Embed Size (px)
Citation preview

Thermochemical Biorefineries
based on DME as platform chemical
Conceptual design and technoeconomic assessment
Seville, June 24th 2013
Pedro Haro
Bioenergy Group
Chemical and Environmental Engineering Department

Contents
Pedro Haro
Doctoral Thesis Seville
June 24th 2013
2
Objective
History and context
Indirect synthesis of ethanol
Activities during the visit to KIT
Final Conclusions
Multiproduction plants using DME
Sustainability in multiproduction plants
Further work
Objective
Pedro Haro
Doctoral Thesis
3
Seville
June 24th 2013
THERMOCHEMICAL
BIOREFINERY
Air/Oxygen
CO2(for sequestration)
Feedstock
Fuel(s)
Material(s)
Power
Net Power
Import/export
Chemical(s)
Net Heat
Import/export
Heat
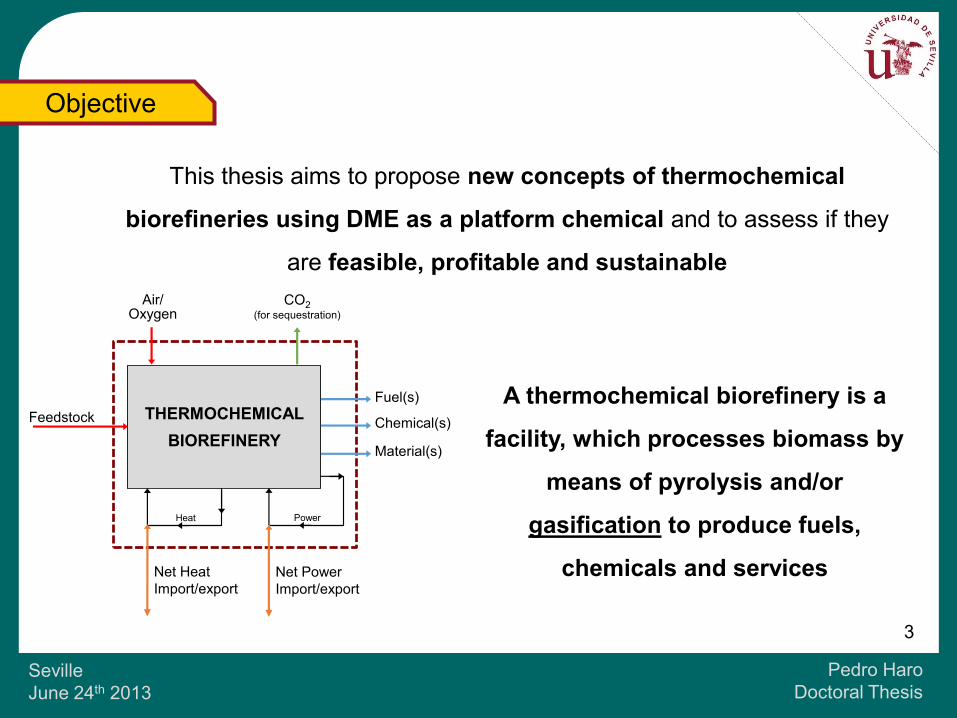
A thermochemical biorefinery is a
facility, which processes biomass by
means of pyrolysis and/or
gasification to produce fuels,
chemicals and services
This thesis aims to propose new concepts of thermochemical
biorefineries using DME as a platform chemical and to assess if they
are feasible, profitable and sustainable

History and context
Pedro Haro
Doctoral Thesis
4
Seville
June 24th 2013
In 2009, the research activity of the Bioenergy Group (process
design) was focused on the production of ethanol via
thermochemical processing of biomass:
DIRECT SYNTHESIS
The study of the direct synthesis showed that the process is
feasible. However,
(just) profitable and there is
a high risk, since large investment 400 M€ (500 MWth)
and market uncertainties

Indirect synthesis of Ethanol
Objective: improve profitability
INDIRECT SYNTHESIS
Search of alternative routes that overcome main limitation of direct
synthesis: low selectivity to ethanol
The screening of literature showed all routes use homogeneous
catalysts and operate at high pressure (>50 bar)
Acetic acid esterification (Enerkem): complex
In process to be commercial (homogeneous catalyst)
DME hydrocarbonylation
Recently discovered (2009, Tsubaki)
Heterogeneous catalyst
Pedro Haro
Doctoral Thesis
5
Seville
June 24th 2013

