Embed Size (px)
Citation preview
FABTECH CHICAGO 2015
Solution technologies of die material
coating and tooling high-strength
steels stamping dies
Yasushi Tamura
Hitachi Metals, Ltd.
FABTECH CHICAGO 2015
Contents
Background
Microstructure
Alloy Design
Wear resistance (Pin-on-disc test)
Galling Resistance
Charpy Value
Scratch adhesion test
Toughness
Machinability
Summary
Mill Run Test of SLD-i and D2/1.2379
FABTECH CHICAGO 2015
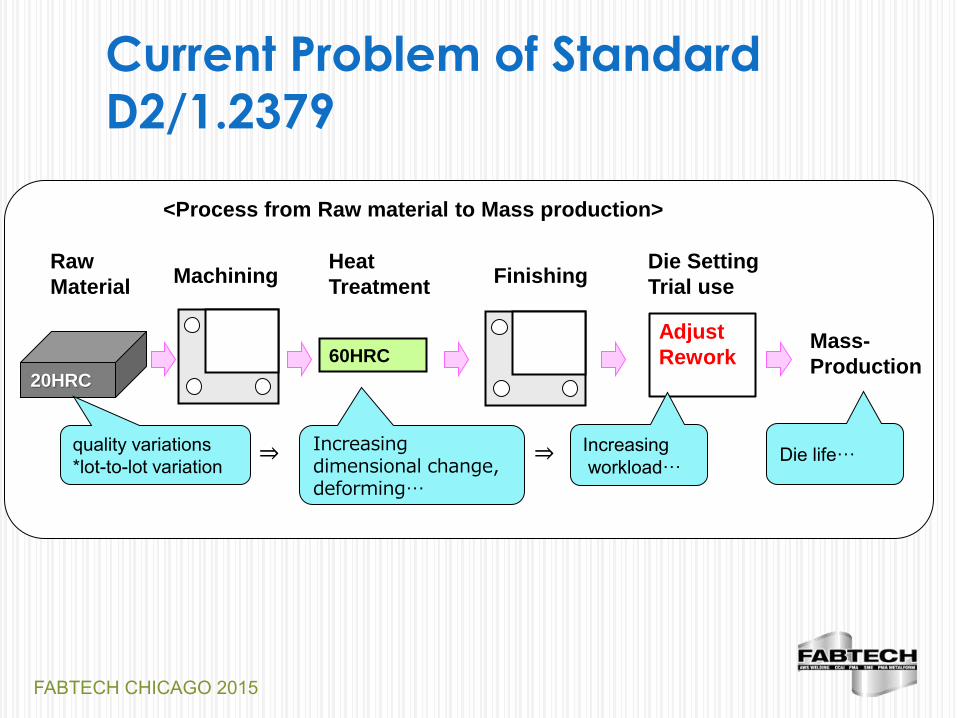
Current Problem of Standard
D2/1.2379
20HRC
<Process from Raw material to Mass production>
Machining Heat
Treatment Finishing
60HRC Mass-
Production
Adjust
Rework
Die Setting
Trial use
Raw
Material
Increasing dimensional change, deforming…
quality variations *lot-to-lot variation
Increasing workload…
⇒ ⇒ Die life…
