Embed Size (px)
Citation preview

285
Challenges in Forming Advanced High Strength Steels
E. Billur, M.S. and Prof. Dr-Ing T. Altan
Engineering Research Center for Net Shape Manufacturing (ERC/NSM) www.ercnsm.org
Abstract
Advanced High Strength Steels (AHSS) offer advantages for weight reduction and
increase in crashworthiness and safety. However, there are several issues to be addressed
in forming AHSS. This paper discusses the challenges encountered in forming AHSS and
summarizes some of the results of the R&D conducted to improve the application of
these materials.
1 Introduction
Advanced High Strength Steels (AHSS) are multi-phase steels which contain martensite,
bainite and/or retained austenite /1/. This microstructure enables high yield (min. 300
MPa) and tensile (min. 500 MPa) strength /2/. Although the formability of AHSS is
improved compared to conventional HSS, they are still much less formable than mild
steels. Fig. 1 depicts how the total elongation (i.e., formability) decreases with increasing
strength. This paper mainly discusses DP (Dual Phase) and TRIP (Transformation-
Induced Plasticity) materials.
Fig. 1. Total Elongation
(%EL) vs. Ultimate
Tensile Strength
(UTS) “Banana
Curve” of
automotive steels
/3/.

286 Challenges in Forming AHSS Billur and Altan
There are several challenges in forming AHSS. These are mainly,
Due to multi-phase structure and complex manufacturing processes:
(1) determining the material properties with accuracy requires new testing
methods,
(2) batch-to-batch inconsistency is common.
Due to their high strength and low formability:
(3) early fractures are observed in several forming operations, requiring
investigation of fracture,
(4) larger press capacities are required for forming or blanking,
(5) tools wear out quickly. Lubricants, tool materials and coatings require
careful selection,
(6) larger springback (leading to dimensional inaccuracy) is an important issue
requiring additional development.
2 Material Properties
2.1 Flow Stress
Flow stress curves are often fit to Hollomon’s equation nk . In this equation, the
strain hardening exponent (n) is also used as an indication for uniform elongation.
However, in AHSS, the strain hardening characteristic is not constant. This is mainly
because of the multi-phase microstructure and the phase transformations during
deformation. The variation in strain hardening characteristics can be illustrated by
plotting the instantaneous n-value vs. corresponding strain (Fig. 2). These observations
indicate that Hollomon’s equation may not be valid for AHSS, since there is no constant
value of n. Furthermore, extrapolation of flow stress data may not be accurate for analysis
or simulation purposes /4/.

Billur and Altan Challenges in Forming AHSS 287
Fig. 2. Variation of
instantaneous n-
value with
engineering
strain for HSLA,
DP and TRIP
materials with
350 MPa Yield
Strength /2/.
As seen in Fig. 3, the engineering strain-stress curves are almost flat around UTS, making
it hard to determine the engineering strain where the local necking starts /5/. It is also
stated that in AHSS fracture may occur with minimal necking /6/.
Fig. 3. Engineering
strain-stress
curves of several
DP and TRIP
steels,
determined by
tensile test /5/
Flow stress curves are essential for simulation and analysis purposes. Usually, these are
determined using tensile test. However, data obtained in a tensile test is for relatively
small strains and therefore must be extrapolated. Bulge test, on the other hand, can give
more reliable strain-stress data, and eliminate the need of extrapolation. Fig. 4 is a
comparison of flow stress curves determined by tensile and bulge tests. Note that, the
maximum strain in tensile test is around 0.15, and in bulge test is 0.5 /5/.

288 Challenges in Forming AHSS Billur and Altan
z
(a) (b)
Fig. 4. Comparison of flow stress curves of DP and TRIP steels, determined using (a) tensile test
and (b) bulge test /5/.
2.2 Elastic Modulus Variation
Elastic modulus includes both loading (Young’s) and unloading (apparent) modulus.
Usually, it is assumed that both are same and constant for a material at given temperature.
However, recent studies indicated that the loading and unloading moduli for AHSS are
different and unloading modulus decreases with plastic strain /7,8/.
140
145
150
155
160
165
170
175
180
185
190
195
200
205
210
215
220
0.00 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.10 0.11 0.12
Ap
pa
ren
t M
od
ulu
s (
GP
a)
True Strain (mm/mm)
Material - DP780
Unloading
Loading
Fig. 5. Variation of
unloading
(apparent)
modulus by
plastic strain,
determined by
tensile test, using
DP780 /9/
Recent studies done at ERC also illustrated that the elastic modulus changes with
increasing plastic strain, as shown in Fig. 5 /9/. These results indicate that it is necessary
to consider the unloading modulus variation for accurate springback predictions. The data
obtained by tensile test is limited to small strains compared to actual stamping operations.
Therefore, there is a need for a method to experimentally determine the variation of
unloading modulus over a larger strain range /4/.

