Embed Size (px)
Citation preview

B075J
エンドミルシリーズ
新開発「インパクトミラクルコーティング」適用。単一相ナノ結晶コーティング技術により、高い皮膜硬さと耐熱性を実現。
2010.6 改訂

1
0.2mm
2mm
0.1m
m
0.2mm
y
0 20 40 60 80 100 120
VF-2SB
VF-2SB
VF-2XLB
0.2mm
VF2SBR0300S06 (R3)
DH31S (52HRC)
16000min-1 (284m/min)
VF2XLBR0150N080S06 (R1.5x8)
NAK80 (43HRC)
20000min-1 (68m/min)
2000mm/min (0.05mm/tooth)
a
a
a
a
a
a
特長
さらなる高硬度、高能率、高速、長寿命へ!インパクトミラクルコーティングと新超々微粒超硬合金、最適形状設計により、ソリッドエンドミルが更なる進化を遂げました。
幅広い加工用途をカバーする、新次元のエンドミルシリーズです。
新開発「インパクトミラクルコーティング」適用!単一相ナノ結晶コーティング技術により、従来よりも高い皮膜硬さと耐熱性を実現。
60HRCを超える高硬度材からプリハードン鋼、汎用材まで超高速加工から高能率加工まで突き出しの長い不安定な加工から微細精密加工まで
先端、溝形状をさらにブラッシュアップ!優れた耐チッピング性により、さらなる高速、高精度加工を達成。
摩擦抵抗を低減し、高品位な加工面を実現!
ダイカスト金型鋼の加工で従来品に比べ2倍以上の長寿命!
プリハードン鋼の加工でも良好な切削性能を発揮!
インパクトミラクルコーティングの特性
3700HV100N
1300°C0.48
3200HV
80N
1100°C
0.53
(Al,Ti,Si)N
硬さ
密着力
酸化開始温度
摩擦係数
2800HV
80N
840°C
0.58
(Al,Ti)N
切削長1200m
切削長 (m)
従来品切削長120m 切削長60m
従来品
従来品
エンドミル
被削材
回転速度
送り速度
切削方式
1600mm/min (0.05mm/tooth)
ダウンカット、エアブロー
エンドミル
被削材
回転速度
送り速度
切削方式 水溶性切削油剤
コーティング
超硬合金形状
コーティング、超硬合金、形状全てが新しい!新世代の「インパクトミラクルエンドミル」!

2
VF-MD
VF-MDRB
VF-3XB
VF-2SDB
VF-2SB
y
&0.5─&6
&1─&20
&1─&12
&1─&25
&0.1─&3
&3─&20
&5─&20
R0.5─R6
R0.1─R10
R0.5─R6
R1─R3
R0.5─R10
R0.5─R10
R0.2─R1
R0.1─R3
R0.4─R2.5
&3xR0.3─&12xR1
&3xR0.3─&20xR2
2
4
4, 6
4, 6
2
3, 4
4
2
2
4
2
2
2
2
2
3
6
6
^P3
^P4
^P5
^P6
^P7
^P8
^P9
^P10
^P11
^P12
^P13
^P14
^P15
^P16
^P17
^P22
^P25
^P26
^P27
^P28
^P29
^P29
^P30
^P31
^P32
^P33
^P33
^P34
^P39
^P35
^P35
^P36
^P36
^P37
^P29
^P29
VF-2MD
VF-4MD
VF-SD
VF-MD
VF-2XL
VF-SFPR
VF-MFPR
VF-2SSB
VF-2SB
VF-4MB
VF-2WB
VF-2SDB
VF-2SDBL
VF-2XLBS
VF-2XLB
VF-3XB
VF-SDRB
VF-MDRB
12
5
4
3
インパクトミラクルエンドミル
形状 用途
ロングネック
重切削用
汎用
ラフィング
サイズ範囲刃数 寸法表 切削条件表エンドミル外観
スクエア
ラジアス
汎用
ワイドボール
刃先強力型
ロングネック
テーパネック
汎用
呼び記号
ボール
a
a
50HRCを超える高硬度材でも加工能率大幅アップを実現!豊富なラインナップで荒から仕上げまで幅広く対応!
ツーリング事例被削材:SKD61(52HRC) 80x80x70
外径大荒
底面仕上げ
深溝
斜面荒
斜面仕上げ
荒加工から仕上げまで幅広い被削材に対応するインパクトミラクルエンドミルシリーズ!
INDEX汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス

P.273
u e e e
VF2MDD0050 D0100 D0150 D0200 D0250 D0300 D0400 D0500 D0600
0.511.522.53456
1.3 2.5 3.8 5 6.3 7.51012.515
404040404050505050
444446666
222222222
a
a
a
a
a
a
a
a
a
N
a
111111112
D1 ap L1 D4
0 ─ -0.020VF-2MD 0 ─ -0.008
UWC
øD4(
h6)øD
1
L1ap
L1ap
øD1
øD4(
h6)
15°
35°
h6
VF
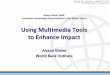
高硬度高速加工に対応した2枚刃スクエアエンドミルです。単位 : mm
在庫 図呼び記号 刃数
ご用命の際は 呼び記号もしくは、 VF-2MD 外径○○mm とご指定ください。
図2
図1
外径 刃長 全長 シャンク径
D1<3 D1≧3
炭素鋼・合金鋼・鋳鉄(<30HRC)
工具鋼・プリハードン鋼・高硬度鋼(≦45HRC)
高硬度鋼(≦55HRC)
高硬度鋼(>55HRC)
オーステナイト系ステンレス鋼
チタン合金耐熱合金 銅合金 アルミニウム合金
2枚刃インパクトミラクルエンドミル(M)4≦D4≦6
切削条件
ギャッシュランドねじれ角
: 標準在庫品a
汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス
インパクトミラクルエンドミル
P.28 4
u e e e
VF-4MD
VF4MDD0100 D0150 D0200 D0250 D0300 D0400 D0500 D0600 D0800 D1000 D1200 D1600 D2000
1 1.5 2 2.5 3 4 5 6 810121620
2.5 3.8 5 6.3 7.51012.5152025304050
4040404050505050607090
100110
444466668
10121620
4444444444444
a
a
a
a
a
a
a
a
a
a
a
a
a
N
a
1111111222222
D1 ap L1 D4
0 ─ -0.0200 ─ -0.030
0 ─ -0.0080 ─ -0.0090 ─ -0.0110 ─ -0.013
UWC 35°VF
øD4(
h6)
apL1
øD1
øD1
øD4(
h6)
apL1
15°
h6
炭素鋼・合金鋼・鋳鉄(<30HRC)
工具鋼・プリハードン鋼・高硬度鋼(≦45HRC)
高硬度鋼(≦55HRC)
高硬度鋼(>55HRC)
オーステナイト系ステンレス鋼
チタン合金耐熱合金 銅合金 アルミニウム合金
4枚刃インパクトミラクルエンドミル(M)
高硬度高速加工に対応した4枚刃スクエアエンドミルです。単位 : mm
在庫 図呼び記号 刃数
切削条件
ご用命の際は 呼び記号もしくは、 VF-4MD 外径○○mm とご指定ください。
図2
図1
外径 刃長 全長 シャンク径
D1≦12D1 >12
4≦D4≦6 8≦D4≦1012≦D4≦16 D4 = 20
ギャッシュランドねじれ角
汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス

P.295
u e e e
VF-SD
a
a
a
a
a
a
a
a
a
a
a
a
D1 ap L1 D4 N
a
VFSD D0100 D0150 D0200 D0250 D0300 D0350 D0400 D0500 D0600 D0800 D1000 D1200
1 1.5 2 2.5 3 3.5 4 5 6 81012
2 3 4 5 6 7 81012162024
454545454545455050607075
6666666668
1012
444466666666
111111112222
0 ─ -0.020 ─ -0.0080 ─ -0.0090 ─ -0.011
UWC VFD1<3
D1<3
L1
ap
L1
ap
øD4(
h6)
øD1
øD1
øD4(
h6)
15°
45°30°
h6
切削条件
インパクトミラクルエンドミル(S)
インパクトミラクルコーティングを適用した、高硬度高速加工用スクエアエンドミルです。 単位 : mm
在庫 図外径呼び記号 刃長 全長 シャンク径 刃数
図1
図2
D1≧3D1≧3
炭素鋼・合金鋼・鋳鉄(<30HRC)
工具鋼・プリハードン鋼・高硬度鋼(≦45HRC)
高硬度鋼(≦55HRC)
高硬度鋼(>55HRC)
オーステナイト系ステンレス鋼
チタン合金耐熱合金 銅合金 アルミニウム合金
D4 = 68≦D4≦10 D4 = 12
ご用命の際は 呼び記号もしくは、 VF-SD 外径○○mm とご指定ください。
ねじれ角 ギャッシュランドねじれ角
: 標準在庫品a
汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス
インパクトミラクルエンドミル

P.29 6
u e e e
VF-MD
VFMD D0100 D0150 D0200 D0250 D0300 D0400 D0500 D0600 D0800 D1000 D1200 D1400 D1500 D1600 D1800 D2000 D2200 D2500
1 1.5 2 2.5 3 4 5 6 8101214151618202225
3.5 5 7 81012151520253035404040454560
60606060606060607580
100105110110120125135160
666666668
101212161616202025
444466666666666666
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
D1 ap L1 D4 N
a
111111122223123232
0 ─ -0.020 ─ -0.03
0 ─ -0.0080 ─ -0.0090 ─ -0.0110 ─ -0.013
UWC VF
L1ap
L1ap
øD4(
h6)
øD4(
h6)
øD1
øD1
L1ap
øD4(
h6)
øD1
15°
D1<3D1<3
45°30°
h6
切削条件
インパクトミラクルエンドミル(M)
インパクトミラクルコーティングを適用した、高硬度高速加工用スクエアエンドミルです。 単位 : mm
在庫 図外径呼び記号 刃長 全長 シャンク径 刃数
ご用命の際は 呼び記号もしくは、 VF-MD 外径○○mm とご指定ください。
図1
図2
図3D1≧3D1≧3
炭素鋼・合金鋼・鋳鉄(<30HRC)
工具鋼・プリハードン鋼・高硬度鋼(≦45HRC)
高硬度鋼(≦55HRC)
高硬度鋼(>55HRC)
オーステナイト系ステンレス鋼
チタン合金耐熱合金 銅合金 アルミニウム合金
D1≦12D1 >12
D4 = 6 8≦D4≦1012≦D4≦1620≦D4≦25
ねじれ角 ギャッシュランドねじれ角
汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス

7 P.30
u e e e
a
VF-2XL
444444444444444444444444444444444444666
222222222222222222222222222222222222222
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
D1 L3ap L1D5 D4 N
111111111111111111111111111111111111111
VF2XLD0010N005 D0020N006 D0020N010 D0020N015 D0030N010 D0030N020 D0030N030 D0040N010 D0040N020 D0040N040 D0050N020 D0050N040 D0050N060 D0060N020 D0060N040 D0060N060 D0080N040 D0080N060 D0080N080 D0080N100 D0100N040 D0100N060 D0100N080 D0100N100 D0100N120 D0150N060 D0150N080 D0150N100 D0150N120 D0150N160 D0200N060 D0200N080 D0200N100 D0200N120 D0200N160 D0200N200 D0300N120 D0300N160 D0300N200
0.1 0.2 0.2 0.2 0.3 0.3 0.3 0.4 0.4 0.4 0.5 0.5 0.5 0.6 0.6 0.6 0.8 0.8 0.8 0.8 111111.51.51.51.51.5222222333
0.150.30.30.30.50.50.50.60.60.60.80.80.80.90.90.91.21.21.21.21.51.51.51.51.52.32.32.32.32.33333334.54.54.5
0.5 0.6 1 1.5 1 2 3 1 2 4 2 4 6 2 4 6 4 6 810 4 6 81012 6 8101216 6 810121620121620
454545454545454545454545454545454545505050505050505050505060505050506060506060
0.0850.170.170.170.270.270.270.360.360.360.460.460.460.560.560.560.760.760.760.760.940.940.940.940.941.441.441.441.441.441.91.91.91.91.91.92.92.92.9
0 ─ -0.020 0 ─ -0.008
スクエア
ボール
ラジアス
UWC VF
øD4(
h6)
L1L3
øD5
ap
øD1
12°
D1<3 D1=3
30°
h6
単位 : mm
高硬度高速加工用2枚刃ロングネックスクエアエンドミルです。
2枚刃インパクトミラクルロングネックエンドミル
在庫 図外径呼び記号 首下長刃長 全長首径 シャンク径 刃数
ご用命の際は 呼び記号もしくは、 VF-2XL 外径○○mm×首下長○○mm とご指定ください。
図1
炭素鋼・合金鋼・鋳鉄(<30HRC)
工具鋼・プリハードン鋼・高硬度鋼(≦45HRC)
高硬度鋼(≦55HRC)
高硬度鋼(>55HRC)
オーステナイト系ステンレス鋼
チタン合金耐熱合金 銅合金 アルミニウム合金
4≦D4≦6
: 標準在庫品a切削条件
インパクトミラクルエンドミル
汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス
ギャッシュランドねじれ角

8P.31
e e u ee
VF-SFPR
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
D1 ap L1 D4 N
a
VFSFPRD0300 D0400 D0500 D0600 D0700 D0800 D0900 D1000S08 D1000 D1200S10 D1200 D1400 D1600 D1800 D2000
3456789
1010121214161820
68
10121717222222272727333338
505050506060709070
10075759090
100
666688
108
10101212161620
333334444444444
111212132323232
0 ─ -0.0080 ─ -0.0090 ─ -0.0110 ─ -0.013
UWC VF
øD4(
h6)
apL1
øD1
øD1
øD4(
h6)
øD4(
h6)
apL1
apL1
15°
D1<8
øD1
30°
h6
切削条件
インパクトミラクルラフィングエンドミル(S)
炭素鋼・合金鋼はもちろん、高硬度鋼や難削材まで幅広い被削材に対応したインパクトミラクルラフィングエンドミルです。 単位 : mm
在庫 図外径呼び記号 刃長 全長 シャンク径 刃数
ご用命の際は 呼び記号もしくは、 VF-SFPR 外径○○mm (×シャンク径○○mm) とご指定ください。
図2
図1
図3D1≧8
炭素鋼・合金鋼・鋳鉄(<30HRC)
工具鋼・プリハードン鋼・高硬度鋼(≦45HRC)
高硬度鋼(≦55HRC)
高硬度鋼(>55HRC)
オーステナイト系ステンレス鋼
チタン合金耐熱合金 銅合金 アルミニウム合金
D4 = 6 8≦D4≦1012≦D4≦16 D4 = 20
汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス
ねじれ角

9 P.32
e e e eu
VF-MFPR
VFMFPRD0500 D0600 D0700 D0800 D0900 D1000 D1200 D1600 D2000
56789
10121620
151722282834404857
60607575
100100110125140
6688
1010121620
444444444
a
a
a
a
a
a
a
a
a
D1 ap L1 D4 N
a
121212222
0 ─ -0.0080 ─ -0.0090 ─ -0.0110 ─ -0.013
UWC VF 30°
øD4(
h6)
apL1
øD1
øD1
øD4(
h6)
apL1
15°
h6
: 標準在庫品a切削条件
インパクトミラクルラフィングエンドミル(M)
深い立壁の加工に適したインパクトミラクルラフィングエンドミルです。 単位 : mm
在庫 図外径呼び記号 刃長 全長 シャンク径 刃数
図1
図2
ご用命の際は 呼び記号もしくは、 VF-MFPR 外径○○mm とご指定ください。
炭素鋼・合金鋼・鋳鉄(<30HRC)
工具鋼・プリハードン鋼・高硬度鋼(≦45HRC)
高硬度鋼(≦55HRC)
高硬度鋼(>55HRC)
オーステナイト系ステンレス鋼
チタン合金耐熱合金 銅合金 アルミニウム合金
D4 = 6 8≦D4≦1012≦D4≦16 D4 = 20
インパクトミラクルエンドミル
汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス
ねじれ角

