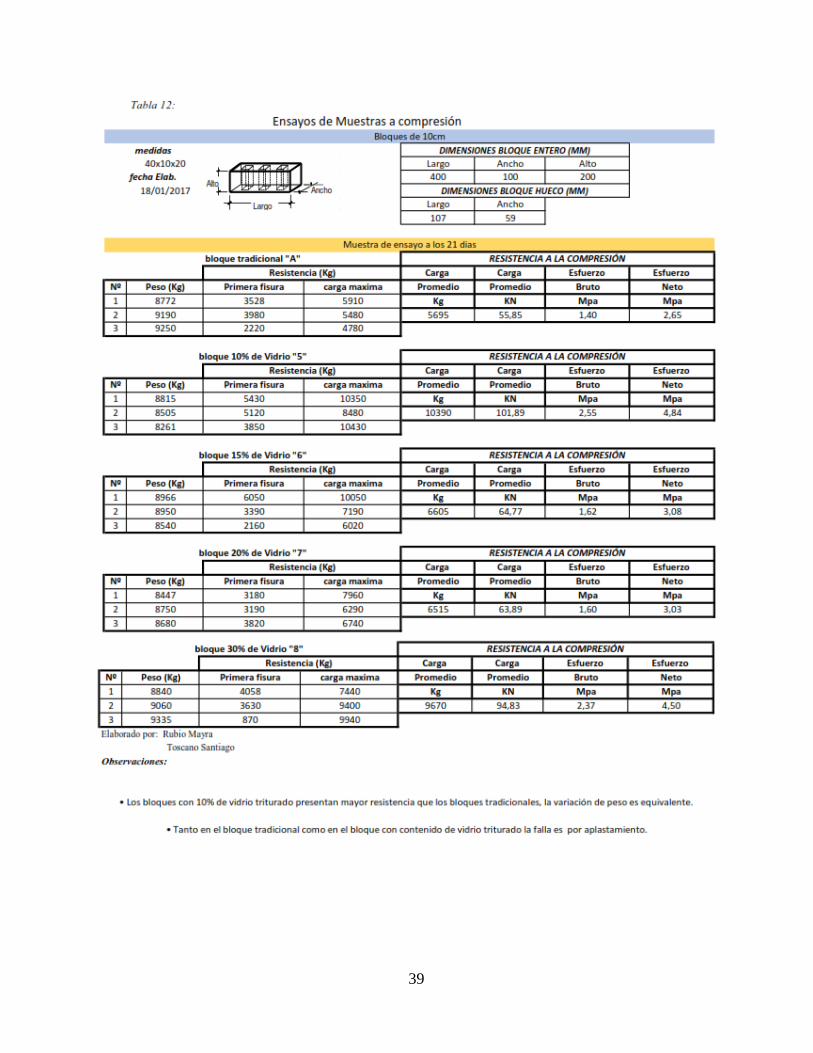
Tabla 12: Resultado de los ensayos a los 21 días (bloques de 10cm). ..................................... 54
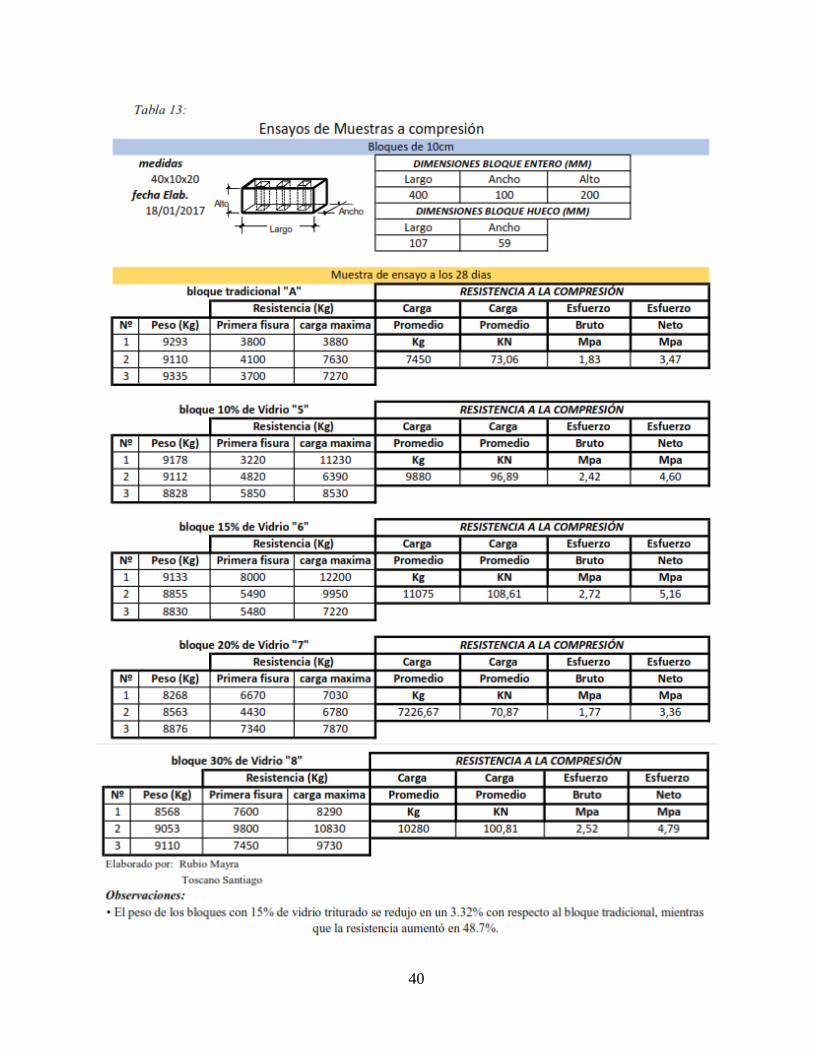
Tabla 13: Resultado de los ensayos a los 28 días (bloques de 10cm). ..................................... 55
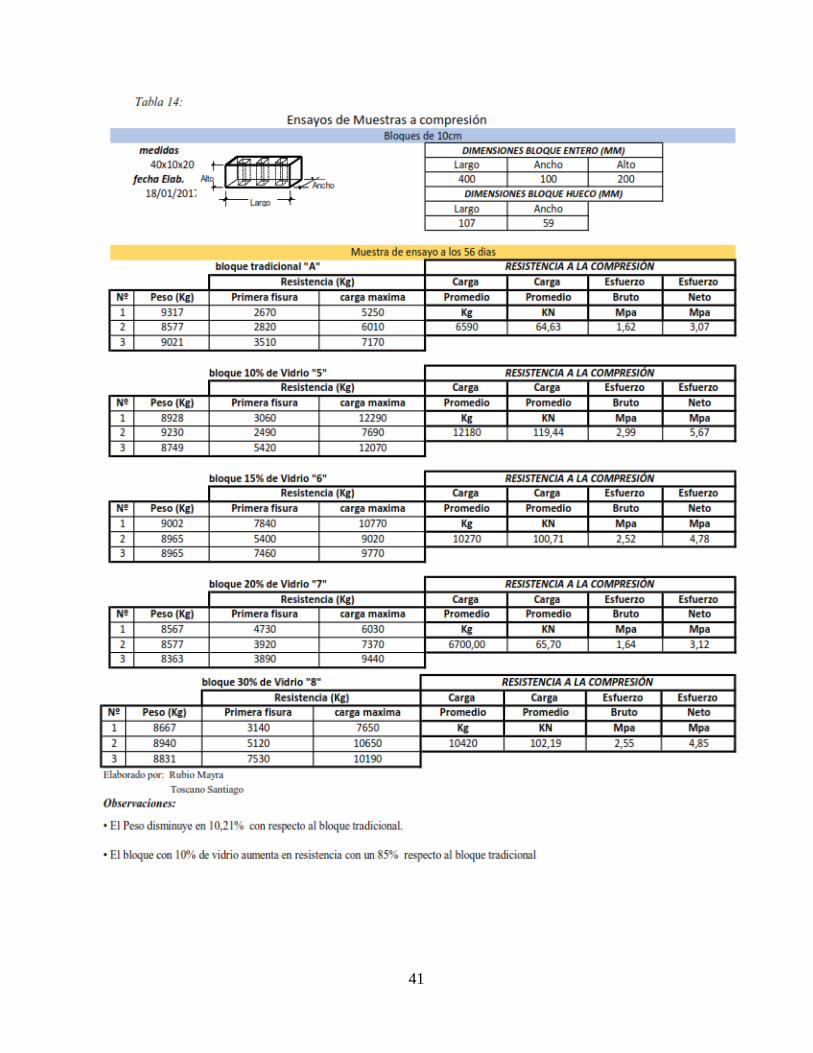
Tabla 14: Resultado de los ensayos a los 56 días (bloques de 10cm). ..................................... 56
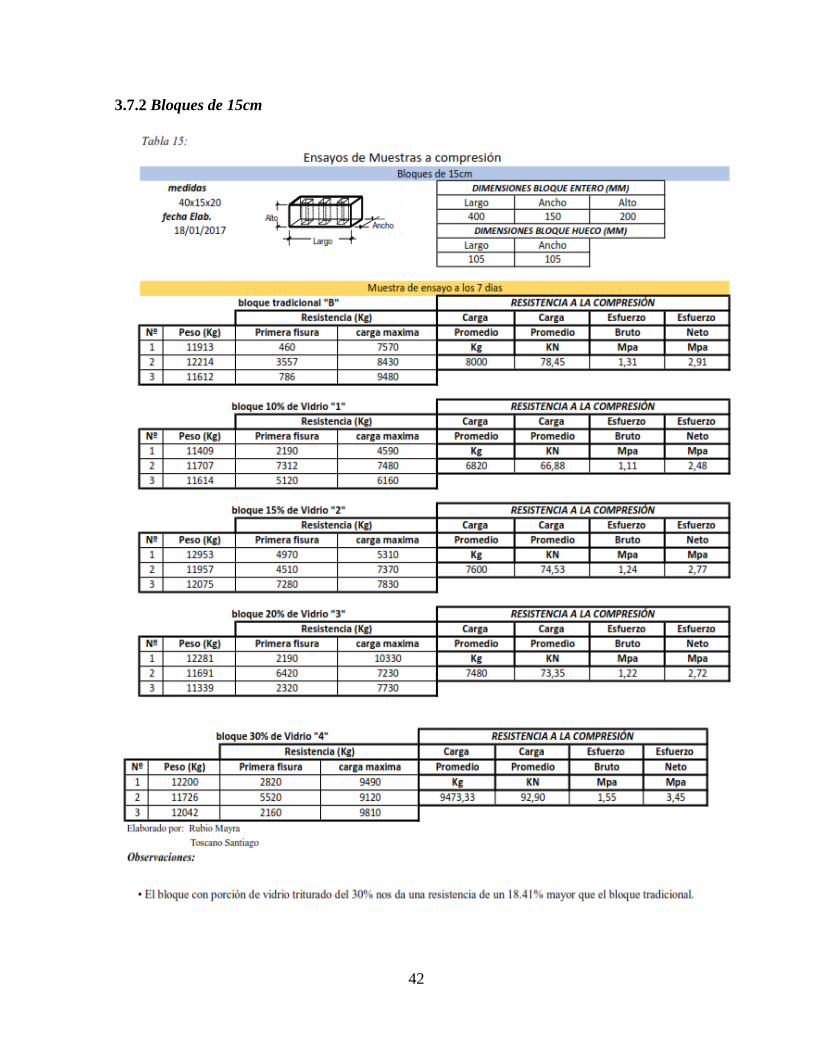
Tabla 15: Resultado de los ensayos a los 7días (bloques de 15cm). ....................................... 57
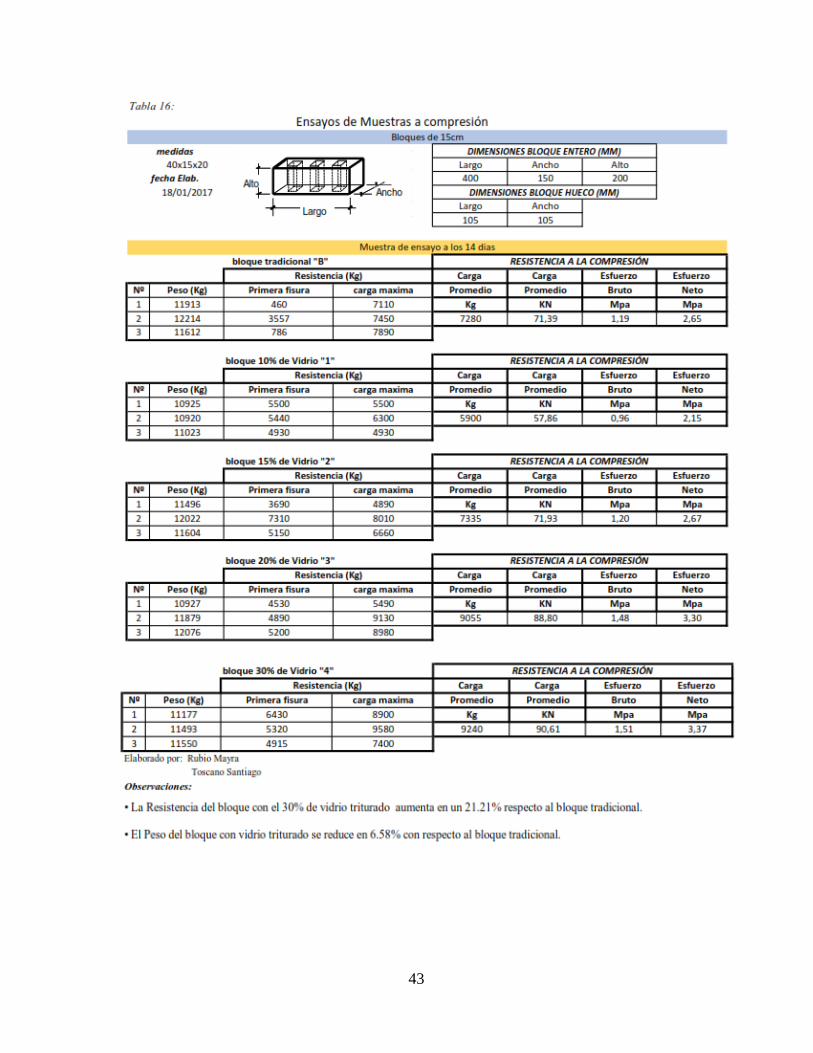
Tabla 16: Resultado de los ensayos a los 14 días (bloques de 15cm). ..................................... 58
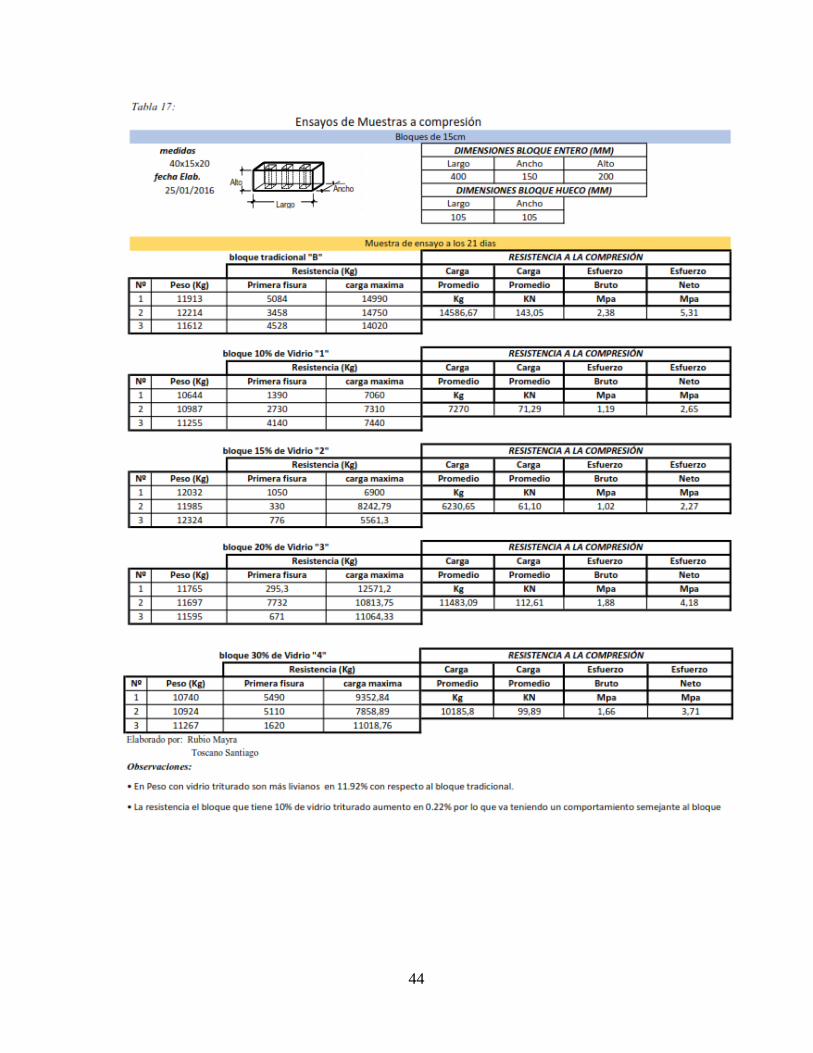
Tabla 17: Resultado de los ensayos a los 21días (bloques de 15cm). ...................................... 59
Tabla 18: Resultado de los ensayos a los 28 días (bloques de 15cm). ..................................... 60
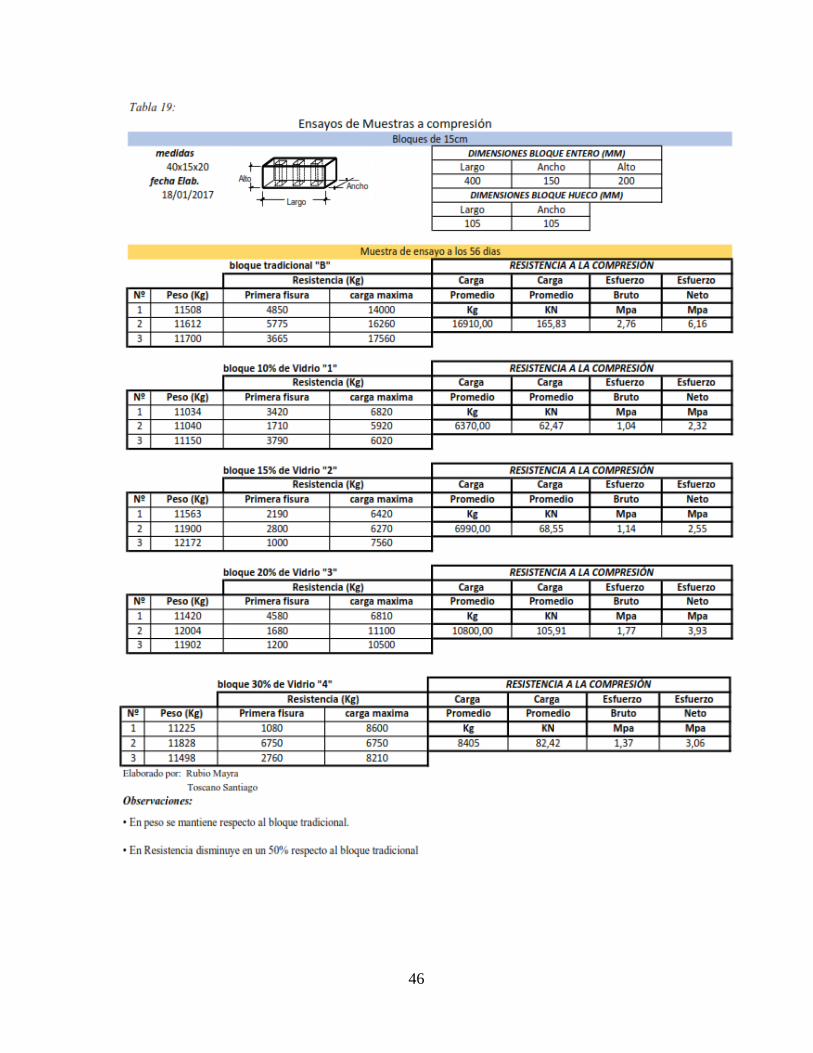
Tabla 19: Resultado de los ensayos a los 56 días (bloques de 15cm). ..................................... 61
Tabla 20: Resumen de la resistencias a la compresión en bloques de 10cm ........................... 62
Tabla 21: Resumen de la resistencia a la compresión en bloques de 15cm ............................. 68
Tabla 22: Resumen de datos de bloques de 10cm .................................................................... 76
Tabla 23: Resumen de datos de bloques de 15cm .................................................................... 79
Tabla 24: Bloques tradicionales vs bloques con poliestireno triturado .................................... 82
Tabla 25: Resultados obtenidos en ensayos de bloques huecos de hormigón con vidrio
triturado. ................................................................................................................................... 83
Tabla 26: Análisis de Precios Unitarios de bloques de 10cm………………………………...90
Tabla 27: Análisis de Precios Unitarios de bloques de 15cm………………………………...92
LISTA DE DIAGRAMAS
Diagrama No. 1: Curva resistencia vs tiempo de bloques de 10cm ......................................... 62
Diagrama No. 2: Curva resistencia vs tiempo de bloques de 10cm con 10% de vidrio .......... 63
Diagrama No. 3: Curva resistencia vs tiempo de bloques de 10cm con 15% de vidrio .......... 63
Diagrama No. 4: Curva resistencia vs tiempo de bloques de 10cm con 20% de vidrio .......... 64
Diagrama No. 5: Curva resistencia vs tiempo de bloques de 10cm con 30% de vidrio .......... 64
Diagrama No. 6: Comparación entre curvas BT 10cm vs B10-20% ....................................... 65
Diagrama No. 7: Comparación entre curvas BT 10cm vs B10-30% ....................................... 66
Diagrama No.8: Comparación entre curvas BT 10cm, B10-20% y B10-30% ........................ 67
xviii
Diagrama No.9: Curva resistencia vs tiempo (bloque tradicional de 15cm) ........................... 68
Diagrama No.10: Curva resistencia vs tiempo (bloque de 15cm con 10% de vidrio) ............. 69
Diagrama No.11: Curva resistencia vs tiempo (bloque de 15cm con 15% de vidrio) ............. 69
Diagrama No.12: Curva resistencia vs tiempo (bloque de 15cm con 20% de vidrio) ............. 70
Diagrama No.13: Curva resistencia vs tiempo (bloque de 15cm con 30% de vidrio)………..70
Diagrama No.14: Comparación entre curvas BT 15cm y B15-10% ........................................ 71
Diagrama No.15: Comparación entre curvas BT 15cm y B15-20% ........................................ 72
Diagrama No.16: Comparación entre curvas BT 15cm, B15-10% y B15-20% ...................... 73
Diagrama No.17: Comparación de resistencias en porcentaje (bloques de 10cm) .................. 77
Diagrama No.18: Comparación de resistencias en MPa (bloques de 10cm) ........................... 77
Diagrama No.19: Comparación de pesos (bloques de 10cm) .................................................. 78
Diagrama No.20: Comparación de resistencias en porcentaje (bloques de 15cm) .................. 80
Diagrama No.21: Comparación de resistencias en MPa (bloques de 15cm) ........................... 80
Diagrama No.22: Comparación de pesos (bloques de 15cm) .................................................. 81
Diagrama No.23: Comparación de pesos de bloques de 15cm con poliestireno triturado vs
vidrio triturado ......................................................................................................................... 84
Diagrama No.24: Comparación de resistencias de bloques de 15cm con poliestireno triturado
vs vidrio triturado ..................................................................................................................... 86
Diagrama No.25: Comparación de precios bloque tradicional vs vidrio triturado (B-10cm) .. 91
Diagrama No.26: Comparación de precios bloque tradicional vs vidrio triturado (B-15cm) .. 93
LISTA DE FOTOGRAFÍAS
Fotografía 1. Mezcla de la dosificación ................................................................................... 13
Fotografía 2. Colocación de los agregados en el tambor ......................................................... 15
Fotografía 3. Colocación de cemento y mesclado en el tambor............................................... 15
Fotografía 4. Colocación de agua a la mezcla .......................................................................... 15
Fotografía 5. Apertura de la compuerta del tambor ................................................................. 16
Fotografía 6. Colocación manual de la mezcla en la bloquera................................................. 17
Fotografía 7. Vibración y compactación de la mezcla ............................................................. 17
Fotografía 8. Obtención de las muestras de bloques tradicionales .......................................... 17
xix
Fotografía 9. Lugar de fraguado de las muestras de bloques de hormigón .............................. 18
Fotografía 10. Vidrio reciclado ................................................................................................ 29
Fotografía 11. Vidrio reciclado ................................................................................................ 30
Fotografía 12. Vidrio reciclado ................................................................................................ 31
Fotografía 13. Lavado de las botellas ...................................................................................... 31
Fotografía 14. Trituración ........................................................................................................ 32
Fotografía 15 y 16. Triturado del vidrio ................................................................................... 32
Fotografía 17. Material clasificado de la trituración ................................................................ 33
Fotografía 18 y 19. Pesado del vidrio triturado........................................................................ 33
Fotografía 20. Colocación de agregados y vidrio triturado ..................................................... 34
Fotografía 21. Apertura de la compuerta y caída de la mezcla ............................................... 34
Fotografía 22. Colocación de la mezcla en la bloquera ........................................................... 35
Fotografía 23. Transporte de los bloques al lugar de fraguado ............................................... 35
Fotografía 24. Altura recomendada para el impacto ................................................................ 59
Fotografía 25. Caída del bloque ............................................................................................... 60
Fotografía 26. Falla presentada al impacto .............................................................................. 60
LISTA DE ANEXOS
ANEXO 1: FABRICACIÓN DE BLOQUES CON VIDRIO TRITURADO ........................ 84
ANEXO 2: ENSAYO DE LOS BLOQUES REALIZADO EN EL LABORATORIO ......... 87
ANEXO 3: PRUEBA DE IMPACTO ..................................................................................... 96
xx
RESUMEN
TEMA: “DISEÑO DE BLOQUES DE ALIVIANAMIENTO CON VIDRIO TRITURADO,
RECICLADO.”
Autores: Rubio Inguilán Mayra Cristina
Toscano Barros Leandro Santiago
Tutor: Ing. Juan Carlos Moya Heredia
El cantón Quito recolecta un 10% de vidrio y materiales ferrosos según EMASEO (2013), teniendo
como resultados impactos negativos para el ambiente, debido al tiempo de descomposición y
volumen que ocupa en el botadero este residuo, y desde el punto de vista económico contamos con
pérdidas de tiempo y dinero en su recolección. El objetivo de este proyecto es elaborar bloques de
alivianamiento con vidrio triturado, para usarlo en losas alivianadas de hormigón armado,
aumentando la resistencia del material así como mejorando sus propiedades físico-mecánicas. Los
materiales usados en la fabricación de estos bloques son cemento, agua, agregados pétreos(arena
y cascajo) y vidrio triturado, este último ayuda a disminuir la cantidad de arena y cascajo en
proporciones establecidas en la investigación del 10%,15%,20%,30% de vidrio triturado, estas
proporciones las adoptamos para obtener la dosificación óptima. Se aplicó métodos de
investigación deductivo y experimental, así como técnicas para análisis estadístico debido a que
se sometió a pruebas a 4 dosificaciones diferentes, las mismas que variaban la cantidad de vidrio
triturado, realizándose pruebas físicas y mecánicas para comprobar la mejora en cualquier
característica de los bloques convencionales; es así que la dosificación ideal para bloques de 15
cm con el 20% de vidrio triturado reporto 4,73kg/cm2 en la prueba de resistencia a la
compresión, comprobándose que el uso de vidrio triturado en la fabricación de bloques de
alivianamiento es posible ya que mejora las propiedades físico – mecánicas de los bloques
convencionales, disminuye el impacto negativo al ambiente.
PALABRAS CLAVE: VIDRIO/TRITURADO/ BLOQUES ALIVIANADOS/IMPACTO
AMBIENTAL/PESO/RESISTENCIA/.
xxi
ABSTRACT
TITLE: “DESIGN OF LIGHTEN BLOCKS WITH CRUSHED, RECYCLED GLASS”
Authors: Rubio Inguilán Mayra Cristina
Toscano Barros Leandro Santiago
Tutor: Ing. Juan Carlos Moya Heredia
The Quito county recollects a 10% of glass and ferrous material, according to EMASEO (2013),
having as results negative impacts to the environment, due to the time of decomposition and
volume that this residue occupies in the dump, and from the economic point of view, it provokes
losses of time and money in the compilation. The objective of this project is to elaborate lighten
blocks with crushed glass, to be used in lightened slabs of reinforced concrete, increasing the
material resistance, as well as improving its physical and mechanical properties. The materials
used in the manufacturing of these blocks are cement, water, stone aggregates (sand and gravel)
and crushed glass, the last mentioned, helps to diminish the quantity of sand and gravel in
proportions established in the investigation of 10%,15%,20%,30% of crushed glass, these
proportions were adopted to obtain an optimum dosage. Deductive and experimental methods of
investigation were applied, as well as techniques for the statistics analysis, as it was tested in 4
different dosages, which varied the amount of crushed glass, physical and mechanic tests were
performed to the improvement in any characteristic of the conventional blocks; so, the ideal dosage
for 15cm blocks with 20% of crushed glass reported 4,73kg/cm2 in the endurance compression’s
test, verifying that the use of crushed glass in the manufacture of lighten blocks is possible, as it
improves the physical-mechanic properties in the conventional blocks, diminishing he negative
impact to the environment.
KEY WORDS: GLASS/ CRUSHED/ LIGHTEN BLOCKS / ENVIRONMENTAL IMPACT/
WEIGHT/ RESISTANCE
1
CAPÍTULO I
1.1 Introducción
Los materiales reciclables en la ingeniería se han presentado como una alternativa, no solo para
colaborar con el medio ambiente, sino también para modificar las propiedades de los materiales
de construcción. Actualmente el uso del vidrio en las construcciones civiles se limita a aspectos
netamente estéticos, tales como fachadas, ventanas, claraboyas, cielos rasos, baldosas y en la
fabricación de adoquines.
Teniendo en cuenta la gran cantidad de residuos de envases de vidrio en nuestro medio, se presenta
la posibilidad de darle un nuevo uso a dicho material y es el de reemplazar parte del agregado fino
de los bloques de alivianamiento por partículas de vidrio, con el fin de evaluar algunas propiedades
físico-mecánicas. Otro de los aspectos analizados es la reducción de costos asociados a la
producción de materiales de construcción; la innovación, en cuanto a la reutilización de este
material en la elaboración de bloques de alivianamiento.
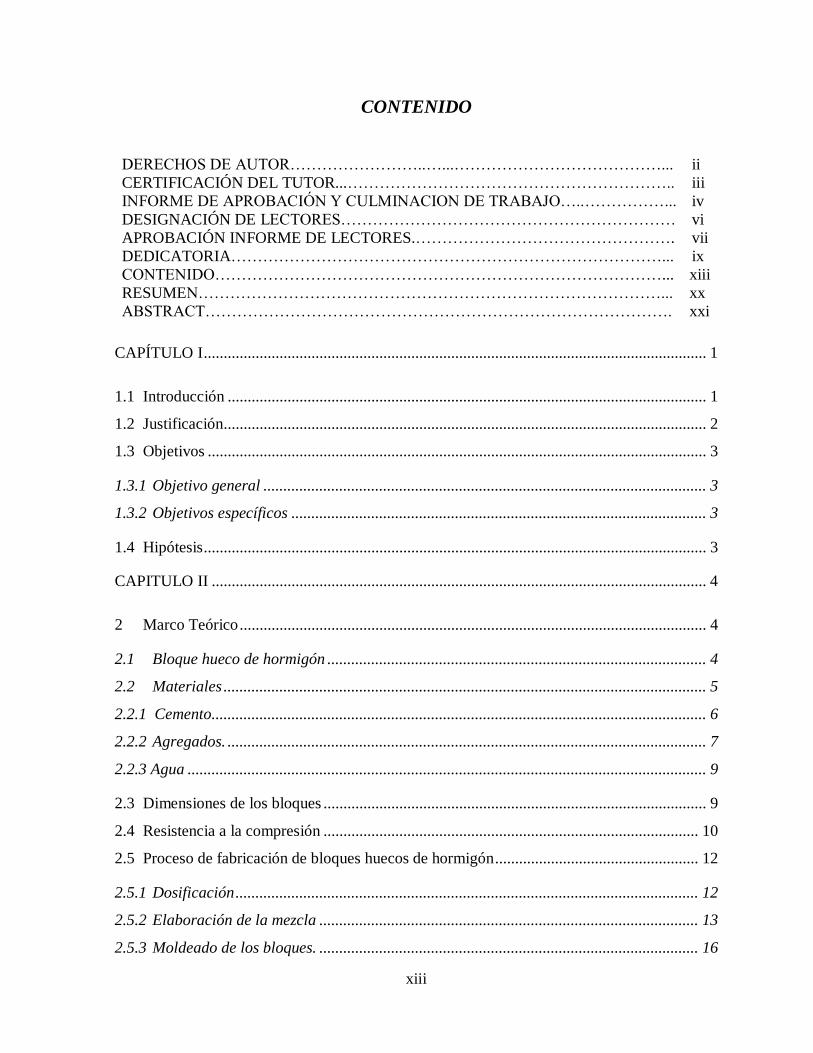
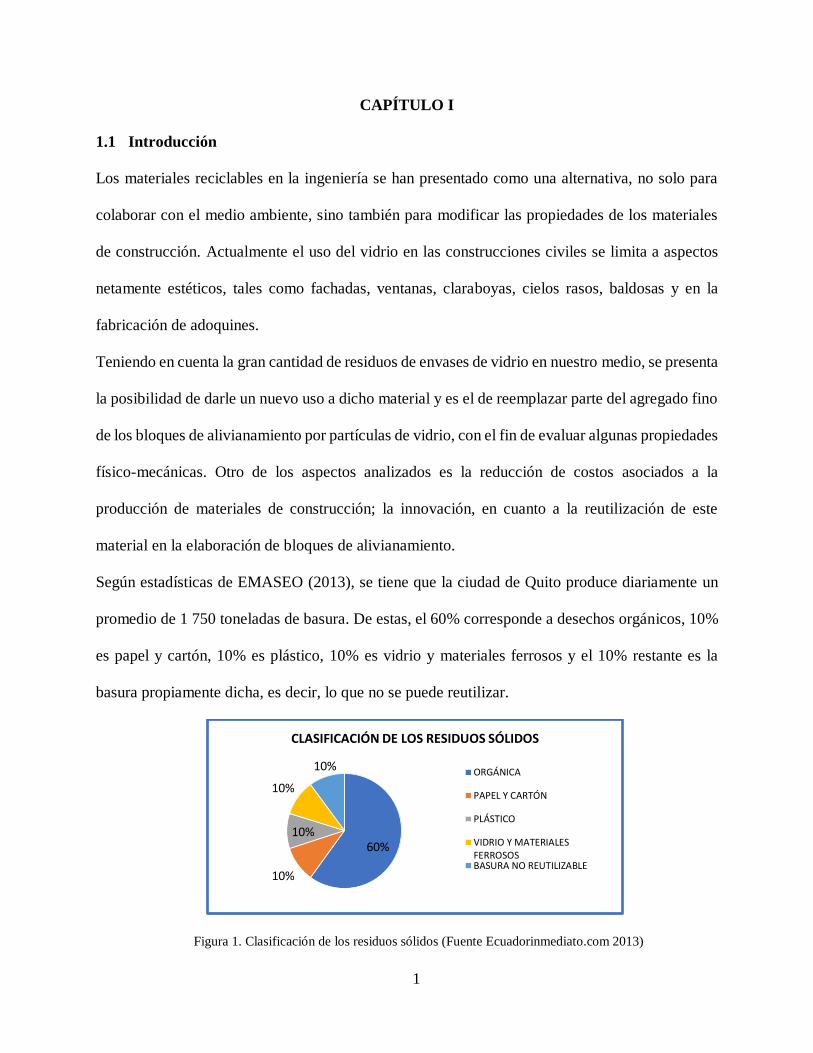
Según estadísticas de EMASEO (2013), se tiene que la ciudad de Quito produce diariamente un
promedio de 1 750 toneladas de basura. De estas, el 60% corresponde a desechos orgánicos, 10%
es papel y cartón, 10% es plástico, 10% es vidrio y materiales ferrosos y el 10% restante es la
basura propiamente dicha, es decir, lo que no se puede reutilizar.
