Embed Size (px)
Citation preview

Oral and Poster Abstracts
Thermal Barrier Coatings IV
June 22-27, 2014
Kloster Irsee Irsee, Germany
Conference Chairs:
Dr. Uwe Schulz German Aerospace Center, Germany
Dr. Michael J. Maloney
Pratt & Whitney, USA
Dr. Ram Darolia GE Aviation (Retired), USA
Engineering Conferences International 32 Broadway, Suite 314 - New York, NY 10004, USA Phone: 1 - 212 - 514 - 6760, Fax: 1 - 212 - 514 - 6030
www.engconfintl.org – [email protected]

Monday, June 23, 2014 Session 1
A RECENT HISTORY OF THERMAL BARRIER COATINGS FOR AERO-PROPULSION APPLICATIONS
Brian Hazel and Michael J. Maloney
Pratt & Whitney, 400 Main St. East Hartford, CT 06118, USA Thermal barrier coatings for aero-propulsion operation have been in use since the 1960s. These thermal barrier coatings are composed of an oxidation resistant metallic base layer and a thermally resistant ceramic top layer. The development and implementation of advances in both the metallic base and the ceramic top layer will be explored. The evolution has included performance and durability improvements, process advances, and understanding and evolution of failure modes. More recent efforts have focus on future challenges for thermal barrier coatings to meet ever increasing operating temperature demands of future applications.

Monday, June 23, 2014 Session 1
HIGH-TEMPERATURE CERAMIC COATINGS USED IN AEROENGINE ENVIRONMENTS
David Rickerby, Rolls-Royce plc [email protected]
Paul Morrell, Rolls-Royce plc Matthew Hancock, Rolls-Royce plc
Key words: Thermal barrier, turbine sealing, lifing This paper reviews the role of ceramic coatings technology in the hot sections of modern gas turbine engines by contrasting the role of surface engineering and coatings away from secondary reliance (i.e. the coating extending the life of the component and when the coating is lost or fails there is still an appreciable remnant life of the component) to prime reliance where the failure of the coating would result in a rapid failure of the component. To illustrate this change in design philosophy, the coating systems deployed in the HP turbine module in both shrouded and unshrouded configurations are discussed by comparing the performance of first and second generation coating systems. Following the introduction of electron-beam physical vapour deposited (EB-PVD) zirconia partially stabilised with yttria (PYSZ) on the high pressure turbine blade in the early 1990’s, a second generation low thermal conductivity coating was developed which successfully reduced the thermal conductivity of the coating by blocking electro-magnetic radiation in the infrared region and introducing mass and strain scattering centres in the lattice, reducing the amount of cooling flow to achieve a given component life. These ceramic alloying developments and optimisation of the low thermal conductivity coating are discussed along with a detailed understanding of the degradation and failure mechanisms in a range of laboratory/engine environments which included foreign object damage, CMAS simulation, erosion and probabilistic lifing. In the development of future shroudless turbines, the adoption of advanced coating systems have successfully overcome the limiting factors associated with first-generation PYSZ materials of a relatively low sintering temperature (1200C) and elevated surface temperatures driven by the low thermal conductivity associated with thick coatings when used as abradable seals. The process optimisation and failure mechanism work on these new coating systems is discussed which combine an improved high temperature capability and a high resistance to thermal cyclic loading with good erosion behaviour, abradability and rub compatibility with the abrasive tip coating. Looking forward, one of the key roles for surface engineering will be in supporting the integration of composite materials into the high pressure turbine by designing the ultimate in prime reliant protective coating systems. This paper concludes by briefly reviewing some of the strategies and technologies that will need to be developed to manage the protection of composite components in advanced engines.

Monday, June 23, 2014 Session 2
THE EFFECT OF EXPOSURE VARIABLES ON THE DEVELOPMENT OF ALUMINA SCALES
Gerry Meier University of Pittsburgh, USA
The early development of an adherent, slowly-growing α-alumina film on the bond coat is a critical factor in the life of a thermal barrier coating system. This presentation will include results of recent experiments at the University of Pittsburgh and reanalysis of older data from the literature on the selective oxidation of aluminum from Ni-base alloys. The following aspects of alumina scale establishment will be addressed:
The manner by which alloy composition affects the kinetics and mechanism of the transition of alumina from the θ to the α polymorph.
The influence of the θ to α transition on the critical Al concentration for developing and maintaining a protective external alumina scale.
The manner by which SO2 and H2O affect the kinetics and mechanism of the θ to α transition.
The influence of SO2 and H2O in affecting the critical Al concentration for developing and maintaining a protective external alumina scale.
This presentation will be relevant to alumina-scale forming alloys and coatings, with the latter including
the more recent bond coatings based on -Ni3Al. 1. This work was supported by the Office of Naval Research under ONR Contract N00014-10-1-0661,
David A. Shifler, Scientific Monitor.

Monday, June 23, 2014 Session 2
EFFECT OF BONDCOAT ROUGHNESS ON LIFETIME OF APS-TBC SYSTEMS IN DRY AND WET GASES
W.J. Quadakkers, Research Center Jülich, Germany
D. Naumenko, Research Center Jülich, Germany P. Mor, Flame Spray North America Inc., USA W. Nowak, Research Center Jülich, Germany
L. Singheiser, Research Center Jülich, Germany
Forschungszentrum Jülich GmbH, Institute of Energy and Climate Research, 52425, Jülich, Germany Flame Spray North America Inc., 576 International Boulevard, Fountain Inn, SC 29644, USA
Low pressure plasma spraying (LPPS) is a process commonly used for deposition of MCrAlY (M=Ni,Co) bondcoats for air plasma spray thermal barrier coatings (APS-TBCs). LPPS produces bondcoats with a high roughness and good oxidation resistance, which are known to play a key role for long lifetimes of APS-TBC’s. An alternative process for the bondcoat deposition is high velocity oxy-fuel (HVOF), which is substantially cheaper than LPPS but even with well optimized spraying parameters generates intrinsically lower bondcoat roughness. In the present work it is shown that a bi-layer MCrAlY-bondcoat consisting of an HVOF-base layer and an upper, thin APS-flashcoat of the same chemical composition can provide cyclic oxidation TBC-lifetimes, which are similar to those obtained with well optimized LPPS bondcoats. The key points for the extended lifetime are the specific roughness profile and microstructure of the flashcoat, which allow good adhesion of the topcoat combined with an excellent oxidation resistance. Testing of the TBC-system with the APS-flashcoat in the atmosphere with increased amount of water vapour relevant for gas-turbine operation on alternative, hydrogen rich fuels revealed some lifetime shortening with respect to the drier test gas. However, even under these more aggressive conditions, the measured cyclic furnace lifetimes of samples with APS-flashcoat are a factor of 2 to 3 longer than those of the reference TBC-system with the state of the art HVOF bondcoat. Depending on the actually prevailing coating system and test conditions, the life times of the coatings were even longer than for coating systems which were completely manufactured using LPPS. In order to correlate the bondcoat roughness profile with the APS-TBC-lifetime an alternative method based on fractal analysis is proposed. Using this method, a more accurate description of complex bondcoat surface morphologies and a better correlation with the TBC-lifetime are obtained than with the commonly used mean roughness amplitude (Ra) approach.

Monday, June 23, 2014 Session 2
DESIGN CONSTRAINTS AND HIGHER TEMPERATURE INTERMETALLIC BOND COATINGS
T.M. Pollock, University of California Santa Barbara, USA D. Jorgensen, University of California Santa Barbara, USA R.W. Jackson, University of California Santa Barbara, USA
M. He, University of California Santa Barbara, USA A. Suzuki, GE Global Research, USA D. Lipkin, GE Global Research, USA
Bond coat interlayers in thermal barrier coating (TBC) systems must perform reliably in the complex thermal, chemical and mechanical environment of the turbine engine. To achieve higher temperatures and /or longer cyclic lives, a spectrum of intrinsic failure modes must be suppressed. Failure may occur at the bond coat – thermally grown oxide (TGO) interface, at the TGO-TBC interface or by oxidation-enhanced propagation of cracks from the coating into the substrate. Models for the failure processes suggest that bond coatings should possess improved high temperature strength (creep resistance), low oxide growth stresses and high interfacial toughnesses. Oxide growth stresses have been measured across a spectrum of bond coat compositions. A new femtosecond laser-based approach to measuring interfacial toughness will be discussed. Finally, the behavior of multilayered intermetallic coatings designed to be thermodynamically compatible with the superalloy substrate under cyclic oxidation conditions will be presented.