10P.33
u e e e u u
D1R ap L3 D5 L1 D4 NVF2SSBR0050S04 R0050 R0075S04 R0075 R0100 R0150 R0200 R0250 R0300 R0400 R0500 R0600
0.50.50.750.7511.522.53456
1 1 1.5 1.5 2 3 4 5 6 81012
1 1 1.5 1.5 2 3 4 5 6 81012
2233468
1012141822
0.94 0.94 1.44 1.44 1.9 2.9 3.9 4.9 5.85 7.85 9.711.7
404040404545455050607075
4646666668
1012
222222222222
a
a
a
a
a
a
a
a
a
a
a
a
111111112222
a
±0.005 0 ─ -0.01VF-2SSB0 ─ -0.0050 ─ -0.0060 ─ -0.008
UWC VFL1
L1
apL3 øD
4(h5
)øD
4(h5
)
øD1
øD5
øD5
R
R apL3
øD1
15°
R
30°
h5
切削条件
単位 : mm
刃長ボール半径呼び記号 刃数全長首径首下長 シャンク径 在庫 図外径
ご用命の際は 呼び記号もしくは、 VF-2SSB ○○R (×シャンク径○○mm) とご指定ください。
焼きばめチャックでの使用に最適です。
図1
図2
炭素鋼・合金鋼・鋳鉄(<30HRC)
工具鋼・プリハードン鋼・高硬度鋼(≦45HRC)
高硬度鋼(≦55HRC)
高硬度鋼(>55HRC)
オーステナイト系ステンレス鋼
チタン合金耐熱合金 銅合金 アルミニウム合金
2枚刃インパクトミラクルボールエンドミル(S)ショートシャンク
4≦D4≦68≦D4≦10 D4 = 12
汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス
ねじれ角

11 P.33
u e e e u u
D1R ap L3 D5 L1 D4 NVF2SB R0010S04 R0010S06 R0015S04 R0015S06 R0020S04 R0020S06 R0030S04 R0030S06 R0040S04 R0040S06 R0050S04 R0050S06 R0060S04 R0060S06 R0070S04 R0070S06 R0075S04 R0075S06 R0080S04 R0080S06 R0090S04 R0090S06 R0100S04 R0100S06 R0125S06 R0150S03 R0150S06 R0200S04 R0200S06 R0250S06 R0300S06 R0400S08 R0500S10 R0600S12 R0800S16 R1000S20
0.1 0.1 0.15 0.15 0.2 0.2 0.3 0.3 0.4 0.4 0.5 0.5 0.6 0.6 0.7 0.7 0.75 0.75 0.8 0.8 0.9 0.9 1 1 1.25 1.5 1.5 2 2 2.5 3 4 5 6 810
0.2 0.2 0.3 0.3 0.4 0.4 0.6 0.6 0.8 0.8 1 1 1.2 1.2 1.4 1.4 1.5 1.5 1.6 1.6 1.8 1.8 2 2 2.5 3 3 4 4 5 6 810121620
0.2 0.2 0.3 0.3 0.4 0.4 0.6 0.6 0.8 0.8 1 1 1.2 1.2 1.4 1.4 1.5 1.5 1.6 1.6 1.8 1.8 2 2 2.5 3 3 4 4 5121418223038
0.4 0.4 0.6 0.6 0.8 0.8 1.2 1.2 1.6 1.6 2 2 2.4 2.4 2.8 2.8 3 3 3.2 3.2 3.6 3.6 4 4 5 ─ 6 ─ 810 ─ ─ ─ ─ ─ ─
0.170.170.270.270.360.360.560.560.760.760.940.941.141.141.341.341.441.441.541.541.741.741.91.92.4 ─2.9 ─3.94.9 ─ ─ ─ ─ ─ ─
4550455045504550455045504550455045504550455050606060706070808090
100110140160
46464646464646464646464663646668
10121620
222222222222222222222222222222222222
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
121212333333333333333333343433444444
a
VF-2SB ±0.005±0.010
0 ─ -0.010 ─ -0.02
0 ─ -0.0040 ─ -0.0050 ─ -0.0060 ─ -0.0080 ─ -0.0110 ─ -0.013
UWC VFR<0.3
R<0.3
øD1
L1
apL3
øD5
R
15°
øD4(
h5)
20°10°
R
øD5
øD4(
h5)
øD1
L1
apL3
10°øD5
øD1
L1
øD4(
h5)
apL3
R
øD4(
h5/h
6)
L1apøD
1
R
30°0°
R h5h6
: 標準在庫品a切削条件
単位 : mm
刃長ボール半径呼び記号 刃数全長首径首下長 シャンク径 在庫 図外径
ご用命の際は 呼び記号もしくは、 VF-2SB ○○R×シャンク径○○mm とご指定ください。
インパクトミラクルコーティングを適用した、高硬度高速加工用2枚刃ボールエンドミルです。
図2
図3
図4
図1
R≧0.3R≧0.3
インパクトミラクルエンドミル
炭素鋼・合金鋼・鋳鉄(<30HRC)
工具鋼・プリハードン鋼・高硬度鋼(≦45HRC)
高硬度鋼(≦55HRC)
高硬度鋼(>55HRC)
オーステナイト系ステンレス鋼
チタン合金耐熱合金 銅合金 アルミニウム合金
2枚刃インパクトミラクルボールエンドミル(S)R≦6R >6
D1≦12D1 >12
h5:D4≦12
h6:D4> 12
D4 = 3 4≦D4≦6 8≦D4≦10 D4 = 12 D4 = 16 D4 = 20
汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス
ねじれ角 ねじれ角

12P.34
e e e u u
VF-4MB
a
±0.01 0 ─ -0.020
VF4MBR0050 R0100 R0150 R0200 R0250 R0300 R0400 R0500 R0600
1 2 3 4 5 6 81012
0.511.522.53456
2.5 6 8 81212141822
50607070808090
100110
6666668
1012
444444444
a
a
a
a
a
a
a
a
a
D1R ap L1 D4
111112222
N
0 ─ -0.0080 ─ -0.0090 ─ -0.011
UWC VF
R
30°
L1R ap
øD4(
h6)
øD1
øD4(
h6)
L1
øD1
Rap
15°
h6
切削条件
4枚刃インパクトミラクルボールエンドミル(M)
ご用命の際は
高硬度・高能率加工用4枚刃ボールエンドミルです。
呼び記号もしくは、 VF-4MB ○○R とご指定ください。
単位 : mm
炭素鋼・合金鋼・鋳鉄(<30HRC)
工具鋼・プリハードン鋼・高硬度鋼(≦45HRC)
高硬度鋼(≦55HRC)
高硬度鋼(>55HRC)
オーステナイト系ステンレス鋼
チタン合金耐熱合金 銅合金 アルミニウム合金
図1
図2
在庫 図外径ボール半径呼び記号 刃長 全長 シャンク径 刃数
D4 = 68≦D4≦10 D4 = 12
汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス
ねじれ角
13 P.39
u e u ee
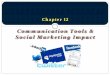
VF-2WB
VF2WBR0100N060 R0150N080 R0200N100 R0300N120
11.523
2346
68
1012
60606080
6666
a
a
a
a
D1R L1 D4
1111
2222
NL3 D5
a
±0.01
1.62.43.24.8
0 ─ -0.008D4 = 6
UWC VF
R
øD1
øD4(
h6)
L1L3
15°
R
220°
h6
øD5
: 標準在庫品a切削条件
2枚刃インパクトミラクルワイドボールエンドミル
単位 : mm
インパクトミラクルエンドミル
ご用命の際は 呼び記号もしくは、 VF-2WB ○○R とご指定ください。
図1
炭素鋼・合金鋼・鋳鉄(<30HRC)
工具鋼・プリハードン鋼・高硬度鋼(≦45HRC)
高硬度鋼(≦55HRC)
高硬度鋼(>55HRC)
オーステナイト系ステンレス鋼
チタン合金耐熱合金 銅合金 アルミニウム合金
在庫 図呼び記号 刃数
アンダーカット形状や、5軸加工機を用いた複雑形状に最適なボールエンドミルです。
外径 全長首径首下長 シャンク径ボール半径
汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス
14P.35
u e e u
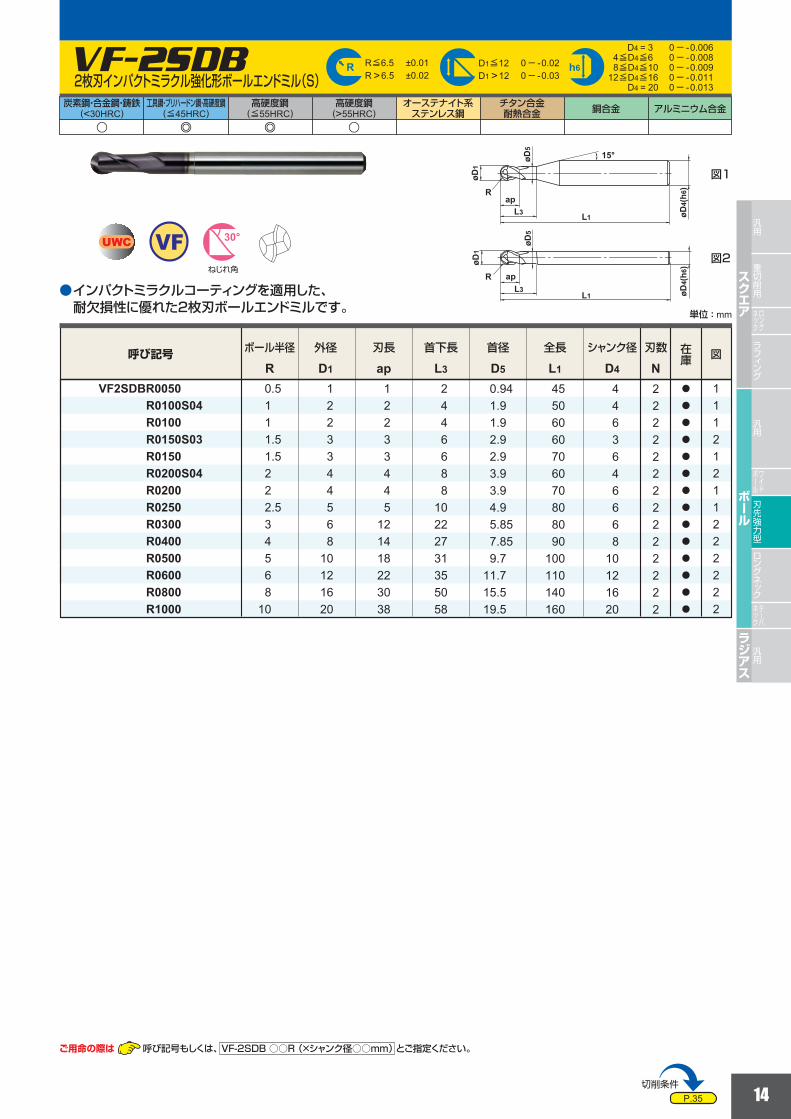
VF-2SDB
a
D1R ap L3 D5 L1 D4 NVF2SDBR0050 R0100S04 R0100 R0150S03 R0150 R0200S04 R0200 R0250 R0300 R0400 R0500 R0600 R0800 R1000
0.5 1 1 1.5 1.5 2 2 2.5 3 4 5 6 810
1223344568
10121620
12233445
121418223038
2446688
10222731355058
0.94 1.9 1.9 2.9 2.9 3.9 3.9 4.9 5.85 7.85 9.711.715.519.5
45506060706070808090
100110140160
4463646668
10121620
22222222222222
a
a
a
a
a
a
a
a
a
a
a
a
a
a
11121211222222
±0.01±0.02
0 ─ -0.020 ─ -0.03
0 ─ -0.0060 ─ -0.0080 ─ -0.0090 ─ -0.0110 ─ -0.013
UWC VF 30°
L1
L1
apL3 øD
4(h6
)
øD1
øD5
øD5
R
R
øD4(
h6)
apL3
øD1
15°
R h6
切削条件
2枚刃インパクトミラクル強化形ボールエンドミル(S)
インパクトミラクルコーティングを適用した、耐欠損性に優れた2枚刃ボールエンドミルです。 単位 : mm
図1
図2
ご用命の際は 呼び記号もしくは、 VF-2SDB ○○R (×シャンク径○○mm) とご指定ください。
刃長ボール半径呼び記号 刃数全長首径首下長 シャンク径 在庫 図外径
R≦6.5R >6.5
炭素鋼・合金鋼・鋳鉄(<30HRC)
工具鋼・プリハードン鋼・高硬度鋼(≦45HRC)
高硬度鋼(≦55HRC)
高硬度鋼(>55HRC)
オーステナイト系ステンレス鋼
チタン合金耐熱合金 銅合金 アルミニウム合金
D1≦12D1 >12
D4 = 3 4≦D4≦6 8≦D4≦1012≦D4≦16 D4 = 20
汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス
ねじれ角

15 P.35
u e e u
VF-2SDBL
a
±0.01±0.02
0 ─ -0.020 ─ -0.03
D1R ap L3 D5 L1 D4 NVF2SDBLR0050 R0100 R0150 R0200 R0250 R0300 R0400 R0500 R0600 R0800 R1000
0.5 1 1.5 2 2.5 3 4 5 6 810
1 2 3 4 5 6 810121620
12345
121418223038
2468
10222731355058
0.94 1.9 2.9 3.9 4.9 5.85 7.85 9.711.715.519.5
60809090
110120130140140200200
6666868
10121620
22222222222
a
a
a
a
a
a
a
a
a
a
a
11111222222
0 ─ -0.0080 ─ -0.0090 ─ -0.0110 ─ -0.013
UWC VF 30°
R
L1
L1
apL3 øD
4(h6
)
øD1
øD5
øD5
R
R
øD4(
h6)
apL3
øD1
10°
h6
: 標準在庫品a切削条件
2枚刃インパクトミラクル強化形ボールエンドミル(S)ロングシャンク
VF-2SDBのロングシャンクタイプです。単位 : mm
図1
図2
R≦6.5R >6.5
D1≦12D1 >12
刃長ボール半径呼び記号 刃数全長首径首下長 シャンク径 在庫 図外径
インパクトミラクルエンドミル
ご用命の際は 呼び記号もしくは、 VF-2SDBL ○○R とご指定ください。
炭素鋼・合金鋼・鋳鉄(<30HRC)
工具鋼・プリハードン鋼・高硬度鋼(≦45HRC)
高硬度鋼(≦55HRC)
高硬度鋼(>55HRC)
オーステナイト系ステンレス鋼
チタン合金耐熱合金 銅合金 アルミニウム合金
D4 = 6 8≦D4≦1012≦D4≦16 D4 = 20
汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス
ねじれ角

