Embed Size (px)
Citation preview
Seminars, trainings and workshops by Atlas Copco Tools.
www.atlascopco.de/service
Training catalogue
2 3
Our trainingsWhether you’re looking for seminars and workshops to expand your technical knowledge or wish to consolidate your knowledge on the correct use of our tools in product trainings – we offer a variety of concepts in a large range of areas. You can of course request a completely individual training with us.
Training: Technical knowledge
Training: Products
Tightening technique seminar – Basic 8
Tightening technique seminar – Advanced 10
MCT workshop – Machine capability of tightening tools 12
PCT workshop – Process capability in screw assembly 14
Sensitization workshop – Sensitizing production employees 16
Categorization workshop – Classification of tightening joints 18
QA workshop* – Quality and process control 20
Individual workshop 22
Automated tightening systems Power Focus 4000 – Basic 24
Automated tightening systems Power Focus 4000 – Advanced 26
Automated tightening systems Power Focus 6000 – Basic 28
Automated tightening systems Power Focus 6000 – Advanced 30
Automated tightening systems MicroTorque Focus 6000 32
Automated tightening systems PowerMACS 4000 with QST spindles 34
Automated tightening systems PowerMACS 4000 with PST presses 36
Mechatronic systems Focus 61 & MWR click wrench* 38
Software ToolsNet 8 40
Software ToolCenter 2 42
Software / measuring equipment QA supervisor & test systems / ST-pad 44
Measuring equipment & transducer STa-6000 / IRC-Connect & transducer 48
Measuring equipment & transducer ST-Bench & ST-Pad / I-PC 50
Measuring equipment & transducer ST-Wrench for process testing 52
Measuring equipment & transducer ST-Wrench for assembly processes 54
*QA = Quality Assurance
* MWR = mechanical wrench
4 5
Did you know... ?
The largest manufacturers in the world invest around €2000 in training per
employee per year.
Continuous training helps to raise productivity in your company.
In Europe, there are public subsidies for training employees.
Several of our trainings have already been carried out in accordance with the
guidelineVDI/VDE 2637 Part 1. The guideline is currently still
in development.
Our team is certified as aneducational institution in accordance with the German education quality management standard AZAV and also certified according to ISO-9001.
More quality and productivity with expertise
With our customer-specific and application-oriented seminars, trainings and workshops, we are fully equipped to support the sustainable development of your employees’ skills in the area of tightening technique. We offer a comprehensive training curriculum containing theory and practical application. Our trainers are specialists in their areas and have many years of experience. You can rest assured that you will receive top quality.
Seminars All our seminars have a specified focus such as tightening technique, for example. Our aim is to bridge the gap between theoretical knowledge and practical application. The contents of our seminars are conveyed in a way that enables sustainable and expedient use of knowledge in practical applications.
Training coursesOur trainings teach the correct use of Atlas Copco products. You will gain technical knowledge about hardware and software, as well as learning how to make productive use of the systems in your professional routine.
WorkshopsOur workshops have the highest proportion of practical content and include large amounts of group work, active exercises, co-operative learning and development of knowledge through individual learning and experience.
Your options
Seminar
Training
Workshop
Practical content
6 7
Training in accordance with VDI/VDE 2637 Part 1What’s it about? The guideline VDI/VDE 2637 Part 1 deals with the systematic, application-based qualification of personnel in the area of tightening technique. It provides the minimum requirements for knowledge and level of educa-tion with regard to the group’s area of work.
Target groupThis guideline is relevant for all persons and areas that have direct or indirect contact with the topic of tight-ening technique.
GoalGuarantee of a secure tightening joint.
Application• The VDI/VDE takes into account the “human” variable with regard to tightening joints.
• Errors can only be identified and avoided if a person possesses the minimum required qualifications.
• To guarantee a person’s qualification for their work in the area of tightening technique, specific minimum requirements are laid out by the new guideline for typical work.
Our training in accordance with VDI/VDE 2637• Questions and practical exercises
• Final test for self-evaluation
• Overview of the included qualification components (Q‘s).
You can find an overview of all qualification components in the appendix p. 58 - 63.
VDI/VDE 2637
Several of our trainings are carried out in accordance with the guideline VDI/VDE 2637 Part 1. These trainings are marked accordingly in this
catalogue. We are currently developing further trainings in accordance with this guideline.
Training: Technical knowledge

8 9
Training: Technical knowledge
Tightening technique seminarBasic
Seminar descriptionThis basic seminar is the ideal introduction to tightening technique. All of the essential knowledge, theoretical and practical, required for daily work in industrial screw assembly will be taught.
Seminar objectives• Confidence and know-how in the field of industrial screw assembly
• Ability to select from the most common tools with regard to their suitability for your processes (process capability)
• Confident use of essential technical terms
• Awareness and recognition of key cause variables for your production quality and ability to undertake improvement measures
• Knowledge of the most important norms and guidelines as well as the key factors in a tightening joint classification
• Ability to interpret simple torque-versus-angle-diagrams and technical knowledge regarding pros and cons of the fundamental tightening strategies
• Knowledge of all common process test strategies in screw assembly
Seminar content• Fundamental physical variables and technical background of screw assembly
• Cause variables on manufacturing quality in industrial assembly technique
• Fundamental tool technologies and their applications
• Difference between machine capability test and torque setting
• Explanation of the fundamental steps when tightening a screw with various tightening strategies
• Fundamental information on the determination of torque tolerances for tightening joints
• Background of the classification of tightening joints (e.g. According to DIN 25201, VDI 2862 Part 1)
• Methods for process capability tests in assembly, applications and limitations
• Terminology of tightening joint analysis on the basis of torque-versus-angle-diagrams, such as yield strength, breakpoints etc.
• Various practical experiments, for example to define the cause variables material strength, surface coating/friction or switch-off behaviour and torque accuracy of tightening systems
Recommended prior knowledge: Initial experience in tightening technique and screw assembly
Target groups: Maintenance, production, quality assurance, construction, development, work preparation, auditors
Number of participants: 8 - 12
Duration: 1 day
Article number: 9749 6754 53 (full seminar) 9749 6754 94 (per person)

10 11
Training: Technical knowledge
Tightening technique seminarAdvanced
Seminar descriptionIn this seminar, you will be equipped with the essential “tools” for the topic of industrial screw assembly: from prac-tical experience for practical use. Whether it’s about analysing torque-versus-angle-diagrams, discussing important norms or rectifying faults that adversely affect assembly quality: after this seminar, you will be excellently equipped for current and future tasks!
Seminar objectives• Confidence and know-how in the field of industrial screw assembly
• Ability to select from the most common tools with regard to their suitability for your processes (process capability),
• Confident use of key technical terms, guidelines and norms
• Awareness and recognition of key cause variables for your production quality and ability to undertake improvement measures
• Knowledge of the most common norms and guidelines as well as the key factors in a tightening joint classification
• Ability to interpret simple torque-versus-angle-diagrams and technical knowledge regarding pros and cons of more challenging tightening strategies
• Overview of the crucial screw locking systems and their limitations
• Knowledge of all common process test strategies in screw assembly
Seminar content• Fundamental physical variables and technical background of screw assembly
• Definition of the cause variables on manufacturing quality in industrial assembly technique
• Overview of current tool technologies and their applications
• Basics of screw design and determination of torque tolerances according to VDI 2230
• Procedure for classification of tightening joints using VDI 2862 Part 1
• Friction as main influence factor in tightening joints, definition of friction coefficient and tests according to DIN EN ISO 16047 and VDA 235-203
• Methods of direct determination of pre-tensioning force as well as applications and limitations of the DMS technology of the torque
• Overview of screw locks, their applications and limitations
• Norms and guidelines for the machine capability test, the basic statistics it requires and definitions of Cm and Cmk values in screw assembly
• Key tightening strategies, for example rotation angle tightening strategies, yield strength tightening joint, gradient strategy, tightening strategies for direct tightening joints
• Methods for process capability tests in assembly, applications and limitations
• Various practical tests on different tightening joints, including tear tests to define the cause variables of material strength, surface coating/friction or switch-off behaviour and torque accuracy of tightening systems
Recommended prior knowledge: Recommended prior knowledge: Initial experience in tightening technique and screw assembly, basic seminar is not compulsory as the basics are partly repeated
Target groups: Maintenance, production, quality assurance, construction, development, work prepara-tion, auditors, technical test
Number of participants: 8 - 12
Duration: 2 days
Article number:9749 6754 54 (full seminar) 9749 6755 03 (per person)
12 13
Training: Technical knowledge
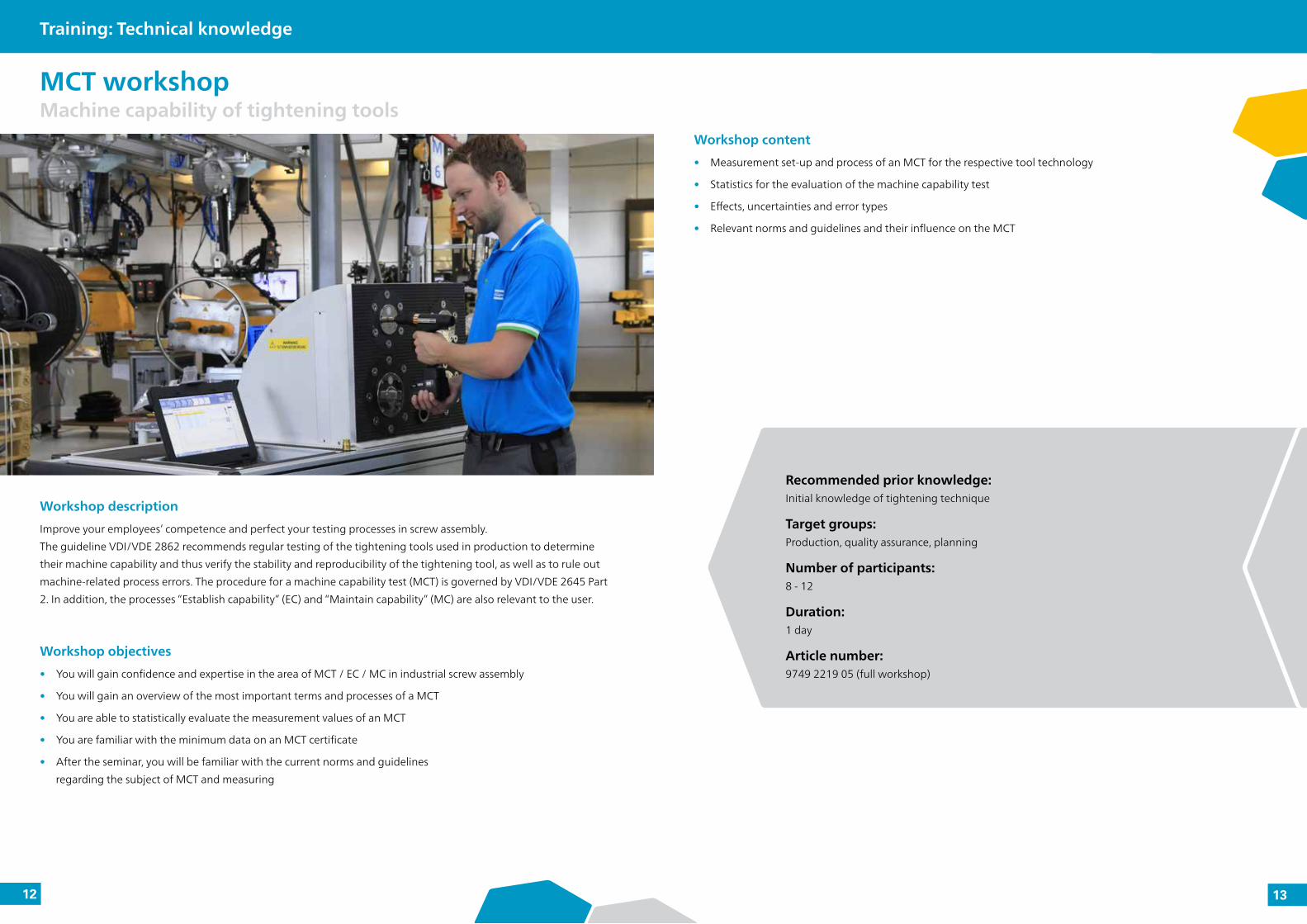
MCT workshopMachine capability of tightening tools
Workshop descriptionImprove your employees’ competence and perfect your testing processes in screw assembly.The guideline VDI/VDE 2862 recommends regular testing of the tightening tools used in production to determine their machine capability and thus verify the stability and reproducibility of the tightening tool, as well as to rule out machine-related process errors. The procedure for a machine capability test (MCT) is governed by VDI/VDE 2645 Part 2. In addition, the processes “Establish capability” (EC) and “Maintain capability” (MC) are also relevant to the user.