Pedro Haro
Doctoral Thesis
6
Selected route: DME hydrocarbonylation
Seville
June 24th 2013
Indirect synthesis of Ethanol
CH3OCH3 (DME)
CH3COOCH3 (methyl acetate)
CO
CH3OH
C2H5OH
H2
CO, H2(syngas)
H2O
Eq. (1)
Eq. (4)
Eq. (15)
Eq. (12)
Platform chemical: DME
Reaction steps:
syngas-to-methanol (commercial)
methanol-to-DME (commercial)
DME-to-ethanol (in progress)
two catalysts
220ºC, 15 bar
Methanol is converted into DME
GLOBAL REACTION:
4 H2 + 2 CO C2H5OH + H2O
(same as in the direct route)

Pedro Haro
Doctoral Thesis
7
Seville
June 24th 2013
Indirect synthesis of Ethanol
Process design (i-Ethanol concept) Paper 2
Methyl Acetate
FEEDSTOCK PRETREATMENT
GASIFICATION
METHANOL SYNTHESIS
PRODUCT SEPARATION
DME SYNTHESIS
CLEAN-UP & CONDITIONING
DME
Water
Methanol
Ethanol
Biomass
DME HYDROCARBONYLATIONPRODUCT
SEPARATION
Main points in the design:
• A large excess of CO is required (CO/DME = 10:1)
• Selectivity near 100%
• No water-ethanol mixture (energy saving)
• Less syngas recycle, milder operating conditions

Pedro Haro
Doctoral Thesis
8
Basis of modeling (i-Ethanol concept)
Process simulator: Aspen Plus
500 MWth of poplar chips
i-CFB gasifier
Conditioning of raw syngas
steam reformer (SR)
Methanol synthesis
LPMEOHTM
DME synthesis
methanol dehydration (Toyo)
DME hydrocarbonylation
data from literature (Tsubaki)
Seville
June 24th 2013
Indirect synthesis of Ethanol
WaterAirOilHP steamLP steam
Biomass MillingDryerGasification
bed
Combustor
Sand Sand &
Char
Ash
Flue gas
Flue gas
(CO2)
Cleaning
Cyclon
Particles
HRSG OLGA
-Dust
-Alkali
-Tars
Scrubber
Air &Tars
-NH3
-HCl
HRSG
LP steam
SMR LPMEOH
Raw Methanol
LO-CAT
S
CW
Guard
Bed
S
Combustor
MP
Steam
CO2
Air
CW
G-L
Separation
Purge
Air
T=80 ºC
WPurge
Unreacted
Syngas
Syngas to DME
Hydrocarbonylation
H2O
Removal
Hydrocarbonylation
Reactor
DME Column
Ethanol
Methanol
Amines CO2
CW
G-L
Separation
Dehydration
Reactor
H2O
Purge
Unreacted Syngas
Syngas from SMR
Stabilizer
Column
MeOH-EtOH
Column
Methyl
Acetate
Lights
Raw
Methanol
Flue gas
(CO2)
Flue gas
(CO2)
Process flowchart of the i-Ethanol concept
Paper 2

Pedro Haro
Doctoral Thesis
9
Results and comparison with the direct route (i-Ethanol concept)
Both cases share the methodology and have been designed as
energy self-sufficient
Seville
June 24th 2013
Indirect synthesis of Ethanol
i-Ethanol Direct synthesis
Biomass input (MWth, HHV) 500 500
Feedstock price ($/d. tonne) 66 66
Energy efficiency (%, HHV) 46 34
Total capital investment (M$2010) 333 421
Operating cost (k$/MWEthOH·year) 435 471
Minimum selling price ($/L)
[10% internal rate of return: IRR] 0.56 0.71
Data for the direct synthesis taken from BEGUS publications
Paper 2

Pedro Haro
Doctoral Thesis
10
Conclusions
Seville
June 24th 2013
Indirect synthesis of Ethanol
The indirect synthesis has higher efficiency and higher
profitability than direct synthesis
However, there is still a risk for the investment
In order to reduce it: diversification of revenue
multiproduction
Regarding the DME hydrocarbonylation route there
are potential co-products: DME, methyl acetate
(high-value)