16P.36
u e e e u
VF-2XLBS
a
a
±0.007 0 ─ -0.02
N 30' 1° 2° 3°B2D1 ap L3 L1 D4D5RVF2XLBSR0020N010 R0020N020 R0020N030 R0020N040 R0025N040 R0025N060 R0030N020 R0030N030 R0030N040 R0030N060 R0040N040 R0040N060 R0050N030 R0050N040 R0050N060 R0050N080 R0100N060 R0100N080 R0100N100
2222222222222222222
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
1111111111111111111
1.02.03.14.14.16.22.13.14.26.34.26.33.24.26.38.46.28.3
10.4
1.02.13.24.34.36.42.23.34.36.54.36.53.34.46.68.86.58.7
10.8
1.12.33.44.64.66.92.33.54.66.94.66.93.64.87.19.46.99.2
11.5
1.22.53.74.94.97.42.53.85.07.55.07.53.95.27.7
10.27.49.9
12.4
0.20.20.20.20.250.250.30.30.30.30.40.40.50.50.50.5111
0.4 0.4 0.4 0.4 0.5 0.5 0.6 0.60.60.60.80.81111222
0.320.320.320.320.40.40.480.480.480.480.640.640.80.80.80.81.61.61.6
123446234646346868
10
13.4°11.9°10.7°9.7°9.6°8.1°
11.8°10.5°9.5°8.0°9.4°7.8°
10.1°9.1°7.5°6.4°6.4°5.3°4.5°
0.360.360.360.360.460.460.560.560.560.560.760.760.940.940.940.941.91.91.9
40404040404040404040404040404040404040
4444444444444444444
0 ─ -0.008D4 = 4
UWC VF 30°
R
øD1
R
L1
apL3 øD
4(h6
)
øD5 B2
15°
h6
切削条件
2枚刃インパクトミラクルロングネックボールエンドミル(ショートシャンク)
高硬度高速加工用2枚刃ロングネックボールエンドミルです。焼きばめホルダに最適なショートシャンクタイプです。 単位 : mm
図1
ご用命の際は 呼び記号もしくは、 VF-2XLBS ○○R×首下長○○mm とご指定ください。
干渉角ボール半径
外径 首径刃長 首下長 全長 シャンク径呼び記号
刃数在庫図
ワーク勾配角に対する実有効首下長
ワーク勾配角
実有効首下長
ワーク勾配角に対する実有効首下長
炭素鋼・合金鋼・鋳鉄(<30HRC)
工具鋼・プリハードン鋼・高硬度鋼(≦45HRC)
高硬度鋼(≦55HRC)
高硬度鋼(>55HRC)
オーステナイト系ステンレス鋼
チタン合金耐熱合金 銅合金 アルミニウム合金
汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス
ねじれ角

17
u e e e u
VF-2XLB
NVF2XLB R0010N005S04 R0010N005S06 R0010N008S04 R0010N010S04 R0010N010S06 R0010N013S04 R0010N015S04 R0010N015S06 R0010N018S04 R0010N020S04 R0010N025S04 R0015N010S04 R0015N010S06 R0015N013S04 R0015N015S04 R0015N015S06 R0015N018S04 R0015N020S04 R0015N020S06 R0015N025S04 R0015N030S04 R0015N040S04 R0020N010S04 R0020N010S06 R0020N015S04 R0020N015S06 R0020N020S04 R0020N020S06 R0020N025S04 R0020N025S06 R0020N030S04 R0020N030S06 R0020N040S04 R0020N050S04 R0025N015S04 R0025N015S06 R0025N020S04 R0025N020S06
22222222222222222222222222222222222222
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
11111111111111111111111111111111111111
0.50.50.71.01.01.31.51.51.82.12.61.01.01.31.51.51.82.12.12.63.14.21.01.01.51.52.02.02.62.63.13.14.15.21.51.52.02.0
0.50.50.81.11.11.31.61.61.92.22.71.11.11.31.61.61.92.22.22.73.24.31.01.01.61.62.12.12.72.73.23.24.35.41.61.62.12.1
0.60.60.91.21.21.51.81.82.12.43.01.21.21.51.81.82.12.42.43.03.64.81.11.11.71.72.32.32.92.93.53.54.75.91.71.72.32.3
0.60.61.01.31.31.62.02.02.32.63.31.31.31.61.91.92.32.62.63.33.95.31.21.21.91.92.62.63.23.23.93.95.26.61.91.92.62.6
30' 1° 2° 3°B2D1 ap L3 L1 D4D5R0.10.10.10.10.10.10.10.10.10.10.10.150.150.150.150.150.150.150.150.150.150.150.20.20.20.20.20.20.20.20.20.20.20.20.250.250.250.25
0.20.20.20.20.20.20.20.20.20.20.20.30.30.30.30.30.30.30.30.30.30.30.40.40.40.40.40.40.40.40.40.40.40.40.50.50.50.5
0.160.160.160.160.160.160.160.160.160.160.160.240.240.240.240.240.240.240.240.240.240.240.320.320.320.320.320.320.320.320.320.320.320.320.40.40.40.4
0.50.50.75111.251.51.51.7522.5111.251.51.51.75222.534111.51.5222.52.533451.51.522
11.5°11.7°11.2°10.9°11.3°10.7°10.4°10.9°10.2°10° 9.5°
11° 11.3°10.7°10.4°10.9°10.2°9.9°
10.6°9.5°9.1°8.4°
11° 11.3°10.4°11° 10° 10.6°9.5°
10.3°9.1°
10° 8.4°7.8°
10.5°11° 10° 10.6°
0.170.170.170.170.170.170.170.170.170.170.170.270.270.270.270.270.270.270.270.270.270.270.360.360.360.360.360.360.360.360.360.360.360.360.460.460.460.46
5050505050505050505050505050505050505050505050505050505050505050505050505050
46446446444464464464444646464646444646
a
±0.007±0.010
0 ─ -0.02 0 ─ -0.008
UWC VFL1
apL3
øD4(
h6)
øD1
R
øD4(
h6)
L1
apL3
øD1
12°
øD5
øD5
B2
R
30°
R
h6
: 標準在庫品a
干渉角ボール半径
外径 首径刃長 首下長 全長 シャンク径
インパクトミラクルエンドミル
2枚刃インパクトミラクルロングネックボールエンドミル
単位 : mm
呼び記号刃数在庫図
ご用命の際は 呼び記号もしくは、 VF-2XLB ○○R×首下長○○mm×シャンク径○○mm とご指定ください。
ワーク勾配角に対する実有効首下長
インパクトミラクルコーティングを適用した、高硬度高速加工用2枚刃ロングネックボールエンドミルです。
ワーク勾配角
実有効首下長
ワーク勾配角に対する実有効首下長
図1
図2
R≦1R >1
炭素鋼・合金鋼・鋳鉄(<30HRC)
工具鋼・プリハードン鋼・高硬度鋼(≦45HRC)
高硬度鋼(≦55HRC)
高硬度鋼(>55HRC)
オーステナイト系ステンレス鋼
チタン合金耐熱合金 銅合金 アルミニウム合金
4≦D4≦6
汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス
ねじれ角

18P.36
Na
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
30' 1° 2° 3°B2D1 ap L3 L1 D4D5RVF2XLB R0025N025S04 R0025N030S04 R0025N030S06 R0025N035S04 R0025N040S04 R0025N040S06 R0025N050S04 R0025N050S06 R0025N060S04 R0025N060S06 R0030N020S04 R0030N020S06 R0030N025S04 R0030N030S04 R0030N030S06 R0030N035S04 R0030N040S04 R0030N040S06 R0030N050S04 R0030N050S06 R0030N060S04 R0030N060S06 R0030N070S04 R0030N080S04 R0030N080S06 R0040N020S04 R0040N020S06 R0040N030S04 R0040N030S06 R0040N040S04 R0040N040S06 R0040N050S04 R0040N060S04 R0040N060S06 R0040N070S04 R0040N080S04 R0040N080S06 R0040N100S04 R0040N100S06 R0050N030S04 R0050N030S06 R0050N040S04 R0050N040S06 R0050N050S04 R0050N050S06 R0050N060S04 R0050N060S06 R0050N070S04 R0050N080S04 R0050N080S06
22222222222222222222222222222222222222222222222222
11111111111111111111111111111111111111111111111111
2.63.13.13.64.14.15.25.26.26.22.12.12.63.13.13.64.24.25.25.26.36.37.38.38.32.12.13.13.14.24.25.26.36.37.38.38.3
10.410.43.23.24.24.25.35.36.36.37.48.48.4
2.73.23.23.84.34.35.45.46.56.52.22.22.73.33.33.84.44.45.45.46.56.57.68.78.72.22.23.33.34.34.35.46.56.57.68.78.7
10.910.93.33.34.44.45.55.56.66.67.78.88.8
2.93.53.54.14.74.75.95.97.17.12.42.43.03.63.64.24.84.86.06.07.17.18.39.59.52.32.33.53.54.74.75.97.17.18.39.59.5
11.911.93.63.64.84.86.06.07.27.28.49.69.6
3.23.93.94.55.25.26.56.57.97.92.62.63.33.93.94.65.25.26.66.67.97.99.2
10.610.6
2.62.63.93.95.25.26.57.97.99.2
10.510.513.213.2
4.04.05.35.36.76.78.08.09.3
10.610.6
0.250.250.250.250.250.250.250.250.250.250.30.30.30.30.30.30.30.30.30.30.30.30.30.30.30.40.40.40.40.40.40.40.40.40.40.40.40.40.40.50.50.50.50.50.50.50.50.50.50.5
0.50.50.50.50.50.50.50.50.50.50.60.60.60.60.60.60.60.60.60.60.60.60.60.60.60.80.80.80.80.80.80.80.80.80.80.80.80.80.811111111111
0.40.40.40.40.40.40.40.40.40.40.480.480.480.480.480.480.480.480.480.480.480.480.480.480.480.640.640.640.640.640.640.640.640.640.640.640.640.640.640.80.80.80.80.80.80.80.80.80.80.8
2.5 3 3 3.5 4 4 5 5 6 6 2 2 2.5 3 3 3.5 4 4 5 5 6 6 7 8 8 2 2 3 3 4 4 5 6 6 7 8 81010 3 3 4 4 5 5 6 6 7 8 8
9.5°9.1°
10° 8.7°8.3°9.4°7.7°8.9°7.2°8.4°9.9°
10.6°9.4°9° 9.9°8.6°8.3°9.3°7.6°8.8°7.1°8.4°6.6°6.2°7.6°9.9°
10.6°8.9°9.9°8.2°9.3°7.5°7° 8.3°6.5°6.1°7.5°5.4°6.8°8.8°9.8°8° 9.2°7.3°8.7°6.8°8.2°6.3°5.9°7.4°
0.460.460.460.460.460.460.460.460.460.460.560.560.560.560.560.560.560.560.560.560.560.560.560.560.560.760.760.760.760.760.760.760.760.760.760.760.760.760.760.940.940.940.940.940.940.940.940.940.940.94
5050505050505050506050505050505050505050505050506050505050505050505050505050605050505050505050505050
44644646464644644646464464646464464464646464646446
切削条件
干渉角ボール半径
外径 首径刃長 首下長 全長 シャンク径
単位 : mm
呼び記号刃数在庫図
ワーク勾配角に対する実有効首下長
汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス

19
a
N 30' 1° 2° 3°B2D1 ap L3 L1 D4D5RVF2XLB R0050N090S04 R0050N100S04 R0050N100S06 R0050N120S04 R0050N120S06 R0050N140S04 R0050N160S04 R0050N160S06 R0050N180S04 R0050N200S04 R0050N200S06 R0060N060S04 R0060N060S06 R0060N080S04 R0060N080S06 R0060N100S04 R0060N100S06 R0060N120S04 R0060N120S06 R0060N140S04 R0060N160S04 R0060N160S06 R0070N080S04 R0070N120S04 R0070N160S04 R0075N060S04 R0075N060S06 R0075N080S04 R0075N080S06 R0075N100S04 R0075N100S06 R0075N120S04 R0075N120S06 R0075N140S04 R0075N140S06 R0075N160S04 R0075N160S06 R0075N180S04
22222222222222222222222222222222222222
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
11111111111111111111111111111111111111
9.510.510.512.612.614.716.816.818.921.021.06.36.38.48.4
10.510.512.612.614.716.816.88.4
12.616.86.36.38.48.4
10.510.512.612.614.714.716.816.818.9
9.911.011.013.213.215.317.517.519.721.921.96.66.68.88.8
11.011.013.213.215.317.517.58.8
13.117.56.66.68.88.8
11.011.013.113.115.315.317.517.519.7
10.812.012.014.414.416.819.219.221.624.024.07.27.29.69.6
12.012.014.414.416.819.219.29.6
14.419.27.27.29.69.6
12.012.014.414.416.816.819.219.221.6
12.013.313.315.915.918.621.321.323.926.626.6
8.08.0
10.610.613.313.315.915.918.621.221.210.615.921.2
7.97.9
10.610.613.213.215.915.918.518.521.221.223.8
0.50.50.50.50.50.50.50.50.50.50.50.60.60.60.60.60.60.60.60.60.60.60.70.70.70.750.750.750.750.750.750.750.750.750.750.750.750.75
111111111111.21.21.21.21.21.21.21.21.21.21.21.41.41.41.51.51.51.51.51.51.51.51.51.51.51.51.5
0.80.80.80.80.80.80.80.80.80.80.80.960.960.960.960.960.960.960.960.960.960.961.121.121.121.21.21.21.21.21.21.21.21.21.21.21.21.2
9101012121416161820206688
101012121416168
12166688
101012121414161618
5.5°5.2°6.7°4.6°6.1°4.2°3.8°5.3°3.5°3.3°4.6°6.6°8.1°5.7°7.3°5° 6.6°4.5°6° 4° 3.7°5.2°5.5°4.3°3.5°6.3°8° 5.4°7.2°4.7°6.5°4.2°5.9°3.8°5.4°3.4°5° 3.1°
0.940.940.940.940.940.940.940.940.940.940.941.141.141.141.141.141.141.141.141.141.141.141.341.341.341.441.441.441.441.441.441.441.441.441.441.441.441.44
5050505060606070606070505050505050505060607050506050505050505050505050606060
44646446446464646464464444646464646464
u e e e u
VF-2XLB ±0.007±0.010
0 ─ -0.02 0 ─ -0.008
UWC VF 30°
R h6
L1
apL3
øD4(
h6)
øD1
R
øD4(
h6)
L1
apL3
øD1
12°
øD5
øD5
B2
R
: 標準在庫品a
インパクトミラクルエンドミル
ご用命の際は 呼び記号もしくは、 VF-2XLB ○○R×首下長○○mm×シャンク径○○mm とご指定ください。
インパクトミラクルコーティングを適用した、高硬度高速加工用2枚刃ロングネックボールエンドミルです。
ワーク勾配角
実有効首下長
ワーク勾配角に対する実有効首下長
干渉角ボール半径
外径 首径刃長 首下長 全長 シャンク径
単位 : mm
呼び記号刃数在庫図
ワーク勾配角に対する実有効首下長
図1
図2
炭素鋼・合金鋼・鋳鉄(<30HRC)
工具鋼・プリハードン鋼・高硬度鋼(≦45HRC)
高硬度鋼(≦55HRC)
高硬度鋼(>55HRC)
オーステナイト系ステンレス鋼
チタン合金耐熱合金 銅合金 アルミニウム合金
2枚刃インパクトミラクルロングネックボールエンドミルR≦1R >1
4≦D4≦6
汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス
ねじれ角