Figura 1. Clasificación de los residuos sólidos (Fuente Ecuadorinmediato.com 2013)
60%
10%
10%
10%
10%
CLASIFICACIÓN DE LOS RESIDUOS SÓLIDOS
ORGÁNICA
PAPEL Y CARTÓN
PLÁSTICO
VIDRIO Y MATERIALESFERROSOSBASURA NO REUTILIZABLE
2
1.2 Justificación
La industria de la construcción en nuestro país cuenta con bloques de alivianamiento, siendo uno
de sus materiales importantes para las consideraciones del diseño y costo de las obras que se
proyectan y ejecutan. Es indiscutible que esta industria requiere bloques de alivianamiento de
calidad para la ejecución de sus obras, lo cual hace inevitable la necesidad de agregados de calidad,
que cumplan las especificaciones señaladas en normas técnicas nacionales e internacionales.
El estudio de bloques de alivianamiento con vidrio triturado se lo realiza debido a una constante
búsqueda por mejorar las alternativas para dar solución a los distintos requerimientos del mercado.
Se desea que las estructuras sean lo más resistentes posible, que aseguren una determinada vida
útil, y un óptimo desempeño de los materiales empleados, pero sin perder de vista la rentabilidad
del proyecto.
En la actualidad la demanda de viviendas con arquitectura exclusiva y de mayor conformidad
aumenta, por lo cual se pretende introducir al mercado, materiales de construcción que cumplan
con los requerimientos de la normativa vigente y que sus características los hagan interesantes para
su posible aplicación.
Una vez obtenida una dosificación adecuada para la elaboración de bloques con vidrio triturado,
con elementos tradicionales como cemento, arena y agua, se conseguirá una reducción en el costo
de producción de dicho material de construcción al reducirse la cantidad del agregado que se usa
en la elaboración del bloque tradicional al ser reemplazado por un material reciclado.
3
1.3 Objetivos
1.3.1 Objetivo general
Elaborar bloques de alivianamiento con vidrio triturado, para usarlo en losas alivianadas de
hormigón armado.
1.3.2 Objetivos específicos
Obtener la materia prima a partir del reciclaje del vidrio.
Diseñar una dosificación para bloques con vidrio triturado.
Ensayar muestras para verificar si cumple con la norma INEN (3066-2016).
Determinar la curva resistencia-tiempo del material para determinar sus propiedades.
Realizar un estudio comparativo con los resultados de Investigaciones anteriores.
1.4 Hipótesis
Al reemplazar áridos finos por partículas de vidrio triturado en bloques de alivianamiento
aumentará la resistencia y mejorará las propiedades físico-mecánicas.
4
CAPITULO II
2 Marco Teórico
2.1 Bloque hueco de hormigón
Según la norma (INEN 3066, 2016), es una pieza prefabricada simple hecha a base de cemento,
agua y áridos finos y gruesos, en forma de paralelepípedo, con uno o más huecos transversales en
su interior, de modo que el volumen del material sólido sea del 50% al 75% del volumen total del
elemento.
El tamaño de los bloques huecos de hormigón es mayor que el de un ladrillo común, utilizado
en la construcción de mampostería. Sus dimensiones permiten que se transporte fácilmente,
además facilitan su manipulación y colocación en forma manual.
Los bloques huecos de hormigón pueden ser:
2.1.1 Bloques soportantes
“Bloques que se utilizan en paredes soportantes cuya función es estructural, es decir, soporta a
otros elementos estructurales del edificio (arcos, bóvedas, vigas, viguetas). Los bloques utilizados
para este trabajo deberán estar condicionados a las características de resistencia, economía y
durabilidad.” (INEN 3066, 2016).
2.1.2 Bloques no soportantes
“Bloques que se utilizan en paredes no soportantes, que sólo sirven para separar espacios de
una vivienda y no soportan más carga que su propio peso“.(INEN 3066, 2016).
Los bloques huecos de hormigón se clasifican según la siguiente tabla (Tabla N° 1):
5
Tabla 1
Clasificación de bloques, de acuerdo a sus usos
CLASE USO
A Mampostería estructural
B Mampostería no estructural
C Alivianamientos en losas
Fuente: NTE INEN 3066, 2016
2.2 Materiales
La materia prima utilizada para la elaboración de bloques de hormigón es:
Cemento Portland
Áridos finos y gruesos:
Arena
Grava
Piedra partida
Granulados volcánicos
Piedra pómez
Escorias
Otros materiales inorgánicos inertes adecuados.
Agua
6
2.2.1 Cemento.
2.2.1.1 Generalidades.
Es un material conglomerante que se obtiene a base de materias primas como: piedra caliza,
arenas silíceas, esquistos y mineral de hierro entre otros. Dichos materiales son sometidos a varios
procesos industriales que incluyen varias moliendas para alcanzar un alto grado de finura y cocción
a altas temperaturas en hornos especiales. Por medio de dichos procesos se obtiene un material
conocido como clínker, el cual se convierte en cemento una vez que se le agrega yeso ya que
adquiere la propiedad de fraguar al añadirle agua y endurecer posteriormente. Al producir el
cemento se tiene un estricto control en todo proceso y cuidados ambientales.
La característica más importante del cemento, es producida cuando al mezclarse con una cierta
cantidad de agua forma una pasta aglomerante la cual tiene propiedades adhesivas y cohesivas,
esto permite que al mezclar dicha pasta con agregados finos y gruesos se de lugar a otro material
llamado hormigón.
La función principal del cemento en la mezcla de hormigón es de otorgarle fluidez y lubricación
en estado fresco y la resistencia adecuada una vez que el hormigón se ha endurecido.1
La Norma INEN 0152 (2012) indica que el cemento a usarse en la elaboración de bloques de
alivianamiento, debe tener los siguientes componentes:
Clínker de cemento portland
Agua o sulfato de calcio, o ambos, en cantidades tales que no excedan los límites.
Caliza. La cantidad no debe ser mayor que 5,0% en masa, de tal manera que se cumplan los
requisitos químicos y físicos de esta norma. La piedra caliza debe ser un material natural que
1 Cemento. Recuperado : https://es.wikipedia.org/wiki/Cemento
7
contenga por lo menos el 70% en masa de una o más de las formas minerales de carbonato de
calcio.
Adiciones inorgánicas de proceso. La cantidad no debe ser superior al 5,0% respecto a la masa
de cemento. No se debe utilizar más de una adición inorgánica de proceso a la vez. Para
cantidades mayores al 1,0%, se debe demostrar que estas cumplen con los requisitos de la
norma ASTM C 465 para adición inorgánica de proceso, en la cantidad utilizada o mayor. Si
se utiliza una adición inorgánica de proceso, el fabricante debe informar la cantidad (o rango)
que se utiliza, expresada como porcentaje de la masa de cemento, junto con la composición
química de la adición de proceso.
Adiciones orgánicas de proceso. Se debe demostrar que las adiciones orgánicas de proceso
cumplen con los requisitos de la norma ASTM C 465 en las cantidades utilizadas o mayores
y la cantidad total utilizada de adiciones orgánicas de proceso no debe exceder de 1,0%
respecto a la masa de cemento.
Adiciones incorporadoras de aire (únicamente para cemento portland con incorporador de
aire). La adición, molida conjuntamente debe cumplir con los requisitos de la norma ASTM
C 226.
2.2.2 Agregados.
2.2.2.1 Generalidades.
Según el Ing. Timoteo Gordillo, 2016,( Folleto técnico de Bloques de hormigón. Pdf. P.4), los
agregados son materiales pétreos de forma granular de origen natural o artificial, también
conocidos como áridos. Dichos áridos son el componente principal del hormigón, con el que se
fabrican los bloques. Su porcentaje entre los materiales constitutivos supone alrededor de un 80%.
8
Las características de los agregados influyen directamente sobre algunas propiedades del
hormigón del cual forman parte. Por ejemplo, la durabilidad del hormigón depende en gran parte
de la porosidad, de la dureza, del módulo de elasticidad y del coeficiente de dilatación volumétrico
del agregado. De la misma manera, la resistencia y la adherencia de la mezcla de hormigón está
vinculada con la calidad, la limpieza y la textura de la superficie de las partículas del agregado.
Además, la retracción y la fluencia lenta del hormigón dependen del módulo elástico, de la forma,
de la granulometría y del tamaño máximo de aquellas partículas.2
El factor de mayor influencia sobre la calidad del hormigón es la limpieza de los áridos, esto
implica, que estén libres de arcillas, de sedimentos y de materiales orgánicos, las características
que deben cumplir los áridos para la fabricación de bloques son:
Tamaño máximo: será aquel que permita que al menos el 85% del peso sea de dimensiones
inferiores al tercio del espesor de las paredes del bloque. Normalmente el tamaño máximo se
fija en 9.52 mm.
Contenido de finos: el hormigón fresco necesita un mínimo contenido de finos, suma de los
de arena, cemento y en su caso de las adiciones. Este porcentaje varía entre un 10 a un 15%.
Granulometría el módulo de fineza es un índice numérico aproximadamente proporcional al
tamaño promedio de las partículas de un árido. Para el caso de hormigónes para bloques el
valor más eficaz es 3.70.3
Los áridos que se utilicen en la elaboración de los bloques deben cumplir con los requisitos de
la Norma NTE INEN 872 y, además pasar por un tamiz de abertura nominal de 10 mm. (INEN
3066, 2016).
2 www.frsf.utn.edu.ar/matero/visitante/bajar_apunte.php?id_catedra 3 http://www.alubrysanluis.com.ar/downloads/folletoTecnico.pdf
9
2.2.3 Agua
El agua es el componente con el costo más bajo para la elaboración del hormigón, la variación
de su contenido en la mezcla permite variar la resistencia, plasticidad, asentamiento, trabajabilidad
y permeabilidad en el hormigón, cuando se desconoce su procedencia se corre un gran riesgo
debido a las impurezas que pueden presentarse disueltas o en forma de suspensión y pueden
interferir en la hidratación del cemento, produciéndose modificaciones del tiempo de fraguado y
la reducción de la resistencia mecánica de los elementos.
“El agua que se utilice en la elaboración de los bloques debe ser dulce, limpia, de preferencia
potable y libre de cantidades apreciables de materiales nocivos como ácidos, álcalis, sales y
materias orgánicas.” (NTE INEN 3066, 2016).
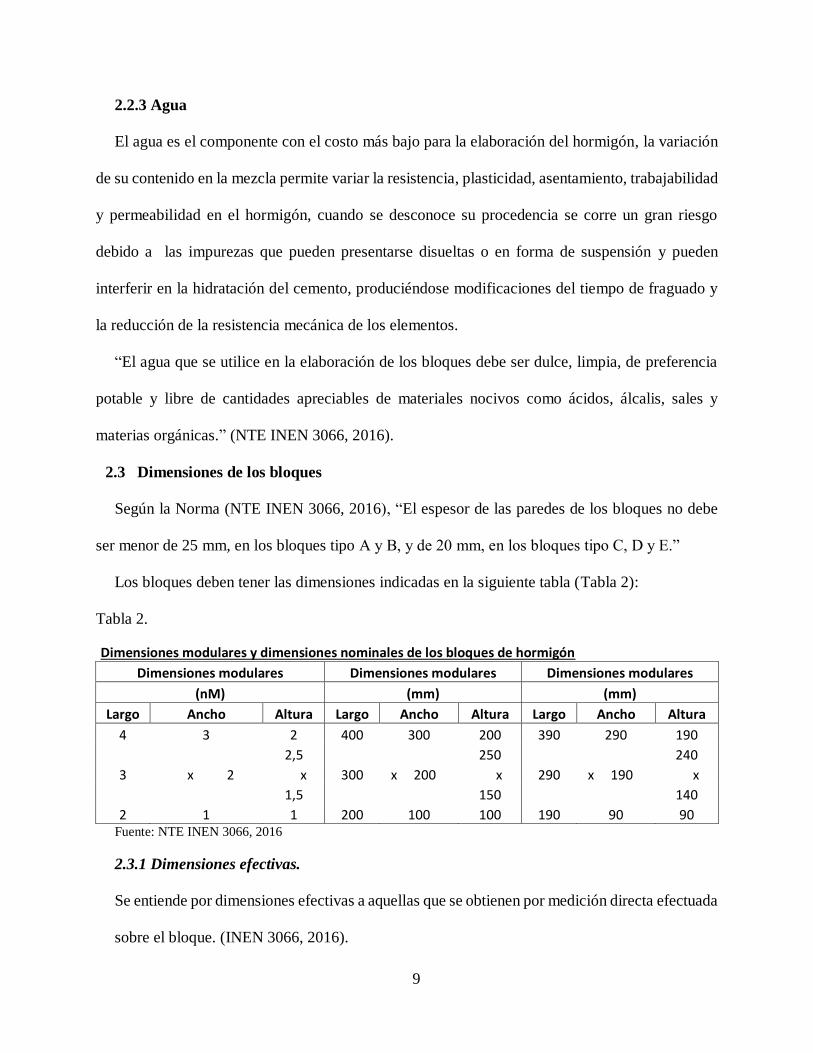
2.3 Dimensiones de los bloques
Según la Norma (NTE INEN 3066, 2016), “El espesor de las paredes de los bloques no debe
ser menor de 25 mm, en los bloques tipo A y B, y de 20 mm, en los bloques tipo C, D y E.”
Los bloques deben tener las dimensiones indicadas en la siguiente tabla (Tabla 2):
Tabla 2.
Dimensiones modulares y dimensiones nominales de los bloques de hormigón
Dimensiones modulares Dimensiones modulares Dimensiones modulares
(nM) (mm) (mm)
Largo Ancho Altura Largo Ancho Altura Largo Ancho Altura
4 3 2 400 300 200 390 290 190
2,5 250 240
3 x 2 x 300 x 200 x 290 x 190 x
1,5 150 140
2 1 1 200 100 100 190 90 90 Fuente: NTE INEN 3066, 2016
2.3.1 Dimensiones efectivas.
Se entiende por dimensiones efectivas a aquellas que se obtienen por medición directa efectuada
sobre el bloque. (INEN 3066, 2016).
10
2.3.2 Dimensiones nominales.
Se entiende por dimensiones nominales a las medidas principales: el largo, el ancho y el alto
del bloque, establecidas en esta norma para designar el tamaño del bloque. (INEN 3066, 2016).
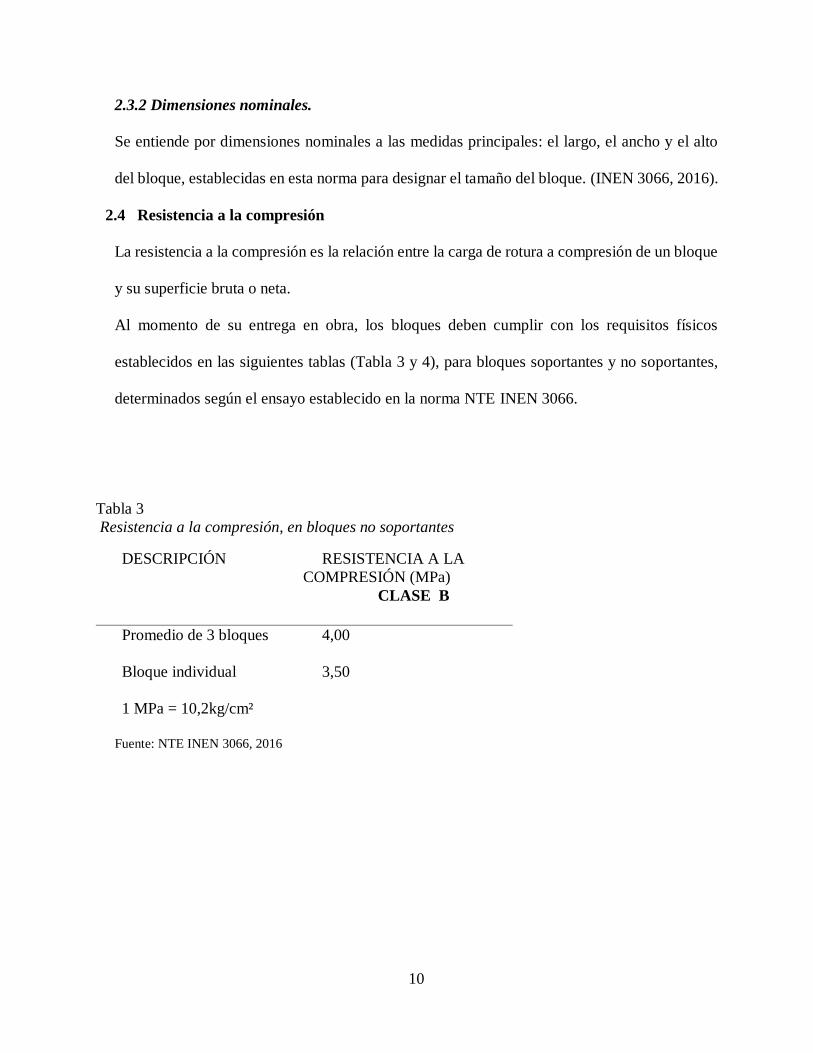
2.4 Resistencia a la compresión
La resistencia a la compresión es la relación entre la carga de rotura a compresión de un bloque
y su superficie bruta o neta.
Al momento de su entrega en obra, los bloques deben cumplir con los requisitos físicos
establecidos en las siguientes tablas (Tabla 3 y 4), para bloques soportantes y no soportantes,
determinados según el ensayo establecido en la norma NTE INEN 3066.
Tabla 3
Resistencia a la compresión, en bloques no soportantes
DESCRIPCIÓN RESISTENCIA A LA
COMPRESIÓN (MPa)
CLASE B
Promedio de 3 bloques 4,00
Bloque individual 3,50
1 MPa = 10,2kg/cm²
Fuente: NTE INEN 3066, 2016
11
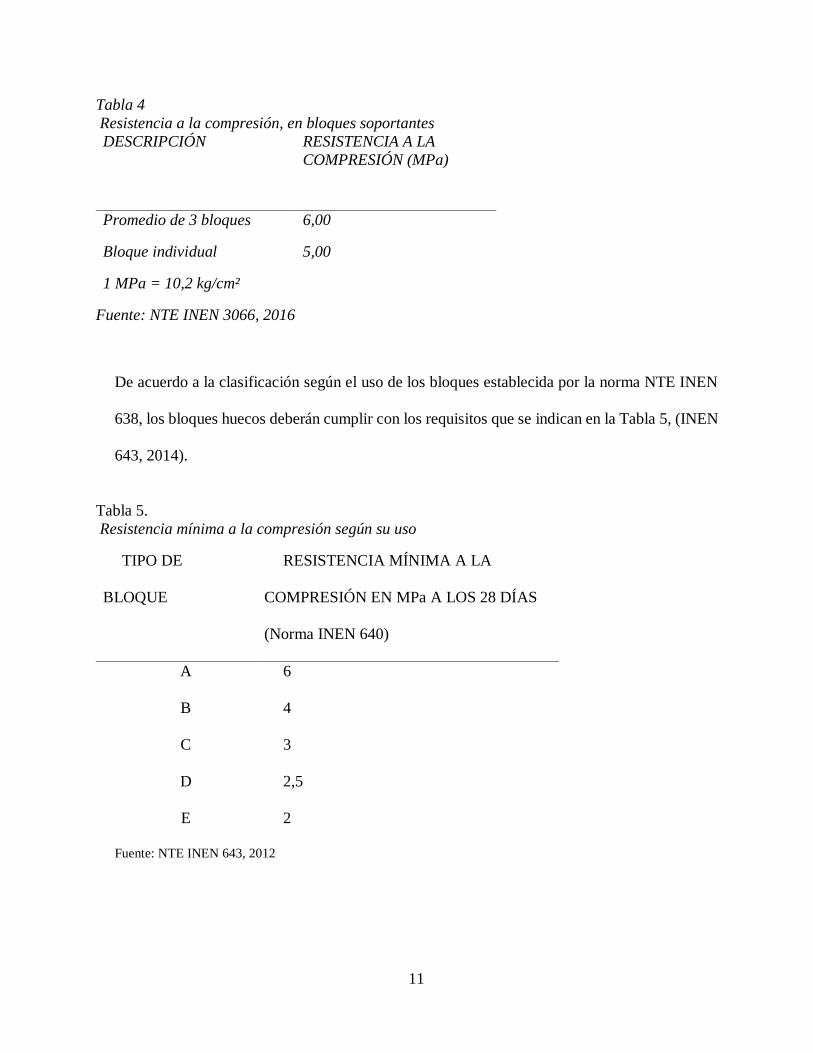
Tabla 4
Resistencia a la compresión, en bloques soportantes
DESCRIPCIÓN RESISTENCIA A LA
COMPRESIÓN (MPa)
Promedio de 3 bloques 6,00
Bloque individual 5,00
1 MPa = 10,2 kg/cm²
Fuente: NTE INEN 3066, 2016
De acuerdo a la clasificación según el uso de los bloques establecida por la norma NTE INEN
638, los bloques huecos deberán cumplir con los requisitos que se indican en la Tabla 5, (INEN
643, 2014).
Tabla 5.
Resistencia mínima a la compresión según su uso
TIPO DE
BLOQUE
RESISTENCIA MÍNIMA A LA
COMPRESIÓN EN MPa A LOS 28 DÍAS
(Norma INEN 640)
A 6
B 4
C 3
D 2,5
E 2
Fuente: NTE INEN 643, 2012
12
2.5 Proceso de fabricación de bloques huecos de hormigón
La fabricación del bloque hueco de hormigón se efectúa por medio de una máquina llamada
bloquera, dicha máquina puede ser manual, semiautomática o automática, las dos últimas
poseen adicionalmente una máquina mezcladora conocida como tambor donde se colocan los
materiales para elaborar la mezcla.
Para la obtención de bloques de calidad se deben cumplir los siguientes requisitos:4
Adecuada selección de los agregados
Correcta determinación en laboratorio de la dosificación y graduación de los agregados.
Cantidad suficiente de cemento portland.
Máxima cantidad de agua limpia.
Adecuado procedimiento de mezclado:
Moldeo en equipos de alta potencia de vibrado y prensado
Curado
Adecuado almacenamiento hasta alcanzar resistencia última.
2.5.1 Dosificación
La dosificación inicial para la elaboración de los bloques se determinó en base a la dosificación
usada en la bloquera, en dicho lugar se dosifica mediante carretillas, es decir por volumen.
Partiendo de estos valores y teniendo como dato las densidades reales y aparentes de los
materiales constitutivos de la mezcla de hormigón se determinaron los pesos requeridos para la
elaboración de los bloques necesarios para cada ensayo.
La norma INEN 3066 establece que son necesarias 3 muestras para la determinación de la
resistencia a la compresión en un lote de 1200 bloques, para ser ensayadas a las edades de 7,
4 http://www.alubrysanluis.com.ar/downloads/folletoTecnico.pdf
13
14, 21, 28 días de fabricación de los bloques: por lo tanto se requieren 12 bloques por cada
dosificación a los que se sumaron 3 muestras adicionales en caso de presentarse algún
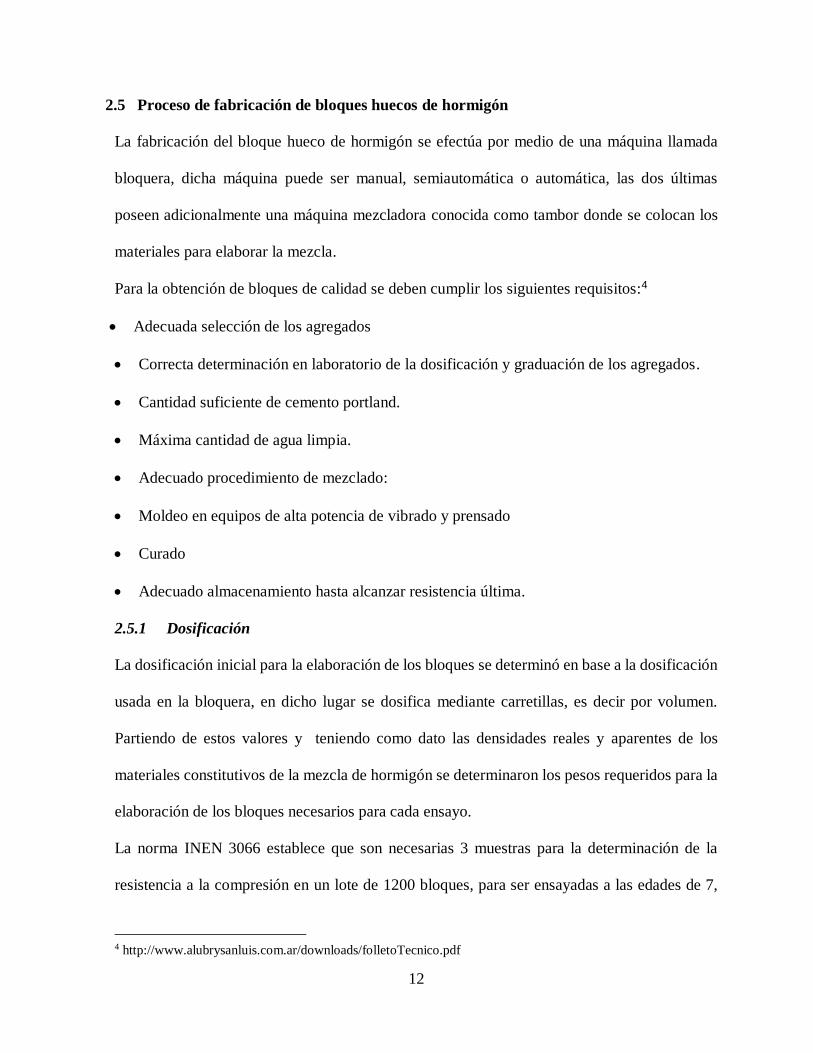
desperfecto y para realizar las respectivas pruebas de impacto. En cuanto a la cantidad de agua
a usarse en la mezcla, hay que tomar en cuenta que esta determina el grado de compacidad y
porosidad de un bloque de hormigón, la Norma IRAM 11561 especifica que “Los bloques no
podrán, en ningún caso, tener una absorción de agua superior a 240Kg por metro cúbico de
hormigón” (INEN 3066 del 2016, Absorción máxima de agua en bloques Clase A, pg. 6.)
Fotografía 1. Mezcla de la dosificación (Fuente: Rubio Mayra – Toscano Santiago - 2017)
2.5.2 Elaboración de la mezcla
La mezcla de los materiales puede ser de manera manual o mecánica, en la presente
investigación se ha realizado de forma mecánica, de la siguiente manera:
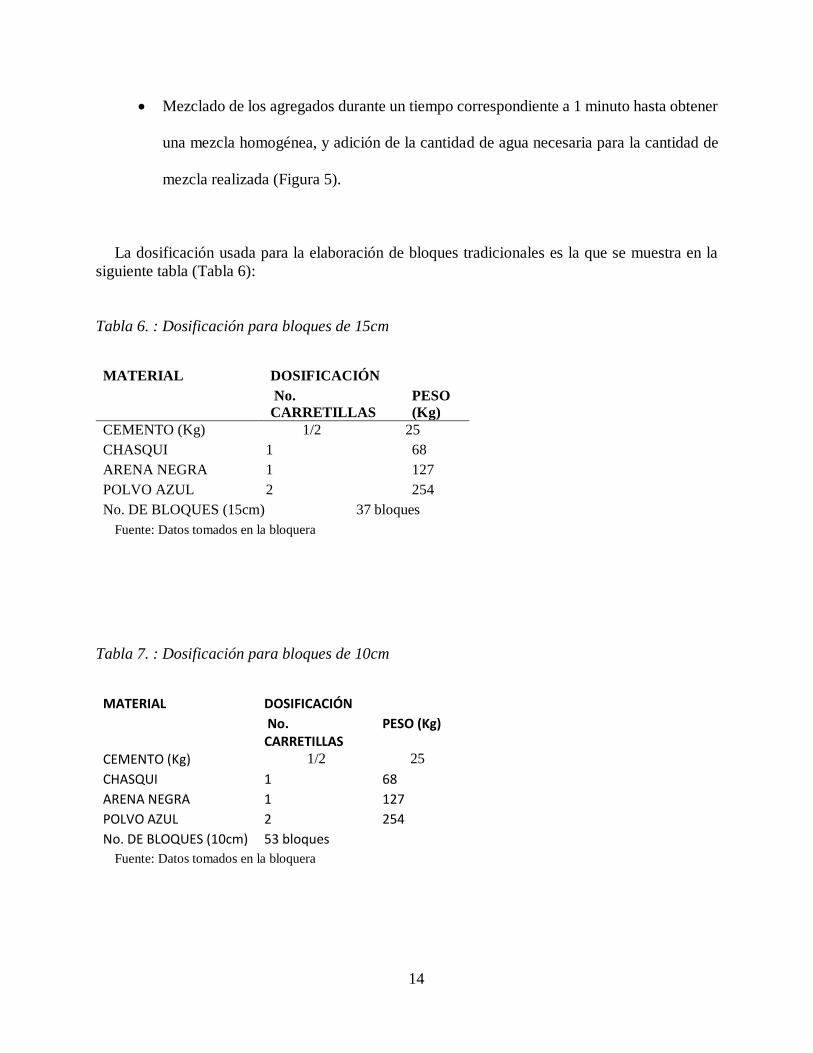
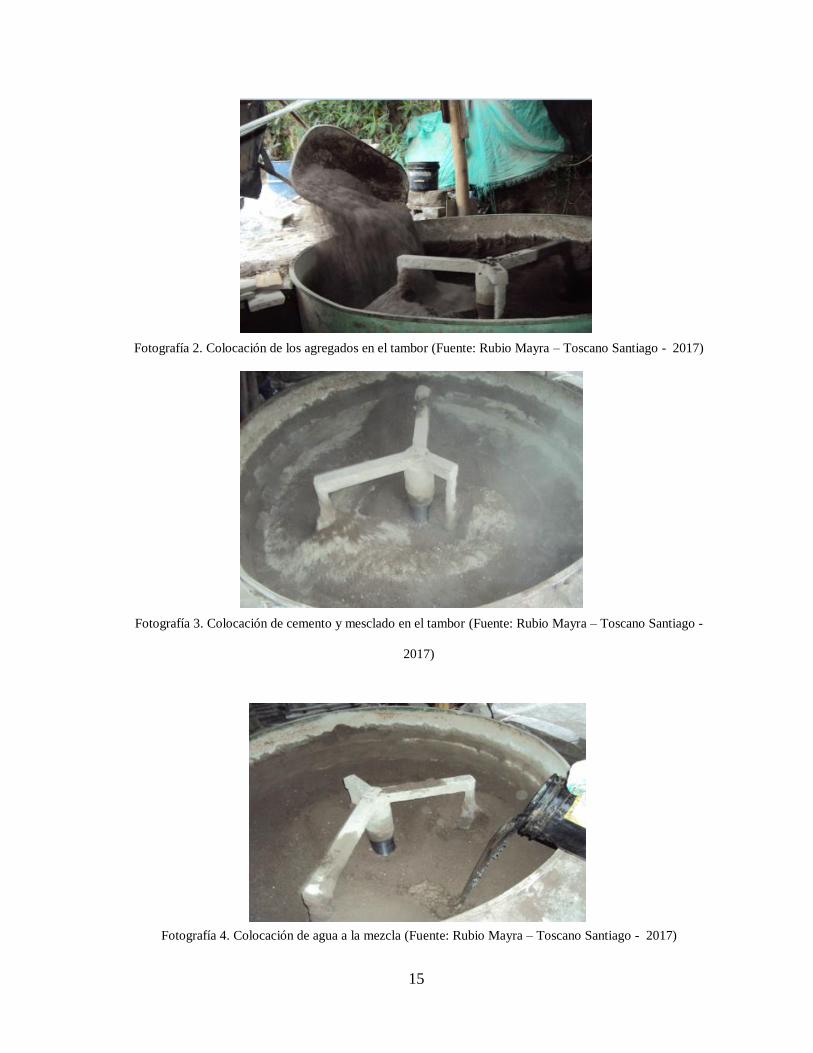
Colocación de los agregados finos y gruesos en la mezcladora por medio de carretillas
(Figura 3).