Billur and Altan Challenges in Forming AHSS 289
2.3 Inconsistency of Mechanical Properties
AHSS are performance-based steel grades. They are named and marketed according to
metallurgical type (DP, TRIP, etc.) and their strength. For example, DP 600 stands for a
Dual Phase steel with a minimum tensile strength of 600 MPa. Steel producers may
achieve the required minimum by various chemistries and manufacturing processes. Fig.
6 shows how several materials can maintain the minimum strength requirement although
their chemical compositions may not be constant /10/. Since different mills may have
different methods of production, even though their tensile properties match, other
material parameters such as elongation and weldability may vary /11/.
(a) (b)
TRIP 800DP 980
Fig. 6. Flow stress curves of (a) DP800 and (b) DP980 materials from different suppliers /10/
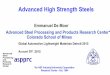
A recent study done at Ford showed that the material properties, such as yield and tensile
strengths, total elongation and n-value may vary significantly from supplier to supplier
and/or batch to batch. Results have shown that the yield strength may vary from 312 MPa
to 443 MPa and tensile strength may vary from 591 MPa to 692 MPa, Fig. 7 /12/.
600 610 620 630 640 650 660 670 680 6900
20
40
60
80
Ultimate Tensile Strength (UTS
) [MPa]
Fre
quency (
n)
320 340 360 380 400 420 4400
20
40
60
80
100
Yield Strength (YS
) [MPa]
Fre
quency (
n)
(a) (b)
YUTS
Fig. 7. Distribution of yield and tensile strength distributions (in MPa) for DP590 GI material /12/

290 Challenges in Forming AHSS Billur and Altan
Due to the performance based grading, sometimes mills may deliver steels with
properties that exceed standard requirements. A stamping company may require an AHSS
with minimum strength of 900 MPa. The steel supplier may have a batch that has 1200
MPa strength. Technically, the supplier meets the minimum requirement. However, the
formability of a stronger metal will be different (see Fig. 1) /13/.
3 Formability
It is well known that AHSS grades have different failure mechanisms compared to mild
steels and HSLA steels. This is mainly caused by local failures which are observed more
common in forming AHSS, due to multi-phase structure and phase changes during
deformation. These local failures do not necessarily correlate with n-value, R-value or
total elongation /14/. Therefore it is essential to test these materials under various stress
and strain states, such as 1) stretching, 2) bending, 3) stretch bending, 4) deep drawing
and 5) flanging /4/. Fig. 8 shows stampings with different stress states /14/.
(a) (b) (c)
Fig. 8. Shapes with different stress states: a) significant stretching, b) moderate stretching and
bending, c) high hole expansion and tight bending /14/.
3.1 Stretching
Stretchability is the increase in length-of-line without fracture /15/. To evaluate it,
limiting dome height (LDH) and hydraulic bulge tests are commonly used. Hydraulic
bulge test is more reliable, since there is no solid punch and therefore friction does not
affect the results /4/. Fig. 9 and 10 give a comparative idea about stretchability of several
grades of AHSS. Results shown confirm that a) banana curve’s validity (i.e., less
formability with increased strength, Fig. 1) and b) inconsistency of material properties
(see Fig. 9-b).

Billur and Altan Challenges in Forming AHSS 291
(a) (b)
Hig
he
r St
retc
hab
ility
Fig. 9. Comparison of stretchability from two studies: a) Compares several strength grades /15/ and
b) compares several 780 grade steels /14/
DC06 DP600 DP800 DP1000 DP1200 DP1400
Fig. 10. Limiting dome height samples for several DP steels and a draw quality steel /16/.
3.2 Bending
During bending, the outer portion of the material is subjected to tensile stress, while the
inner is subjected to compressive stress. Fracture occurs when the tensile stress at the
outer fiber exceeds a critical value. This stress depends on the bend radius, bending
angle, sheet thickness and the flow stress /4/. The local strain at the outer fiber may be
higher than the tensile elongation. Yan has reported that in DP980 steel the total
elongation was measured 16% in tensile test, while the elongation in bent part was 40%
/6/. Bendability is often measured by the r/t (bending radius / sheet thickness) ratio.
Smaller r/t ratio implies better bendability, as shown in Fig. 11.