Pedro Haro
Doctoral Thesis
11
Seville
June 24th 2013
Design and assessment of 12 concepts of thermochemical biorefineries
Multiproduction plants using a platform chemical
Co-products Uses Value €/GJ
DME substitute of diesel, LPG; substitute of naphtha (chemical) 0.7 $/L 22
Ethanol substitute of gasoline; production of chemicals (butanol, ethylene) 0.6 $/L 24
Methyl Acetate solvent; production of plastics 1.7 $/L 65
Hydrogen production of electricity; use in transport; refineries 1 $/kg 6
Electricity - 5 c$/kWh -
Objective: confirm the potential of multiproduction plants
How?
Assessment of different configurations (concepts)
regarding the mix of products and the conditioning of
the syngas
Paper 5

Pedro Haro
Doctoral Thesis
12
Seville
June 24th 2013
Multiproduction plants using a platform chemical
Process flowchart of the concepts of thermochemical biorefinery
Description of the concepts
Methyl
acetate
Powergeneration
DME synthesis
DME conversion
Syngas clean-up and conditioning
GasificationFeedstock
pretreatment
Dryer & Milling
iCFBG
Tar reformer
(TR)
Autothermal reformer
(ATR)
CO2 & H2
removal
DME Hydrocarbony
-lation
DME
Carbonylation
DME synthesis
Power Island
H2
CO2
DME
DME
DME Electric
powerEthanol
PRODUCTS
Biomass
System boundaries
Steamreformer
(SR)
Paper 5
Pedro Haro
Doctoral Thesis
13
Seville
June 24th 2013
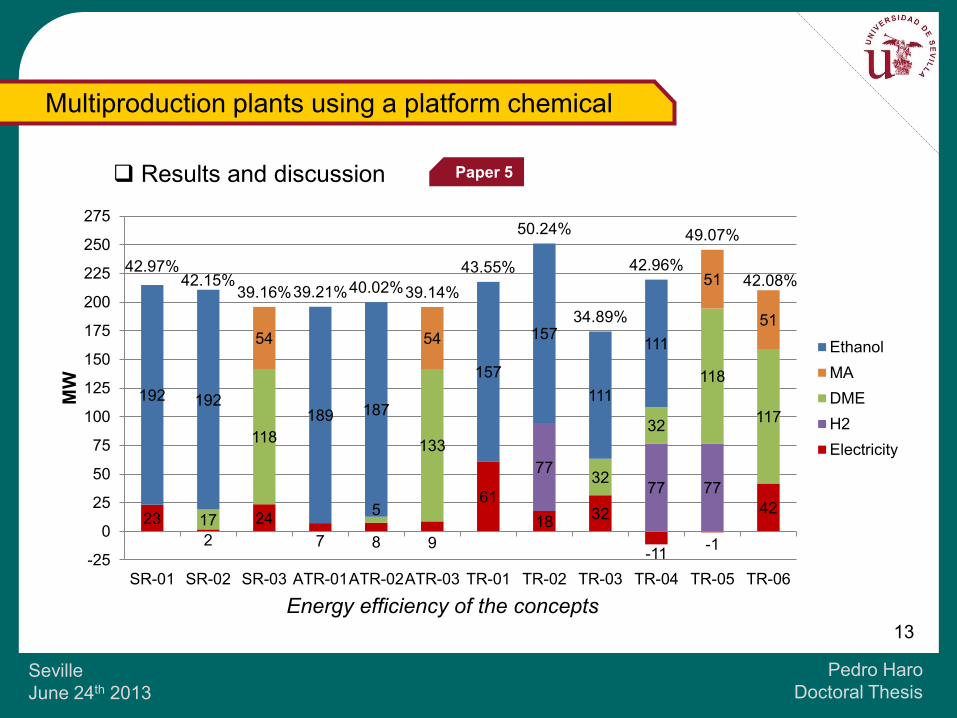
Results and discussion
Multiproduction plants using a platform chemical
Paper 5
23
2
24
7 8 9
61
18 32
-11 -1
42
77
77 77
17
118
5
133
32
32
118
117
54 54
51
51
192 192 189 187
157
157
111
111
42.97% 42.15%
39.16% 39.21% 40.02% 39.14%
43.55%
50.24%
34.89%
42.96%
49.07%
42.08%
-25
0
25
50
75
100
125
150
175
200
225
250
275
SR-01 SR-02 SR-03 ATR-01ATR-02ATR-03 TR-01 TR-02 TR-03 TR-04 TR-05 TR-06
MW
Ethanol
MA
DME
H2
Electricity
Energy efficiency of the concepts

