Embed Size (px)
Citation preview

ANAIS DO 54º CONGRESSO BRASILEIRO DO CONCRETO - CBC2012 – 54CBC 1
UHPFRC: De los componentes a la estructura
UHPFRC: From components to structure
Serna Ros, Pedro (1); López Martinez Juán Ángel (2); Camacho Torregrosa, Esteban (2)
(1) Profesor Doctor, Departamento de Ingeniería de la Construcción, Universitat Politècnica de València
(2) Estudiante de Doctorado, Universitad Politècnica de València (UPV) Edificio Caminos II, ICITECH, Camino de Vera s/n, 46071, Valencia; [email protected]
Resumen
El UHPFRC (Ultra High Performance Fiber Reinforced Concrete) es un material que requiere componentes exclusivos y procesos de fabricación muy controlados. Aunque el número de aplicaciones va en aumento, su uso todavía está limitado a obras singulares principalmente en Francia, Alemania, Japón y EEUU. El documento se inicia introduciendo la tecnología del UHPFRC y comentando el potencial y las limitaciones de uso que se distinguen actualmente. Se analiza la composición de un amplio conjunto de dosificaciones elaboradas por otros autores. Posteriormente se exponen las experiencias adquiridas con UHPFRC por el grupo de trabajo de la UPV desde el año 2008 hasta la actualidad, con las claves que han facilitado la consecución de un material eficiente y viable con componentes locales y procesos de fabricación convencionales. Se introducen tres dosificaciones optimizadas con rendimiento básico, medio y elevado, comparándolas con las de otros autores. Finalmente se introducen varios de los elementos diseñados, elaborados y ensayados en la UPV con UHPFRC tanto en laboratorio como en empresa de prefabricados, justificando su sentido estructural y viabilidad técnica y económica. Se hace especial hincapié en la pasarela sobre el Barranco de las Ovejas, que con 45 metros de luz será la primera obra civil elaborada en España con UHPFRC. Palabra-Clave: UHPFRC, componente, compatibilidad, autocompactable, celosía, conexiones, prefabricado
Abstract
Ultra High Performance Fiber Reinforced Concrete (UHPFRC) is an innovative material that requires exclusive components and high control. Although number of applications is increasing, its use is still restricted to few singular structures mainly in France, Germany, Japan and the USA. At this document initially UHPFRC technology is introduced, commenting the potential of use and limitations that can be distinguished nowadays. The composition of many dosages from different authors is analyzed. Later the experiences acquired by the UPV workgroup with UHPFRC from 2008 up to now are introduced. The key points that allowed the achievement of efficient material with local components and conventional casting process are explained here. Three optimized dosages are suggested with different levels of performance, comparing them with those proposed by other authors. Finally, several elements designed, cast and tested by the UPV workgroup with UHPFRC both at laboratory and at precast company are explained, justifying then the structural sense, technical and economical viability. Special emphasis is given to the 45 m single span footbridge over the Ovejas ravin, which is the first civil engineer structure made in Spain with UHPFRC. Keywords: UHPFRC, components, compatibility, self-compacting, truss structure, connection, precast

ANAIS DO 54º CONGRESSO BRASILEIRO DO CONCRETO - CBC2012 – 54CBC 2
1 Tecnología del UHPFRC en la actualidad
El UHPFRC (Ultra High Performance Fiber Reinforced Concrete) es producto de tres tecnologías: Los hormigones autocompactantes, con fibras, y los de alta resistencia. Según la AFGC [15] debe tener una resistencia a compresión superior a 150 MPa, elevada resistencia a flexo-tracción y comportamiento muy dúctil. Producir hormigones de estas características con la tecnología usual es poco viable, por ello la mayoría de las aplicaciones se han llevado a cabo de la mano de productos patentados (Ductal®, BSI®, BCV®, o CEMTEC® [22, 23, 29, 30] resultados de la investigación conjunta de universidades y empresas. Se ha utilizado en elementos estructurales en Japón, USA y Europa Occidental, de acuerdo normalmente a recomendaciones técnicas específicas relativas al material [15, 16]. Su alto coste, y el hecho de que para muchas aplicaciones prácticas no sea necesario explotar al máximo las propiedades de estos productos comercializados han propiciado que muchas empresas desarrollen dosificaciones propias de UHPFRC con materiales locales, adaptándolas a las necesidades en cada caso [18, 19, 20, 21]. Así aparece una gran diversidad de familias de hormigones con resistencia a compresión entre 110 y 150 MPa (VHPFRC o HPFRC - [Very] High Performance FRC) [17, 31]. La exigencia de ductilidad conlleva la capacidad para soportar esfuerzos de tracción, pero sobre todo que ésta se mantenga cuando la matriz fisura. Para el control de la fisuración la utilización de fibras es imprescindible. Pero dependiendo del tipo de respuesta deseado será adecuado uno u otro tipo de fibras. Las cortas y esbeltas controlan la aparición de las primeras fisuras y fibras largas garantizan la ductilidad para deformaciones altas. Incluso puede ser conveniente la utilización de combinaciones de diferentes tipos y/o dimensiones de fibras (HFC - hybrid Fiber Concrete), (fig. 1).
Figura 1 – Diferentes familias de hormigones entorno al UHPFRC
Cuando la ductilidad es más importante que la resistencia se busca hormigones con endurecimiento por deformación incluso a tracción directa (HPFRCC - High Performance Fiber Reinforced Cement Composites) [32], en los que la gran resistencia residual en la sección fisurada permite incrementar la carga aplicada, generándose sucesivas fisuras prácticamente invisibles que no se desarrollan. Esta propiedad se potenciará en la dirección de orientación prioritaria de las fibras, dando lugar a un material anisótropo.

ANAIS DO 54º CONGRESSO BRASILEIRO DO CONCRETO - CBC2012 – 54CBC 3
En este contexto los diferentes UHPFRCs pueden conducir a propiedades muy variables y se han presentado en la literatura especializada con terminología poco definida. Es evidente que una recomendación Internacional para el HPFRC de amplio consenso facilitaría la entrada en el mercado de esta gama de hormigones [17]. En esta ponencia se muestra algunas experiencias llevadas a cabo en la Universitat Politècnica de València (UPV) a nivel de diseño y caracterización de estos hormigones y en aplicaciones, viables técnica y económicamente, en las que la UPV ha colaborado.
2 Diseño de dosificaciones
En este apartado se incluye el análisis de más de 110 dosificaciones de UHPFRCs utilizados por varios autores, extraídas de artículos en revistas y congresos en los últimos años, y se aporta además la experiencia de los trabajos en este sentido en la UPV. Con ello se pretende mostrar la realidad del material y dar recomendaciones generales para guiar a posibles lectores interesados en reproducir hormigones similares. La intención es mostrar que, aunque exige considerar muchos aspectos, no hay secretos insalvables.
2.1 Conceptos Generales
Elaborar UHPFRC al máximo nivel requiere materias primas exclusivas (fibras de alto límite elástico, aditivos de última generación, áridos selectos de pequeño diámetro), equipos y procesos no convencionales (alta energía de fabricación, curado al vapor, control intenso de humedad) y geometría cuidada para fabricar elementos muy finos. Del análisis de dosificaciones encontradas en la bibliografía se puede concluir:
En la mayoría de casos el tamaño máximo de árido inferior a 0.8 mm si bien hay dosificaciones (un 30%) que incluyen árido relativamente grueso (entre 5 y 8 mm), siempre siendo de alta resistencia (basalto, diabasa, bauxita, cuarcita).
Si se utilizan árido grueso se reduce un 20% el contenido en cemento para resistencias comparables. En estos casos la puesta en obra es más difícil, y las ventajas en ductilidad y comportamiento a tracción son menos evidentes.
Se utiliza casi siempre humo de sílice y, a menudo SiO2 cristalina (harina de cuarzo) como fracción ultrafina para conseguir máxima compacidad (figuras 2 y 3).
Figura 2 – Frecuencia relativa de contenido en cemento para los UHPFRC analizados

