Embed Size (px)
Citation preview

Journal of Materials Processing Technology, 39 (1993) 165-177 165 Elsevier
TiN coating of tool steels: a review
Shanyong Zhang School of Mechanical and Production Engineering, Nanyang Technological University, Singapore 2263
Weiguang Zhu Microelectronics Center, .School of Electrical and Electronic Engineering, Nanyang Technological University, Singapore 2263
(Received March 27, 1992; accepted December 28, 1992)
Industrial Summary
Titanium nitride (TIN) has been used in the coating of tool steels since the mid-sixties. The reasons to coat cutting tools in a production situation are to increase tool life, to improve the surface quality of the product, and to increase the production rate. The advantages of TiN coating include high hardness and adhesion, good ductility, excellent lubricity, high chem- ical stability and tough resistance to wear, corrosion and temperature.
In this paper, the principles, advantages and limitations of various TiN coating processes are summarized, the microstructures and mechanical properties of TiN coatings on tool steel substrates are reviewed and new developments in the property design of TiN coatings are presented. It is concluded that TiN coating of tool steels is a proven way of success in boosting production and curtailing cost. For HSS applications, however, PVD processes are more appropriate than CVD processes although PVD has its own limitations, which need to be addressed in research into and the development of coating processes in the future. With the growing popularity of TiN-coated tools and new development of coating process, and thus better property control, the market of TiN-coated tool steels promises a prosperous future.
1. I n t r o d u c t i o n
Sodium ch lo r ide s t r u c t u r e d T iN is a go lden ye l low r e f r a c t o r y compound of low dens i t y (5.22 g/cm 3) and h igh m e l t i n g po in t (2930 °C). T i t a n i u m n i t r i de as a c o a t i n g for tool s tee ls has been a v a i l a b l e wide ly s ince the l as t decade and is e n j o y i n g i n c r e a s i n g a t t e n t i o n and a p p l i c a t i o n in tool indus t r i es . The r ea sons a re s imple ye t impor t an t : the a d v a n t a g e s of T iN coa t ings of tool s tee ls
Correspondence to: Dr. S.Y. Zhang, School of Mechanical and Production Engineering, Nanyang Technological University, Singapore 2263.
0924-0136/93/$06.00 © 1993 Elsevier Science Publishers B.V. All rights reserved.

166 S.Y. Zhang and W.G. Zhu/TiN coating of tool~steels
Table 1
Life increase of TiN-coated tools [3,7]
Tool name Substrate Workpiece Life increase (%)
END MILL M7 1022 STEEL, RC35 269 END MILL M7 6061-T6 Al-alloy 804 END MILL M3 7075T Al-alloy 489 GEAR HOB M2 8620 Steel 100 BROACH M3 303 Stainless steel 200 BROACH M2 48 % Nickel alloy 1600 BROACH M2 410 Stainless steel 158 210 PIPE TAP M2 Gray iron 200 TAP M2 1050 Steel, RC30-33 971 1233 FORM TOOL T15 303 Stainless steel 220
DRILL 12L14 Steel 275 DRILL 304 Stainless steel 2067 DRILL 316 Stainless steel 2357 DRILL 4140 Steel 714 DRILL Alloy steels 200 400 DRILL Aluminum bronze 2850 DRILL Carbon steels 300 500 DRILL Cast irons 600-800 DRILL Copper alloys 1900 DRILL H-13 Tool steel 300 DRILL Hastelloy 417 DRILL Stainless steel 400 1100 DRILL Ti alloy 856 DRILL Tool steels 400-600
include a noble appearance, excellent adhesion to substrates, high chemical inertness, res is tance to elevated temperatures , hard surfaces (2400HV) to reduce abrasive wear, a low coefficient of fr ict ion with most workpiece mate- rials which increases lubrici ty and results in excellent surface finish and decrease of horsepower requirements , improved abil i ty to hold to lerances and high tempera tu re s tabi l i ty and low main tenance cost and high product iv i ty [1-8]. In practice, the degree of extended tool life and/or increased product iv i ty a t ta ined with coated tools depends pr imari ly on the tool and its applicat ion, the workpiece mater ia l and the opera t ing parameters . Keeping all these condi- t ions equivalent , tool life improvement can be evaluated by compar ing the increase in number of workpieces machined by a TiN-coated tool with the number of workpieces machined by an uncoa ted tool. Some results are i l lus t ra ted in Table 1. It is seen tha t the life increase is over 1000% (tenfold) in some cases, while the cost of coa t ing is usual ly 20 30% of the base price of the tool, or as little as a 15% rise in the total price [6,7]. The tool life enhancemen t is found to remain even with the resharpening of tools in which the TiN coat ing on the flank surfaces of high-speed steel (HSS) drills is removed [3,9].