Workshop objectives• You will gain confidence and expertise in the area of MCT / EC / MC in industrial screw assembly
• You will gain an overview of the most important terms and processes of a MCT
• You are able to statistically evaluate the measurement values of an MCT
• You are familiar with the minimum data on an MCT certificate
• After the seminar, you will be familiar with the current norms and guidelines regarding the subject of MCT and measuring
Workshop content• Measurement set-up and process of an MCT for the respective tool technology
• Statistics for the evaluation of the machine capability test
• Effects, uncertainties and error types
• Relevant norms and guidelines and their influence on the MCT
Recommended prior knowledge: Initial knowledge of tightening technique
Target groups: Production, quality assurance, planning
Number of participants: 8 - 12
Duration: 1 day
Article number: 9749 2219 05 (full workshop)
14 15
Training: Technical knowledge
PCT workshopFor testing process capability as per VDI/VDE 2645-3
Workshop descriptionImprove your employees’ competence and perfect your testing processes in screw assembly. The guideline VDI/VDE 2862 recommends regular spot-check tests of serial tightening joints by trained employees using suitable test meth-ods to determine the process capability in the field of screw assembly and to implement error detection resulting from the Product Liability Act before the customer. The procedure for a process capability analysis is governed by VDI/VDE 2645 Part 3 and other guidelines.
Workshop objectives• Use of necessary knowledge for the professional execution of process capability tests
• Support in compliance with all relevant norms and guidelines
• Increased process safety in your screw assembly
Workshop content• Preparing relevant norms and guidelines and their impact on screw assembly and on the correct handling of testing tools
• Determining the suitable testing methods and carrying out measurements on your tightening joints
• Verifying your employees’ competence in handling the testing tools in theory and practice
• Carrying out and evaluating process capability measurements in your production when necessary
Recommended prior knowledge: Initial knowledge of tightening technique
Target groups: Production, quality assurance, planning
Number of participants: 8 - 12
Duration: 1 day
Article number: 9749 6755 49 (full workshop)
16 17
Training: Technical knowledge
Sensitization workshop Sensitizing production employees
Workshop descriptionBring your employees up to date in assembly technique and gain lasting benefits from it. The motivation and commit-ment of your employees is promoted by providing them with knowledge, ability and understanding in and around everyday assembly processes. We can also tailor this module to your particular operational requirements and your assembly practices.
Workshop objectives• Reducing downtime and quality costs
• Increasing safety and productivity during screw assembly
• Active analysis of risks and hazards
• Feedback from your production department
• Further employee training
• Understanding of changes and technical measures implemented by
production management/work preparation etc.
• Promotion of a sense of responsibility for the product and your company among employees
Workshop content• Manufacturing quality – cause variable and significance for assembly (with information from your production department)
• Tool technologies – Variants and instructions for use and safe handling
(with an active practical part)
• Torque – Basics and significance for the tightening joints (with an active practical section)
• Effects of friction on the tightening joints (with an active practical part)
• tightening tests taking into account what was previously learned
• Identification of faults and employee responsibility during the tightening process
Recommended prior knowledge: You do not need any prior knowledge of screw assembly for this workshop
Target groups: All company employees, especially production
Number of participants: 8 - 12
Duration: 1/2 day
Article number: 9749 6754 93 (full workshop)

18 19
Training: Technical knowledge
Categorization workshopClassification of tightening joints
Workshop descriptionYou will classify your own tightening joints in our categorization workshop. With the guidance of an experienced trainer, these will be developed in a group and then discussed. Guidelines and norms currently considered the state-of-the-art form the basis for this workshop. Special attention must be paid to safety-critical tightening joints. This is why the workshop is based on the selection of the right tightening tools and the necessity regarding machine capabil-ity tests and process capability tests. We will examine the special requirements placed on the tools.
Workshop objectives• Increasing your technical knowledge of the requirements for tightening tools and testing processes
• Classifying the tightening joints into categories
• Minimum requirements for the tightening tools for the respective categories
• Simplified selection of assembly tools for current and new tightening joints
• Compliance with current norms and guidelines
• Minimum requirements for fault detection within the respective categories
Workshop content• Legal backgrounds for product liability
• Procedure for classification of tightening joints using VDI 2862-1/2
• Basis of ISO 12100 (risk assessment)
• Group work to organize your own tightening joints into risk classes
Recommended prior knowledge: Recommended prior knowledge: Initial experience in tightening technique and screw assembly
Target groups: Development, construction, work preparation, quality assurance
Number of participants: 8 - 12
Duration: 1 day
Article number: 9749 6754 93 (full workshop)
20 21
Training: Technical knowledge
QA workshop Quality and process control
Workshop descriptionOur QA workshop on quality and process control offers you the opportunity to expand your knowledge in the field of tightening technique and quality management. We’ve made sure that we always follow a practical approach. The practical knowledge will help to generate optimizations in your establishment. In this workshop, we aim to bring all different departments together. Our goal is to see all participants speaking the “same language” in the area of tight-ening technique. The workshop and its curriculum are geared towards achieving this objective and build on the quality assurance topics.
Workshop objectives• Deepening knowledge of tightening technique (neutral technical knowledge)
• Presentation and set-up of a quality management system around the topic of tightening technique
• Set-up and practical use of the “3 column system” (MCT, PCT and Production data)
in the field of tightening technique
• Recognizing the cause variables and measures (7M)
• Quality test management in the field of tightening technique
Workshop content• Tightening technique basics
• Brief reference to current norms and guidelines
• Cause variable in tightening technique
• Friction and its effect on the tightening process
• 7M method and its practical application
• Constructing quality management with practical measurements
• How can quality be made measurable?
• Measuring instrument concept of Atlas Copco and its practical application
• LIVE construction of a 3-column system and its practical uses
• Why do I need to perform a process test (PCT) and how does it help me?
• Why do I need to perform a tool test (MCT) and how does it help me?
• Using a tightening technique guideline as an example and its uses
Recommended prior knowledge: It is generally recommended that participants already possess technical knowledge in the area of tightening technique.
Target groups: Quality assurance, maintenance, production planning, production, development
Number of participants: 8 - 12
Duration: 1 day
Article number: 9749 6755 51

22 23
Training: Technical knowledge
Individual workshopTailored for you
Workshop descriptionDo you have a specialist topic or problem in the area of industrial screw assembly or related areas such as quality management strategies, workplace design or even in multiple areas? Do you need new solutions, different approaches or simply a second opinion? Do you want to profit from the experience of external specialists who have many years of practical experience in these fields? Then a meeting with an expert is just the right thing for you!
Workshop objectivesThe contents of the workshop will be developed with you based on your needs. Our experienced expert moderators will personally discuss the specific content with you so all of the workshop objec-tives can be achieved.
Article number9749 6754 87
Training: Products

24 25
Training: Products
Power Focus 4000Basic
Training course descriptionThis training consists of presentations, practical exercises and discussions. The focus includes basic parameter settings, error codes and problem analysis for controlled electrical tightening tools. All participants can practice operating a tightening system in person.