Pedro Haro
Doctoral Thesis
14
Seville
June 24th 2013
Results and discussion
Multiproduction plants using a platform chemical
0%
10%
20%
30%
40%
50%
60%
70%
0% 10% 20% 30% 40% 50% 60% 70% 80%
_( ℎ,
)
Prod
main product
carbono
syngas: Prod
syngas: P+S
Max. production
of power
Tar reforming
and CO2 removal
Paper 4
Pedro Haro
Doctoral Thesis
15
Seville
June 24th 2013
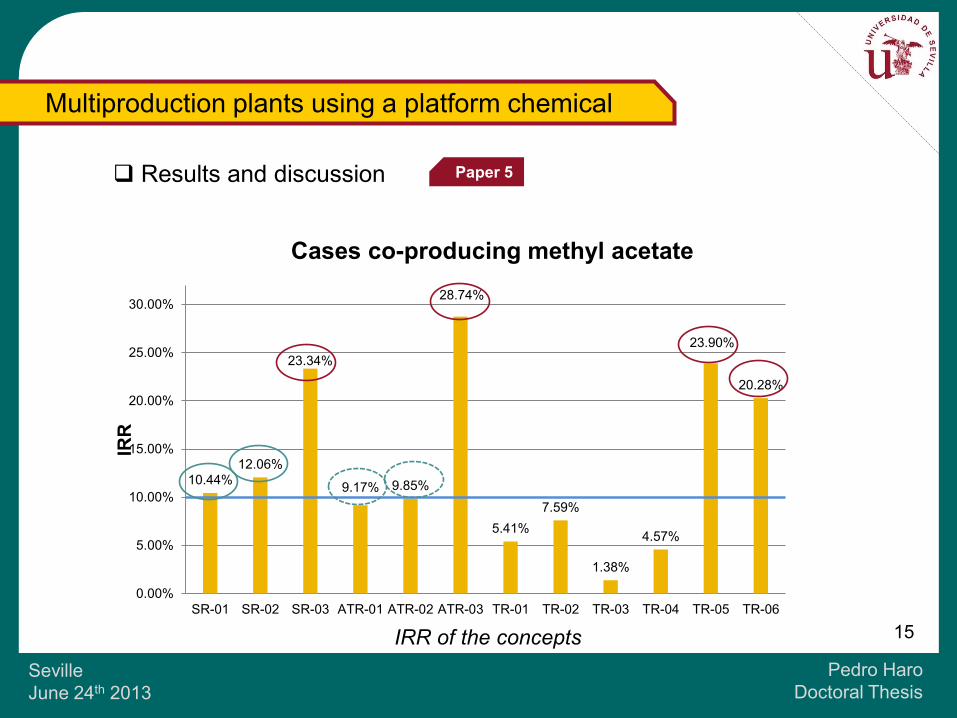
Results and discussion
Multiproduction plants using a platform chemical
Paper 5
10.44%
12.06%
23.34%
9.17% 9.85%
28.74%
5.41%
7.59%
1.38%
4.57%
23.90%
20.28%
0.00%
5.00%
10.00%
15.00%
20.00%
25.00%
30.00%
SR-01 SR-02 SR-03 ATR-01 ATR-02 ATR-03 TR-01 TR-02 TR-03 TR-04 TR-05 TR-06
IRR
Cases co-producing methyl acetate
IRR of the concepts

Pedro Haro
Doctoral Thesis
16
Seville
June 24th 2013
Conclusions
The concepts co-producing methyl acetate (high-value
product) achieve the highest profitability
The energy efficiency of the concepts is similar to BTL/G
processes (40%)
However, a sustainability assessment is necessary
Multiproduction plants using a platform chemical