292 Challenges in Forming AHSS Billur and Altan
Fig. 11. Bendability of several
AHSS grades. Lower
r/t values stands for
better formability /2/
3.3 Stretch Bending
Stretch bending failure refers to fracture in the bending region under tensile stress, Fig.
12. This type of fracture may not be predicted by conventional FLC (Forming Limit
Curve), since the material may fail before the strains reach the predicted forming limit
/17/. Wu et al came up with the concept of BFLC (Bending-modified FLC). This method
can predict failure height in ASB (Angular Stretch Bend – as shown in Fig. 13) test more
precisely than the conventional FLC /18/.
(a) (b)
Fig. 12. Stretch bending failures: a) DP780 underbody structural part, b) DP 980 b-pillar inner /17/.

Billur and Altan Challenges in Forming AHSS 293
(a) (b)
Fig. 13. a) Schematic of the ASB (Angular Stretch Bending) test, b) comparison of achievable
height of several steels with respect to r/t ratio /19/.
3.4 Deep Drawing
Drawability of a material can be defined by Limiting Draw Ratio (LDR) and determined
cup draw tests. LDR is the ratio of the largest blank diameter that can be drawn to a
circular cup. As expected from Fig. 1, drawability (LDR) decreases as the strength of
material increases. Fig. 14 compares several grades of AHSS to a mild steel grade /2, 16/.
DC06 DP600 DP800 DP1000 DP1200 DP1400
(a) (b)
Fig. 14. Comparison of a) LDR of AHSS with mild steel /2/ b) achievable cup height /16/.
In deep drawing AHSS, sidewall curls or local fractures are observed. Current research to
solve these problems is focused on (1) optimizing draw bead designs (Fig. 15-a), (2)
controlling active draw beads (Fig. 15-b) to optimize the metal flow and (3) optimizing
blankholder pressure, including multi-point cushion systems (Fig. 16) /15, 20/. Multi-
point cushions can be optimized to form different materials (Aluminum alloys, HSS and
AHSS) at different thicknesses using the same dies as shown in Fig. 17 /21,22/.

294 Challenges in Forming AHSS Billur and Altan
(a) (b)
Fig. 15. a) Conventional draw bead design, compared to design recommended for AHSS drawing,
b) an active draw bead may eliminate the sidewall curls /15/
(a) (b)
Fig. 16. For a given
geometry:
a) Optimized
cushion pin forces
(Ftotal = 530 kN),
b) good part with 68
mm draw depth /20/
Al 6111-T4, t=1 mm
BH210, t=0.8mm
DP500, t=0.8mm
(a) (b)
Fig. 17. Multi-point cushion pins used to form a tailgate inner: a) locations of pins, b) several parts
formed successfully from Al, HSS and AHSS /21,22/.

Billur and Altan Challenges in Forming AHSS 295
3.5 Flanging / Edge Stretching
After stamping, the excess material is trimmed off before operations such as flanging or
hemming are performed. During these post-forming operations, tensile stresses occur in
the trimmed edges, resulting in edge cracks /4/. Several studies have shown that, edge
cracks cannot be predicted by FLC and they are related to sheared edge quality /2, 16,
23/.
The ability of edge stretching without failure can be measured by hole expansion tests as
depicted in (Fig. 18-a). The conical punch is pushed through a hole with an initial
diameter of d0, until the crack is observed (Fig. 18-b). The diameter at crack (df) is
measured. Hole expansion ratio %HE is the ratio of final diameter (df) to initial (d0).
(a) (b)
Fig. 18. Hole expansion
test, a) geometry
with a conical
punch, b) cracked
part /4/
As shown in Fig. 19-a, AHSS have lower hole expansion ratio, compared to milder
grades. This number gets even lower with worse edge conditions or worn tools (Fig. 19-
b).
(a) (b)
Fig. 19. a) Hole expansion of several
grades /3/ and b) effect of
tool condition (SSAB)

296 Challenges in Forming AHSS Billur and Altan
A recent study has shown that, several heat treatment methods such as quenching and
partitioning (Q&P) or quenching and tempering (Q&T) can increase the hole expansion
ratio without sacrificing the tensile strength /24/.
Fig. 20. Measured hole expansion ratio
as a function of tensile strength
/24/.
4 Presses
Selection of a press for a stamping operation requires the knowledge of (1) maximum
load required for the operation, (2) energy requirement for a single stroke /25/ and (3)
reverse load, which is a case in blanking operations /26/.
4.1 Press Load and Energy
As pointed by Keeler and Ulnitz /15/, higher strength increases both the load (tonnage)
and energy required for stamping. While the flow stress of a material determines the
forming load, the area under a flow stress curve determines the forming energy (i.e.,
forming load x ram displacement).
Fig. 21. Comparison of DP and HSLA materials, in terms of load and energy requirement /15/.