Training objectives• Safe and professional commissioning of the tightening system
• Safe and professional configuration of the hardware and software
• Correct interpretation of event codes/error notifications
• Correct response to event codes/error notifications
Training course content• Tightening technique basics
• Hardware
• Software
• Programming the tightening system
• Parametrizing the tightening system
• Accessories
• Event codes
• Data security
Recommended prior knowledge: We recommend participating in a seminar on tightening technique (basic)
Target groups: Maintenance, production, work preparation, technical test
Number of participants: 6 - 8
Duration: 1 day
Article number: 9749 6754 12 (full training session) 9749 6755 11 (per person)
Training session in accordance with VDI/VDE 2637• Questions and practical exercises for every chapter
• Final test for self-evaluation
• The following qualifications are covered: Q35, Q36, Q38 (see Appendix p. 61)
Automated tightening systems
26 27
Training: Products
Power Focus 4000 Advanced
Training course descriptionThis training consists of presentations, practical exercises and discussions. The focus include basic parameter settings, error codes and problem analysis for controlled electrical tightening tools. All participants can practice operating a tightening system in person.Contrary to the Power Focus 4000 basic training, this training is spread across two days. The individual lessons will be discussed in more detail. The training also covers the topic “Logic configurator”.
Training objectives• Safe and professional commissioning of the tightening system
• Safe and professional configuration of the hardware and software
• Correct interpretation of event codes/error notifications
• Correct response to event codes/error notifications
Training course content• Tightening technique basics
• Hardware
• Software
• Programming the tightening system
• Parametrizing the tightening system
• Further parametrizing of the tightening system
• Accessories
• Event codes
• Data security
• Logic configurator
Recommended prior knowledge: We recommend participating in a seminar on tightening technique (basic or advanced)
Target groups: Maintenance, production, work preparation, technical test
Number of participants: 6 - 8
Duration: 2 days
Article number: 9749 6754 12 (full training session) 9749 6755 11 (per person)
Training session in accordance with VDI/VDE 2637• Questions and practical exercises for every chapter• Final test for self-evaluation• The following qualifications are covered: Q35, Q36, Q38 (see Appendix p. 61)
Automated tightening systems
28 29
Training: Products
Power Focus 6000Basic
Training course descriptionThe Power Focus 6000 is a multifunctional controller with integrated WiFi and BT module for controlling up to 6 tools. The training includes an introduction to the functions, programming, connection to wireless tools, setting up virtual stations, error codes, settings and practical exercises for all participants.
Training objectives• Basic parameter settings
• Error codes and solutions
• Operating controlled electrical tightening tools
Training course content• Tightening technique basics
• Tightening system and tightening tool functions
• System overview and programming in ToolsTalk 2 and in the web browser
• Parameter settings and their effects on the tightening joint (core content)
• Error codes
• Creating a virtual station and embedding a wireless tool
• Setting up remote tools (ad hoc)
Recommended prior knowledge: We recommend participating in a seminar on tightening technique (basic)
Target groups: Maintenance, construction, work preparation
Number of participants: 6 - 8
Duration: 1 day
Article number: 1280 1207 09 (full training session) 1280 1207 11 (per person)
Training session in accordance with VDI/VDE 2637• Questions and practical exercises for every chapter• Final test for self-evaluation• The following qualifications are covered: Q35, Q36, Q38 (see Appendix p. 61)
Automated tightening systems

30 31
Training: Products
Power Focus 6000Advanced
Training course descriptionThe Power Focus 6000 is a multifunctional controller with integrated WiFi and BT modulefor controlling up to 6 tools.The advanced training includes advanced use and programming, embedding in networks and tethering accessories as well as more advanced tightening strategies. Another focus is reviewing diagnostic options and analysing results.
Training objectives• Advanced parameter setting
• Advanced diagnostic and programming skills
• Using and adjusting controlled electrical tightening tools and the controller in a production context
Training course content• Presentation of Power Focus and accessories
• Tightening technique basics refresher
• Using the Tools Talk 2 software with the Power Focus
• Basic parameter settings on the Power Focus
• Advanced parameter setting
• Building and programming a sequence
• Creating a virtual station and embedding a wireless tool
• E/A level handling
• Embedding the accessory parts selector box, light column, E/A extension and operator panel
in the existing programming
• Connecting the barcode scanner
• Constructing a TCP/IP ethernet network
• Diagnostics
• Updating controller with new firmware
• Exceptions and individual exercises
Recommended prior knowledge: We recommend participating in a seminar on tightening technique (basic or advanced)
Target groups: Maintenance, construction, work preparation, technical test
Number of participants: 6 - 8
Duration: 2 days
Article number:1280 1207 10 (full training session) 1280 1207 12 (per person)
Automated tightening systems
Training session in accordance with VDI/VDE 2637• Questions and practical exercises for every chapter• Final test for self-evaluation• The following qualifications are covered: Q35, Q36, Q38 (see Appendix p. 61)
32 33
Training: Products
MicroTorque Focus 6000Training course for low torque tightening tool
Training course descriptionTheoretical introduction to the assembly of low-torque applications with an overview of the MTF6000 product range. Parametrizing and operating the controller and the tightening tools for low torques. The focus is practical exercises using the tools and the various tightening strategies. The theoretical knowledge of what has been learned is deep-ened by solving problems in a team. At the end, an open discussion offers space for individual questions.
Training objectives• Safe and professional commissioning of the tightening system
• Safe and professional configuration of the hardware and software
• Sensible use of all tightening system functions
• Correctly interpreting the terms
Training course content• Presentation of MicroTorque Focus and accessories
• Introduction to low-torque tightening technique
• Using ToolsTalk MT
• Basic parameter setting on the MTF6000 » Selecting the tightening strategy » Torque, angle, speed » Seating control strategy, torque seating monitoring
• Recording and evaluating screw tightening graphs
• Evaluating tightening results
• Working with barcodes
• Setting up and programming a batch sequence
• Digital I/O handling
• Setting up a TCP/IP ethernet network
• Updating controller with new firmware
• Diagnostics and error codes
• Exceptions and individual exercises
Recommended prior knowledge: Participation in a seminar on tightening technique (basic or advanced)Basic knowledge of the connected tightening systems
Target groups: Maintenance, construction, work preparation, production
Number of participants: 6 - 8
Duration: 1 day
Article number: 9749 6755 22 (full training session) 9749 6755 41 (per person)
Training session in accordance with VDI/VDE 2637• Questions and practical exercises for every chapter• Final test for self-evaluation• The following qualifications are covered: Q35, Q36, Q38 (see Appendix p. 61)
Automated tightening systems

34 35
Training: Products
PowerMACS 4000 with QST spindlesBasic
Training course descriptionThis training offers presentations, practical exercises and discussions. The focus includes basicparameter settings, error codes and problem analysis for controlled electrical tightening tools (PowerMACS 4000). All participants will be given the opportunity to operate the tightening system in person.
Training objectives• Basic parameter settings
• Error codes and problem analysis
• Operating controlled electrical tightening tools
Training course content• Presentation of PowerMACS and accessories
• Tightening technique basics refresher
• Operator interface ToolsTalk
• Introduction to basic programming (practical exercise) » System configuration » Tightening program basics » Data documentation
• Embedding Atlas Copco accessories
• Exercises with various tightening programs
• Setting up a TCP/IP ethernet network
• Diagnostics / error messages
• Updating controller with new firmware
• Repetition of individual topics
• Individual exercises
Recommended prior knowledge: We recommend participating in a seminar on tightening technique (basic or advanced)Target groups: Maintenance, construction, work preparation, production Number of participants: 6 - 8 Duration: 2 daysArticle number: 9749 6754 13 (full training session) 9749 6755 45 (per person)
Training session in accordance with VDI/VDE 2637• Questions and practical exercises for every chapter• Final test for self-evaluation• The following qualifications are covered: Q35, Q36, Q38 (see Appendix p. 61)
Automated tightening systems

36 37
Training: Products
PowerMACS 4000 with PST pressesBasic
Training course descriptionThis training offers presentations, practical exercises and discussions. The focus includes basic parameter settings, error codes and problem analysis for electrically controlled pressing systems (PST presses). All participants will be given the opportunity to operate the demo system in person.
Training objectives• Basic parameter settings
• Error codes and problem analysis
• Operating electrically controlled pressing systems
Training course content• Presentation of PowerMACS and accessories
• Operator interface ToolsTalk
• Introduction to basic programming (practical exercise) » System configuration » Pressing program basics
» Data documentation
• Embedding Atlas Copco accessories
• Exercises with various pressing programs
• Setting up a TCP/IP ethernet network
• Diagnostics / error messages
• Updating controller with new firmware
• Repetition of individual topics
• Individual exercises
Recommended prior knowledge: You do not need any prior knowledge of tightening technique for this training session.
Target groups: Maintenance, production, work preparation
Number of participants: 6 - 8
Duration: 2 days
Article number: 9749 6754 16 (full training session) 9749 6755 56 (per person)
Training session in accordance with VDI/VDE 2637• Questions and practical exercises for every chapter• Final test for self-evaluation• The following qualifications are covered: Q35, Q36, Q38 (see Appendix p. 61)
Automated tightening systems

38 39
Training: Products
Focus 61 & MWR click wrench*Training course for mechatronic systems
Training course descriptionLearning how to work with the mechatronic system and creating the parametrization for use in a production context. At the end of the training, the participants perform an active tightening process on the test component including the visualization of the results in the parametrization software. The participants will be able to commission and operate the system in their own production context.
Training objectives• Basic parametrization
• Operating the parametrization software
• Marginal conditions and limitations of triggering hand-held tools
• Operating Focus 61 and MWR click wrench
• Fault detection and problem analysis
* MWR = mechanical wrench
Training course content• Basic operation of the mechatronic system
• Handling and influence parameters of manually operated tightening systems
• Limits
• Parametrizing controller and tool
• tightening joint and result evaluation
• Connecting peripherals and IT interfaces
• Fault protocols and radio coverage
• Update procedures
• Calibrations
Recommended prior knowledge: Technical use of manually-activated tightening systems (click wrench) and knowledge of tightening technique basics
Target groups: Quality assurance, maintenance, production planning, production
Number of participants: 6 - 8
Duration: 1 day
Article number: 9749 6755 57 (full training session) 9749 6755 58 (per person)
Mechatronic systems
Training session in accordance with VDI/VDE 2637• Questions and practical exercises for every chapter• Final test for self-evaluation• The following qualifications are covered: Q35, Q36, Q38 (see Appendix p. 61)
40 41
Training: Products
ToolsNet 8Data collection and process optimization
Training course descriptionThis training deals with the user-related functionality of ToolsNet 8. The participants are made familiar with the func-tions and possible applications of the software and how to use the software interfaces. The participants are then able to use the software effectively and productively. The optimization of the production process with respect to increasing quality and efficiency are the main focus. The participants have the opportunity to ask and discuss individual ques-tions based on their daily work with the software.
