Embed Size (px)
DESCRIPTION
THERMO-MECHANICAL PROCESSING AND FORMING OF STEELS
Citation preview
THERMO-MECHANICAL PROCESSING AND FORMING OF STEELS
(MM 626)
Prof B.P. Kashyap
Lecture-6
Acicular ferrite steel: These are very low carbon steels with sufficient hardenability to transform on cooling to a very fine high strength ferrite structure rather than the ususal polygonal ferrite structure.
Acicular ferrite is a microstructure of ferrite that is characterised by needle shaped crystallites or grains when viewed in two dimensions. The grains, actually three dimensional in shape, have a thin lenticular shape. This microstructure is advantageous over other microstructures because of its chaotic ordering, which increases toughness.
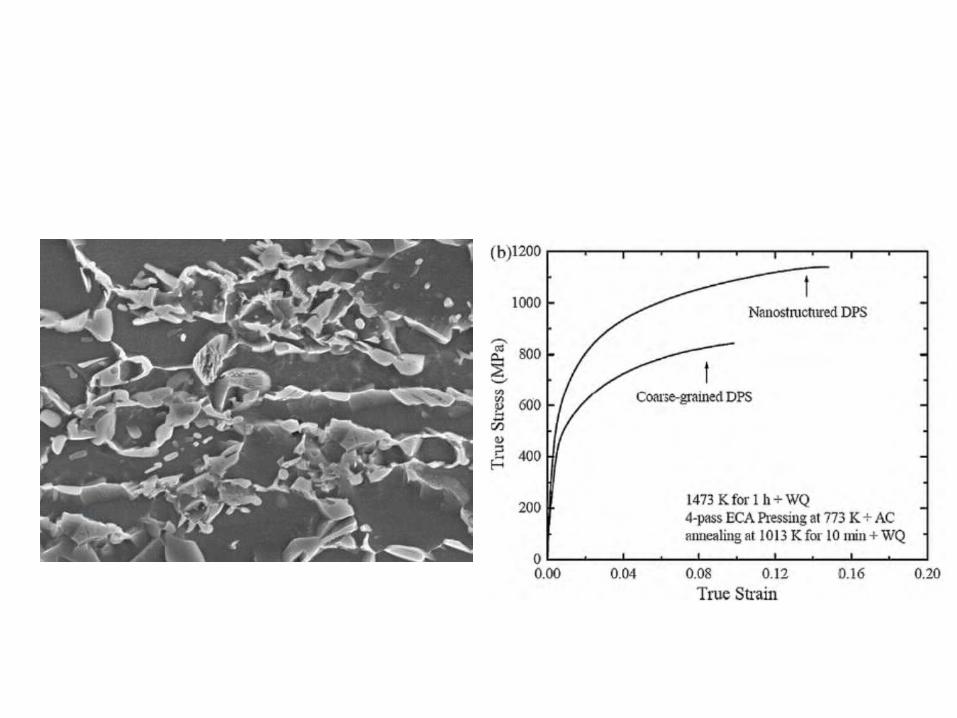
Dual-phase steel (DPS) is a high-strength steel that has a ferrite and martensitic microstructure. DPA starts as a low or medium carbon steel and is quenched from a temperature above A1 but below A3 on a continuous cooling transformation diagram. This results in a microstructure consisting of a soft ferrite matrix containing islands of martensite as the secondary phase (martensite increases the tensile strength). The desire to produce high strength steels with formability greater than microalloyed steel led the development of DPS in 1970s
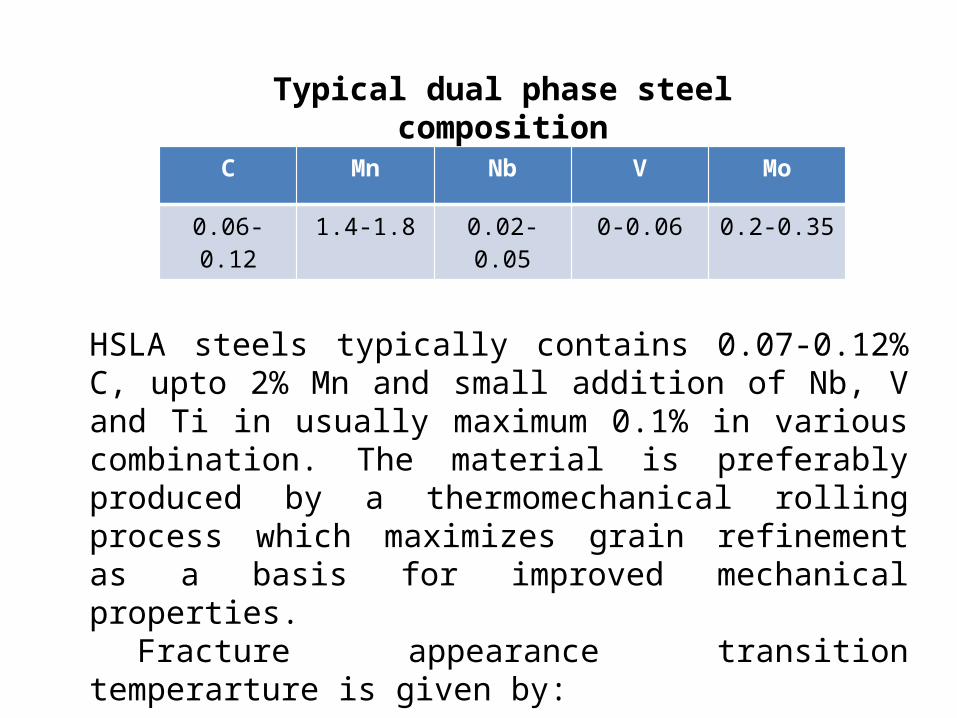
C Mn Nb V Mo
0.06-0.12 1.4-1.8 0.02-0.05 0-0.06 0.2-0.35
Typical dual phase steel composition
HSLA steels typically contains 0.07-0.12% C, upto 2% Mn and small addition of Nb, V and Ti in usually maximum 0.1% in various combination. The material is preferably produced by a thermomechanical rolling process which maximizes grain refinement as a basis for improved mechanical properties.