Monday, June 23, 2014 Session 2
POTENTIAL IMPACTS OF ALTERNATIVE FUELS ON THE EVOLUTION AND STABILITY OF TURBINE HOT-SECTION MATERIALS
Daniel R. Mumm, Dept. of Chemical Engineering & Materials Science, University of California, Irvine
[email protected] Timothy J. Montalbano, Dept. of Chemical Engineering & Materials Science, Univ. of California, Irvine
Matthew H. Sullivan, Dept. of Chemical Engineering & Materials Science, University of California, Irvine Key Words: Oxidation, TBCs, Alternative Fuels, Volatility This talk will provide an overview of a research program focused on evaluating the potential impacts of alternative fuels (coal-derived syngas, high-hydrogen content fuels, bio-derived synthetics) on the degradation of hot-section materials through accelerated attack of protective thermally grown oxides (TGOs) and thermal barrier coating (TBC) systems. A primary focus is the role of elevated water vapor levels, volatility, and vapor phase transport processes on the evolution of TGO and TBC systems. Materials exposure studies will be described that demonstrate that differing simulated combustion environments affect both the growth rate and the stability of the resulting thermally grown oxides. In systematic studies of oxide growth on MCrAlY bond coat materials in simulated combustion environments with varying pH2O, it is shown that the extent of spinel formation during transient oxidation is highly dependent upon the water vapor content in the exposure environment, and furthermore that the evolution of surface oxides is highly dependent upon volatilization and removal of spinel phases formed during transient oxidation periods. The pH2O dependence of spinel formation during transient oxidation, and evolution/removal during subsequent exposure to the simulated combustion environments, is found to be spatially-correlated with the underlying metal phase distributions, and hence is highly dependent upon the
composition of the bond coat materials. These observations were verified by carrying out site-specific characterization of the growth and evolution of the surface spinels, with high-resolution imaging and characterization of the oxides that are formed (and spatially correlated with the initial microstructure). Observations of transient spinel volatilizing from TGO surfaces in high pH2O environments were supported by measurements of nickel volatilizing from pre-fabricated NiAl2O4 spinel pellets as a function of the simulated combustion environment. Additionally, this talk will discuss the role of high pH2O environments on TBC materials stability, as well as vapor-phase transport processes and
mechanisms affecting TBC system lifetimes.
Figure 1 – Spinel surface area coverage versus time for NiCoCrAlY specimens oxidized in 30, 15 and 0% H2O.
Figure 2 – A “timelapse” of NiCoCrAlY TGO (20% O2, 15% H20) from 5 to 80 hours. All backscatter images (5kV) were taken at the same site with 25 hours of oxidation (plus ramping times) separating them.

Monday, June 23, 2014 Session 2
THE ROLE OF REACTIVE ELEMENTS IN IMPROVING THE CYCLIC OXIDATION PERFORMANCE OF β-NiAl COATINGS
Hongbo Guo, School of Materials Science and Engineering, China
Hui Peng, School of Materials Science and Engineering, China Dongqing Li, School of Materials Science and Engineering, China Tian Zhang, School of Materials Science and Engineering, China
Shengkai Gong, School of Materials Science and Engineering, China
School of Materials Science and Engineering, Beihang University, No. 37, Xueyuan Road, Beijing 100191, China
E-mail: [email protected]
β-NiAl has been considered as one of potential candidates for the protective coatings of superalloys and the bond coat in thermal barrier coating (TBC) system. However, the oxide scale grown on NiAl spalls readily during high-temperature cyclic oxidation. Reactive elements (REs) as well as their oxides dispersions were investigated to improve the cyclic oxidation performance. In this work, the effects of several REs on the adherence of Al2O3/NiAl interface were investigated by first principles theory calculations and experiments. We find that the solubility of the REs in NiAl alloy arrive at an order of Hf >Zr>Dy>Y>La, all the REs exhibit an affinity for sulfur, with an order of La>Dy>Y>Zr>Hf, and direct effects of the REs on the Al2O3/NiAl interface exhibit an order of Hf>Y>Hf>Zr>clean interface>La. Combined with experimental results, we provide some suggestions on how to choose an appropriate RE. Co-doping of appropriate REs exhibits promising potential in improving the oxide scale adherence but also in reducing the growth rate of the oxides formed on the NiAl alloy or coating as compared to the single RE doping. Keywords: Reactive element (RE); Oxidation; Thermal barrier coating; Metallic coating; Interface. References 1. Tian Zhang, et al., Corrosion Science, 66(2013): 59-66. 2. Jian He, et al., Corrosion Science, 77(2013): 322-333. 3. Dongqing Li, et al., Corrosion Science, 66(2013): 125-135. 4. Hongbo Guo, et al., Corrosion Science, 78(2014): 369-377. 5. Di Wang, et al., Corrosion Science, 78(2014): 304-312.

Monday, June 23, 2014 Session 2
THE EFFECT OF ENVIRONMENT AND SUPERALLOY COMPOSITION ON TBC LIFETIME
Bruce A. Pint, Materials Science and Technology Division, ORNL [email protected]
Kinga A. Unocic, Materials Science and Technology Division, ORNL Michael J. Lance, Materials Science and Technology Division, ORNL J. Allen Haynes, Materials Science and Technology Division, ORNL
Key Words: Lifetime, water vapor, CO2, superalloy composition While the water vapor content of the combustion gas in natural gas-fired land based turbines is ~10%, it can be 20-85% with coal-derived (syngas or H2) fuels or innovative turbine concepts for more efficient carbon capture. Additional concepts envisage working fluids with high CO2 contents to facilitate carbon capture and sequestration. Also, for land-based, power-generation turbines, there is industry interest in reducing alloy costs by decreasing the superalloy Re content, either by developing new alloys or employing earlier generation superalloys. To investigate the effects of these variables on thermal barrier coating (TBC) lifetime, furnace cycling tests (1h cycles) were performed in air with 10, 50 and 90 vol.% water vapor, O2-50%H2O and CO2-10%H2O and compared to prior results in dry air or O2. Two types of TBC’s were investigated: (1) diffusion bond coatings (Pt diffusion or simple or Pt-modified aluminide) with commercially vapor-deposited yttria-stabilized zirconia (YSZ) top coatings on second-generation superalloy N5 and N515 (1.5%Re) substrates and (2) high velocity oxygen fuel (HVOF) sprayed MCrAlYHfSi bond coatings with air-plasma sprayed YSZ top coatings on superalloy X4, 1483 and 247 substrates. For both types of coatings, a 20-50% decrease in coating lifetime was observed with the addition of water vapor for all but the Pt diffusion coatings which were unaffected by the environment. However, the higher water vapor contents in air did not further decrease the coating lifetime. Initial results for similar diffusion bond coatings in CO2-10%H2O also did not show a decrease in lifetime due to the addition of CO2. Characterization of the failed coating microstructures showed only minor effects of water vapor and CO2 additions that do not appear to account for the changes in lifetimes observed. Reductions in TBC lifetime were observed for 1483 substrates (compared to X4), which were attributed to the lower Al content and possible the higher Ti content. The higher Hf content in N515 (compared to N5) likely explains the higher TBC lifetimes observed for this substrate. More recent work with 247 substrates is in progress as well as furnace testing with 100h cycles to better simulate the base load duty cycle. Future work also is planned to investigate the role of SO2 on TBC lifetime as increased water vapor contents in the exhaust do not explain the current 50°-100°C de-rating of syngas-fired turbines. _________________________ Research sponsored by the U. S. Department of Energy, Office of Fossil Energy, Coal and Power R&D.

Monday, June 23, 2014 Session 2
APPLICATION OF EQ BOND COAT TO EB-PVD TBC SYSTEMS
Kazuhide Matsumoto, National Institute for Materials Science, Japan Kyoko Kawagishi, National Institute for Materials Science, Japan Yutaka Koizumi, National Institute for Materials Science, Japan Hiroshi Harada, National Institute for Materials Science, Japan
Environment and Energy Materials Division, National Institute for Materials Science
To prevent the formation of SRZ in the log-time high-temperature exposure of the turbine blades, thermodynamically equilibrium phase such as gamma-prime phase of the substrate is use as an oxidation-resistant bond coat. The previous study clarified that this EQ coating shows excellent interface stability and it does not degrade mechanical strength due to the SRZ formation. In this study, TBC life test of EB-PVD ceramics coated EQ coating is investigated with other conventional MCrAlY coatings. The 4
th and 5
th generation superalloys are used for substrates. About 150 μm thick of EQ coating, conventional NiCoCrAlY and CoNiCrAlY coating are deposited by LPPS and HVOF on the substrates. After polishing the surface of deposited bond coat, specimens are pre-oxidized in the EB-PVD chamber in 0.2 Pa of oxygen partial pressure. 150 μm thick of YSZ is deposited by EB-PVD on the pre-oxidized bond coat, following the pre-oxidation. Samples are heat treated cyclically in an electric furnace at 1135 °C with 1 h cycles. Fast cooling rate is obtained by air blow with each cooling cycle. As a result, it is found that TBC life of LPPS EQ-coated TMS-138A showed over twice of other conventional bond coats. Interrupted and failed samples are observed by SEM and EPMA. The differences of bond coats and its deposition processes in the microstructure, TGO growth and TBC life are discussed. On the other hand, oxidation characteristics of YSZ-TBC and EQ bond coated substrate using burner rig developed by NIMS are discussed. And also the recycling of TBC with EQ bond coat is discussed.