ANAIS DO 54º CONGRESSO BRASILEIRO DO CONCRETO - CBC2012 – 54CBC 4
Figura 3 – Frecuencia relativa de contenido de humo de sílice y harina de cuarzo para los UHPFRC.
La proporción tanto de humo de sílice como de harina de cuarzo sobre el peso de cemento es de alrededor del 25%. Si no se utiliza harina de cuarzo, se necesita más cemento u otras adiciones. La correlación encontrada entre el cociente Agua / Conglomerante y la resistencia es mejor cuando la harina se considera parte conglomerante (figuras 4 y 5).
Figura 4 – Agua/Conglomerante vs resistencia a compresión sin considerar la harina de cuarzo.
Figura 5 – Agua /Conglomerante vs resistencia a compresión considerando la harina de cuarzo.
La elección del tipo de cemento es fundamental. Cementos de clase resistente intermedia y con poco AC3 tienen sentido por su bajo calor de hidratación y demanda de agua. Por ello suelen utilizarse cementos resistentes a sulfatos. Así se

ANAIS DO 54º CONGRESSO BRASILEIRO DO CONCRETO - CBC2012 – 54CBC 5
incrementan la trabajabilidad y el tiempo abierto, se reduce la retracción y se favorece una evolución de resistencias más repartida en el tiempo. En las figuras 6 y 7 se muestra la demanda de agua y escurrimiento de las dosificaciones estudiadas en función del tipo de cemento. Para demandas de agua similares el escurrimiento es mayor en las que utilizan cementos de clase resistente de 42.5.
Debe analizarse la compatibilidad del cemento con las adiciones y aditivos. De ello dependerá el rendimiento a compresión, que puede variar modificando un solo componente entre los 120 y los 170 MPa. Para alcanzar valores superiores a 200 MPa parece imprescindible utilizar el curado al vapor.
Figura 6 – Contenido de agua vs conglomerante. Figura 7 – Agua/Conglomerante vs. escurrimiento.
La relación Agua / Conglomerante y el contenido en aditivo son determinantes tanto para las propiedades reológicas como mecánicas. Debe encontrarse un compromiso que conduzca a una buena resistencia y trabajabilidad. Relaciones Agua / Conglomerante bajas o poco contenido en aditivo producen dosificaciones económicas sin riesgo de segregación y menos porosas. Como inconvenientes, estas dosificaciones dan mezclas más viscosas, con peor trabajabilidad y con mayor cantidad de aire ocluido y que necesitan mayor tiempo de amasado. La optimización del esqueleto granular, especialmente en la fracción fina exige estudio específico. Muchos autores trabajan con la granulometría A&A propuesta por Andreasen y Andersen [25] (ec 1). Para los UHPFRC de más alto contenido en finos son adecuados valores para el parámetro “q” de 0.2, o inferiores. Para hormigones poco exigentes y de contenido en cemento menor, valores más elevados (0,35) pueden ser adecuados dando curvas más parecidas a las clásicas propuestas de Fuller o Bolomey, aunque la ecuación de A&A se adapta mejor para considerar las granulometrías de los componentes del tamaño del cemento o más finos.
(1)
Con CPFT= % que pasa por el tamiz d Naaman [26] sugiere determinar la proporción en la que hay que mezclar dos áridos de forma experimental, fijándola como aquella que produce una mezcla de áridos en seco de mayor densidad aparente. Normalmente esta proporción es la que combinada con agua y conglomerante produce un hormigón con mayor escurrimiento. Este modo de actuar
ANAIS DO 54º CONGRESSO BRASILEIRO DO CONCRETO - CBC2012 – 54CBC 6
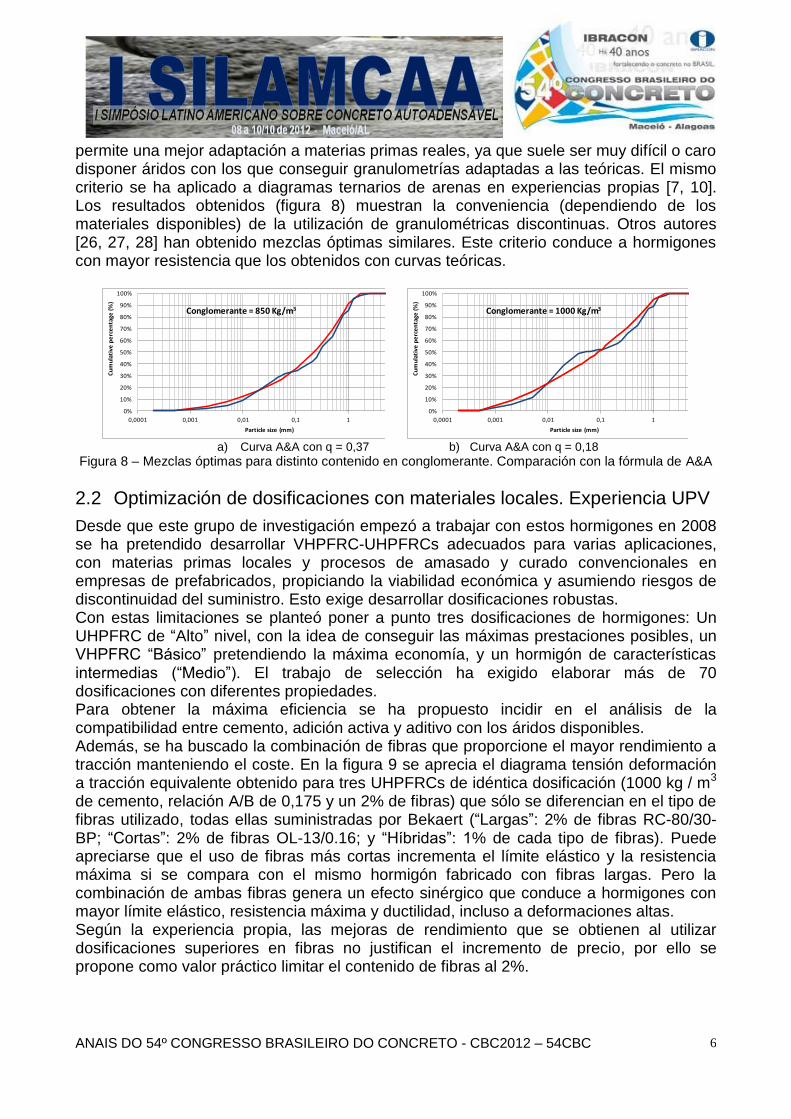
permite una mejor adaptación a materias primas reales, ya que suele ser muy difícil o caro disponer áridos con los que conseguir granulometrías adaptadas a las teóricas. El mismo criterio se ha aplicado a diagramas ternarios de arenas en experiencias propias [7, 10]. Los resultados obtenidos (figura 8) muestran la conveniencia (dependiendo de los materiales disponibles) de la utilización de granulométricas discontinuas. Otros autores [26, 27, 28] han obtenido mezclas óptimas similares. Este criterio conduce a hormigones con mayor resistencia que los obtenidos con curvas teóricas.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0,0001 0,001 0,01 0,1 1 10
Cu
mu
lati
ve p
erc
en
tage
(%
)
Particle size (mm)
Conglomerante = 850 Kg/m3
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0,0001 0,001 0,01 0,1 1 10C
um
ula
tive
pe
rce
nta
ge (
%)
Particle size (mm)
Conglomerante = 1000 Kg/m3
a) Curva A&A con q = 0,37 b) Curva A&A con q = 0,18
Figura 8 – Mezclas óptimas para distinto contenido en conglomerante. Comparación con la fórmula de A&A
2.2 Optimización de dosificaciones con materiales locales. Experiencia UPV
Desde que este grupo de investigación empezó a trabajar con estos hormigones en 2008 se ha pretendido desarrollar VHPFRC-UHPFRCs adecuados para varias aplicaciones, con materias primas locales y procesos de amasado y curado convencionales en empresas de prefabricados, propiciando la viabilidad económica y asumiendo riesgos de discontinuidad del suministro. Esto exige desarrollar dosificaciones robustas. Con estas limitaciones se planteó poner a punto tres dosificaciones de hormigones: Un UHPFRC de “Alto” nivel, con la idea de conseguir las máximas prestaciones posibles, un VHPFRC “Básico” pretendiendo la máxima economía, y un hormigón de características intermedias (“Medio”). El trabajo de selección ha exigido elaborar más de 70 dosificaciones con diferentes propiedades. Para obtener la máxima eficiencia se ha propuesto incidir en el análisis de la compatibilidad entre cemento, adición activa y aditivo con los áridos disponibles. Además, se ha buscado la combinación de fibras que proporcione el mayor rendimiento a tracción manteniendo el coste. En la figura 9 se aprecia el diagrama tensión deformación a tracción equivalente obtenido para tres UHPFRCs de idéntica dosificación (1000 kg / m3 de cemento, relación A/B de 0,175 y un 2% de fibras) que sólo se diferencian en el tipo de fibras utilizado, todas ellas suministradas por Bekaert (“Largas”: 2% de fibras RC-80/30-BP; “Cortas”: 2% de fibras OL-13/0.16; y “Híbridas”: 1% de cada tipo de fibras). Puede apreciarse que el uso de fibras más cortas incrementa el límite elástico y la resistencia máxima si se compara con el mismo hormigón fabricado con fibras largas. Pero la combinación de ambas fibras genera un efecto sinérgico que conduce a hormigones con mayor límite elástico, resistencia máxima y ductilidad, incluso a deformaciones altas. Según la experiencia propia, las mejoras de rendimiento que se obtienen al utilizar dosificaciones superiores en fibras no justifican el incremento de precio, por ello se propone como valor práctico limitar el contenido de fibras al 2%.