Fracture appearance transition temperarture is given by:
FATT = A-BD-0.5
Basic heat treatment of steels
• Annealing (furnace cooling)• Normalizing (air cooling)• Spheroidizing• Hardening (quenching)• Tempering • Austempering• Martempering
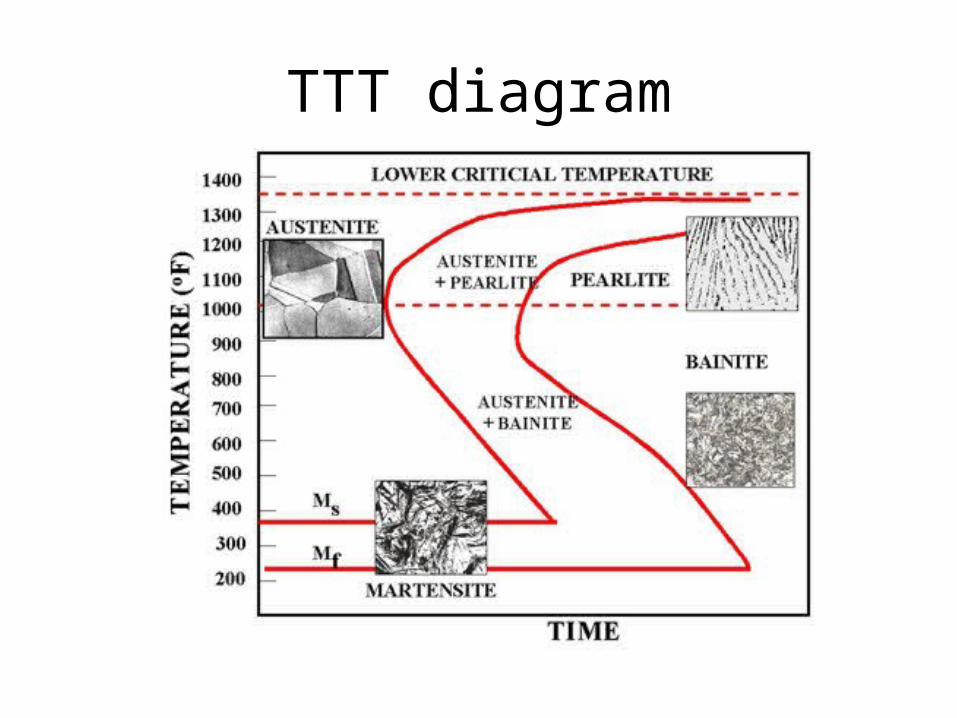
TTT diagram
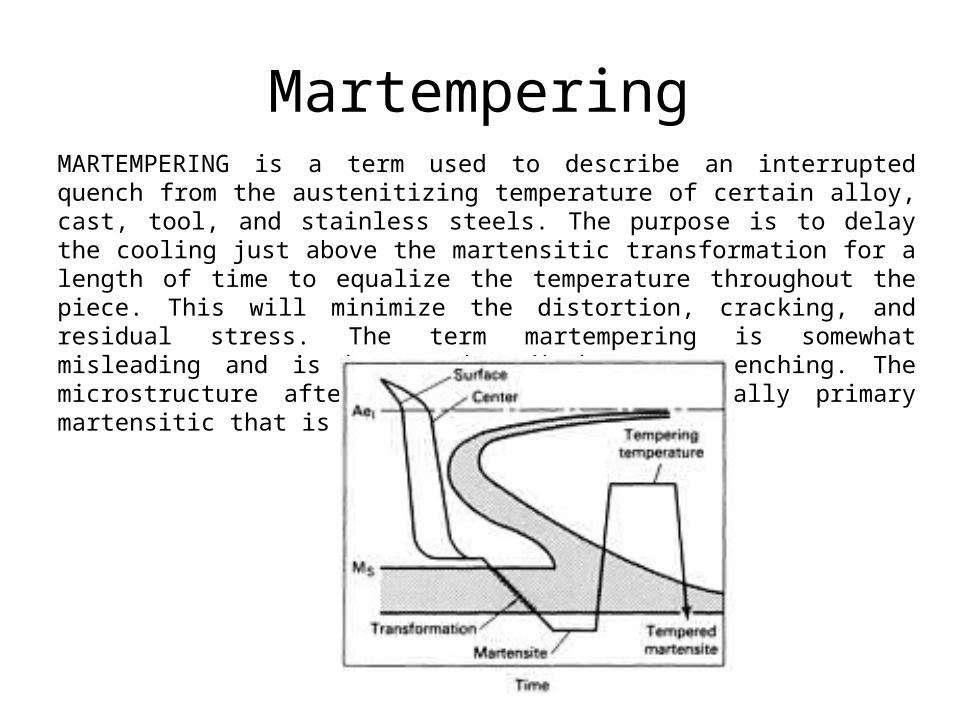
MartemperingMARTEMPERING is a term used to describe an interrupted quench from the austenitizing temperature of certain alloy, cast, tool, and stainless steels. The purpose is to delay the cooling just above the martensitic transformation for a length of time to equalize the temperature throughout the