Monday, June 23, 2014 Session 2
ON THE BEHAVIOR OF TITANIUM WITHIN THERMAL BARRIER COATINGS AND ITS INFLUENCE ON RESIDUAL STRESS WITHIN THE TGO
Robbie. J. Bennett, University of Cambridge, United Kingdom
[email protected] Ian Edmonds, Rolls-Royce, United Kingdom
Neil Jones, Rolls-Royce, United Kingdom Catherine Rae, University of Cambridge, United Kingdom
Department of Materials Science and Metallurgy, The University of Cambridge, 27 Charles Babbage
Road, Cambridge, CB3 0FS Rolls-Royce plc, PO Box 31, Derby, DE24 8BJ, UK
Key Words: Residual Stress, DFT, Rutile, TBC, Spallation Improving the adherence of Thermal Barrier Coatings, thereby increasing the serviceable lifetime of coated components, is of paramount importance within the field of superalloys today. The main focus of this research is to characterise the behavior of titanium, an alloying element used in nickel based superalloys for its low density and L12 precipitate strengthening characteristics. Titanium forms rutile (TiO2) at elevated temperatures, which is highly thermodynamically stable. It is not currently known how detrimental rutile formation is regarding alumina and TBC spallation and whether its formation is consistent between different TBC systems. These are the questions that we have endeavored to answer and in doing so, provide manufacturers with some insight into whether titanium removal from blades is warranted or not. This research focuses on analysing the interaction between three commercially used diffusion coatings and a nickel based superalloy CMSX-4. The coatings applied are alumide, Pt-alumide and Pt-modifed γ/γ′. The research has two main themes, firstly diffusion and secondly oxidation. Results of quantitative EPMA show that titanium diffusion towards the surface varies between coatings, and has a strong correlation with the use of platinum within coatings. The concentrations of Ti within Pt-aluminide coatings after 100 hours oxidation in air at 1100°C were found to be twice as high as those within the plain aluminised CMSX-4 samples. Furthermore uphill diffusion of Ti was observed to occur within Pt-modifed γ/γ′ after the same exposure. In order to examine the effect of platinum additions on the diffusive behavior of titanium, first principle calculations using the density functional theory implementation CASTEP have been performed. In an ordered lattice structure, diffusion of a solute species must occur via the presence of defects, either anti-site (NiAl) or vacancy (VNi). Moreover clustering of these defects leads to increased opportunities for solute diffusion and hence increased diffusion rates within that structure. We have shown that the use of Pt strengthens defect formation and defect clustering within the Ni3Al L12 phase. By increasing the amount of defect clusters Ti can diffuse more freely from the substrate through the coating to the surface. By using XRD and EPMA mapping techniques we have shown that during both cyclic and isothermal oxidation in air at 1100°C, rutile particles form throughout the alumina scale. Rutile formation occurs for all three coating types although predominantly within plain aluminide coatings for reasons currently unknown. We have hypothesised that the use of Pt also decreases the porosity of the alumina scale, making it more difficult for the outwardly diffusing Ti to oxidise. Further analysis of these particles by precession TEM diffraction has helped to establish whether there is an orientation relationship between the rutile particles and the alumina matrix. By using Raman spectroscopic mapping, it has also been possible to obtain luminescence and Raman spectra over the same region of an oxidised specimen of Pt coated CMSX-4. By measuring the Cr
3+ R-line peak shift in α-Al2O3 and rutile Raman signal, both TGO
residual stress and rutile have been mapped for the same region. The formation of rutile increases the residual compressive stress for the surrounding region. The authors would like to acknowledge EPSRC and Rolls-Royce plc for providing funding for this research.

Monday, June 23, 2014 Session 2
COLD SPRAY BOND COATS – STRUCTURE AND OXIDATION BEHAVIOUR
Alexander Barth, Sulzer Metco AG Rigackerstrasse 16, Wohlen, CH-5610, Switzerland
[email protected] Wilson Wong, Sulzer Metco Surface Technology (Shanghai) Co. Ltd
Satya Kudapa, Sulzer Metco (US) Inc.
Key Words: Cold Spray, MCrAlY, Bond Coat The cold spray process has been used for more than 20 years and was primarily utilized for ductile materials like copper, aluminum and low carbon steels. With increasing capabilities of the available spray devices in terms of maximum gas pressure and temperature it has become possible to process hard coatings and/or high melting point materials like MCrAlYs. These materials are crucial in thermal barrier coating systems. In order to evaluate the use of cold spray for this application a CoNiCrAlY coating was sprayed with a composition that is widely used in TBCs in turbines. For comparison standard coatings with commercially available feedstock materials of the same composition were produced by LPPS and HVOF processed as they are typically used on turbine components. In case of cold spray several size distributions were used. The materials were produced in-house by inert gas atomization. A Kinetiks 8000 system was used with nitrogen as process gas to apply the materials on IN718 or Hastelloy X substrates. The coating structure was analyzed and compared in the as-sprayed condition, after heat treatment and after thermal cycling. The cold spray coatings show very low porosity in the as-sprayed condition but depending on the feedstock material the porosity increases. In furnace cycling tests the growth of the TGO was investigated. This is a crucial property for using the bond coat in a TBC system. Initial results were obtained on complete TBCs including a ceramic top coat of 8YSZ. Again a strong influence on the particle size distribution was observed with growth rates of the TGO between the LPPS and the HVOF samples.

Tuesday, June 24, 2014 Session 3
ZIRCONIA-DOPED YTTRIUM TANTALATES AS A POTENTIAL NEXT GENERATION THERMAL BARRIER COATING MATERIAL
David R. Clarke
School of Engineering and Applied Sciences Harvard University, Cambridge, MA 02138
Yttria-stabilized zirconia (YSZ) has been the coating material of choice for thermal protection in gas turbine engines for at least twenty-five years. Over that time, gas turbine temperatures have steadily increased and the demands on the coatings have been met largely through a combination of improved processing, enhanced performance bond-coats and modifications of superalloy compositions as well as improved cooling designs. With further increases in turbine temperature though it is unlikely that YSZ can maintain its pre-eminence and the next generation of thermal barrier coatings will have to be made from another oxide composition.
While the principal requirements of any new coating material must include being stable at higher
temperatures and having lower thermal conductivity than YSZ, any new coating material will also have to satisfy several additional, often conflicting requirements. These include having high fracture toughness at high temperatures. In this talk, I will describe our studies on compositions in the zirconia-doped yttrium tantalate system since they not only exhibit very low thermal conductivities at all temperatures but also exhibit a high-temperature second-order, displacive phase transition, a prerequisite for toughening at high temperatures. The underlying physical basis for the low thermal conductivity of these compounds and the evidence for a second-order, ferroelastic transformation will be described in detail. Also a comparison with other potential materials will be presented.