Pedro Haro
Doctoral Thesis
17
Seville
June 24th 2013
Sustainability assessment in thermochemical biorefineries
The use of biomass does not necessarily involve sustainability
The co-production of products different to fuels requires new tools
Impact of sustainability on the profitability
The incorporation of BECCS (sale of CO2 credits)
Achievement of a larger saving than the required (sale of CO2 credits)
Sustainability in multiproduction plants
Assessment of sustainability (new methodology) and
study of the potential impact on profitability
(based on Directive 2009/28/EC)

Pedro Haro
Doctoral Thesis
18
Seville
June 24th 2013
European methodology
Sustainability in multiproduction plants
Paper 7
E = eec + el + ep + etd + eu – esca – eccs – eccr – eee
(g CO2 equivalent / MJ of biofuel)
Allocation co-products (energy content):
Em = E’ + sum[xi·(etd,i + eu,i)]
Modification of sustainability methodology
The final use (eu,i) is relevant
Fuels have a net emission in their final use
Retention of carbon in chemicals
(assumed as 50% eq. CO2 content)
Extra saving

Pedro Haro
Doctoral Thesis
19
Seville
June 24th 2013
European methodology
Sustainability in multiproduction plants
Paper 7
E = eec + el + ep + etd + eu – esca – eccs – eccr – eee
(g CO2 equivalent / MJ of biofuel)
Allocation co-products (energy content):
Em = E’ + sum[xi·(etd,i + eu,i)]
Modification of sustainability methodology
The final use (eu,i) is relevant
Fuels have a net emission in their final use
Retention of carbon in chemicals
(assumed as 50% eq. CO2 content)
Extra saving
Extra-avoided emissions: 44.3 t/h of equivalent CO2
Example: TR-01 concept
Emission factor (fossil) 83.8
g CO2 equivalent per MJ of total products
Limit of emissions (60% saving) 33.5
Emissions cradle-to-grave 9.0
Sequestration or retention of CO2 30.0
Saving 125%
Extra saving
(w/o seq. or retention of CO2) 24.5
Extra saving 54.5

Pedro Haro
Doctoral Thesis
20
Seville
June 24th 2013
Results: final use and extra saving
Sustainability in multiproduction plants
0%
50%
100%
150%
200%
250%
SR-01 SR-02 SR-03 ATR-01ATR-02ATR-03 TR-01 TR-02 TR-03 TR-04 TR-05 TR-06
max. transportation FUELS max. Other FUELS
max. CHEMICALS eu = 0 / e_no comb = 0 (Directive)
60%
(EU, 2018)
Max. transportation fuels
Max. bio-chemicals
Max. other fuels
Directive
Directive (EU)
Final use:
As transportation
fuels
As chemicals
Saving of GHG emissions (%)
BECCS
Paper 7

Pedro Haro
Doctoral Thesis
21
Seville
June 24th 2013
BECCS: results of incorporation to TR concepts
Cost of sequestration: 20 – 30 €/tonne
Conventional power plants: 100 – 200 €/tonne
All concepts have an extra saving of GHG emissions
Impact of sustainability on profitability
Sale of CO2 credits (extra-avoided emissions)
Co-feeding of fossil fuels (natural gas, coal)
Sustainability in multiproduction plants