ANAIS DO 54º CONGRESSO BRASILEIRO DO CONCRETO - CBC2012 – 54CBC 7
Figura 9 – diagrama tensión deformación a tracción según el tipo de fibras empleado
El planteamiento de obtener hormigones con tres niveles diferentes de exigencia implica disponer de una dosificación a la carta en función de los requisitos reológicos, resistencia a compresión y a flexión deseados para cada aplicación concreta. Para dosificación del hormigón “básico” se analizó la opción del uso de árido grueso calizo 4/7 mm. Se ha verificado que no sólo es viable en elementos con un cierto espesor y sin dificultades para el vertido sino que además permite reducir el contenido de cemento en más de un 20% sin apenas modificar sus propiedades a compresión. A pesar de que la bibliografía generalmente admite que es imprescindible el empleo de fibras de alto límite elástico para estos hormigones, durante nuestros estudios se comprobó que con niveles medios de exigencia mecánica a flexión se puede recurrir al uso de fibras de límite elástico normal (1.100 MPa). Estas proporcionan menor resistencia a flexión pero no sufren rotura a tracción y reducen significativamente los costes. Se ha trabajado con de adiciones activas de diferentes procedencias y calidades. En particular se utilizó un Residuo de Catalizador de Craqueo Catalítico Fluidizado (FC3R) una adición activa obtenida a partir del residuo de craqueo del petróleo que tiene un índice de reactividad a corto plazo mayor que el humo de sílice y que proporciona posibilidades estéticas adicionales por su color blanco, a un precio competitivo [9]. En la figura 10 se muestran varios hormigones elaborados por el grupo de trabajo.
Figura 10 - Relación entre la resistencia a flexión y la resistencia a compresión
Se aprecia que el interés por trabajar con unas materias primas u otras depende del objetivo buscado en cada caso. Los mayores niveles de exigencia deben considerarse