FABTECH CHICAGO 2015
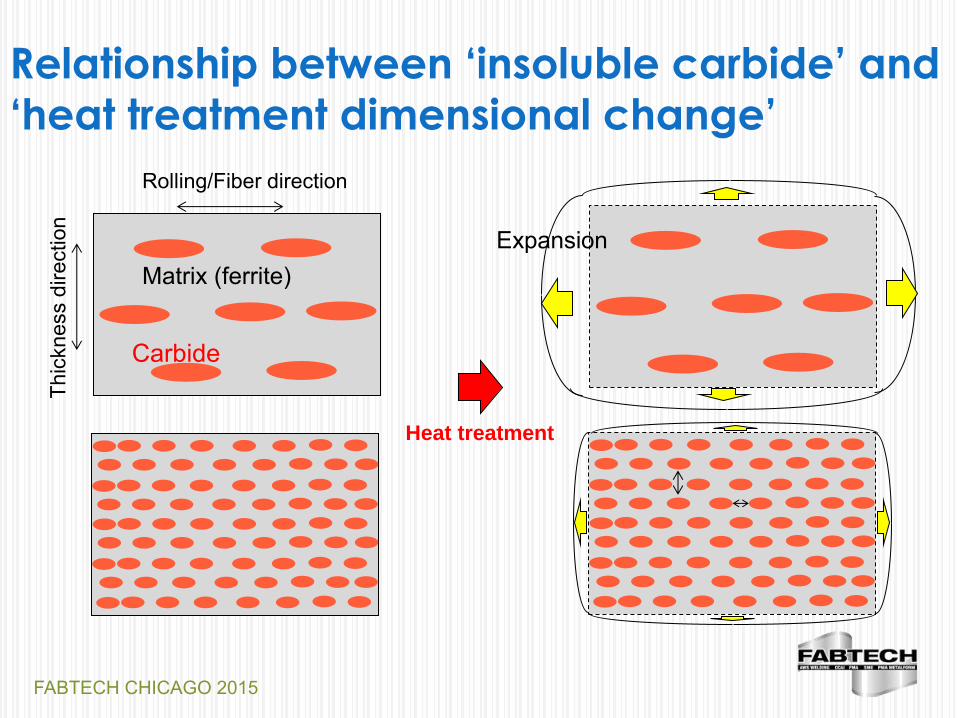
Relationship between ‘insoluble carbide’ and
‘heat treatment dimensional change’
Carbide
Expansion Matrix (ferrite)
Rolling/Fiber direction
Thic
knes
s di
rect
ion
Heat treatment
FABTECH CHICAGO 2015
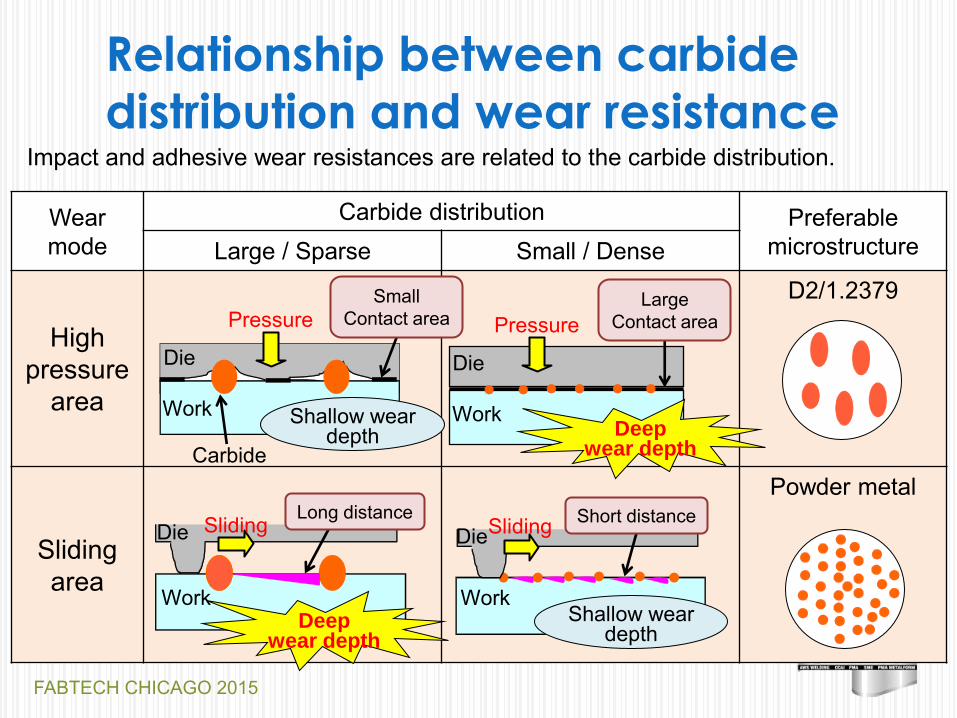
Relationship between carbide
distribution and wear resistance
Wear mode
Carbide distribution Preferable microstructure Large / Sparse Small / Dense
High pressure
area
D2/1.2379
Sliding area
Powder metal
Impact and adhesive wear resistances are related to the carbide distribution.
Large Contact area Pressure
Deep wear depth
Die
Work
Deep wear depth
Sliding Long distance Die
Work
Short distance
Shallow wear depth
Sliding Die
Work
Carbide
Die
Work
Pressure Small
Contact area
Shallow wear depth
