Embed Size (px)
Citation preview

EHS Division
Understanding and Addressing Environment,
Health, and Safety Risks of PV Manufacturing
WREF
May 15, 2012
Organized by SEMI
Contact: Sanjay Baliga

For the PV industry to live up to its commitment
of responsibly producing clean solar energy,
environment, health and safety (EHS) risks need
to be better understood and managed. As a step
toward this reality, SEMI / PV Group is hosting
this Forum to identify EHS risks in PV
manufacturing and share approaches to
address these risks
Forum Overview

Speakers will share best practices on protecting
the health and safety of workers, conserving
energy use, protecting the earth's climate,
reducing and properly disposing of wastes,
reducing use of hazardous substances, and
promoting product safety.
Forum Overview

World Renewable Energy Forum
Sunny Rai, Intertek 1
Hazard Associated with PV
Manufacturing Equipment
Saranpal S. Rai “Sunny” Regional Vice President
Renewable Energy
E-mail: [email protected]
Tel: 650 463 2950
Fax: 650 463 2910
1

Sunny Rai, Intertek
Agenda
• Hazards associated with PV manufacturing – Manufacturing Equipment
– Facilities
• Understand Applicable Standards – Basic Safety Philosophy
– Order of precedence for controls
– Methods of Hazard assessment
– Risk ranking (SEMI S10)
– SEMI S2 Safety Guidelines

Sunny Rai, Intertek 3
Hazards Associated with PV
Manufacturing
Hazard Assessment Methodology For PV
Manufacturing Equipment

Sunny Rai, Intertek
Solar Panel Manufacturing Equipment
• Glass Carrying Equipment (conveyers, robots, cutters and lifters)
• Washing/drying equipment
• Glass sealing/heating equipment
• Chemical process equipment (CDV, PVD)
• Laser scribing equipment
• In-line testing equipment
• Wire and connector placing equipment
• Heating & encapsulating equipment

Sunny Rai, Intertek
Major Hazards
Mechanical hazards – Pinch hazards
– Crush hazards
– Entanglement hazards
– Cut hazards
Electrical hazards – Equipment (hazardous voltages, energies)
– Panels (final product or broken product)

Sunny Rai, Intertek
Major Hazards
Industrial Hygiene/ Chemical Hazards
– Exposure to the hazardous gases, vapors
– Explosion hazard
– IR/UV
– Magnetic field
– Laser exposure hazard
– Hot surface/area hazards
– Confine space hazard

Sunny Rai, Intertek
Major Hazards
Additional Hazards
– Exposure to the broken glass
– Trip Hazard
– Slip Hazard
– Ergonomics hazards (heavy lifting, awkward
positions in manipulation of glass/panels)
– Noise

Sunny Rai, Intertek 8
Applicable Industry and Regulatory
Standards
Hazard Assessment Methodology For PV
Manufacturing Equipment

Sunny Rai, Intertek
Safety Standards and Guidelines
SEMI EHS Guidelines
SEMI S2
Guidelines would cover most of the hazards • Equipment related
• Technology related
SEMI S26
Could be used to evaluate Integration Hazards
European Directives and Standards • Low Voltage Directive
• Machinery Directive
• EMC Directive & others
ANSI, NFPA, JIS, CNS Standards

Sunny Rai, Intertek
SEMI EHS Guidelines
Equipment related
• S2 – EHS for SME
• S26 – EHS for FPD
• S1 – Safety labels
• S3 – Process liquid heating systems
• S6 – Ventilation
• S12 – Decontamination
• S13 – Manuals
• S14 – Fire risk
• S16 – Disposal
• S17 – Unmanned Transport Vehicles
• S20 – Lockout Tagout
• S22 – Electrical Design
• S23 – Measurement & Conservation of Energy & Materials
Training
• S19 – Service personnel training
• S21 – Worker Protection
• S24 – Multi-Employer Work Areas
Other
• S4 – Chemical cylinder separation
• S5 – Flow limiting devices
• S7 – Evaluation of equipment
• S10 – Risk Assessment
• S18 – Silane family of gases
• S25 – Hydrogen Peroxide systems
Withdrawn
• S9 – Electrical design tests
• S11 – Mini-environments
• S15 – Gas Detection Systems