Adicionamiento de cemento en la mezcladora (Figura 4).
14
Mezclado de los agregados durante un tiempo correspondiente a 1 minuto hasta obtener
una mezcla homogénea, y adición de la cantidad de agua necesaria para la cantidad de
mezcla realizada (Figura 5).
La dosificación usada para la elaboración de bloques tradicionales es la que se muestra en la
siguiente tabla (Tabla 6):
Tabla 6. : Dosificación para bloques de 15cm
MATERIAL DOSIFICACIÓN
No.
CARRETILLAS
PESO
(Kg)
CEMENTO (Kg) 1/2 25
CHASQUI 1 68
ARENA NEGRA 1 127
POLVO AZUL 2 254
No. DE BLOQUES (15cm) 37 bloques
Fuente: Datos tomados en la bloquera
Tabla 7. : Dosificación para bloques de 10cm
MATERIAL DOSIFICACIÓN
No. CARRETILLAS
PESO (Kg)
CEMENTO (Kg) 1/2 25
CHASQUI 1 68
ARENA NEGRA 1 127
POLVO AZUL 2 254
No. DE BLOQUES (10cm) 53 bloques
Fuente: Datos tomados en la bloquera
15
Fotografía 2. Colocación de los agregados en el tambor (Fuente: Rubio Mayra – Toscano Santiago - 2017)
Figura 3. Muestra de la mezcla (Fuente: archivo pers onal)
Fotografía 3. Colocación de cemento y mesclado en el tambor (Fuente: Rubio Mayra – Toscano Santiago -
2017)
Fotografía 4. Colocación de agua a la mezcla (Fuente: Rubio Mayra – Toscano Santiago - 2017)
16
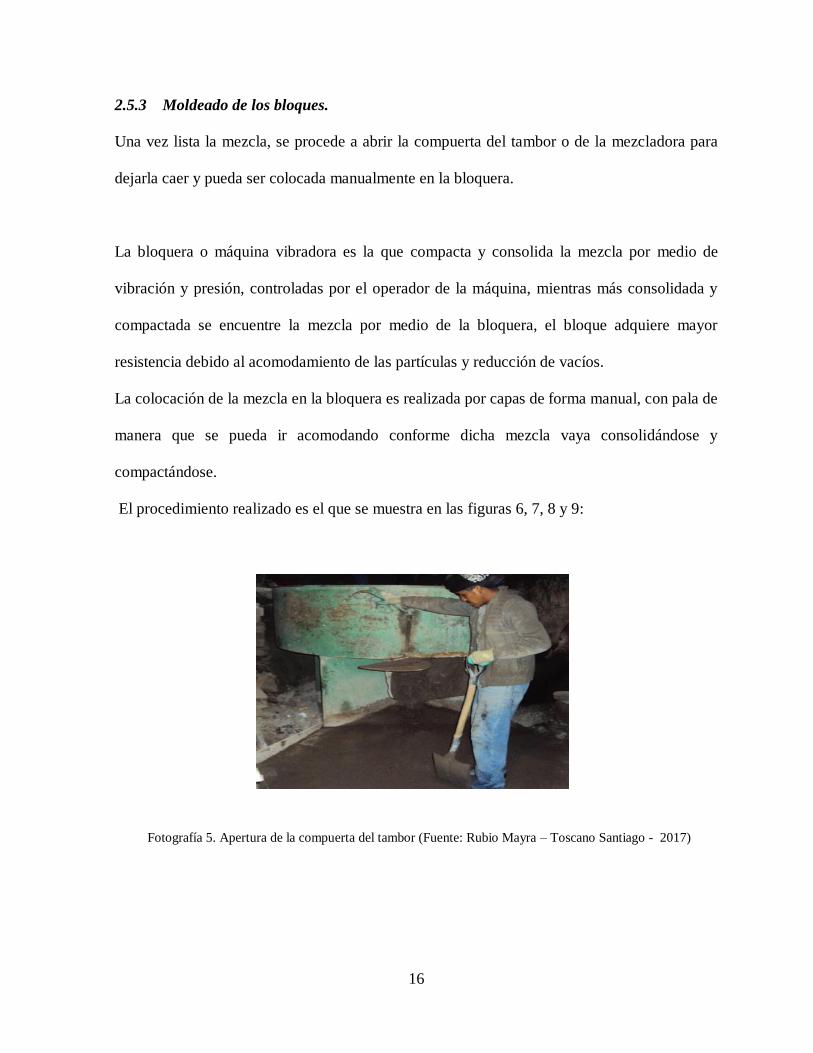
2.5.3 Moldeado de los bloques.
Una vez lista la mezcla, se procede a abrir la compuerta del tambor o de la mezcladora para
dejarla caer y pueda ser colocada manualmente en la bloquera.
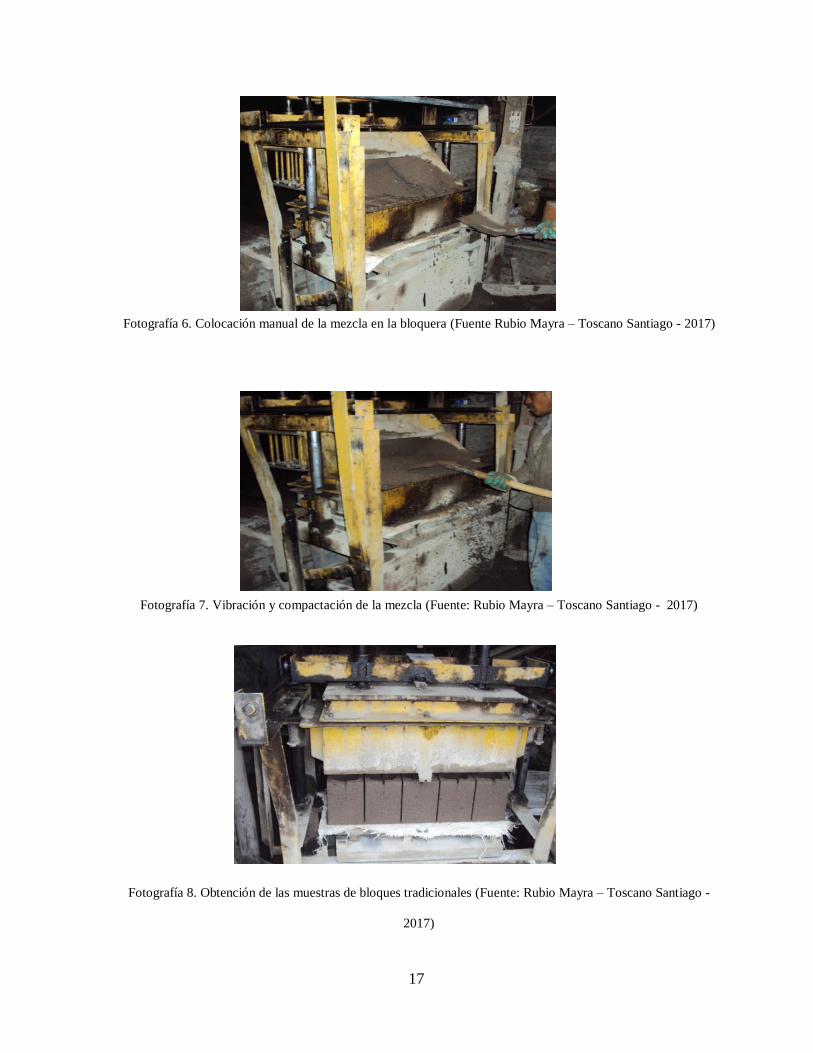
La bloquera o máquina vibradora es la que compacta y consolida la mezcla por medio de
vibración y presión, controladas por el operador de la máquina, mientras más consolidada y
compactada se encuentre la mezcla por medio de la bloquera, el bloque adquiere mayor
resistencia debido al acomodamiento de las partículas y reducción de vacíos.
La colocación de la mezcla en la bloquera es realizada por capas de forma manual, con pala de
manera que se pueda ir acomodando conforme dicha mezcla vaya consolidándose y
compactándose.
El procedimiento realizado es el que se muestra en las figuras 6, 7, 8 y 9:
Fotografía 5. Apertura de la compuerta del tambor (Fuente: Rubio Mayra – Toscano Santiago - 2017)
17
Fotografía 6. Colocación manual de la mezcla en la bloquera (Fuente Rubio Mayra – Toscano Santiago - 2017)
Fotografía 7. Vibración y compactación de la mezcla (Fuente: Rubio Mayra – Toscano Santiago - 2017)
Fotografía 8. Obtención de las muestras de bloques tradicionales (Fuente: Rubio Mayra – Toscano Santiago -
2017)
18
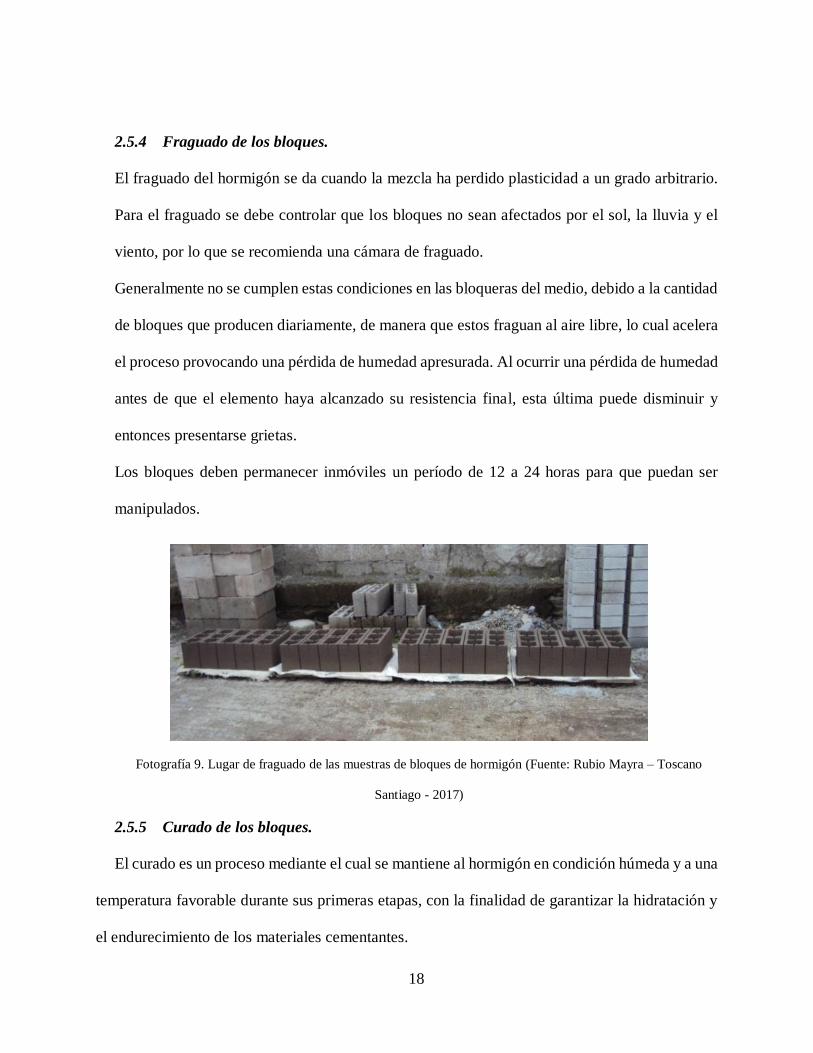
2.5.4 Fraguado de los bloques.
El fraguado del hormigón se da cuando la mezcla ha perdido plasticidad a un grado arbitrario.
Para el fraguado se debe controlar que los bloques no sean afectados por el sol, la lluvia y el
viento, por lo que se recomienda una cámara de fraguado.
Generalmente no se cumplen estas condiciones en las bloqueras del medio, debido a la cantidad
de bloques que producen diariamente, de manera que estos fraguan al aire libre, lo cual acelera
el proceso provocando una pérdida de humedad apresurada. Al ocurrir una pérdida de humedad
antes de que el elemento haya alcanzado su resistencia final, esta última puede disminuir y
entonces presentarse grietas.
Los bloques deben permanecer inmóviles un período de 12 a 24 horas para que puedan ser
manipulados.
Fotografía 9. Lugar de fraguado de las muestras de bloques de hormigón (Fuente: Rubio Mayra – Toscano
Santiago - 2017)
2.5.5 Curado de los bloques.
El curado es un proceso mediante el cual se mantiene al hormigón en condición húmeda y a una
temperatura favorable durante sus primeras etapas, con la finalidad de garantizar la hidratación y
el endurecimiento de los materiales cementantes.
19
Para el caso de los bloques se recomienda regar agua durante 7 días y taparlos con plástico para
evitar la evaporación del agua de manera brusca.
2.5.6 Almacenamiento de los bloques.
El almacenamiento de los bloques se lo debe realizar en un lugar cubierto para evitar que
adquieran humedad por factores externos como la lluvia, dichos bloques deben secarse hasta
alcanzar su máxima resistencia a los 28 días, por lo que su secado debe ser lento.
2.6 El vidrio
Según la American Society for Testing Materials (ASTM), el vidrio es un: “Producto inorgánico
de fusión, el cual se ha enfriado hasta un estado rígido pero sin sufrir cristalización.”
El principal componente del vidrio es la sílice, además del óxido de sodio, óxido de calcio,
óxido de aluminio y componentes secundarios.
El color natural de vidrio es un tono verdoso, al que se le agregan decolorantes para hacerlo
traslúcido, y colorantes para conferirle distintas tonalidades. Los envases de vidrio de colores
sirven para proteger el contenido de la luz, por lo que sus principales usos se dan en la industria
de alimentos (aunque últimamente su uso es limitado a contenidos líquidos, como licores, aceites,
etc.), y farmacológica.
En cuanto a la resistencia, el vidrio tiene una resistencia a la compresión muy alta, en promedio
es de 1000MPa. La resistencia a la tensión, que suele estar entre los 3.000 y 5.500 N/cm2, puede
llegar a los 70.000 N/cm2 si el vidrio recibe un tratamiento especial.
20
La densidad relativa (respecto al agua) va de 2 a 8, es decir, el vidrio puede ser más ligero que
el aluminio o más pesado que el acero. 5
2.6.1 Tipos de vidrio6
Los tipos de vidrio más comunes son los comerciales, producidos a gran escala y los vidrios
especiales, los cuales son elaborados con fines específicos.
2.6.1.1 Vidrio sodocálcico
Es el tipo de vidrio más utilizado para fabricar todo tipo de contenedores (botellas, cristalerías
de mesa, ampolletas, vidrios para ventanas y vidrios laminados), los recipientes fabricados con
este vidrio son inertes, de modo que no contaminan su contenido.
2.6.1.2 Vidrio al plomo
Es el resultado de fórmulas que combinan óxidos de potasio con óxido de plomo, y es también
conocido como cristal al plomo. El vidrio al plomo es pesado y tiene un alto índice de refracción,
por lo que es útil para proteger al personal en instalaciones nucleares.
2.6.1.3 Vidrio de borosilicato
Este vidrio contiene óxido bórico entre sus ingredientes fundamentales, junto con sílice y álcali.
Destaca por su durabilidad, resistencia a los ataques químicos y choques térmicos, por lo que se
utiliza en muchos utensilios de cocina, aparatos de laboratorio y equipos para procesos químicos.
Existen otros tipos de vidrio menos masivos, como la sílice vítrea, que en su composición es
casi completamente sílice, o el vidrio de aluminosilicatos, entre otros.
2.6.2 Fabricación del vidrio
Para la fabricación de vidrio se usan como materias primas arena silícea (arcillas) y una mezcla
de óxidos metálicos secos pulverizados o granulados, puesto que las arcillas son productos
5 https://www.ecured.cu/Vidrio 6 http://cybertesis.uach.cl/tesis/uach/2013/bmfcic357e/doc/bmfcic357e.pdf
21
geológicos del envejecimiento de la corteza terrestre, es un material muy abundante en la
naturaleza. Estos elementos se funden en un horno a temperaturas muy elevadas, aproximadamente
a 1.400ºC. El resultado de esta fusión es una pasta vítrea que se somete en caliente a diversas
técnicas de conformación, es decir, técnicas para darle forma. Podríamos decir que la materia
prima del vidrio es la arena.
2.6.3 Usos del vidrio
El vidrio es un material ideal para ser reciclado, pudiendo serlo hasta en un 100%, una infinidad
de veces. El uso de vidrio reciclado ayuda a ahorrar energía, es menos costoso, además de reducir
residuos y el consumo de materias primas.
Principalmente la utilización del vidrio reciclado, es para la formación del denominado calcín,
que es el vidrio reciclado fundido una vez más, para la conformación de nuevos productos de
vidrio. Adicionalmente se mencionan los siguientes usos:
Como reemplazo de la arena, para actividades de abrasión en la pintura de
automóviles.
Mezclado como base o subbase en la construcción de carreteras.
Mezclado con asfalto para el pavimentado de vías.
Para la construcción de filtros lentos de agua, en reemplazo de la arena.
Como agregado en el hormigón en reemplazo de agregado fino.
Como material para la protección de tuberías en zanjas.
Como reemplazo de agregados en la construcción de baldosas, adoquines, etc.
Una de las investigaciones más documentadas del uso de vidrio molido reciclado utilizada en
una mezcla de hormigón, es la de la Universidad de Michigan en los Estados Unidos. 7
7 Marcelo Castillo Pazmiño ING. CIVIL – MSc. INGENIERÍA AMBIENTAL CONSULTOR, WWF.Pdf. 2013
22
2.6.4 Reciclaje y reutilización del vidrio
La reutilización, frente al reciclaje, tiene más ventajas debido al ahorro de energía que supone
utilizar varias veces un envase, que luego puede ser reciclado al darle más de un solo uso.
Hay dos tipos de envases de vidrios: los retornables y los no retornables. Los dos pueden ser
reutilizados y reciclados indefinidamente para obtener nuevos envases con las mismas
características del original.
Los envases retornables son devueltos al envasador, el cual lo higieniza y lo llena nuevamente.
Este ciclo puede repetirse varias veces tomando en cuenta el contenido y la resistencia del vidrio.
Si el envase no es retornable no puede seguir este proceso; no obstante, puede ser reciclado,
volviendo al fabricante que lo utilizará como materia prima para elaborar uno nuevo.
El vidrio es un material totalmente reciclable y no hay límite en la cantidad de veces que puede
ser reprocesado. Al ser reciclado este mantiene sus propiedades por lo que se ahorra gran cantidad
de energía respecto al proceso de fabricación de vidrio nuevo.
2.6.5 Ventajas del reciclaje del vidrio
La fusión de los materiales se consigue a temperaturas más bajas, lo que se traduce en
un ahorro de energía con respecto a la fabricación de vidrio nuevo.
Se ahorran alrededor de 1200kg de materias primas por cada tonelada de vidrio usado.
Ahorro de energía al no tener que extraer materias primas.
Reducción de la erosión producida al extraer las materias primas necesarias para su
fabricación.
23
Disminuye el número de residuos urbanos que van a vertedero y por tanto costos
asociados de recolección, disposición y tratamiento.8
2.7 Construcción sostenible
Según Kibert (1994): La Construcción Sostenible deberá entenderse como el desarrollo de la
Construcción tradicional pero con una responsabilidad considerable con el Medio Ambiente por
todas las partes y participantes. Lo que implica un interés creciente en todas las etapas de la
construcción, considerando las diferentes alternativas en el proceso de construcción, en favor de
la minimización del agotamiento de los recursos, previniendo la degradación ambiental o los
prejuicios, y proporcionar un ambiente saludable, tanto en el interior de los edificios como en su
entorno.
En esta ocasión a través de la experimentación se quiere aportar con la elaboración de un
material de construcción a partir del reciclaje de vidrio para así aportar con el cuidado del medio
ambiente.
2.8 Marco legal
En la elaboración de todos los estudios que se realicen, en este caso de materiales de
construcción se debe cumplir con: Especificaciones técnicas, leyes, normas y reglamentos con los
que se cuenta en el medio, como son: Norma Ecuatoriana de la Construcción, NEC-15 y las
normas del Instituto Ecuatoriano de Normalización (INEN), para los fines requeridos en el
presente estudio se ha considerado las siguiente Normas:
8 Marcelo Castillo Pazmiño ING. CIVIL – MSc. INGENIERÍA AMBIENTAL CONSULTOR, WWF.Pdf. 2013
24
INEN 3066 – 2016 BLOQUES DE HORMIGÓN. REQUISITOS Y
MÉTODOS DE ENSAYO
NTE INEN 643-2014 SEGUNDA REVISION “BLOQUES HUECOS DE
HORMIGÓN REQUISITOS”.
NTE INEN 152-2012 CEMENTO PORTLAND. REQUISITOS
NTE INEN 2619-2012 “BLOQUES HUECOS DE HORMIGÓN, UNIDADES
RELACIONADAS Y PRISMAS PARA MAMPOSTERIA REFRENTADO PARA
EL ENSAYO A COMPRESIÓN”.
25
CAPITULO III
3 Elaboración y Ensayos de Bloques de Alivianamiento con Vidrio Triturado
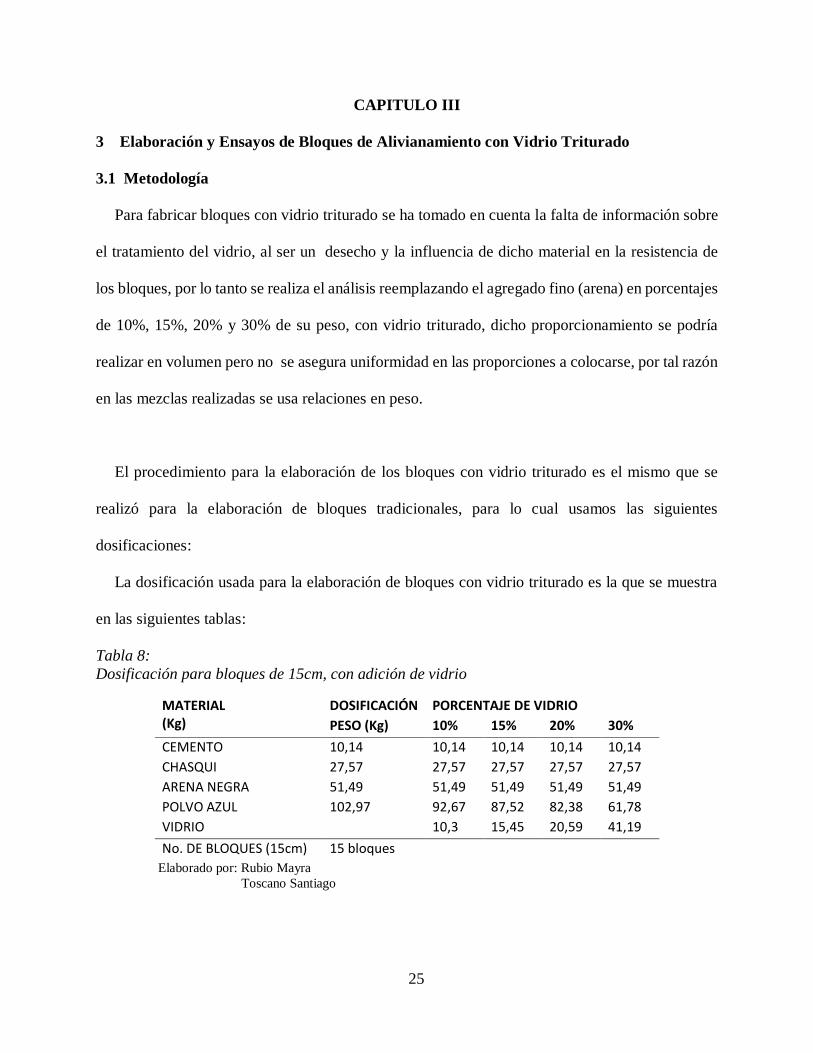
3.1 Metodología
Para fabricar bloques con vidrio triturado se ha tomado en cuenta la falta de información sobre
el tratamiento del vidrio, al ser un desecho y la influencia de dicho material en la resistencia de
los bloques, por lo tanto se realiza el análisis reemplazando el agregado fino (arena) en porcentajes
de 10%, 15%, 20% y 30% de su peso, con vidrio triturado, dicho proporcionamiento se podría
realizar en volumen pero no se asegura uniformidad en las proporciones a colocarse, por tal razón
en las mezclas realizadas se usa relaciones en peso.
El procedimiento para la elaboración de los bloques con vidrio triturado es el mismo que se
realizó para la elaboración de bloques tradicionales, para lo cual usamos las siguientes
dosificaciones:
La dosificación usada para la elaboración de bloques con vidrio triturado es la que se muestra
en las siguientes tablas:
Tabla 8:
Dosificación para bloques de 15cm, con adición de vidrio
MATERIAL (Kg)
DOSIFICACIÓN PORCENTAJE DE VIDRIO
PESO (Kg) 10% 15% 20% 30%
CEMENTO 10,14 10,14 10,14 10,14 10,14
CHASQUI 27,57 27,57 27,57 27,57 27,57
ARENA NEGRA 51,49 51,49 51,49 51,49 51,49
POLVO AZUL 102,97 92,67 87,52 82,38 61,78
VIDRIO 10,3 15,45 20,59 41,19
No. DE BLOQUES (15cm) 15 bloques
Elaborado por: Rubio Mayra
Toscano Santiago
26
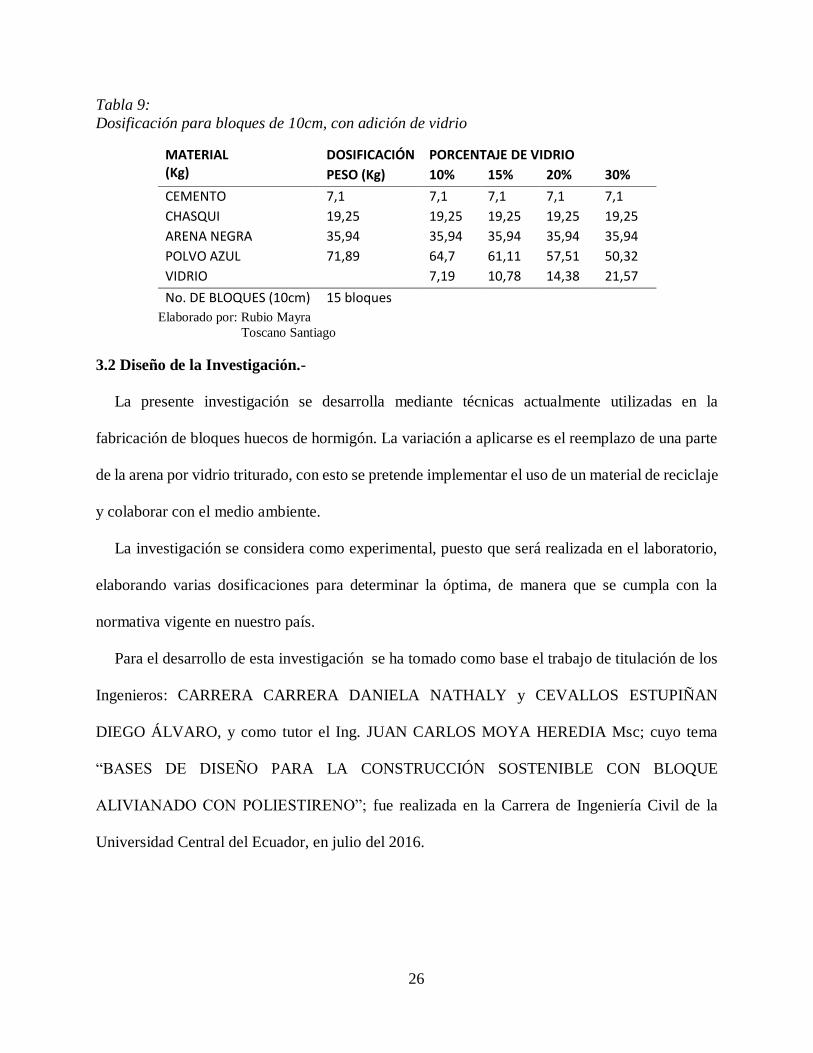
Tabla 9:
Dosificación para bloques de 10cm, con adición de vidrio
MATERIAL (Kg)
DOSIFICACIÓN PORCENTAJE DE VIDRIO
PESO (Kg) 10% 15% 20% 30%
CEMENTO 7,1 7,1 7,1 7,1 7,1
CHASQUI 19,25 19,25 19,25 19,25 19,25
ARENA NEGRA 35,94 35,94 35,94 35,94 35,94
POLVO AZUL 71,89 64,7 61,11 57,51 50,32
VIDRIO 7,19 10,78 14,38 21,57
No. DE BLOQUES (10cm) 15 bloques
Elaborado por: Rubio Mayra
Toscano Santiago
3.2 Diseño de la Investigación.-
La presente investigación se desarrolla mediante técnicas actualmente utilizadas en la
fabricación de bloques huecos de hormigón. La variación a aplicarse es el reemplazo de una parte
de la arena por vidrio triturado, con esto se pretende implementar el uso de un material de reciclaje
y colaborar con el medio ambiente.
La investigación se considera como experimental, puesto que será realizada en el laboratorio,
elaborando varias dosificaciones para determinar la óptima, de manera que se cumpla con la
normativa vigente en nuestro país.
Para el desarrollo de esta investigación se ha tomado como base el trabajo de titulación de los
Ingenieros: CARRERA CARRERA DANIELA NATHALY y CEVALLOS ESTUPIÑAN
DIEGO ÁLVARO, y como tutor el Ing. JUAN CARLOS MOYA HEREDIA Msc; cuyo tema
“BASES DE DISEÑO PARA LA CONSTRUCCIÓN SOSTENIBLE CON BLOQUE
ALIVIANADO CON POLIESTIRENO”; fue realizada en la Carrera de Ingeniería Civil de la
Universidad Central del Ecuador, en julio del 2016.
27
3.2.1 Tipo de Investigación
El presente trabajo podría considerarse como una investigación de carácter descriptivo y
experimental, porque el tema a investigarse ha sido poco explorado y los datos son obtenidos
mediante ensayos en el laboratorio, para luego ser tabulados y se pueda realizar comparaciones
mediante gráficos con materiales.
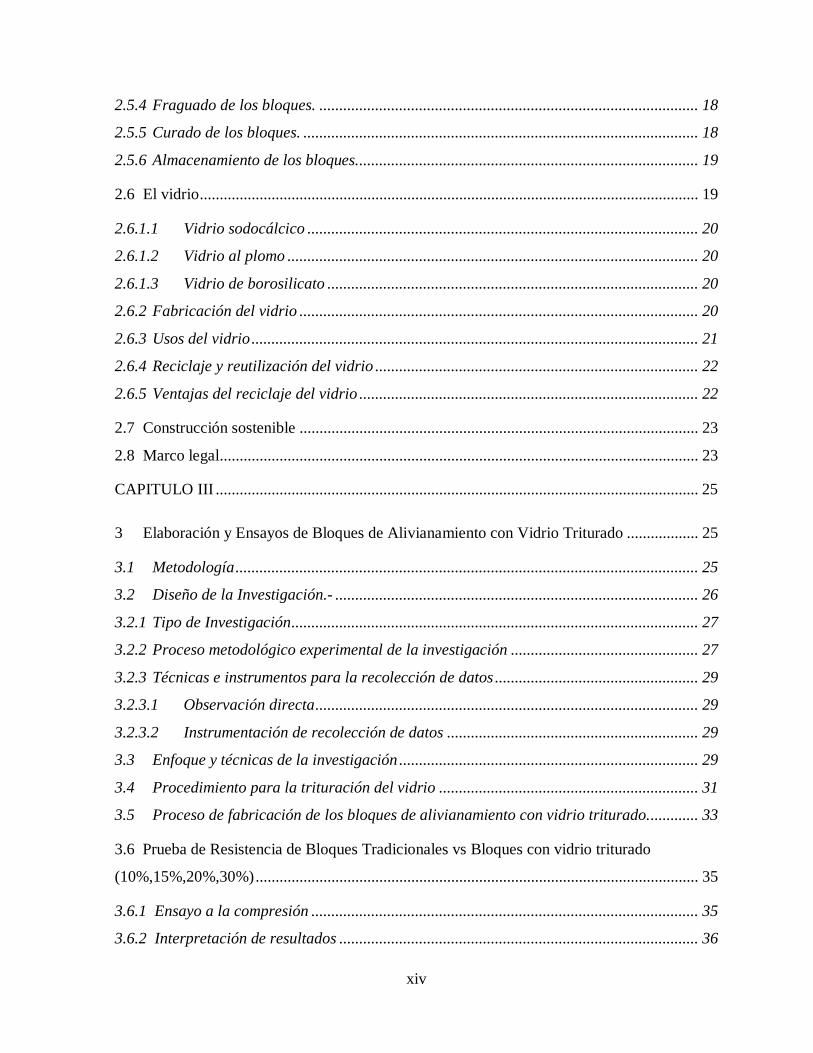
3.2.2 Proceso metodológico experimental de la investigación
El vidrio a usarse proviene en su totalidad de botellas desechadas en bares y restaurantes de la
ciudad de Quito, el cual se procesa para obtener una granulometría que permita ser usado como
agregado para la fabricación de bloques de alivianamiento, siendo este material el que reemplaza
parcialmente a los agregados tradicionales.