FABTECH CHICAGO 2015
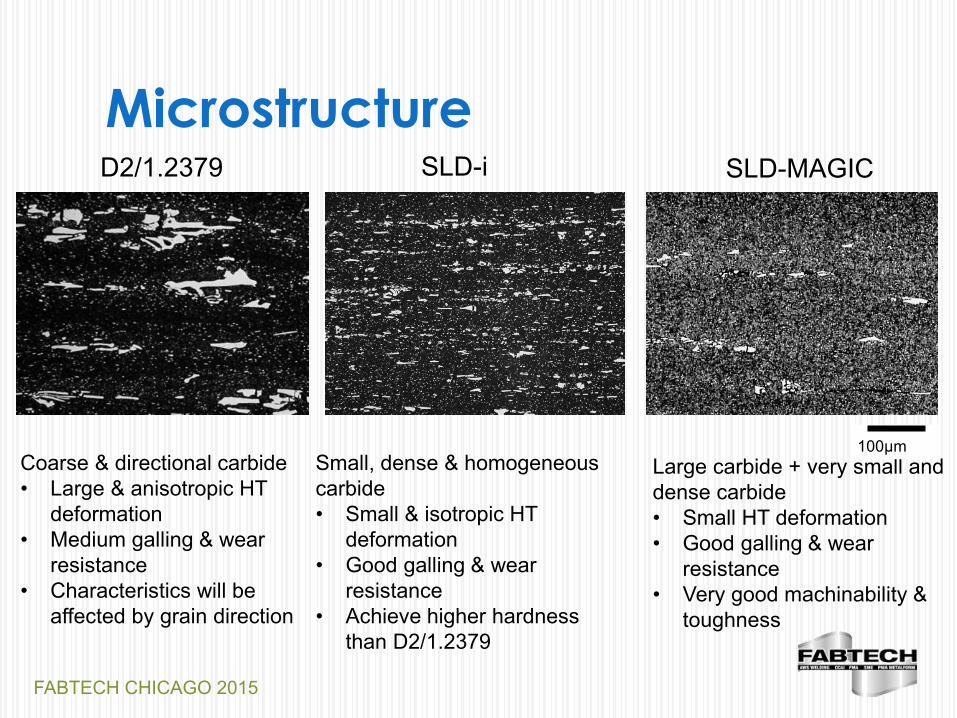
Microstructure SLD-MAGIC SLD-i D2/1.2379
Small, dense & homogeneous carbide • Small & isotropic HT
deformation • Good galling & wear
resistance • Achieve higher hardness
than D2/1.2379
Coarse & directional carbide • Large & anisotropic HT
deformation • Medium galling & wear
resistance • Characteristics will be
affected by grain direction
Large carbide + very small and dense carbide • Small HT deformation • Good galling & wear
resistance • Very good machinability &
toughness
100μm
FABTECH CHICAGO 2015
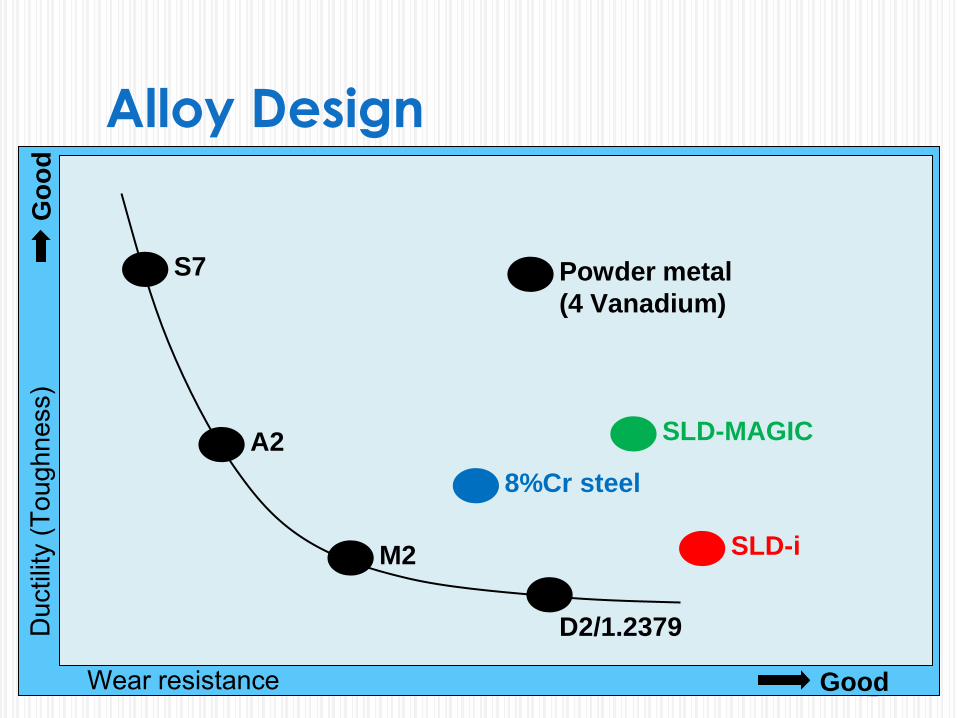
Alloy Design
Duc
tility
(Tou
ghne
ss)
Good Wear resistance
Go
od
Powder metal
(4 Vanadium)
SLD-i
D2/1.2379
M2
A2
S7
8%Cr steel
SLD-MAGIC
FABTECH CHICAGO 2015