piece. This will minimize the distortion, cracking, and residual stress. The term martempering is somewhat misleading and is better described as marquenching. The microstructure after martempering is essentially primary martensitic that is untempered and brittle.
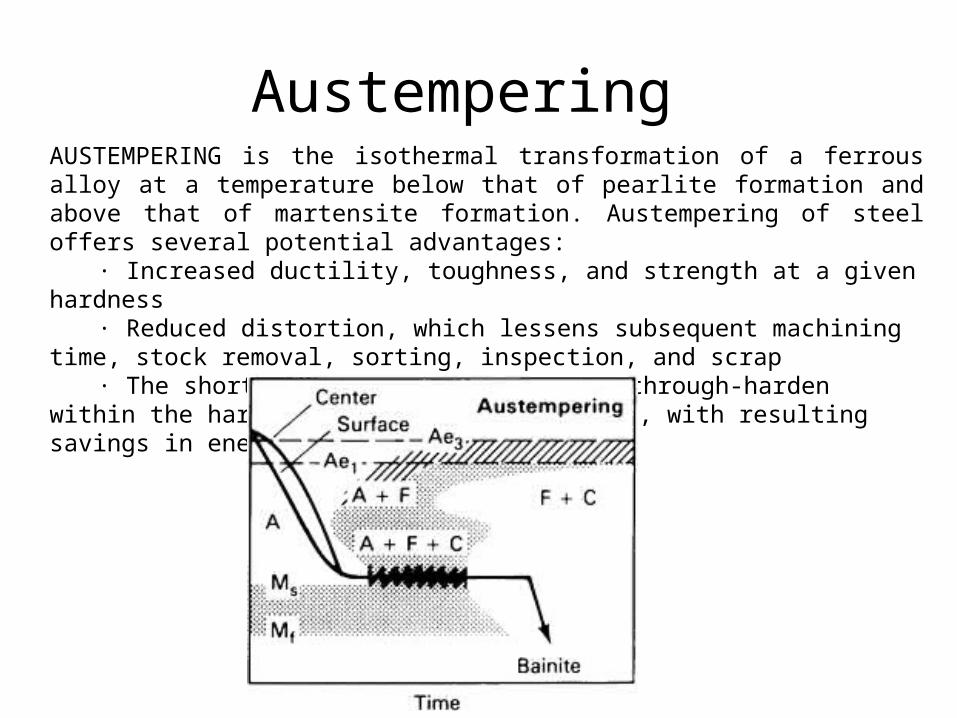
Austempering AUSTEMPERING is the isothermal transformation of a ferrous alloy at a temperature below that of pearlite formation and above that of martensite formation. Austempering of steel offers several potential advantages:
· Increased ductility, toughness, and strength at a given hardness · Reduced distortion, which lessens subsequent machining time, stock removal,