S.Y. Zhang and W.G. Zhu/TiN coating of tool~steels 167
With the growing popularity of TiN-coated tools, a sea of literature has emerged in recent years; thus, a review along the lines of process-microstruc- ture-property will be very useful to both production and research and develop- ment. In this paper, the principles, advantages and limitations of the various TiN coating processes for tool steels are summarized, the microstructures and mechanical properties are reviewed, and finally new developments in property design of TiN coatings are presented.
2. TiN coat ing processes
The methods by which TiN thin films are applied to the cutting tools include chemical vapor deposition (CVD), physical vapor deposition (PVD) and met- allo-organic chemical vapor deposition (MOCVD). The basic reaction in the CVD coating of TiN is between titanium tetrachloride, nitrogen and hydrogen: 2TiC14+N2+4H2--* 2TiN+8HC1, which takes place at a temper- ature typically between 850°C and ll00°C. Since this temperature range is comparable with that used in the original hardening treatment of many tool steels, the CVD process is not suitable for tool steels because post-coating treatments (hardening and tempering) may be required to re-harden the sub- strate material, which, in turn, may affect the dimensional tolerance of the tool as well as coating adhesion. PVD processes, on the other hand, operate at much lower temperatures (between 400°C and 600°C) and are thus used widely for tool steels.
PVD technology dates back to 1938 but has been available widely only in the last two decades [5]. PVD coating of tools started in Europe in early 1977 with the successful coating of cold-forming tools followed by twist drills and hobs in 1980 and fine-blanking tools in 1981. PVD coating of TiN was introduced in the United States in the early 1980s. Since then TiN-coated tools have gained rapid acceptance in the automotive, off-the-road vehicle and tractor, and gear and bearings industries. Being TiN-coated, expensive gear-cutting tools, such as hobs, shaper cutters, selected broaches, and circular form tools, provided excellent performance and immediate return of the coating cost many times over. PVD processes rely on ion bombardment instead of high temperatures as the driving force (as is the case of CVD). The substrate to be coated is contained in a vacuum chamber and is heated to a temperature between 400°C and 600°C; the coating material, Ti, is vaporized and the reactive gas, N2, is introduced and ionized; the vaporized t i tanium atoms then react with the ionized nitrogen to form TiN compound that deposits on the substrate to form the coating. For coating tools, at least, there are three major PVD processes: evaporating, sputtering and reactive ion plating, differing in the way the reacting metal is vaporized and the electrical configuration.
Evaporation of the source material (Ti) can be accomplished through heat- ing by direct resistance, radiation, laser beam, arc discharge or an electron beam in a vacuum chamber. In an arc-evaporation system, the coating thick- ness is greatest directly above the center line of the source and decreases away

168 S.Y. Zhang and W.G. Zhu/TiN coating of tool~steels
Ar ~ _ _
N2 ~ , m
I Arc supply
To anode
Arc supply ~ To allude
& Arc source
/1\ Ti atoms
Work~ieces Workpiece holder I
I__ Bias supply
To anode
+
Arc supply J
To vacuum system
Fig. 1. Principles of the multi-arc evaporation system for TiN coating.
Ar ~ _ _
N 2 ~ -
~ Cathode
Workpieces
[ Workpiece holder ]
1 ,;g u sys,em
600°C
To vacuum system
Fig. 2. Principles of the reactive sputtering of TiN coating.
f rom it, thus c rea t ing a un i fo rmi ty problem, which can be ove rcome by us ing a mul t i -a rc system, as i l lus t ra ted in Fig. 1.