Tuesday, June 24, 2014 Session 3
NEW CLASS OF REFRACTORY CERAMICS FOR THERMAL BARRIER COATINGS
Wei Pan State Key Lab of New Ceramics and Fine Processing, Department of Materials Science and
Engineering, Tsinghua University, Beijing 100084, P. R. China,[email protected]
There are a number of applications for ceramics which rely on their having low thermal
conductivity at very high temperatures. Currently, the one of the greatest impact on society is as a thin thermal insulation layer in gas turbines allowing coated single crystal superalloy blades and vanes to be used in gases whose temperatures exceed the melting temperature of the alloys. Although a thermal barrier coating (TBC) must also satisfy several other systems and material requirements, its high temperature thermal conductivity is one of its primary characteristics.
However, the needs of the gas turbine designers have changed this situation since they require materials that have a low, intrinsic thermal conductivity at temperatures in excess of 1000
oC. The current
oxide of choice is yttria-stabilized zirconia (YSZ) but there is a consensus that even lower thermal conductivity materials are needed to achieve still higher gas temperatures for increased energy conversion efficiencies.
In this presentation, new class of refractory ceramics for thermal barrier coatings are reported, including the rule of introducing defects in the crystal structure to further decrease the thermal conductivity, and to increase the structure stability at high temperature; the synthesis process and thermal properties. The mechanical properties at ambient and elevated temperature are also reported.
References
1. XR Ren, W Pan, Mechanical properties of high temperature degraded yttria stabilized zirconia, Acta Mater. Accepted.
2. XR Ren, SC Guo, M Zhao, W Pan, Thermal conductivity and mechanical properties of YSZ/LaPO4, J Mater Sci (2014) 49:2243–2251.
3. J. Feng, B. Xiao, R. Zhou, W. Pan, Anisotropy in elasticity and thermal conductivity of monazite-type REPO4 (RE = La, Ce, Nd, Sm, Eu and Gd) from first-principles calculations, Acta Mater. 61 (2013) 7364–7383
4. M Zhao, W. Pan, Effect of lattice defects on thermal conductivity of Ti-doped, Y2O3-stabilized ZrO2, Acta Mater. 61 (2013) 5496–5503.
5. J. Feng, B. Xiao, R. Zhou, and W Pan, Eectronic and magnetic properties of double perovskite slab-rocksalt layer rare earth strontium aluminates natural superlattice structure, J. Appl. Phys. 113, 143907 (2013)
6. J Feng, B Xiao, R Zhou and W Pan, Thermal conductivity of rare earth zirconate pyrochlore from first principles, Scripta Mater. 68 (2013) 727–730
7. J. Feng, B. Xiao, R. Zhou and W Pan, Thermal expansion and conductivity of RE2Sn2O7 (RE = La, Nd, Sm, Gd, Er and Yb) pyrochlores, Scripta Mater. 69 (2013) 401–404
8. RF Wu, W. Pan, XR Ren, CL Wan, ZX Qu, AB Du, An extremely low thermal conductive ceramic: RE9.33(SiO4)6O2 silicate oxyapatite, Acta Mater. 60 (2012) 5536–5544. 9. W Pan, Simon R. Phillpot, Chunlei Wan, Aleksandr Chernatynskiy, Zhixue Qu, low thermal conductivity oxides, MRS Bulleting. Vol 37 Oct 2012, 917-922.•
10. J. Feng, B. Xiao, R. Zhou, W. Pan, David R. Clarke, Anisotropic mechanical and thermal properties of double perovskite slab-rocksalt layer Ln2SrAl2O7 (Ln = La, Nd, Sm, Eu, Gd and Dy), Acta Mater. 60 (2012) 3380–3392.
11. ZX Qu, CL Wan, W. Pan Thermophysical properties of rare-earth stannates: Effect of Pyrochlore Structure, Acta Mater. 60 (2012) 2939–2949.
12. J. Feng, B. Xiao, R. Zhou, and W. Pan, Thermal expansions of Ln2Zr2O7 (Ln=La, Nd, Sm, and Gd) pyrochlore, J. Appl. Phys. 111, 103535 (2012).
13. J Feng, XR Ren, XY Wang, R Zhou, W. Pan, Thermal conductivity of ytterbia stabilized zirconia, Scripta Mater.,66 (2012), 41-44
14. CL Wan, ZX Qu, AB Du, W. Pan, Order-disorder transition and unconventional thermal conductivities of the (Sm1-xYbx)2Zr2O7 series, J. Am. Ceram. Soc., 94 [2] 592–596 (2011).
15. J. Feng, B. Xiao, Z. X. Qu, R. Zhou, and W. Pan, Mechanical properties of rare earth stannate pyrochlores Appl. Phys. Lett., 99, 201909 (2011).
16. J. Feng, C. Wan, B. Xiao, R. Zhou, W. Pan, D. R. Clarke, Calculation of the thermal conductivity of R2SrAl2O7 (R = La, Nd, Sm, Eu, Gd, Dy), Phy. Rew. B, 84, 024302 (2011) 17. ZX Qu, Taylor Sparks, W Pan, and David R. Clarke, Thermal conductivity of the gadolinium calcium silicate apatites: Effect of different point defect types, Acta Mater. 59 (2011) 3841–3850.
18. J. Feng, B. Xiao, C. L. Wan, Z.X. Qu, Z.C. Huang, J.C. Chen, R. Zhou, W. Pan, Electronic structure, mechanical properties and thermal conductivity of Ln2Zr2O7 (Ln = La, Pr, Nd, Sm, Eu and Gd) Pyrochlores, Acta Mater. 59 (2011) 1742–176
19. J. Feng, B. Xiao, C. Wan, Z. Qu, R. Zhou, W. Pan, Electronic and elastic properties of a double perovskite slab–rocksalt layer of Eu2SrAl2O7 investigated by LSDA + U, Solid State Communications 151 (2011) 1326–1330
20. CL Wan, W Zhang, YF Wang, ZX Qu, AB Du, RF Wu, W. Pan, Glasslike thermal conductivity in ytterbium doped lanthanum zirconate pyrochlore, Acta Mater. 58 (2010) 6166– 6172.
21. AB Du, CL Wan, ZX Qu, RF Wu, W. Pan, Effects of the texture on the thermal conductivity of the LaPO4 monazite, J. Am. Ceram. Soc., 93 [9] 2822–2827 (2010).
22. CL Wan, Taylor D. Sparks, W. Pan, and David R. Clarke, Thermal conductivity of the rare-earth strontium aluminates, J. Am. Ceram. Soc., 93 [5] 1457–1460 (2010)
23. CL Wan, ZX Qu, AB Du, W. Pan, Influence of B site substituent Ti on structure and thermophysical properties of A2B2O7-type pyrochlore Gd2Zr2O7, Acta Mater., 57 (2009) 4782–4789.
24. AB Du, CL Wan, ZX Qu, W. Pan, Thermal transport properties of monazite-type RePO4(Re = La, Ce, Nd, Sm, Eu, Gd), J. Am. Ceram. Soc., 92 [11] 2687–2692 (2009).
25. Wan CL, Qu ZX, He H, Luan D, W. Pan, Ultralow thermal conductivity in highly anion-defective aluminates, Phys. Rev. Lett. 101, 085901 (2008).
26. W. Pan, Wan CL, Xu Q, Wang JD, Qu ZX, Thermal diffusivity of samarium- gadolinium zirconate solid solutions. Thermolchim. Acta 455 (1-2), 16 (2007).
27. Qu ZX, Wan CL, W. Pan. Thermal expansion and defect chemistry of MgO-doped Sm2Zr2O7. Chem. Mater. 19 (20), 4913 (2007).
28. W. Pan, Shi SL. Microstructure and mechanical properties of Ti3SiC2/3Y-TZP composites by spark plasma sintering. J. Eur. Ceram. Soc. 27 (1), 413 (2007).
29. Wan CL, W. Pan, Xu Q, Qin YX, Wang JD, Qu ZX, Fang MH, Effect of point defects on the thermal transport properties of (LaxGd1-x )2Zr2O7 : Experiment and theoretical model. Phys. Rev. B 74, 144109-1~9 (2006).
30. Xu Q, W. Pan, Wang JD, Wan CL, Qi LH, Miao HZ, Mori K, Torigoe T, Rare- earth zirconate ceramics with fluorite structure for thermal barrier coatings. J. Am. Ceram. Soc. 89 (1), 340 (2006).
31. Xu Q, W. Pan, Wang JD, Qi LH, Miao HZ, Mori K, Torigoe T. Preparation and thermophysical properties of Dy2Zr2O7 ceramic for thermal barrier coatings. Mater. Lett. 59, 2804 (2005). 32. J. Chen, J. Lian, L. M. Wang, and R. C. Ewing, R. G. Wang and W. Pan, X-ray photoelectron spectroscopy study of disordering in Gd2(Ti1-xZrx)2O7 pyrochlores, Phys. Rev. Lett. 88. 105901-4 (2002) .