20P.36
NVF2XLB R0075N200S04 R0075N200S06 R0080N080S04 R0080N120S04 R0080N160S04 R0080N200S04 R0090N080S04 R0090N120S04 R0090N160S04 R0090N200S04 R0100N060S04 R0100N060S06 R0100N080S04 R0100N080S06 R0100N100S04 R0100N100S06 R0100N120S04 R0100N120S06 R0100N140S04 R0100N140S06 R0100N160S04 R0100N160S06 R0100N180S04 R0100N180S06 R0100N200S04 R0100N200S06 R0100N220S04 R0100N250S04 R0100N250S06 R0100N300S04 R0100N300S06 R0100N350S04 R0125N100S06 R0125N150S06 R0125N200S06 R0125N250S06 R0125N300S06 R0125N350S06 R0150N080S06 R0150N100S06 R0150N120S06 R0150N140S06 R0150N160S06 R0150N200S06 R0150N250S06 R0150N300S06 R0150N350S06 R0150N400S06 R0175N160S06 R0175N200S06
22222222222222222222222222222222222222222222222222
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
11111111111111111111111111111111111111111111111111
21.021.08.4
12.616.821.08.4
12.616.820.96.26.28.38.3
10.410.412.512.514.614.616.716.718.818.820.920.922.926.126.131.331.336.510.415.620.826.131.336.58.3
10.412.514.616.720.826.131.336.541.716.720.8
21.921.98.8
13.117.521.98.8
13.117.521.86.56.58.78.7
10.910.913.013.015.215.217.417.419.619.621.821.823.927.227.232.632.638.110.816.321.727.232.638.18.6
10.813.015.217.321.727.232.638.043.517.321.7
23.923.9
9.614.419.123.99.6
14.319.123.97.07.09.49.4
11.811.814.214.216.616.619.019.021.421.423.823.826.2
29.8
35.8
11.817.823.829.735.741.79.3
11.714.116.518.923.729.735.741.7
18.923.7
26.510.515.921.2
10.515.821.1
7.77.7
10.410.413.013.015.715.718.318.3
21.0
23.6
26.3
32.9
12.919.626.232.9
10.212.915.518.220.826.1
20.8
30' 1° 2° 3°B2D1 ap L3 L1 D4D5R0.750.750.80.80.80.80.90.90.90.911111111111111111111111.251.251.251.251.251.251.51.51.51.51.51.51.51.51.51.51.751.75
1.51.51.61.61.61.61.81.81.81.822222222222222222222222.52.52.52.52.52.533333333333.53.5
1.21.21.281.281.281.281.441.441.441.441.61.61.61.61.61.61.61.61.61.61.61.61.61.61.61.61.61.61.61.61.61.62222222.42.42.42.42.42.42.42.42.42.42.82.8
20208
1216208
1216206688
1010121214141616181820202225253030351015202530358
1012141620253035401620
2.9°4.3°5.3°4.1°3.3°2.8°5.1°3.9°3.1°2.6°5.8°7.9°4.9°6.9°4.2°6.2°3.7°5.6°3.3°5.1°2.9°4.7°2.7°4.4°2.5°4.1°2.3°2° 3.5°1.7°3° 1.5°5.9°4.6°3.7°3.2°2.8°2.4°6.3°5.5°4.9°4.4°4° 3.4°2.8°2.5°2.2°1.9°3.6°3°
1.441.441.541.541.541.541.741.741.741.741.91.91.91.91.91.91.91.91.91.91.91.91.91.91.91.91.91.91.91.91.91.92.42.42.42.42.42.42.92.92.92.92.92.92.92.92.92.93.43.4
6070505060605050606050505050505050505050606060606060607070708080606070708080606060606070707080906070
46444444444646464646464646446464666666666666666666
切削条件
干渉角ボール半径
外径 首径刃長 首下長 全長 シャンク径
単位 : mm
呼び記号刃数在庫図
ワーク勾配角に対する実有効首下長
干渉なし
干渉なし
干渉なし
干渉なし
干渉なし
干渉なし
干渉なし
干渉なし
干渉なし
干渉なし
干渉なし干渉なし
干渉なし干渉なし干渉なし
干渉なし干渉なし
干渉なし干渉なし干渉なし干渉なし
干渉なし
汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス

21 P.36
a
NVF2XLBR0175N250S06 R0175N300S06 R0175N350S06 R0175N400S06 R0200N100S06 R0200N120S06 R0200N140S06 R0200N160S06 R0200N200S06 R0200N250S06 R0200N300S06 R0200N350S06 R0200N400S06 R0200N450S06 R0200N500S06 R0250N200S06 R0250N250S06 R0250N300S06 R0250N350S06 R0300N300S06 R0300N400S06 R0300N500S06
2222222222222222222222
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
1111111111111111111222
26.031.336.541.710.412.514.616.620.826.031.236.541.746.952.120.826.031.236.4
27.132.638.043.510.812.915.117.321.727.132.638.043.548.954.321.627.1
29.635.6
11.614.016.418.823.629.6
12.715.418.020.7
30' 1° 2° 3°B2D1 ap L3 L1 D4D5R1.751.751.751.75222222222222.52.52.52.5333
3.53.53.53.5444444444445555666
2.82.82.82.83.23.23.23.23.23.23.23.23.23.23.244444.84.84.8
25303540101214162025303540455020253035304050
2.5°2.1°1.9°1.7°4.5°3.9°3.4°3.1°2.6°2.1°1.8°1.6°1.4°1.2°1.1°1.5°1.2°1° 0.9°─ ─ ─
3.43.43.43.43.93.93.93.93.93.93.93.93.93.93.94.94.94.94.95.855.855.85
7080809070707070707070809090
100707080808090
100
6666666666666666666666
u e e e u
VF-2XLB ±0.007±0.010
0 ─ -0.02 0 ─ -0.008
UWC VF 30°
R h6
L1
apL3
øD4(
h6)
øD1
R
øD4(
h6)
L1
apL3
øD1
12°
øD5
øD5
B2
R
: 標準在庫品a
インパクトミラクルエンドミル
ご用命の際は 呼び記号もしくは、 VF-2XLB ○○R×首下長○○mm×シャンク径○○mm とご指定ください。
インパクトミラクルコーティングを適用した、高硬度高速加工用2枚刃ロングネックボールエンドミルです。
ワーク勾配角
実有効首下長
ワーク勾配角に対する実有効首下長
干渉角ボール半径
外径 首径刃長 首下長 全長 シャンク径
単位 : mm
呼び記号刃数在庫図
ワーク勾配角に対する実有効首下長
干渉なし干渉なし干渉なし干渉なし
干渉なし干渉なし干渉なし干渉なし干渉なし干渉なし干渉なし干渉なし干渉なし干渉なし干渉なし干渉なし干渉なし干渉なし
干渉なし干渉なし
干渉なし干渉なし干渉なし干渉なし干渉なし干渉なし干渉なし干渉なし干渉なし干渉なし干渉なし干渉なし
干渉なし干渉なし干渉なし干渉なし干渉なし
干渉なし干渉なし干渉なし
図1
図2
炭素鋼・合金鋼・鋳鉄(<30HRC)
工具鋼・プリハードン鋼・高硬度鋼(≦45HRC)
高硬度鋼(≦55HRC)
高硬度鋼(>55HRC)
オーステナイト系ステンレス鋼
チタン合金耐熱合金 銅合金 アルミニウム合金
2枚刃インパクトミラクルロングネックボールエンドミルR≦1R >1
4≦D4≦6
切削条件
汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス
ねじれ角

22P.37
u e e e u u
VF-3XB
a
NVF3XBR0040T0024L006 R0040T0024L008 R0040T0024L012 R0040T0054L008 R0040T0054L012 R0040T0054L016 R0050T0024L008 R0050T0024L010 R0050T0024L012 R0050T0024L016 R0050T0024L020 R0050T0024L025 R0050T0024L030 R0050T0024L035 R0050T0054L008 R0050T0054L012 R0050T0054L016 R0050T0054L020 R0050T0054L025 R0050T0054L030 R0050T0054L035 R0050T0054L040 R0050T0054L050 R0050T0054L060 R0050T0054L070 R0050T0130L012 R0050T0130L016 R0050T0130L020 R0050T0130L025 R0050T0130L030 R0050T0130L035 R0075T0024L010 R0075T0024L015 R0075T0024L020 R0075T0024L030 R0075T0054L015 R0075T0054L020 R0075T0054L030
33333333333333333333333333333333333333
11111111111111111111111111111111111111
30' 1° 2° 3°60606060606060606070707080806060707070808080
11011011060707070808060607080607080
44444466666666666666666666666666666666
0.40.40.40.40.40.40.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.750.750.750.750.750.750.75
0.80.80.80.80.80.811111111111111111111111111.51.51.51.51.51.51.5
0.4°0.4°0.4°0.9°0.9°0.9°0.4°0.4°0.4°0.4°0.4°0.4°0.4°0.4°0.9°0.9°0.9°0.9°0.9°0.9°0.9°0.9°0.9°0.9°0.9°1.5°1.5°1.5°1.5°1.5°1.5°0.4°0.4°0.4°0.4°0.9°0.9°0.9°
0.50.50.50.50.50.50.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.81.31.31.31.31.31.31.3
68
128
12168
101216202530358
1216202530354050607012162025303510152030152030
1.51.51.51.51.51.52.32.32.32.32.32.32.32.32.32.32.32.32.32.32.32.32.32.32.32.32.32.32.32.32.32.82.82.82.82.82.82.8
8.9°7.5°5.7°7.6°5.8°4.7°9.6°8.5°7.6°6.3°5.4°4.6°4.0°3.5°9.7°7.7°6.4°5.5°4.7°4.0°3.6°3.2°2.7°2.3°2.0°7.9°6.5°5.6°4.8°4.1°3.7°8.1°6.2°5.0°3.7°6.3°5.1°3.7°
0.820.850.910.961.091.221.021.051.081.131.191.261.331.401.121.241.371.501.651.811.972.122.442.753.071.451.661.872.132.392.651.541.611.681.821.821.982.29
6.38.4
12.4─ ─ ─ 8.5
10.512.616.620.625.730.735.7
─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─
10.615.620.630.7
─ ─ ─
6.68.6
12.78.4
12.416.58.8
10.913.017.121.226.331.536.68.6
12.616.720.725.730.835.840.850.960.971.0
─ ─ ─ ─ ─ ─
10.916.021.231.515.720.730.8
6.99.1
13.48.9
13.117.39.3
11.413.618.022.327.733.138.69.1
13.317.621.827.132.437.743.053.664.174.713.017.121.226.331.536.611.416.922.333.116.521.832.4
7.39.5
14.19.3
13.818.3
9.812.114.418.923.529.335.040.7
9.614.118.523.028.634.239.845.4
13.718.022.427.833.238.612.017.823.535.017.423.034.2
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
B1 L3D1 ap L13 D13 L1 D4B2R
±0.01 0 ─ -0.020 ─ -0.0080 ─ -0.009
UWC VF 30°
R h6
øD4(
h6)
L1
ap
øD1
L13L3
R
B1
øD13
B2
20°
切削条件
3枚刃インパクトミラクルテーパネックボールエンドミル
ご用命の際は
高能率深彫り加工に最適な、高剛性テーパネックタイプの3枚刃ボールエンドミルです。
呼び記号もしくは、 VF-3XB ○○R×首部テーパ半角○○°×首下長○○mm とご指定ください。
呼び記号刃数在庫図
ワーク勾配角に対する実有効首下長
首部テーパ半角
首平行部長
ボール半径
外径 干渉角刃長 首下長 首元径 全長 シャンク径
干渉なし干渉なし干渉なし
炭素鋼・合金鋼・鋳鉄(<30HRC)
工具鋼・プリハードン鋼・高硬度鋼(≦45HRC)
高硬度鋼(≦55HRC)
高硬度鋼(>55HRC)
オーステナイト系ステンレス鋼
チタン合金耐熱合金 銅合金 アルミニウム合金
4≦D4≦6 D4 = 8
単位 : mm
図1
実有効首下長
ワーク勾配角に対する実有効首下長
ワーク勾配角
汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス
ねじれ角

23
u e e e u u
a
NVF3XBR0075T0054L040 R0075T0130L015 R0075T0130L020 R0075T0130L030 R0100T0024L016 R0100T0024L020 R0100T0024L025 R0100T0024L030 R0100T0024L035 R0100T0024L040 R0100T0054L020 R0100T0054L025 R0100T0054L030 R0100T0054L035 R0100T0054L040 R0100T0054L050 R0100T0054L060 R0100T0054L070 R0100T0130L025 R0100T0130L030 R0100T0130L035 R0100T0130L040 R0125T0054L020 R0125T0054L030 R0125T0054L040 R0125T0130L020 R0125T0130L030 R0125T0130L040 R0150T0024L020 R0150T0024L025 R0150T0024L030 R0150T0024L040 R0150T0024L050 R0150T0054L020 R0150T0054L030 R0150T0054L040 R0150T0054L050 R0150T0054L060
33333333333333333333333333333333333333
11111111111111111111111111111111111111
30' 1° 2° 3°806070807070708080807070808080
1101101107080808060808060808060808080
100608080
100110
66666666666666666666666666666666666668
0.750.750.750.751111111111111111111.251.251.251.251.251.251.51.51.51.51.51.51.51.51.51.5
1.51.51.51.52222222222222222222.52.52.52.52.52.53333333333
0.9°1.5°1.5°1.5°0.4°0.4°0.4°0.4°0.4°0.4°0.9°0.9°0.9°0.9°0.9°0.9°0.9°0.9°1.5°1.5°1.5°1.5°0.9°0.9°0.9°1.5°1.5°1.5°0.4°0.4°0.4°0.4°0.4°0.9°0.9°0.9°0.9°0.9°
1.31.31.31.31.61.61.61.61.61.61.61.61.61.61.61.61.61.61.61.61.61.62222222222222222
4015203016202530354020253035405060702530354020304020304020253040502030405060
2.82.82.82.83.63.63.63.63.63.63.63.63.63.63.63.63.63.63.63.63.63.64.54.54.54.54.54.55555555555
3.0°6.4°5.2°3.8°5.5°4.6°3.9°3.4°2.9°2.6°4.7°4.0°3.4°3.0°2.7°2.2°1.9°1.6°4.1°3.5°3.1°2.7°4.3°3.1°2.4°4.4°3.1°2.5°3.8°3.1°2.7°2.1°1.7°3.8°2.7°2.1°1.7°2.3°
2.612.082.342.862.072.132.202.272.342.412.422.572.732.893.043.363.673.993.023.283.543.812.893.203.523.213.744.263.113.183.253.393.533.373.694.004.314.63
─ ─ ─ ─
16.720.725.830.835.840.8
─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─
20.725.830.840.950.9
─ ─ ─ ─ ─
40.8─ ─ ─
17.121.326.431.636.741.920.825.830.935.940.951.061.071.1
─ ─ ─ ─
20.830.940.9
─ ─ ─
21.326.431.641.952.220.930.941.051.061.1
43.016.121.231.518.022.327.833.238.644.021.927.232.537.743.053.6
26.431.636.741.821.932.543.121.431.641.922.327.733.244.0
21.932.543.1
64.2
45.317.022.433.219.023.529.335.0
23.028.634.239.8
27.933.338.7
23.134.2
22.533.3
23.529.2
23.0
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
B1 L3D1 ap L13 D13 L1 D4B2R
VF-3XB ±0.01 0 ─ -0.020 ─ -0.0080 ─ -0.009
UWC VF 30°
R h6
øD4(
h6)
L1
ap
øD1
L13L3
R
B1
øD13
B2
20°
: 標準在庫品a
汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス
ご用命の際は
高能率深彫り加工に最適な、高剛性テーパネックタイプの3枚刃ボールエンドミルです。
呼び記号もしくは、 VF-3XB ○○R×首部テーパ半角○○°×首下長○○mm とご指定ください。
単位 : mm
呼び記号刃数在庫図
ワーク勾配角に対する実有効首下長
首部テーパ半角
首平行部長
ボール半径
外径 干渉角刃長 首下長 首元径 全長 シャンク径
干渉なし干渉なし
干渉なし干渉なし干渉なし干渉なし
干渉なし
干渉なし
干渉なし
干渉なし干渉なし干渉なし
干渉なし干渉なし干渉なし
干渉なし干渉なし
干渉なし
干渉なし干渉なし
インパクトミラクルエンドミル
炭素鋼・合金鋼・鋳鉄(<30HRC)
工具鋼・プリハードン鋼・高硬度鋼(≦45HRC)
高硬度鋼(≦55HRC)
高硬度鋼(>55HRC)
オーステナイト系ステンレス鋼
チタン合金耐熱合金 銅合金 アルミニウム合金
図1
3枚刃インパクトミラクルテーパネックボールエンドミル4≦D4≦6 D4 = 8
実有効首下長
ワーク勾配角に対する実有効首下長
ワーク勾配角
ねじれ角