Pedro Haro
Doctoral Thesis
22
Seville
June 24th 2013
0%
5%
10%
15%
20%
25%
30%
35%
0 5 10 15 20 25 30 35 40 45 50 55 60 65
IRR
CO2 credit (€/t)
SR-01
SR-02
SR-03
ATR-01
ATR-02
ATR-03
TR-01
TR-02
TR-03
TR-04
TR-05
TR-06
Transportation and
sequestration costs
Base case
[1]
Sale of CO2 credits (extra-avoided emissions)
Sustainability in multiproduction plants
Pedro Haro
Doctoral Thesis
23
Seville
June 24th 2013
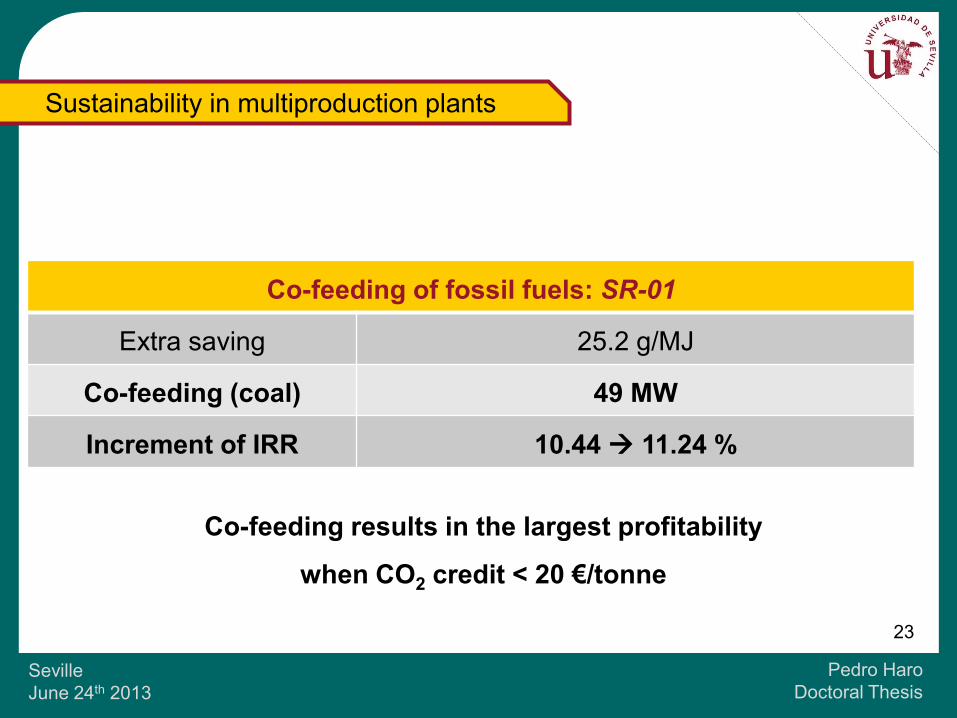
Co-feeding results in the largest profitability
when CO2 credit < 20 €/tonne
Sustainability in multiproduction plants
Co-feeding of fossil fuels: SR-01
Extra saving 25.2 g/MJ
Co-feeding (coal) 49 MW
Increment of IRR 10.44 11.24 %

Pedro Haro
Doctoral Thesis
24
Seville
June 24th 2013
Conclusions
All concepts of thermochemical biorefinery using DME are
sustainable (even using European regulation)
Chemicals are not combusted retention of carbon
A saving larger than 100% could be achieved if chemicals are co-
produced and BECCS incorporated
The economic impact is positive due to the large GHG saving
Sustainability in multiproduction plants
Paper 7
Pedro Haro
Doctoral Thesis
25
Seville
June 24th 2013
Up to now the results have shown that:
Multiproduction is interesting in order to reduce the risk
(diversification of revenue) and enhances profitability
Hence, a review of other platform chemicals and indirect
routes will result in new options for the assessment of
multiproduction plants
Thermochemical biorefineries with multiproduction