Tuesday, June 24, 2014 Session 3
PERFORMANCE OF COLUMNAR 7-8WT% YSZ COATINGS ON PLATINUM ALUMINIDE BONDCOATS
Christopher Petorak, Praxair Surface Technologies, USA
Currently, an electron beam physical vapor deposition (EBPVD) 7-8wt% yttria stabilized zirconia (YSZ) thermal barrier coating (TBC) applied on a platinum modified diffusion aluminide bondcoat (PtAl) is the coating of choice for highly stressed airfoils in aero engines. Traditional air plasma spray (APS) coating methods are unable to provide sufficient adhesion on the smooth PtAl interfaces, where the primary bonding mechanism is mechanical in nature. Suspension plasma spray (SPS) columnar coatings have demonstrated the ability to adhere to smooth PtAl substrates, and perform after thousands of hours in FCT. The performance and properties of columnar SPS 7wt% YSZ coatings are presented on PtAl bondcoated substrates are compared with conventional MCrAlY bondcoats, as well as against existing APS TBC coating systems. Further, bonding mechanisms associated with SPS YSZ on PtAl are discussed.
Tuesday, June 24, 2014 Session 3
STRESS AND CRACK MONITORING DURING PLASMA SPRAYING OF TBC
Seiji Kuroda, National Institute for Materials Science (NIMS) [email protected]
Xiancheng Zhang, East China University of Science and Technology Makoto Watanabe, NIMS
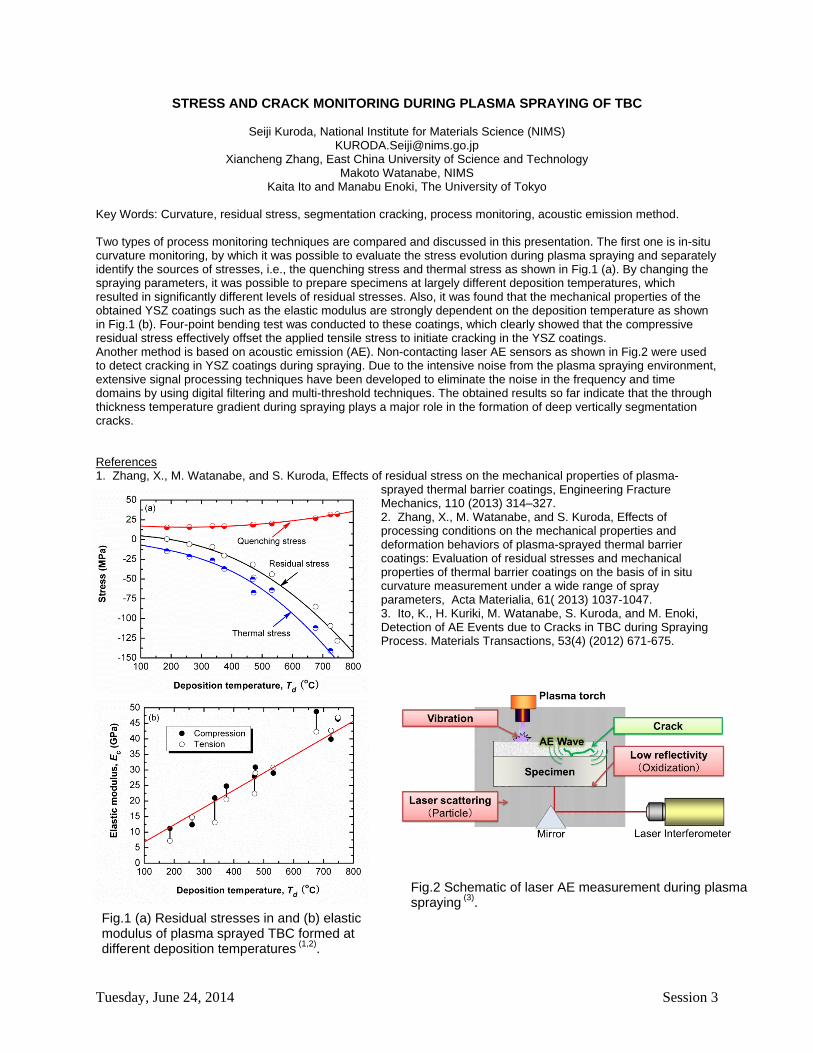
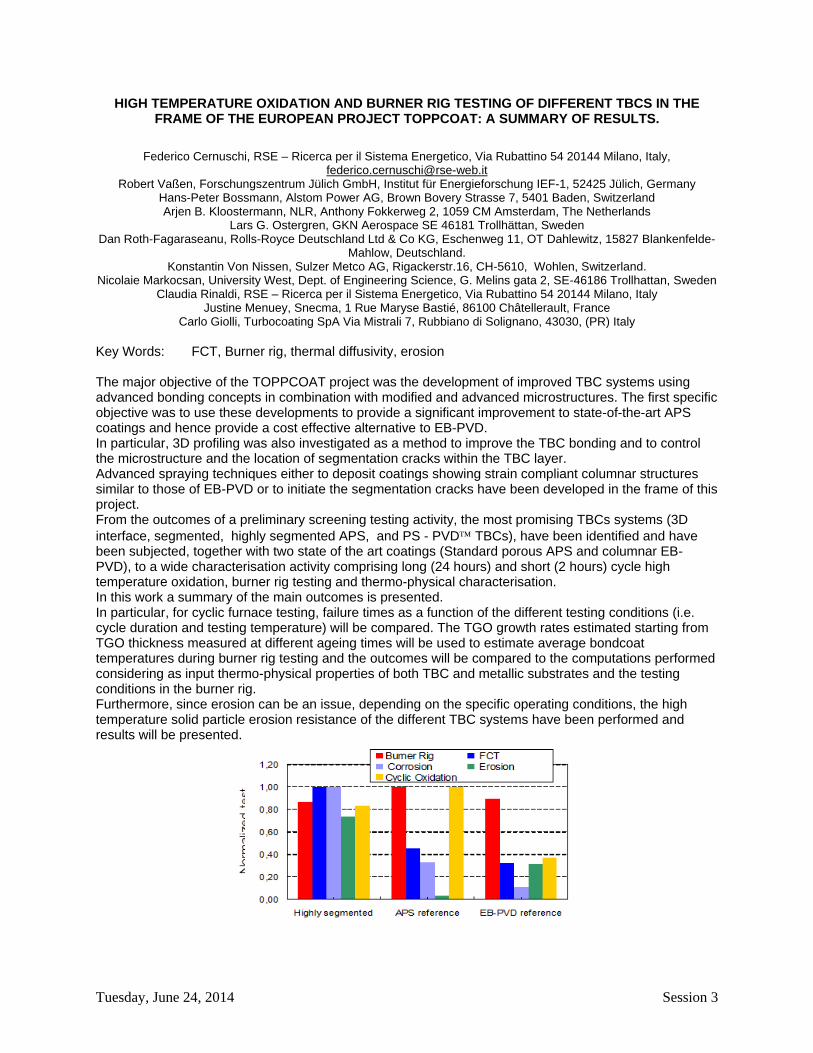
Kaita Ito and Manabu Enoki, The University of Tokyo Key Words: Curvature, residual stress, segmentation cracking, process monitoring, acoustic emission method. Two types of process monitoring techniques are compared and discussed in this presentation. The first one is in-situ curvature monitoring, by which it was possible to evaluate the stress evolution during plasma spraying and separately identify the sources of stresses, i.e., the quenching stress and thermal stress as shown in Fig.1 (a). By changing the spraying parameters, it was possible to prepare specimens at largely different deposition temperatures, which resulted in significantly different levels of residual stresses. Also, it was found that the mechanical properties of the obtained YSZ coatings such as the elastic modulus are strongly dependent on the deposition temperature as shown in Fig.1 (b). Four-point bending test was conducted to these coatings, which clearly showed that the compressive residual stress effectively offset the applied tensile stress to initiate cracking in the YSZ coatings. Another method is based on acoustic emission (AE). Non-contacting laser AE sensors as shown in Fig.2 were used to detect cracking in YSZ coatings during spraying. Due to the intensive noise from the plasma spraying environment, extensive signal processing techniques have been developed to eliminate the noise in the frequency and time domains by using digital filtering and multi-threshold techniques. The obtained results so far indicate that the through thickness temperature gradient during spraying plays a major role in the formation of deep vertically segmentation cracks.
References 1. Zhang, X., M. Watanabe, and S. Kuroda, Effects of residual stress on the mechanical properties of plasma-
sprayed thermal barrier coatings, Engineering Fracture Mechanics, 110 (2013) 314–327. 2. Zhang, X., M. Watanabe, and S. Kuroda, Effects of processing conditions on the mechanical properties and deformation behaviors of plasma-sprayed thermal barrier coatings: Evaluation of residual stresses and mechanical properties of thermal barrier coatings on the basis of in situ curvature measurement under a wide range of spray parameters, Acta Materialia, 61( 2013) 1037-1047. 3. Ito, K., H. Kuriki, M. Watanabe, S. Kuroda, and M. Enoki, Detection of AE Events due to Cracks in TBC during Spraying Process. Materials Transactions, 53(4) (2012) 671-675.
Figure 1 – Arial 10 pt Italics
Fig.2 Schematic of laser AE measurement during plasma spraying
(3).
Fig.1 (a) Residual stresses in and (b) elastic modulus of plasma sprayed TBC formed at different deposition temperatures
(1,2).

Tuesday, June 24, 2014 Session 3
ENGINEERED MULTI-LAYERED THERMAL BARRIER COATINGS FOR ENHANCED DURABILITY
Sanjay Sampath, Center for Thermal Spray Research, Stony Brook University [email protected]
Vaishak Viswanathan, Center for Thermal Spray Research, Stony Brook University
Gopal Dwivedi, Center for Thermal Spray Research, Stony Brook University
Key Words: Fracture Toughness, Elastic Modulus, Multilayered coatings, Durability The durability of plasma sprayed thermal barrier coatings has been of significant interest ever since their inception in gas turbine engine components. Although several novel materials are being developed, 7-8% YSZ continues to serve as the industry standard. One of the major reasons being the penalty of lower fracture toughness associated with these novel TBC materials. While toughness is an essential component in determining the spallation life of coatings, the elastic energy present in the coatings is almost equally critical. Since the failure of typical APS coatings occur at the interface of the bond coat and topcoat due to the strains associated with TGO growth, the toughness is most critical at that particular interface. We experimentally demonstrate that by functionally optimizing the location specific needs of toughness and modulus via a multilayered TBC architecture, the furnace cycle of coatings can be significantly improved. Thus by leveraging the benefits of process science we present a durability strategy for APS YSZ coatings. Additional embodiments of this approach include multilayer incorporation of alternate lower toughness zirconates to mitigate against other damage mechanisms such as CMAS.

Tuesday, June 24, 2014 Session 3
SUSPENSION PLASMA SPRAYED THERMAL BARRIER COATINGS
Per Nylén, University West, Sweden Nicholas Curry, University West, Sweden Ashish Ganvir, University West, Sweden
Nicolaie Markocsan, University West, Sweden Keywords: Thermal Barrier Coating, Suspension plasma spray, High Velocity Air-Fuel, Thermal Shock, Thermo-cyclic fatigue Suspension plasma spray has become a promising technique for production of thermal barrier coatings. With the implementation of SPS using high power plasma guns, industrial application has become a reality. Particularly the use of axial feeding of the suspension as a number of drawbacks of radial feeding of the suspension. Of particular interest in SPS spraying is the ability to generate structures that are difficult or impossible to generate via conventional powder spraying. In particular the formation of segmented or fully columnar coatings is of great interest for TBC applications due to their inherent strain tolerance. Columnar and segmented SPS coatings have been evaluated along with their conventional APS counterparts in in both thermal shock and thermo-cyclic fatigue (TCF) testing. SPS coatings have demonstrated dramatically improved thermal shock performance and long TCF life. Thermal conductivity has been demonstrated to be in-line with or lower than conventional porous APS YSZ coatings and significantly below the dense vertically cracked APS competitor coatings. Research is continuing into the appropriate bond coat preparation for SPS coatings; particularly as the columnar structured coatings are influenced by the underlying surface topography on which they are deposited.