24P.37
NVF3XB R0150T0054L070 R0150T0130L040 R0150T0130L050 R0150T0130L060 R0150T0130L070 R0200T0054L030 R0200T0054L040 R0200T0054L050 R0200T0054L060 R0250T0054L035 R0250T0054L040 R0250T0054L050 R0250T0054L060
3333333333333
1111111111111
30' 1° 2° 3°12080
1101101209090
1101109090
110110
8688888888888
1.51.51.51.51.522222.52.52.52.5
3333344445555
0.9°1.5°1.5°1.5°1.5°0.9°0.9°0.9°0.9°0.9°0.9°0.9°0.9°
2222233333.53.53.53.5
70405060703040506035405060
5555566666.56.56.56.5
2.0°2.2°2.8°2.4°2.1°3.5°2.7°2.2°1.9°2.4°2.2°1.8°1.5°
4.944.735.265.786.304.654.975.285.605.805.956.276.58
─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─
71.1─ ─ ─ ─
30.941.051.061.135.941.051.061.1
74.841.952.262.472.732.543.053.6
37.743.0
34.2
a
a
a
a
a
a
a
a
a
a
a
a
a
B1 L3D1 ap L13 D13 L1 D4B2R
切削条件
汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス
単位 : mm
呼び記号刃数在庫図
ワーク勾配角に対する実有効首下長
首部テーパ半角
首平行部長
ボール半径
外径 干渉角刃長 首下長 首元径 全長 シャンク径
干渉なし干渉なし干渉なし干渉なし干渉なし
干渉なし干渉なし干渉なし干渉なし干渉なし干渉なし干渉なし干渉なし
干渉なし
干渉なし

25 P.29
VF-SDRB
apD1 L3 D5 L1 D4R NVFSDRB D0300R030 D0400R030 D0500R030 D0600R030 D0600R050 D0600R100 D0800R030 D0800R050 D0800R100 D1000R050 D1000R100 D1200R050 D1200R100
345666888
10101212
345666888
10101212
9121518181824242430303636
2.9 3.9 4.9 5.85 5.85 5.85 7.85 7.85 7.85 9.7 9.711.711.7
45455050505060606070707575
666666888
10101212
0.30.30.30.30.510.30.510.510.51
6666666666666
a
a
a
a
a
a
a
a
a
a
a
a
a
1112222222222
a
u e e e
0 ─ -0.020 ─ -0.0080 ─ -0.0090 ─ -0.011
UWC VF
L1
apL3 øD
4(h6
)
øD1
R
L1
øD5
øD5
apL3 øD
4(h6
)
øD1
R
15°
45°
h6
: 標準在庫品a
汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス
単位 : mm
首下長外径呼び記号 刃数シャンク径全長首径コーナ半径 在庫 図刃長
ご用命の際は 呼び記号もしくは、 VF-SDRB コーナ半径○○R×外径○○mm とご指定ください。
インパクトミラクルコーティングを適用した短刃長タイプで剛性が高く、高速・高送り加工が可能です。
図1
図2
インパクトミラクルラジアスエンドミル(S)炭素鋼・合金鋼・鋳鉄
(<30HRC)工具鋼・プリハードン鋼・高硬度鋼
(≦45HRC)高硬度鋼
(≦55HRC)高硬度鋼
(>55HRC)オーステナイト系ステンレス鋼
チタン合金耐熱合金 銅合金 アルミニウム合金
D4 = 68≦D4≦10 D4 = 12
インパクトミラクルエンドミル
切削条件
ねじれ角

26P.29
u e e e
VF-MDRB
VFMDRB D0300R030 D0400R030 D0500R030 D0600R030 D0600R050 D0600R100 D0800R030 D0800R050 D0800R100 D1000R030 D1000R050 D1000R100 D1200R050 D1200R100 D1600R100 D1600R150 D1800R100 D1800R150 D2000R100 D2000R150 D2000R200
345666888
101010121216161818202020
101215151515202020252525303040404040454545
606060606060757575808080
100100110110120120125125125
666666888
101010121216161616202020
666666666666666666666
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
D1 ap L1 D4
0.30.30.30.30.510.30.510.30.510.5111.511.511.52
R N
a
111222222222222233222
0 ─ -0.020 ─ -0.03
0 ─ -0.0080 ─ -0.0090 ─ -0.0110 ─ -0.013
UWC VF
L1ap
L1ap
øD4(
h6)
øD4(
h6)
øD1
øD1
R
R
RL1
ap
øD4(
h6)
øD1
15°
45°
h6
切削条件
汎用
重切削用
ラフィング
ワイド
ボール
ロング
ネック
テーパ
ネック
汎用
刃先強力型
ロングネック
汎用
スクエア
ボール
ラジアス
インパクトミラクルコーティングを適用した、高硬度高速加工用ラジアスエンドミルです。 単位 : mm
在庫 図外径呼び記号 刃長 全長 シャンク径コーナ半径 刃数
ご用命の際は 呼び記号もしくは、 VF-MDRB コーナ半径○○R×外径○○mm とご指定ください。
図1
図2
図3
6枚刃インパクトミラクルラジアスエンドミル(M)炭素鋼・合金鋼・鋳鉄
(<30HRC)工具鋼・プリハードン鋼・高硬度鋼
(≦45HRC)高硬度鋼
(≦55HRC)高硬度鋼
(>55HRC)オーステナイト系ステンレス鋼
チタン合金耐熱合金 銅合金 アルミニウム合金
D1≦12D1 >12
D4 = 6 8≦D4≦1012≦D4≦16 D4 = 20
ねじれ角
P.327
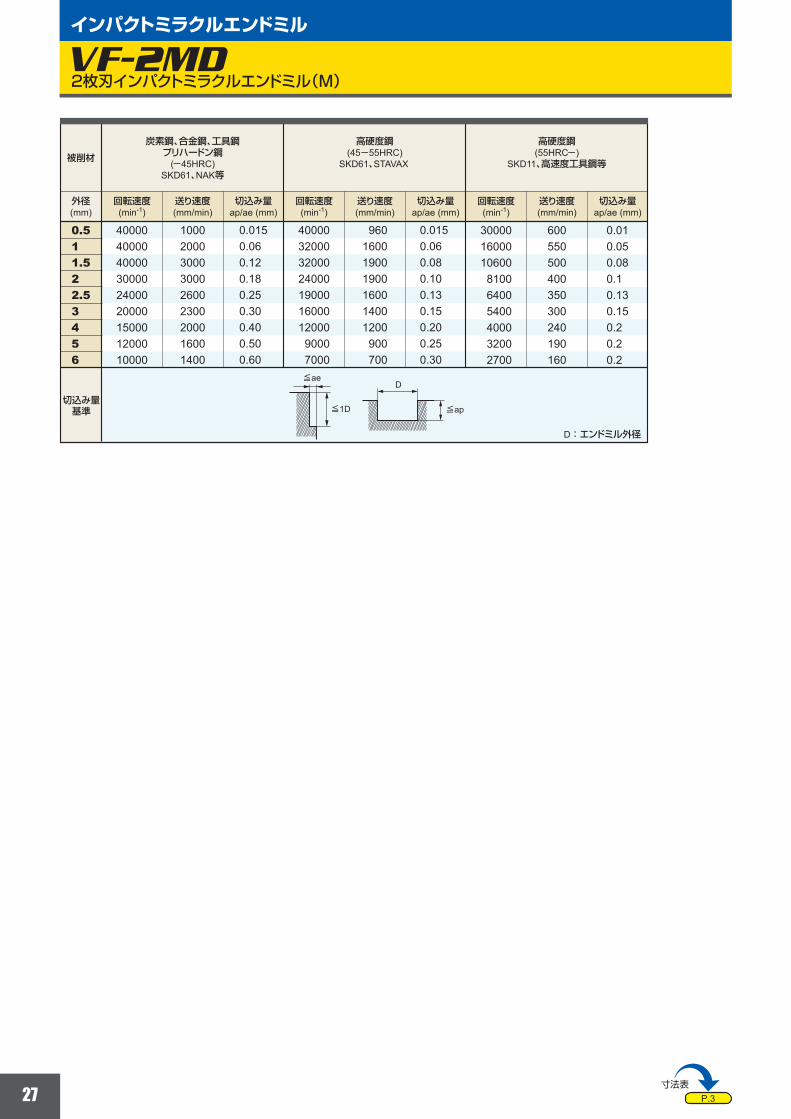
VF-2MD
0.511.522.53456
400004000040000300002400020000150001200010000
100020003000300026002300200016001400
40000320003200024000190001600012000
90007000
960160019001900160014001200
900700
0.015 0.06 0.12 0.18 0.25 0.30 0.40 0.50 0.60
0.015 0.06 0.08 0.10 0.13 0.15 0.20 0.25 0.30
300001600010600
810064005400400032002700
600550500400350300240190160
0.010.050.080.10.130.150.20.20.2
D
2枚刃インパクトミラクルエンドミル(M)
≦ap
≦ae
被削材
切込み量基準
D:エンドミル外径
回転速度(min-1)
送り速度(mm/min)
切込み量ap/ae (mm)
回転速度(min-1)
送り速度(mm/min)
切込み量ap/ae (mm)
外径(mm)
炭素鋼、合金鋼、工具鋼プリハードン鋼
(─45HRC)SKD61、NAK等
高硬度鋼(45─55HRC)
SKD61、STAVAX
回転速度(min-1)
送り速度(mm/min)
切込み量ap/ae (mm)
高硬度鋼(55HRC─)
SKD11、高速度工具鋼等
≦1D
寸法表
インパクトミラクルエンドミル

P.4 28
VF-4MD
1 1.5
2 2.5
34568
10 12 16 20
4000040000300002400020000150001200010000
80006400540024001900
30004500450039003500300024002100150014001200
550480
320003200024000190001600012000
9000700056004500380012001000
240036003600300027002400180014001100
950860280240
0.060.120.180.250.300.400.500.600.801.001.003.004.00
0.060.080.10 0.13 0.15 0.20 0.25 0.30 0.40 0.50 0.50 0.80 1.00
1600010600
8100640054004000320027002000160013001000
800
710650520450390450380320240210160130100
0.05 0.08 0.10 0.13 0.15 0.20 0.20 0.20 0.20 0.30 0.30 0.30 0.30
D
4枚刃インパクトミラクルエンドミル(M)
≦ap
≦ae
被削材
切込み量基準
D:エンドミル外径
回転速度(min-1)
送り速度(mm/min)
切込み量ap/ae (mm)
回転速度(min-1)
送り速度(mm/min)
切込み量ap/ae (mm)
外径(mm)
回転速度(min-1)
送り速度(mm/min)
切込み量ap/ae (mm)
≦1D
炭素鋼、合金鋼、工具鋼プリハードン鋼
(─45HRC)SKD61、NAK等
高硬度鋼(45─55HRC)
SKD61、STAVAX
高硬度鋼(55HRC─)
SKD11、高速度工具鋼等
寸法表

P.26P.25P.6P.529
123468
1012162025
400004000032000240001600012000
96008000600048003800
12002000380044005800580058004800360029002300
0.050.10.20.20.30.40.50.60.81.01.0
40000240001600012000
8000600048004000300024001900
8001000190022002900290029002400180014001100
0.030.050.1 0.1 0.2 0.2 0.3 0.3 0.5 0.5 0.5
320001600011000
80005300400032002700200016001300
500600
1200130018001800180015001100
880720
0.020.050.050.050.1 0.1 0.2 0.2 0.3 0.3 0.3
12
150008000
300320
0.10.2
95004800
110190
0.050.1
y
D
合金鋼、高硬度鋼(─55HRC)
NAK、SKD61、SUS420等
高硬度鋼(55─62HRC)
SKD11等
高硬度鋼(62─70HRC)SKS、SKH等
外径(mm)
被削材
切込み量基準
D : エンドミル外径
小径の溝切削
回転速度(min-1)
送り速度(mm/min)
切込み量ae (mm)
回転速度(min-1)
送り速度(mm/min)
切込み量ae (mm)
回転速度(min-1)
送り速度(mm/min)
切込み量ae (mm)
合金鋼、高硬度鋼(─55HRC)
NAK、SKD61等
高硬度鋼(55─65HRC)
SKD11、SKH等
外径(mm)
被削材
切込み量基準
回転速度(min-1)
送り速度(mm/min)
切込み量ap (mm)
回転速度(min-1)
送り速度(mm/min)
切込み量ap (mm)
1) 機械や加工物取付けの剛性がない場合や、びびり・異常音が発生する場合は、上表の回転速度と送り速度を同じ割合で下げてご使用ください。2) 側面切削の場合は、ダウンカットを推奨します。3) エアブローなどで切りくずを強制的に除去し、ご使用ください。4) 溝切削では、クーラントをご使用ください。
≦ae ≦ae
ap
≦1.5D ≦1.0D
D : エンドミル外径
インパクトミラクルラジアスエンドミル(S) 6枚刃インパクトミラクルラジアスエンドミル(M)
インパクトミラクルエンドミル(S) VF-SD インパクトミラクルエンドミル(M) VF-MD
VF-SDRB VF-MDRB
寸法表(VF-MDRB)寸法表(VF-SDRB)寸法表(VF-MD)寸法表(VF-SD)
インパクトミラクルエンドミル
P.7 30
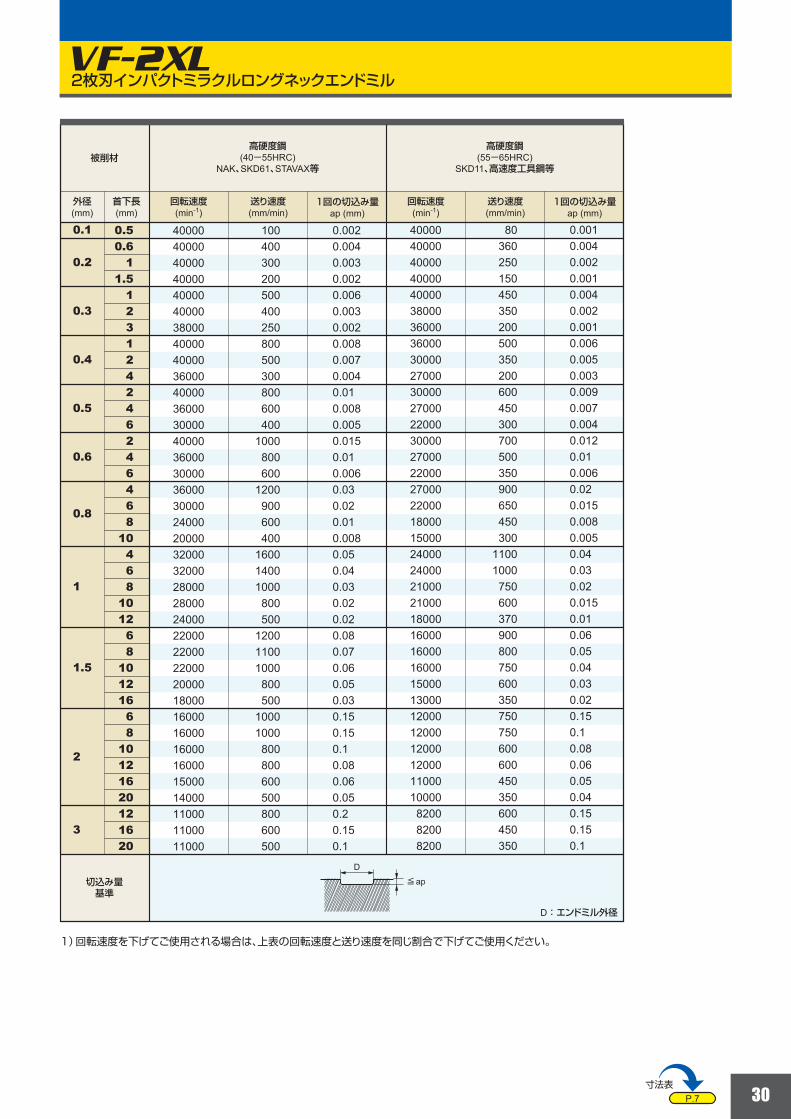
VF-2XL
400004000040000400004000040000380004000040000360004000036000300004000036000300003600030000240002000032000320002800028000240002200022000220002000018000160001600016000160001500014000110001100011000
100400300200500400250800500300800600400
1000800600
1200900600400
160014001000
800500
120011001000
800500
10001000
800800600500800600500
0.0020.0040.0030.0020.0060.0030.0020.0080.0070.0040.010.0080.0050.0150.010.0060.030.020.010.0080.050.040.030.020.020.080.070.060.050.030.150.150.10.080.060.050.20.150.1
0.50.6
11.5
123124246246468
10468
1012
68
101216
68
10121620121620
400004000040000400004000038000360003600030000270003000027000220003000027000220002700022000180001500024000240002100021000180001600016000160001500013000120001200012000120001100010000
820082008200
80360250150450350200500350200600450300700500350900650450300
11001000
750600370900800750600350750750600600450350600450350
0.0010.0040.0020.0010.0040.0020.0010.0060.0050.0030.0090.0070.0040.0120.010.0060.020.0150.0080.0050.040.030.020.0150.010.060.050.040.030.020.150.10.080.060.050.040.150.150.1
0.1
0.2
0.3
0.4
0.5
0.6
0.8
1
1.5
2
3
D
1) 回転速度を下げてご使用される場合は、上表の回転速度と送り速度を同じ割合で下げてご使用ください。
高硬度鋼(40─55HRC)
NAK、SKD61、STAVAX等
高硬度鋼(55─65HRC)
SKD11、高速度工具鋼等
切込み量基準
被削材
外径(mm)
首下長(mm)
回転速度(min-1)
送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
D:エンドミル外径
≦ap
2枚刃インパクトミラクルロングネックエンドミル
1回の切込み量ap (mm)
1回の切込み量ap (mm)
寸法表