Para esto se retira manualmente las etiquetas plásticas y de papel que contienen las antes
mencionadas botellas, con lo que se evita la contaminación de la mezcla, lo cual podría incidir en
las propiedades mecánicas finales de los bloques.
Luego se procede a lavar las botellas para eliminar los posibles residuos de su contenido
anterior para que no tengan contacto con la mezcla y la contaminen. Posteriormente se procede a
romper las botellas de forma manual para ser triturado hasta obtener una granulometría que permita
ser empleado como agregado fino en la elaboración de los bloques.
La trituración del vidrio en este caso se la realizó con un rodillo liso tándem.
La granulometría del vidrio triturado debe cumplir con los requisitos de la Norma INEN 872
para áridos finos, ya que al reemplazar parcialmente el agregado fino este debe ajustarse a los
requerimientos de la norma citada anteriormente.
28
Se elaboraran 15 bloques tradicionales y 15 bloques con diferentes porcentajes de vidrio
triturado. En este caso para 10,15, 20 y 30%, los cuales son ensayados en laboratorio para
obtener la curva Resistencia Vs. Tiempo.
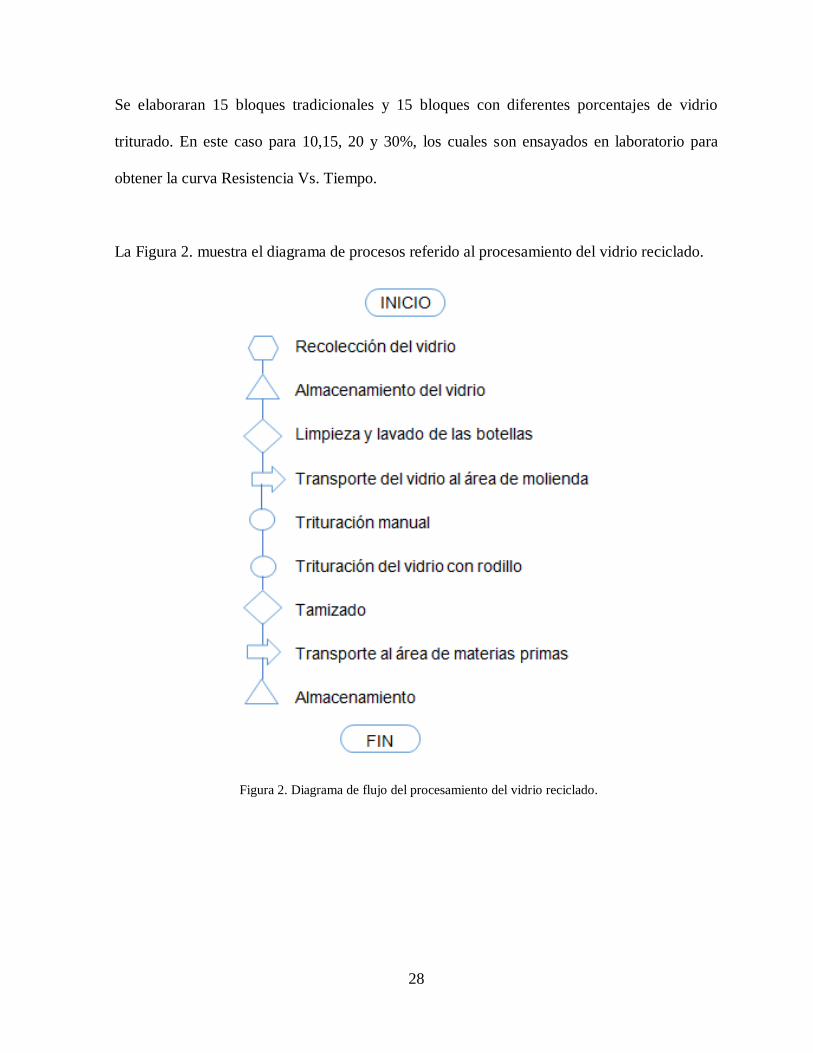
La Figura 2. muestra el diagrama de procesos referido al procesamiento del vidrio reciclado.
Figura 2. Diagrama de flujo del procesamiento del vidrio reciclado.
29
3.2.3 Técnicas e instrumentos para la recolección de datos
Un instrumento de recolección de datos es cualquier recurso del cual pueda valerse el
investigador para acercarse a los fenómenos y extraer de estos la información requerida.
3.2.3.1 Observación directa
Para registrar los datos lo hacemos mediante la observación directa para obtener las
características físico- mecánicas de la muestra para poderla compararla.
3.2.3.2 Instrumentación de recolección de datos
El instrumento de recolección de datos es la Ficha de Registro emitido por el ensayo.
3.3 Enfoque y técnicas de la investigación
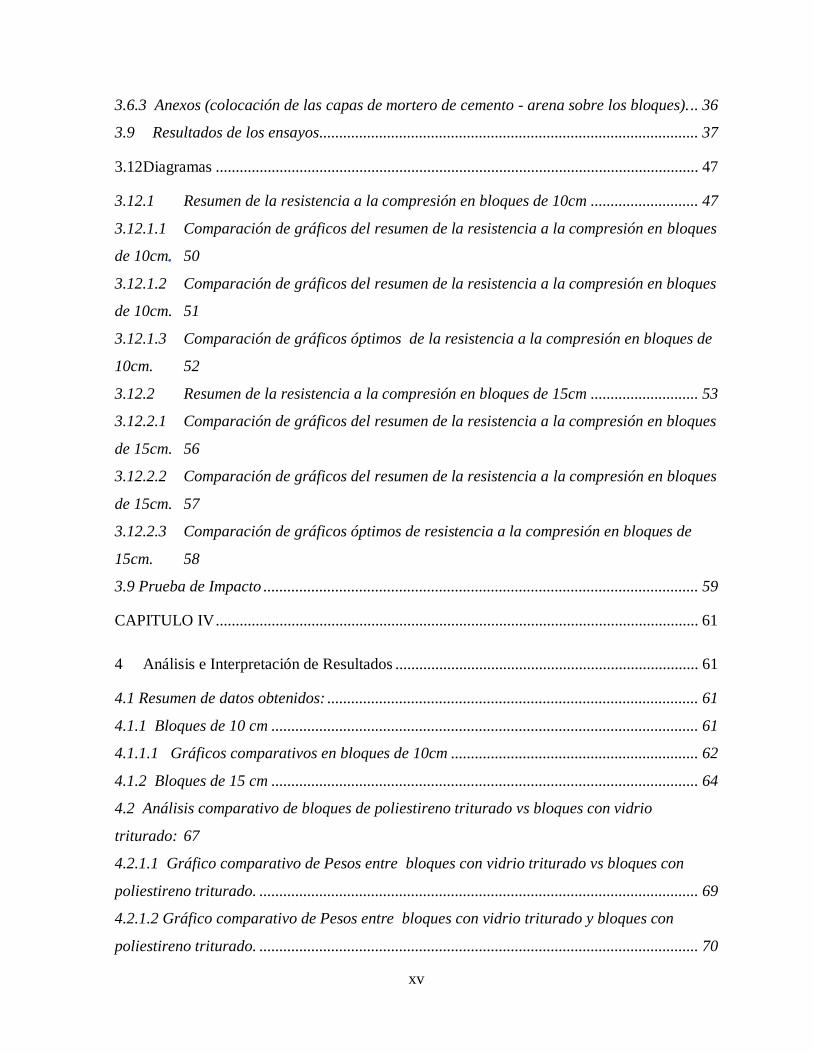
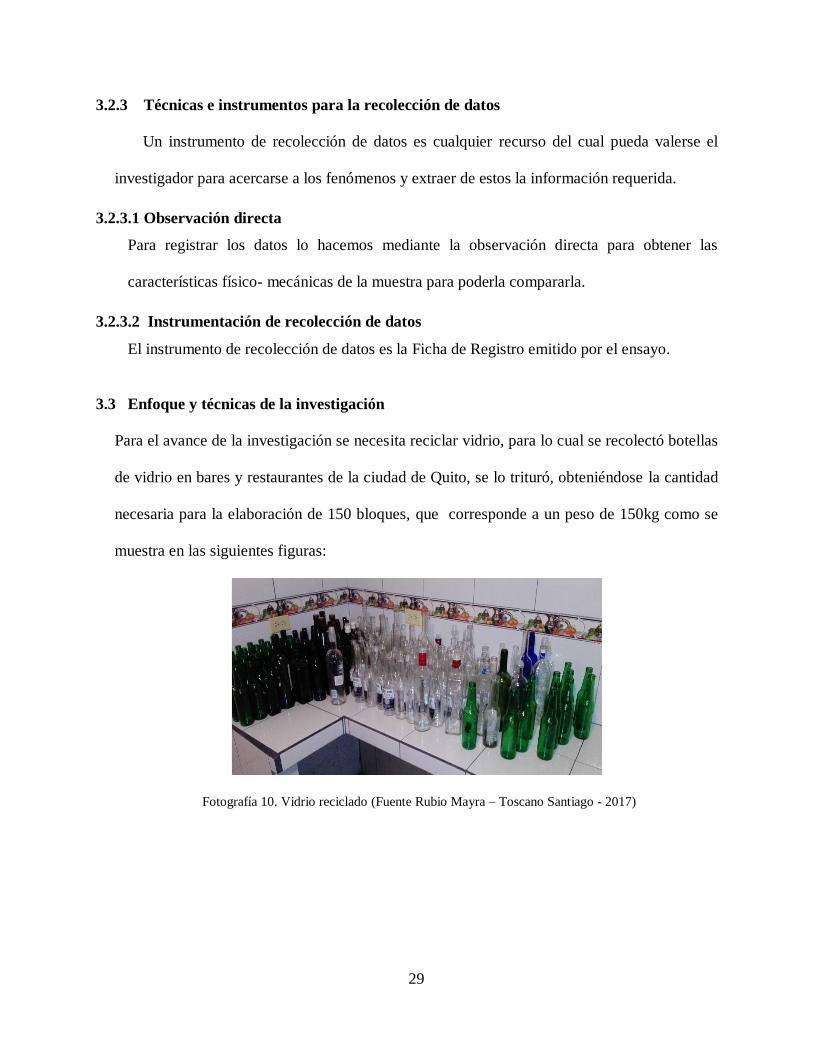
Para el avance de la investigación se necesita reciclar vidrio, para lo cual se recolectó botellas
de vidrio en bares y restaurantes de la ciudad de Quito, se lo trituró, obteniéndose la cantidad
necesaria para la elaboración de 150 bloques, que corresponde a un peso de 150kg como se
muestra en las siguientes figuras:
Fotografía 10. Vidrio reciclado (Fuente Rubio Mayra – Toscano Santiago - 2017)
30
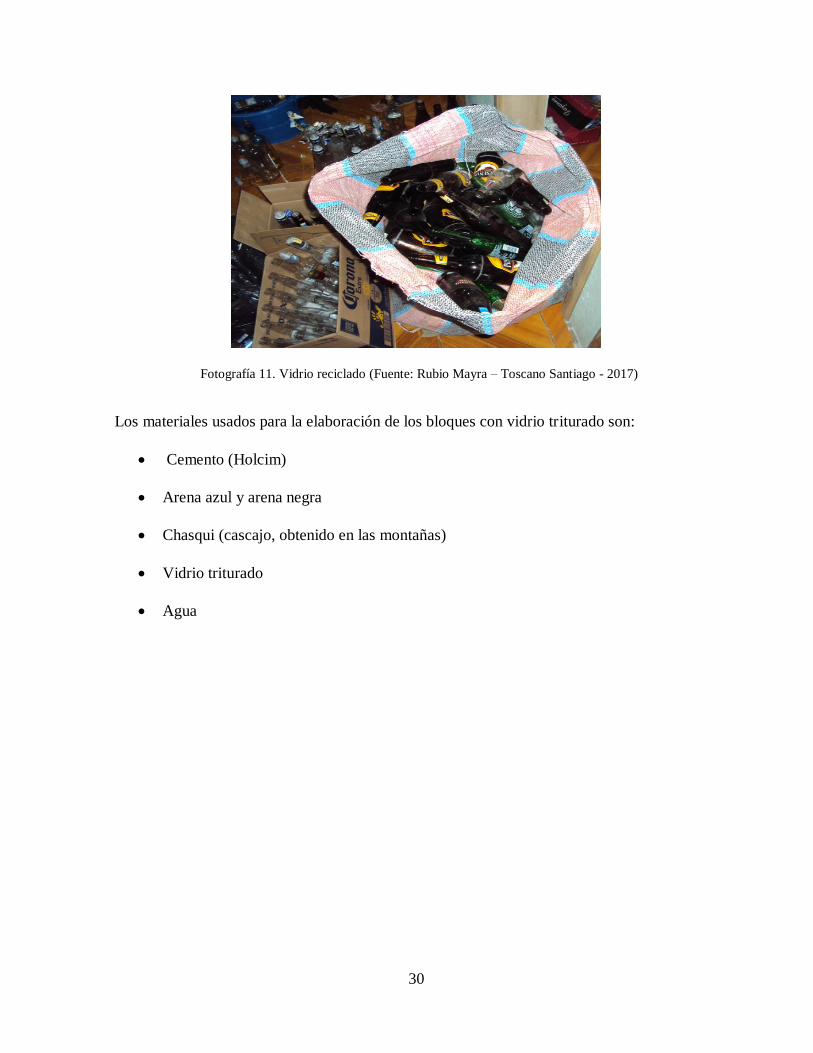
Fotografía 11. Vidrio reciclado (Fuente: Rubio Mayra – Toscano Santiago - 2017)
Los materiales usados para la elaboración de los bloques con vidrio triturado son:
Cemento (Holcim)
Arena azul y arena negra
Chasqui (cascajo, obtenido en las montañas)
Vidrio triturado
Agua

31
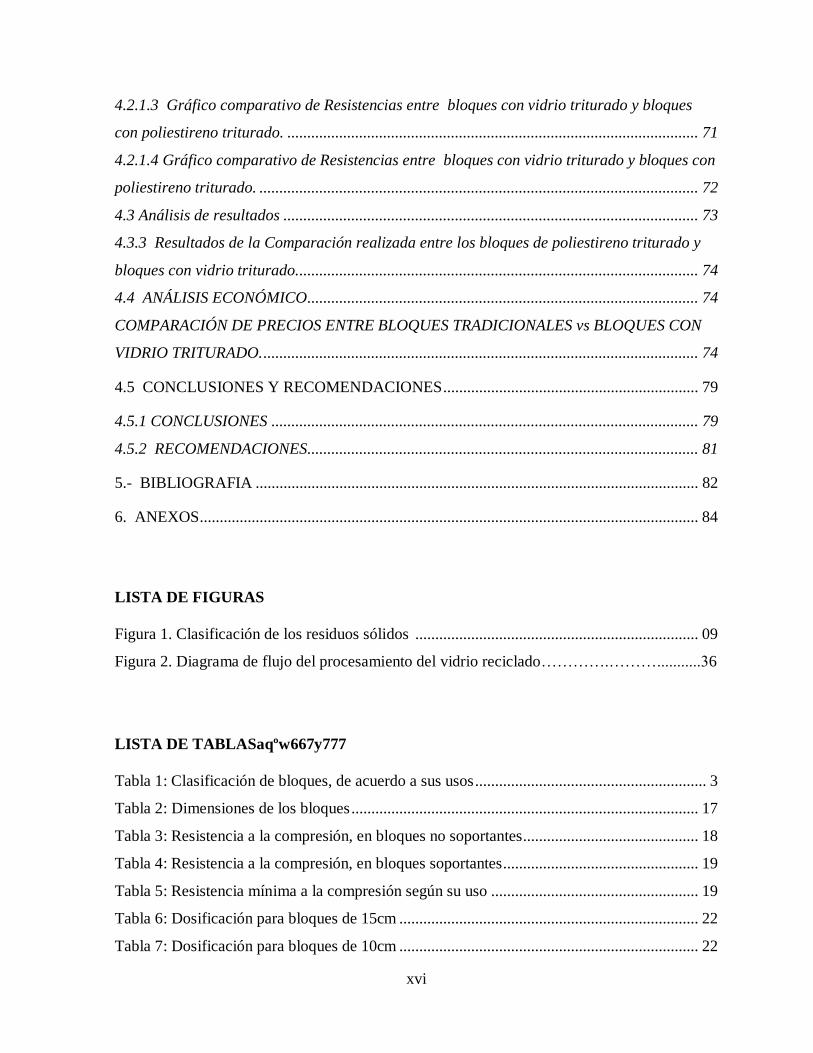
3.4 Procedimiento para la trituración del vidrio
Recolectar botellas de vidrio desechadas en bares y restaurantes.
Fotografía 12. Vidrio reciclado (Fuente: Rubio Mayra – Toscano Santiago - 2017)
Retirar las etiquetas de las botellas y lavarlas.
Fotografía 13. Lavado de las botellas (Fuente: Rubio Mayra – Toscano Santiago- 2017)
32
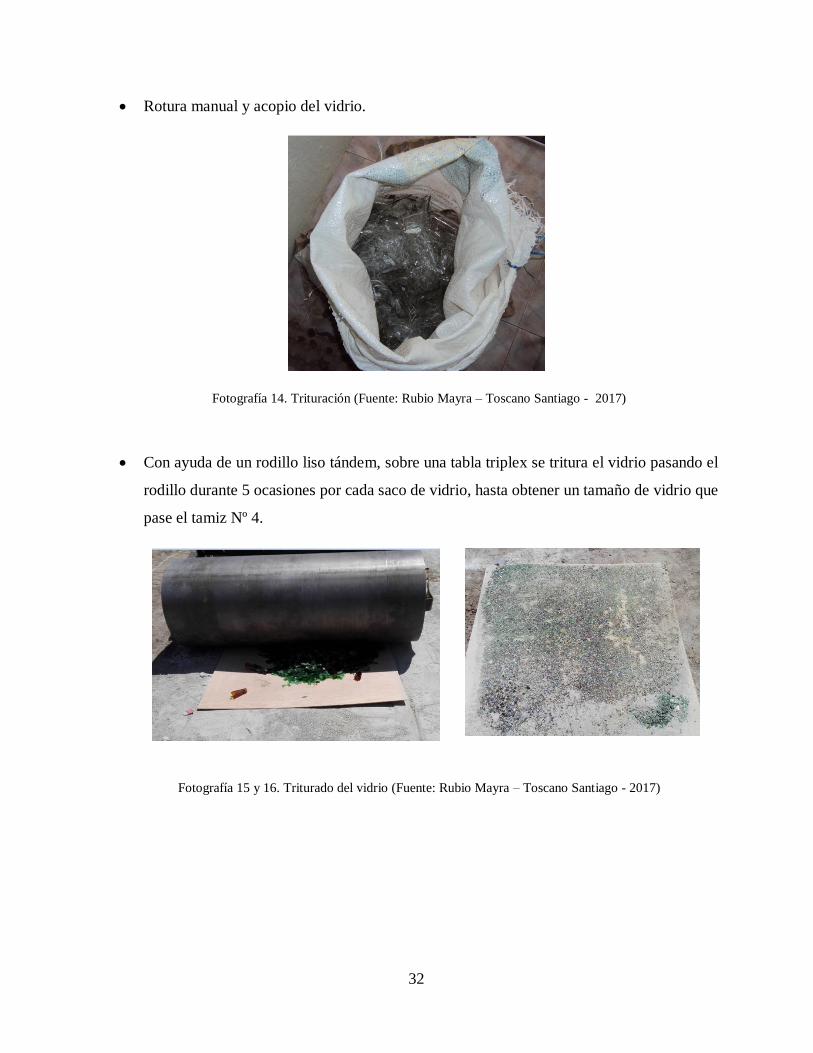
Rotura manual y acopio del vidrio.
Fotografía 14. Trituración (Fuente: Rubio Mayra – Toscano Santiago - 2017)
Con ayuda de un rodillo liso tándem, sobre una tabla triplex se tritura el vidrio pasando el
rodillo durante 5 ocasiones por cada saco de vidrio, hasta obtener un tamaño de vidrio que
pase el tamiz Nº 4.
Fotografía 15 y 16. Triturado del vidrio (Fuente: Rubio Mayra – Toscano Santiago - 2017)
33
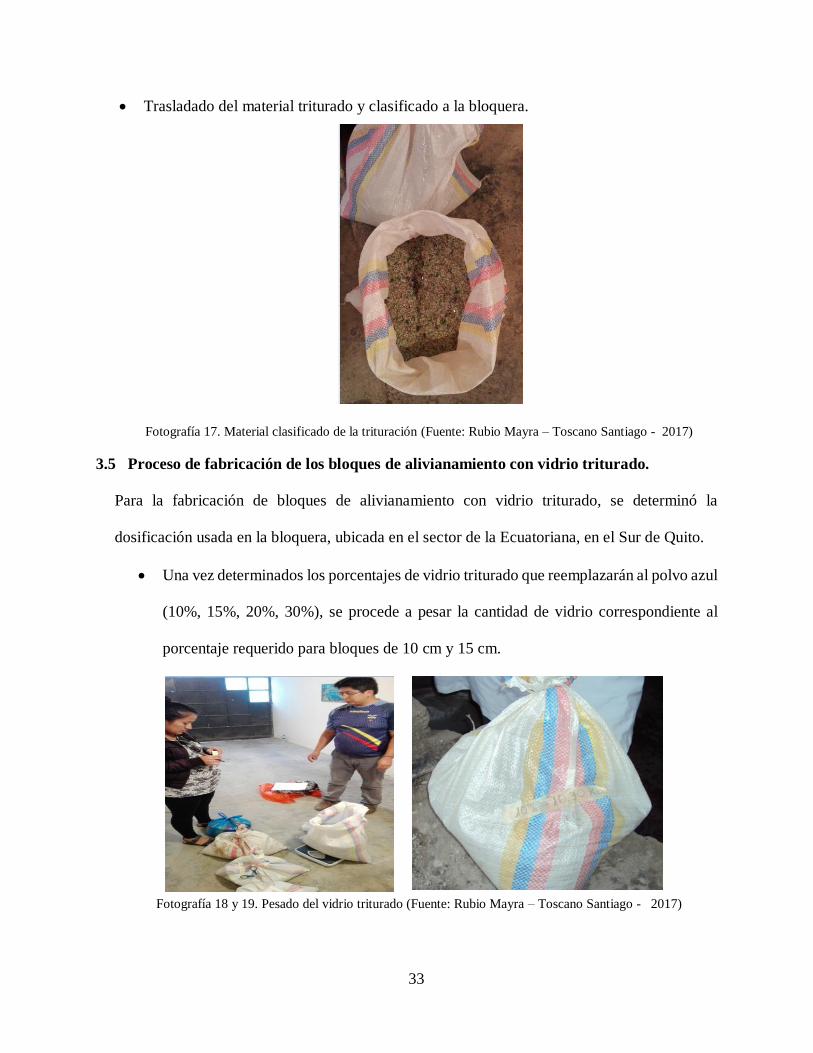
Trasladado del material triturado y clasificado a la bloquera.
Fotografía 17. Material clasificado de la trituración (Fuente: Rubio Mayra – Toscano Santiago - 2017)
3.5 Proceso de fabricación de los bloques de alivianamiento con vidrio triturado.
Para la fabricación de bloques de alivianamiento con vidrio triturado, se determinó la
dosificación usada en la bloquera, ubicada en el sector de la Ecuatoriana, en el Sur de Quito.
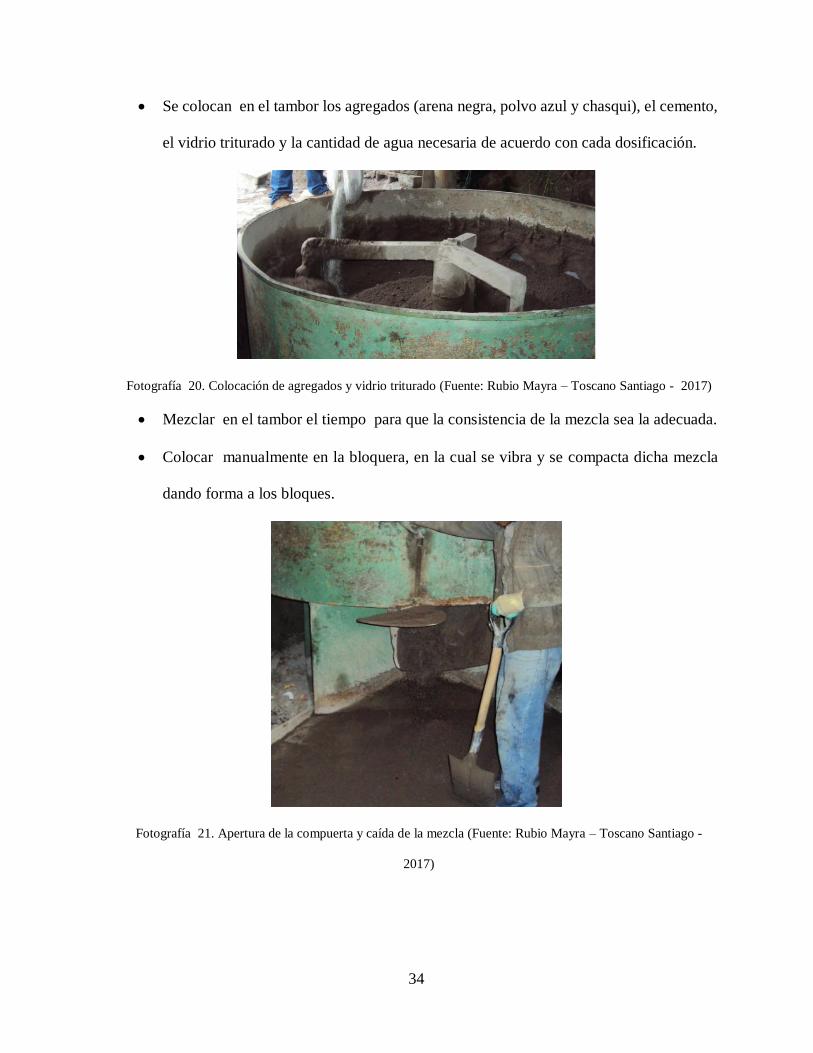
Una vez determinados los porcentajes de vidrio triturado que reemplazarán al polvo azul
(10%, 15%, 20%, 30%), se procede a pesar la cantidad de vidrio correspondiente al
porcentaje requerido para bloques de 10 cm y 15 cm.
Fotografía 18 y 19. Pesado del vidrio triturado (Fuente: Rubio Mayra – Toscano Santiago - 2017)
34
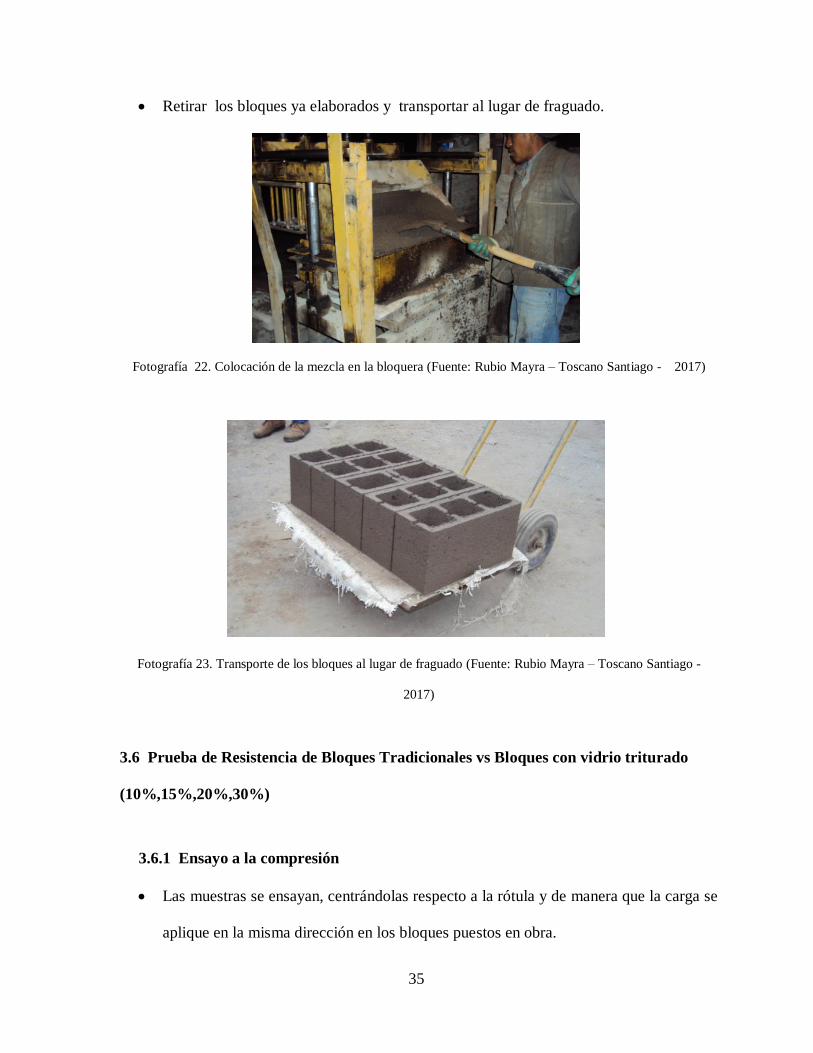
Se colocan en el tambor los agregados (arena negra, polvo azul y chasqui), el cemento,
el vidrio triturado y la cantidad de agua necesaria de acuerdo con cada dosificación.
Fotografía 20. Colocación de agregados y vidrio triturado (Fuente: Rubio Mayra – Toscano Santiago - 2017)
Mezclar en el tambor el tiempo para que la consistencia de la mezcla sea la adecuada.
Colocar manualmente en la bloquera, en la cual se vibra y se compacta dicha mezcla
dando forma a los bloques.
Fotografía 21. Apertura de la compuerta y caída de la mezcla (Fuente: Rubio Mayra – Toscano Santiago -
2017)
35
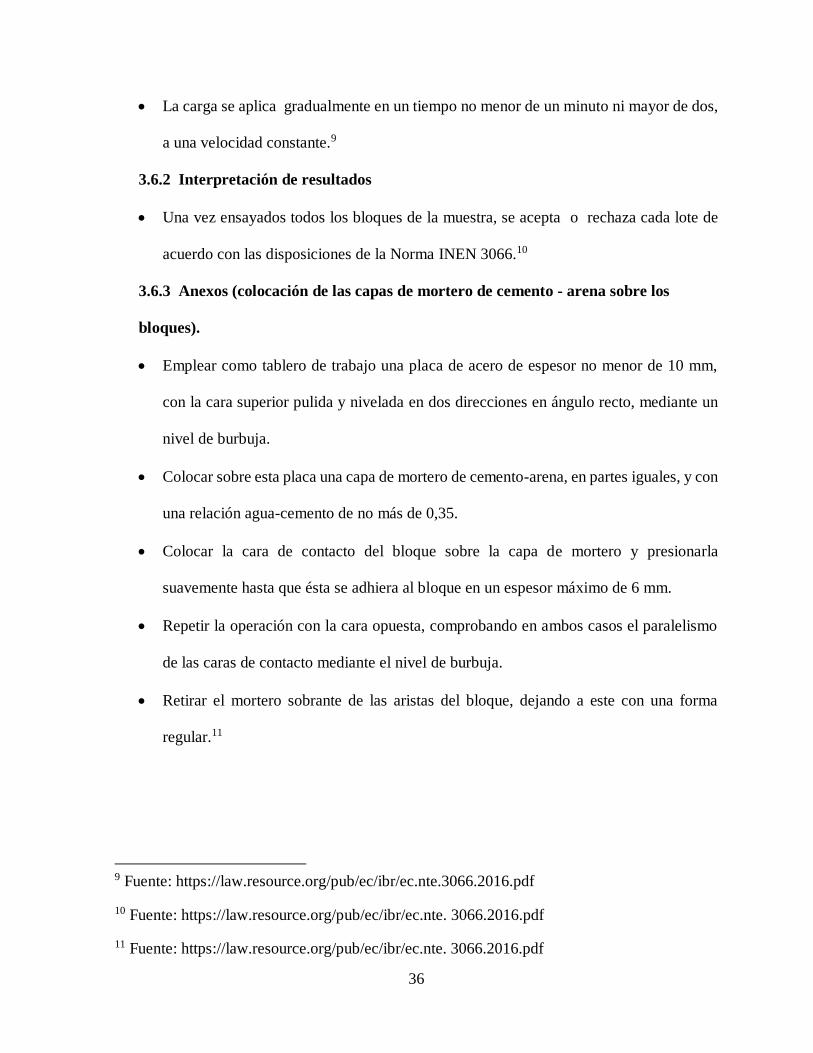
Retirar los bloques ya elaborados y transportar al lugar de fraguado.
Fotografía 22. Colocación de la mezcla en la bloquera (Fuente: Rubio Mayra – Toscano Santiago - 2017)
Fotografía 23. Transporte de los bloques al lugar de fraguado (Fuente: Rubio Mayra – Toscano Santiago -
2017)
3.6 Prueba de Resistencia de Bloques Tradicionales vs Bloques con vidrio triturado
(10%,15%,20%,30%)
3.6.1 Ensayo a la compresión
Las muestras se ensayan, centrándolas respecto a la rótula y de manera que la carga se
aplique en la misma dirección en los bloques puestos en obra.
36
La carga se aplica gradualmente en un tiempo no menor de un minuto ni mayor de dos,
a una velocidad constante.9
3.6.2 Interpretación de resultados
Una vez ensayados todos los bloques de la muestra, se acepta o rechaza cada lote de
acuerdo con las disposiciones de la Norma INEN 3066.10
3.6.3 Anexos (colocación de las capas de mortero de cemento - arena sobre los
bloques).
Emplear como tablero de trabajo una placa de acero de espesor no menor de 10 mm,
con la cara superior pulida y nivelada en dos direcciones en ángulo recto, mediante un
nivel de burbuja.
Colocar sobre esta placa una capa de mortero de cemento-arena, en partes iguales, y con
una relación agua-cemento de no más de 0,35.