Training course content• Dashboard
• Reports
• Server overview
• Notifications
• Statistics, incl. Gaussian distribution
• Graph analysis (also retrospective)
• Tool centre
Training objectivesDeepening the technical knowledge regarding
• Overview of the ToolsNet functions
• User-based grouping of control functions
• Functionality and contents of individual reports
• Functionality of the filter function
• Product-based search*
• Tightening graph analysis
• Statistics function
• Email function*
• History function*
* If used by client
Recommended prior knowledge: Basic knowledge of the connected tightening systems
Target groups: Maintenance, production, quality assurance, development, prototype construction
Number of participants: 6 - 8
Duration: 1/2 day
Article number: 9749 6754 90 (full training session) 9749 6755 42 (per person)
Software

42 43
Training: Products
ToolCenter 2Operator guidance
Training course descriptionThe training gives the participants a basic understanding of the Atlas-Copco operator guidance (ToolCenter 2). The participants are shown how the operator guidance is operated, how emergency strategies are applied and how regu-lar production processing is performed. The participants also learn everything needed to create production processes in the software themselves. In a team, various application cases are observed and practically implemented. The partici-pants are able to ask any individual questions.
Training objectives• Software installation
• Using the operator guidance
• Creating production processes
• Connecting and integrating tools
Recommended prior knowledge: Basic knowledge of the assembly process
Target groups: Maintenance, production, development, prototype construction, work preparation, technical test
Number of participants: 6 - 8
Duration:2 days
Article number: 9749 6755 55 (full training session) 9749 6755 54 (per person)
Training course content• Installation
• Working with the demo project
• Creating a new project
• Configuring open protocol tools
• The first tightening application
• Parts check and documentation
• Working with product variants
• Increased product recognition
• Digital input and output devices
Software
44 45
Training: Products
QA supervisor & test systems / ST-padOperator training for quality assurance
Training course descriptionThe software QA Supervisor incl. the connected systems (measurement and recording technology / ST-Pad) is intro-duced. The content starts with the basic structure of the software, the required parametrization of the measuring in-struments and test cycles, as well as the evaluations. Torque-based, attributive and other measuring tests are covered. The material taught is applied and verified in practical exercises. The participants will be able to put into operation and/or operate the software and test systems in their own production context.
Training objectives• Operating and parametrizing the software QA Supervisor
• Setting up the master data in your system
• Explanation of screw position management and tool management
• Application of test norms and guidelines, e.g. VDI/VDE 2645-2
• Test definition for attributive/measuring tests (if acquired)
• Managing and controlling the test procedures using time schemes
• Working with the connected measuring instruments (ST-Pad, STa-6000, ST-Wrench, IRC Connect)
Training course content• Installation and first steps in the system
• Creating screw positions and tools in the system
• Test and route management (creation and execution)
• Carrying out practical measurements (tool and/or process checks)
• Complete measurement set-up with the respective measuring instrument or the respective test task
• Operating the connected measuring instruments
• Using the DASHBOARD function
• Evaluating results, creating and exporting reports
• Users and license management
• System procedures, 1st level problem analysis and measurement errors
Recommended prior knowledge: Basic software and tightening technique as well as knowledge of measuring and test tasks (Cm/Cmk).*
Target groups: Quality assurance, maintenance, production planning, production
Number of participants: 6 - 8
Duration: 1 day
Article number: 9749 6755 52 (full training)
*For trainings at your location, you will need to submit information about the structure of your internal master data (tools, screw positions, test points, test cycles etc.).
Training session in accordance with VDI/VDE 2637• Questions and practical exercises for every chapter• Final test for self-evaluation• The following qualifications are covered: Q35, Q36, Q38 (see Appendix p. 61)
Software / measuring equipment
46 47
Training: Products
QA supervisor & test systems / ST-padOperator training and structure workshop
Workshop descriptionThe software QA Supervisor incl. the connected systems (measurement and recording technology / ST-Pad) is intro-duced. The content starts with the basic structure of the software, the required parametrization of the measuring instruments and test cycles, as well as the evaluations. The master data structure and the measurement procedure is presented at the same time. Examples of an efficient master data structure and measuring strategy is developed in a workshop phase and integrated into the training. Torque-based, attributive and other measuring tests are covered. The participants will be able to put into operation and/or operate the software and test systems in their own produc-tion context.
Recommended prior knowledge: Basic software and tightening technique as well as knowledge of measuring and test tasks (Cm/Cmk).* Knowledge about the structure of the internal com-pany master data (tool, screw positions, test points, test cycles, etc.).
Target groups: Quality assurance, maintenance, production planning, production, development
Number of participants: 6 - 8
Duration: 2 daysArticle number:9749 6755 53 (full training)
Workshop objectives• Operating and parametrizing the software QA Supervisor
• Setting up the master data in your system
• Explanation of screw position management and tool management
• Application of test norms and guidelines, e.g. VDI/VDE 2645-2
• Test definition for attributive/measuring tests (if acquired)
• Working with the connected measuring instruments (ST-Pad, STa-6000, ST-Wrench, IRC Connect)
• Structure workshop to determine your structure (target-orientated implementation)
• Setting up / structuring and managing the test management
Training course contentThe training content corresponds to the software training for quality assurance for QA Supervisor& test systems / ST-Pad (page 44 - 45).
Workshop content• Structure workshop to determine your structure and its implementation
• Selecting the correct measurement procedure for tools and screw positions
• Set-up and structure of a process capability test (PCT)
• Set-up and structure of a machine capability test (MCT)
• Users and license management
• System procedures and 1st level problem analysis of measuring errors
• Using QA Supervisor from development to production
*For trainings at your location, you will need to submit information about the structure of your internal master data (tools, screw positions, test points, test cycles etc.).
Measuring equipment & transducer

48 49
Training: Products
STa-6000 / IRC-Connect & transducerOperator training for measurement systems
Training course descriptionThe use of the measuring system (measuring case) with connected measuring sensors is introduced.Parametrizing the measuring equipment and practical application of the measurement procedure, as well as basic functions and problem solutions are part of the training including the parametrization software Tools Talk BLM or the integration into QA Supervisor (if available).
Training objectives• Basic parameter settings
• Use in quality applications, e.g. QA Supervisor
• Differences between tool and process testing (MCT/PCT)
• Operation of STa-6000, IRC Connect and measurement sensors
Training course content• Presentation of the basic types and the measuring accessories incl. IRC Connect
• Set-up of the measuring transducer
• Parametrizing using Tools Talk BLM and directly on the STa-6000
• Use in the software QA Supervisor (if available)
• Carrying out a tool and/or process test (MCT/PCT)
• Evaluating results, creating and exporting reports
• Problem analysis and correction of measurement errors
• Update procedures for firmware
• Calibrations and cycles
Recommended prior knowledge: We recommend participating in a seminar on tightening technique (basic or advanced) as well as initial knowledge of calibration in the area of tightening technique
Target groups: Maintenance, production, quality assurance
Number of participants: 6 - 8
Duration: 1 day
Article number: 9749 6755 17 (full training session) 9749 6755 36 (per person)
Training session in accordance with VDI/VDE 2637• Questions and practical exercises for every chapter• Final test for self-evaluation• The following qualifications are covered: Q35, Q36, Q38 (see Appendix p. 61)
Measuring equipment & transducer
50 51
Training: Products
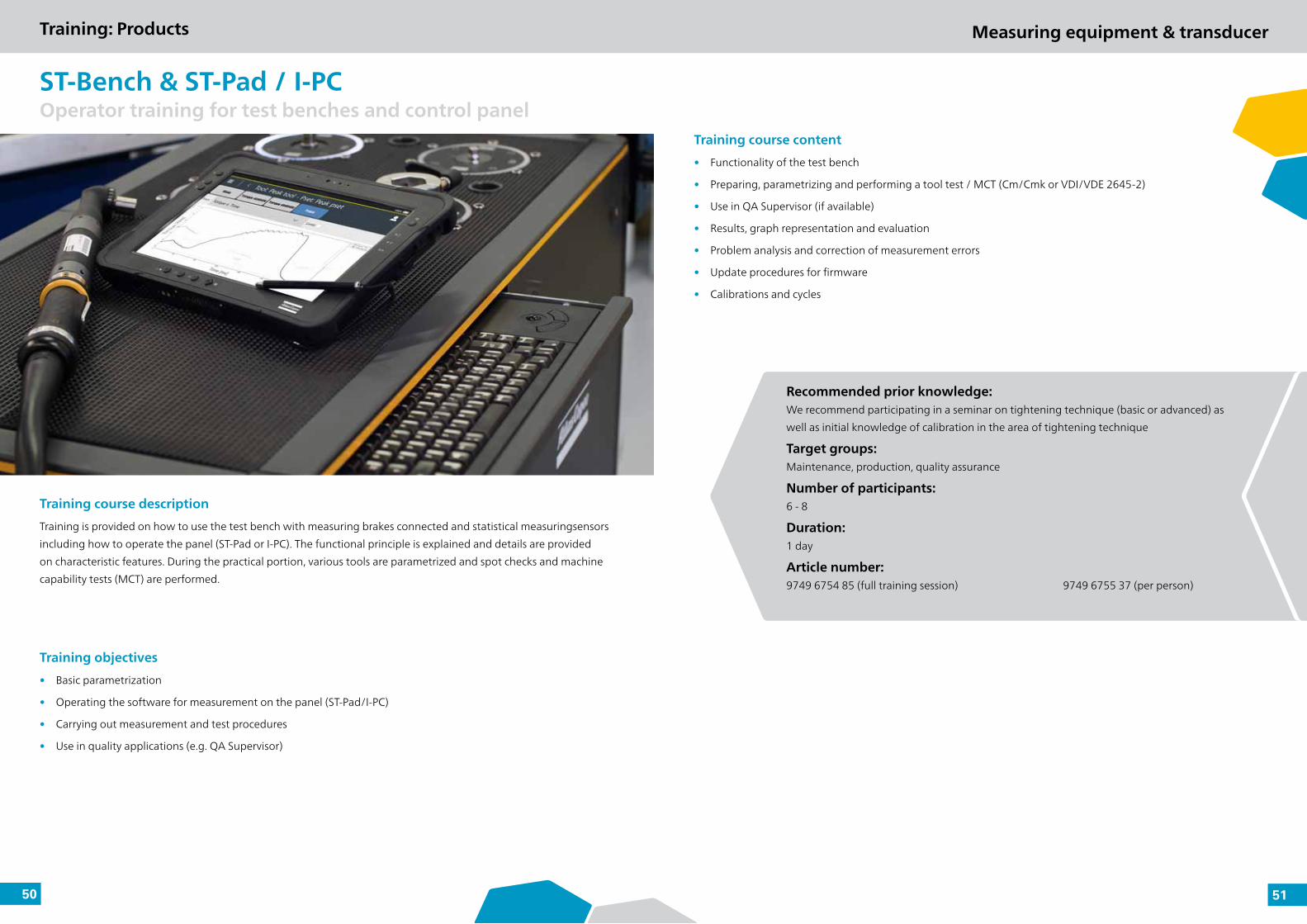
ST-Bench & ST-Pad / I-PCOperator training for test benches and control panel
Training course descriptionTraining is provided on how to use the test bench with measuring brakes connected and statistical measuringsensors including how to operate the panel (ST-Pad or I-PC). The functional principle is explained and details are provided on characteristic features. During the practical portion, various tools are parametrized and spot checks and machine capability tests (MCT) are performed.