31 P.8
y
y
34568
10121620
4200320025002100160013001100
800600
7070707595
105110110100
1600012000
9500800060004800400030002400
960960960960
10501050
960840760
1300095007600640048003800320024001900
640640640680760760700620560
640048003800320024001900160012001000
260260260290340340320300300
53004000320027002000160013001000
800
320320320340400400400360320
34568
10121620
2100160013001100
800600500400300
252525303535404540
1300095007600640048003800320024001900
720720720720800800750620540
1100080006400530040003200270020001600
480480480480520520520450400
48003600320027002000160013001000
800
190190190200220220210180160
320024001900160012001000
800600500
190190190200220220210180160
VF-SFPR
D D
側面切削
溝切削
高硬度鋼(45─55HRC)
SKD61等
超耐熱合金インコネル等
炭素鋼、合金鋼(─30HRC)
SS400、S50C、SCM等鋳鉄 FC250等
オーステナイト系ステンレス鋼
SUS304、SUS316チタン合金
合金鋼、工具鋼プリハードン鋼(30─45HRC)
SKD61、NAK等
被削材
被削材
D:エンドミル外径
切込み量基準
切込み量基準
高硬度鋼(45─55HRC)
SKD61等
超耐熱合金インコネル等
炭素鋼、合金鋼(─30HRC)
SS400、S50C、SCM等鋳鉄 FC250等
オーステナイト系ステンレス鋼
SUS304、SUS316チタン合金
合金鋼、工具鋼プリハードン鋼(30─45HRC)
SKD61、NAK等
D:エンドミル外径
1) オーステナイト系ステンレス鋼やチタン合金、耐熱合金の切削には、切削油剤の使用が特に効果的です。2) 切込み量が小さい場合は、回転速度と送り速度をさらに上げることができます。3) 機械や加工物取付けの剛性がない場合や、びびり・異常音が発生する場合は、上表の回転速度と送り速度を同じ割合で下げるか、もしくは切込み量を小さくしてご使用ください。
4) 側面切削の場合は、ダウンカットを推奨します。
回転速度(min-1)
送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
外径(mm)
回転速度(min-1)
送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
外径(mm)
≦0.5D
≦1.5D
≦0.3D
≦1D
≦1D ≦0.5D
インパクトミラクルラフィングエンドミル(S)
インパクトミラクルエンドミル
寸法表

32P.9
y
VF-MFPR
568
10121620
1900160012001000
800600500
50607075808080
3800320024001900160012001000
360360450450400360340
320027002000160013001000
800
290290360360320290270
25002100160013001100
800600
150160160180180160150
25002100160013001100
800600
150160160180180160150
側面切削
インパクトミラクルラフィングエンドミル(M)
高硬度鋼(45─55HRC)
SKD61等
超耐熱合金インコネル等
炭素鋼、合金鋼(─30HRC)
SS400、S50C、SCM等鋳鉄 FC250等
オーステナイト系ステンレス鋼
SUS304、SUS316チタン合金
合金鋼、工具鋼プリハードン鋼(30─45HRC)
SKD61、NAK等
被削材
切込み量基準
回転速度(min-1)
送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
外径(mm)
≦0.25D
≦2.5D
1) オーステナイト系ステンレス鋼やチタン合金、耐熱合金の切削には、切削油剤の使用が特に効果的です。2) 切込み量が小さい場合は、回転速度と送り速度をさらに上げることができます。3) 機械や加工物取付けの剛性がない場合や、びびり・異常音が発生する場合は、上表の回転速度と送り速度を同じ割合で下げるか、もしくは切込み量を小さくしてご使用ください。
4) ダウンカットを推奨します。
D : エンドミル外径
寸法表
33 P.11P.10
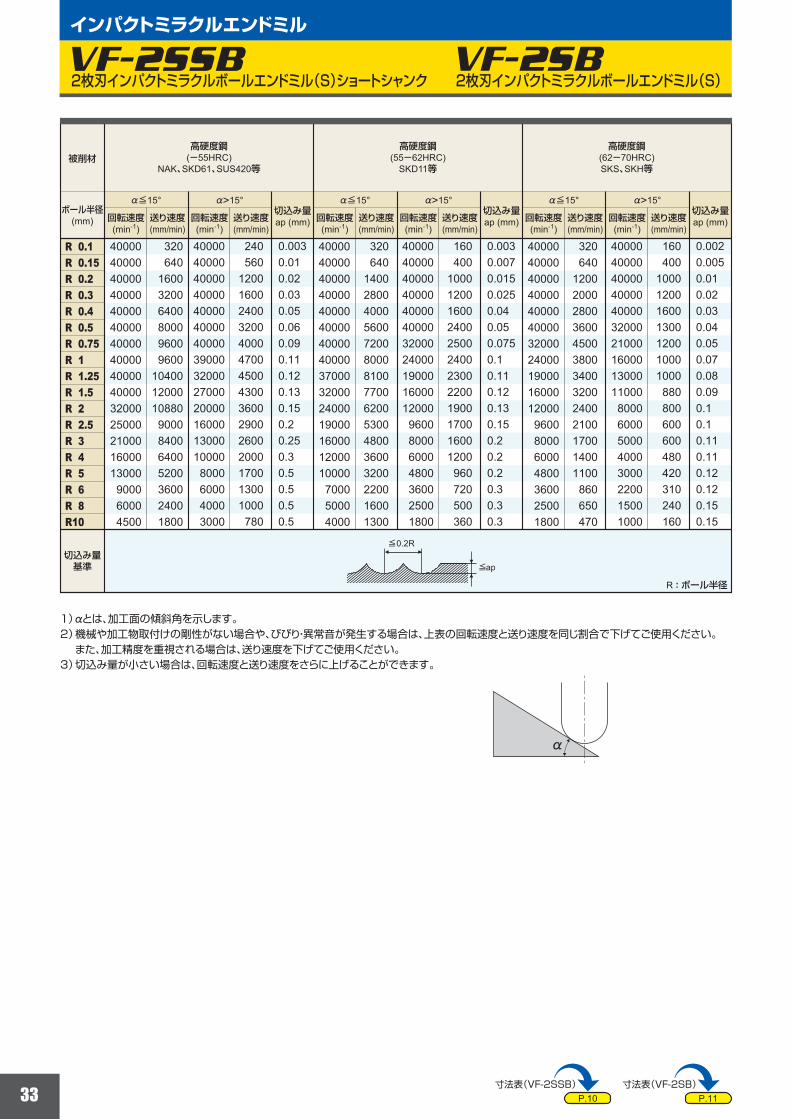
R 0.1R 0.15R 0.2R 0.3R 0.4R 0.5R 0.75R 1R 1.25R 1.5R 2R 2.5R 3R 4R 5R 6R 8R10
%>15°
400004000040000400004000040000400004000040000400003200025000210001600013000
900060004500
320640
160032006400800096009600
104001200010880
9000840064005200360024001800
4000040000400004000040000400004000039000320002700020000160001300010000
8000600040003000
240560
120016002400320040004700450043003600290026002000170013001000
780
0.0030.010.020.030.050.060.090.110.120.130.150.20.250.30.50.50.50.5
%>15°
400004000040000400004000040000400004000037000320002400019000160001200010000
700050004000
320640
1400280040005600720080008100770062005300480036003200220016001300
4000040000400004000040000400003200024000190001600012000
9600800060004800360025001800
160400
100012001600240025002400230022001900170016001200
960720500360
0.0030.0070.0150.0250.040.050.0750.10.110.120.130.150.20.20.20.30.30.3
%>15°
4000040000400004000040000400003200024000190001600012000
9600800060004800360025001800
320640
1200200028003600450038003400320024002100170014001100
860650470
40000400004000040000400003200021000160001300011000
80006000500040003000220015001000
160400
1000120016001300120010001000
880800600600480420310240160
0.0020.0050.010.020.030.040.050.070.080.090.10.10.110.110.120.120.150.15
%
1) %とは、加工面の傾斜角を示します。2) 機械や加工物取付けの剛性がない場合や、びびり・異常音が発生する場合は、上表の回転速度と送り速度を同じ割合で下げてご使用ください。 また、加工精度を重視される場合は、送り速度を下げてご使用ください。3) 切込み量が小さい場合は、回転速度と送り速度をさらに上げることができます。
回転速度(min-1)
送り速度(mm/min)
被削材
切込み量基準
ボール半径(mm)
R : ボール半径
高硬度鋼(─55HRC)
NAK、SKD61、SUS420等
高硬度鋼(55─62HRC)
SKD11等
高硬度鋼(62─70HRC)SKS、SKH等
回転速度(min-1)
送り速度(mm/min)
切込み量ap (mm) 回転速度
(min-1)送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
切込み量ap (mm) 回転速度
(min-1)送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
切込み量ap (mm)
≦ap
%≦15° %≦15° %≦15°
≦0.2R
VF-2SSB2枚刃インパクトミラクルボールエンドミル(S)ショートシャンク 2枚刃インパクトミラクルボールエンドミル(S)
VF-2SB
インパクトミラクルエンドミル
寸法表(VF-2SB)寸法表(VF-2SSB)

34P.12
VF-4MB
R0.5R1R1.5R2R2.5R3R4R5R6
%>15°
4000040000400003200025000210001600013000
9000
80009600
1200011000
90008400640052003600
40000400003200024000190001500012000
96007200
380056005600470038003400260022001700
0.060.110.130.150.200.250.300.500.50
%>15°
4000040000320002400019000160001200010000
7000
560080007700620053004800360032002200
4000028000190001400012000
9600720058004300
31003100290025002200200016001300
940
0.050.100.120.130.150.200.200.200.30
%>15°
40000240001600012000
96008000600048003600
470050004200310027002300190015001100
320001600011000
800060005000400030002200
1700120011001000
780780620550400
0.030.060.070.080.080.090.090.100.10
%
1) %とは、加工面の傾斜角を示します。2) 機械や加工物取付けの剛性がない場合や、びびり・異常音が発生する場合は、上表の回転速度と送り速度を同じ割合で下げてご使用ください。 また、加工精度を重視される場合は、送り速度を下げてご使用ください。3) 切込み量が小さい場合は、回転速度と送り速度をさらに上げることができます。
回転速度(min-1)
送り速度(mm/min)
被削材
切込み量基準
ボール半径(mm)
R : ボール半径
高硬度鋼(─55HRC)
NAK、SKD11、SKD61等
高硬度鋼(55─62HRC)
SKD11、SUS420等
高硬度鋼(62─70HRC)SKS、SKH等
回転速度(min-1)
送り速度(mm/min)
切込み量ap (mm) 回転速度
(min-1)送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
切込み量ap (mm) 回転速度
(min-1)送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
切込み量ap (mm)
≦ap
%≦15° %≦15° %≦15°
≦0.2R
4枚刃インパクトミラクルボールエンドミル(M)
寸法表
35 P.15P.14
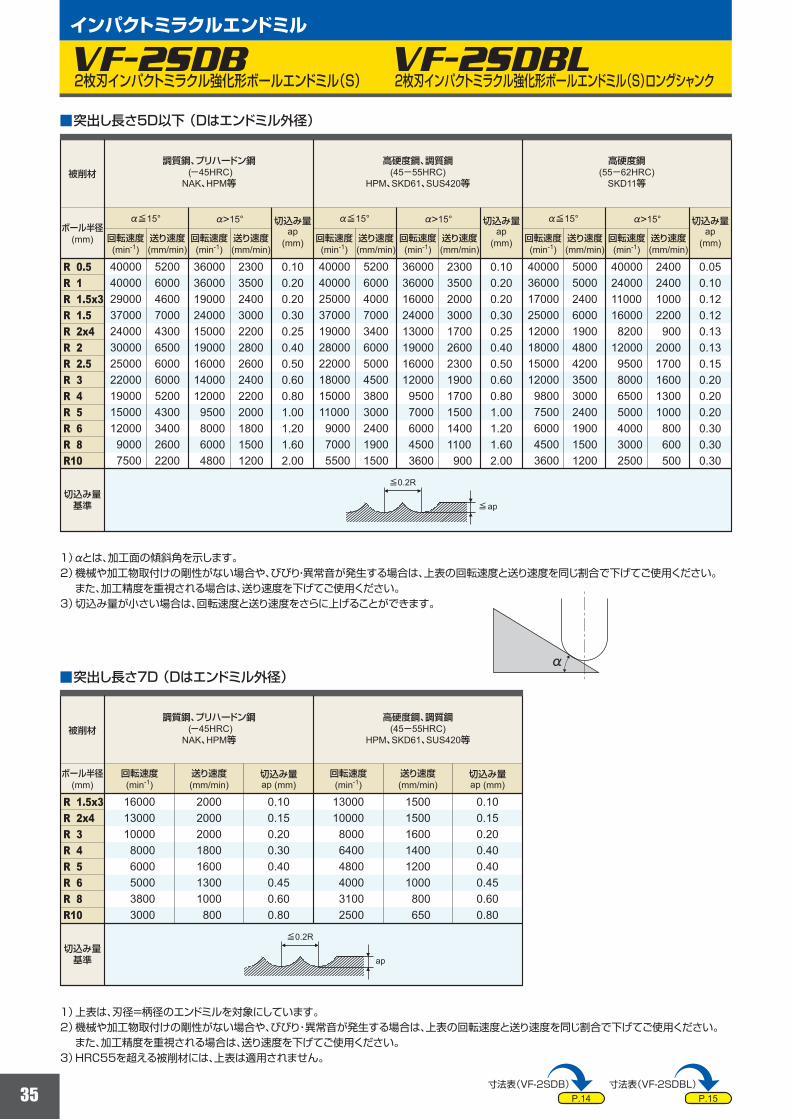
VF-2SDB
R 0.5R 1R 1.5x3R 1.5R 2x4R 2R 2.5R 3R 4R 5R 6R 8R10
%>15°
4000040000290003700024000300002500022000190001500012000
90007500
5200600046007000430065006000600052004300340026002200
360003600019000240001500019000160001400012000
9500800060004800
2300350024003000220028002600240022002000180015001200
0.100.200.200.300.250.400.500.600.801.001.201.602.00
%>15°
40000400002500037000190002800022000180001500011000
900070005500
5200600040007000340060005000450038003000240019001500
3600036000160002400013000190001600012000
95007000600045003600
230035002000300017002600230019001700150014001100
900
0.100.200.200.300.250.400.500.600.801.001.201.602.00
%>15°
4000036000170002500012000180001500012000
98007500600045003600
5000500024006000190048004200350030002400190015001200
40000240001100016000
820012000
9500800065005000400030002500
2400240010002200
90020001700160013001000
800600500
0.050.100.120.120.130.130.150.200.200.200.300.300.30
y
R 1.5x3R 2x4R 3R 4R 5R 6R 8R10
160001300010000
80006000500038003000
2000200020001800160013001000
800
0.100.150.200.300.400.450.600.80
1300010000
800064004800400031002500
150015001600140012001000
800650
0.100.150.200.400.400.450.600.80
y%
≦0.2R
≦0.2R
ap
2枚刃インパクトミラクル強化形ボールエンドミル(S) 2枚刃インパクトミラクル強化形ボールエンドミル(S)ロングシャンク
回転速度(min-1)
送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
被削材
切込み量基準
ボール半径(mm)
≦ap
突出し長さ5D以下 (Dはエンドミル外径)
切込み量ap
(mm) 回転速度(min-1)
送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
切込み量ap
(mm) 回転速度(min-1)
送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
切込み量ap
(mm)
インパクトミラクルエンドミル
%≦15° %≦15° %≦15°
調質鋼、プリハードン鋼 (─45HRC)
NAK、HPM等
高硬度鋼、調質鋼(45─55HRC)
HPM、SKD61、SUS420等
高硬度鋼(55─62HRC)
SKD11等
1) %とは、加工面の傾斜角を示します。2) 機械や加工物取付けの剛性がない場合や、びびり・異常音が発生する場合は、上表の回転速度と送り速度を同じ割合で下げてご使用ください。 また、加工精度を重視される場合は、送り速度を下げてご使用ください。3) 切込み量が小さい場合は、回転速度と送り速度をさらに上げることができます。
VF-2SDBL
1) 上表は、刃径=柄径のエンドミルを対象にしています。2) 機械や加工物取付けの剛性がない場合や、びびり・異常音が発生する場合は、上表の回転速度と送り速度を同じ割合で下げてご使用ください。 また、加工精度を重視される場合は、送り速度を下げてご使用ください。3) HRC55を超える被削材には、上表は適用されません。
回転速度(min-1)
送り速度(mm/min)
被削材
切込み量基準
ボール半径(mm)
調質鋼、プリハードン鋼 (─45HRC)
NAK、HPM等
高硬度鋼、調質鋼(45─55HRC)
HPM、SKD61、SUS420等
突出し長さ7D (Dはエンドミル外径)
切込み量ap (mm)
回転速度(min-1)
送り速度(mm/min)
切込み量ap (mm)
寸法表(VF-2SDBL)寸法表(VF-2SDB)