ANAIS DO 54º CONGRESSO BRASILEIRO DO CONCRETO - CBC2012 – 54CBC 8
relacionados con la resistencia y ductilidad a tracción. Obtener alta resistencia a compresión no resulta complejo incluso con dosificaciones relativamente económicas. Reducir la relación Agua / Conglomerante al máximo conduce a mayores resistencias (figura 11). En esta figura se refleja también el interés del empleo de árido grueso en hormigones básicos. Pero también es imprescindible garantizar la trabajabilidad deseada. Esto puede lograrse, además de incrementando el contenido de cemento sustituyendo parte del cemento por ceniza volante o harina de cuarzo y obteniendo la combinación de arenas que, sin producirse tendencia a la segregación, demande menos agua. La tabla 1 muestra la caracterización de tres de estas dosificaciones.
Figura 11 - Relación entre Agua/Conglomerante y la resistencia a compresión.
Tabla 1 – Componentes y propiedades reológicas y endurecidas de las dosificaciones tipo desarrolladas
Dosificación Nivel básico Nivel medio Nivel alto
Tipo de cemento 42.5 R/SR 42.5 R/SR 42.5 R/SR
Contenido de cemento (Kg/m3) 635 850 1000
Tipo de adición activa HdS Ferroat FC3R FC3R
Contenido de adición activa (% s.p.c.) 10% 10% 15%
Relación Agua/Conglomerante 0.26 0.21 0.175
Aditivo PCE (% s.p.conglom.) 4.5% tipo C 4.5% tipo C 3% tipo B
Árido grueso calizo 4-7 mm (Kg/m3) 600 0 0
Dmax. Arena (mm) 1.3 1.3 1.6
Tipo de fibras largas RC-65/35-BN RC-80/30-BP RC-80/30-BP
Contenido de fibras (cortas+largas) (%) 0.75% + 0.75% 1% + 1% 1% + 1%
Paste Volume Fraction (%) 42.5% 52.7% 59%
Propiedades Nivel básico Nivel medio Nivel alto
T50 (s.) 30 17 7.5
Escurrimiento (mm) 588 763 800
Resistencia compresión a 24 h (MPa) 62.4 76.2 71.9
Resistencia compresión a 7 dias (MPa) 101.5 120.6 139.2
Resistencia compresión a 28 dias (MPa) 127 137.2 161.2
Resistencia a flexión lineal equiv. (MPa) 17.8 25.3 31.1
Energía acum. hasta 3 mm (MPa*mm) 47.2 66 80.1

ANAIS DO 54º CONGRESSO BRASILEIRO DO CONCRETO - CBC2012 – 54CBC 9
Todas contienen similar cantidad de fibras cortas (Dramix® OL-13/0.16) y largas. Para el amasado se utilizó una amasadora intensiva EIRICH R-08W y se curó al aire a 20º. Las resistencias a compresión se obtuvieron en probeta cúbica de 100 mm y los ensayos a flexotracción a cuatro puntos en probetas no entalladas, de 100x100x500 mm con luz de 450 mm. En la figura 12 se compara las dosificaciones seleccionadas con otras de la bibliografía, correlacionando la resistencia a compresión con el contenido de conglomerante (cemento, adición activa y harina de cuarzo) de las mezclas curadas al aire. Nótese cómo para cantidades similares de conglomerante la resistencia a compresión puede variar enormemente (para 1200 Kg, entre 90 y 170 MPa). La causa más probable de estos problemas es la incompatibilidad entre los componentes de la pasta. Se aprecia que las dosificaciones propuestas consiguen una relación entre los valores a compresión y el contenido de conglomerante muy elevada, mostrando así el éxito del estudio previo de compatibilidad entre componentes. Destaca que la dosificación básica con árido grueso calizo consigue valores comparables a los de las propuestas de otros autores, que contienen árido más selecto (bauxita, basalto y diabasa, rocas con resistencia a compresión muy superior).
Figura 12 – Relación entre la resistencia a compresión a 28 días y el contenido de conglomerante para
dosificaciones propuestas por diferentes autores [22, 23 y 24].
2.3 Tecnología de fabricación
El alto contenido en finos y la necesidad de dispersar correctamente la adición y el aditivo hacen que el UHPFRC demande una elevada energía de amasado. Esto no requiere necesariamente una amasadora excesivamente potente (aunque sí es recomendable), pero sí aplicar una gran cantidad de energía a lo largo del proceso de mezclado. En la UPV se han desarrollado pruebas en varios tipos de amasadora, desde las intensivas hasta otras no forzadas de baja energía. Para dosificaciones similares, los hormigones elaborados en la amasadora intensiva necesitan un tiempo de amasado mucho más reducido, pueden fabricarse con una relación Agua / Conglomerante entre un 10-15% inferior y se obtienen resistencias a compresión entre un 5 y un 10% superiores,

ANAIS DO 54º CONGRESSO BRASILEIRO DO CONCRETO - CBC2012 – 54CBC 10
comparadas con una amasadora convencional. En cualquier caso, con el resto de condiciones de fabricación se ha conseguido valores de resistencia adecuados para muchas aplicaciones, incluso trabajando con pequeñas amasadoras basculantes de obra. En la tabla 2 se muestran las características de las amasadoras empleadas para la fabricación de dos tipos de hormigón (A y B), el tiempo de amasado requerido en cada caso y la resistencia a compresión de las mezclas. Un cambio de amasadora exige la adaptación del proceso de fabricación para optimizar el rendimiento. Esto incluye definir las secuencias de vertido de los materiales y en particular suele ser recomendable añadir el aditivo en dos momentos diferentes del amasado y trabajar con el volumen óptimo de la amasadora.
Tabla 2 – Comparación entre el resultado de las dosificaciones tipo desarrolladas
Nombre de la amasadora
Volumen máximo (litros)
Volumen amasado
(litros)
Potencia Total (kW)
Tiempo de amasando
(min)
Kg de cem - Agua/Binder
Potencia unitaria (W/litro)
Resistencia obtenida
Ensayo de morteros 1 1 0.37 12 A - 980 -
0.20 370 165.5
De obra basculante 30 20 0.243 26 B - 850 -
0.23 12 131.6
Pemat Zyclos ZK50HE 50 25 2.25 18 A - 980 -
0.20 90 148.6
Betonmass* ST150 CD 110 100 4.05 15 A - 960 -
0.22 41 113.8
intensiva EIRICH R-08W
50 50 11 13 B - 850 -
0.21 A 1000 - 0.17
220 141.4 160.2
Fejmert FP-1-RM 1000 500 37 15 A - 980 -
0.20 74 150.0
(*) – El procedimiento de amasado en este caso no fue optimizado.
Como se puede comprobar, existe una relación exponencial entre la reducción de la potencia por litro amasado y el tiempo necesario para la fabricación. Reducir los tiempos de fabricación incrementando la cantidad de agua, produce pérdida de resistencia y además incrementa el riesgo de segregación. A pesar de que la precisión en las dosificaciones en una planta industrial nunca son iguales a las de laboratorio y que las condiciones de control de procesos son menos adaptables los resultados obtenidos muestran valores reológicos y mecánicos similares para el UHPFRC elaborado en laboratorio y en amasadora industrial. Respecto al proceso de vertido, la elevada trabajabilidad del UHPFRC permite orientar las fibras en la dirección de avance del flujo. Pero en este aspecto debe considerarse tanto la capacidad de extensión (escurrimiento) como la viscosidad (relacionada con la velocidad de movimiento (T500)). Así, una estrategia de vertido apropiada incrementa el factor de orientación de fibras y por tanto la resistencia a tracción-flexión. La orientación de fibras también se verá favorecida con elementos de reducido espesor gracias el efecto pared. Este efecto es más notable cuanto más largas son las fibras. Sin embargo es importante considerar que cualquier orientación preferencial general una reducción de propiedades en la dirección perpendicular. Por ello cuando se determinan las características mecánicas debe tenerse en cuenta la forma, dimensiones y procedimiento de fabricación de las probetas utilizadas. Una mala selección puede llevar a esperar niveles de resistencia muy superiores a los reales en la obra realizada. La utilización de probetas representativas del proceso es fundamental, y debe aplicarse