Colocar la cara de contacto del bloque sobre la capa de mortero y presionarla
suavemente hasta que ésta se adhiera al bloque en un espesor máximo de 6 mm.
Repetir la operación con la cara opuesta, comprobando en ambos casos el paralelismo
de las caras de contacto mediante el nivel de burbuja.
Retirar el mortero sobrante de las aristas del bloque, dejando a este con una forma
regular.11
9 Fuente: https://law.resource.org/pub/ec/ibr/ec.nte.3066.2016.pdf 10 Fuente: https://law.resource.org/pub/ec/ibr/ec.nte. 3066.2016.pdf 11 Fuente: https://law.resource.org/pub/ec/ibr/ec.nte. 3066.2016.pdf
37
3.7
3.8
3.9 Resultados de los ensa
3.10
3.11 Yos
38
39
40
41
42
3.7.2 Bloques de 15cm
43
44
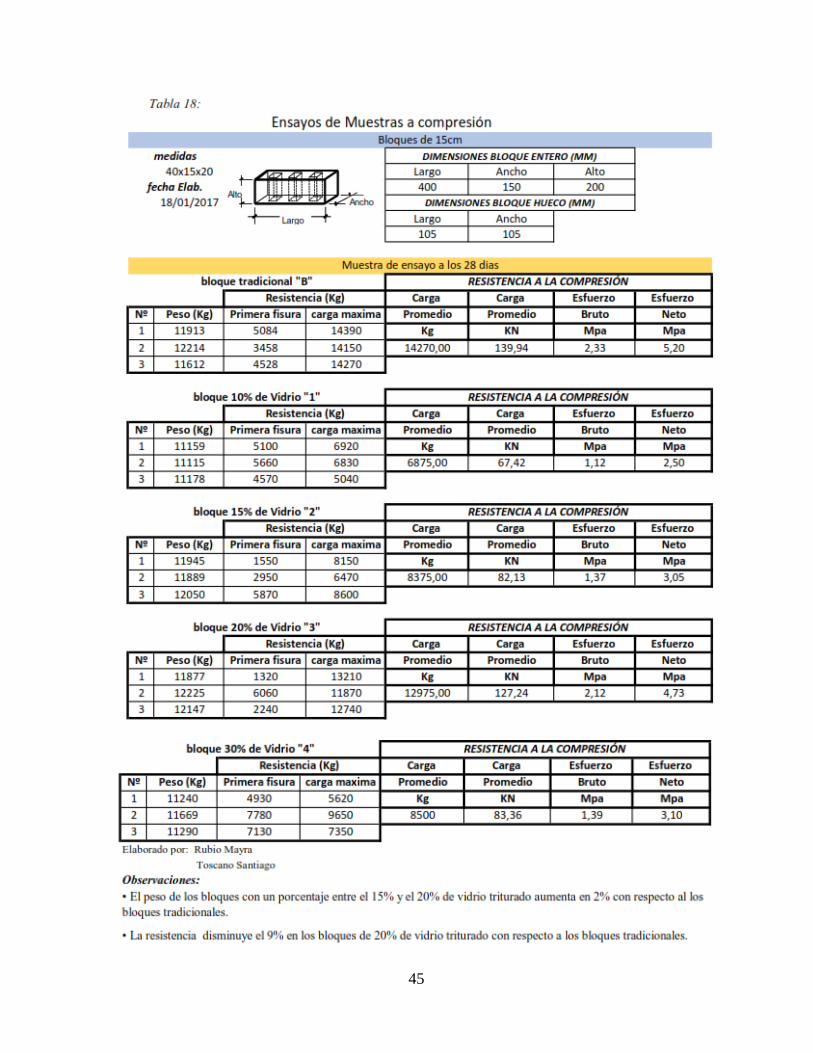
45
46
47
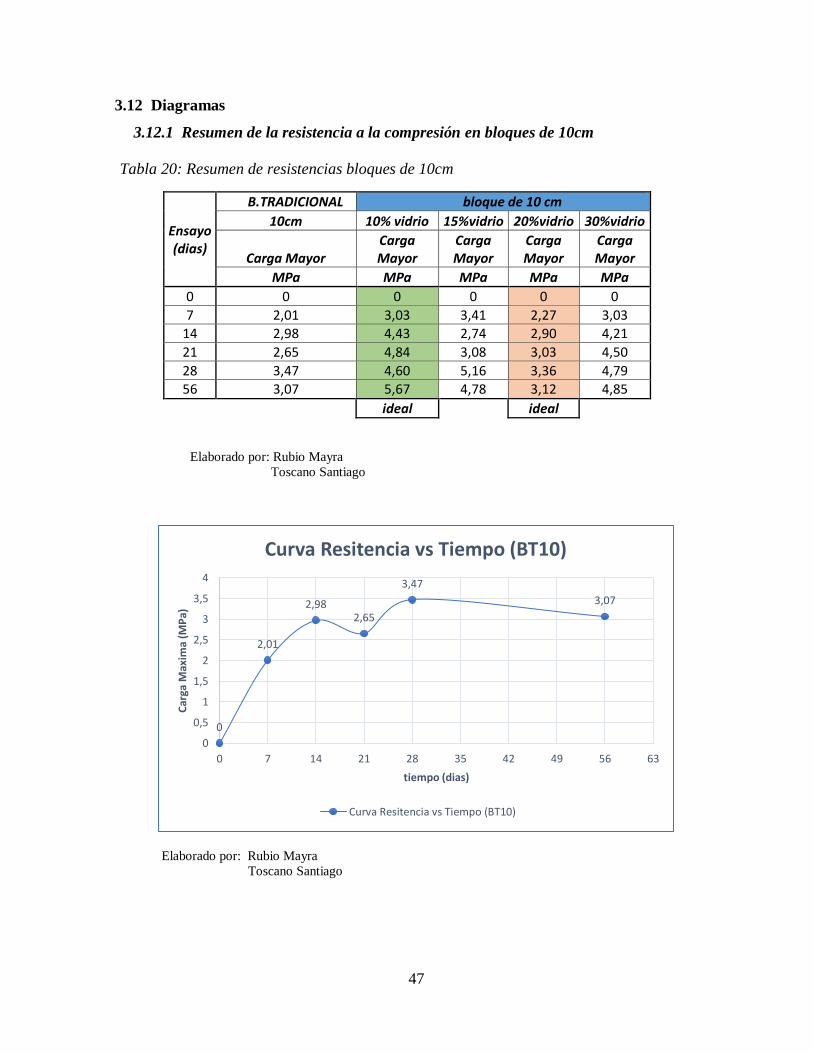
3.12 Diagramas
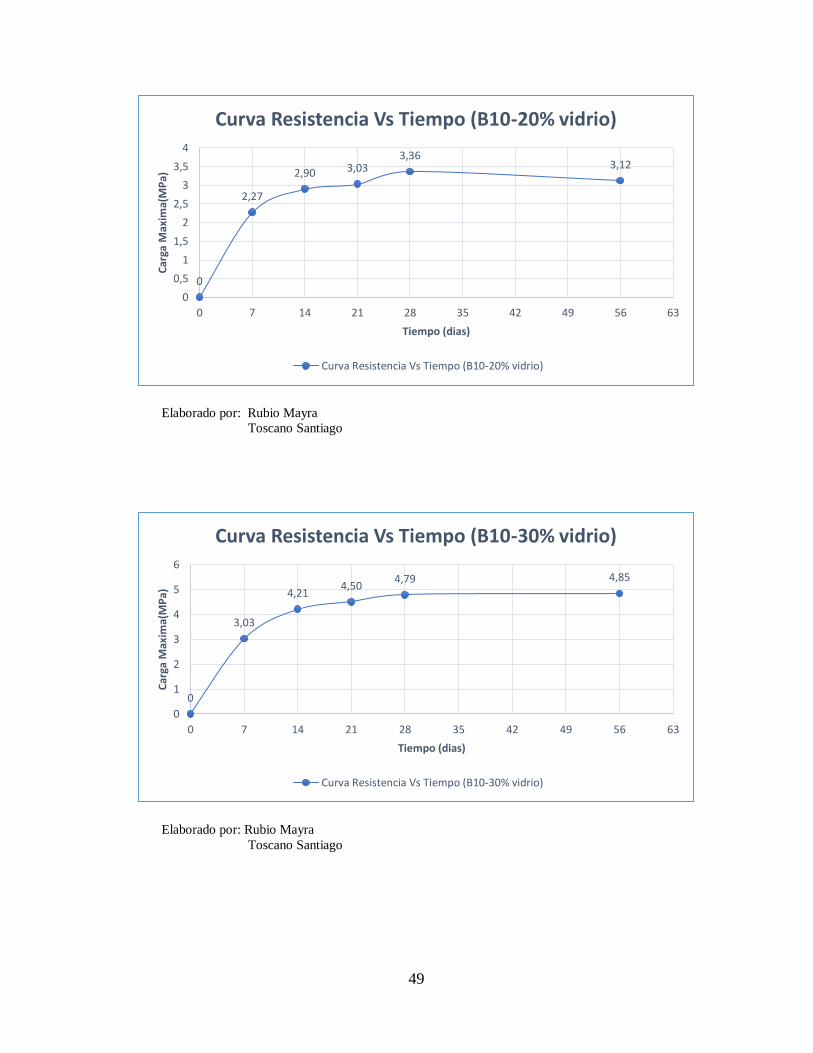
3.12.1 Resumen de la resistencia a la compresión en bloques de 10cm
Tabla 20: Resumen de resistencias bloques de 10cm
Ensayo (dias)
B.TRADICIONAL bloque de 10 cm
10cm 10% vidrio 15%vidrio 20%vidrio 30%vidrio
Carga Mayor Carga Mayor
Carga Mayor
Carga Mayor
Carga Mayor
MPa MPa MPa MPa MPa
0 0 0 0 0 0
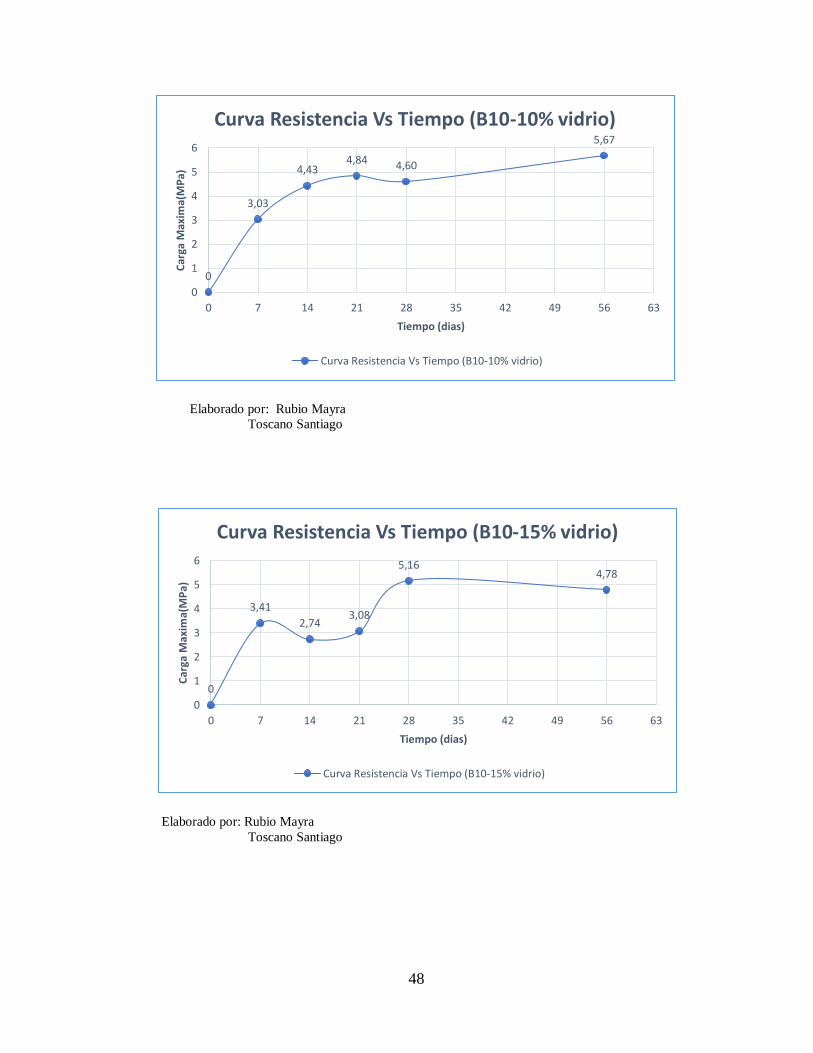
7 2,01 3,03 3,41 2,27 3,03
14 2,98 4,43 2,74 2,90 4,21
21 2,65 4,84 3,08 3,03 4,50
28 3,47 4,60 5,16 3,36 4,79
56 3,07 5,67 4,78 3,12 4,85
ideal ideal
Elaborado por: Rubio Mayra
Toscano Santiago
Elaborado por: Rubio Mayra
Toscano Santiago
0
2,01
2,982,65
3,47
3,07
0
0,5
1
1,5
2
2,5
3
3,5
4
0 7 14 21 28 35 42 49 56 63
Car
ga M
axim
a (M
Pa)
tiempo (dias)
Curva Resitencia vs Tiempo (BT10)
Curva Resitencia vs Tiempo (BT10)
48
Elaborado por: Rubio Mayra
Toscano Santiago
Elaborado por: Rubio Mayra
Toscano Santiago
0
3,03
4,434,84 4,60
5,67
0
1
2
3
4
5
6
0 7 14 21 28 35 42 49 56 63
Car
ga M
axim
a(M
Pa)
Tiempo (dias)
Curva Resistencia Vs Tiempo (B10-10% vidrio)
Curva Resistencia Vs Tiempo (B10-10% vidrio)
0
3,41
2,743,08
5,164,78
0
1
2
3
4
5
6
0 7 14 21 28 35 42 49 56 63
Car
ga M
axim
a(M
Pa)
Tiempo (dias)
Curva Resistencia Vs Tiempo (B10-15% vidrio)
Curva Resistencia Vs Tiempo (B10-15% vidrio)
49
Elaborado por: Rubio Mayra
Toscano Santiago
Elaborado por: Rubio Mayra
Toscano Santiago
0
2,27
2,90 3,033,36
3,12
0
0,5
1
1,5
2
2,5
3
3,5
4
0 7 14 21 28 35 42 49 56 63
Car
ga M
axim
a(M
Pa)
Tiempo (dias)
Curva Resistencia Vs Tiempo (B10-20% vidrio)
Curva Resistencia Vs Tiempo (B10-20% vidrio)
0
3,03
4,214,50
4,79 4,85
0
1
2
3
4
5
6
0 7 14 21 28 35 42 49 56 63
Car
ga M
axim
a(M
Pa)
Tiempo (dias)
Curva Resistencia Vs Tiempo (B10-30% vidrio)
Curva Resistencia Vs Tiempo (B10-30% vidrio)
50
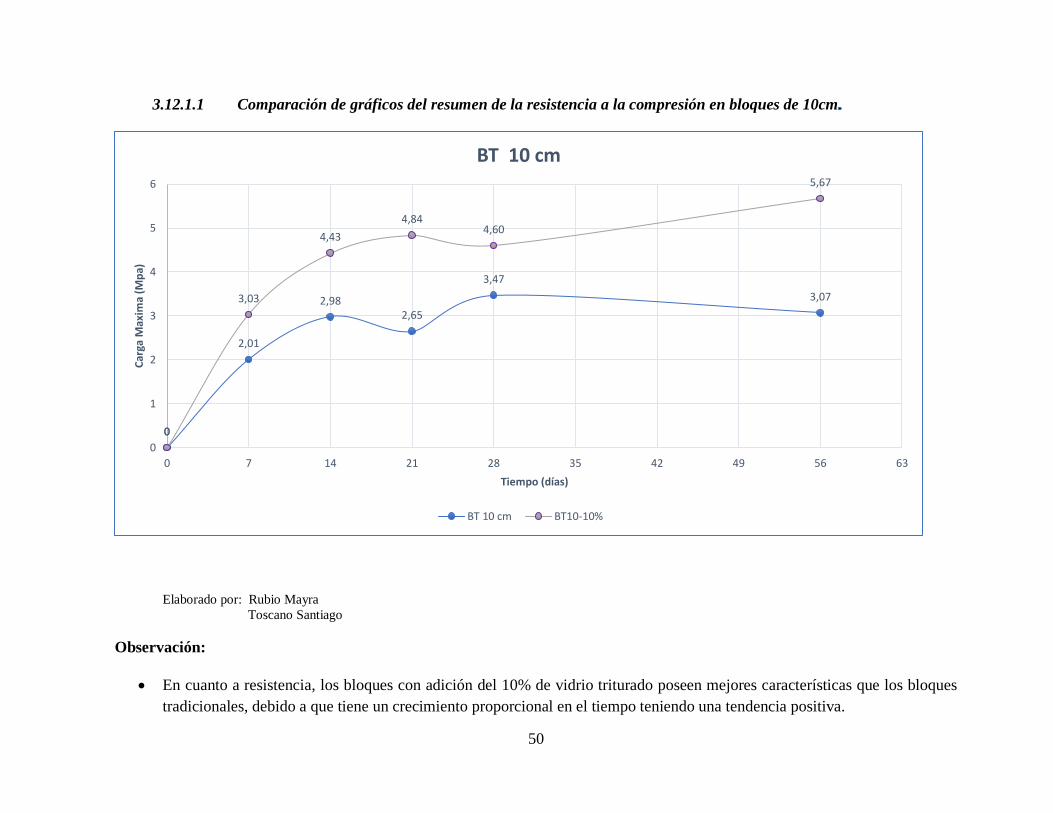
3.12.1.1 Comparación de gráficos del resumen de la resistencia a la compresión en bloques de 10cm
Elaborado por: Rubio Mayra
Toscano Santiago
Observación:
En cuanto a resistencia, los bloques con adición del 10% de vidrio triturado poseen mejores características que los bloques
tradicionales, debido a que tiene un crecimiento proporcional en el tiempo teniendo una tendencia positiva.
0
2,01
2,982,65
3,47
3,07
0
3,03
4,43
4,844,60
5,67
0
1
2
3
4
5
6
0 7 14 21 28 35 42 49 56 63
Car
ga M
axim
a (M
pa)
Tiempo (días)
BT 10 cm
BT 10 cm BT10-10%
51
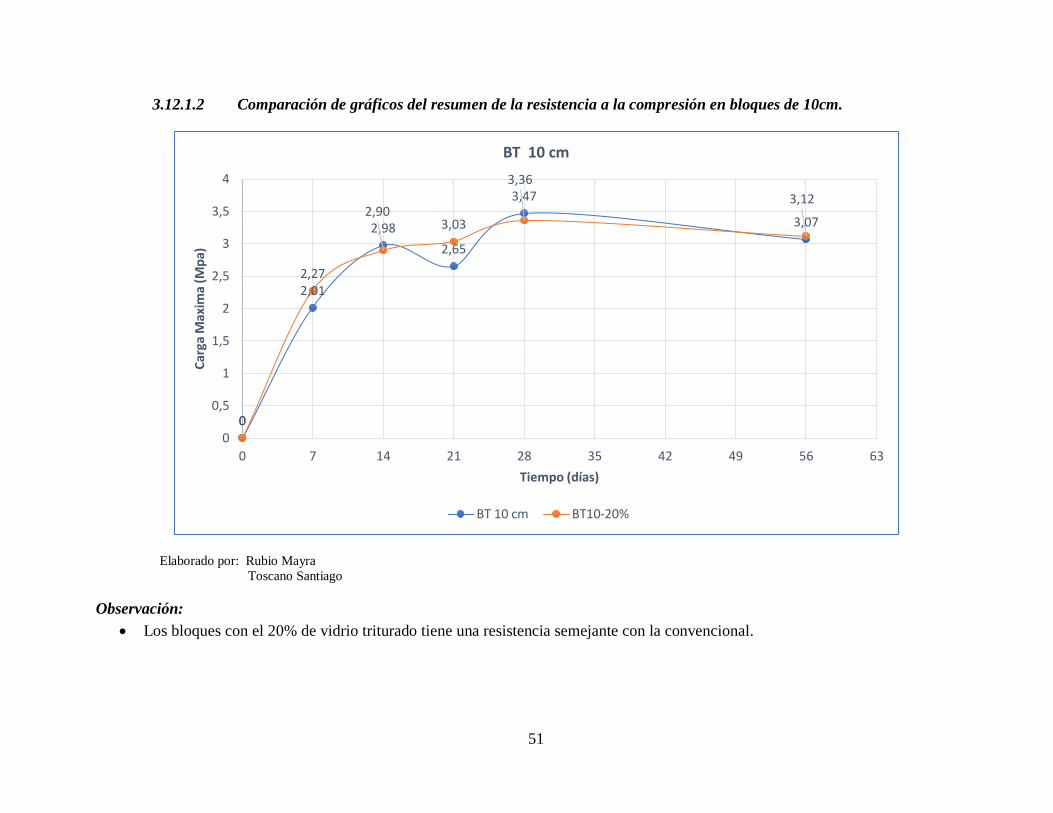
3.12.1.2 Comparación de gráficos del resumen de la resistencia a la compresión en bloques de 10cm.
Elaborado por: Rubio Mayra
Toscano Santiago
Observación:
Los bloques con el 20% de vidrio triturado tiene una resistencia semejante con la convencional.
0
2,01
2,98
2,65
3,47
3,07
0
2,27
2,903,03
3,36
3,12
0
0,5
1
1,5
2
2,5
3
3,5
4
0 7 14 21 28 35 42 49 56 63
Car
ga M
axim
a (M
pa)
Tiempo (días)
BT 10 cm
BT 10 cm BT10-20%
52
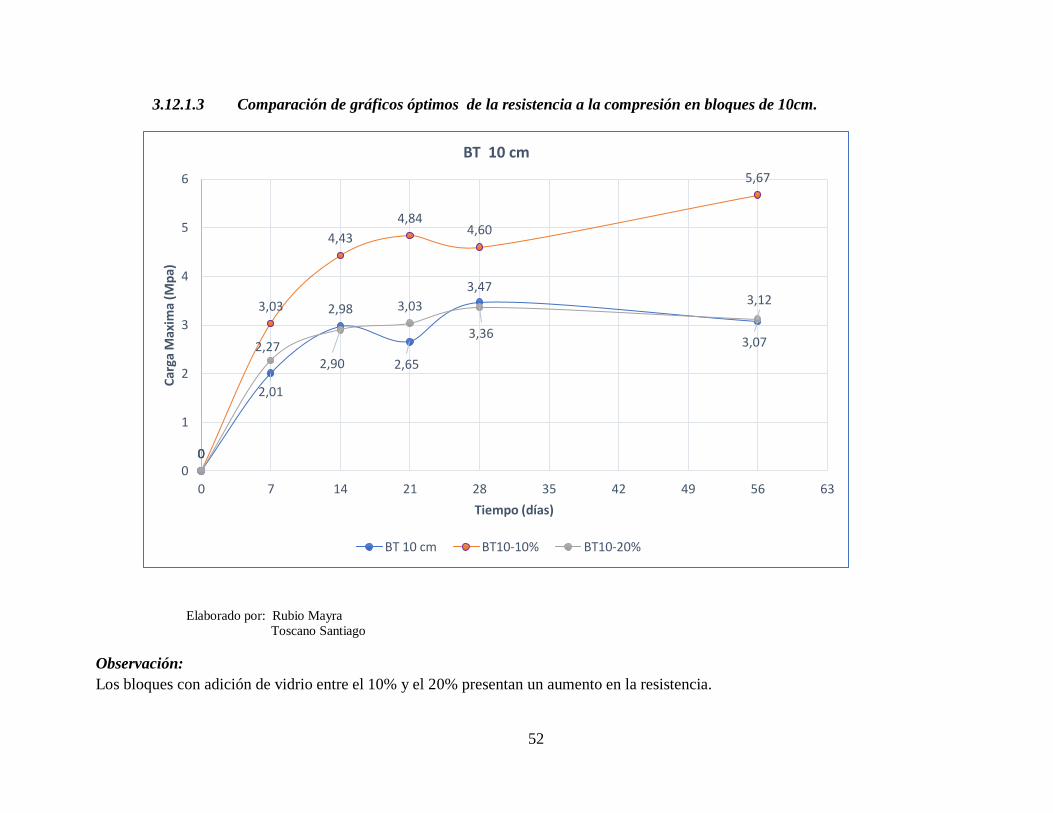
3.12.1.3 Comparación de gráficos óptimos de la resistencia a la compresión en bloques de 10cm.
Elaborado por: Rubio Mayra
Toscano Santiago
Observación:
Los bloques con adición de vidrio entre el 10% y el 20% presentan un aumento en la resistencia.
0
2,01
2,98
2,65
3,47
3,07
0
3,03
4,43
4,844,60
5,67
0
2,272,90
3,03
3,36
3,12
0
1
2
3
4
5
6
0 7 14 21 28 35 42 49 56 63
Car
ga M
axim
a (M
pa)
Tiempo (días)
BT 10 cm
BT 10 cm BT10-10% BT10-20%
53
3.12.2 Resumen de la resistencia a la compresión en bloques de 15cm
Tabla 21:
Ensayo (días)
B.TRADICIONAL bloque de 15 cm
15cm 10% vidrio 15%vidrio 20%vidrio 30%vidrio
Carga Mayor Carga Mayor Carga Mayor Carga Mayor Carga Mayor
Mpa Mpa Mpa Mpa Mpa
0 0 0 0 0 0
7 2,91 2,48 2,77 2,72 3,45
14 2,65 2,15 2,67 3,30 3,37
21 5,31 2,65 2,27 4,18 3,71
28 5,20 2,50 3,05 4,73 3,10
56 6,16 2,32 2,55 3,93 3,06
equivalente ideal
Elaborado por: Rubio Mayra
Toscano Santiago
Elaborado por: Rubio Mayra
Toscano Santiago
0
2,912,65
5,31 5,20
6,16
0
1
2
3
4
5
6
7
0 7 14 21 28 35 42 49 56 63
Car
ga M
axim
a (M
Pa)
tiempo (dias)
Curva Resitencia vs Tiempo (BT15)
Curva Resitencia vs Tiempo (BT15)
54
Elaborado por: Rubio Mayra
Toscano Santiago
Elaborado por: Rubio Mayra
Toscano Santiago
0
2,48
2,15
2,652,50
2,32
0
0,5
1
1,5
2
2,5
3
0 7 14 21 28 35 42 49 56 63
Car
ga M
axim
a(M
Pa)
Tiempo (dias)
Curva Resistencia Vs Tiempo (B15-10% vidrio)
Curva Resistencia Vs Tiempo (B15-10% vidrio)
0
2,77 2,67
2,27
3,05
2,55
0
0,5
1
1,5
2
2,5
3
3,5
0 7 14 21 28 35 42 49 56 63
Car
ga M
axim
a(M
Pa)
Tiempo (dias)
Curva Resistencia Vs Tiempo (B15-15% vidrio)
Curva Resistencia Vs Tiempo (B15-15% vidrio)
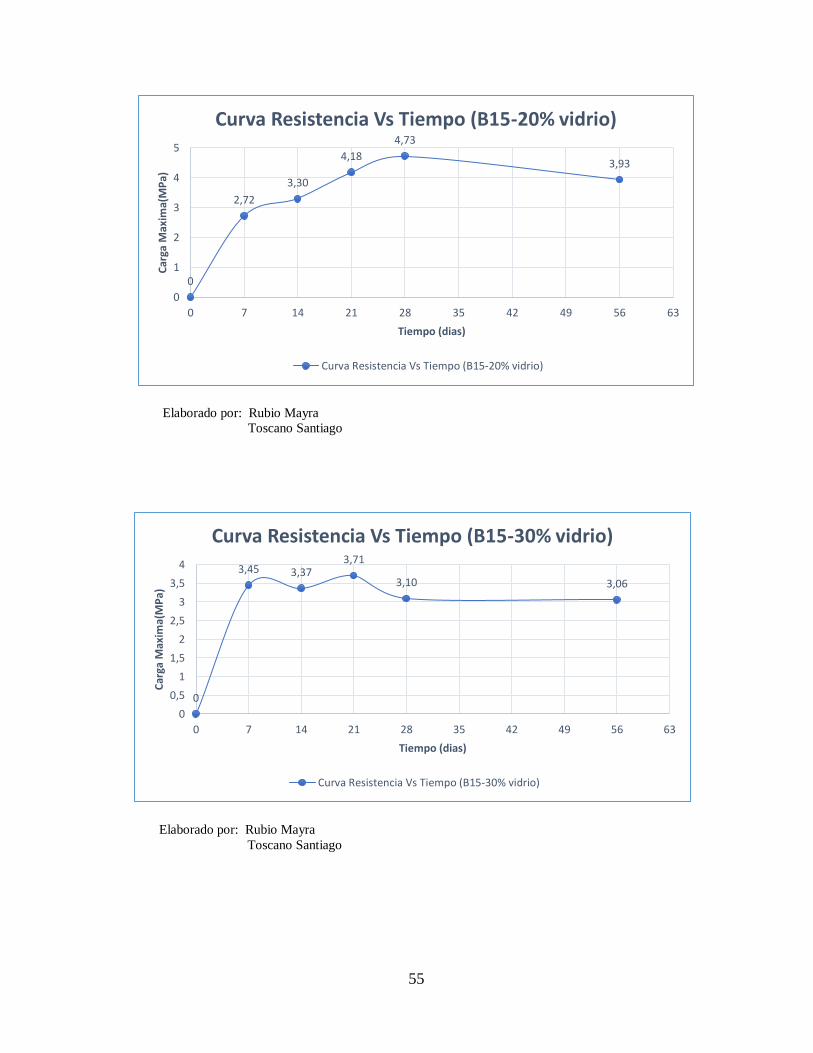
55
Elaborado por: Rubio Mayra
Toscano Santiago
Elaborado por: Rubio Mayra
Toscano Santiago
0
2,72
3,30
4,18
4,73
3,93
0
1
2
3
4
5
0 7 14 21 28 35 42 49 56 63
Car
ga M
axim
a(M
Pa)
Tiempo (dias)
Curva Resistencia Vs Tiempo (B15-20% vidrio)
Curva Resistencia Vs Tiempo (B15-20% vidrio)
0
3,45 3,373,71
3,10 3,06
0
0,5
1
1,5
2
2,5
3
3,5
4
0 7 14 21 28 35 42 49 56 63
Car
ga M
axim
a(M
Pa)
Tiempo (dias)
Curva Resistencia Vs Tiempo (B15-30% vidrio)
Curva Resistencia Vs Tiempo (B15-30% vidrio)
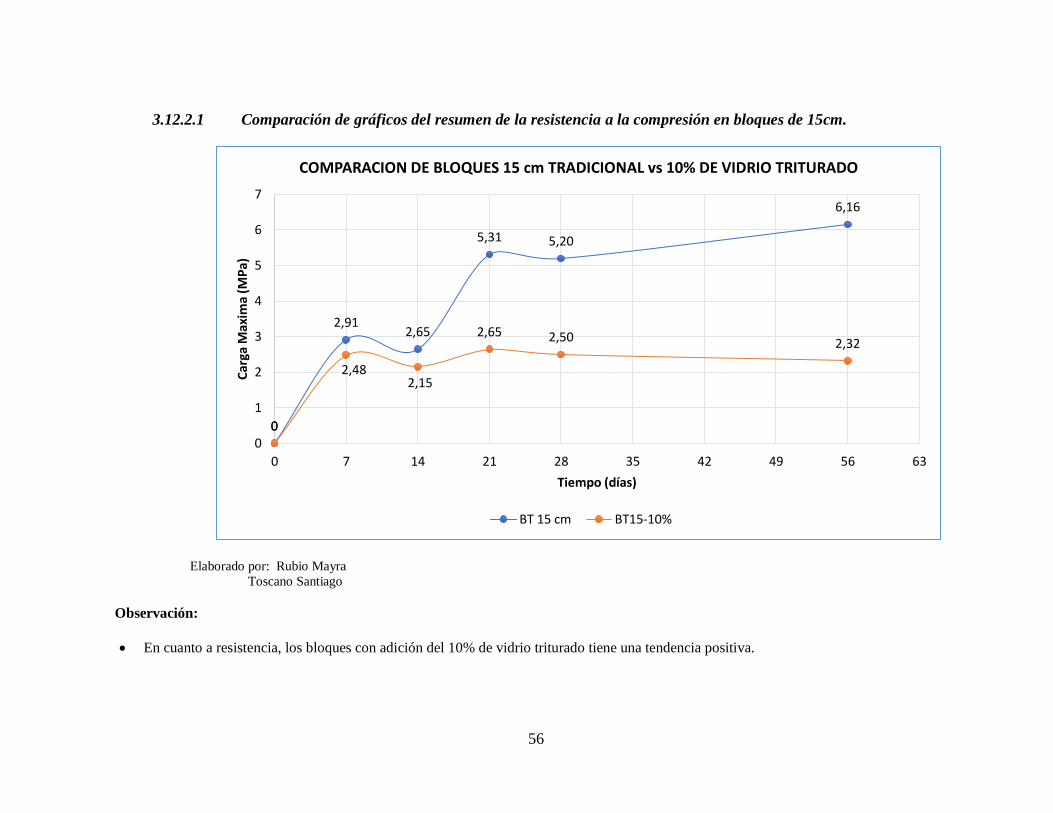
56
3.12.2.1 Comparación de gráficos del resumen de la resistencia a la compresión en bloques de 15cm.
Elaborado por: Rubio Mayra
Toscano Santiago
Observación:
En cuanto a resistencia, los bloques con adición del 10% de vidrio triturado tiene una tendencia positiva.