Sunny Rai, Intertek
SEMI EHS Guidelines
• Applies to equipment used to manufacture, measure,
assemble, and test semiconductor products.
• Order of precedence for resolving identified hazards:
Design to Eliminate Hazards
Incorporate Safety Devices
Provide Warning Devices
Provide Hazard Alert Labels
Develop Administrative Procedures and Training

Sunny Rai, Intertek 12
Hazard Analysis
&
Risk Assessment
Hazard Assessment Methodology For PV
Manufacturing Equipment

Sunny Rai, Intertek
Examples of Frequently-Used Hazard
Analysis Methods
Hazard Analysis Methods
• Hazard and Operability Studies (HazOp)
• Failure Modes, Effects and Criticality Analysis
(FMECA)
• “What If?” Analysis

Sunny Rai, Intertek
Risk Assessment
SEMI S10
• The document provides a method for
assessing the risk associated with any hazard
and for ranking different hazards according to
the risk they present.
• It is the method used to evaluate risk
presented by identified hazard and provide
basis/means to prioritizing corrective actions.

Sunny Rai, Intertek
Methods of Risk Assessment
• SEMI S10 is the specific method referenced in
S2
– Based upon assessing two factors:
• Severity of injury or mishap
• Likelihood of injury or mishap
– Combining both factors into an overall risk category
from example assessment matrix

Sunny Rai, Intertek
Risk Matrix - SEMI S10-0307
RISK ASSESSMENT MATRIX
LIKELIHOOD
Frequent
A
Likely
B
Possible
C
Rare
D
Unlikely
E
Not Reasonably
Foreseeable
SEVERITY
Catastrophic
1
Severe
2
Moderate
3
Minor
4
Very High High Medium Low Very Low

Sunny Rai, Intertek 17
Using SEMI S2 Safety Guidelines
Hazard Associated with PV
Manufacturing Equipment

Sunny Rai, Intertek
SEMI S2
Safety-Related Interlocks • Electromechanical (preferred)
• PLC (FECS) is acceptable if approved to appropriate standard for electronic safety systems (e.g. IEC-61508)
• Software based interlock may be considered where severity of mishap is Minor per SEMI S10
• Single point failure not cause a hazard
• Restoration of interlock not allow motion or other hazards
Emergency Shutdown • EMO circuit consist of electromechanical components
• Not include features that are intended to allow its defeat/bypass
• EMO button have a yellow background
• Safety related devices and data/alarm logging computers to remain energized after EMO activation

Sunny Rai, Intertek
Example of EMO Button/Shroud Configuration

Sunny Rai, Intertek
SEMI S2
Electrical • Critical components certified by an Accredited Testing Laboratory,
Main protection disconnect should be rated 10,000 AIC min.
• Nameplate includes manufacturer, model, serial no., voltage, phase, frequency and full-load current
• Move as many tasks as practical from category Type 4 to Types 1, 2, or 3.
• Routine Type 4 tasks, excluding troubleshooting, should have specific written instructions in the maintenance manuals.
• Equipment should conform to the appropriate international, regional, national or industry product safety requirements
• Equipment grounding circuits should have a measured resistance of one-tenth (0.1) ohm or less between the main equipment grounding conductor terminal
• Leakage current 3.5 mA max. for cord-connected equipment

Sunny Rai, Intertek
SEMI S2
Energy Isolation • Lockable energy isolation capabilities for all source of hazardous
energy
• Energy isolation capabilities readily accessible and capable of being locked in the position in which the hazardous energy is isolated
Mechanical Design • Machine Stability
– Ref. IEC 1010-1 (10 degree tip test)
• ‘Breaking-up’ During Operation
• Moving Parts
– Guard & Protective Devices
• Lifting Operations & Extreme Temperatures