ANAIS DO 54º CONGRESSO BRASILEIRO DO CONCRETO - CBC2012 – 54CBC 11
coeficientes reductores que tengan en cuenta la orientación [14, 15]. Es importante prestar especial atención a la formación de juntas frías, ya que dada la tixotropía y la viscosidad de la pasta es posible que la unión de dos frentes de hormigonado que se encuentren, formen una superficie de contacto sin fibras que la atraviesen. Estas juntas frías son puntos débiles para el trabajo a tracción, y deben evitarse garantizando un vertido suficientemente enérgico sobre el hormigón vertido previamente. Con este tipo de hormigones los acabados superficiales pueden llegar a ser casi perfectos, dando grandes posibilidades al diseño. La autocompactablidad permite calcar los moldes elaborados, pero tanto si su diseño y acabado es bueno como si muestra defectos. En consecuencia los encofrados requieren una atención adicional. Por la fluidez y densidad deberá tenerse en cuenta los empujes que puedan generarse sobre el encofrado durante el vertido.
3 Aplicaciones desarrolladas
3.1 Bases para la optimización de diseños con UHPFRC
A lo largo de la historia, la aparición de un nuevo material de construcción ha generado cambios en las formas estructurales que evolucionan hacia un aprovechamiento óptimo de sus propiedades. Aunque la inercia de la construcción es grande, según se acumula experiencia esto sucede también con el UHPFRC y con él se desarrollan cada vez más campos de aplicación y diseños antes imposibles de plantear. Por lo general, para que una aplicación sea eficiente y económicamente viable exige un diseño estructural que reduzca el volumen de hormigón utilizado entre un 50% y un 75% respecto a hormigón convencional [1, 6, 17, 19, 30]. La esbeltez de las estructuras y los acabados superficiales añaden una fuerte motivación estética, que suele acompañar a la económica para adoptar esta solución. En otros casos el UHPFRC sustituye a una solución en acero por tener mucha mayor durabilidad, lo que a largo plazo redunda en la competitividad económica de la estructura. El elevado rendimiento del material permite reducir mucho las secciones comprimidas e incorporar mucho más pretensado del que suele utilizarse en hormigón convencional. Pero el avance que este material incorpora a tecnología no se basa tanto en la mejora de resistencia a compresión como en su comportamiento muy dúctil especialmente a tracción. En la figura 9 se presentó algunos ejemplos de leyes obtenidas mediante análisis inverso para distintos hormigones en la UPV. El material experimenta endurecimiento por deformación hasta un valor de resistencia máxima asociado a una deformación que puede superar el 0.2%, resistiendo valores elevados de tensión con deformación más allá del 0.5%. Aunque la resistencia a tracción no sea comparable a la del acero, su dúctil comportamiento permite que una sección traccionada alcance una gran deformación sin fisuración visible. Esto implica que, en la práctica, el estado límite de servicio por fisuración no va a limitar la capacidad de los elementos diseñados, y en elementos pretensados se pueden asumir tracciones en la fibra menos comprimida. Un buen diseño puede permitir la eliminación completa de la armadura secundaria, incluida la de cortante. De este modo se eliminan los trabajos de ferrallado más costoso y se puede reducir la sección del elemento. Además, la reducida permeabilidad del material permite trabajar con recubrimientos menores a 20 mm, disminuyendo el volumen de hormigón utilizado.

ANAIS DO 54º CONGRESSO BRASILEIRO DO CONCRETO - CBC2012 – 54CBC 12
El diseño de estructuras con UHPFRC también implica algunos retos a superar que deben tenerse en cuenta. La elevada esbeltez exige considerar en los cálculos aspectos normalmente poco considerados ahora. Temas como el pandeo o abolladura podrán ser decisivos, pero también las deformaciones y los efectos de las vibraciones. Los reducidos espesores exigen un control de ejecución minucioso, no siempre viable en obra, pero que pueden serlo en empresas de prefabricados. Además el coste del UHPFRC es muy elevado comparado con el del hormigón tradicional. En estas condiciones las ventajas del UHPFRC sólo serán viables si permiten minimizar el volumen de material utilizado. Las estructuras deberán ser muy esbeltas, próximas a las que se plantean con acero. Los costes de transporte y colocación se reducirán notablemente y la vida útil se incrementará por su gran durabilidad. La tabla 3 muestra una comparación relativa aproximada para valorar algunos de estos factores. La optimización del coste debe empezar usando en cada aplicación una dosificación de UHPFRC que proporcione el rendimiento mecánico y las características en estado fresco estrictamente necesarios. La tabla 4 muestra recomendaciones sobre el tipo de UHPFRC a adoptar en diferentes aplicaciones posibles.
Tabla 3 – Comparación relativa de diferentes factores entre el hormigón convencional y el UHPFRC
Solución Coste m3 Vol. usado Tiempo montaje Coste transporte Vida útil
H. convencional 1 1 1 1 1
UHPFRC 8-10 0.2-0.5 0.2-0.5 0.3 4
Tabla 4 – Tipo de fibras y árido recomendado para diferentes aplicaciones
Aplicación Tipo de fibras Tamaño árido
Elementos finos con poco armado o inexistente
(placas delgadas, elementos de fachada… Híbrido Fino
Aplicaciones sometidas fundamentalmente a tracción directa o a cortante elevado (tirantes de UHPFRC)
Híbrido Fino
Aplicaciones con dificultades de vertido o alta densidad de armado (tuberías prefabricadas)
Fibra corta Fino
Elementos gruesos sometidos a flexo-compresión (pilares)
Fibra corta Grueso
Elementos pretesados espesores considerables (vigas pretensadas para puentes)
Fibra corta Grueso / Fino
3.2 Propuestas de diseño
Las aplicaciones tanto estructurales como no estructurales de este material han sido muy variadas. Se ha empleado en puentes de carretera, pasarelas, balcones y fachadas, o mobiliario urbano. En la UPV se ha trabajado en propuestas para expandir su uso a aplicaciones convencionales en obra civil, la edificación e incluso del entorno urbano. En las figuras 13 y 14 se muestra un esquema de forjado unidireccional basado en una viga prefabricada pretesa en π que fue diseñada, elaborada en planta de prefabricados y ensayada en laboratorio. El espesor de las paredes de la viga y de la placa de entrevigado es de 20 mm incrementándose a 50 mm en la zona de tendones. Su peso es de tan solo 1.25 kN/m2 con 25 cm de canto, siendo capaz de resistir en servicio 5 kN/m2 para luces de 12 m. La reducción del peso, hasta 1/5, permite aligerar el resto de la estructura y reduce el coste del transporte. La solución permite un montaje rápido y