Identification of chemical routes using a platform chemical
Pedro Haro
Doctoral Thesis
26
Platform chemicals (from syngas) for thermochemical biorefineries
Seville
June 24th 2013
CO, H2 (syngas)
AcOH
2.1.2
2.1
FT, H2, SNG
2.1.4
Methyl Acetate
Gasoline Olefins2.1.10
2.1.8 2.1.9
Ac2O
2.1.6
2.1.7
Diesel Jet Fuel
Ethyl Acetate
2.1.7
2.2.4 ButOH
EtOH
2.1
EtOHDMEMeOH
Chemicals
Methanol, DME and Ethanol
Methanol and DME are
mostly equivalent
The routes are complex
(several reaction steps)
MTG and MTO are
commercial processes,
although using fossil fuels
Paper 1
Pedro Haro
Doctoral Thesis
27
Seville
June 24th 2013
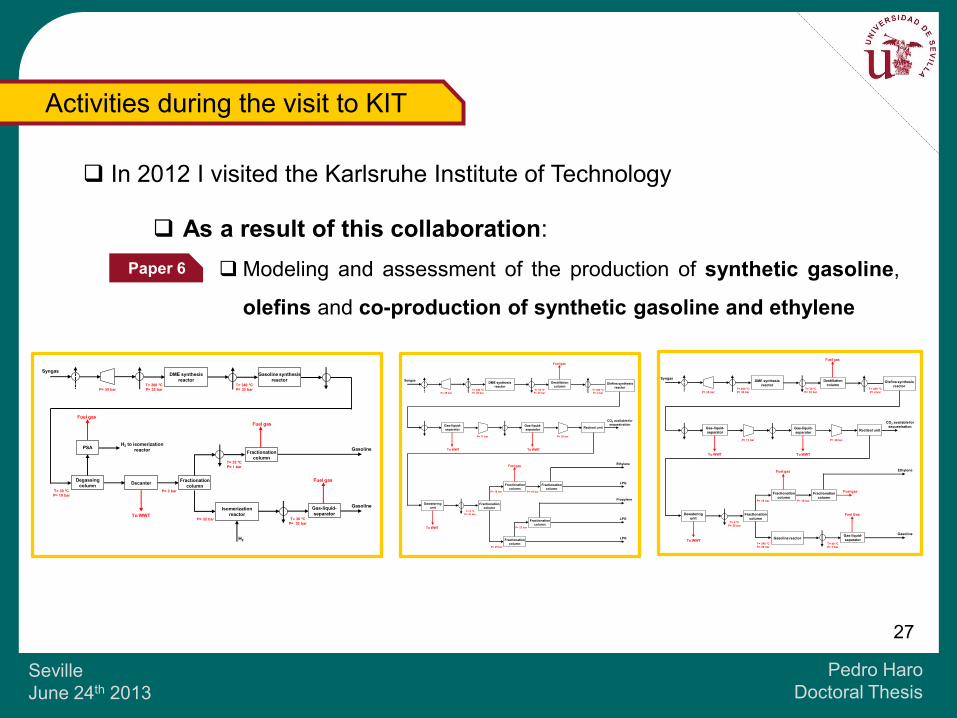
In 2012 I visited the Karlsruhe Institute of Technology
Activities during the visit to KIT
Paper 6
DME synthesis
reactor
P= 35 bar
T= 30 ºC
P= 10 bar
T= 200 ºC
P= 35 bar
SyngasGasoline synthesis
reactorT= 340 ºC
P= 33 bar
Degassing
column
Fuel gas
Decanter
To WWT
Fractionation
column
Fractionation
columnT= 35 ºC
P= 1 bar
P= 2 bar
Fuel gas
Gasoline
Isomerization
reactorT= 30 ºC
P= 32 bar
Gas-liquid-
separator
Fuel gas
P= 32 bar
Gasoline
PSAH2 to isomerization
reactor
H2
DME synthesis
reactor
P= 35 bar
T= 200 ºC
P= 35 bar
SyngasOlefins synthesis
reactorT= 35 ºC
P= 32 bar
Destillation
column
Fuel gas
P= 11 bar
T= 450 ºC
P= 4 bar
Gas-liquid-
separator
To WWT
P= 39 bar
Gas-liquid-
separator
To WWT
Rectisol unit
CO2 available for
sequestration
Dewatering
unit
To WWT
T= 0 ºC
P= 30 bar
Fractionation
column
Fractionation
columnP= 18 bar
Ethylene
P= 25 bar
Fuel gas
Fractionation
columnP= 16 bar
LPG
Fractionation
column
LPG
Fractionation
columnP= 22 bar
LPG
Propylene
Gasoline reactor
T= 40 ºC
P= 1 bar
Gas-liquid-
separator
Fuel Gas
Gasoline
DME synthesis
reactor
P= 35 bar
T= 200 ºC
P= 35 bar
SyngasOlefins synthesis
reactorT= 35 ºC
P= 32 bar
Destillation
column
Fuel gas
P= 11 bar
T= 450 ºC
P= 4 bar
Gas-liquid-
separator
To WWT
P= 39 bar
Gas-liquid-
separator
To WWT
Rectisol unit
CO2 available for
sequestration
Dewatering
unit
To WWT
T= 0 ºC
P= 30 bar
Fractionation
column
Fractionation
columnP= 18 bar
EthyleneFuel gas
Fractionation
columnP= 16 bar
Fuel gas
T= 340 ºC
P= 29 bar
As a result of this collaboration:
Modeling and assessment of the production of synthetic gasoline,
olefins and co-production of synthetic gasoline and ethylene