Sunny Rai, Intertek
SEMI S2
Seismic Protection • Design to control risk from an earthquake
• Section intent
– provide end-users with the information needed to appropriately secure equipment within their facility
– Supplier not provide attachment hardware - considerations
• Vibration, Seismic Zone, Soil condition, Building Design
Automated Material Handlers • Scope
– Wafer Handlers, Industrial Robots and Industrial Robot Systems, Unmanned Transport Vehicles
• Hazard Analysis => Safeguarding
– Size, Speed, Power, Capacity
• Industrial Robot and Industrial Robot Systems
– ANSI/RIA R15.06
– ISO 10218
– EN 775

Sunny Rai, Intertek
SEMI S2
Environmental • Resource Conservation
– Water use and reuse/recycling
– Process chemical use and reuse/recycling
– Energy
– Maintenance chemicals & Packaging materials
• Prevent/Control Unwanted Releases
– Secondary containment - at least 110%
– Alarms and gas detection/liquid sensing
– Overfill level detectors and alarms
– Equipment designed to accept signal from monitoring device and stop chemical supply
– Equipment designed to allow operators to determine levels of in-equipment containers

Sunny Rai, Intertek
SEMI S2
Exhaust Ventilation • Primary control against chemical exposures for systems not
otherwise protected (e.g., wet benches)
• Exhausted enclosures should be tested using approved
methods to ensure control of worst-case release to 25% OEL.
• Ventilation Design Considerations
– Exhaust interlocks required for systems using HPMs
– Audible or visible alarm
– Time delay after interlock trips is okay if system shutdown
is safe based upon risk assessment
– Visual indicators for non-HPM systems

Sunny Rai, Intertek
SEMI S2
Chemicals • Priority of Controls
– Elimination or substitution
– Engineering controls
– Administrative controls
– Personal Protective Equipment (PPE)
• Chemical Emission Limits
– Normal operating conditions • Chemical concentrations < 1 % OEL (or < limit of detection)
– Maintenance conditions • Chemical concentrations < 25 % OEL
• In worst case personnel breathing zone
– Equipment Failure • Chemical concentrations < 25 % OEL
• In worst case personnel breathing zone
– Flammable chemicals without OEL • < 25 % LEL outside of enclosure

Sunny Rai, Intertek
SEMI S2
Non-Ionizing Radiation • Radiofrequency (RF) & Microwave
– 30 kHz to 300 GHz
– <3 kHz Sub RF Fields
• Ultraviolet (UV) – 100 nm to 400 nm
• Infrared (IR) – 1 mm to 700 nm
• Visible Light – 400nm - 700nm
• Static Magnetic (0 Hz)
Ionizing Radiation • Goal is to reduce emissions to “As Low As Reasonably Achievable” ALARA
• Conformance to international regulations for use and disposal of sources and materials
• Hierarchy of control methods
– engineering
– administrative
– personal protective equipment

Sunny Rai, Intertek
Summary
• Identify hazards associated with the PV Equip
– Systems & facilities
– Use applicable standards
• Use Hazard Analysis methodology
– HazOp, What-If, FMECA
• Perform Risk Assessment of the Hazards
– SEMI S10

Sunny Rai, Intertek
Summary
• Select Risk Reduction criteria
– Order of precedence for resolving identified
hazards:
Design to Eliminate Hazards
Incorporate Safety Devices
Provide Warning Devices
Provide Hazard Alert Labels
Develop Administrative Procedures and Training

Sunny Rai, Intertek
Questions

Sunny Rai, Intertek
Hazard Assessment Methodology For PV
Manufacturing Equipment
Thank You !
Sunny Rai
Intertek
1365 Adams Court
Menlo Park, CA 94025
Tel: 650 463 2950
Fax: 650 463 2910
E-mail: [email protected]

Safety in a PV Solar Start-up
John Shober
Renewable Energy Safety Systems Engineering and Development
http://aboundpower.com/projects

Overview
PV Solar Safety Progression
Culture
Production Safety Considerations
Managing the Potential for an Exposure
Glass Handling
Machine Safety
Maintenance
Sustainability
http://aboundpower.com/projects

PV Solar Safety Progression
Understand the Process
Design Review
Define Requirements
Develop Safety Systems
Develop Administrative
Controls
Train
Assess & Improve
http://www.abound.com/solar-modules/manufacturing
What about Safety in a PV Start-up?