ANAIS DO 54º CONGRESSO BRASILEIRO DO CONCRETO - CBC2012 – 54CBC 13
trabaja sin capa de compresión in situ. Además permite el paso de servicios y suministros sin necesidad de realizar obras. Otra aplicación se planteó como alternativa a un muro de contención de tierras a base de placas alveolares ancladas al terreno. La propuesta consiste en una serie de placas curvas, de 30 mm de espesor (figura 15) que trabajan a compresión y están biapoyadas sobre vigas pretensadas verticales que transmiten la carga al terreno por medio de anclajes. Esta solución, que reduce el peso a tan solo un 27% del previsto en la solución inicial, fue fabricada a escala real en laboratorio y ensayada para verificar los cálculos.
Figura 13 – Esquema del sistema de para forjados
unidireccionales. Figura 14 – Sistema prefabricado preteso para forjados unidireccionales.
.
La figura 16 muestra una vista antes del ensayo, durante el cual se apreció un escaso nivel de fisuración visible a pesar de que las armaduras de tracción llegaron a plastificar.
Figura 15 - Esquema del sistema de contención y
sección del muro propuesto Figura 16 – Placa y viga del muro de contención
ensayadas en laboratorio

ANAIS DO 54º CONGRESSO BRASILEIRO DO CONCRETO - CBC2012 – 54CBC 14
Por otra parte, dado que se trabaja con elementos en forma de lámina muy fina se pensó en desarrollar un sistema de conexiones entre piezas mediante atornillado o bulonado para simplificar procesos constructivos. Las uniones pueden actuar simplemente como pasador o pretensarse. Los elementos serían fabricados con las perforaciones necesarias para cada caso o realizarse éstas en obra. La fabricación de elementos lineales unidos de esta manera permitiría facilitar la industrialización del proceso y trabajo con diseños estructurales tipo cercha (Figura 17) que incorporaría la posibilidad de ser desmontables. Para verificar la viabilidad de las uniones se han desarrollado ensayos propios (Figura 18) para estudiar las variables geométricas que generan el fallo (distancias al borde, diámetros, etc) obteniendo rotura dúctil y con baja dispersión. En particular el elemento de la figura 18 resistió 50.1 kN con una longitud de cola de 100 mm y un espesor de 50 mm.
Figura 17 – Diseño de estructura en forma de
cercha con UHPFRC Figura 18 – Elemento sometido al ensayo de
la conexión. Fallo tipo “cleveage”.
También se plantea su utilización para mobiliario urbano. Se pueden elaborar diseños con el UHPFRC como único material y sin necesidad de aplicar tratamientos posteriores. Los espesores finales pueden ser muy reducidos y la autocompactabilidad y ausencia de armado permite una gran versatilidad de formas. A su durabilidad se une la propiedad de ser muy resistente al vandalismo y a los incendios. Por su diseño será ligero y permite sistemas de sujeción basados en tornillos. La figura 19 muestra algunas de las propuestas para exteriores elaboradas por el grupo de trabajo de la UPV. Se evidencia la importancia de tener una orientación de fibras adecuada en la dirección de los esfuerzos que exige una definición de los encofrados y procesos de vertido estudiados.
Figura 19 – Soluciones para mobiliario urbano

ANAIS DO 54º CONGRESSO BRASILEIRO DO CONCRETO - CBC2012 – 54CBC 15
En todas estas aplicaciones la decisión del color y la textura a conseguir está íntimamente ligada a las exigencias de diseño de la mezcla, del las propiedades del hormigón, especialmente su fluidez, pero también del material empleado como encofrado. La clave
para obtener un perfecto acabado reside en la fluidez adecuada (generalmente ≈770 mm),
permitir al hormigón expulsar el aire y elaborar el encofrado con la superficie adecuada. El metal permite obtener una superficie mate, mientras que el plástico proporciona un aspecto brillante. En la figura 20 se muestra algunos aspectos que pueden obtenerse. Pero este material permite dejar volar la imaginación y plantear diseños puramente artísticos como la sortija que se muestra en la figura 21 que fue expuesta en la feria de arte contemporáneo ARCO [33].
Figura 20 – aspectos en color y textura viables con UHPFRC
Fig. 21 – Sortija de UHPFRC (diseño Menis Arq.)
3.3 Pasarela sobre el barranco de las Ovejas
El diseño y construcción de la pasarela sobre el barranco de las Ovejas (Alicante) supone uno de los proyectos más ambiciosos en que actualmente se encuentra envuelto el grupo de investigación. La pasarela, íntegramente en UHPFRC, se ha diseñado con la intención de dar una alternativa viable a un diseño inicial en acero. Desde un principio se exigió que la solución fuera económicamente competitiva, y por ello fue necesario optimizar los diseños y tipologías estructurales, de tal forma que cada partícula del material esté, en un sentido mecánico, aprovechada al máximo. El diseño final de la pasarela (Figura 22) de 45 metros de luz consiste en una viga artesa de canto variable (1.34 m en apoyos y 2.02 m en centro luz). Las almas de la artesa están aligeradas constituyendo una celosía tipo Warren modificada, en la que la longitud de las diagonales es variable, creciendo desde los apoyos hasta el centro para adaptarse a la distribución de esfuerzos cortantes a lo largo de la viga. El fondo de la artesa está formado por dos cordones longitudinales pretensados unidos por una celosía. El tablero está constituido por una lámina delgada de 30 mm de espesor, rigidizada y unida a las diagonales de las celosías laterales. Describe una curva a lo largo de la pasarela acomodándose a la variación de canto de la artesa con el fin de mantener una distancia constante (0.95 m) al cordón comprimido que actúa de barandilla. Toda la pasarela será prefabricada en taller y transportada a su emplazamiento definitivo.