0
2,912,65
5,31 5,20
6,16
0
2,482,15
2,65 2,50 2,32
0
1
2
3
4
5
6
7
0 7 14 21 28 35 42 49 56 63
Car
ga M
axim
a (M
Pa)
Tiempo (días)
COMPARACION DE BLOQUES 15 cm TRADICIONAL vs 10% DE VIDRIO TRITURADO
BT 15 cm BT15-10%
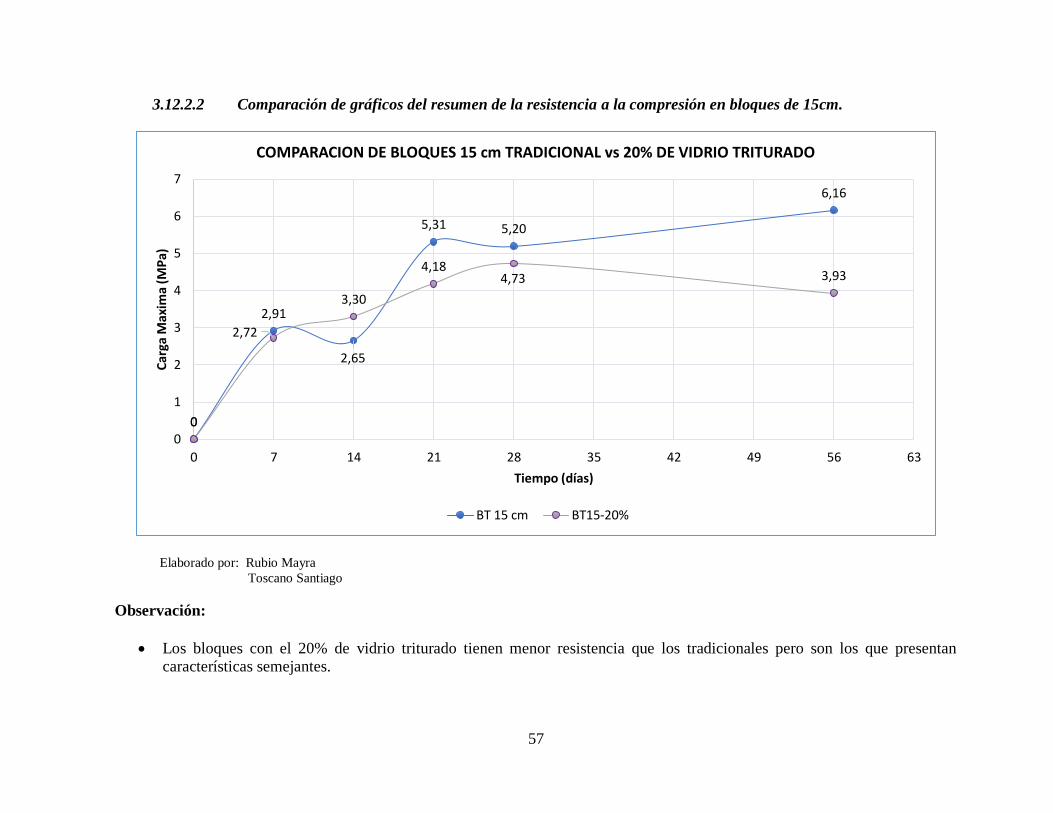
57
3.12.2.2 Comparación de gráficos del resumen de la resistencia a la compresión en bloques de 15cm.
Elaborado por: Rubio Mayra
Toscano Santiago
Observación:
Los bloques con el 20% de vidrio triturado tienen menor resistencia que los tradicionales pero son los que presentan características semejantes.
0
2,91
2,65
5,31 5,20
6,16
0
2,72
3,30
4,184,73 3,93
0
1
2
3
4
5
6
7
0 7 14 21 28 35 42 49 56 63
Car
ga M
axim
a (M
Pa)
Tiempo (días)
COMPARACION DE BLOQUES 15 cm TRADICIONAL vs 20% DE VIDRIO TRITURADO
BT 15 cm BT15-20%
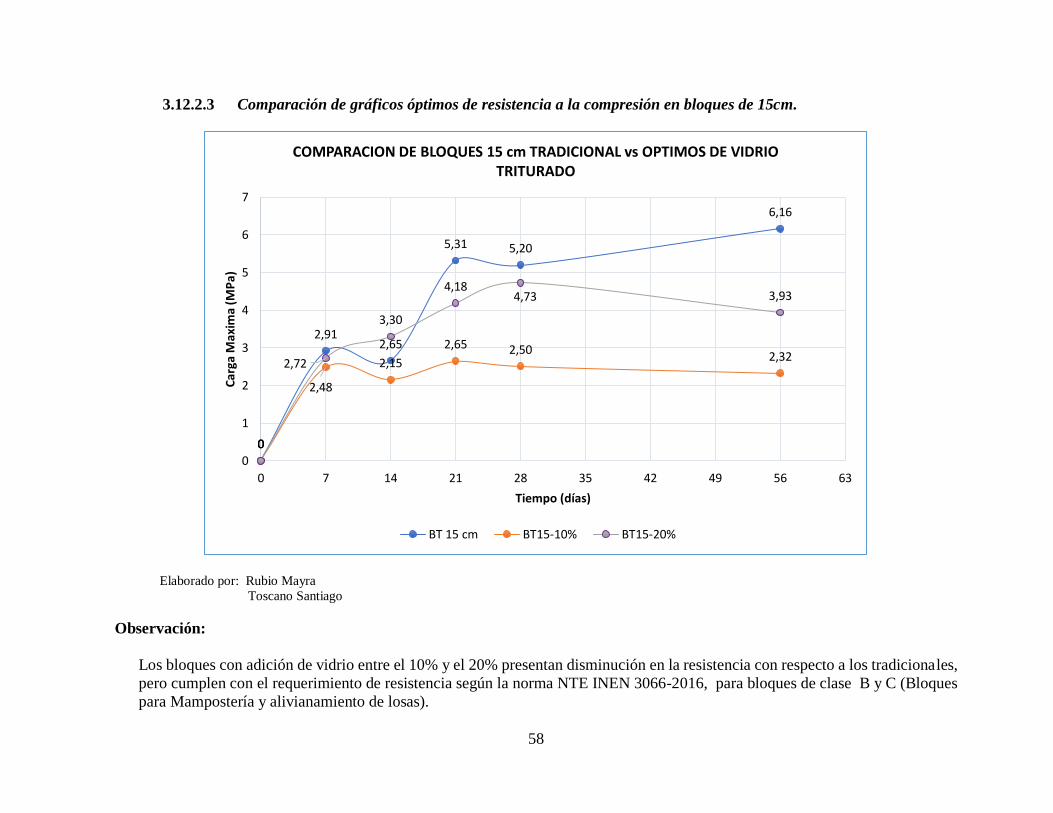
58
3.12.2.3 Comparación de gráficos óptimos de resistencia a la compresión en bloques de 15cm.
Elaborado por: Rubio Mayra
Toscano Santiago
Observación:
Los bloques con adición de vidrio entre el 10% y el 20% presentan disminución en la resistencia con respecto a los tradicionales,
pero cumplen con el requerimiento de resistencia según la norma NTE INEN 3066-2016, para bloques de clase B y C (Bloques
para Mampostería y alivianamiento de losas).
0
2,912,65
5,31 5,20
6,16
0
2,48
2,15
2,65 2,502,32
0
2,72
3,30
4,184,73 3,93
0
1
2
3
4
5
6
7
0 7 14 21 28 35 42 49 56 63
Car
ga M
axim
a (M
Pa)
Tiempo (días)
COMPARACION DE BLOQUES 15 cm TRADICIONAL vs OPTIMOS DE VIDRIO TRITURADO
BT 15 cm BT15-10% BT15-20%
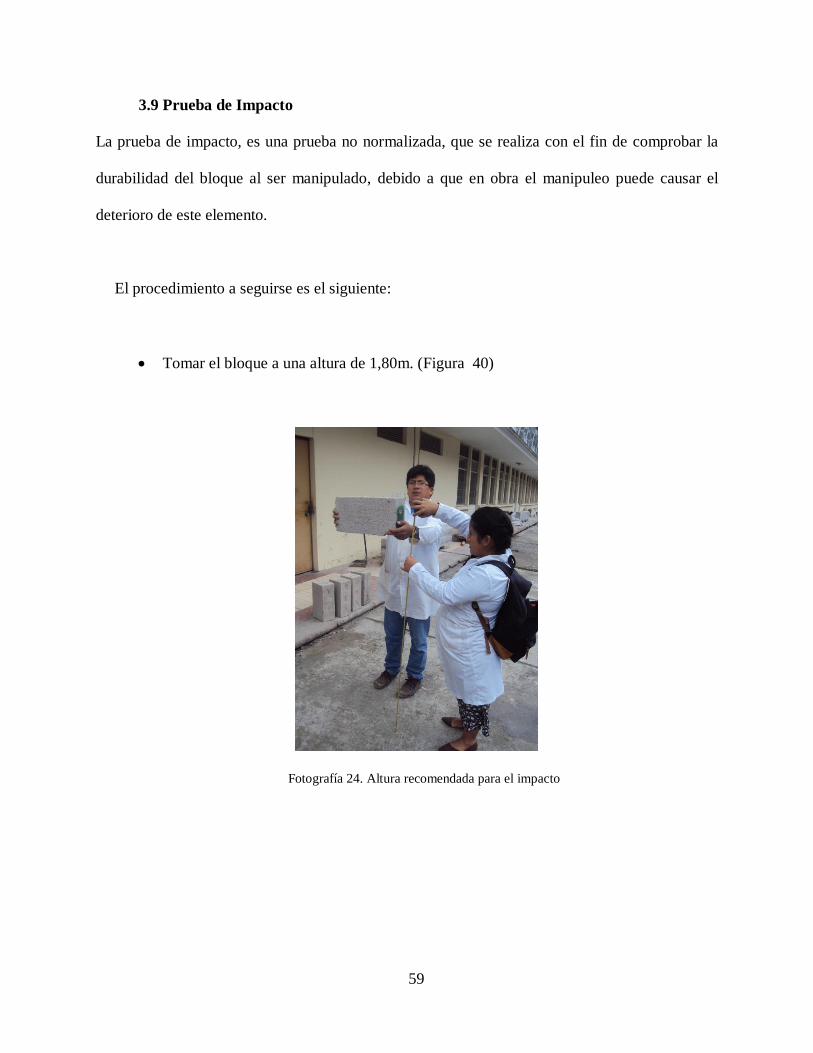
59
3.9 Prueba de Impacto
La prueba de impacto, es una prueba no normalizada, que se realiza con el fin de comprobar la
durabilidad del bloque al ser manipulado, debido a que en obra el manipuleo puede causar el
deterioro de este elemento.
El procedimiento a seguirse es el siguiente:
Tomar el bloque a una altura de 1,80m. (Figura 40)
Fotografía 24. Altura recomendada para el impacto
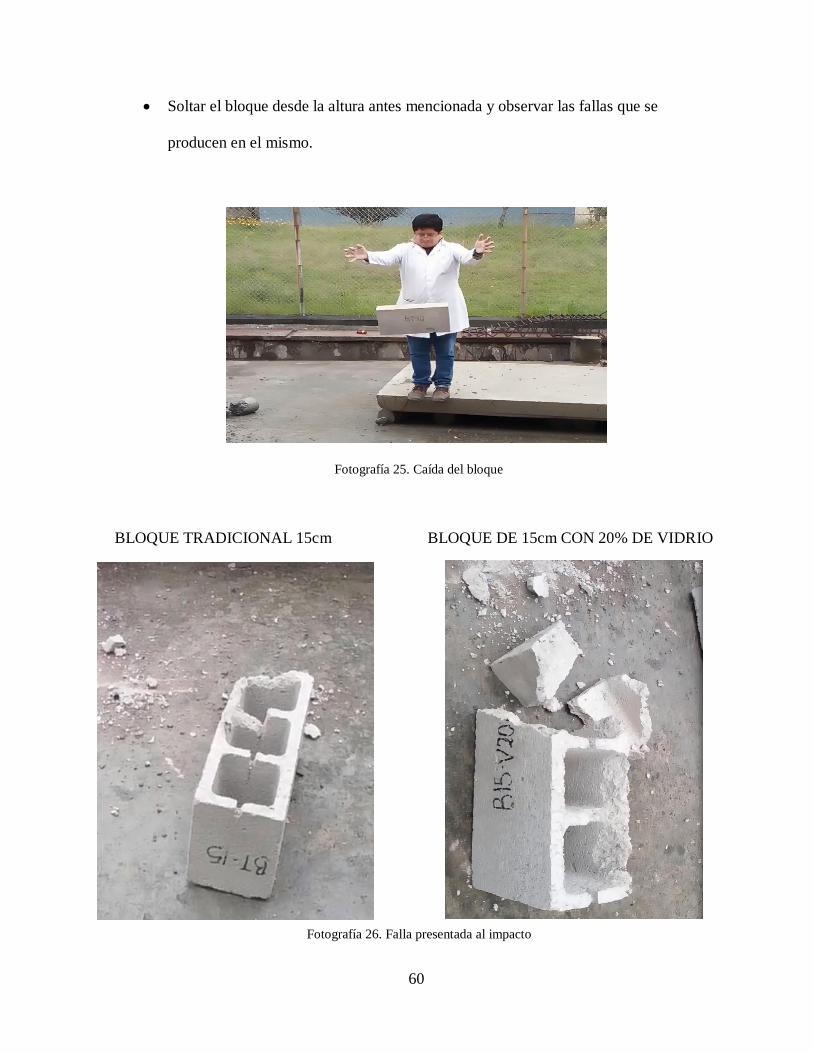
60
Soltar el bloque desde la altura antes mencionada y observar las fallas que se
producen en el mismo.
Fotografía 25. Caída del bloque
BLOQUE TRADICIONAL 15cm BLOQUE DE 15cm CON 20% DE VIDRIO
Fotografía 26. Falla presentada al impacto
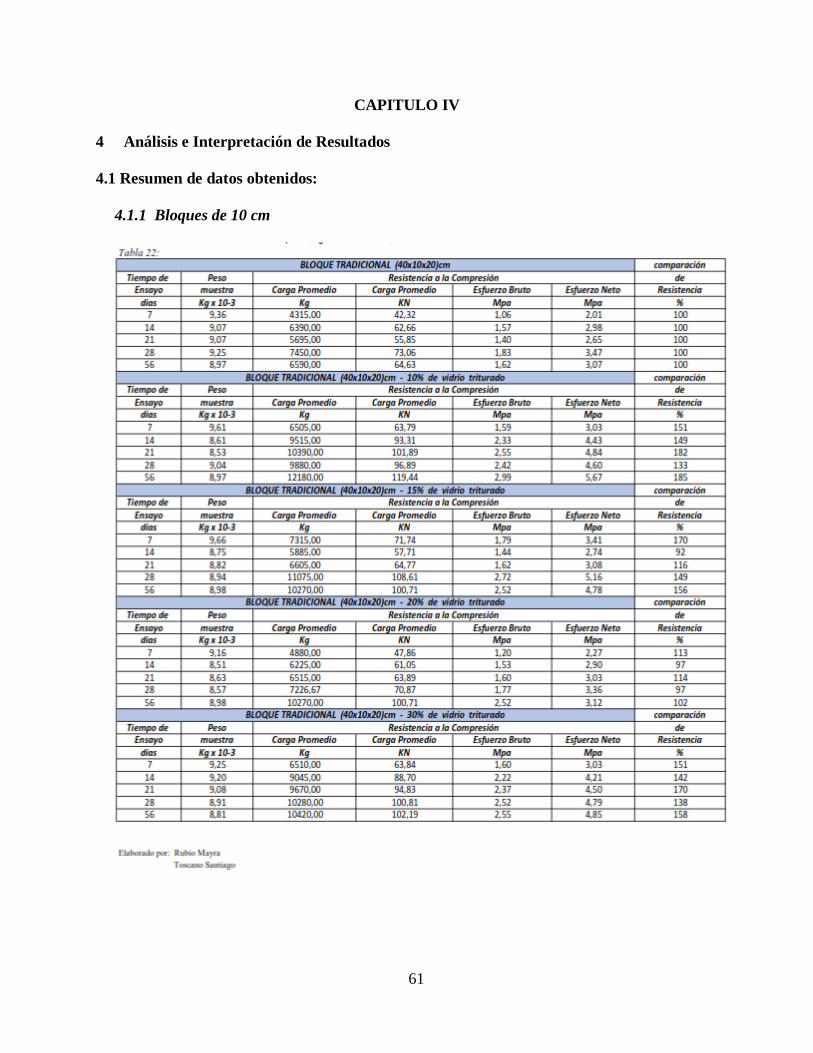
61
CAPITULO IV
4 Análisis e Interpretación de Resultados
4.1 Resumen de datos obtenidos:
4.1.1 Bloques de 10 cm
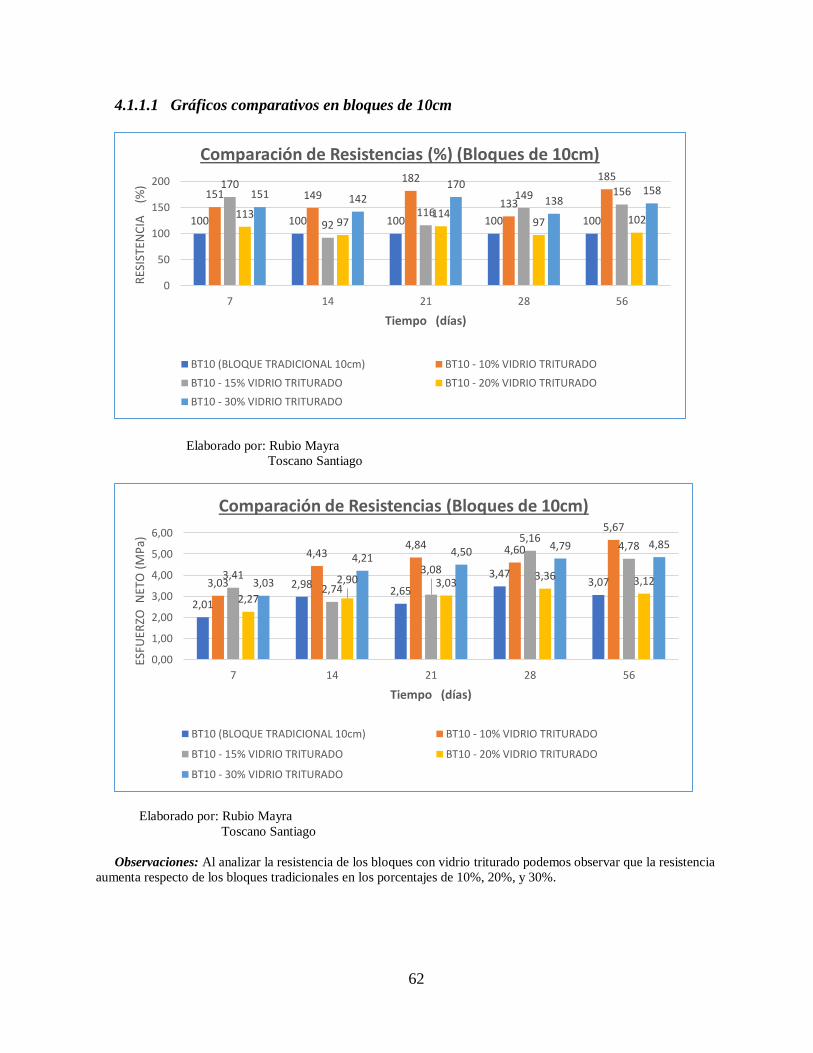
62
4.1.1.1 Gráficos comparativos en bloques de 10cm
Elaborado por: Rubio Mayra
Toscano Santiago
Elaborado por: Rubio Mayra
Toscano Santiago
Observaciones: Al analizar la resistencia de los bloques con vidrio triturado podemos observar que la resistencia
aumenta respecto de los bloques tradicionales en los porcentajes de 10%, 20%, y 30%.
100 100 100 100 100
151 149
182
133
185170
92116
149 156
11397
11497 102
151 142170
138158
0
50
100
150
200
7 14 21 28 56
RES
ISTE
NC
IA
(%
)
Tiempo (días)
Comparación de Resistencias (%) (Bloques de 10cm)
BT10 (BLOQUE TRADICIONAL 10cm) BT10 - 10% VIDRIO TRITURADO
BT10 - 15% VIDRIO TRITURADO BT10 - 20% VIDRIO TRITURADO
BT10 - 30% VIDRIO TRITURADO
2,01
2,982,65
3,473,073,03
4,434,84 4,60
5,67
3,412,74
3,08
5,164,78
2,27
2,90 3,033,36 3,123,03
4,214,50
4,79 4,85
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7 14 21 28 56
ESFU
ERZO
NET
O (
MP
a)
Tiempo (días)
Comparación de Resistencias (Bloques de 10cm)
BT10 (BLOQUE TRADICIONAL 10cm) BT10 - 10% VIDRIO TRITURADO
BT10 - 15% VIDRIO TRITURADO BT10 - 20% VIDRIO TRITURADO
BT10 - 30% VIDRIO TRITURADO
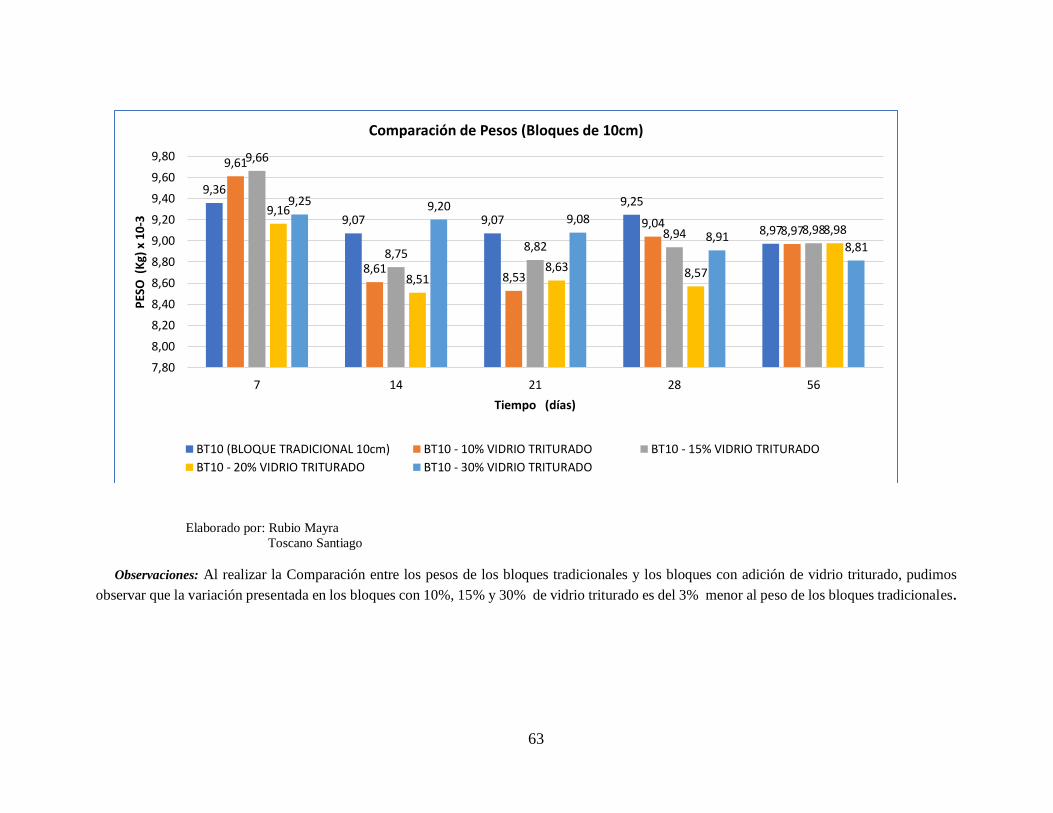
63
Elaborado por: Rubio Mayra
Toscano Santiago
Observaciones: Al realizar la Comparación entre los pesos de los bloques tradicionales y los bloques con adición de vidrio triturado, pudimos
observar que la variación presentada en los bloques con 10%, 15% y 30% de vidrio triturado es del 3% menor al peso de los bloques tradicionales.
9,36
9,07 9,07
9,25
8,97
9,61
8,618,53
9,048,97
9,66
8,758,82
8,94 8,98
9,16
8,518,63 8,57
8,98
9,25 9,209,08
8,918,81
7,80
8,00
8,20
8,40
8,60
8,80
9,00
9,20
9,40
9,60
9,80
7 14 21 28 56
PES
O (
Kg)
x 1
0-3
Tiempo (días)
Comparación de Pesos (Bloques de 10cm)
BT10 (BLOQUE TRADICIONAL 10cm) BT10 - 10% VIDRIO TRITURADO BT10 - 15% VIDRIO TRITURADO
BT10 - 20% VIDRIO TRITURADO BT10 - 30% VIDRIO TRITURADO
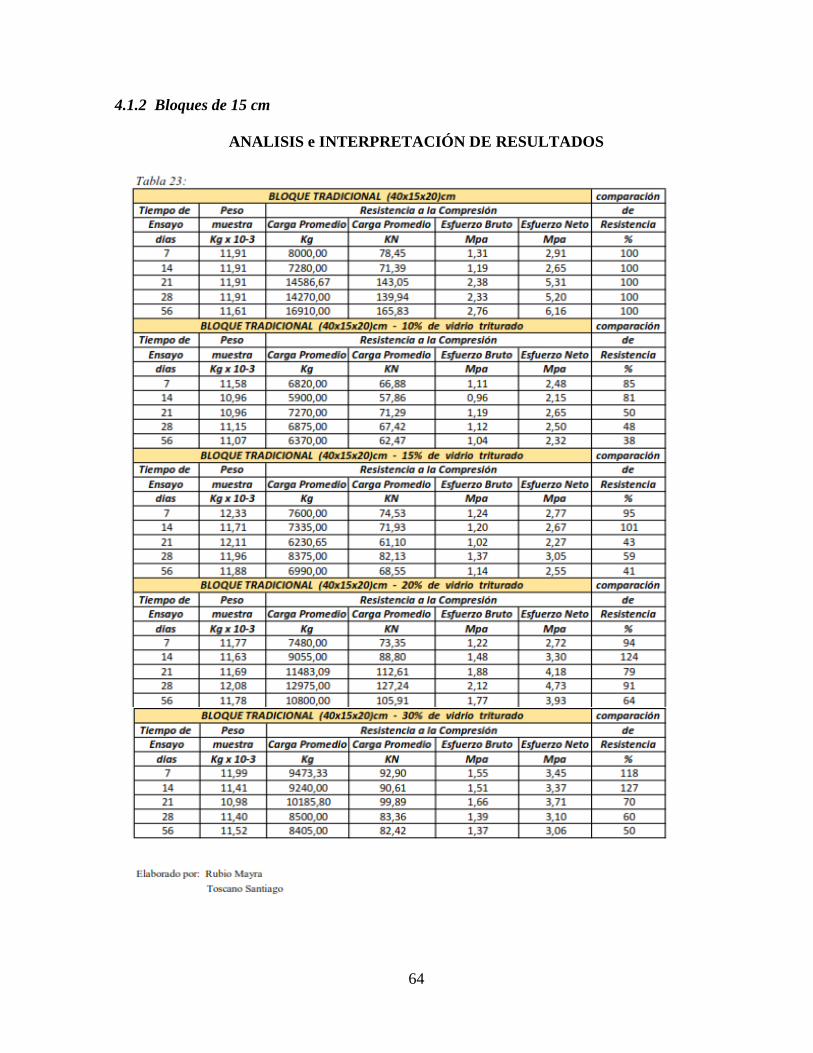
64
4.1.2 Bloques de 15 cm
ANALISIS e INTERPRETACIÓN DE RESULTADOS
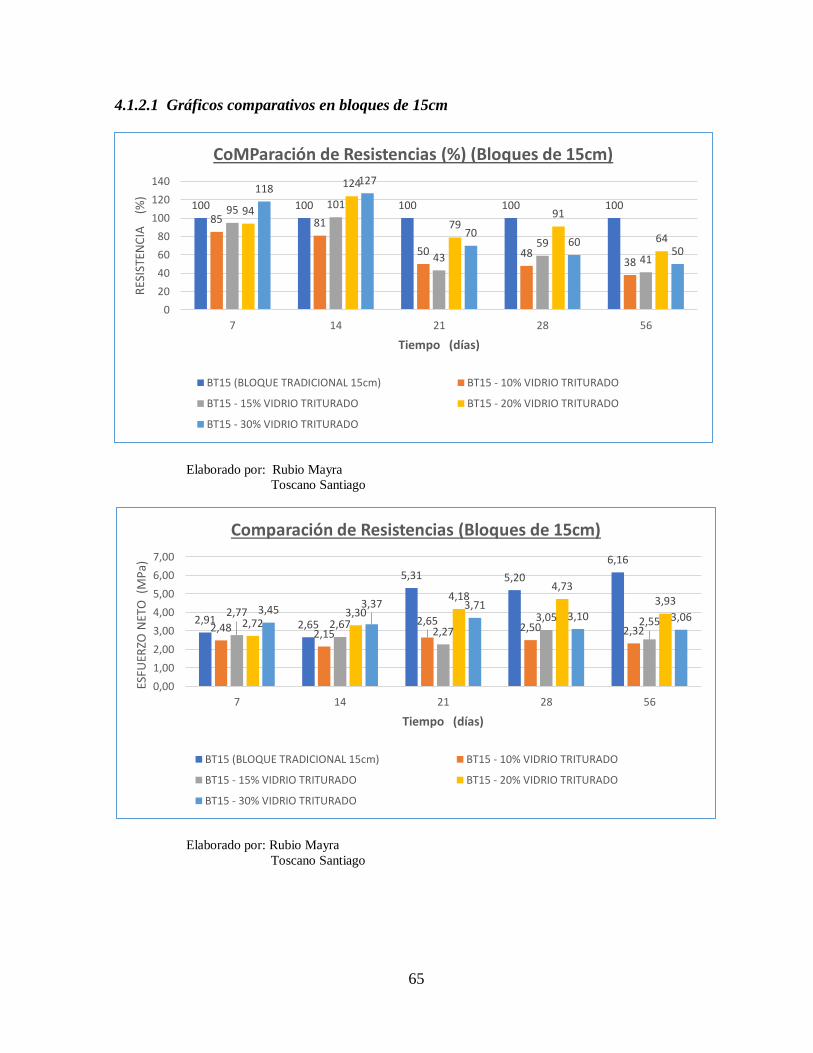
65
4.1.2.1 Gráficos comparativos en bloques de 15cm
Elaborado por: Rubio Mayra
Toscano Santiago
Elaborado por: Rubio Mayra
Toscano Santiago
100 100 100 100 10085 81
50 4838
95 101
4359
41
94
124
7991
64
118127
7060
50
0
20
40
60
80
100
120
140
7 14 21 28 56
RES
ISTE
NC
IA
(%
)
Tiempo (días)
CoMParación de Resistencias (%) (Bloques de 15cm)
BT15 (BLOQUE TRADICIONAL 15cm) BT15 - 10% VIDRIO TRITURADO
BT15 - 15% VIDRIO TRITURADO BT15 - 20% VIDRIO TRITURADO
BT15 - 30% VIDRIO TRITURADO
2,91 2,65
5,31 5,20
6,16
2,482,15
2,652,50 2,32
2,772,67
2,273,05 2,552,72
3,30
4,184,73
3,933,45
3,37 3,713,10 3,06
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
7 14 21 28 56
ESFU
ERZO
NET
O (
MP
a)
Tiempo (días)
Comparación de Resistencias (Bloques de 15cm)
BT15 (BLOQUE TRADICIONAL 15cm) BT15 - 10% VIDRIO TRITURADO
BT15 - 15% VIDRIO TRITURADO BT15 - 20% VIDRIO TRITURADO
BT15 - 30% VIDRIO TRITURADO
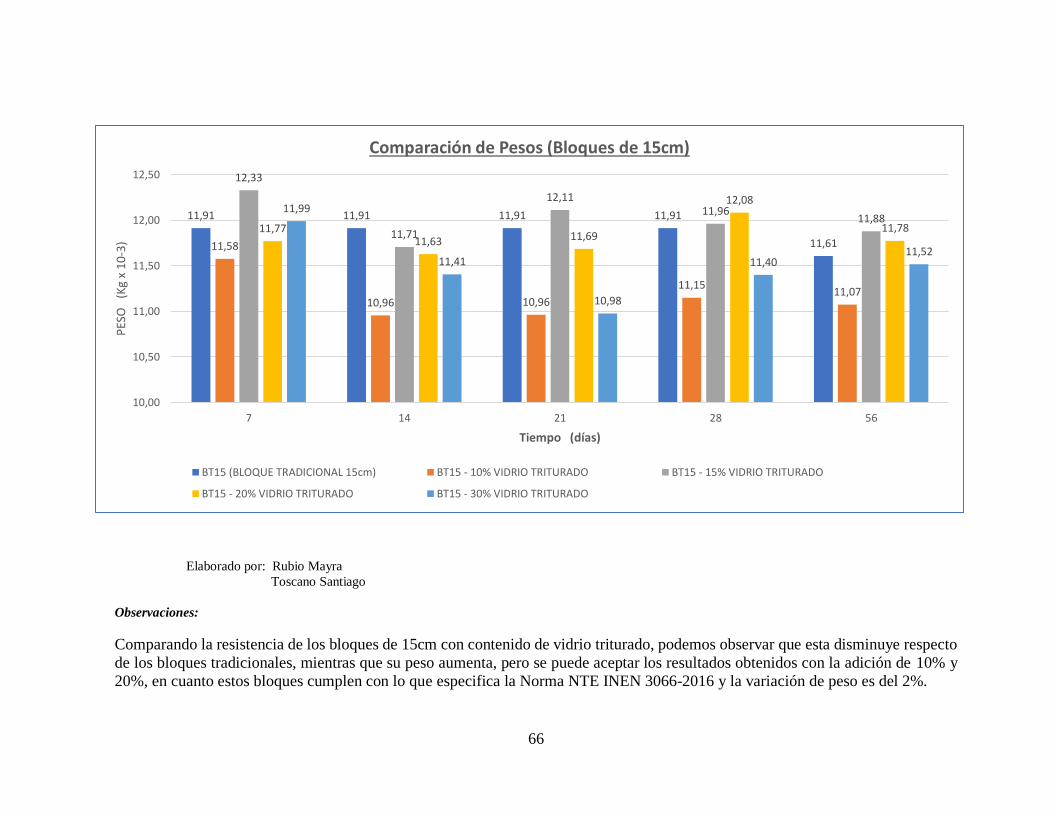
66
Elaborado por: Rubio Mayra
Toscano Santiago
Observaciones:
Comparando la resistencia de los bloques de 15cm con contenido de vidrio triturado, podemos observar que esta disminuye respecto
de los bloques tradicionales, mientras que su peso aumenta, pero se puede aceptar los resultados obtenidos con la adición de 10% y
20%, en cuanto estos bloques cumplen con lo que especifica la Norma NTE INEN 3066-2016 y la variación de peso es del 2%.