PV Solar Safety Progression
Understand the Process
Design Review
Define Requirements
Develop Safety Systems
Develop Administrative
Controls
Train
Assess & Improve
http://www.abound.com/solar-modules/manufacturing
What about Safety in a PV Start-up? Where do you start? Compressed Timelines
Dynamic Change
Communication Can Be Challenging
New Stakeholders
Etc.

PV Solar Safety Progression
Understand the Process
Design Review
Define Requirements
Develop Safety Systems
Develop Administrative
Controls
Train
Assess & Improve
http://www.abound.com/solar-modules/manufacturing

PV Solar Safety Progression
Understand the Process
Design Review
Define Requirements
Develop Safety Systems
Develop Administrative
Controls
Train
Assess & Improve
http://www.abound.com/solar-modules/manufacturing
Prioritization Concerns: - Life Safety Critical
- Impending Equipment Damage
- Code/Standard Driven
- Stakeholder Expectation

Safety Culture
Accountability & follow-through for all!
Leadership sets the tone.
Walk the talk in all that you do. This can be challenging in a start-up.
Define expectations early!
Beliefs & Values
In Development
Production = Business
Who defines the critical elements?
Ownership & Passion
Who, Why, How
Why is culture so important?

Safety Culture
Accountability & follow-through for all!
Leadership sets the tone.
Walk the talk in all that you do. This can be challenging in a start-up.
Define expectations early!
Beliefs & Values
In Development
Production = Business
Who defines the critical elements?
Ownership & Passion
Who, Why, How

Safety Culture
Accountability & follow-through for all!
Leadership sets the tone.
Walk the talk in all that you do. This can be challenging in a start-up.
Define expectations early!

Production Safety Considerations
Detailed Product & Process Review
Product Inventory Control Processes
Manufacturing Safety Systems & Support
Injury/Release Prevention
Hazardous Materials
Flammable Liquids & Gases
Controls
Secondary Containment
Hazard Detection
Storage Areas
Transport Quantities & Paths
Leak Detection & Monitoring
Remote Emergency Control
Close Calls & Investigations
Process Reviews
Hazard Analysis
Engineering Reviews

http://www.abound.com/solar-modules/manufacturing
Equipment Safety

Managing the Potential for an Exposure Time: traditional vs. extended shifts
Manufacturing Tasks Material Handling
Characteristics: acute effects vs. chronic
http://www.abound.com/solar-modules/manufacturing

Glass Handling Tempered
vs. Annealed
All Glass is
Not Equal
Capture, Change, Improve
Material Handling
vs. Glass Recovery
Regulated Space vs. Module
Build
http://www.abound.com/solar-modules/manufacturing

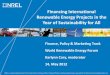
An Example of Glass Handling Equipment:
Glass Handling Protection:
Safety Glasses
Face Shield
Neck Protection
Chest Protection
Waist & Leg Protection
Gloves
Forearm Protectors
Shin Protectors
Safety Shoes
Metatarsal Protection

Machine Safety Issues
http://aboundpower.com/projects

Operations vs. Maintenance
Process/Metrology
Exposure/Fire Lasers Contamination
Control (Chemicals, Metals, etc.)
Equipment & Process Maintenance
Production & Facility
Equipment
Process Control & Safety Systems
http://www.abound.com/solar-modules/manufacturing

Safety Sustainability
Industry Importance
Less Hazardous Substitutions
In the Beginning: An economy of
scale
Expanding Need for New Processes
Best Practices & Industry Standards
http://aboundpower.com/projects