Spu t t e r ing is an old technique , more widely used in e lec t ronics , t ha t appl ies a h igh vo l t age (500-5000 V, genera l ly d i rec t cu r r en t for me ta l s and radio f requency for non-conduc t ive targets) , be tween an anode (the subs t ra te ) and

S. ¥. Zhang and W.G. Zhu/TiN coating of tool~steels 169
a cathode that supplies coating ions liberated by the bombardment of inert gas ions. For coating TiN, solid t i tanium is used at the cathode, and nitrogen is introduced as the reactive gas (Fig. 2). The inert gas atmosphere (such as Ar at a pressure of 10- 3-10-1 Torr) is used to avoid chemical reactions at the target and substrate. This process is termed "reactive sputtering" since reactive gas is involved. The disadvantages of the sputtering process are a low deposition rate and a high thermal load on the substrates due to bombardment by secondary electrons. Addition of a properly shaped magnetic field can speed up the deposition [2], in which case the technique becomes "reactive magnetron sputtering". The essential disadvantage of magnetron sputtering is the strong decrease of the substrate ion current with increasing distance of substrates from the magnetron target: this can be corrected by additional gas ionization or magnetic confinement of the plasma [10].
The most commonly used ion-plating techniques for TiN coating are reactive ion plating and sputtering ion plating. Reactive ion plating of TiN involves reactive gas N2 and a molten Ti target (thus in the physical set-up, Ti is contained in a crucible and placed at the bottom of the reaction chamber). The advantages of the reactive ion plating over evaporation include improved adhesion, uniform coating distribution and a more homogeneous film structure with high density [2], greater hardness (>2300 HV), a very fine grain size (0.2-0.5 pm [11] ), stress relief of the base material (due to slow cooling from the coating temperature), and chemical and thermal stability, thus suitability for elevated temperature and corrosive environments [4]. Sputtering ion plating differs from reactive ion plating in that the substrate is at a lower voltage than the anode, so that whilst deposition takes place on the substrate there is still a limited sputtering action between the anode and the substrate; thus, the substrate is continuously polished during the operation and a better adhesion is achieved. However, the rate of deposition is low, of the order of 1 gm/h [12].
The advantages of PVD include a lower deposition temperature, thus post- coating treatment is avoided, no dimensional change in precision tooling, the possibility of tailoring the coating properties by careful control of deposition conditions, excellent adhesion due to the high arrival energy of the coating material and the ability to clean the surface prior to coating very thoroughly by a sputtering stage in the cycle, a good surface finish that in some systems equals that of the substrate, the elimination of finish machining, no effluents or pollutants as a result of the process, no hydrogen embrittlement, dense struc- tures, controllable and repeatable stoichiometry and crystallographic struc- ture, a wide range of coatings and substrate materials, including metals, alloys and ceramics, the possibility of multiple coatings, and greater productivity and major cost savings. The limitations of PVD processes arise because in a PVD process it is necessary to rotate the substrate in order to achieve uniformity, the deposition temperatures are still not low enough for some applications, holes in a substrate should not be more than twice as deep as their diameter if coating is needed to the full depth, although holes can be 4-5 times the diameter in depth.

170 S.Y. Zhang and W.G. Zhu/TiN coating of tool~steels
Most recently, MOCVD has been used successfully in coating TiN on tool steels at around 500°C; an elaboration of this process is given in Section 4.
3. Microstructures and mechanical properties of TiN coatings
The mechanical properties of TiN coatings are a function of the microstruc- ture, the morphology, the density, and the stoichiometry. The most important physical and mechanical properties of a coating for tooling applications are the coating thickness, density (or porosity), hardness, adhesion, temperature resistance (i.e., hot hardness), wear, corrosion and oxidation resistance, etc.
The coating thickness is usually determined through SEM, Auger composi- tion profile or even metallographic microscope. There are also examples of using methods involving X-ray diffraction intensities [13,14]. The coating thickness of TiN film on tool steels is generally between 2 and 10 pm: the CVD coatings tend to be thicker (usually 7 9 pm) while the PVD coatings are thinner (usually 3-5 ~m). The thickness of the coating has a significant effect on tool life: in planing tests, a coating of thickness 2-3 pm was found to give the longest tool life, but in turning tests, however, the thicker the coating, the longer the tool life [15].