11,91 11,91 11,91 11,91
11,6111,58
10,96 10,96
11,1511,07
12,33
11,71
12,1111,96
11,8811,77
11,63 11,69
12,08
11,78
11,99
11,41
10,98
11,4011,52
10,00
10,50
11,00
11,50
12,00
12,50
7 14 21 28 56
PES
O
(Kg
x 10
-3)
Tiempo (días)
Comparación de Pesos (Bloques de 15cm)
BT15 (BLOQUE TRADICIONAL 15cm) BT15 - 10% VIDRIO TRITURADO BT15 - 15% VIDRIO TRITURADO
BT15 - 20% VIDRIO TRITURADO BT15 - 30% VIDRIO TRITURADO
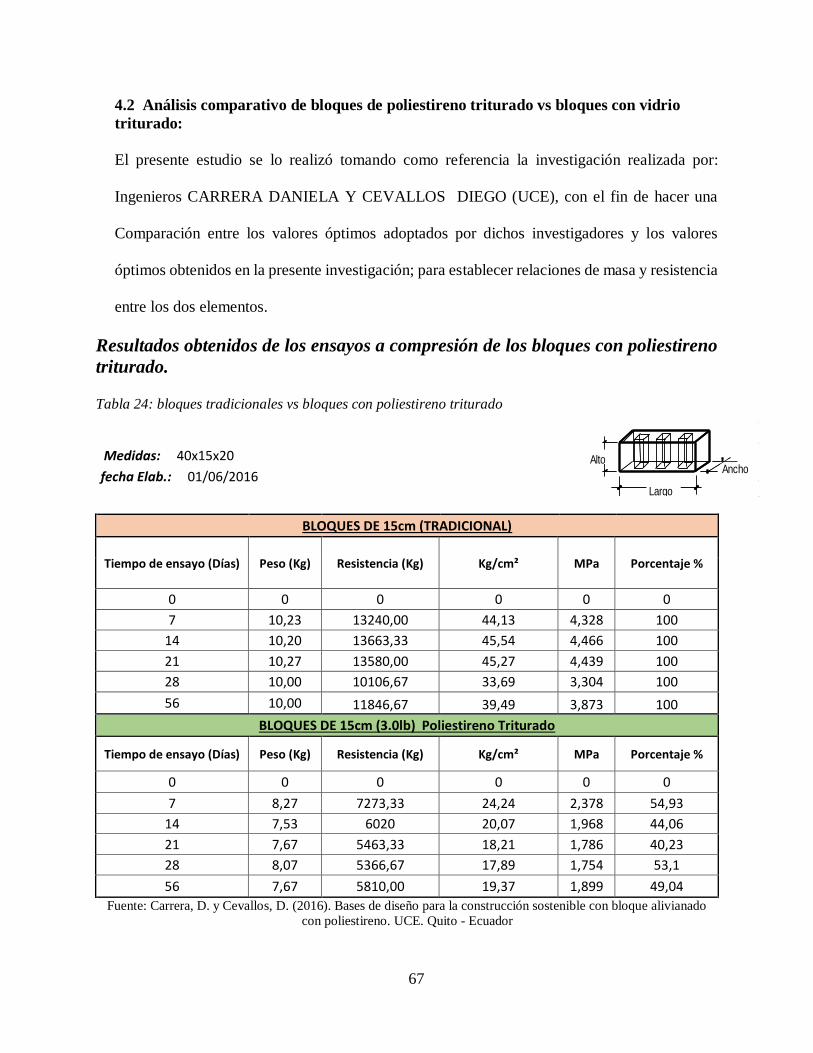
67
4.2 Análisis comparativo de bloques de poliestireno triturado vs bloques con vidrio
triturado:
El presente estudio se lo realizó tomando como referencia la investigación realizada por:
Ingenieros CARRERA DANIELA Y CEVALLOS DIEGO (UCE), con el fin de hacer una
Comparación entre los valores óptimos adoptados por dichos investigadores y los valores
óptimos obtenidos en la presente investigación; para establecer relaciones de masa y resistencia
entre los dos elementos.
Resultados obtenidos de los ensayos a compresión de los bloques con poliestireno
triturado. Tabla 24: bloques tradicionales vs bloques con poliestireno triturado
Medidas: 40x15x20
fecha Elab.: 01/06/2016
BLOQUES DE 15cm (TRADICIONAL)
Tiempo de ensayo (Días) Peso (Kg) Resistencia (Kg) Kg/cm² MPa Porcentaje %
0 0 0 0 0 0
7 10,23 13240,00 44,13 4,328 100
14 10,20 13663,33 45,54 4,466 100
21 10,27 13580,00 45,27 4,439 100
28 10,00 10106,67 33,69 3,304 100
56 10,00 11846,67 39,49 3,873 100
BLOQUES DE 15cm (3.0lb) Poliestireno Triturado
Tiempo de ensayo (Días) Peso (Kg) Resistencia (Kg) Kg/cm² MPa Porcentaje %
0 0 0 0 0 0
7 8,27 7273,33 24,24 2,378 54,93
14 7,53 6020 20,07 1,968 44,06
21 7,67 5463,33 18,21 1,786 40,23
28 8,07 5366,67 17,89 1,754 53,1
56 7,67 5810,00 19,37 1,899 49,04
Fuente: Carrera, D. y Cevallos, D. (2016). Bases de diseño para la construcción sostenible con bloque alivianado
con poliestireno. UCE. Quito - Ecuador
Ancho
Largo
AltoAncho
Largo
Alto
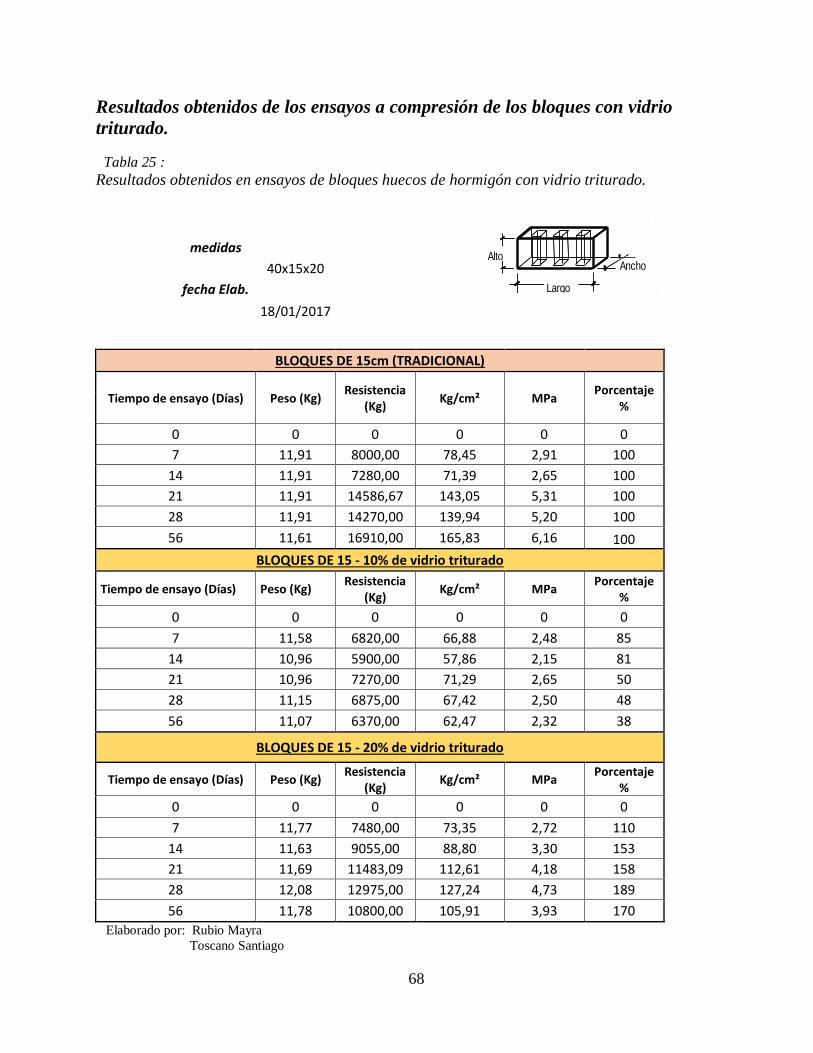
68
Resultados obtenidos de los ensayos a compresión de los bloques con vidrio
triturado.
Tabla 25 :
Resultados obtenidos en ensayos de bloques huecos de hormigón con vidrio triturado.
medidas
40x15x20
fecha Elab.
18/01/2017
BLOQUES DE 15cm (TRADICIONAL)
Tiempo de ensayo (Días) Peso (Kg) Resistencia
(Kg) Kg/cm² MPa
Porcentaje %
0 0 0 0 0 0
7 11,91 8000,00 78,45 2,91 100
14 11,91 7280,00 71,39 2,65 100
21 11,91 14586,67 143,05 5,31 100
28 11,91 14270,00 139,94 5,20 100
56 11,61 16910,00 165,83 6,16 100
BLOQUES DE 15 - 10% de vidrio triturado
Tiempo de ensayo (Días) Peso (Kg) Resistencia
(Kg) Kg/cm² MPa
Porcentaje %
0 0 0 0 0 0
7 11,58 6820,00 66,88 2,48 85
14 10,96 5900,00 57,86 2,15 81
21 10,96 7270,00 71,29 2,65 50
28 11,15 6875,00 67,42 2,50 48
56 11,07 6370,00 62,47 2,32 38
BLOQUES DE 15 - 20% de vidrio triturado
Tiempo de ensayo (Días) Peso (Kg) Resistencia
(Kg) Kg/cm² MPa
Porcentaje %
0 0 0 0 0 0
7 11,77 7480,00 73,35 2,72 110
14 11,63 9055,00 88,80 3,30 153
21 11,69 11483,09 112,61 4,18 158
28 12,08 12975,00 127,24 4,73 189
56 11,78 10800,00 105,91 3,93 170
Elaborado por: Rubio Mayra
Toscano Santiago
Ancho
Largo
AltoAncho
Largo
Alto
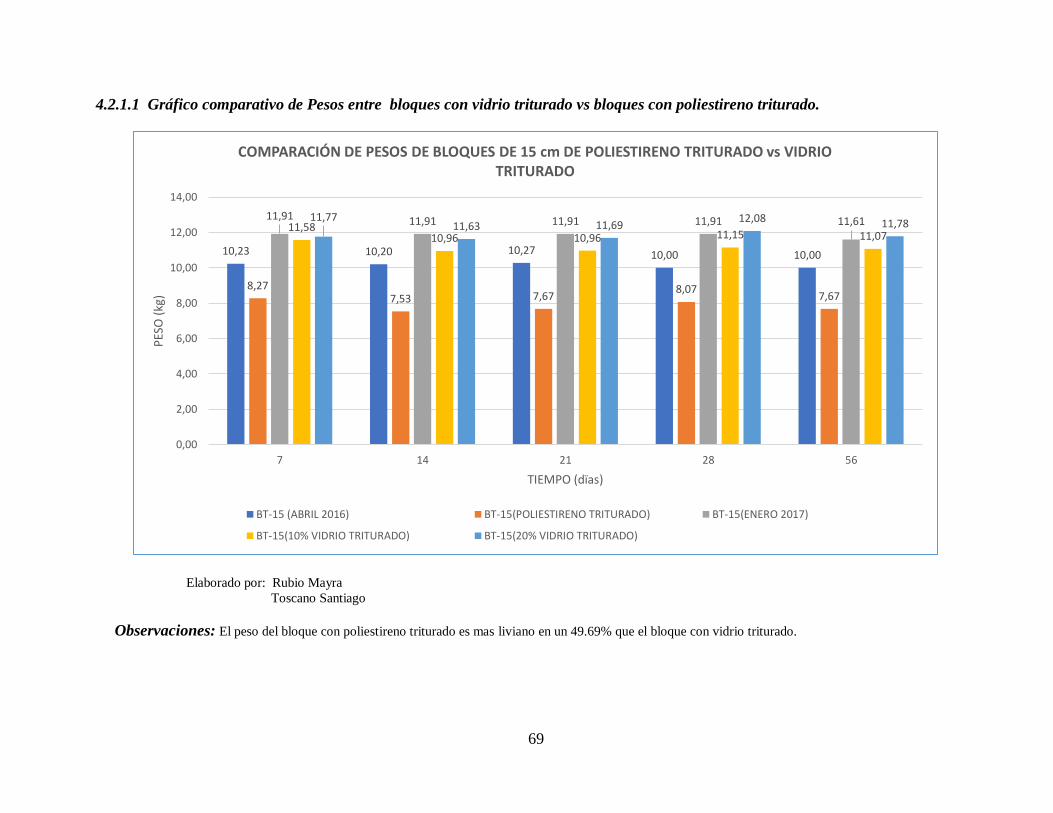
69
4.2.1.1 Gráfico comparativo de Pesos entre bloques con vidrio triturado vs bloques con poliestireno triturado.
Elaborado por: Rubio Mayra
Toscano Santiago
Observaciones: El peso del bloque con poliestireno triturado es mas liviano en un 49.69% que el bloque con vidrio triturado.
10,23 10,20 10,27 10,00 10,00
8,277,53 7,67
8,077,67
11,91 11,91 11,91 11,91 11,6111,5810,96 10,96 11,15 11,07
11,7711,63 11,69
12,08 11,78
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
7 14 21 28 56
PES
O (
kg)
TIEMPO (dïas)
COMPARACIÓN DE PESOS DE BLOQUES DE 15 cm DE POLIESTIRENO TRITURADO vs VIDRIO TRITURADO
BT-15 (ABRIL 2016) BT-15(POLIESTIRENO TRITURADO) BT-15(ENERO 2017)
BT-15(10% VIDRIO TRITURADO) BT-15(20% VIDRIO TRITURADO)
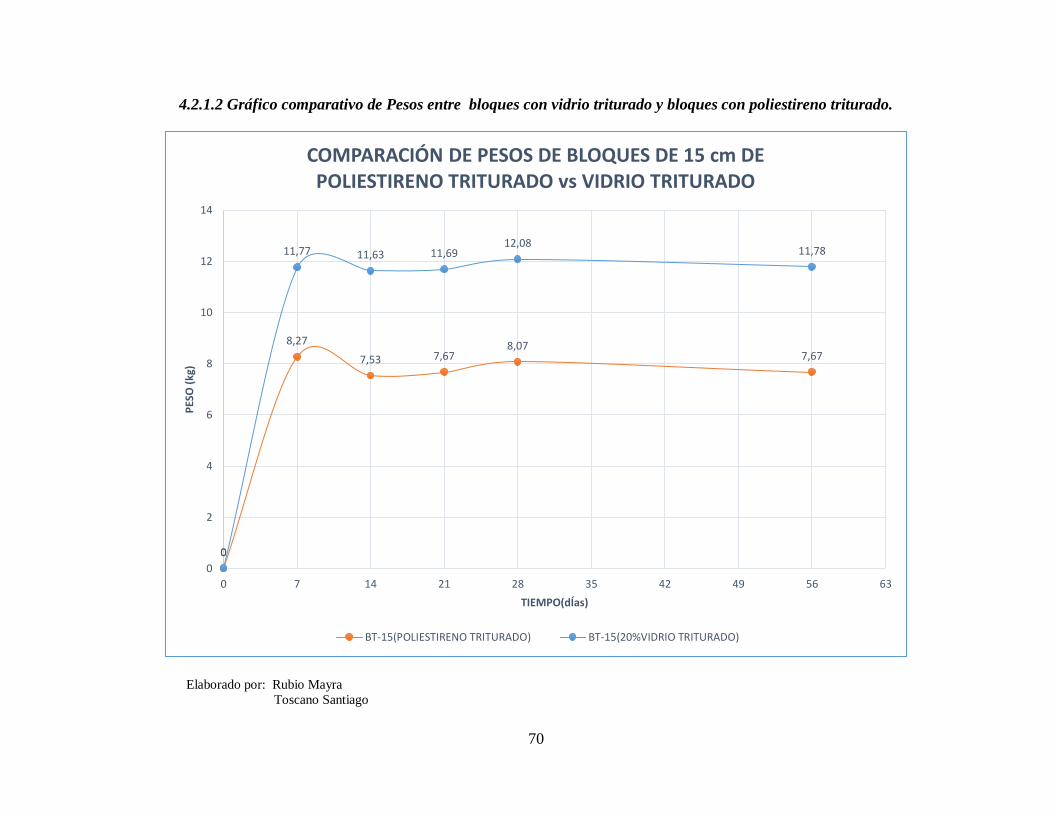
70
4.2.1.2 Gráfico comparativo de Pesos entre bloques con vidrio triturado y bloques con poliestireno triturado.
Elaborado por: Rubio Mayra
Toscano Santiago
0
8,27
7,53 7,678,07
7,67
0
11,77 11,63 11,6912,08
11,78
0
2
4
6
8
10
12
14
0 7 14 21 28 35 42 49 56 63
PES
O (
kg)
TIEMPO(dÍas)
COMPARACIÓN DE PESOS DE BLOQUES DE 15 cm DE POLIESTIRENO TRITURADO vs VIDRIO TRITURADO
BT-15(POLIESTIRENO TRITURADO) BT-15(20%VIDRIO TRITURADO)
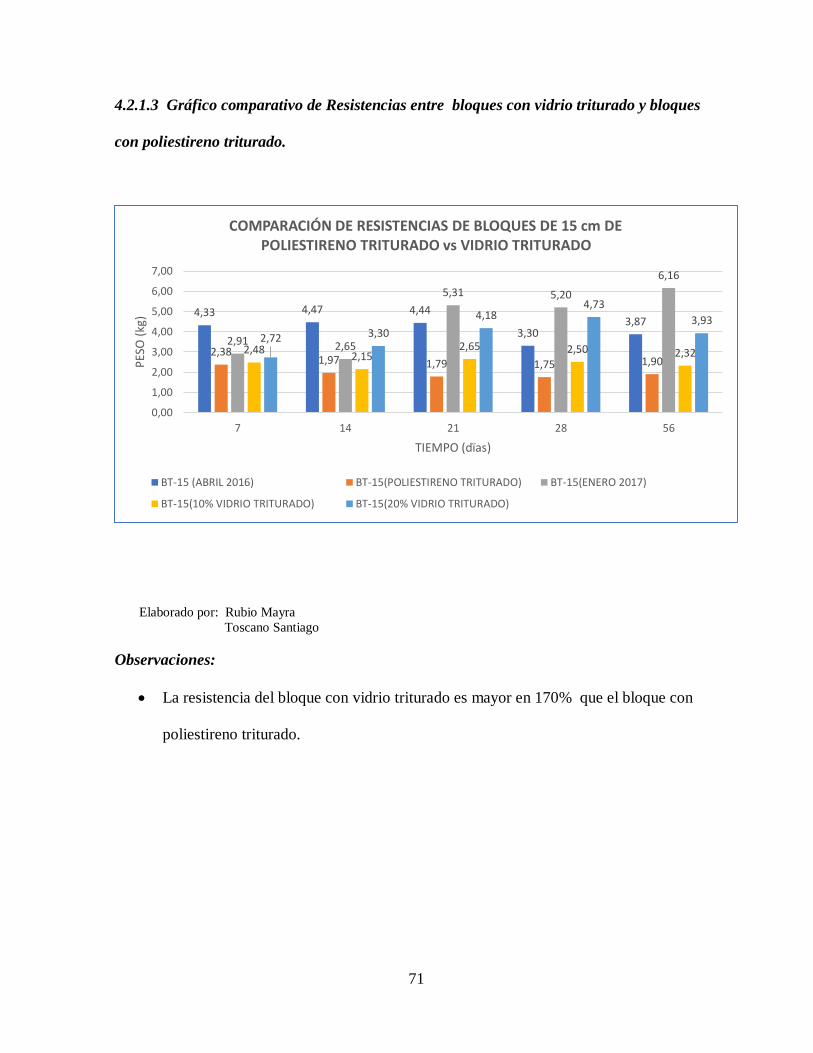
71
4.2.1.3 Gráfico comparativo de Resistencias entre bloques con vidrio triturado y bloques
con poliestireno triturado.
Elaborado por: Rubio Mayra
Toscano Santiago
Observaciones:
La resistencia del bloque con vidrio triturado es mayor en 170% que el bloque con
poliestireno triturado.
4,33 4,47 4,44
3,303,87
2,381,97 1,79 1,75 1,90
2,91 2,65
5,31 5,20
6,16
2,482,15
2,65 2,50 2,322,72 3,30
4,184,73
3,93
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
7 14 21 28 56
PES
O (
kg)
TIEMPO (dïas)
COMPARACIÓN DE RESISTENCIAS DE BLOQUES DE 15 cm DE POLIESTIRENO TRITURADO vs VIDRIO TRITURADO
BT-15 (ABRIL 2016) BT-15(POLIESTIRENO TRITURADO) BT-15(ENERO 2017)
BT-15(10% VIDRIO TRITURADO) BT-15(20% VIDRIO TRITURADO)
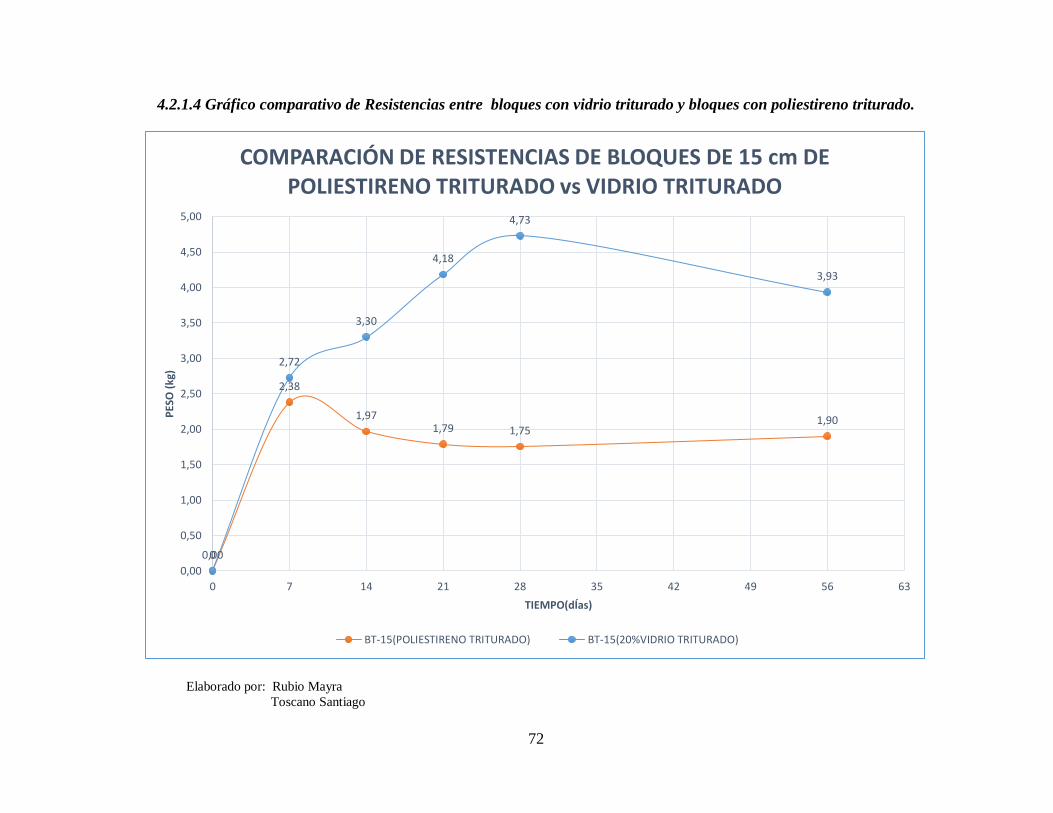
72
4.2.1.4 Gráfico comparativo de Resistencias entre bloques con vidrio triturado y bloques con poliestireno triturado.
Elaborado por: Rubio Mayra
Toscano Santiago
0,00
2,38
1,971,79 1,75
1,90
0
2,72
3,30
4,18
4,73
3,93
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00
4,50
5,00
0 7 14 21 28 35 42 49 56 63
PES
O (
kg)
TIEMPO(dÍas)
COMPARACIÓN DE RESISTENCIAS DE BLOQUES DE 15 cm DE POLIESTIRENO TRITURADO vs VIDRIO TRITURADO
BT-15(POLIESTIRENO TRITURADO) BT-15(20%VIDRIO TRITURADO)
73
4.3 Análisis de resultados
4.3.1 Resultados obtenidos en bloques de 10 cm.
En los bloques de 10cm fabricados con un porcentaje de vidrio triturado se obtuvieron como
resultados los siguientes:
En los bloques con reemplazo del 10%, 15% y 30% de vidrio triturado por polvo azul,
se obtuvo una reducción de peso de 3% respecto del bloque tradicional.
La resistencia de los bloques antes mencionados aumentó el 33%, 49% y 38%
respectivamente, por lo tanto podemos establecer como óptimo, al bloque con 10% de
adición de vidrio triturado, debido a su resistencia mayor dada por la rigidez del vidrio
pues aumentó las propiedades mecánicas del elemento (fragilidad, aumento).
4.3.2 Resultados obtenidos en bloques de 15 cm.
En los bloques de 15cm se ha tomado como porcentaje óptimo el 20% de adición de
vidrio triturado, debido a que la resistencia obtenida en estos ha sido mayor, sin embargo
con los bloques tradicionales, la resistencia disminuye en 9% referente a estos bloques
con 20% de adición de vidrio triturado.
En cuanto al peso de dichos bloques prácticamente se mantiene según los datos
obtenidos, con una variación del 3% respecto al valor mayor de los bloques
tradicionales.
74
4.3.3 Resultados de la Comparación realizada entre los bloques de poliestireno triturado y
bloques con vidrio triturado.
Al realizar la Comparación de los bloques con poliestireno triturado y los bloques con vidrio
triturado, obtuvimos los siguientes resultados:
En los bloques de 15cm con 20% de adición de vidrio se obtuvo una reducción de la
resistencia del 9%, en Comparación al bloque tradicional, mientras que en los bloques
con poliestireno triturado la resistencia disminuyó el 46.9%, respecto al bloque
tradicional según se puede observar en los gráficos por lo cual podemos asumir que el
bloque con adición de vidrio presenta mayor resistencia respecto al bloque que contiene
poliestireno triturado. Por lo tanto se cumple la hipótesis propuesta en la presente
investigación.
En lo referente al peso, el bloque con adición de vidrio triturado presentó un aumento
correspondiente al 3%, con tendencia a ser similar al del bloque tradicional, en cuanto
al bloque con contenido de poliestireno triturado, su peso disminuye un 19% con
respecto al bloque tradicional, teniendo como ventaja su fácil manipulación.
4.4 ANÁLISIS ECONÓMICO
COMPARACIÓN DE PRECIOS ENTRE BLOQUES TRADICIONALES vs
BLOQUES CON VIDRIO TRITURADO.
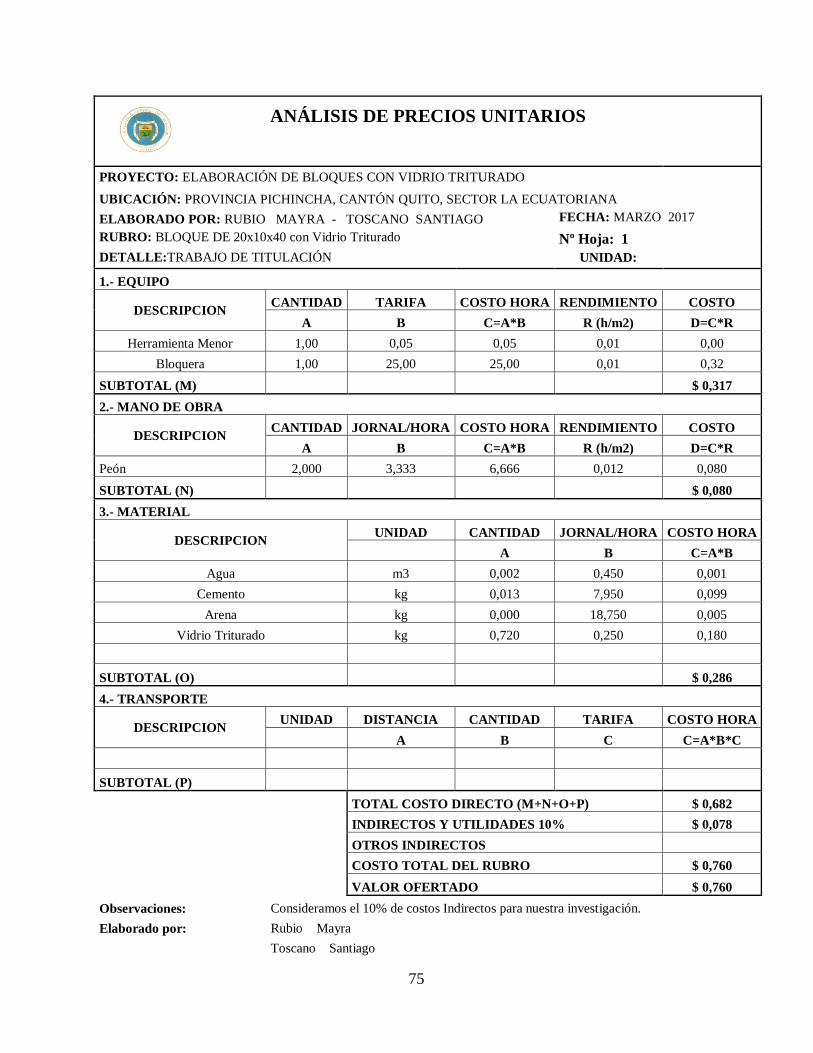
75
ANÁLISIS DE PRECIOS UNITARIOS
PROYECTO: ELABORACIÓN DE BLOQUES CON VIDRIO TRITURADO
UBICACIÓN: PROVINCIA PICHINCHA, CANTÓN QUITO, SECTOR LA ECUATORIANA
ELABORADO POR: RUBIO MAYRA - TOSCANO SANTIAGO FECHA: MARZO 2017
RUBRO: BLOQUE DE 20x10x40 con Vidrio Triturado Nº Hoja: 1
DETALLE:TRABAJO DE TITULACIÓN UNIDAD:
1.- EQUIPO
DESCRIPCION CANTIDAD TARIFA COSTO HORA RENDIMIENTO COSTO
A B C=A*B R (h/m2) D=C*R
Herramienta Menor 1,00 0,05 0,05 0,01 0,00
Bloquera 1,00 25,00 25,00 0,01 0,32
SUBTOTAL (M) $ 0,317
2.- MANO DE OBRA
DESCRIPCION CANTIDAD JORNAL/HORA COSTO HORA RENDIMIENTO COSTO
A B C=A*B R (h/m2) D=C*R
Peón 2,000 3,333 6,666 0,012 0,080
SUBTOTAL (N) $ 0,080
3.- MATERIAL
DESCRIPCION UNIDAD CANTIDAD JORNAL/HORA COSTO HORA
A B C=A*B
Agua m3 0,002 0,450 0,001
Cemento kg 0,013 7,950 0,099
Arena kg 0,000 18,750 0,005
Vidrio Triturado kg 0,720 0,250 0,180
SUBTOTAL (O) $ 0,286
4.- TRANSPORTE
DESCRIPCION UNIDAD DISTANCIA CANTIDAD TARIFA COSTO HORA
A B C C=A*B*C
SUBTOTAL (P) $ 3,500
TOTAL COSTO DIRECTO (M+N+O+P) $ 0,682
INDIRECTOS Y UTILIDADES 10% $ 0,078
OTROS INDIRECTOS
COSTO TOTAL DEL RUBRO $ 0,760
VALOR OFERTADO $ 0,760
Observaciones: Consideramos el 10% de costos Indirectos para nuestra investigación.