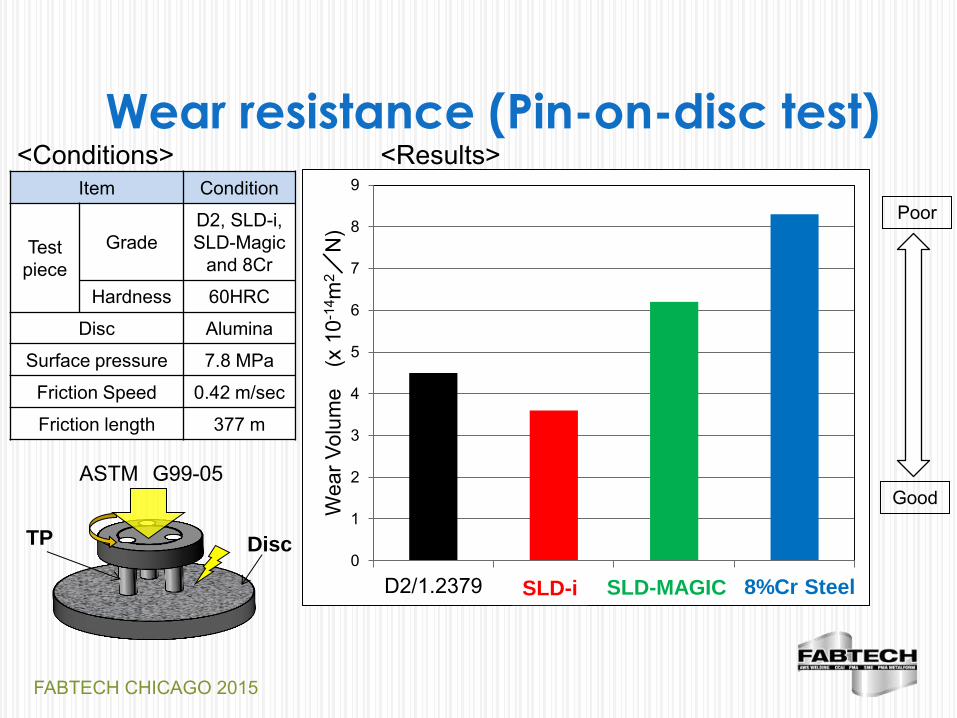
Wear resistance (Pin-on-disc test)
Item Condition
Test piece
Grade D2, SLD-i, SLD-Magic
and 8Cr
Hardness 60HRC
Disc Alumina
Surface pressure 7.8 MPa
Friction Speed 0.42 m/sec
Friction length 377 m
<Conditions> <Results>
Good
Poor
ASTM G99-05
TP Disc 0
1
2
3
4
5
6
7
8
9
D2/1.2379 SLD-i SLD-MAGIC 8%Cr
Wea
r Vol
ume
(x 1
0-14
m2 /
N)
SLD-i SLD-MAGIC 8%Cr Steel
FABTECH CHICAGO 2015
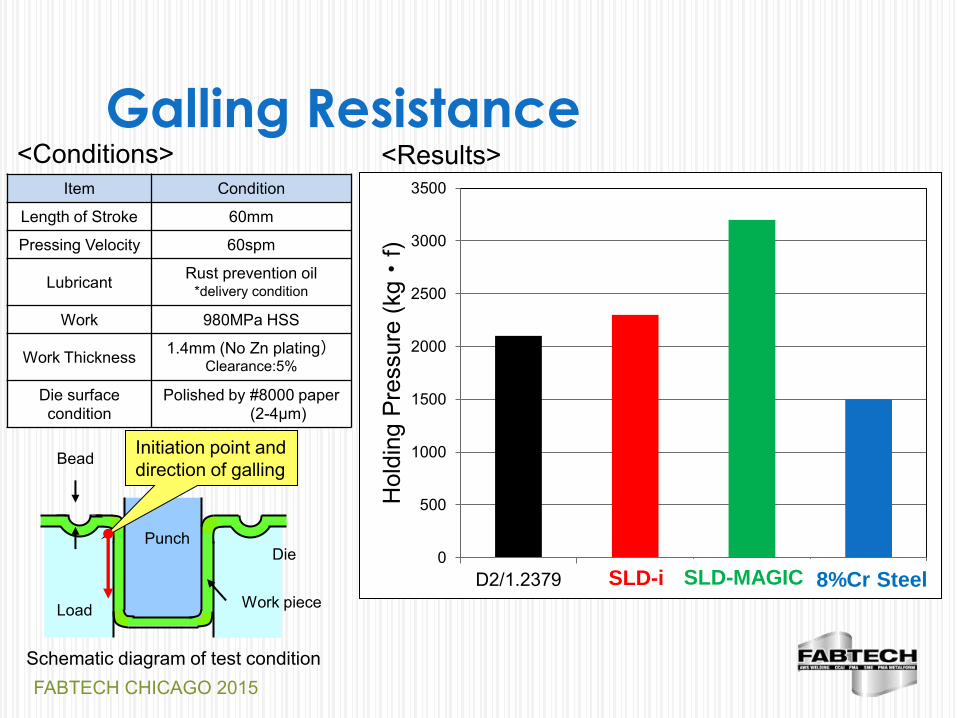
Galling Resistance
Initiation point and direction of galling
Load
Bead
Punch Die
Work piece
Schematic diagram of test condition
<Results> Item Condition
Length of Stroke 60mm
Pressing Velocity 60spm
Lubricant Rust prevention oil *delivery condition
Work 980MPa HSS
Work Thickness 1.4mm (No Zn plating) Clearance:5%
Die surface condition