Microscopically, TiN films deposited by the PVD method can be character- ized as being composed of columnar grains elongated along the growth direc- tion while those by the CVD method are composed of fine grains at the initial stage of growth, after which a preferred orientation forms in conjunction with the formation of elongated grains along the direction of growth [16 21]. In PVD TiN, the length of the columnar crystals is usually in the range 1-3 gm, which means that many crystallites extend through the whole thickness of the coating. Depending on the coating conditions, either equiaxed or crystallo- graphically aligned columnar grains or some mixture of the two can occur with varying levels of porosity both in the coating and along the substrate-coating interface. Columnar structures have been found to exhibit pronounced hard- ness anisotropy between plane and profile sections and are characterized by high porosity which, in turn, adversely effects the mechanical properties of the film. Film porosity can be measured directly using the ferroxyl test method [11] : A piece of filter paper is applied to the coating and dampened with 10 g K3 [Fe(CN)6] + 30 g NH4CI + 60 g NaC1 + H20 solution, taking care to keep the paper in close contact with the surface to be tested for 10 min. It is then removed, washed and dried, any pores showing themselves as blue spots on the test paper.
Another aspect of the microstructure of TiN coating is its stoichiometry on which the deposition process parameters have a significant effect. As reported by Stanislav et al. [22], the color coordinates of TiN layers are a function of the nitrogen flow rate and bias potential. With increasing nitrogen flow the red and yellow coordinates are increased step-wise. The bias increases the propor- tion of the yellow color in the layers and the layers gain a golden tint. In a true stoichiometry, the atomic ratio of Ti : N is unity, or in TiNx where x = 1, there

S.Y. Zhang and W.G. Zhu/TiN coating of tool~steels 171
~ 14
~_ 6
~2 >
B01 D3 M2 M4
I I I
1000 grams
500 grams
200 grams
50 grams
1900 400 700 10CO 1300 1800
Substrate Hardness (kg/mm 2)
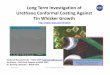
Fig. 3. Vickers indenter penetration plotted as a function of load and substrate hardness. At low loads, the penetration hardness is essentially independent of the substrate and is dominated by the coating [17].
is a steep increase in the color coordinates and the coating has a golden color; when it is under-stoichiometric (x<l) , a silver color and when over- stoichiometric (x > 1), a copper color. Variation of the stoichiometry of TiN creates differences in mechanical properties, of which microhardness and adhesion strength are the most commonly measured. For observed values of x ranging from 0.5 to 1.11, the reported microhardness ranges from 22 to 69 GPa and the modulus of the elasticity ranges from 350 to 550 MPa [23].
The coating hardness is usually tested on a microhardness tester (load <1000 g). However, the substrate properties influence the surface contact responses and contribute towards indenter-asperity effects, film deformation and fracture; thus, the hardness indenter penetration and scratch indenter penetration decrease as the substrate hardness increases, as shown in Fig. 3. In principle, the indentation depth must be less than one-tenth of the coating thickness in order that the substrate properties do not contribute to the measurement of the coating property [24], which is not possible for most coatings ranging 1-10 pm when measured on a conventional microhardness tester. Now high-accuracy ultra-microhardness testers are available in the market with loads of less than 1 g or even down to 0.19 g, manufactured by Matsuzawaseiki Co., Ltd., Japan. With this ultra-microhardness tester, the substrate influence should no longer be a problem. With a conventional tester, however, if the film is cut through by the indenter, the hardness of the film independent of the substrate can be established by using the volume-law- of-mixtures. Taking into account the effect of interfacial adhesion, Bull and Rickerby [24] weighed the deformation volume of the film Vf and of the substrate V~ with respect to the total V, and expressed the hardness of the coating/substrate composite (He) as
Vf Vs c3Hs for Hf > Hs (1) Ho=vHf+ V

172 S.Y. Zhang and W.G. Zhu/TiN coating of tool~steels
4 0
2 pm TiN u / / ~ M2 too steel 8 ) /
/ • -35 V 0 / • •
30 • -36V / . A . I A -9o v ~ / = . .
o ~ = go 20 - - O -130V / ~
o
1 0
I I I I I I I I
1 2 3 4 5 6 7 8 10
d 2/~t [x]0 6 rn3/2 I
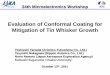
Fig. 4. Variation in L c with d2/~t for 2 pm TiN coatings deposited onto M2 tool steel at a range of bias voltages [24].
where Hf is the hardness of the film itself, Hs is that of the substrate and c is the interface parameter, expected to be a function of the mismatch between the plastic zone radii in the coating and that in the substrate.