36P.17P.16
VF-2XLBS
R 0.1
R 0.15
R 0.2
R 0.25
R 0.3
R 0.4
R 0.5
R 0.6
R 0.7
R 0.75
400004000040000400004000040000400004000040000400003000040000400004000040000400004000040000400004000040000360003600036000400004000035000300003000030000250004000040000400003000025000250004000040000400003500030000200002000018000180001300013000400004000027000160001600015000400003200015000400004000040000320001600013000
300300300200100500500500400300200
140010001000700700600400
200020001200900700600
2800280020001000800600400
35003000300016001000600
4000400030002000160010001000600500300250
4000300019001100850500
450030001000500050004500340015001200
0.0030.0020.0010.0010.0010.0070.0050.0030.0030.0020.0020.0150.010.010.0050.0050.0040.0030.020.020.0150.010.0070.0060.030.030.020.010.0080.0080.0060.040.040.020.020.010.0080.050.050.030.030.020.010.010.0080.0080.0050.0050.050.050.030.020.010.010.060.030.020.070.070.060.040.040.03
0.5 1 1.5 2 2.5 1 1.5 2 2.5 3 4 1 1.5 2 2.5 3 4 5 1.5 2 3 4 5 6 2 3 4 5 6 7 8 2 3 4 6 810 3 4 5 6 8101214161820 6 810121416 81216 6 810121416
400004000040000400004000040000400004000040000400003000040000400004000040000400004000040000400004000040000360003600036000400004000035000300003000030000250004000040000400003000025000250004000040000400003500030000200001800018000180001300013000350002700024000160001600014000280001900014000320002800021000190001300013000
30030020010060
500500500400300200
140010001000700700500300
200020001200900600500
2800280020001000800600400
35003000300016001000600
400040003000200016001000800480400240200
3500200017001000780400
32001800800
400035002400200012001200
0.0020.0020.0010.0010.0010.0050.0030.0020.0020.0010.0010.010.0060.0060.0030.0030.0030.0020.0150.0150.010.0070.0050.0040.020.020.0150.0070.0050.0050.0040.030.030.0150.010.0070.0050.040.040.020.020.010.010.0080.0080.0060.0040.0040.040.040.020.010.010.0060.050.020.010.060.060.040.030.030.02
R 0.75
R 0.8
R 0.9
R 1
R 1.25
R 1.5
R 1.75
R 2
R 2.5
R 3
1300012000400003500013000100004000036000250001000040000400004000040000400003200024000100001000010000100001000036000360002600010000
80008000
32000320003200032000320002700021000
900060006000
28000260002300013000
90008500
24000240002400024000240002400020000120001100010000
800019000190001900016000160001600016000
1100900
500038001200
75050003800250010006000500050005000500035002400100010001000
800500
5000460030001100
800500
64005100510045004500380027001000
700600
420038003300190012001100480048003800380038003800300017001500130010003400340032002700350030002700
0.020.020.08 0.05 0.04 0.02 0.09 0.06 0.04 0.03 0.10.10.080.080.060.050.040.040.040.040.020.020.120.080.070.060.050.030.150.150.130.130.10.10.080.080.060.040.130.130.120.090.080.070.20.20.150.150.150.150.10.10.10.080.050.20.20.150.10.20.150.15
1820
8121620
8121620
68
10121416182022253035101520253035
8101214162025303540162025303540101214162025303540455020253035304050
100009000
260002000012000
8000250001800014000
8000240002400024000240002100016000130001000010000
800080008000
200001800013000
800070005000
16000160001600016000160001400011000
700060005000
140001300011000
900060005500
12000120001200012000120001000010000
8000500050004000
1000010000
80008000800080006000
800700
320021001100
600310019001300
800340030003000260023001700130010001000
800800400
260020001400
800700400
3000220022002200180016001200
700600400
1600160012001000
600500
2200220015001500150011001100
900500500400
140014001000
9001000
800500
0.020.010.070.030.020.010.080.040.0250.020.10.10.070.050.050.030.030.030.020.020.0150.010.110.0750.050.040.030.030.150.150.130.10.10.060.060.050.040.030.130.110.080.070.060.040.20.20.150.150.150.10.080.080.060.050.040.20.20.150.10.20.150.15
ap
2枚刃インパクトミラクルロングネックボールエンドミル2枚刃インパクトミラクルロングネックボールエンドミル(ショートシャンク)
被削材
回転速度(min-1)
送り速度(mm/min)
1回の切込み量ap (mm)
回転速度(min-1)
送り速度(mm/min)
1回の切込み量ap (mm)
ボール半径(mm)
首下長(mm)
高硬度鋼 (40─55HRC)NAK、SKD61STAVAX等
高硬度鋼 (55─62HRC)SKD11、高速度鋼等 被削材
回転速度(min-1)
送り速度(mm/min)
1回の切込み量ap (mm)
回転速度(min-1)
送り速度(mm/min)
1回の切込み量ap (mm)
ボール半径(mm)
首下長(mm)
高硬度鋼 (40─55HRC)NAK、SKD61STAVAX等
高硬度鋼 (55─62HRC)SKD11、高速度鋼等
1) 加工面の傾斜角が大きい場合や、コーナ部など切削負荷が大きくなる加工では、上表の回転速度と送り速度を同じ割合で下げてご使用ください。2) 小径サイズで加工する場合には、オイルミストのご使用を推奨します。3) 切込み量apが小さい場合、回転速度と送り速度をさらに上げることができます。
切込み量基準
R : ボール半径
≦0.1R (R≦1)≦0.2R (R> 1)
VF-2XLB
寸法表(VF-2XLB)寸法表(VF-2XLBS)

37
VF-3XB
68
128
1216
810121620253035
8121620253035405060701216202530351015203015203040152030
0.4°
0.9°
0.4°
0.9°
1.5°
0.4°
0.9°
1.5°
R0.4
R0.5
R0.75
34000310002800031000280002500027000240002400022000200001800015000140002700024000220002000018000150001400011000
840070007000
2400022000200001800015000140001800017000170001400017000170001400013000170001700014000
270021002000220021001100270022002200210014001300
960800
290024002200160014001100
960800610510480
26002400180016001300110027002200210016002400220018001300260024002000
0.030.020.0150.020.0150.010.040.030.030.030.0150.0150.010.0080.040.030.030.0150.0150.010.0080.0070.0060.0040.0030.030.030.0150.0150.010.0080.060.040.030.0150.040.030.0150.010.040.030.015
31000290002600029000260002300025000220002200021000180001700014000130002500022000210001800017000140001300011000
780065006500
2200021000180001700014000130001700016000160001300016000160001300012000160001600013000
22001700160018001700
910220018001800170012001000
780650
23002000180013001200
910780650490400390
21002000140013001000
91022001800170013002000180014001000210020001600
0.0250.020.010.020.010.010.040.0250.0250.0250.010.010.010.0070.040.0250.0250.010.010.0090.0070.0060.0050.0040.0020.0250.0250.010.010.010.0070.050.040.0250.010.040.0250.010.010.040.0250.01
240002200020000220002000018000190001700017000160001400013000110001000019000170001600014000130001100010000
8000600050005000
17000160001400013000110001000013000120001200010000120001200010000
9000120001200010000
17001300120014001300
7001700140014001300
900800600500
1800150014001000
900700600500380320300
1600150011001000
800700
1700140013001000150014001100
800160015001200
0.020.0150.010.0150.010.0080.030.020.020.020.010.0090.0080.0060.030.020.020.010.0090.0080.0060.0050.0040.0030.0020.020.020.010.0090.0080.0060.040.030.020.010.030.020.010.0080.030.020.01
190001800016000180001600014000150001400014000130001100010000
88008000
1500014000130001100010000
880080006400480040004000
14000130001100011000
88008000
100009600960080009600960080007200960096008000
14001000
96011001000
5601400110011001000
720640480400
140012001100
800720560480400300260240
13001200
880800640560
140011001000
80012001100
880640
13001200
960
0.0150.010.0070.010.0070.0060.020.0150.0150.0150.0070.0060.0060.0040.020.0150.0150.0070.0060.0060.0040.0030.0030.0020.0010.0150.0150.0070.0060.0060.0040.030.020.0150.0070.020.0150.0070.0060.020.0150.007
ap
3枚刃インパクトミラクルテーパネックボールエンドミル
回転速度(min-1)
送り速度(mm/min)
切込み量(mm)
回転速度(min-1)
送り速度(mm/min)
切込み量(mm)
回転速度(min-1)
送り速度(mm/min)
切込み量(mm)
回転速度(min-1)
送り速度(mm/min)
切込み量(mm)
首部テーパ半角
ボール半径(mm)
首下長(mm)
被削材炭素鋼、合金鋼
(─30HRC)S55C等
高硬度鋼(55─62HRC)
SKD11等
高硬度鋼(45─55HRC)
SKD61、STAVAX等
合金鋼、プリハードン鋼(30─45HRC)PX5、NAK等
1) 上表の切込み量は軸方向切込み量の目安です。ピックフィードは加工状況に応じて調節してください。(上表の1~2倍が目安。最大R×0.1まで)2) 加工中にびびり・異常音が発生する場合は、上表の切込み量を小さくしてご使用下さい。また、加工精度を重視される場合は、送り速度を下げてご使用ください。
切込み量基準
R : ボール半径
≦0.1R (R≦1)≦0.2R (R> 1)
インパクトミラクルエンドミル

38P.22
1620253035402025303540506070253035402030402030402030405020304050607050607030405060354060
0.4°
0.9°
1.5°
0.9°
1.5°
0.4°
0.9°
1.5°
0.9°
0.9°
R1
R1.25
R1.5
R2
R2.5
150001400014000130001300012000140001400013000130001200011000
98008400
140001260013000120001300012000110001300012000110001200011000110001100012000110001100011000
98009800
1100098009800
10000950095009000800080007600
3200240021001800160014002600220019001800160014001100
960240021001900180029002600220030002700240037002900240020003800300026002100200018002200210020003200240021001900350032002400
0.070.060.040.030.030.0150.060.050.040.040.030.0150.0070.0040.050.040.040.030.060.050.040.060.050.040.130.070.060.040.130.070.060.040.030.0150.040.030.0150.30.150.10.070.30.20.15
140001300013000120001200011000130001300012000120001100010000
91007800
130001200012000110001200011000
98001200011050
9800110001000010000
9800110001000010000
9800910091009800910091009400880088008300740074007000
260020001700140013001200210018001600140013001200
910780
200017001600140023002100180025002200200030002300200016003100250021001700160014001800170016002600200017001600290026002000
0.060.050.040.030.0250.010.050.040.040.030.0250.010.0060.0040.040.040.030.0250.050.040.040.050.040.040.10.060.050.040.10.060.050.040.0250.010.040.0250.010.250.120.10.060.250.180.12
110001000010000
900090008500
1000010000
900090008500800070006000
1000090009000850090008500750090008500750085008000800075008500800080007500700070007500700070007200680068006400570057005400
20001500130011001000
90016001400120011001000
900700600
150013001200110018001600140019001700150023001800150012002400190016001300120011001400130012002000150013001200220020001500
0.050.040.030.0250.020.010.040.030.030.0250.020.010.0050.0030.030.030.0250.020.040.030.030.040.030.030.090.050.040.030.090.050.040.030.020.010.030.020.010.20.10.080.050.20.150.1
88008000800072007200680080008000720072006800640056004800800072007200680072006800600072006800600068006400640060006800640064006000560056006000560056005800540054005100460046004300
160012001000
880800720
13001100
960880800720560480
12001000
960880
140013001100150014001200180014001200
9601900150013001000
960880
11001000
960160012001000
960180016001200
0.030.030.020.020.0150.0070.030.0250.020.020.0150.0070.0030.0020.0250.020.020.0150.030.0250.020.030.0250.020.060.030.030.020.060.030.030.020.0150.0070.020.0150.0070.150.070.060.030.150.10.07
ap
回転速度(min-1)
送り速度(mm/min)
切込み量(mm)
回転速度(min-1)
送り速度(mm/min)
切込み量(mm)
回転速度(min-1)
送り速度(mm/min)
切込み量(mm)
回転速度(min-1)
送り速度(mm/min)
切込み量(mm)
首部テーパ半角
ボール半径(mm)
首下長(mm)
被削材炭素鋼、合金鋼
(─30HRC)S55C等
高硬度鋼(55─62HRC)
SKD11等
高硬度鋼(45─55HRC)
SKD61、STAVAX等
合金鋼、プリハードン鋼(30─45HRC)PX5、NAK等
1) 上表の切込み量は軸方向切込み量の目安です。ピックフィードは加工状況に応じて調節してください。(上表の1~2倍が目安。最大R×0.1まで)2) 加工中にびびり・異常音が発生する場合は、上表の切込み量を小さくしてご使用下さい。また、加工精度を重視される場合は、送り速度を下げてご使用ください。
切込み量基準
R : ボール半径
≦0.1R (R≦1)≦0.2R (R> 1)
寸法表

39 P.13
VF-2WB
R1R1.5R2R3
40000320002400016000
5000500038002800
0.070.120.150.20
40000320002400016000
5000500038002800
32000260002000013000
2500250020001500
32000260002000013000
3000300028002100
0.060.110.130.18
0.050.100.120.15
0.030.070.100.12
インパクトミラクルエンドミル
2枚刃インパクトミラクルワイドボールエンドミル
炭素鋼、合金鋼(─30HRC)
SS400、S50C、SCM等鋳鉄 FC250等
合金鋼、工具鋼プリハードン鋼(30─45HRC)
SKD61、NAK等
高硬度鋼(45─55HRC)
SKD61等
R : ボール半径
回転速度(min-1)
被削材
切込み量基準
ボール半径(mm)
オーステナイト系ステンレス鋼SUS304、SUS316チタン合金Ti-6Al-4V等
送り速度(mm/min)
切込み量ap (mm)
切込み量ap (mm)
切込み量ap (mm)
切込み量ap (mm)
回転速度(min-1)
送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
回転速度(min-1)
送り速度(mm/min)
≦0.05R (R=1)≦0.1R (R> 1)
1) 加工面の傾斜角が大きい場合やコーナ部など切削負荷が大きくなる加工では、上表の回転速度と送り速度を下げてご使用ください。2) 小径サイズで加工する場合にはオイルミストのご使用を推奨します。3) アンダーカット形状を加工の場合は、首部の干渉などに十分ご注意ください。
≦ap
寸法表