Billur and Altan Challenges in Forming AHSS 297
The idea shown in Fig. 21 was demonstrated experimentally by drawing and embossing
several steels, including mild steel, HSLA and DP steels. As shown in Fig. 22, forming a
part using DP600 material requires about two times of force and energy required to form
using mild steel /2/.
Yield Strength (MPa) Yield Strength (MPa)
(a) (b)
Fig. 22. Experimental (a) press force and (b) required energy measurements for mild steel, HSLA
and DP grade steels /2/
4.2 Reverse Load in Blanking
In blanking operations, press load is built gradually and elastically deflects the press and
the tools. When the force generated is enough to fracture the part, a sudden release of
stored energy will be observed. This causes the press to generate reverse loads, as
depicted in Fig. 23. During this stage (also known as snap-through) the press components
designed to have tensile stresses will be in compression /27/.
Standard presses are designed to withstand reverse loads around 10-20% of the nominal
press load. For example, a 400 ton press can withstand 40-80 tons of reverse load /26/.
Harder materials will require more blanking (forward) force and will cause more reverse
loads. Keeping the punches in good shape, using stepped punches, reducing the blanking
speed and using hydraulic dampening devices are some ways to reduce the snap-through
forces /28/.

298 Challenges in Forming AHSS Billur and Altan
Fig. 23. Load-time curve for a typical
blanking operation, showing
reverse loads /27/.
5 Tribology
Due to the high strength of AHSS, more forming loads are required. In many cases,
forming loads are further increased on purpose, to reduce springback. This increases the
contact pressure, which increases the risk of observing all kinds of tool failures /29/.
5.1 Lubrication and Friction
Due to friction and high cold working, temperatures of tools are higher in forming AHSS.
There are studies showing that 90-120oC temperatures are common in production
conditions /30, 31/. Higher contact pressures and higher temperatures in the die-sheet
interface are both detrimental for lubricants. Lubricant manufacturers recommend HSP
(High Solids Polymer) lubricants or synthetic lubricants with Extreme Pressure (EP)
additives. In a recent study at ERC/NSM, 6 lubricants were compared using circular cup
drawing test (Fig. 24) and lubricants with EP additives were found to perform better with
DP590 GA material /31/.
Contact area with die
Fig. 24. Temperature
distribution in a cup
drawing test (BHF = 30
ton, COF = 0.05) /31/.

Billur and Altan Challenges in Forming AHSS 299
Steel sheet materials are usually coated with zinc (galvanized) to increase the corrosion
resistance. Several studies have shown that, galvannealed steels have less friction and
tendency to galling over hot dip galvanized steels and uncoated steels. This can be
explained by the higher hardness of the coating /32/.
5.2 Galling and Tool Wear
It is well known that an increase in contact pressure at the die/sheet interface will reduce
tool life - due to tool wear or galling. In order to select correct materials, coatings and
lubricants, it is essential to know the tool failure mechanisms and how to avoid them.
There is no standard test for tool wear for sheet metal forming. Nonetheless, researchers
have modified some standard tests to emulate sheet metal forming processes better. These
tests include slider-on-sheet, strip reduction test, draw-bead simulator and part forming
tests /29, 33/.
(a) (b)
Fig. 25. Strip drawing test:
a) schematic, b)
galling on a die
insert /33/.
5.3 Tool Materials, Treatments and Coatings
A variety of cast iron and steel grades are used for manufacturing dies in stamping
industry. The cost of these materials may vary considerably. However, with appropriate
surface treatments, coatings and lubricants, a cost-effective die material may outperform
the expensive ones. Therefore, in selecting die materials, a systematic evaluation of tool
materials, coatings and heat treatments are required, considering the cost and tool life as
parameters /29/.