Tuesday, June 24, 2014 Session 3
COLUMNAR STRUCTURED THERMAL BARRIER COATINGS BY THERMAL SPRAY METHODS
Robert Vaßen, Forschungszentrum Jülich, Germany Nadine Schlegel, Forschungszentrum Jülich, Germany Stefan Rezanka, Forschungszentrum Jülich, Germany
Georg Mauer, Forschungszentrum Jülich, Germany Emine Bakan, Forschungszentrum Jülich, Germany Daniel Mack, Forschungszentrum Jülich, Germany
Forschungszentrum Jülich, IEK-1, Germany
Several new thermal spray methods have been developed which allow the manufacture of columnar, highly strain tolerant thermal barrier coatings. One of the methods is the suspension plasma spraying, in which suspensions of fine, submicron meter powders are injected into the plasma plume. Under specific processing conditions columnar, finely structured coatings develop. Another method is the plasma spray - physical vapour deposition (PS-PVD) process in which powders are not only molten but even evaporated leading to a PVD-like columnar structure. The presentation will first describe the properties of these columnar coatings prepared from yttria stabilized zirconia (YSZ), the standard TBC material and compare these to conventional micro-cracked coatings. Furthermore, results obtained from advanced TBC materials processed by SPS and PS-PVD will be presented.

Tuesday, June 24, 2014 Session 3
MULTILAYERED THERMAL BARRIER COATINGS
Xueqiang Cao, Changchun Institute of Applied Chemistry, Chinese Academy of Sciences, China
State Key Laboratory of Rare Earth Resources Utilization, Changchun Institute of Applied Chemistry, Chinese Academy of Sciences. Renmin Street 5625, Changchun 130022, Jilin Province, China. E-mail: [email protected] Thermal barrier coatings (TBCs) are finding increasing applications in gas turbines to provide thermal, corrosion and erosion protections for the metallic hot-section components in order to achieve higher gas temperature capability, improved efficiency and durability. YSZ has large thermal expansion coefficient and extremely high fracture toughness, but the high thermal conductivity and phase transformation below
1200℃ are its intrinsic shortcomings. Currently, the long-term application temperature of YSZ coating is below 1200℃, which cannot match the requirements of the next generation gas turbine operated at a higher gas temperature. We have successfully developed the multilayered TBCs based on rare earth composite oxides and YSZ. LMA/YSZ, LZ7C3/YSZ and LZ/YSZ double-layered or functionally graded TBCs have outstanding thermal cycling lives which are much longer than that of single layered YSZ coating due to the thermal stress relief. A novel non-destructive inspection technique was developed to measure the residual stresses in TBCs by using Eu
3+ photoluminescence piezo-spectroscopy. The relationship between the strongest peak of
5D0→
7F2 and stress was determined by the high-pressure experiments and used to evaluate the residual
stresses. When the top ceramic coat LZ7C3 in the double-layered coating LZ7C3/YSZ:Eu spalled, the inner YSZ:Eu could produce visible luminescence under UV illumination, providing an indication of the spallation location. The LZ7C3/YSZ:Eu coating spalled bit by bit from LZ7C3 to YSZ:Eu during thermal cycling. The similar thermal expansions of LZ7C3 and YSZ:Eu prolonged the thermal cycling life of the coating.
Tuesday, June 24, 2014 Session 3
HIGH TEMPERATURE OXIDATION AND BURNER RIG TESTING OF DIFFERENT TBCS IN THE FRAME OF THE EUROPEAN PROJECT TOPPCOAT: A SUMMARY OF RESULTS.
Federico Cernuschi, RSE – Ricerca per il Sistema Energetico, Via Rubattino 54 20144 Milano, Italy,
[email protected] Robert Vaßen, Forschungszentrum Jülich GmbH, Institut für Energieforschung IEF-1, 52425 Jülich, Germany
Hans-Peter Bossmann, Alstom Power AG, Brown Bovery Strasse 7, 5401 Baden, Switzerland Arjen B. Kloostermann, NLR, Anthony Fokkerweg 2, 1059 CM Amsterdam, The Netherlands
Lars G. Ostergren, GKN Aerospace SE 46181 Trollhättan, Sweden Dan Roth-Fagaraseanu, Rolls-Royce Deutschland Ltd & Co KG, Eschenweg 11, OT Dahlewitz, 15827 Blankenfelde-
Mahlow, Deutschland. Konstantin Von Nissen, Sulzer Metco AG, Rigackerstr.16, CH-5610, Wohlen, Switzerland.
Nicolaie Markocsan, University West, Dept. of Engineering Science, G. Melins gata 2, SE-46186 Trollhattan, Sweden Claudia Rinaldi, RSE – Ricerca per il Sistema Energetico, Via Rubattino 54 20144 Milano, Italy
Justine Menuey, Snecma, 1 Rue Maryse Bastié, 86100 Châtellerault, France Carlo Giolli, Turbocoating SpA Via Mistrali 7, Rubbiano di Solignano, 43030, (PR) Italy
Key Words: FCT, Burner rig, thermal diffusivity, erosion The major objective of the TOPPCOAT project was the development of improved TBC systems using advanced bonding concepts in combination with modified and advanced microstructures. The first specific objective was to use these developments to provide a significant improvement to state-of-the-art APS coatings and hence provide a cost effective alternative to EB-PVD. In particular, 3D profiling was also investigated as a method to improve the TBC bonding and to control the microstructure and the location of segmentation cracks within the TBC layer. Advanced spraying techniques either to deposit coatings showing strain compliant columnar structures similar to those of EB-PVD or to initiate the segmentation cracks have been developed in the frame of this project. From the outcomes of a preliminary screening testing activity, the most promising TBCs systems (3D
interface, segmented, highly segmented APS, and PS - PVD TBCs), have been identified and have been subjected, together with two state of the art coatings (Standard porous APS and columnar EB-PVD), to a wide characterisation activity comprising long (24 hours) and short (2 hours) cycle high temperature oxidation, burner rig testing and thermo-physical characterisation. In this work a summary of the main outcomes is presented. In particular, for cyclic furnace testing, failure times as a function of the different testing conditions (i.e. cycle duration and testing temperature) will be compared. The TGO growth rates estimated starting from TGO thickness measured at different ageing times will be used to estimate average bondcoat temperatures during burner rig testing and the outcomes will be compared to the computations performed considering as input thermo-physical properties of both TBC and metallic substrates and the testing conditions in the burner rig. Furthermore, since erosion can be an issue, depending on the specific operating conditions, the high temperature solid particle erosion resistance of the different TBC systems have been performed and results will be presented.