sorting, inspection, and scrap· The shortest overall time cycle to through-harden within the hardness range of
35 to 55 HRC, with resulting savings in energy and capital investment
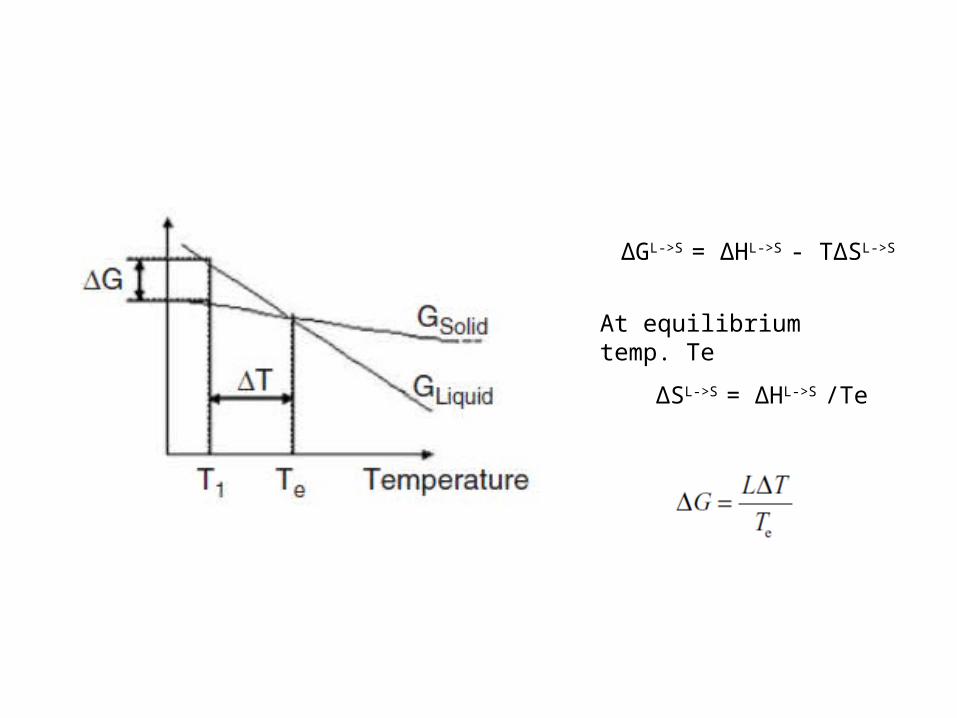
∆GL->S = ∆HL->S - T∆SL->S
At equilibrium temp. Te
∆SL->S = ∆HL->S /Te

Nucleation & growth of a new phase
Critical radius:
r* α (1/∆T)Hence higher the undercooling, easier to form critical radius

Effect of temperature and time on nucleation
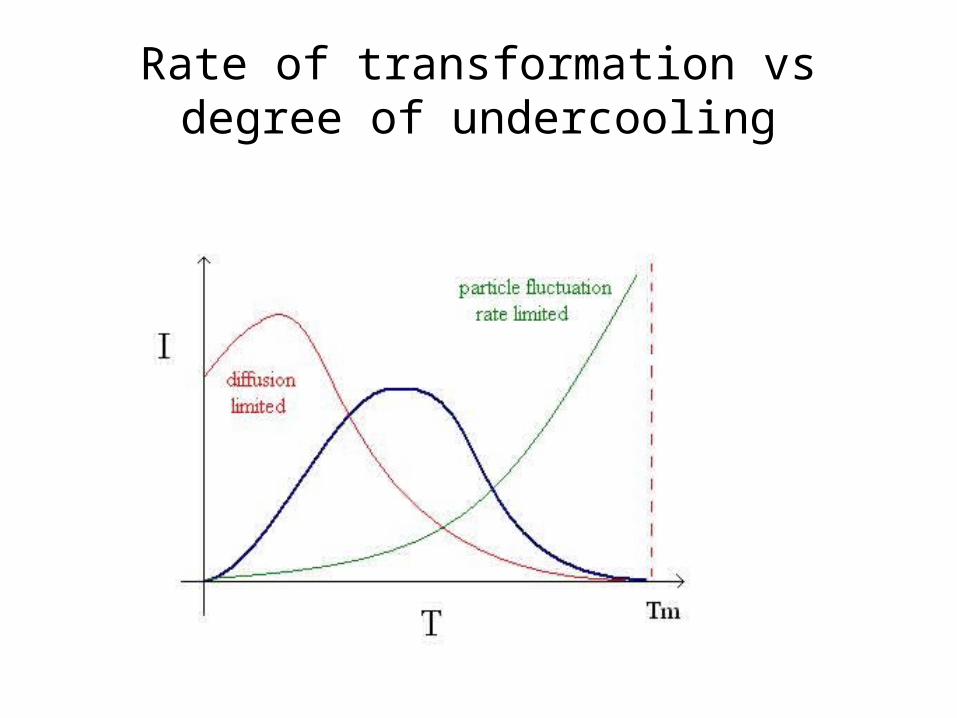
Rate of transformation vs degree of undercooling

THANK YOU





