Adhesion is another important mechanical property of engineering coatings, especially for use in tribological environments. Adhesion is a sensitive func- tion of interfacial bonding, cleanliness and topography, etc. The adhesion strength of a coating depends on the extent of both chemical and physical interactions between the coating and substrate materials and the microstruc- ture of the interface region. Accordingly, interface structure plays a very important role in determining the adhesive strength of coatings. Poor adhesion may be at tr ibuted to a low degree of chemical bonding, poor interfacial contact, low fracture toughness and high internal stresses. Adhesion is usually tested on the scratch tester where a loaded diamond tip (of radius 0.1-0.2 mm [25, 26] or 0.01 mm [21] ) makes a scratch on the film surface. The load at the moment of film detachment is called the critical load and gives a comparable parameter of film adhesion. In a scratch test, the coating is exposed to combina- tions of spalling, ploughing and through-thickness fracture [17, 24]; a mere critical load expression is therefore much too simplified to represent the real process. In the case where there is a sharp transit ion to coating interfacial failure at a fixed load, Bull and Rickerby [24] proposed that the coating detaches from the substrate so as to minimize its stored elastic energy and thus related the critical load L¢ to the work W through
d 2 L¢ = K, tl/2 (2)
where K I - ( 2 E W ) 1/2 n/8 is defined as the interfacial toughness, d is the track width, E the Young's modulus of the coating and t is the coating thickness.

S.Y. Zhang and W.G. Zhu/TiN coating of tool~steels 173
Table 2
Increase of adhesion achieved by ion bombardment of the substrate during coating [21]
(Tested on 0.02 mm diamond Critical load (g) tip)
Substrate A1 Ni Si Mo Reactive sputtering 1.35 3.80 5.00 10.45 Ion-assisted sputtering 3.15 5.90 10.45 12.70
Plotting Lc against d2/t 1/2 gives rise to the interracial toughness K, as the slope of a straight line (Fig. 4). Although the work W may be calculated from the Kx expression, the values obtained may not be correct owing to the variations of the effective Young's modulus E with the deposition type and condition. Since the interfacial toughness (KI) can be determined for any specimen from parameters that are easy to measure with some accuracy and as it enables factors such as the variation in the critical load (Lc) with internal stress to be subtracted, Bull and Rickerby [24] recommended that the interfacial toughness K~ be used in place of critical load L¢ in characterization of the adhesion strength of a coating.
Deposition temperature has a profound influence on the microstructure and thus on the mechanical properties of a coating. During reactive magnetron sputtering deposition of structural steel, TiN film had a dense columnar structure at deposition temperatures below 200°C, a uniform structure at around 400°C, and a columnar structure again at 700°C [27, 28]; therefore, both hardness and adhesion reached maxima at about 400°C. Grain growth at higher deposition temperature also damages the mechanical properties of a coating, as demonstrated on ASP 23 HSS [29].
Aside from temperature, different methods of preparation create significant differences in the mechanical properties of t i tanium nitride coatings, the differences usually being attributed to variations in coating morphology and the extent of lattice distortions created during preparation [19]. Generally, energetic particle bombardment is known to suppress columnar growth struc- ture and to induce compressive film stress which gives rise to better adhesion. As reported by Bieli et al. [21], ion-assisted sputtering results distinguished adhesion enhancement from that of simple reactive sputtering (see Table 2). Application of a substrate voltage bias during the deposition of a coating has also a profound effect on the growth and resultant microstructure of PVD films [30]. The unbiased coating shows an open columnar structure which results in low hardness and poor wear resistance, while the biased film becomes much more dense and the individual columns are less well defined, resulting in high hardness and excellent wear resistance.

174 S.Y. Zhang and W.G. Zhu/TiN coating of tool~steels
H2-~"-~ ~ - ~ Metallo-organic ~ compound
s o l u t i o n
N 2
Heating
® @ ® @ ©
system,~ @ - p Fig. 5. Principles of the MOCVD process of coating TiN.