Wednesday, June 25, 2014 Session 4
CMAS DEGRADATION AND IMPLICATIONS FOR COATING DESIGN
Carlos G. Levi, Materials Department, University of California, Santa Barbara [email protected]
Key Words: Thermal barrier coatings, environmental barrier coatings, silicate deposits, silicate melts, CMAS degradation Degradation of high temperature coatings by siliceous deposits generically known as CMAS is recognized as a fundamental barrier to progress in gas turbine technology. In principle, melting of the silicate deposit (at ~1200°C) limits the temperature capability of the coatings and thus the achievable engine efficiency. Molten CMAS dissolves all coatings of interest for superalloys and ceramic composites, often leading to the formation of new or modified crystalline phases, and can penetrate grain boundaries and the pore architecture of TBCs that enables tolerance of thermal strains. However, the chemical interactions may also be tailored for mitigation of the problem, usually by formation of surface layers of reaction products that limit further contact between melt and coating. To be useful, these modified surface layers must be tolerant of the stresses arising from the thermal gradients and cycles involved in engine operation. Developing solutions to this problem requires a sound understanding of (a) the underlying phase relations in the relevant systems, for which there is limited thermodynamic information, (b) the kinetics of dissolution and precipitation of reaction products, and its interplay with the dynamics of melt flow into the capillary passages and/or grain boundaries of the coating, (c) the stresses arising in the systems under severe and rapidly changing thermal gradients. This presentation will review recent developments in the fundamental understanding of the thermochemical and thermomechanical processes relevant to CMAS damage and mitigation, as well as the challenges in finding an adequate solution. (Presentation based on research contributions by D.L. Poerschke, E.M. Zaleski, M.H. Fisch, K.M. Wessels, R.W. Jackson, J. Van Sluytman, S. Krämer and M.R. Begley, as well as collaborations with J. Gong and W. Huang at QuesTek and V.K. Tolpygo at Honeywell. Work sponsored by the Office of Naval Research under awards N00014-08-1-0522, -06-1-0322, and -12-M-0340, as well as the Honeywell-UCSB Alliance for Thermal Barrier Coatings.)
Wednesday, June 25, 2014 Session 4
TBC LIFETIME UNDER THERMAL GRADIENT CYCLIC TESTING WITH SIMULTANEOUS CMAS ATTACK:
TOWARDS PREDICTION OF ADVANCED TBC PERFORMANCE
Daniel Emil Mack, IEK-1, Forschungszentrum Jülich GmbH, 52425 Jülich, Germany [email protected]
Maria Ophelia Jarligo, University of Alberta, T6G2G6 Edmonton, Canada Doris Sebold, IEK-1, Forschungszentrum Jülich GmbH, 52425 Jülich, Germany
Tanja Wobst, Rolls-Royce Deutschland, 15827 Blankenfeld-Mahlow, Deutschland Michael Müller, IEK-2, Forschungszentrum Jülich GmbH, 52425 Jülich, Germany Robert Vaßen, IEK-1, Forschungszentrum Jülich GmbH, 52425 Jülich, Germany
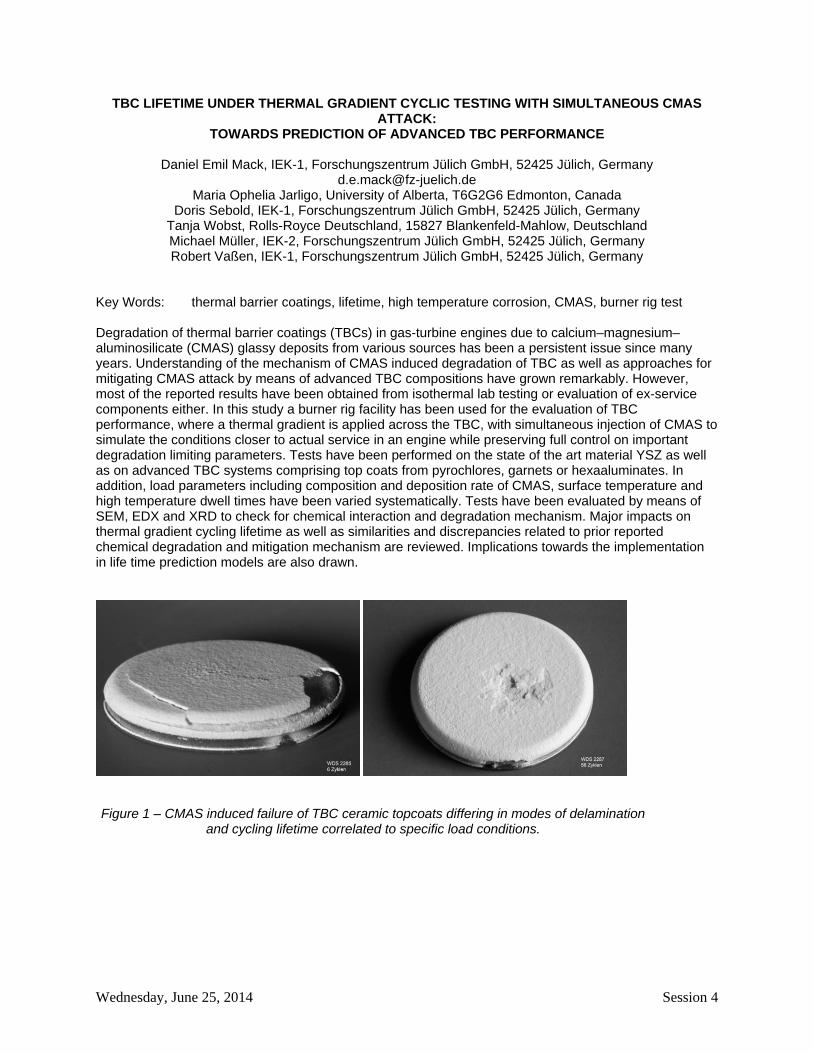
Key Words: thermal barrier coatings, lifetime, high temperature corrosion, CMAS, burner rig test Degradation of thermal barrier coatings (TBCs) in gas-turbine engines due to calcium–magnesium–aluminosilicate (CMAS) glassy deposits from various sources has been a persistent issue since many years. Understanding of the mechanism of CMAS induced degradation of TBC as well as approaches for mitigating CMAS attack by means of advanced TBC compositions have grown remarkably. However, most of the reported results have been obtained from isothermal lab testing or evaluation of ex-service components either. In this study a burner rig facility has been used for the evaluation of TBC performance, where a thermal gradient is applied across the TBC, with simultaneous injection of CMAS to simulate the conditions closer to actual service in an engine while preserving full control on important degradation limiting parameters. Tests have been performed on the state of the art material YSZ as well as on advanced TBC systems comprising top coats from pyrochlores, garnets or hexaaluminates. In addition, load parameters including composition and deposition rate of CMAS, surface temperature and high temperature dwell times have been varied systematically. Tests have been evaluated by means of SEM, EDX and XRD to check for chemical interaction and degradation mechanism. Major impacts on thermal gradient cycling lifetime as well as similarities and discrepancies related to prior reported chemical degradation and mitigation mechanism are reviewed. Implications towards the implementation in life time prediction models are also drawn.
Figure 1 – CMAS induced failure of TBC ceramic topcoats differing in modes of delamination
and cycling lifetime correlated to specific load conditions.