Training objectives• Basic parametrization
• Operating the software for measurement on the panel (ST-Pad/I-PC)
• Carrying out measurement and test procedures
• Use in quality applications (e.g. QA Supervisor)
Training course content• Functionality of the test bench
• Preparing, parametrizing and performing a tool test / MCT (Cm/Cmk or VDI/VDE 2645-2)
• Use in QA Supervisor (if available)
• Results, graph representation and evaluation
• Problem analysis and correction of measurement errors
• Update procedures for firmware
• Calibrations and cycles
Recommended prior knowledge: We recommend participating in a seminar on tightening technique (basic or advanced) as well as initial knowledge of calibration in the area of tightening technique
Target groups: Maintenance, production, quality assurance
Number of participants: 6 - 8
Duration: 1 day
Article number: 9749 6754 85 (full training session) 9749 6755 37 (per person)
Measuring equipment & transducer
52 53
Training: Products
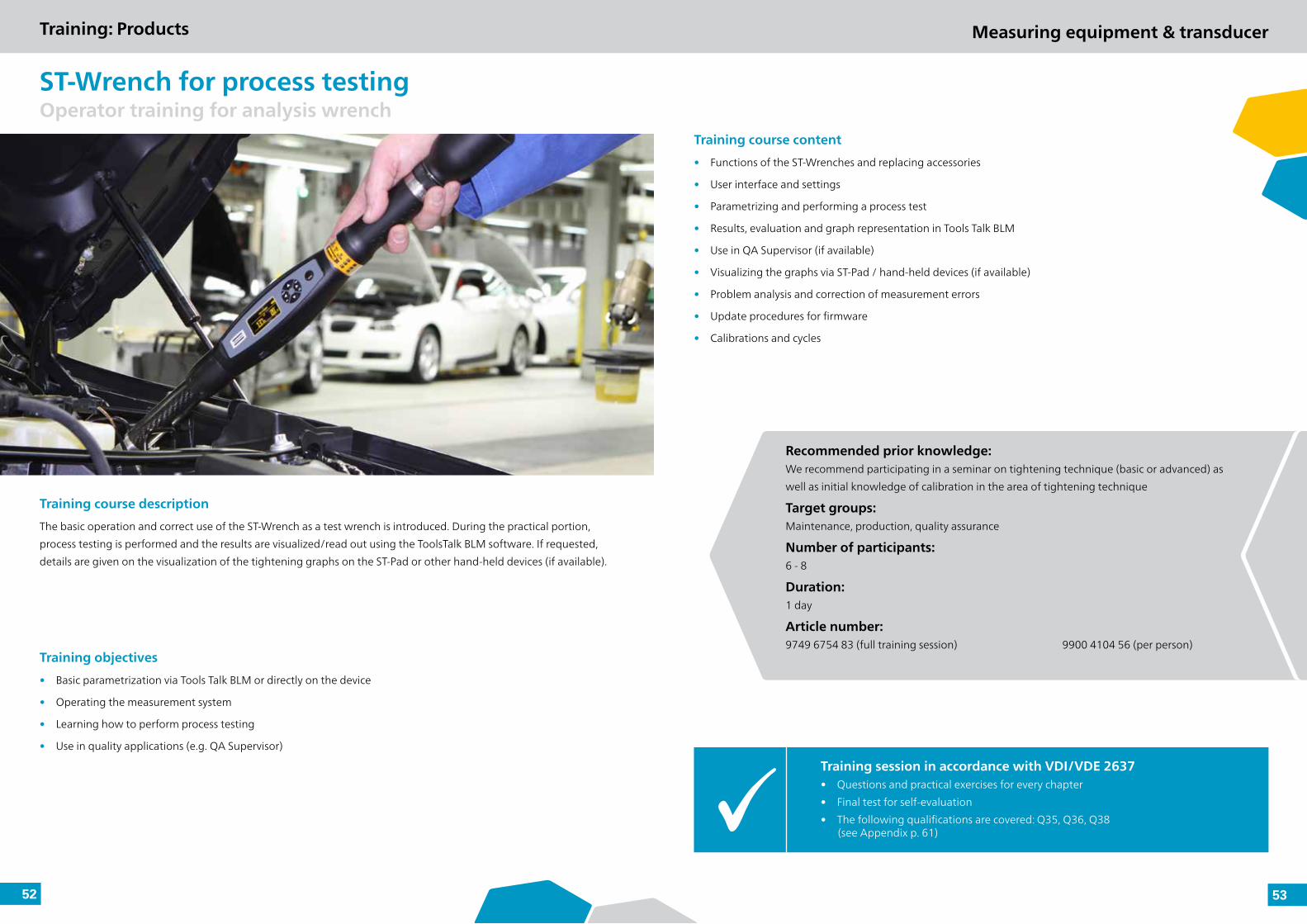
Training course descriptionThe basic operation and correct use of the ST-Wrench as a test wrench is introduced. During the practical portion, process testing is performed and the results are visualized/read out using the ToolsTalk BLM software. If requested, details are given on the visualization of the tightening graphs on the ST-Pad or other hand-held devices (if available).
Training objectives• Basic parametrization via Tools Talk BLM or directly on the device
• Operating the measurement system
• Learning how to perform process testing
• Use in quality applications (e.g. QA Supervisor)
Training course content• Functions of the ST-Wrenches and replacing accessories
• User interface and settings
• Parametrizing and performing a process test
• Results, evaluation and graph representation in Tools Talk BLM
• Use in QA Supervisor (if available)
• Visualizing the graphs via ST-Pad / hand-held devices (if available)
• Problem analysis and correction of measurement errors
• Update procedures for firmware
• Calibrations and cycles
Recommended prior knowledge: We recommend participating in a seminar on tightening technique (basic or advanced) as well as initial knowledge of calibration in the area of tightening technique
Target groups: Maintenance, production, quality assurance
Number of participants: 6 - 8
Duration: 1 day
Article number: 9749 6754 83 (full training session) 9900 4104 56 (per person)
ST-Wrench for process testingOperator training for analysis wrench
Training session in accordance with VDI/VDE 2637• Questions and practical exercises for every chapter• Final test for self-evaluation• The following qualifications are covered: Q35, Q36, Q38 (see Appendix p. 61)
Measuring equipment & transducer
54 55
Training: Products
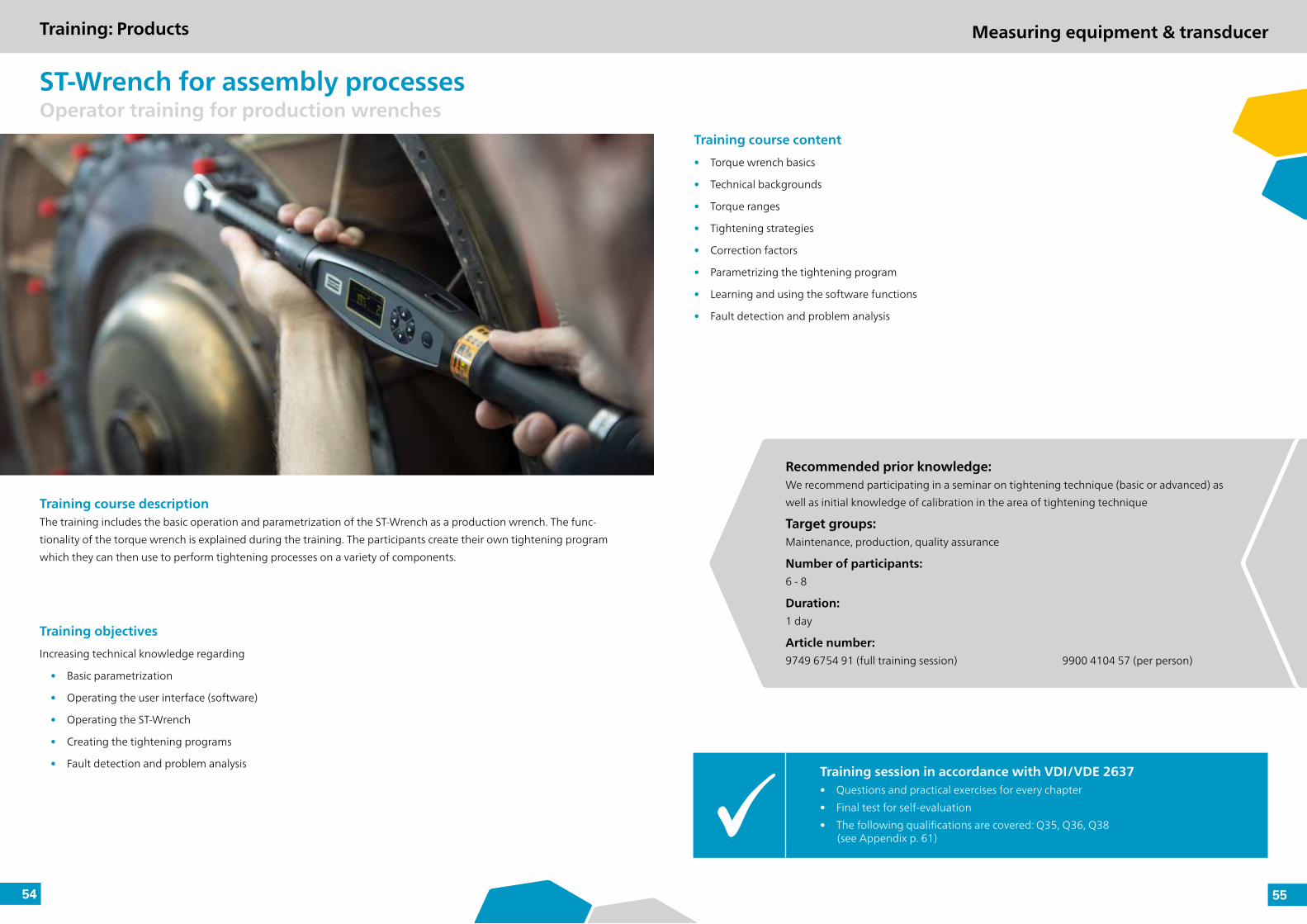
Training course descriptionThe training includes the basic operation and parametrization of the ST-Wrench as a production wrench. The func-tionality of the torque wrench is explained during the training. The participants create their own tightening program which they can then use to perform tightening processes on a variety of components.