40
^P.41─P.43
^P.44─P.47
^P.48
インパクトミラクルエンドミル
使用事例●スクエアタイプ
●ボールタイプ
●ラジアスタイプ

41
VF-2MD
VF-4MD
VF2MDD0600
SKD61 (52HRC)
7000min-1 (130m/min)
VF4MDD0600
SKD61 (52HRC)
1800min-1 (34m/min)
0 20 40 60 80 100 120 140 160
VF-2MD
VF-4MD
0 2 4 6 8 10 12 14
400
300
200
100
0
-100
300200100
0-100
400300200100
0-100
400300200100
0-100
400
300
200
100
0
-100
300200100
0-100
0 5 10 15 20
0 5 10 15 20
0 5 10 15 20
0 2 4 6 8 10 12 14
0 2 4 6 8 10 12 14
VFMDD0600 (ø6)
SKD11 (60HRC)
8000min-1 (151m/min)
VF-MD
VF-MD
6mm
0.3mm
9mm
0.3mm
6.0m
m
0.12mm
yスクエアタイプ
インパクトミラクルエンドミル
従来品に比べ優れた耐欠損性を発揮!
<工具外観>
<切込み図> <加工資料>
<工具外観>
<切込み図> <加工資料>
高硬度材の側面加工
従来高硬度用6枚刃エンドミルに比べ低抵抗を実現!
切削抵抗比較
エンドミル
被削材
回転速度
送り速度
切削方式
980mm/min (0.07mm/tooth)
ダウンカット、エアブロー
エンドミル
被削材
回転速度
送り速度
切削方式
VF-4MD :300mm/min (0.04mm/tooth)従来6枚刃:450mm/min (0.04mm/tooth)
ダウンカット、エアブロー
摩耗大
チッピング
切削長 (m)
欠損なし
従来品A
従来品B
VF-2MD切削長150m
従来品A 切削長30m
従来品B 切削長50m
主分力
背分力
送り分力
従来高硬度用6枚刃最大主分力 :300N最大主分力 :200N
時間 (秒)
切削抵抗
( N)
時間 (秒)切削抵抗
( N)
時間 (秒)
切削抵抗
( N)
時間 (秒)
切削抵抗
( N)
時間 (秒)
切削抵抗
( N)
時間 (秒)
切削抵抗
( N)
底刃の欠損もなく良好な耐摩耗性を発揮!
エンドミル
被削材
回転速度
送り速度
切削方式
2160mm/min (0.045mm/tooth)
ダウンカット、エアブロー
<工具外観>
<切込み図> <加工資料>
従来品B
従来品A
切削長:100m
切削長:100m
切削長:62m
高硬度金型鋼の側面加工

42
VFSFPRD1000 (&10)
SUS304
1900min-1 (60m/min)
VFMDD1000 (ø10)
SKD11 (60HRC)
4800min-1 (151m/min)
VF-MD
VF-MD
0 5 10 15 20
VF-SFPRVF-SFPR
VF2XLD0100N080 (&1 8)
SKD61 (52HRC)
30000min-1 (94m/min)
VF-2XL
0 10 20 30 40 50 60 70 80
VF-2XL
VF-SFPR
10m
m
0.3mm
5mm10m
m
ステンレス鋼の加工において優れた耐欠損性を発揮!
エンドミル
被削材
回転速度
送り速度
切削方式
400mm/min (0.21mm/rev)
ダウンカット、エマルジョン
<工具外観>
<切込み図> <加工資料>
SUS304における切削性能比較(工具径10mm)
VF-MD:安定した切削状態を保ち、良好な仕上げ面を達成。
従来品:加工面のうねりが大きく、仕上げ用として不適。切りくずも赤熱化。
エンドミル
被削材
回転速度
送り速度
切削方式
2900mm/min (0.1mm/tooth)
ダウンカット、エアブロー
<工具外観>
<切込み図> <加工資料>
従来品
切削長30m
切りくず 加工面
切削長30m
Rz=最大高さ粗さRz=4.76μm
Rz=2.24μm
約7mm
切れ刃
高硬度金型鋼の加工
切削長 (m)
欠け発生従来品A
従来品B
切削長20m
切削長10m従来品A
切削長10m従来品B
欠けなし
高硬度材加工において優れた耐欠損性を発揮!
エンドミル
被削材
回転速度
送り速度
切削方式
600mm/min (0.01mm/tooth)
ダウンカット、ミストブロー
<工具外観>
<切込み図> <加工資料>
高硬度材における耐欠損性の比較
0.1mm
0.02
mm×
10回
欠損
切削長 (m)
SKD61(52HRC) 切削長32mにおける刃先写真
欠損欠損 欠損欠損欠損 欠損
従来品A 従来品BVF-2XL
欠損なし
従来品A
従来品B

43
VF-MFPR
VF-MFPR
0 5 10 15 20 25 30
VF-MFPR
2.5mm
25m
m
yスクエアタイプ
インパクトミラクルエンドミル
エンドミル
被削材
回転速度
送り速度
切削方式
VFMFPRD1000 (&10)
SUS304
1300mm/min (41m/min)
180mm/min (0.14mm/rev)
ダウンカット、エマルジョン
2.5Dの深い切込みの加工でも優れた耐欠損性を発揮!
<工具外観>
<切込み図> <加工資料>
SUS304における切削性能比較(工具径10mm)
従来品A
従来品B
切削長30m
切削長20m
切削長20m
欠け発生
切削長 (m)
従来品A
従来品B
欠けなし

44
0
ハイス65.0HRC
粉末ハイス68.0HRC
50
100
150
200
250
VF-2SB
VF2SBR0100S06 (R1)
ハイス・粉末ハイス
8000min-1 (18m/min)
0.07
mm
0.2mm
VF-2SB
VF2SBR0100S06 (R1)
SKH51 (65HRC)
20000min-1 (126m/min)
VF-2SB
VF2SBR1000S20 (R10)
SKD11 (60HRC)
1200min-1 (74m/min)
0.5mm
VF-2SB
50m加工後
VF-2SBap
0.07
mm×
5回
ae 0.2mm×12回
VF-2SB
8mm
yボールタイプ
従来品
従来品
切削長
(m)
65HRC以上の高硬度材加工において従来品の約2倍の長寿命を達成!
エンドミル
被削材
回転速度
送り速度
切削方式
1260mm/min (0.08mm/tooth)
ダウンカット、エアブロー
<工具外観>
<切込み図> <加工資料>
粉末ハイスの加工
高硬度のポケット加工において従来品に比べ3倍以上の長寿命を達成!
エンドミル
被削材
回転速度
送り速度
切削方式
6000mm/min (0.15mm/tooth)
往復切削、エアブロー
<工具外観>
<切込み図> <加工資料>
従来品
切削長 30m
切削長 10m
欠け
高速度工具鋼の加工
従来品
切削長 10m
VF-2SB
切削長 30m
軸方向切込みの大きい加工において従来品に比べ3倍以上の長寿命を達成!
エンドミル
被削材
回転速度
送り速度
切削方式
240mm/min (0.1mm/tooth)
ダウンカット、エアブロー
<工具外観>
<切込み図> <加工資料>
高硬度金型鋼の加工

45
VF2SDBR0500 (R5)
SKD61(52HRC)
6000min-1 (188m/min)
5.0m
m
3.0mm
70mm
7D
VF2SDBR0300 (R3)
SKD61 (52HRC)
12000min-1 (226m/min)
VF2SDBR0500 (R5)
PX5 (40HRC)
5000min-1 (157m/min)
1.0m
m
2.0mm
VF-2SDB
VF-2SDB
VF-2SDB
yボールタイプ
インパクトミラクルエンドミル
長い突き出し(7D)且つ、切込みの高い加工においても優れた耐欠損性を発揮
エンドミル
被削材
回転速度
送り速度
切削方式
500mm/min (0.04mm/tooth)
ダウンカット、エアブロー
<工具外観>
<切込み図> <加工資料> 底刃部 ギャッシュ部
突き出し長
従来品A
VF-2SDB
従来品B
深彫り・高切り込み条件比較
従来品に比べ、優れた耐チッピング性を発揮!
エンドミル
被削材
回転速度
送り速度
切削方式
4500mm/min (0.18mm/tooth)
ダウンカット、エアブロー
<工具外観>
<切込み図> <加工資料>
従来品
VF-2SDB
底刃部
切削長切削長:15m:15m
切削長切削長:15m:15m
切削長:15m
切削長:15m
ギャッシュ部
ap 0
.6m
m×
5回
ae 0.1mm×12回
プリハードン鋼の高負荷加工
金型の荒加工において1)2時間加工後もチッピングなし。2)工具摩耗微小。継続使用可能。
エンドミル
被削材
回転速度
送り速度
切削方式
2000mm/min (0.2mm/tooth)
不水溶性切削油剤
<工具外観>
<切込み図> <加工資料>
底刃部 切れ刃1 切れ刃2
プリハードン鋼の加工

46
VF2XLBR0100N200S06 (R1x20)
SKD11 (60HRC)
10000min-1 (63m/min)
VF-2XLB
VF2XLBR0150N080S06 (R1.5x8)
STAVAX (52HRC)
20000min-1 (68m/min)
0.1m
m
0.2mm VF-2XLB
0.2mm
VF-2XLB
0 300 500 700 1000
0 10 20 30 40 50 100 140
VF4MBR0100 (R1)
SKD11 (60HRC)
28000min-1 (176m/min)
0.2mm
VF-4MB
VF-2XLB
VF-2XLB
0.1m
m
0.2mm
従来品に比べチッピングもなく寿命も大幅に向上
エンドミル
被削材
回転速度
送り速度
切削方式
1000mm/min (0.05mm/tooth)
往復切削、エアブロー
<工具外観>
<切込み図> <加工資料>
従来品1溝加工
2溝加工
切削長20m
切削長10m
0.05
mm×
10回
0.1mm×10回
高硬度金型鋼のポケット加工
従来品に比べ、優れた工具寿命を実現!
エンドミル
被削材
回転速度
送り速度
切削方式
4000mm/min (0.1mm/tooth)
ダウンカット、水溶性切削油
<工具外観>
<切込み図> <加工資料>
700m加工従来品1000m加工
プリハードン鋼の加工
切削長 (m)
従来品 摩耗大
従来品 摩耗大
切削長 (m)
VF-4MB
先端部 すくい面側先端部 すくい面側
切削長:140m
継続加工可
摩耗微少
従来品に比べ優れた耐摩耗性を発揮し、更なる長寿命を実現!
エンドミル
被削材
回転速度
送り速度
切削方式
2200mm/min (0.02mm/tooth)
ダウンカット、エアブロー
<工具外観>
<切込み図> <加工資料>
高硬度材(SKD11)での耐摩耗性比較
摩耗で削れた部分

47
VF3XBR0100T0054L030 (R1 x 0.9° x 30)
SKD61 (52HRC)
16000min-1 (100m/min)
VF-3XB
VF-3XB
VF-3XB
VF-3XBVF-3XBVF-3XB
0.02
mm×
75回
( 1.5
mm
)
0.2mm×8回
首下長 : 30mm
0.08
mm
0.08mm
45m
m
0.08
mm
45m
m
yボールタイプ
インパクトミラクルエンドミル
高硬度材の加工において、対従来の送り速度1.6倍を達成!
エンドミル
被削材
回転速度
送り速度
切削方式
2600mm/min (0.054mm/tooth)
ダウンカット、オイルミスト
<切込み図> <加工資料>
従来品
従来設定送り速度 :1600mm/min
VF-3XB使用 : 2600mm/min
<工具外観>高硬度材の加工
エンドミル
被削材
回転速度
送り速度
切削方式
VF3XBR0100T0130L025 (R1 x 1.5° x 25)
STAVAX (40HRC)
12000min-1 (75m/min)
850mm/min (0.024mm/tooth)
ダウンカット、不水溶性切削油剤
1)従来品に比べ加工能率が30%UP。2)面粗さが飛躍的に向上して更なる条件UP、工具寿命UPも期待できる。
<工具外観>
<切込み図>ワーク底面の加工
<加工資料>
STAVAXの加工(面沿い倣い加工)
エンドミル
被削材
回転速度
送り速度
切削方式
VF3XBR0200T0054L040 (R1 x 0.9° x 40)
SKD61 (45HRC)
10000min-1 (MAX 125m/min)
荒 2000mm/min (0.067mm/tooth)仕上げ 720mm/min (0.024mm/tooth)
ダウンカット、水溶性切削油剤
荒加工時において従来品は外周刃付近のR切れ刃に欠けが発生したが、VF-3XBは損傷も軽微でびびりも発生せず。
<工具外観>
<切込み図> <拡大図> <加工資料>
SKD61の加工(リブ溝加工)

48
VFMDRBD1000R100 (ø10xR1)
SKD11 (60HRC)
1600min-1 (50m/min)
VFMDRBD0600R050 (ø6xR0.5)
SKD11 (60HRC)
8000min-1 (151m/min)
VF-MDRB
VF-MDRB
VF-MDRB
6.0m
m
0.3mm
VF-MDRB
8mm
0.5m
mx4回
yラジアスタイプ
工具摩耗微小。刃先欠損もなく安定加工を達成!
エンドミル
被削材
回転速度
送り速度
切削方式
480mm/min (0.05mm/tooth)
ダウンカット、エアブロー
<切込み図> <加工資料>
優れた耐欠損性と耐摩耗性を実現!
エンドミル
被削材
回転速度
送り速度
切削方式
2400mm/min (0.05mm/tooth)
ダウンカット、エアブロー
<切込み図> <加工資料>
<工具外観>
<工具外観>
従来品B
従来品A
切削長:30m
切削長:30m
切削長:30m
従来品B
従来品A
切削長:8m
切削長:8m
切削長:8m
高硬度金型鋼の底面加工
高硬度金型鋼の側面加工
49
Memo

50
Memo

2010.6.E(1C)EXP-10-E007(仕様はお断りせずに変更する場合がありますのでご了承ください)
●電話技術相談室(携帯電話からも通話可能です)
http://www.mitsubishicarbide.com
0120-34-4159三 菱 ヨ イ 工 具
本社
東日本支店
中部支店
03-5819-5240
販 売 1 部販 売 2 部苫小牧 営 業 所
仙台営業所北関東 営 業 所
新潟営業所上田営業所
南関東 営 業 所富士営業所
03-5819-524103-5819-52510144-33-7035
022-221-32300285-25-8380
025-247-01550268-23-7788
045-332-69250545-65-8817
販 売 1 部 販 売 2 部 三河営業所 浜松営業所052-249-4560 052-249-4561 0566-77-3411 053-450-2030西日本支店
販 売 1 部販 売 2 部
京滋営業所明石営業所
広島営業所 九州営業所06-6355-105006-6355-1051
077-554-8570078-934-6815
082-221-4457 092-436-4664
営業企画部03-5819-5245
安全について●切れ刃や切りくずには直接素手で触らないでください。 ●推奨条件の範囲内で使用し、工具交換は早めに行ってください。 ●高温の切りくずが飛散したり、長く伸びた切りくずが排出されることがあります。安全カバーや保護めがねなどの保護具を使用してください。 ●不水溶性切削油剤を使用する場合は、防火対策を必ず行ってください。 ●工具を回転して使用する場合、必ず試運転を実施し振れ、振動、異常音がないことを確認してください。