Pedro Haro
Doctoral Thesis
28
Seville
June 24th 2013
In 2012 I visited the Karlsruhe Institute of Technology
Activities during the visit to KIT
Paper 6
Paper 3
System
boundaries
Gasification EthyleneBiomassEthanol
dehydration
Ethanol
synthesis(directly from syngas)
CO2
Villanueva et al. [6]
Gasification EthyleneBiomassEthanol
dehydration
Ethanol
synthesis(via DME)
CO2
Haro et al. [7]
Fermentation(commercial process)
EthyleneBiomassEthanol
dehydration
EU
USA
Brazil
GasificationEthylene,
Propylene &
LPG
Biomass DME-to-olefinsPyrolysis
CO2 CO2
Haro et al. [8]
CASE STUDY 1
CASE STUDY 2
CASE STUDY 3
CASE STUDY 4
CASE STUDY 5
Enzymatic
hydrolysis
EthyleneBiomassEthanol
dehydration
Fermentation
Kazi et al. [10]
Fornell et al. [11]
Gasification Fermentation
Coskata
CO2
CO2
As a result of this collaboration:
Modeling and assessment of the production of synthetic gasoline,
olefins and co-production of synthetic gasoline and ethylene
Assessment of the production of ethylene using DME and/or
ethanol as a platform chemical
Pedro Haro
Doctoral Thesis
29
Seville
June 24th 2013
In 2012 I visited the Karlsruhe Institute of Technology
Activities during the visit to KIT
Paper 6
Paper 3
As a result of this collaboration:
Modeling and assessment of the production of synthetic gasoline,
olefins and co-production of synthetic gasoline and ethylene
Assessment of the production of ethylene using DME and/or
ethanol as a platform chemical
Main differences with the previous work (BEGUS)
Different gasification technology (EF)
Different methodology and basis of design (e.g. 1175 MWth straw)
Hence, a comparison of the concepts is not possible
Pedro Haro
Doctoral Thesis
30
Seville
June 24th 2013
Results
The production of synthetic gasoline and olefins (2
concepts) are not competitive
Production of ethylene using ethanol as a platform chemical
Competitive for sugar cane ethanol (Brazil)
Competitive for ethanol via thermochemical processing
(indirect synthesis)
Ethanol price 0.45 €/L
Papers 3 and 6
Activities during the visit to KIT

Pedro Haro
Doctoral Thesis
31
20 concepts of thermochemical biorefineries (designed and assessed)
Seville
June 24th 2013
Summary (thesis)
Most concepts use DME as a platform chemical (17); the rest
ethanol (3)
Multiproduction plants (14) are designed with regarding
different reforming technologies and different co-products
The list of co-products includes:
Fuels (transportation, heating), commodities (low-value) and
chemicals (high-value)

Pedro Haro
Doctoral Thesis
32
Identification of chemical routes using a platform chemical
Technoeconomic assessment of the indirect synthesis of ethanol
Technoeconomic assessment of the production of ethylene
Conceptual design of multiproduction plants
Technoeconomic assessment of multiproduction plants using DME
Assessment of sustainability and economic impact
Paper 1
Paper 2
Paper 3
Paper 4
Papers 5 and 6
Paper 7
Seville
June 24th 2013
Summary of the thesis (work done)
Summary (thesis)
Ethanol can be produced via the DME hydrocarbonylation route:
cost-competitive and high efficient (0.56 $/L)
Multiproduction can reduce the risk of investment and improve
profitability:
especially high-value chemicals (IRR > 20 %)
Co-production of chemicals largely reduces the GHG emissions
retention of carbon in final products
Extra saving in thermochemical biorefineries enhances profitability
sale of CO2 credits or co-feeding
BECCS is competitive and enhances profitability
lower cost of sequestration (20-30 €/tonne)
Pedro Haro
Doctoral Thesis
33
Seville
June 24th 2013
Final Conclusions

Further work
Experimental research of DME hydrocarbonylation route:
1.- Optimization of operating conditions
2.- Design of reactor (e.g. regeneration of catalyst)
Assessment of other routes using DME and others platform chemicals
and the screening of other high-value chemicals (currently used in
petrochemical industry)
Pedro Haro
Doctoral Thesis
34
Seville
June 24th 2013

Pedro Haro
Doctoral Thesis
Thank you for your attention!
¡Gracias por vuestra atención!
Seville
June 24th 2013





