Training objectivesIncreasing technical knowledge regarding
• Basic parametrization
• Operating the user interface (software)
• Operating the ST-Wrench
• Creating the tightening programs
• Fault detection and problem analysis
ST-Wrench for assembly processesOperator training for production wrenches
Training course content• Torque wrench basics
• Technical backgrounds
• Torque ranges
• Tightening strategies
• Correction factors
• Parametrizing the tightening program
• Learning and using the software functions
• Fault detection and problem analysis
Recommended prior knowledge: We recommend participating in a seminar on tightening technique (basic or advanced) as well as initial knowledge of calibration in the area of tightening technique
Target groups: Maintenance, production, quality assurance
Number of participants: 6 - 8
Duration: 1 day
Article number: 9749 6754 91 (full training session) 9900 4104 57 (per person)
Measuring equipment & transducer
Training session in accordance with VDI/VDE 2637• Questions and practical exercises for every chapter• Final test for self-evaluation• The following qualifications are covered: Q35, Q36, Q38 (see Appendix p. 61)
56
Order number: Training:
Personal details
Surname, first name:
Role:
Company/department:
Street:
Postcode/city:
Phone:
Fax:
Email:
Billing address
Company:
Contact:
Street:
Postcode/city:
Phone:
Place/date:
Signature:
Our training locationsWe’re everywhere you are. Outside our headquarters in Essen, we’re happy to perform our trainings at or close to your location. Any preparation required will be discussed in advance to ensure a trouble-free training session.
Our trainers are best in classOur Atlas Copco employees take part in an internal certification program for training. Our trainers are specialists in their area and have multiple years of experience. You can rest assured that you will receive top quality.
TOPQualität
You come to us, or we come to you!
ZentraleEssen
Registration
Atlas Copco Tools Central Europe GmbHService CoordinationLangemarckstrasse 3545141 Essen
Fax: 0201 / [email protected]
Company stamp:
Booking a training or ordering other training services is considered a binding contract offer. Atlas Copco reserves the right to accept orders, jobs or other contract offers from the customer within 14 days of receipt. Atlas Copco will accept the contract offer in writing (for example, with an order confirmation) or by performing the service.The associated participation fees are to be paid to the account specified upon receipt of the invoice. Cancellations and rejections by the customer are possible with no added fee up to 4 weeks before the training event. For cancellations up to 14 days before the start of the training event, 50% of the course fee must be paid. After this time period, the full course fees must be paid. Cancellations must be submitted in writing. By booking one of our
trainings you accept our Training Data Protection Regulations. These are available at www.atlascopco.de/tools-agb.
58 59
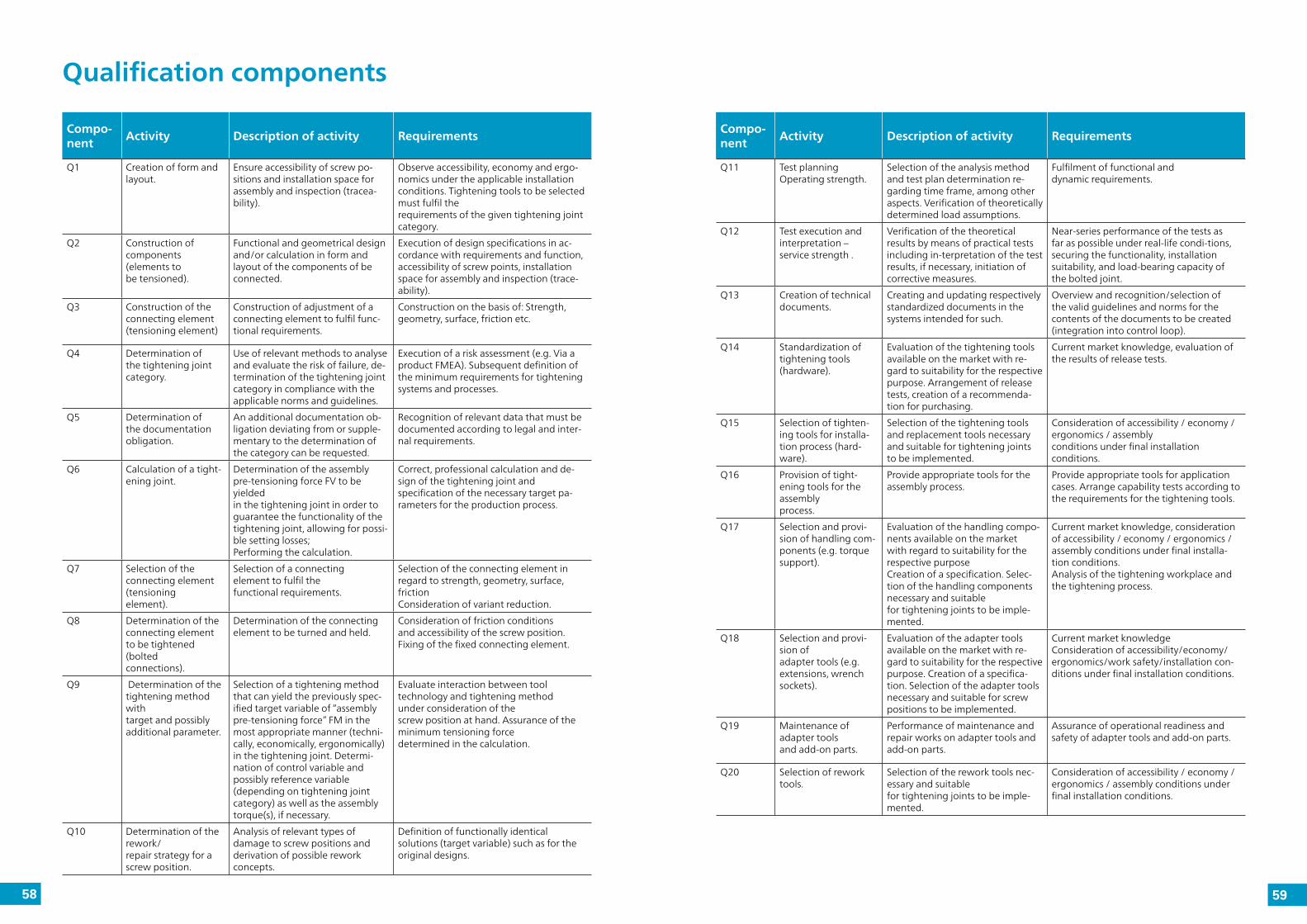
Qualification components
Compo-nent Activity Description of activity Requirements
Q1 Creation of form and layout.
Ensure accessibility of screw po-sitions and installation space for assembly and inspection (tracea-bility).
Observe accessibility, economy and ergo-nomics under the applicable installation conditions. Tightening tools to be selected must fulfil the requirements of the given tightening joint category.
Q2 Construction of components (elements to be tensioned).
Functional and geometrical design and/or calculation in form and layout of the components of be connected.
Execution of design specifications in ac-cordance with requirements and function, accessibility of screw points, installation space for assembly and inspection (trace-ability).
Q3 Construction of the connecting element (tensioning element)
Construction of adjustment of a connecting element to fulfil func-tional requirements.
Construction on the basis of: Strength, geometry, surface, friction etc.
Q4 Determination of the tightening joint category.
Use of relevant methods to analyse and evaluate the risk of failure, de-termination of the tightening joint category in compliance with the applicable norms and guidelines.
Execution of a risk assessment (e.g. Via a product FMEA). Subsequent definition of the minimum requirements for tightening systems and processes.
Q5 Determination of the documentation obligation.
An additional documentation ob-ligation deviating from or supple-mentary to the determination of the category can be requested.
Recognition of relevant data that must be documented according to legal and inter-nal requirements.
Q6 Calculation of a tight-ening joint.
Determination of the assembly pre-tensioning force FV to be yielded in the tightening joint in order to guarantee the functionality of the tightening joint, allowing for possi-ble setting losses; Performing the calculation.
Correct, professional calculation and de-sign of the tightening joint andspecification of the necessary target pa-rameters for the production process.