Polished by #8000 paper (2-4μm)
<Conditions>
0
500
1000
1500
2000
2500
3000
3500
D2/1.2379 SLD-i SLD-MAGIC 8%Cr
Hol
ding
Pre
ssur
e (k
g・f)
SLD-i SLD-MAGIC 8%Cr Steel
FABTECH CHICAGO 2015
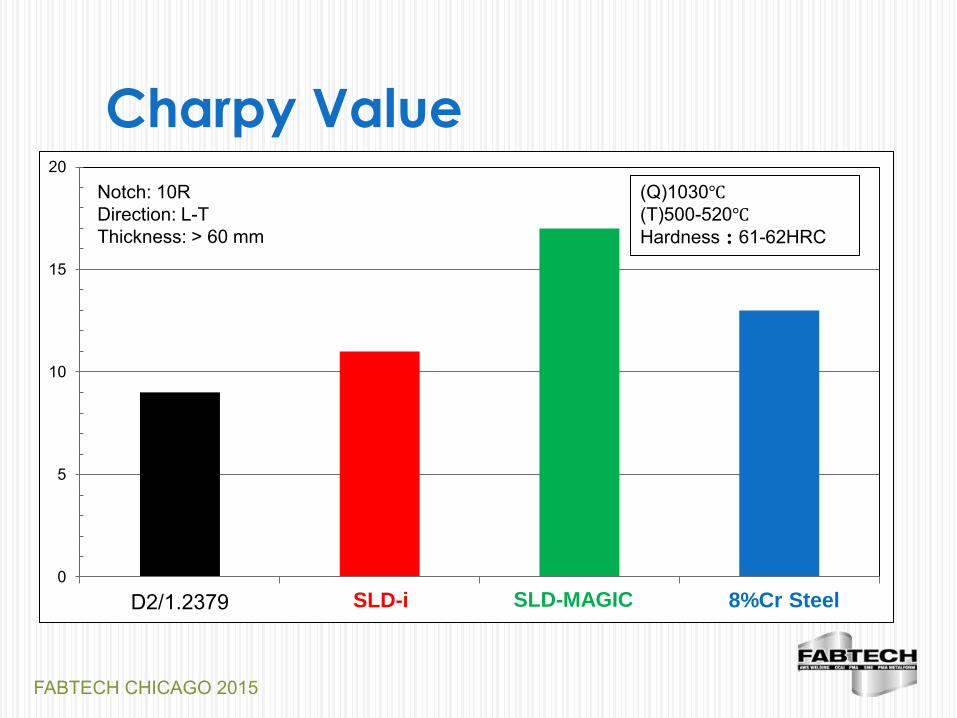
Charpy Value
0
5
10
15
20
D2/1.2379 SLD-i SLD-MAGIC 8%Cr
Notch: 10R Direction: L-T Thickness: > 60 mm
(Q)1030℃ (T)500-520℃ Hardness:61-62HRC
SLD-i SLD-MAGIC 8%Cr Steel
FABTECH CHICAGO 2015
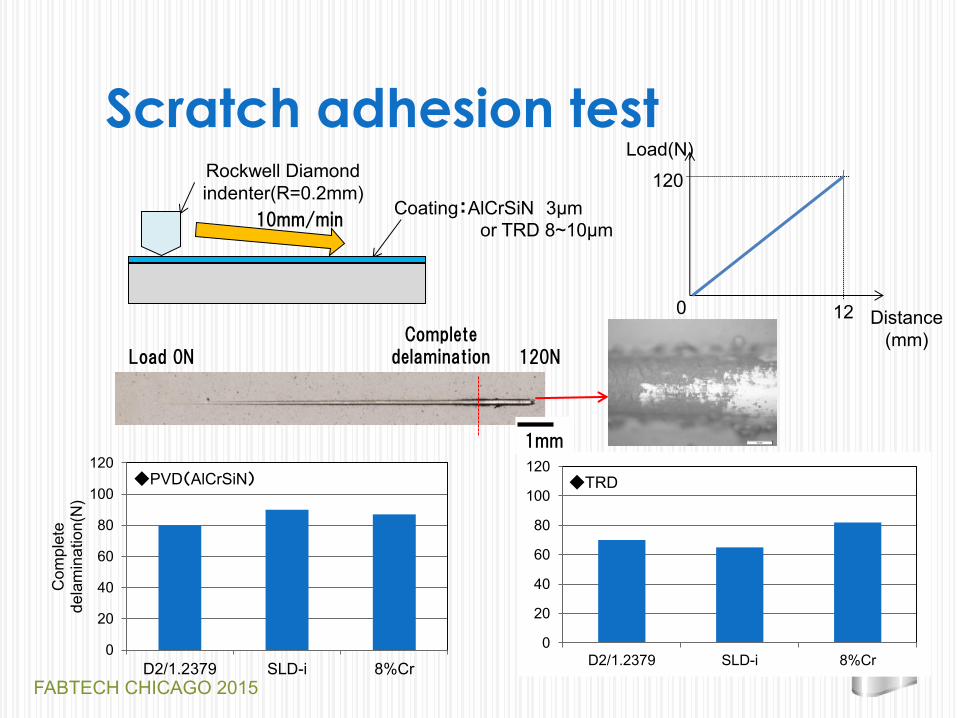
Scratch adhesion test Rockwell Diamond indenter(R=0.2mm)
10mm/min
Distance(mm)
Load(N)
0 12
120
1mm
Load 0N 120N Complete
delamination
Coating:AlCrSiN 3μm or TRD 8~10μm
0
20
40
60
80
100
120
D2/1.2379 SLD-i 8%Cr
Com
plet
e de
lam
inat
ion(
N)
◆PVD(AlCrSiN)
0
20
40
60
80
100
120
D2/1.2379 SLD-i 8%Cr
◆TRD
FABTECH CHICAGO 2015