Workpieces AA AA
01
01 @1 @1 ®1
To water bottle - - - l b . -
4. New developments in TiN coating
New developments in TiN coating can be summarized in three aspects: processing, composition, and structure. The trend in process development of TiN coating is to lower the process temperature and thus minimize the nega- tive effect of high-temperature exposure on the substrate proper and expand the list of the "coatable" materials and workpieces. However, because of the tribological nature of the tooling applications, all successful new process developments will have to address the adhesion dilemma: the lower the temper- ature, the poorer the adhesion tends to be. Good adhesion and lower deposition temperature is therefore roughly the direction of process developments.
Plasma-enhanced chemical vapor deposition (PECVD) or plasma-assisted chemical vapor deposition (PACVD) is a combination of CVD and PVD pro- cesses where CVD is operated in conjunction with a plasma, part of the energy required for reaction being supplied electrically, raising the ions to a high temperature and thus reducing the need for thermal energy to be supplied; hence, enabling a reduction in the working temperature to a level that would be considered too low from thermodynamic considerations. Aside from the lower temperature requirement, other advantages of the PACVD process in- clude the good throwing power of the coatings to the substrate due to the high working pressure of 0.1-10Torr, the simplicity of the apparatus and good adhesion strength of the coatings. Details of PACVD can be found in [12, 31, 32].
Ion-beam-enhanced deposition (IBED) or ion-beam-assisted deposition (IBAD) is one of the newest techniques for film formation, in which ion implantation and vacuum deposition proceed simultaneously. It has the ad- vantages of improved adhesion to the substrate, easier control of composition and thickness of the film, the possibility of synthesizing compound films and growing films at low temperature [26].

S.Y. Zhang and W.G. Zhu/TiN coating of tool~steels 175
The metallo-organic chemical vapor deposition (MOCVD) process is a very new process for the application of TiN coating on tool steels [33, 34], in which hydrogen gas is allowed to pass through a titanium-containing organic liquid, thereby carrying the metallo-organic substance to the reaction chamber where the metallo-organic compound decomposes and/or reacts with nitrogen gas to form TiN or Ti(C,N) on the substrate (Fig. 5). Zhou et al. [33] found that between 500°C and 575°C, titanium tetrakisdiethylamide (Ti(NEt:)4) decomposes serially and reduces to TiN:Ti(NEtE)4--*Ti(NEt:)3--*Ti(NEt:):~ Ti(NEt:)-*TiN. In this process the partial pressure of nitrogen gas has no influence on the deposition rate, while at temperatures higher than 575°C, Ti(NEt:)4 decomposes fully into Ti atoms, nitrogen compound and carbon compound; then the Ti atoms react with N and C in the atmosphere to form Ti(C,N): Ti(NEtE)4-~N compound÷C compound --* Ti(C,N). In this pro- cess, the partial pressure of nitrogen has a positive effect on the deposition rate.
Modification of the composition of the TiN coating is another important aspect aiming at property improvement. While annealing TiN coating in air at 700 °C, Page and Knight [17] found that the oxidation of TiN coating took place as 2TiN + 202--* 2TiO: + N: giving rise to TiO: and nitrogen bubbles. Some have reported that the oxidation resistance of TiN is up to 600°C [4], whilst others have reported that it is as low as 450 °C [35]. To cope with the oxidation problem, investigators have begun to alloy TiN coating with A1 to form (Ti,A1) N coating [2]. The aluminum atoms are small (r = 1.43 ,£,) and can fit into the TiN crystal structure at substitutional sites or interstitial sites. For this reason, among various competitive alloying elements, aluminum has been studied as a second element in the TiN system. Alloying A1 into TiN coating has another advantage, i.e., resistance to interfacial diffusion. At the leading edge of a cutting tool, sufficiently high temperatures for diffusion of the cutting materials into the protective coating are observed, which decreases tool life. Aluminum can form a stable and dense oxide when heated during the cutting operation and thus reduce this unwanted diffusion. As a result, high hot hardness throughout the higher temperature range measured up to 1000 °C has been obtained [36].