References
Electric Power Research Institute, (2003). Potential Health & Environmental Impact Associated with the Manufacture and Use of Photovoltaic Cells. California Energy Commission.
Fthenakis, V., (2003). Overview of Potential Hazards. Practical Handbook of Photovoltaics: Fundamentals & Applications, Chapter VII-2.
Fthenakis, V., (2003). Environmental Health and Safety (EHS) Issues in III-V Solar Cell Manufacturing. Brookhaven National Laboratory, National PV EHS Assistance Center.
Fthenakis V., Morris S., Moskowitz P., Morgan D., (1999). Toxicity of Cadmium Telluride, Copper Indium Diselenide, & Copper Gallium Diselenide. Progress in Photovoltaics, 7, 589-497.
Komp, R., (2002). Practical Photovoltaics Electricity from Solar Cells. 1-62.
Occupational Health and Safety Administration, (2010). Cadmium 1910.1027. Occupational Health and Safety Standards, http://www.osha.gov/pls/oshaweb/owadisp.show_document?p_table= STANDARDS &p_id=10035 U.S. Department of Energy, (2010).
U.S. Department of Energy, (2010). Photovoltaic Basics. http://ww1.eere.energy.gov/ solar/pvbasics.html.
Yassin, A., Yebesi, F., Tingle, R., (2005). Occupational Exposure to Crystalline Dust in the United States 1998-2003. Environmental Perspectives, 113(3), 255-260.

Questions?
http://aboundpower.com/projects

NREL is a national laboratory of the U.S. Department of Energy, Office of Energy Efficiency and Renewable Energy, operated by the Alliance for Sustainable Energy, LLC.
EH&S Risks in Crystalline Silicon PV Module Manufacturing
John Wohlgemuth
May 15, 2012
World Renewable Energy Forum

2
Outline
• Look back at crystalline Si PV manufacturing from when I joined Solarex in 1976
• We have come a long way since then
• What should our major concerns be
o Now
o In the future

3
I remember when
• There were cyanide plating solution footprints through the lobby one morning
• The fire department arrived because of the plume of smoke exhausted from the CP etching of wafers.
• Operators cut their fingers frequently on spinning wafers
• One of our competitors was on the list of the 10 worst air polluters in CA due to their exhaust of organics into the air

4
I remember when (Continued)
• Operators were sent to the hospital for exposure to HF
• Digging through the factory floor and half way across the parking lot before we could find any sign of the drain pipe.
• Molten Si dissolving the bottom of the casting station and the concrete floor.
• Evacuation of the lab due to a phosphine leak.

5
Dramatic improvements
• Changes in materials o Eliminated gaseous dopants o Eliminated plating solutions o Eliminated photolithography and lift-off o Switched from acid etch to NaOH o Many module manufacturers eliminated lead based solder
• Changes in Equipment o Automation reduced/removed direct personnel exposure to
toxic chemicals. o Eliminating manual handling of cells reduces cuts. o Casting stations and wire saws are specifically designed for
PV and supplied by equipment manufacturers with safety systems built in.

6
Dramatic improvements (Continued)
• Changes in management philosophy
o Having the company name on a list of major polluters became totally unacceptable for a renewable energy company.
o Worker safety received much higher priority
o PPE/Safety Training/Safety Culture

7
But there are still dangers in PV manufacturing
• Casting: A large pot of molten Si
o Failure of the coolant could result in meltdown
o Rupture of containment could result in exposure of molten Si to water, which would likely result in an explosion.
• Deposition of Silicon Nitride AR Coating
o Uses Silane which is toxic and extremely flammable
o Uses ammonia which is caustic and an irritant

8
Results of transfer of manufacturing to Asia
• Have gone back to manual processing in many factories so operators can once again be exposed to toxic chemicals and cut hazards.
• China in particular does not have the EH&S laws or culture so it is likely that we can expect more accidents and pollution.
• Have heard of accidents including a casting station explosion that resulted in at least 1 death.
• Almost all Chinese module manufacturers are using lead based solder as it is easier to process and less expensive.

9
What is in store for the future
• The Bad o Pressure of lower pricing is likely to result in some
manufacturers taking short cuts with safety. o When your company is fighting to survive EH&S may not be a
top priority
• The Good o Continued pricing pressure may ultimately lead to automation
even in Asia (already happened in some Chinese factories) o Oversupply and pricing pressure likely to result in a reduction
in number of manufacturers. o Emphasis on Quality with strong EH&S component
• The How o Large US module purchasers should require a strong EH&S
component to manufacturing QA plan as part of “Bankability” and due diligence