ANAIS DO 54º CONGRESSO BRASILEIRO DO CONCRETO - CBC2012 – 54CBC 16
Figura 22 – Vista general de la pasarela y sección prevista.
3.3.1 Descripción general
El sistema constructivo propuesto, para el que se han realizado los cálculos estructurales, contempla que la totalidad de la pasarela sea construida en la empresa de prefabricados para posteriormente ser llevada mediante transporte especial al emplazamiento final. La complejidad del diseño y las condiciones de puesta en obra recomiendan fabricar la pieza en 4 fases. (fig 23)
Figura 23 – Fases constructivas y esquema del tablero
Los primeros elementos en fabricarse son las diagonales laterales que se hormigonan en posición horizontal. Tras el hormigonado de la celosía lateral y modificar su posición, se hormigonan los cordones superiores. En la tercera fase, las celosías se colocan en la posición definitiva, se colocan los cables de pretensado en el cordón inferior y se hormigona la celosía inferior. Paralelamente a esta proceso, se fabrican unas piezas en forma de lámina delgada nervada que han de conformar el tablero. Finalmente, estas piezas prefabricadas se elevan y se colocan entre las celosías laterales en su posición definitiva quedando conectadas a ellas mediante el hormigonado de los dos nervios longitudinales.
3.3.2 Verificación estructural y ensayos en verdadera magnitud
Para analizar la seguridad estructural del diseño, se ha realizado un modelo numérico 3D de la respuesta estructural de la pasarela comprobando los diferentes estados límites de servicio y últimos siguiendo con las recomendaciones de la AFGC-SETRA [15] y de la

ANAIS DO 54º CONGRESSO BRASILEIRO DO CONCRETO - CBC2012 – 54CBC 17
Instrucción de Hormigón Estructural Española [34]. Sin embargo, dada la elevada complejidad del diseño, existen una serie de fenómenos singulares que quedan fuera de normativa. Los problemas más importantes han sido los relacionados con el pandeo del cordón comprimido superior, el comportamiento las juntas de construcción y la respuesta en servicio de los elementos traccionados.
a- Análisis del pandeo del cordón comprimido. Debido a que el cordón superior, que hace las funciones de barandilla, no se encuentra arriostrado en ningún punto es susceptible de pandear fuera del plano de la celosía (ver figura 24) en toda su longitud. El único elemento que lo coarta es la rigidez transversal tanto de las diagonales como del cordón superior. Para comprobar este estado, se ha llevado a cabo un análisis no lineal geométrico y mecánico del cordón superior partiendo de una imperfección lateral del mismo de 12 mm en centro luz. Este análisis ha mostrado una rápida convergencia para cada uno de los estados límites últimos a los que se ha sometido la pasarela, con desplazamientos máximos para la combinación más desfavorable de 5.5 cm. En la figura 24 se puede observar la deformada del cordón superior tras el análisis y el aspecto global de la estructura al final del análisis con una escala ampliada.
Figura 24 – Deformada del cordón superior frente al pandeo en los primeros 22.5 m de pasarela.
b- Consideración de las juntas de construcción El sistema constructivo genera tres juntas en las uniones de la celosía con el cordón superior, el tablero y el cordón inferior. En las juntas se debe garantizar una correcta transmisión de los esfuerzos rasantes, especialmente en la zona de los apoyos donde tiene lugar la transmisión del pretensado. A partir de un modelo numérico más complejo de la pasarela, se ha obtenido la distribución de tensiones rasantes más desfavorable en la pasarela en la junta de construcción. Debido al escaso conocimiento de la contribución del hormigón y de las fibras en la junta se ha decidido despreciar su contribución, armando la junta con

ANAIS DO 54º CONGRESSO BRASILEIRO DO CONCRETO - CBC2012 – 54CBC 18
armaduras pasivas como único elemento considerado en los cálculos. Así, se consigue mayor seguridad en una zona complicada con poca influencia en el precio final.
c- Diseño y armado de las diagonales Las diagonales que constituyen el alma del cajón, tanto las comprimidas como las traccionadas, son de sección rectangular (0.15 m x 0.12 m), reforzadas con armadura pasiva B500SD en una cuantía de 4Ф20, sin armaduras de cortante. Para el cálculo de las diagonales comprimidas se consideró las compresiones a transmitir y los esfuerzos laterales de viento, pero además se les exigió que aportaran la rigidez suficiente, incluso en estado fisurado, para impedir el fenómeno de pandeo del cordón comprimido. Aunque estructuralmente implica un exceso de refuerzo se ha decidido disponer la misma sección y armado que se justifica en las diagonales traccionadas por dos razones fundamentales. La primera para mantener la estética de la pasarela y no crear una diferenciación visual entre ambos tipos de diagonales y la segunda para incrementar la ductilidad estructural. Con este diseño, las diagonales traccionadas pasan a ser el elemento más débil, asegurando en rotura un comportamiento dúctil. En las diagonales traccionadas, una de las mayores preocupaciones ha sido la de garantizar el cumplimiento del estado límite de servicio y la durabilidad de la estructura.
d- Verificación del comportamiento mediante ensayo en verdadera magnitud. Para verificar el comportamiento estructural de los fenómenos más conflictivos se ha fabricado y ensayado en laboratorio un prototipo representativo de la pasarela consistente en una celosía de 6 m de longitud y 1 m de canto (figura 25). Durante su ensayo se ha podido comprobar el funcionamiento de cada uno de los elementos y regiones que la constituyen, tales como diagonales, nudos, transmisión de pretensado en los extremos y juntas de construcción.
Figura 25 – Prototipo de la pasarela para el estudio del comportamiento de las celosías de UHPC
Tras el ensayo del prototipo de la pasarela, se observó en las diagonales traccionadas que hasta que no se alcanzo una deformación cercana a la plastificación de las armaduras (2.5%o) no se aprecia ninguna fisura a simple vista. Sólo se pudo observar microfisuración con la superficie humedecía (fig. 26). Debido a que en servicio, se trabaja a deformaciones mucho más bajas, se puede garantizar el correcto funcionamiento de estos elementos. La construcción de la pasarela diseñada en UHPFRC sobre el barranco de las Ovejas se espera que se finalice a finales de 2012. Para entonces, esta pasarela se convertirá en la primera estructura completa en UHPFRC construida en España, y posiblemente, la primera pasarela en celosía construida íntegramente en UHPFRC del mundo.

ANAIS DO 54º CONGRESSO BRASILEIRO DO CONCRETO - CBC2012 – 54CBC 19
Figura 26 – Fisuración de las diagonales traccionadas
5 Agradecimientos
Los autores desean agradecer al Ministerio de Ciencia e Innovación la financiación proporcinada en el contexto del proyecto de investigación FIBAC, con la referencia BIA2009-12722. También agradecen el apoyo a la Generalitat Valenciana, a AIDICO y a las empresas PREVALESA e ICOSA Ingeniería Civil S.A. Por último, los autores desean expresar su gratitud sus diversos proveedores, que apoyan la investigación facilitando material: Lafarge, SIKA S.A.U., BASF y MC Bauchemie.
6 Referencias
1. CAMACHO E., SERNA P. Hybrid UHPFRC thin walled “π” beams for flat roofing
applications, Proceedings of the International Association for Shell and Spatial Structures (IASS) Symposium, Valencia. Septiembre 2009.
2. CAMACHO E., SERNA P., Optimización de dosificaciones de Hormigón Autocompactante de Muy Alto Rendimiento Reforzado con Fibras Híbrido. 2º Congresso Ibérico sobre HAC, Guimaraes, Portugal, 1-2 Julio 2010.
3. CAMACHO E., SERNA P., Design and experimental verification of selfcompacting Ultra High Performance Hybrid FRC ties, 6º International RILEM symp. on SCC, Montreal, Canada. 26-29 Septiembre 2010.
4. CAMACHO E., SERNA P., Design and analysis of Ultra High Performance Hybrid Fiber Reinforced Concrete ties for truss structures. 8th fib International PhD Symposium in Civil Engineering, Copenhague, Dinamarca, 20-23 Junio 2010.
5. CAMACHO E., SERNA P., LÓPEZ J.A., UHPFRC bolted joints: Failure modes of a new simple connection system. International Workshop on HPFRCC-6, Michigan, Junio 2011.
6. LÓPEZ, J.A.; CAMACHO. E.; SERNA P., Structural design and previous tests for a retaining wall made with precast elements of UHPFRC. International Workshop on HPFRCC-6, Michigan, Junio 2011.