300 Challenges in Forming AHSS Billur and Altan
0
10,000
20,000
30,000
40,000
50,000
Vancron 40
Calmax + Nitr. +
PVD CrN
Sleipner + Nitr.
Weartec Vanadis 6
Sleipner D2
Too
l Lif
e /
Nu
mb
er
of g
oo
d p
arts
sta
mp
ed
Tool Material and Coatings
DP600
Fig. 26. Tool life comparison
for channel forming
test, conducted with
DP600 (after /34/)
0
10,000
20,000
30,000
40,000
50,000
60,000
AISI D2 + CVD
TiC
Carmo + Nitr +
PVD CrN
AISI D2 Vanadis 4E
AISI D2 + PVD AlTiN
AISI M2 AISI M4 AISI M4 + CVD
TiC
AISI M2 + PVD CrN
AISI M4 + Hard
Cr
Too
l Lif
e /
Nu
mb
er o
f go
od
par
ts s
tam
ped
Tool Material and Coatings
DP980
Fig. 27. Tool life comparison
for part forming test,
conducted with
DP980 (after /35/)
6 Springback
After forming a part, when the tool loads are removed, the material undergoes an elastic
recovery. This is called springback and causes shape deviation from the design intended
geometry /6/. Four modes of springback are commonly observed: 1) bending (angular
change), 2) membrane (wall curl– Fig. 28-b), 3) hybrid and 4) twisting /4/.
AHSS are characterized with higher strength and higher strain hardening compared to
mild grades. Therefore, when AHSS steels are formed to a strain level the observed
springback is higher than that of mild steel as illustrated in Fig. 28-a /4/.

Billur and Altan Challenges in Forming AHSS 301
(a)HSLA350/450DP350/600
(c)
(b)
Fig. 28. Springback: a) Schematic illustrating elastic recovery, b) types of springback and c)
experimental results comparing AHSS to HSS /2/.
To compensate the springback, several countermeasures can be taken. These are: 1)
overforming (Fig. 29), 2) locally deforming/bottoming or 3) stretching by higher bead
forces. To design these processes, prediction of springback is essential. However,
modelling the springback of AHSS is a challenge due to: 1) flow stress equations do not
fit (see section 2.1), 2) unloading elastic modulus is not constant (section 2.2) and 3)
more Bauschinger effect is observed, compared to mild steels /4/.
Fig. 29. Overforming can be
a method to
compensate
springback /6/
7 Summary and Conclusions
Forming AHSS involves several challenges, mainly due to its higher strength, lower
formability and inconsistency of material properties. In this paper, current state of
research and development was summarized to overcome these problems; namely,
determination of formability, press loads, tribological conditions and springback.

302 Challenges in Forming AHSS Billur and Altan
References
/1/ Shaw, J.
Zuidema, B.
New High Strength Steels Help Automakers Reach Future
Goals for Safety, Affordability, Fuel Efficiency and
Environmental Responsibility, SAE Technical Paper 2001-
01-3041.
/2/ World Steel
Association
Advanced High Strength Steels Application Guidelines,
Version 4.1, June 2009.
/3/ Sadagopan, S. Formability Characterization Of Advanced High-Strength
Steels, Great Design in Steel Seminar, 2004, Livonia MI
/4/ Sung, J., et al Forming of Advanced High Strength Steel, CPF Report,
1.4/07/01, 2007.
/5/ Nasser, E., Yadav,
A., Pathak, P.,
Altan, T.
Determination of the flow stress of five AHSS sheet
materials (DP 600, DP 780, DP780-CR, DP 780-HY and
TRIP 780) using the uniaxial tensile and the biaxial
Viscous Pressure Bulge (VPB) tests, Journal of Materials
Processing Technology 210 (2010) 429–436.
/6/ Yan, B. Progresses and Challenges in Forming AHSS, Workshop
on Forming of AHSS, April 29, 2009, The Ohio State
University, Columbus, OH.
/7/ Cleveland, R.M.
and Ghosh, A.K.
Inelastic effects on springback in metals, International
Journal of Plasticity 18 (2002) 769–785
/8/ Zhu, H., et al. Unloading Modulus on Springback in Steels, SAE
Technical Paper 2004-01-1050.
/9/ Kardes, N. et al. Control of Springback and Dimensional Tolerances in
Forming of AHSS parts. Part I: Load-unload tensile test
and V-die bending. CPF Report CPF/1.4/10/01, 2010.
/10/ Choi, K.S., et al Influence of Manufacturing Processes and Microstructures
on the Performance and Manufacturability of Advanced
High Strength Steels, Journal of Engineering Materials and
Technology, Vol. 131 / 041205. 2009.
/11/ Heston, T. Forming AHSS: Playing by new rules. The Fabricator, July
2008.