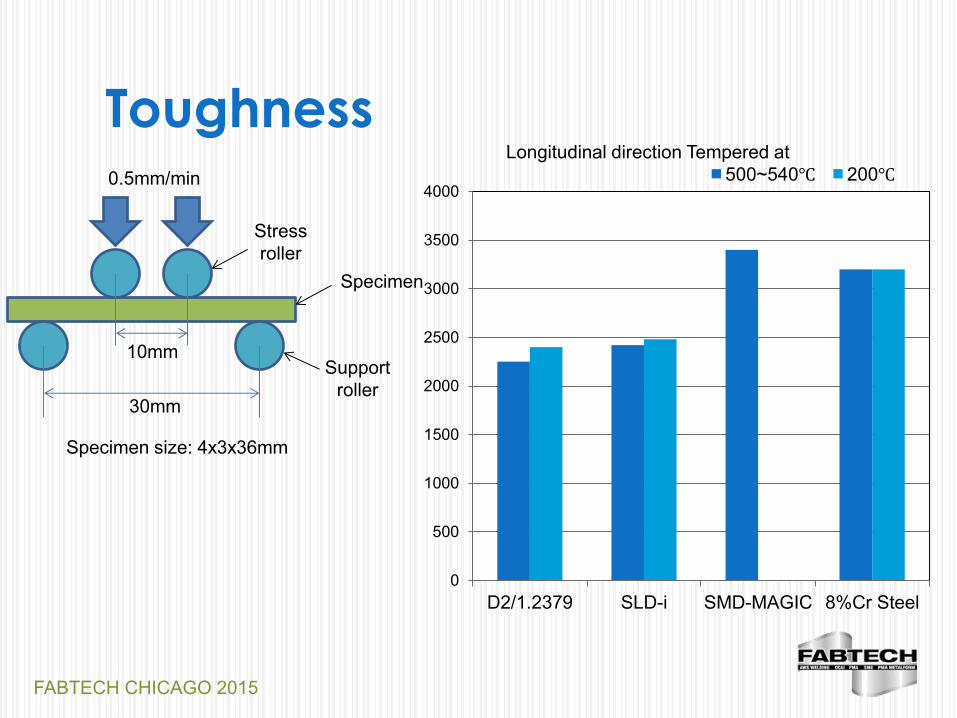
Toughness
Specimen size: 4x3x36mm
10mm
30mm
Stress roller
Support roller
Specimen
0.5mm/min
0
500
1000
1500
2000
2500
3000
3500
4000
D2/1.2379 SLD-i SMD-MAGIC 8%Cr Steel
500~540℃ 200℃ Longitudinal direction Tempered at
FABTECH CHICAGO 2015
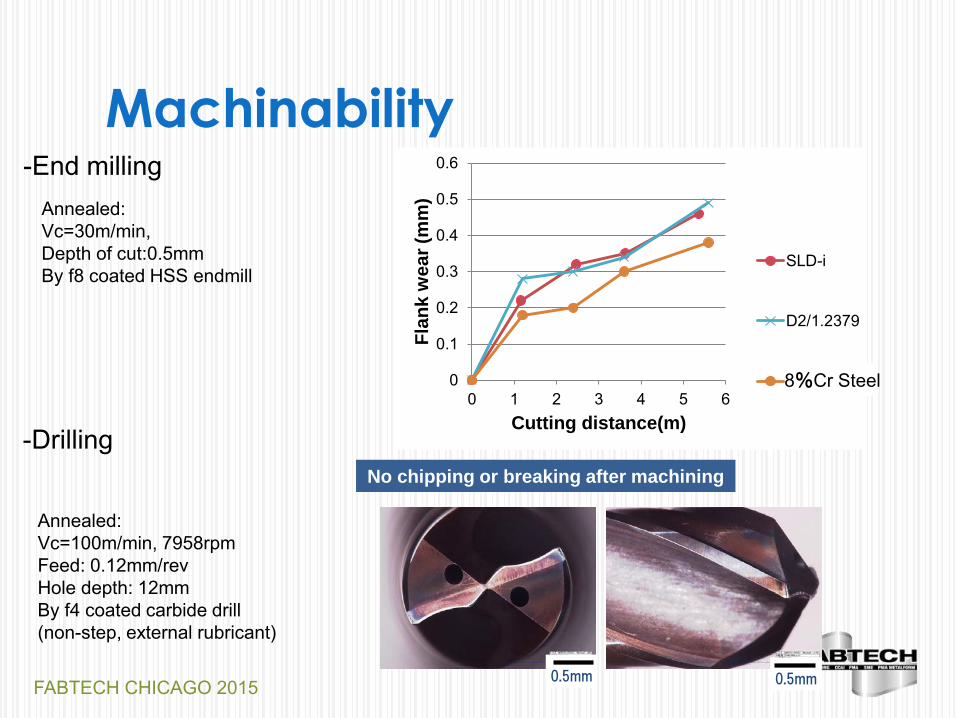
Machinability
0
0.1
0.2
0.3
0.4
0.5
0.6
0 1 2 3 4 5 6F
lan
k w
ea
r (m
m) Cutting distance(m)
SLD-i
D2/1.2379
DC53
-End milling
-Drilling
Annealed: Vc=30m/min, Depth of cut:0.5mm By f8 coated HSS endmill
Annealed: Vc=100m/min, 7958rpm Feed: 0.12mm/rev Hole depth: 12mm By f4 coated carbide drill (non-step, external rubricant)
No chipping or breaking after machining
0.5mm 0.5mm
8%Cr Steel
FABTECH CHICAGO 2015
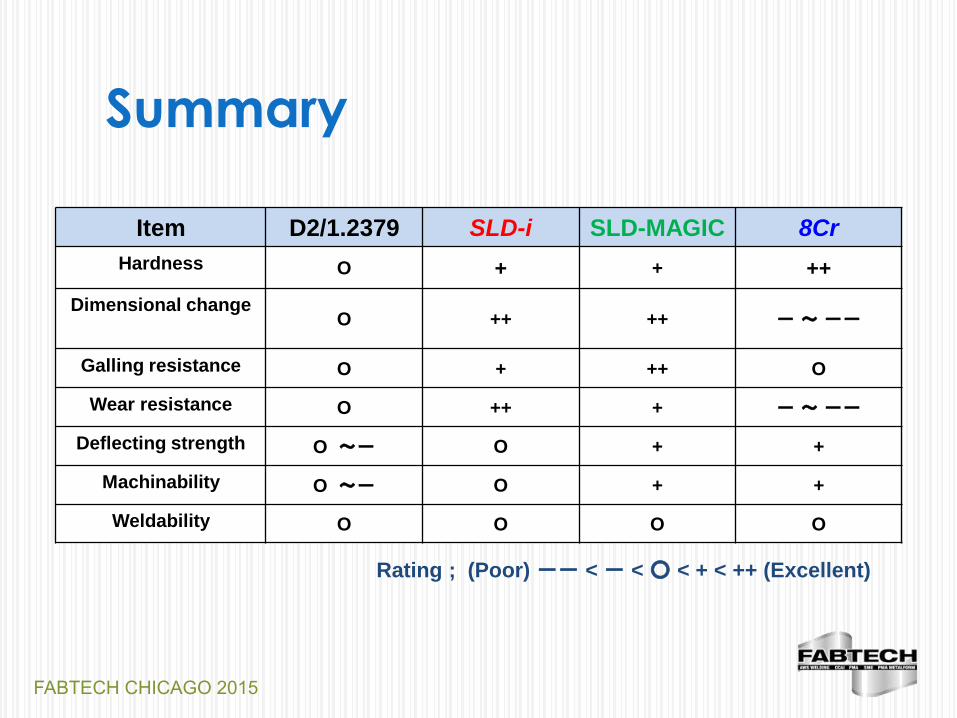
Summary