Q7 Selection of the connecting element (tensioning element).
Selection of a connecting element to fulfil the functional requirements.
Selection of the connecting element in regard to strength, geometry, surface, friction Consideration of variant reduction.
Q8 Determination of the connecting element to be tightened (bolted connections).
Determination of the connecting element to be turned and held.
Consideration of friction conditions and accessibility of the screw position. Fixing of the fixed connecting element.
Q9 Determination of the tightening method with target and possibly additional parameter.
Selection of a tightening method that can yield the previously spec-ified target variable of “assembly pre-tensioning force” FM in the most appropriate manner (techni-cally, economically, ergonomically) in the tightening joint. Determi-nation of control variable and possibly reference variable (depending on tightening joint category) as well as the assembly torque(s), if necessary.
Evaluate interaction between tool technology and tightening method under consideration of the screw position at hand. Assurance of the minimum tensioning force determined in the calculation.
Q10 Determination of the rework/ repair strategy for a screw position.
Analysis of relevant types of damage to screw positions and derivation of possible rework concepts.
Definition of functionally identical solutions (target variable) such as for the original designs.
Compo-nent Activity Description of activity Requirements
Q11 Test planning Operating strength.
Selection of the analysis method and test plan determination re-garding time frame, among other aspects. Verification of theoretically determined load assumptions.
Fulfilment of functional and dynamic requirements.
Q12 Test execution and interpretation – service strength .
Verification of the theoretical results by means of practical tests including in-terpretation of the test results, if necessary, initiation of corrective measures.
Near-series performance of the tests as far as possible under real-life condi-tions, securing the functionality, installation suitability, and load-bearing capacity of the bolted joint.
Q13 Creation of technical documents.
Creating and updating respectively standardized documents in the systems intended for such.
Overview and recognition/selection of the valid guidelines and norms for the contents of the documents to be created (integration into control loop).
Q14 Standardization of tightening tools (hardware).
Evaluation of the tightening tools available on the market with re-gard to suitability for the respective purpose. Arrangement of release tests, creation of a recommenda-tion for purchasing.
Current market knowledge, evaluation of the results of release tests.
Q15 Selection of tighten-ing tools for installa-tion process (hard-ware).
Selection of the tightening tools and replacement tools necessary and suitable for tightening joints to be implemented.
Consideration of accessibility / economy / ergonomics / assembly conditions under final installation conditions.
Q16 Provision of tight-ening tools for the assembly process.
Provide appropriate tools for the assembly process.
Provide appropriate tools for application cases. Arrange capability tests according to the requirements for the tightening tools.
Q17 Selection and provi-sion of handling com-ponents (e.g. torque support).
Evaluation of the handling compo-nents available on the market with regard to suitability for the respective purpose Creation of a specification. Selec-tion of the handling components necessary and suitable for tightening joints to be imple-mented.
Current market knowledge, consideration of accessibility / economy / ergonomics / assembly conditions under final installa-tion conditions.Analysis of the tightening workplace and the tightening process.
Q18 Selection and provi-sion of adapter tools (e.g. extensions, wrench sockets).
Evaluation of the adapter tools available on the market with re-gard to suitability for the respective purpose. Creation of a specifica-tion. Selection of the adapter tools necessary and suitable for screw positions to be implemented.
Current market knowledge Consideration of accessibility/economy/ergonomics/work safety/installation con-ditions under final installation conditions.
Q19 Maintenance of adapter tools and add-on parts.
Performance of maintenance and repair works on adapter tools and add-on parts.
Assurance of operational readiness and safety of adapter tools and add-on parts.
Q20 Selection of rework tools.
Selection of the rework tools nec-essary and suitable for tightening joints to be imple-mented.
Consideration of accessibility / economy / ergonomics / assembly conditions under final installation conditions.
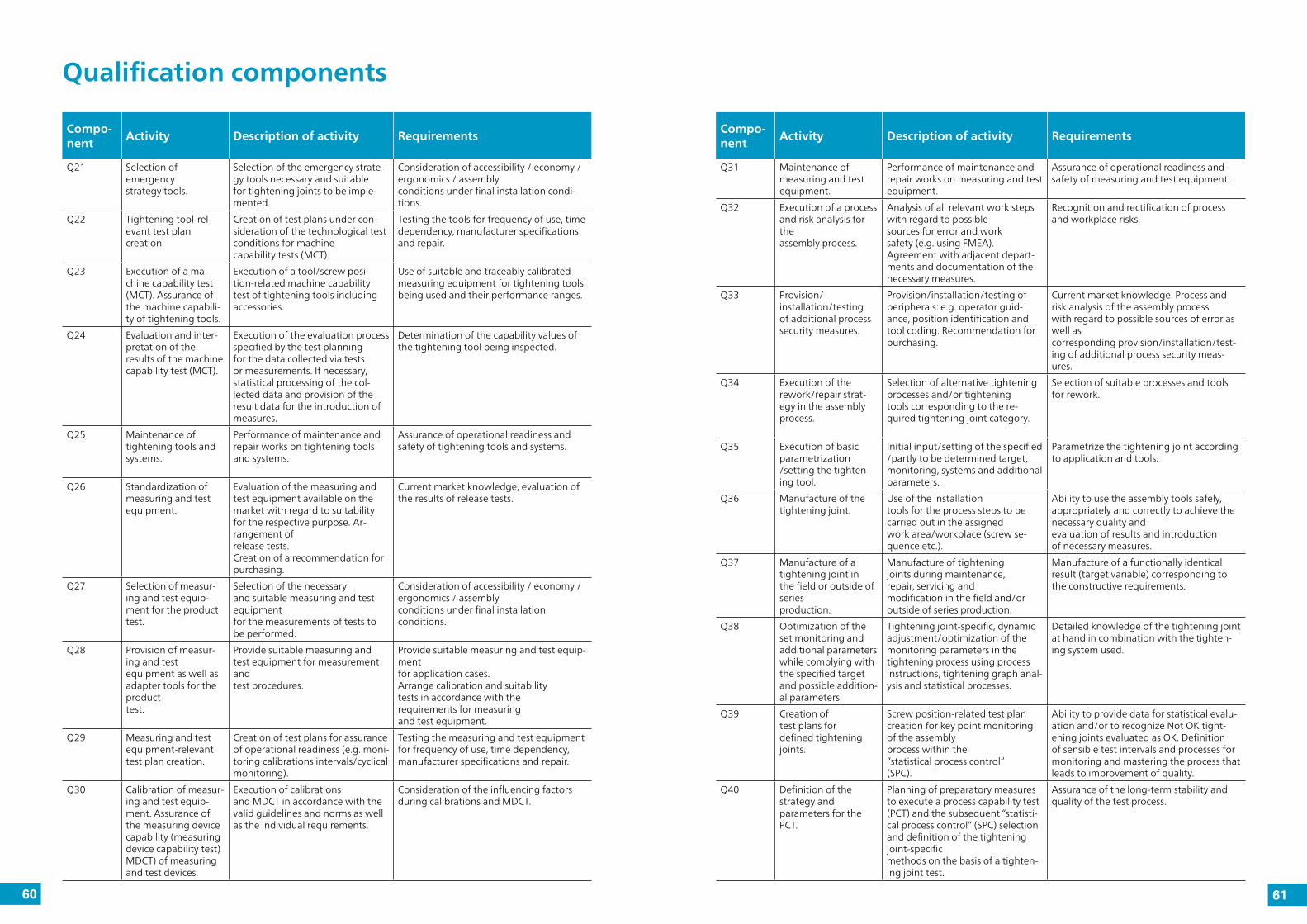
60 61
Compo-nent Activity Description of activity Requirements
Q21 Selection of emergency strategy tools.
Selection of the emergency strate-gy tools necessary and suitable for tightening joints to be imple-mented.
Consideration of accessibility / economy / ergonomics / assembly conditions under final installation condi-tions.
Q22 Tightening tool-rel-evant test plan creation.
Creation of test plans under con-sideration of the technological test conditions for machine capability tests (MCT).
Testing the tools for frequency of use, time dependency, manufacturer specifications and repair.
Q23 Execution of a ma-chine capability test (MCT). Assurance of the machine capabili-ty of tightening tools.
Execution of a tool/screw posi-tion-related machine capability test of tightening tools including accessories.
Use of suitable and traceably calibrated measuring equipment for tightening tools being used and their performance ranges.
Q24 Evaluation and inter-pretation of the results of the machine capability test (MCT).
Execution of the evaluation process specified by the test planning for the data collected via tests or measurements. If necessary, statistical processing of the col-lected data and provision of the result data for the introduction of measures.
Determination of the capability values of the tightening tool being inspected.
Q25 Maintenance of tightening tools and systems.
Performance of maintenance and repair works on tightening tools and systems.
Assurance of operational readiness and safety of tightening tools and systems.
Q26 Standardization of measuring and test equipment.
Evaluation of the measuring and test equipment available on the market with regard to suitability for the respective purpose. Ar-rangement of release tests. Creation of a recommendation for purchasing.
Current market knowledge, evaluation of the results of release tests.
Q27 Selection of measur-ing and test equip-ment for the product test.
Selection of the necessary and suitable measuring and test equipment for the measurements of tests to be performed.
Consideration of accessibility / economy / ergonomics / assembly conditions under final installation conditions.
Q28 Provision of measur-ing and test equipment as well as adapter tools for the product test.
Provide suitable measuring and test equipment for measurement and test procedures.
Provide suitable measuring and test equip-ment for application cases. Arrange calibration and suitability tests in accordance with the requirements for measuring and test equipment.
Q29 Measuring and test equipment-relevant test plan creation.
Creation of test plans for assurance of operational readiness (e.g. moni-toring calibrations intervals/cyclical monitoring).
Testing the measuring and test equipment for frequency of use, time dependency, manufacturer specifications and repair.
Q30 Calibration of measur-ing and test equip-ment. Assurance of the measuring device capability (measuring device capability test)MDCT) of measuring and test devices.
Execution of calibrations and MDCT in accordance with the valid guidelines and norms as well as the individual requirements.