Billur and Altan Challenges in Forming AHSS 303
/12/ Sohmsetty, R., et
Al
DP590 GI Mechanical Property Variability and Structural
Response CAE Studies, SAE Technical Paper 2009-01-
0799.
/13/ Kam, E. AHSS stamping simulation: All things being (not) equal.
The Fabricator, August 2008.
/14/ Dykeman, J., et al Material Property and Formability Characterization of
Various Types of High Strength Dual Phase Steel. SAE
Technical Paper 2009-01-0794.
/15/ Keeler, S. and
Ulnitz P.
Forming Higher-Strength Steels. Metalforming Magazine,
April 2009, pp 18-25.
/16/ SSAB and
Uddeholm
Tooling Solutions for Advanced High Strength Steels,
Product Guide, 2008.
/17/ Shi, M.F., and
Chen, X.
Prediction of Stretch Flangeability Limits of Advanced
High Strength Steels using the Hole Expansion Test, SAE
Technical Paper 2007-01-1693.
/18/ Wu, J., et al A Failure Criterion for Stretch Bendability of Advanced
High Strength Steels, SAE Technical Paper 2006-01-0349.
/19/ Sadagopan, S. and
Urban, D.
Formability Characterization Of A New Generation Of
High Strength Steels, AISI/DOE Technology Roadmap
Program, May 2003.
/20/ Siegert, K. and
Vulcan, M.
Tool and Die Design for Deep Drawing AHSS, Great
Designs in Steel Seminar, 2005, Livonia, MI.
/21/ Palaniswamy, H.,
Altan, T.
Multipoint-control die cushion systems for stamping
complex parts, Stamping Journal, November 2006, pp 36-
37.
/22/ Palaniswamy, H.,
et al
Optimal Programming of Multi-point Cushion Systems for
Sheet Metal Forming, Annals of the CIRP Vol. 55/1/2006
pp 249-254.
/23/ Chen, M. and
Zhou, D.J.
AHSS Forming Simulation For Shear Fracture And Edge
Cracking, Great Designs in Steel Seminar, 2007, Livonia,
MI.
/24/ De Moor, E.,
et al
Hole Expansion Properties of Quench & Partition Steels,
International Deep Drawing Research Group, Proceedings
of IDDRG 2009 International Conference, pp 413-424.

304 Challenges in Forming AHSS Billur and Altan
/25/ Shivpuri, R.,
Raghupati, P.S.,
Altan, T.
Characteristics of Forming Presses and Recent
Developments for Precision and Net Shape Forming, J.
Mater. Shaping Technol. (1988) 5:259-267.
/26/ Landowski, J. Servo-Driven Mechanical Presses Meet HSS Head-on, The
Fabricator, October 2004.
/27/ Miles, R. Combatting Snap-Through, Metalforming Magazine,
March 2004, pp 42-43.
/28/ Boerger, D. Reverse Tonnage, AIDA-Tech Volume Nine, 2008.
/29/ Billur, E.,
Kardes, N.,
Altan, T.
Tool Wear in Stamping of Advanced High Strength Steels
(AHSS) – A Review. CPF Report: CPF/2.3/09/01, 2009.
/30/ Jeffery, B. Advanced lubricant technology for high-strength steel,
Stamping Journal, June 2004.
/31/ Kim, H.,
Altan, T.,
Yan, Q.
Evaluation of stamping lubricants in forming advanced
high strength steels (AHSS) using deep drawing and
ironing tests, Journal of Materials Processing Technology
209 (2009) 4122–4133.
/32/ Kim, H.,
Altan, T.
Investigation Of Galling In Forming Galvanized Advanced
High Strength Steels (AHSS), CPF Report, CPF2.3/07/01,
2007.
/33/ Kim, H., Han, S.S.,
Kim, K., Altan, T.
Evaluation of Die Coatings and Stamping Lubricants Using
the Strip Drawing Test, CPF Report, CPF 2.3/08/02, 2008
/34/ Liljengren, M.,
et al
Die Materials, Hardening Methods And Surface Coatings
For Forming Of High, Extra High & Ultra High Strength
Steel Sheets, Proceedings of the IDDRG 2008 (2008): 597-
604.
/35/ Young, D.,
Mulholland, T.,
Klein, M.
Investigation of Tooling Durability for Advanced High-
Strength Steel, Presentation at the Seminar on Great
Designs in Steel, Livonia, MI, 2009.