To extend the Ti-A1-N system and to achieve even higher hardness, better wear resistance, and better adhesion and corrosion performance, some re- searchers have already begun the investigation of multicomponent systems Ti-A1-V-N and Ti-A1-V-C-N or have introduced rare earth elements into the TiN coating. It has been shown [36] that addition of vanadium increases the wear resistance, but tends to increase the brittleness of the material. By contrast, coatings with added aluminum exhibit good wear resistance even on the tool flank. (Ti, A1, V) N coatings possess good hardness, good adhesion and adequate thermal stability, even after lengthy high-temperature annealing. Barrell and Rickerby [2] showed that it is possible to overcome the hot hardness decrease of TiNs at high temperature by adding WTiC onto the TiN coating.

176 S.Y. Zhang and W.G. Zhu/TiN coating of tool~steels
Other systems such as Ti-C-N are also under study. Ertfirk et al. [37] found that the microhardness of Ti(C,N) coatings increases with increasing C/(C + N) ratio, optimized coating properties for wear protection being achieved when this ratio falls between 0.3 and 0.5. These Ti(C,N) coatings with a thin TiN intermediate layer show excellent adhesive properties on the tool and on the substrates: the critical load value in the scratch test is between 60 and 70 N.
Addition of rare earth elements in the TiN coating was found [11] to enrich the interface between the coating and the substrate (A3 steel and 1Cr18Ni8 stainless steel) and resulted in enormous enhancement of interfacial adhesion. The authors explained that although the yttrium introduced into the coating did not show any detectable effect on the chemical composition or phase constituent of the top surface of the coating, it stayed at the interface in the form of Y6Fe23, yttr ium and YN phases, and contributed to the excellent corrosion performance of Ti(Y) N coating.
In structure, a thin layer of Ti at the interface changes the microstructure of the interface and results in a substantial improvement in adhesion [38, 39], and in improvement in corrosion resistance in sulfuric acid and sodium chloride solutions [40]. It is believed that the t i tanium interlayer modifies the TiN layer structure and forms a passive film (TiO2) with high resistance to localized attack. Some researchers suggest that the Ti interlayer acts as a graded interface that avoids the abrupt change in composition at the sharp interface between a coating and metal substrate. The ti tanium interlayer reacts with oxygen, carbon and nitrogen; thus, TiN, TiO, TiC and Ti2N phases may appear in the buffer region, depending on the coating conditions. The orientation of the outer TiN layer is affected by the existence of the ti tanium interlayer. One of the significant benefits of the Ti interlayer is that it reduces the internal stresses dramatically [38]. The better adhesion of a TiN layer in the presence of an intermediate t i tanium layer can be explained on the basis of a favorable combination of a number of effects: the better bonding between the titanium interlayer and the substrate, the better bonding between the ti tanium layer and the TiN coating, and the absence of a yFe4N phase in the top layer of the substrate [41].
5. C o n c l u s i o n s
The TiN coating of tool steels is a proven way of success in boosting production and curtailing cost. For HSS applications, however, PVD processes are more appropriate than CVD processes, although PVD processes have their own limitations of component complexity, the need for workpiece rotation to achieve uniformity and coating temperatures still being too high for some materials. These and other limitations need to be addressed in research and development in TiN coating processes, which are far from complete. With the growing popularity of TiN-coated tools and new developments of the coating process, and thus better property control, the market of TiN-coated tool steels is bound to grow.

S.Y. Zhang and W.G. Zhu/TiN coating of tool/steels 177
References
[1] R. Milovic, E.F. Smart and M.L.H. Wise, Mater. Sci. Technol., 2 (1986) 59. [2] R. Barrell and D.S. Rickerby, Met. Mater., (1989) 468. [3] R.L. Hatschek, American Machinist, Special Report 752, 1983, p. 129. [4] F.J. Teeter, SME Technical Paper MF89-490, 1989. [5] B. Malliet, J.P. Celis, J.R. Roos, L.M. Stals and M. van Stappen, Wear, 142 (1991) 151. [6] B. Garside and R. Sanderson, Met. Mater., (1991) 165. [7] C. Wick, Manuf. Eng., 98 (1987) 38. [8] M.V. Kowstubhan and P.K. Philip, Wear, 143 (1991) 267. [9] C.T. Young and S.K. Rhee, in: K.C. Ludema (Ed.), Proc. Int. Conf. on Wear of Materials,
Houston, Texas, April 5-7, 1987, ASME, 1987, p. 543. [10] S. Kadlec, J. Musil, W.-D. Mfinz, G. H~kanson and J.-E. Sundgren, Surf. Coat. Technol.,
39/40 (1989) 487. [11] Z. Jin, C. Liu, L. Yu and W. Wu, Surf. Coat. Technol., 46 (1991) 307. [12] C. Hoyle, High Speed Steels, Butterworths, London 1988. [13] J. Neumann, H. Hejdov~ and M. Cermak, Czech. J. Phys., B39 (1989) 81. [14] C. Quaeyhaegens, L.M. Stals, L. De Schepper, M. van Stappen and B. Malliet, Surf.