Elaborado por: Rubio Mayra
Toscano Santiago
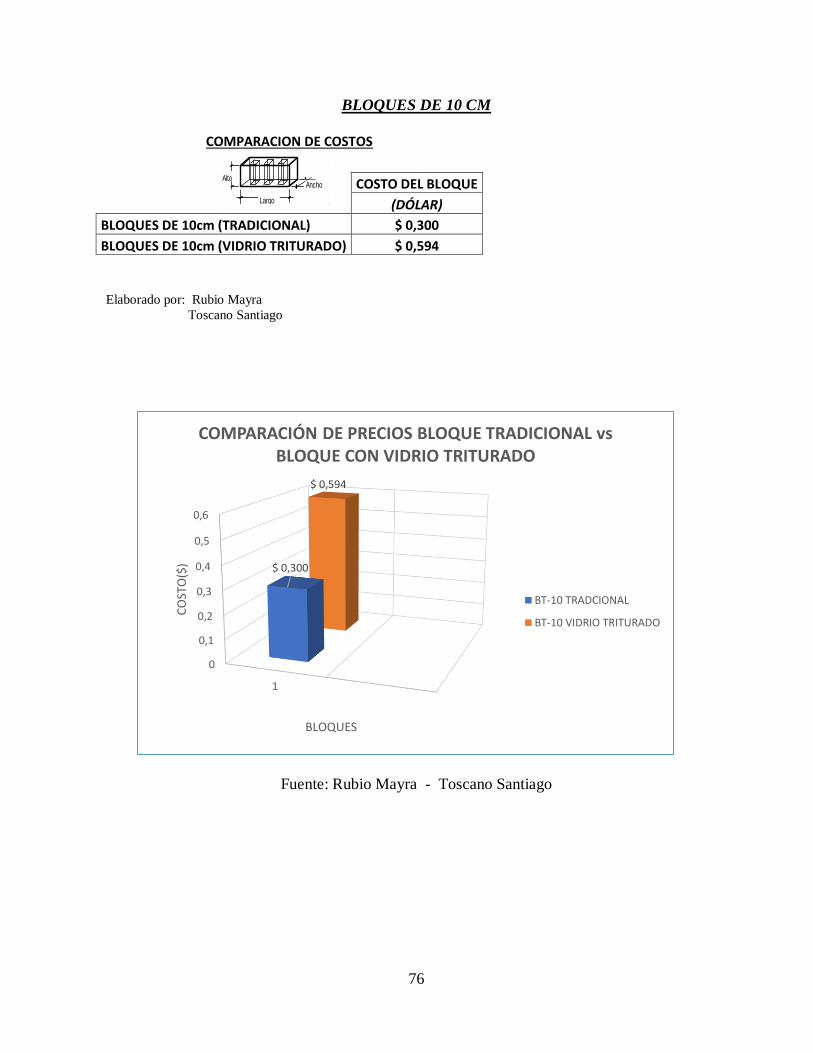
76
BLOQUES DE 10 CM
COMPARACION DE COSTOS
COSTO DEL BLOQUE
(DÓLAR)
BLOQUES DE 10cm (TRADICIONAL) $ 0,300
BLOQUES DE 10cm (VIDRIO TRITURADO) $ 0,594
Elaborado por: Rubio Mayra
Toscano Santiago
Fuente: Rubio Mayra - Toscano Santiago
0
0,1
0,2
0,3
0,4
0,5
0,6
1
$ 0,300
$ 0,594
CO
STO
($)
BLOQUES
COMPARACIÓN DE PRECIOS BLOQUE TRADICIONAL vs BLOQUE CON VIDRIO TRITURADO
BT-10 TRADCIONAL
BT-10 VIDRIO TRITURADO
Ancho
Largo
AltoAncho
Largo
Alto
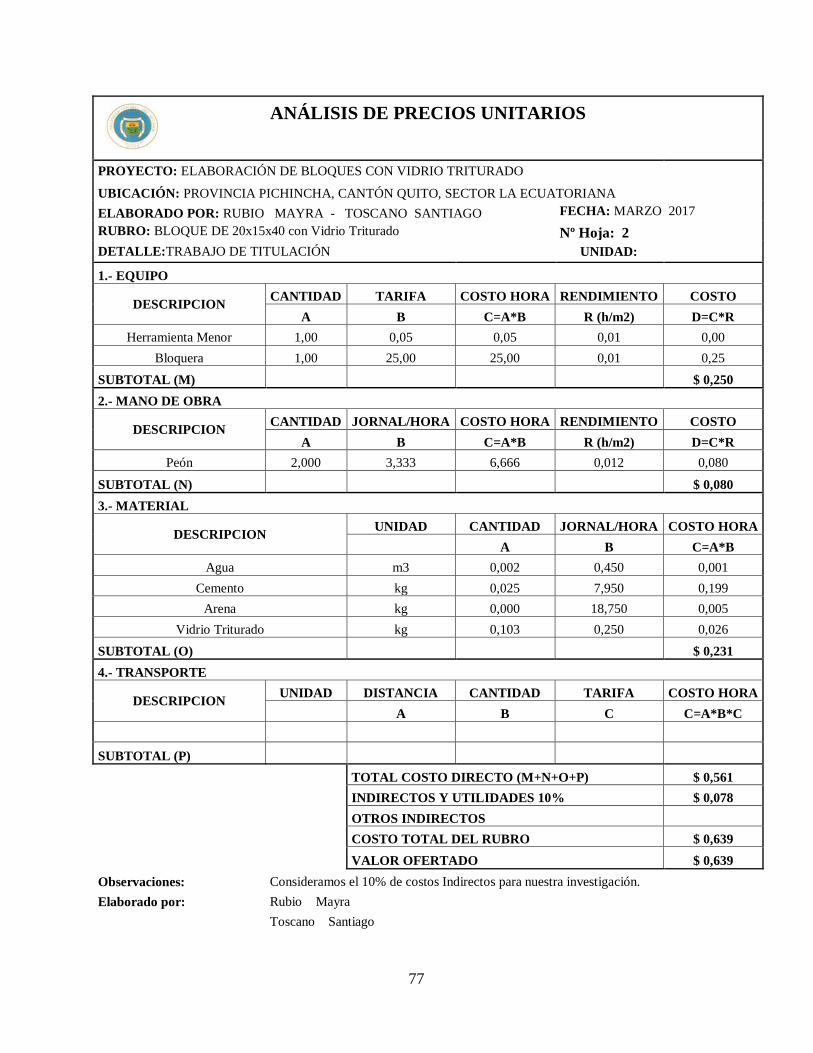
77
ANÁLISIS DE PRECIOS UNITARIOS
PROYECTO: ELABORACIÓN DE BLOQUES CON VIDRIO TRITURADO
UBICACIÓN: PROVINCIA PICHINCHA, CANTÓN QUITO, SECTOR LA ECUATORIANA
ELABORADO POR: RUBIO MAYRA - TOSCANO SANTIAGO FECHA: MARZO 2017
RUBRO: BLOQUE DE 20x15x40 con Vidrio Triturado Nº Hoja: 2
DETALLE:TRABAJO DE TITULACIÓN UNIDAD:
1.- EQUIPO
DESCRIPCION CANTIDAD TARIFA COSTO HORA RENDIMIENTO COSTO
A B C=A*B R (h/m2) D=C*R
Herramienta Menor 1,00 0,05 0,05 0,01 0,00
Bloquera 1,00 25,00 25,00 0,01 0,25
SUBTOTAL (M) $ 0,250
2.- MANO DE OBRA
DESCRIPCION CANTIDAD JORNAL/HORA COSTO HORA RENDIMIENTO COSTO
A B C=A*B R (h/m2) D=C*R
Peón 2,000 3,333 6,666 0,012 0,080
SUBTOTAL (N) $ 0,080
3.- MATERIAL
DESCRIPCION UNIDAD CANTIDAD JORNAL/HORA COSTO HORA
A B C=A*B
Agua m3 0,002 0,450 0,001
Cemento kg 0,025 7,950 0,199
Arena kg 0,000 18,750 0,005
Vidrio Triturado kg 0,103 0,250 0,026
SUBTOTAL (O) $ 0,231
4.- TRANSPORTE
DESCRIPCION UNIDAD DISTANCIA CANTIDAD TARIFA COSTO HORA
A B C C=A*B*C
SUBTOTAL (P) $ 3,500
TOTAL COSTO DIRECTO (M+N+O+P) $ 0,561
INDIRECTOS Y UTILIDADES 10% $ 0,078
OTROS INDIRECTOS
COSTO TOTAL DEL RUBRO $ 0,639
VALOR OFERTADO $ 0,639
Observaciones: Consideramos el 10% de costos Indirectos para nuestra investigación.
Elaborado por: Rubio Mayra
Toscano Santiago
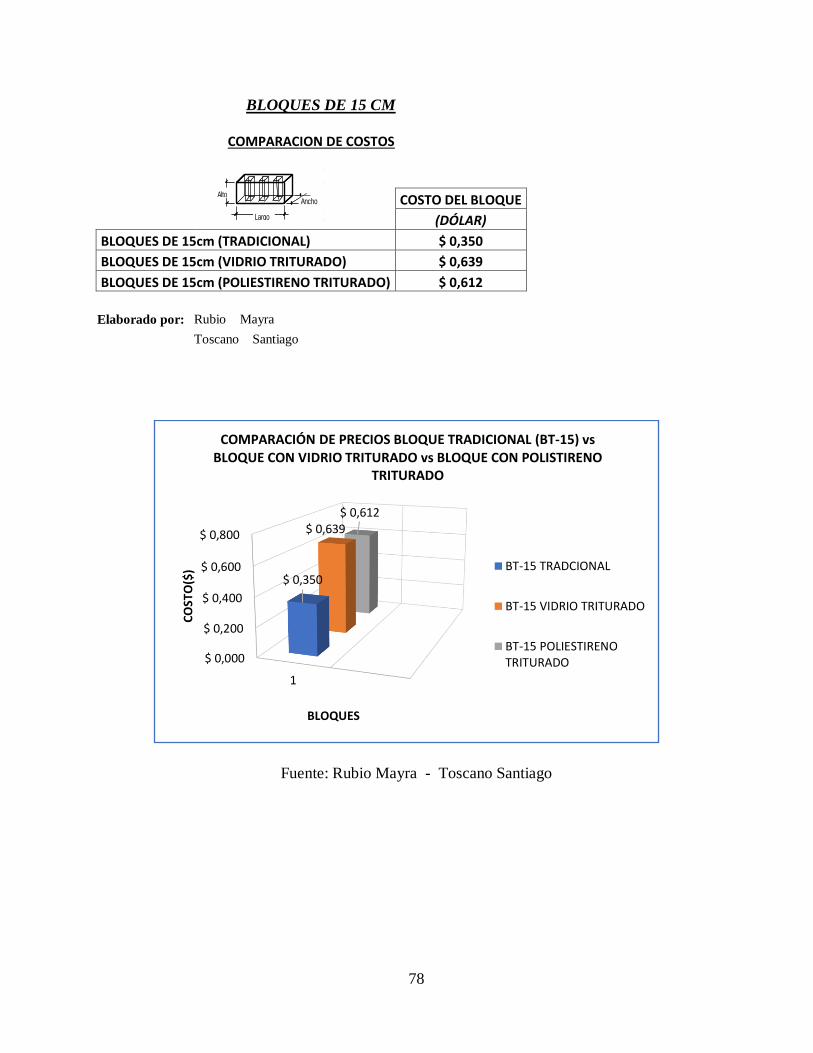
78
BLOQUES DE 15 CM
COMPARACION DE COSTOS
COSTO DEL BLOQUE
(DÓLAR)
BLOQUES DE 15cm (TRADICIONAL) $ 0,350
BLOQUES DE 15cm (VIDRIO TRITURADO) $ 0,639
BLOQUES DE 15cm (POLIESTIRENO TRITURADO) $ 0,612
Elaborado por: Rubio Mayra
Toscano Santiago
Fuente: Rubio Mayra - Toscano Santiago
$ 0,000
$ 0,200
$ 0,400
$ 0,600
$ 0,800
1
$ 0,350
$ 0,639$ 0,612
CO
STO
($)
BLOQUES
COMPARACIÓN DE PRECIOS BLOQUE TRADICIONAL (BT-15) vs BLOQUE CON VIDRIO TRITURADO vs BLOQUE CON POLISTIRENO
TRITURADO
BT-15 TRADCIONAL
BT-15 VIDRIO TRITURADO
BT-15 POLIESTIRENOTRITURADO
Ancho
Largo
AltoAncho
Largo
Alto
79
4.5 CONCLUSIONES Y RECOMENDACIONES
4.5.1 CONCLUSIONES
Se presenta una alternativa para la reutilización del vidrio en el uso de bloques de
alivianamiento, el cuál cumple con las normas INEN 3066-2016, considerando además
una ayuda al medio ambiente.
Por los resultados obtenidos en el laboratorio se determinó que se presenta una
reducción de Peso de alrededor 3.3% y un aumento en la Resistencia en los bloques con
adición de vidrio triturado del 10%, 15% y 30%, del 48% respecto al bloque tradicional
de 10cm.
En los bloques de 15cm con adición de 20% de vidrio triturado hubo disminución en su
resistencia pero su peso no tuvo una variación representativa, sin embargo hay que
destacar que dichos bloques cumplen con la Norma NTE INEN 3066,2016 y cumplen
con las características de resistencia a los 28 días para los tipos de bloque de clase A, B,
C.
De los resultados obtenidos con los bloques de 10cm, se puede determinar que cumple
con la hipótesis planteada en el presente proyecto de investigación debido a que se
presentan mejoras en las características físico – mecánicas y de resistencia,
determinando que el porcentaje de vidrio triturado óptimo está en el rango del 10% al
20% ya que la resistencia aumentó en un 49% respecto al bloque tradicional, lo cual
80
indica que también cumple con la norma NTE INEN 3066, 2016, pudiendo ser usado
en losas de alivianamiento o en paredes de carga exteriores o interiores.
Por medio de la Comparación realizada con los bloques de alivianamiento con
poliestireno triturado, podemos determinar que el bloque con contenido de vidrio
triturado posee mejores propiedades mecánicas debido a que la reducción de la
resistencia no fue muy considerable y se cumple con los requerimientos de la norma
INEN 3066-2016.
El material que presentamos en la presente investigación, es parte de la construcción
sostenible pues contribuye con el medio ambiente al reciclar el vidrio, que es desechado
a diario en nuestro medio sin recibir tratamiento alguno, además de que se presenta
como un producto innovador y fácil de elaborar.
Al realizar la prueba de impacto comparamos el bloque tradicional de 15cm vs el bloque
con el 20% de vidrio triturado, obteniendo como resultado que el bloque con 20% de
adición de vidrio triturado es más frágil que el tradicional, mientras que en los bloques
de 10cm los resultados fueron semejantes tanto en el bloque tradicional como en los
bloques con 10%, 15% y 30% de vidrio triturado.
El costo del bloque con vidrio triturado con relación al tradicional es mayor en 50%,
esto se debe a que no se tiene el vidrio así como la máquina que la tritura siendo unos
factores que elevan el costo del bloque.
81
4.5.2 RECOMENDACIONES
Al ser el vidrio un material corto punzante, es necesario tomar las debidas precauciones
al manipularlo.
La limpieza de las botellas se debe realizar de manera apropiada para evitar el contenido
de materia orgánica e impurezas, puesto que podría producirse una reacción química
que afecte a las propiedades mecánicas del bloque.
Partiendo de la investigación realizada se podría dar a conocer cuáles son las
características térmicas y acústicas que se podrían presentar al usar este material.
Es recomendable el análisis químico del vidrio para determinar si el color del mismo
afecta directamente a las propiedades mecánicas del bloque.
Basándonos en los resultados obtenidos se recomienda obtener una dosificación óptima
en bloques de 15cm en el rango del 10% - 20% de vidrio triturado y en bloques de 10cm
en el rango del 20% - 30% de vidrio triturado.
Elaborar un prototipo de máquina que triture el vidrio, de manera que se evite el desgaste
del ser humano para llegar a tener bloques semi-industrializados.
82
5.- BIBLIOGRAFIA
1. INEN3066. (2016). bloques huecos de hormigón. definiciones, clasificación y
condiciones generales. en INEN 0638, bloques huecos de hormigón. definiciones,
clasificación y condiciones generales (págs. 1-2-3). quito.
2. INEN0643. (2012). bloques huecos de hormigón. requisitos. en inen0643, bloques
huecos de hormigón. requisitos (págs. 1-2). quito.
3. Sierra, J. (2012). análisis comparativo entre bloques de concreto tradicional y bloques
de concreto alivianado con poliestireno. uide, quito-ecuador.
4. CARRERA, D. & CEVALLOS, D. (2016). Bases del diseño sostenible para la
construcción con bloque alivianado con poliestireno, Universidad Central del Ecuador,
Carrera de Ingeniería Civil, quito-ecuador.
5. ECUADOR, Ministerio de Industrias y Producción. Industrialización del Reciclaje de
Desechos Sólidos y Líquidos declarada como política pública. http:/www.micip.gov.ec
6. HARPER, D; TROXELL, G. Ensayo en inspección de los materiales de Ingeniería,
México, Azteca, 1999.
7. Análisis de la influencia del vidrio molido sobre la resistencia al desgaste en adoquines
de hormigón tipo A Poveda R.*; Granja V.*; Hidalgo D.**; Ávila C.* *Escuela
Politécnica Nacional, Facultad de Ingeniería Mecánica, Quito.
8. Cemento, (s.f). En Wikipedia. Recuperado el 23 de Diciembre de 2016 de:
https://es.wikipedia.org/wiki/Cemento
9. Gordillo Timoteo, (s.f.). Bloques de hormigón. Alubry San Luis S.A. Argentina.
Recuperado enero 2017 de: http://www.alubrysanluis.com.ar/downloads/folleto
Tecnico.pdf
10. Vidrio, (s.f). En EcuRed. Recuperado enero de 2017 de: http://www.ecured.cu/Vidrio
11. Catalán, C.J. (2013). Estudio de la influencia del vidrio molido en Hormigones grado
H15, H20 y H30. Tesis de Ingeniería Civil no publicada, Universidad Austral de Chile.
Valdivia, Chile.
12. Castillo, M. (2010). Investigación de la utilización del vidrio molido como material de
construcción y técnicas constructivas. World Wildlife Found. WWF. Pdf. 2013
83
13. RECUPERADO: “Información Ambiental en hogares 2014/ pg. 8.”
14. Bloques alivianados DISENSA- ECUADOR.
15. Alivianamientos en poliestireno expandible (aep).
16. Folleto técnico de bloques7 pág. 13 - 19
84
6. ANEXOS
ANEXO 1: FABRICACIÓN DE BLOQUES CON VIDRIO TRITURADO
COLOCACIÓN DE AGREGADOS EN EL TAMBOR
PESADO DEL VIDRIO TRITURADO SEGÚN EL PORCENTAJE CORRESPONDIENTE

85
COLOCACIÓN DEL VIDRIO TRITURADO EN EL TAMBOR Y MEZCLADO
VERIFICACIÓN DE LA HUMEDAD DE LA MUESTRA
APERTURA DE LA PUERTA DEL TAMBOR Y CAIDA DE LA MEZCLA
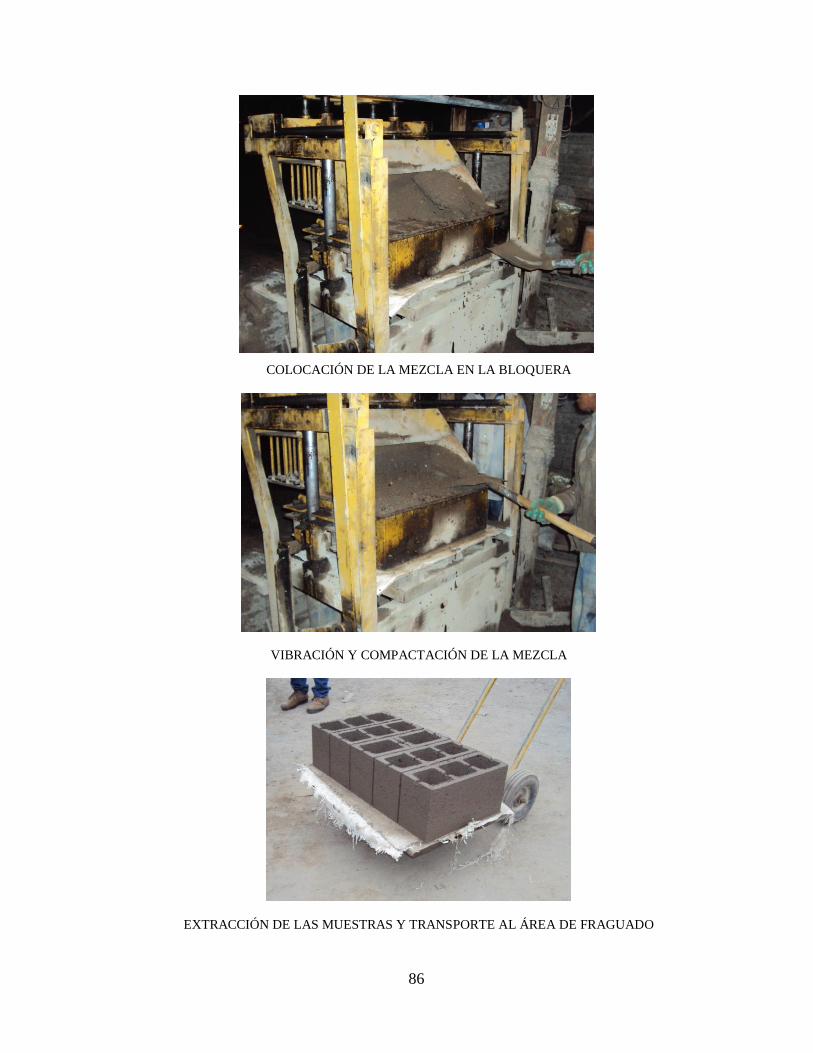
86
COLOCACIÓN DE LA MEZCLA EN LA BLOQUERA
VIBRACIÓN Y COMPACTACIÓN DE LA MEZCLA
EXTRACCIÓN DE LAS MUESTRAS Y TRANSPORTE AL ÁREA DE FRAGUADO
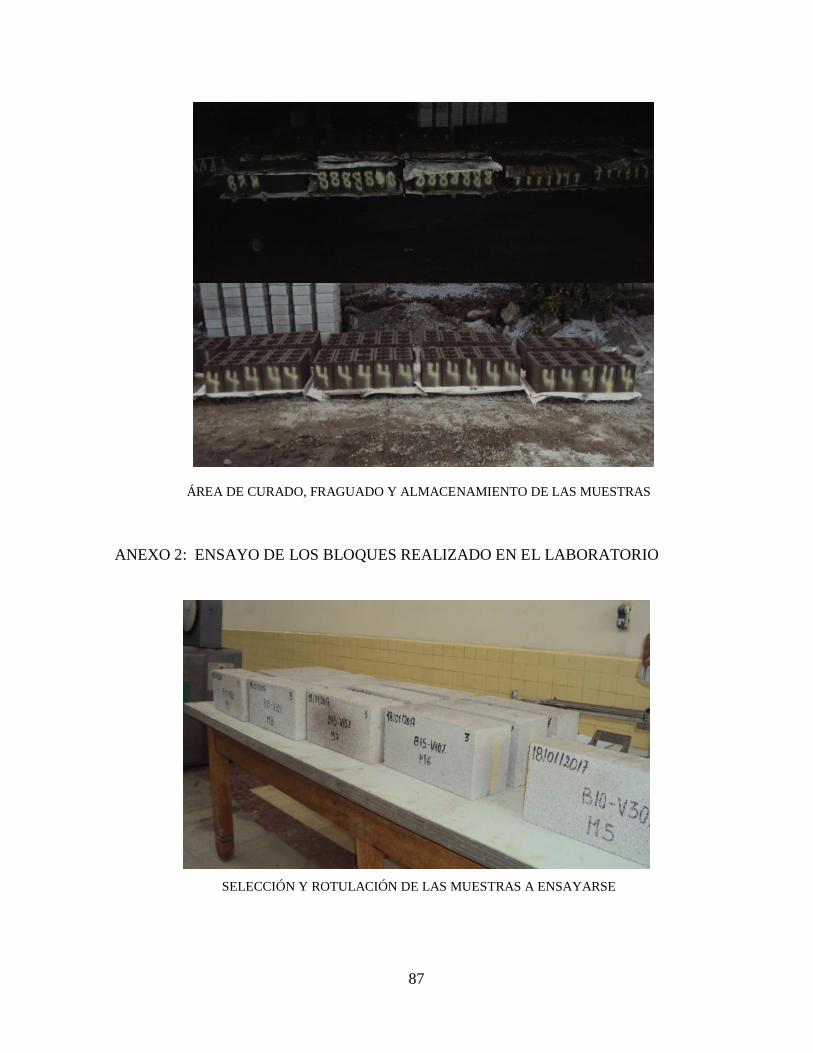
87
ÁREA DE CURADO, FRAGUADO Y ALMACENAMIENTO DE LAS MUESTRAS
ANEXO 2: ENSAYO DE LOS BLOQUES REALIZADO EN EL LABORATORIO
SELECCIÓN Y ROTULACIÓN DE LAS MUESTRAS A ENSAYARSE
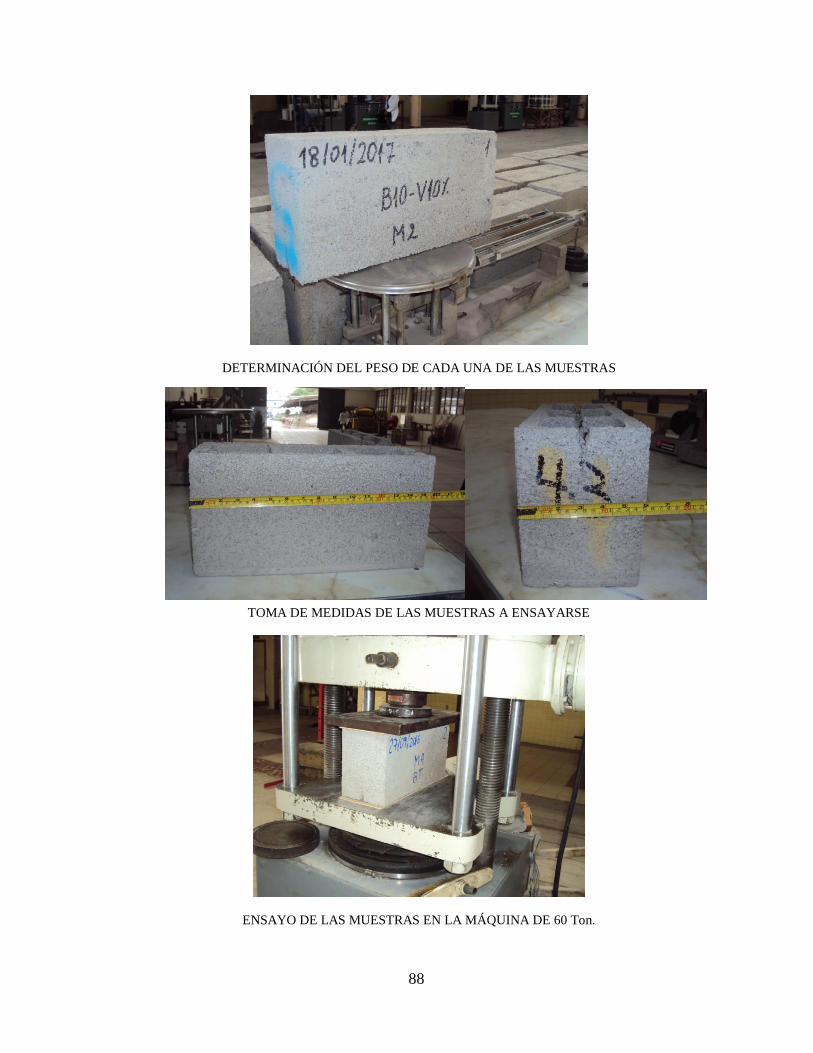
88
DETERMINACIÓN DEL PESO DE CADA UNA DE LAS MUESTRAS
TOMA DE MEDIDAS DE LAS MUESTRAS A ENSAYARSE
ENSAYO DE LAS MUESTRAS EN LA MÁQUINA DE 60 Ton.
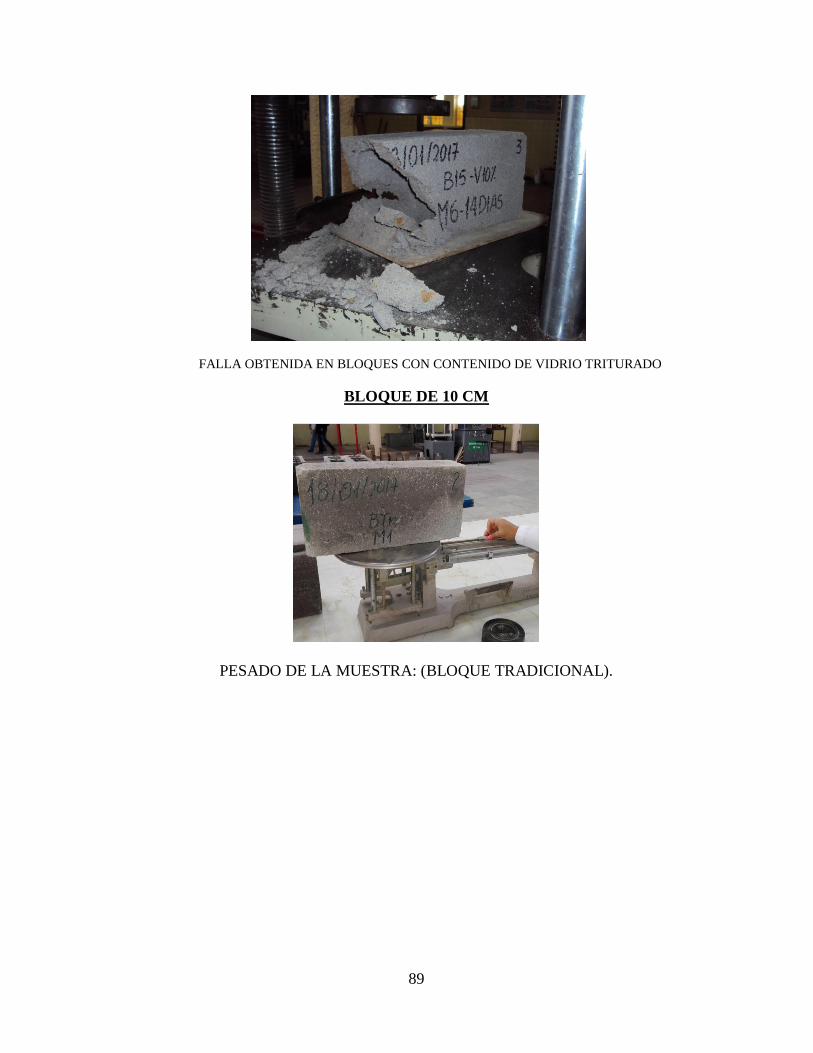
89
FALLA OBTENIDA EN BLOQUES CON CONTENIDO DE VIDRIO TRITURADO
BLOQUE DE 10 CM
PESADO DE LA MUESTRA: (BLOQUE TRADICIONAL).
90
PESADO DE LA MUESTRA CON 10% DE VIDRIO TRITURADO.
PESADO DE LA MUESTRA CON 15% DE VIDRIO TRITURADO.
91
PESADO DE LA MUESTRA CON 20% DE VIDRIO TRITURADO.
PESADO DE LA MUESTRA CON 30% DE VIDRIO TRITURADO.
92
BLOQUE DE 15CM
. PESADO DE LA MUESTRA CON 10% DE VIDRIO TRITURADO.
PESADO DE LA MUESTRA CON 15% DE VIDRIO TRITURADO.
PESADO DE LA MUESTRA CON 20% DE VIDRIO TRITURADO.
93
PESADO DE LA MUESTRA CON 30% DE VIDRIO TRITURADO.
MATERIAL A ENSAYAR EN LA MAQUINA A COMPRESIÓN DE 60 TON.
94
ENSAYO A COMPRESIÓN EN LA MAQUINA 60 TON.
FALLA POR APLASTAMIENTO BLOQUE TRADICIONAL.

95
FALLA A 45º BLOQUE CON VIDRIO TRITURADO.
FALLA A 45º BLOQUE CON VIDRIO TRITURADO.

96
ANEXO 3: PRUEBA DE IMPACTO
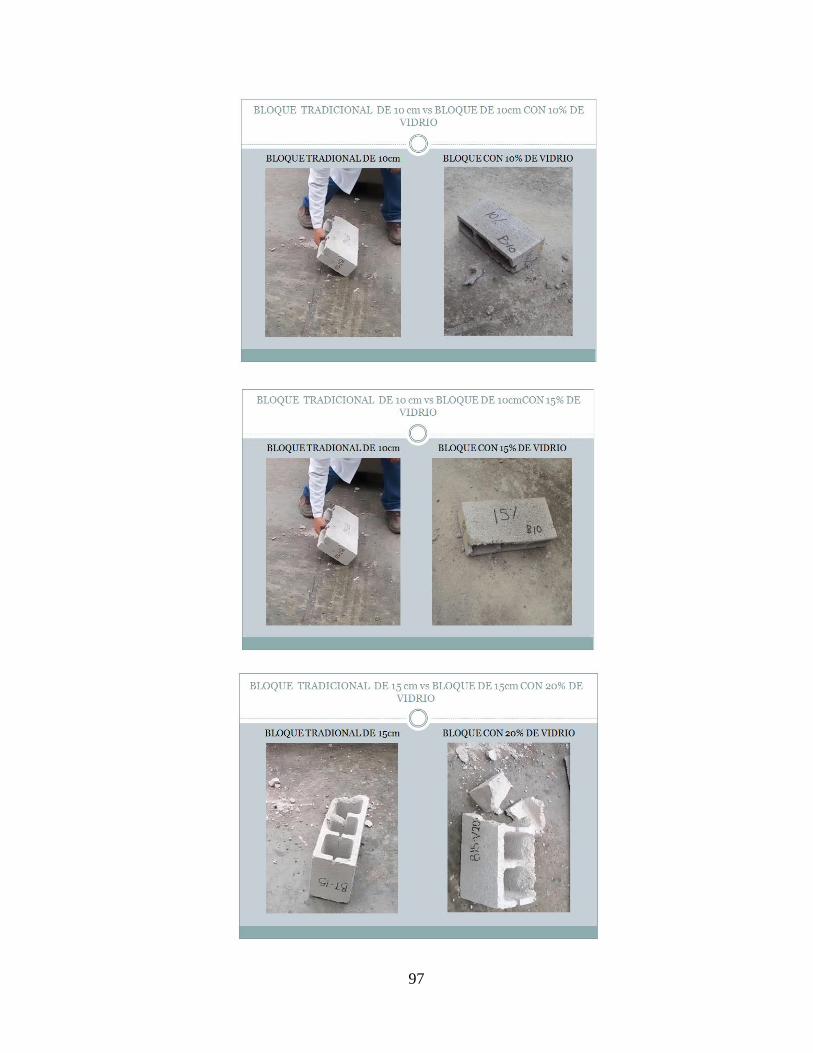
97





