Item D2/1.2379 SLD-i SLD-MAGIC 8Cr
Hardness O + + ++
Dimensional change O ++ ++ - ~ --
Galling resistance O + ++ O
Wear resistance O ++ + - ~ --
Deflecting strength O ~- O + +
Machinability O ~- O + +
Weldability O O O O
Rating ; (Poor) -- < - < ○ < + < ++ (Excellent)
FABTECH CHICAGO 2015
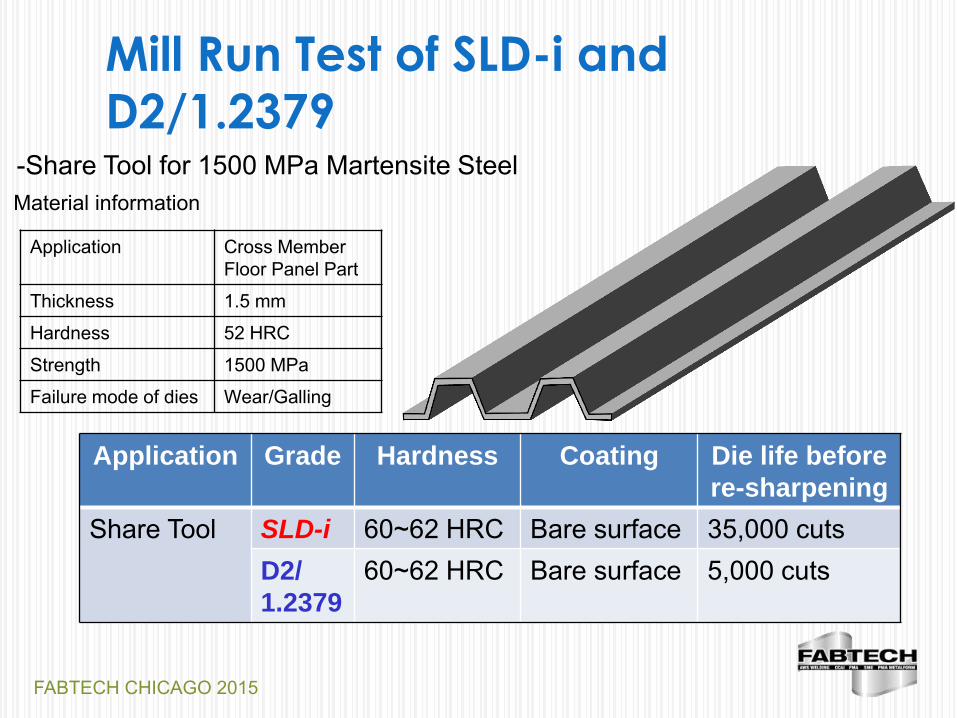
Mill Run Test of SLD-i and
D2/1.2379 -Share Tool for 1500 MPa Martensite Steel
Application Grade Hardness Coating Die life before
re-sharpening
Share Tool SLD-i 60~62 HRC Bare surface 35,000 cuts D2/
1.2379
60~62 HRC Bare surface 5,000 cuts
Application Cross Member Floor Panel Part
Thickness 1.5 mm
Hardness 52 HRC
Strength 1500 MPa
Failure mode of dies Wear/Galling
Material information
FABTECH CHICAGO 2015
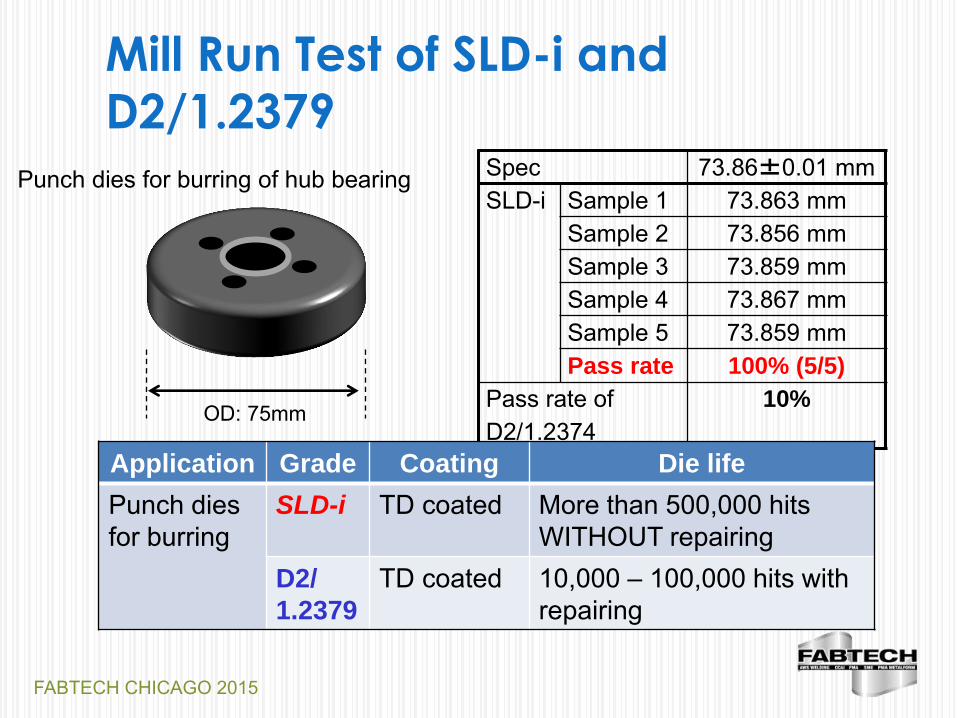
Mill Run Test of SLD-i and
D2/1.2379 Spec 73.86±0.01 mm SLD-i Sample 1 73.863 mm
Sample 2 73.856 mm Sample 3 73.859 mm Sample 4 73.867 mm Sample 5 73.859 mm Pass rate 100% (5/5)
Pass rate of D2/1.2374
10% OD: 75mm
Punch dies for burring of hub bearing
Application Grade Coating Die life
Punch dies for burring
SLD-i TD coated More than 500,000 hits WITHOUT repairing
D2/
1.2379
TD coated 10,000 – 100,000 hits with repairing

FABTECH CHICAGO 2015
Thank
You














![089 a 71 053 036 018 [bar] Slot Die Pressure Distribution Slot Die For 2 Layers Streamline Slide Die For 2 Layers Slot Die Coating Slot Die Coating Station High precision slot die](https://img.pdfslide.us/doc/110x75/5e7db07b5e50ba621c17be72/089-a-71-053-036-018-bar-slot-die-pressure-distribution-slot-die-for-2-layers.jpg)