ANAIS DO 54º CONGRESSO BRASILEIRO DO CONCRETO - CBC2012 – 54CBC 20
7. CAMACHO E., SERNA P., LÓPEZ J.A., Caracterización de dosificaciones de Hormigón de Muy Alta Resistencia Reforzado con Fibras con diferentes niveles de exigencia mecánica, V Congreso ACHE, Barcelona, Octubre 2011.
8. LÓPEZ, J.A.; CAMACHO. E.; SERNA P., Uso del hormigón de muy alto rendimiento como alternativa viable al diseño de un muro de contención de tierras, V Congreso ACHE, Barcelona, Octubre 2011.
9. CAMACHO E., LÓPEZ J.A., SERNA P. Fluid Catalytic Cracking Residue additions such an alternative to Silica Fume in UHPFRC, 3º International Symposium on UHPC, Kassel, 7-9 Marzo 2012.
10. CAMACHO E., LÓPEZ J.A., SERNA P. Definition of three levels of performance for UHPFRC-VHPFRC with available materials, 3º International Symposium on UHPC, Kassel, 7-9 Marzo 2012.
11. LÓPEZ, J.A., SERNA P., CAMACHO. E., Structural design and previous calculations of a triangulated footbridge made of UHPFRC. 3º International Symposium on Ultra High Performance Concrete. Kassel, 07-09 Marzo 2012.
12. CAMACHO E., LÓPEZ J.A., SERNA P., Bolted joints for UHPFRC precast prestressed elements. Befib 2012: Fibre Reinforced Concrete. Guimaraes, Portugal. 19-21 Septiembre 2012.
13. LÓPEZ J.A., SERNA P., CAMACHO. E., NAVARRO J. Preliminary calculations and casting stages of a UHPFRC truss footbridge. Befib 2012: Fibre Reinforced Concrete. Guimaraes, Portugal. 19-21 Septiembre 2012.
14. CAMACHO E., SERNA P., LÓPEZ J.A. UHPFRC: Innovaciones para la transimisión unidireccional de cargas. Revista Hormigón y Acero, Volumen 63, nº 264. Abril-Junio 2012. ISSN: 0439-5689
15. AFGC-SETRA, Ultra High Performance Fiber Reinforced Concretes. Interim Reccomendations. January 2002.
16. JSCE, Guidelines for the Design and Construction of Ultra High Strength Fibre Reinforced Concrete (draft).
17. WALRAVEN J.C. High performance fiber reinforced concrete: progress in knowledge and design codes. Materials and Structures (2009) 42: 1247-1260.
18. HABEL K., CHARRON J.F., BRAIKE S., HOOTON D., GAUVREAU P., MASSICOTTE B., UHPFRC mix design in central Canada. Canadian Journal of Civil Engineering, Vol 35, 2008
19. VOO Y.L., POON W.K. Experimental study on structural behaviour of steel fiber reinforced DURA® T875 prestressed bridge girders. Technical Report, nº TR-0004 March 2008. DURA TECHNOLOGY SDN BHD PERAK, Malaysia.
20. MONAI B., SCHNABL H. Practice of UHPC in Austria. 2º International Symposium on UHPC. Kassel. March 05-07, 2008
21. FIDJESTOL P., THORSTEINSEN R.T., SVENNEVIG P. Making UHPC with Local Materials-The Way Forward. 3rd International Symposium on UHPC and Nanotechnology for High Performance Construction Materials.
22. 1º International Symposium on UHPC. Kassel, Alemania. 13-15 Sept., 2004 23. 2º International Symposium on UHPC. Kassel. Alemania. 5-7 Marzo, 2008 24. 3rd International Symposium on UHPC and Nanotechnology, HIPERMAT.
Kassel, Alemania. 7-9 Marzo 2012. 25. Andreasen A., Andersen J. Über die Beziehung zwischen Kornabstufung und
Zwischenraum in Producten aus losen Körnern (mit einigen Experimenten), 1930.

ANAIS DO 54º CONGRESSO BRASILEIRO DO CONCRETO - CBC2012 – 54CBC 21
26. Naaman A.E., Wille K., Some correlation between high packing density, ultra-high performance, flow hability, and fiber reinforcement of a concrete matrix. bac2010, Congresso Ibérico sobre betao auto-compactavel, Guimaraes, 1-2 Julio 2010.
27. Stiel T., Karihaloo B., Fehling E., Effect of Casting Direction on the Mechanical Properties of CARDIFRC. 1º International Symposium on UHPC. Kassel, Alemania. 13-15 Sept., 2004
28. Remy O., Wastiels J., Cauberg N., Piérard J., Flexural behaviour of FRUHPC and the Application in Cladding Panels. 2º International Symposium on UHPC. Kassel. Alemania. 5-7 Marzo, 2008
29. GRAYBEAL B.: UHPC in the U.S. Highway Infrastructure. International Workshop on UHPFRC. Marseille (France), November 17-18, 2009
30. ACKER P., BEHLOUL M.: Ductal Tecnology: A large spectrum of properties, a wide range of applications. 1º International Symposium on UHPC. pp. 11-24, Kassel (Germany), September 13-15, 2004
31. DI PRISCO M., COLOMBO M.: FRC and HPFRC composites: From constitutive behaviour to structural applications. Measuring, Monitoring and Modeling Concrete Properties, M.S. Konsta-Gdoutos (ed.),© Springer. pp. 59-68, 2006
32. NAAMAN A.E., REINHARDT H.W.: Proposed classification of HPFRC composites based on their tensile response. Materials and Structures 39. pp. 547-555, 2006
33. http://www.amigosdeltanque.com/archives/622 34. GOBIERNO DE ESPAÑA: Instrucción de Hormigón Estructural (EHE-08). Spain,
July 2008


![o estatuto epistemologico das leis cientificas - unicamp.brchibeni/public/locke-leis.doc · Web viewParis, Flammarion, 1968. [Primeira edição 1902.] POPPER, K. R ... Comentando](https://img.pdfslide.us/doc/110x75/5b6380f87f8b9a687e8c1521/o-estatuto-epistemologico-das-leis-cientificas-chibenipubliclocke-leisdoc.jpg)


