Coat. Technol., 45 (1991) 193. [15] E. Posti and I. Nieminen, Wear, 129 (1989) 273. [16] P.J. Burnett and D.S. Rickerby, J. Mater. Sci., 23 (1988) 2429. [17] T.F. Page and J.C. Knight, Surf. Coat. Technol., 39/40 (1989) 339. [18] J. Echigoya, Z.-T. Liu, A. Imamura and S. Takatsu, Thin Solid Films, 198 (1991) 293. [19] W. Mader and H.F. Fischmeister, Thin Solid Films, 182 (1989) 141. [20] A. Neidhardt, U. Reinhold, E. Schroeter and W. Wuttke, Thin Solid Films, 192 (1990) 263. [21] A.V. Bieli, H. Kheyrandish and J.S. Colligon, Thin Solid Films, 200 (1991) 283. [22] J. Stanislav, J. Sikac and M. Cermak, Thin Solid Films, 191 (1990) 255. [23] M.E. O'Hern, R.H. Parrish and W.C. Oliver, Thin Solid Films, 181 (1989) 357. [24] S.J. Bull and D.S. Rickerby, Surf. Coat. Technol., 42 (1990) 149. [25] M. Ahern and M.S.J. Hashmi, J. Mater. Process. Technol., 31(3) (1992) 349. [26] X. Wang, X. Liu, Y. Chen, G. Yang, Z. Zhou, Z. Zheng, W. Huang and S. Zou, Thin Solid
Films, 202 (1991) 315. [27] M.Y. A1-Jaroudi, H.T.G. Hentzell, S.E. HSrnstrSm and A. Bengtson, Thin Solid Films,
182 (1989) 153. [28] T.H. Kyu, H.J. Hung and H.H. Bong, Surf. Coat. Technol., 39/40 (1989) 409. [29] J.E. Sundgren, M.-K. Hibbs, B.-O. Johansson and U. Helmersson, in: Science of Hard
Materials, Proc. Int. Conf., Rhodes, 1984, p. 749. [30] D.S. Rickerby, S.J. Bull, A.M. Jones, F.L. Cullen and B.A. Bellamy, Surf. Coat. Technol.,
39/40 (1989) 387. [31] K. Oguri, H. Fuji ta and T. Arai, Thin Solid Films, 195 (1991) 77. [32] M.C. Polo, J. Esteve and J.L. Morenza, Surf. Coat. Technol., 45 (1991) 67. [33] D. Zhou, J. Han and M. Chen, J. East China Inst. Chem. Technol., 16(4) (1990) 365. [34] D. Zhou, J. Han and W. Yuan, J. East China Inst. Chem. Technol., 16(4) (1990) 371. [35] J.C. Knight, Wear, 138 (1990) 239. [36] O. Knotek, T. Leyendecker, M. BShmer and W.D. Mfinz, in: K.C. Ludema (Ed.) Wear of
Materials, Proc. Int. Conf. on Wear of Materials, New York, 1989, p. 557. [37] E. Ert~rk, O. Knoteck, W. Burgmer, H.-G. Prengel, H.-J. Heuvel, H.G. Dederichs and
C. StSssel, Surf. Coat. Technol., 46 (1991) 39. [38] C.C. Cheng, A. Erdemir and G.R. Fenske, Surf. Coat. Technol., 39/40 (1989) 365. [39] Y.-I. Chen and J.-G. Duh, Surf. Coat. Technol., 46 (1991) 371. [40] Y. Massiani, A. Medjahed, J.P. Crousier, P. Gravier and I. Rebatel, Surf. Coat. Technol.,
45 (1991) 115. [41] C. Quaeyhaegens, L.M. Stals, M. van Stappen and L. De Schepper, Thin Solid Films, 197
(1991) 37.