Consideration of the influencing factors during calibrations and MDCT.
Compo-nent Activity Description of activity Requirements
Q31 Maintenance of measuring and test equipment.
Performance of maintenance and repair works on measuring and test equipment.
Assurance of operational readiness and safety of measuring and test equipment.
Q32 Execution of a process and risk analysis for the assembly process.
Analysis of all relevant work steps with regard to possible sources for error and work safety (e.g. using FMEA). Agreement with adjacent depart-ments and documentation of the necessary measures.
Recognition and rectification of process and workplace risks.
Q33 Provision/ installation/testing of additional process security measures.
Provision/installation/testing of peripherals: e.g. operator guid-ance, position identification and tool coding. Recommendation for purchasing.
Current market knowledge. Process and risk analysis of the assembly process with regard to possible sources of error as well as corresponding provision/installation/test-ing of additional process security meas-ures.
Q34 Execution of the rework/repair strat-egy in the assembly process.
Selection of alternative tightening processes and/or tightening tools corresponding to the re-quired tightening joint category.
Selection of suitable processes and tools for rework.
Q35 Execution of basic parametrization /setting the tighten-ing tool.
Initial input/setting of the specified /partly to be determined target, monitoring, systems and additional parameters.
Parametrize the tightening joint according to application and tools.
Q36 Manufacture of the tightening joint.
Use of the installation tools for the process steps to be carried out in the assigned work area/workplace (screw se-quence etc.).
Ability to use the assembly tools safely, appropriately and correctly to achieve the necessary quality and evaluation of results and introduction of necessary measures.
Q37 Manufacture of a tightening joint in the field or outside of series production.
Manufacture of tightening joints during maintenance, repair, servicing and modification in the field and/or outside of series production.
Manufacture of a functionally identical result (target variable) corresponding to the constructive requirements.
Q38 Optimization of the set monitoring and additional parameters while complying with the specified target and possible addition-al parameters.
Tightening joint-specific, dynamic adjustment/optimization of the monitoring parameters in the tightening process using process instructions, tightening graph anal-ysis and statistical processes.
Detailed knowledge of the tightening joint at hand in combination with the tighten-ing system used.
Q39 Creation of test plans for defined tightening joints.
Screw position-related test plan creation for key point monitoring of the assembly process within the “statistical process control” (SPC).
Ability to provide data for statistical evalu-ation and/or to recognize Not OK tight-ening joints evaluated as OK. Definition of sensible test intervals and processes for monitoring and mastering the process that leads to improvement of quality.
Q40 Definition of the strategy and parameters for the PCT.
Planning of preparatory measures to execute a process capability test (PCT) and the subsequent “statisti-cal process control” (SPC) selection and definition of the tightening joint-specific methods on the basis of a tighten-ing joint test.
Assurance of the long-term stability and quality of the test process.
Qualification components
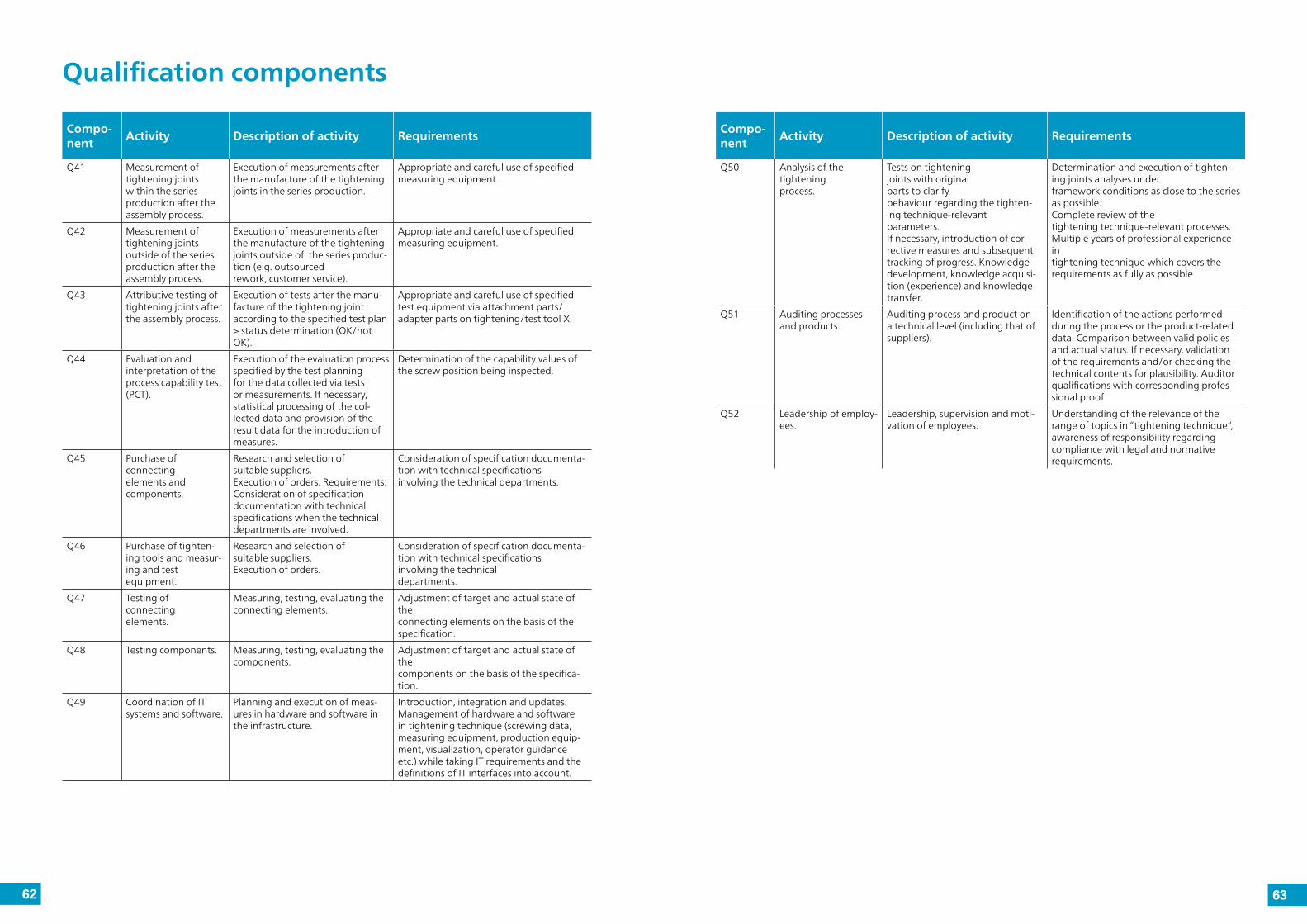
62 63
Compo-nent Activity Description of activity Requirements
Q41 Measurement of tightening joints within the series production after the assembly process.
Execution of measurements after the manufacture of the tightening joints in the series production.
Appropriate and careful use of specified measuring equipment.
Q42 Measurement of tightening joints outside of the series production after the assembly process.
Execution of measurements after the manufacture of the tightening joints outside of the series produc-tion (e.g. outsourced rework, customer service).
Appropriate and careful use of specified measuring equipment.
Q43 Attributive testing of tightening joints after the assembly process.
Execution of tests after the manu-facture of the tightening joint according to the specified test plan > status determination (OK/not OK).
Appropriate and careful use of specified test equipment via attachment parts/adapter parts on tightening/test tool X.
Q44 Evaluation and interpretation of the process capability test (PCT).
Execution of the evaluation process specified by the test planning for the data collected via tests or measurements. If necessary, statistical processing of the col-lected data and provision of the result data for the introduction of measures.
Determination of the capability values of the screw position being inspected.
Q45 Purchase of connecting elements and components.
Research and selection of suitable suppliers. Execution of orders. Requirements: Consideration of specification documentation with technical specifications when the technical departments are involved.
Consideration of specification documenta-tion with technical specifications involving the technical departments.
Q46 Purchase of tighten-ing tools and measur-ing and test equipment.
Research and selection of suitable suppliers. Execution of orders.
Consideration of specification documenta-tion with technical specifications involving the technical departments.
Q47 Testing of connecting elements.
Measuring, testing, evaluating the connecting elements.
Adjustment of target and actual state of the connecting elements on the basis of the specification.
Q48 Testing components. Measuring, testing, evaluating the components.
Adjustment of target and actual state of the components on the basis of the specifica-tion.
Q49 Coordination of IT systems and software.
Planning and execution of meas-ures in hardware and software in the infrastructure.
Introduction, integration and updates. Management of hardware and software in tightening technique (screwing data, measuring equipment, production equip-ment, visualization, operator guidance etc.) while taking IT requirements and the definitions of IT interfaces into account.
Compo-nent Activity Description of activity Requirements
Q50 Analysis of the tightening process.
Tests on tightening joints with original parts to clarify behaviour regarding the tighten-ing technique-relevant parameters. If necessary, introduction of cor-rective measures and subsequent tracking of progress. Knowledge development, knowledge acquisi-tion (experience) and knowledge transfer.
Determination and execution of tighten-ing joints analyses under framework conditions as close to the series as possible. Complete review of the tightening technique-relevant processes. Multiple years of professional experience in tightening technique which covers the requirements as fully as possible.
Q51 Auditing processes and products.
Auditing process and product on a technical level (including that of suppliers).
Identification of the actions performed during the process or the product-related data. Comparison between valid policies and actual status. If necessary, validation of the requirements and/or checking the technical contents for plausibility. Auditor qualifications with corresponding profes-sional proof
Q52 Leadership of employ-ees.
Leadership, supervision and moti-vation of employees.
Understanding of the relevance of the range of topics in “tightening technique”, awareness of responsibility regarding compliance with legal and normative requirements.
Qualification components

9749
214
2 04
: New
and
revi
sed
editi
on 0
4/20
19 –
DE
© A
tlas C
opco
Tool
s Cen
tral E
urop
e G
mbH
, Ess
en, G
erm
any.
April
201
8.
Atlas Copco Tools Central Europe GmbHLangemarckstrasse 35, 45141 Essen, Germany www.atlascopco.de/service [email protected]