Wednesday, June 25, 2014 Session 4
SOLUBILITY OF OXIDES FROM ZRO2-Y2O3 AND ZRO2-ND2O3 SYSTEMS IN A MOLTEN CAS. SELECTION OF A THERMAL BARRIER COMPOSITION RESISTANT TO CAS INFILTRATION
Marie-Hélène Vidal-Setif, ONERA/DMSM, BP72, 29 av. De la Division Leclerc, 92322 Châtillon Cedex
Marie-Helene.Vidal-Setif @onera.fr Nezha Chellah, ONERA/DMSM, BP72, 29 av. De la Division Leclerc, 92322 Châtillon Cedex Catherine.Rio, ONERA/DMSM, BP72, 29 av. De la Division Leclerc, 92322 Châtillon Cedex Odile Lavigne, ONERA/DMSM, BP72, 29 av. De la Division Leclerc, 92322 Châtillon Cedex
Michel Vilasi, IJL-UMR 7198, dept. CP2S, B.P 70239 – 54506 Vandoeuvre-lès-Nancy Christophe Rapin, IJL-UMR 7198, dept. CP2S, B.P 70239 – 54506 Vandoeuvre-lès-Nancy Carine Petitjean, IJL-UMR 7198, dept. CP2S, B.P 70239 – 54506 Vandoeuvre-lès-Nancy
Pierre-Jean Panteix, IJL-UMR 7198, dept. CP2S, B.P 70239 – 54506 Vandoeuvre-lès-Nancy
Key Words: thermal barrier; CAS; solubility; kinetics; infiltration Thermal barrier coatings (TBCs) are routinely used to protect blades and vanes in the hot section of gas turbines. TBCs are multilayered systems including a thermal insulating porous ceramic layer mostly of 8wt. % (4mol.%) yttria partially stabilized zirconia 8YPSZ, deposited on an alumina forming metallic bond coat in contact with the nickel-based superalloy substrate. The use of TBC has allowed higher operating temperatures resulting in an improvement in engine efficiency. However, with the increase in the engine temperature new TBC degradation mechanisms has emerged such as the attack by molten calcium- magnesium alumino silicate (CMAS) resulting from the ingestion of siliceous minerals (dust, sand, ash) by the engine. The molten particles can infiltrate the porous microstructure of the TBC resulting in the loss of strain tolerance and premature failure of the TBC. Chemical interaction also takes place consisting in the dissolution of 8YPSZ in the molten CMAS followed by precipitation of new crystalline phases. In this paper, we first present the thermodynamic and kinetic study related to the dissolution into a synthetic CAS of different oxides from the ZrO2-Y2O3 and ZrO2-Nd2O3 systems. Solubility tests were performed according to an experimental process developed at University of Lorraine. The chosen oxides, in powder form, are the pure oxides ZrO2, Y2O3, Nd2O3, the compounds ZrO2-4%mol Y2O3, ZrO2-10%mol Y2O3, ZrO2-12%mol Nd2O3 and the pyrochlore Zr2Nd2O7. Solubility tests were performed at three temperatures 1200°C, 1300°C and 1400°C at durations varying from 5 min to 4h. It is observed that: i) ZrO2 dissolves gradually in the CAS with the slow formation of zircon (ZrSiO4). ii) Nd2O3 and Y2O3 dissolves much more fastly in the CAS than ZrO2 and the formation of the apatite phase X8Ca2(SiO4)6O2 (X = Nd ou Y) is observed in the first minutes of interaction. The solubility limit of Y2O3 is higher than Nd2O3 one. iii) the fast formation of the apatite phase is also observed during the dissolution of ZrO2-12%mol Nd2O3 and Zr2Nd2O7
but not during the dissolution of yttria doped zirconia. It is concluded that higher amount of yttria
should be added to zirconia in order to promote the formation of the apatite phase Y8Ca2(SiO4)6O2. In a second time, 5 compositions of zirconia- based dense ceramics are tested as regards to CAS infiltration: three with increasing amount of yttria and the two previous neodymia doped zirconia. It is observed that the infiltration of CAS in the ceramic grain boundaries is stopped in the case of neodymia doped zirconia and with the zirconia allied with the higher amount of yttria. This type of research provides new insight into the understanding of CMAS mitigation strategy based on zirconia doped with rare earth oxides or on rare-earth zirconates.
Wednesday, June 25, 2014 Session 4
A THERMODYNAMIC DATABASE FOR SIMULATION OF CMAS AND TBC INTERACTIONS
Lina Kjellqvist, Thermo-Calc Software AB, Norra Stationsgatan 93, SE-113 64 Stockholm, Sweden [email protected]
Johan Brattberg, Thermo-Calc Software AB, Norra Stationsgatan 93, SE-113 64 Stockholm, Sweden Åke Jansson, Thermo-Calc Software AB, Norra Stationsgatan 93, SE-113 64 Stockholm, Sweden
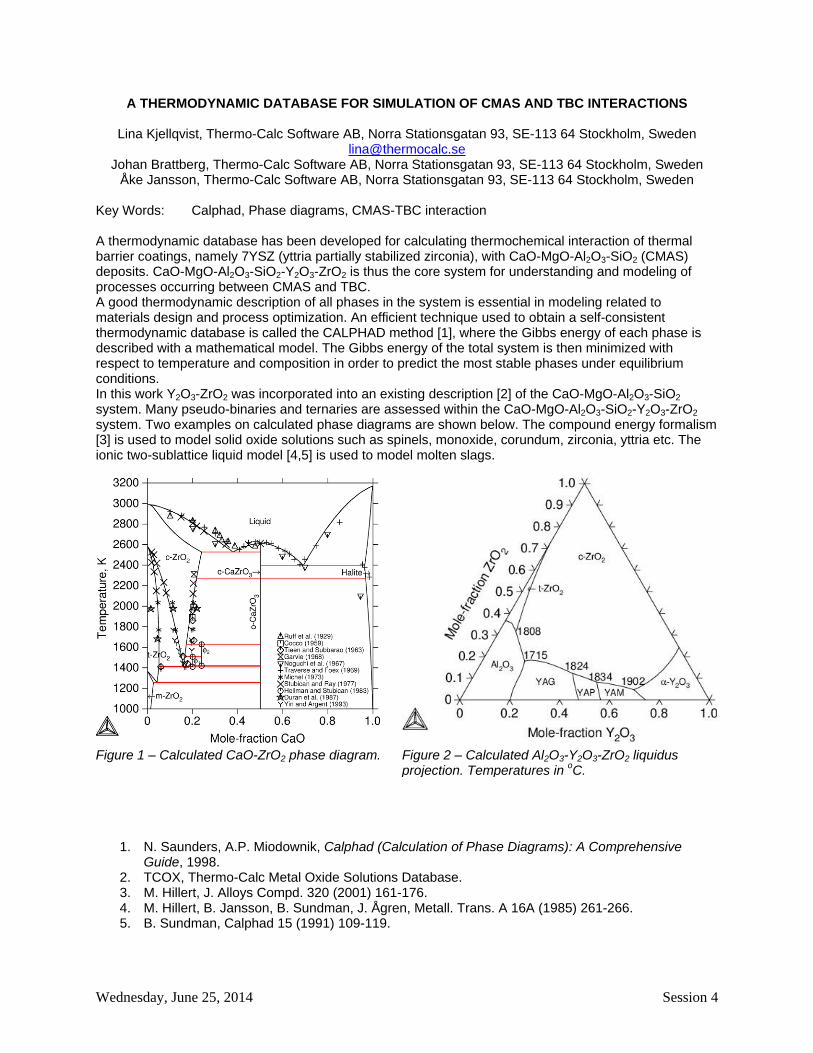
Key Words: Calphad, Phase diagrams, CMAS-TBC interaction A thermodynamic database has been developed for calculating thermochemical interaction of thermal barrier coatings, namely 7YSZ (yttria partially stabilized zirconia), with CaO-MgO-Al2O3-SiO2 (CMAS) deposits. CaO-MgO-Al2O3-SiO2-Y2O3-ZrO2 is thus the core system for understanding and modeling of processes occurring between CMAS and TBC. A good thermodynamic description of all phases in the system is essential in modeling related to materials design and process optimization. An efficient technique used to obtain a self-consistent thermodynamic database is called the CALPHAD method [1], where the Gibbs energy of each phase is described with a mathematical model. The Gibbs energy of the total system is then minimized with respect to temperature and composition in order to predict the most stable phases under equilibrium conditions. In this work Y2O3-ZrO2 was incorporated into an existing description [2] of the CaO-MgO-Al2O3-SiO2 system. Many pseudo-binaries and ternaries are assessed within the CaO-MgO-Al2O3-SiO2-Y2O3-ZrO2 system. Two examples on calculated phase diagrams are shown below. The compound energy formalism [3] is used to model solid oxide solutions such as spinels, monoxide, corundum, zirconia, yttria etc. The ionic two-sublattice liquid model [4,5] is used to model molten slags.
Figure 1 – Calculated CaO-ZrO2 phase diagram. Figure 2 – Calculated Al2O3-Y2O3-ZrO2 liquidus projection. Temperatures in
oC.
1. N. Saunders, A.P. Miodownik, Calphad (Calculation of Phase Diagrams): A Comprehensive Guide, 1998.
2. TCOX, Thermo-Calc Metal Oxide Solutions Database. 3. M. Hillert, J. Alloys Compd. 320 (2001) 161-176. 4. M. Hillert, B. Jansson, B. Sundman, J. Ågren, Metall. Trans. A 16A (1985) 261-266. 5. B. Sundman, Calphad 15 (1991) 109-119.

Wednesday, June 25, 2014 Session 4
ATTACK OF THERMAL BARRIER COATINGS BY MOLTEN SILICATE DEPOSITS (SAND, ASH) AND ITS MITIGATION
Nitin P. Padture
School of Engineering, Brown University, USA Ceramic thermal barrier coatings (TBCs) are used to insulate and protect hot-section metallic components in gas-turbine engines for aircraft propulsion and electricity generation. However, the higher temperatures and extreme conditions in high-efficiency engines are making TBCs prone to deposition of undesirable silicates ingested by the engines, engendering new materials issues. The undesirable silicates (calcium-magnesium-alumino-silicate glass or CMAS) can be in the form of sand and volcanic ash in the case of aircraft engines, and coal fly ash in the case of syngas-fired engines used for electricity generation. The understanding of mechanisms by which these types of deposits damage conventional yttria-stabilized zirconia (7YSZ) TBCs will be presented. Demonstration and understanding of approaches to mitigate this type of damage in new TBCs will also be presented, together with a discussion of guidelines for the development of future TBCs for gas-turbine engines based on modeling and analysis.

Wednesday, June 25, 2014 Session 4
CMAS DEPOSITION WITHIN THE TURBINE OF A SMALL JET ENGINE AND EFFECTS ON TBC SPALLATION
TW Clyne Email: [email protected]
Department of Materials Science, University of Cambridge 27 Charles Babbage Road, Cambridge C3 0FS, UK
The deposition characteristics of ingested CMAS (in the form of volcanic ash) have been studied using a small turbojet aeroengine. The particulate was fed into the air intake at a controlled rate. Deposition on internal surfaces within the turbine was investigated using an optical fibre borescope. Deposition mainly occurred on the nozzle guide vane leading edges and the blade platform. It did not occur to any significant extent on rotor blades. A simple numerical model was used to predict particle acceleration and heating in flight. The predictions highlight the importance of particle size. It is both observed and predicted that relatively large particles (~100 µm diameter) are more likely to adhere than smaller ones. Their greater inertia makes them more likely to impact on surfaces than finer ones and, while their temperature at that point will probably be below that at which they become soft, the difference is likely to be small (since such ashes often exhibit very low Tg values). In conjunction with the surface temperature being somewhat higher than Tg, adhesion of such particles is a probable outcome. Particles of even larger size probably would not adhere (because they were too cool), but ingestion of such powder is not very likely.
Investigations have also been carried out into the effect of CMAS on sintering-induced spallation of
plasma sprayed zirconia TBCs. Selected loadings of vermiculite (VM) powder were introduced onto the surface of free-standing coatings, followed by heating (up to 1500°C) for periods of up to 80 h. The presence of CMAS can induce various microstructural changes in the TBCs and also accelerates the rise in their (in-plane) Young's modulus. Finally, results are presented concerning the effect of VM on spallation resistance, using coatings sprayed onto dense alumina substrates. The thermal misfit strain induced during cooling has a magnitude similar to that for YSZ on a superalloy and, since little change occur in the interfacial structure, spallation arises solely from TBC sintering. In particular, it was found that spallation lifetimes can be substantially reduced by VM, even at relatively low levels (~1 wt.%). This is related to acceleration of the sintering-induced increases in TBC stiffness. Penetration of CMAS-type particulate thus has the potential to impair substantially the thermo-mechanical stability of zirconia TBCs.

Wednesday, June 25, 2014 Session 4
EXAMINATION OF CMAS-INDUCED EB-PVD TBC FAILURE
Vladimir Tolpygo Honeywell Aerospace, USA
Degradation of thermal barrier coatings by molten silicates, typically consisting of a mixture of calcia, magnesia, alumina and silica (CMAS), becomes increasingly important at higher operating temperatures of gas turbine components. One commonly recognized form of TBC degradation involves liquid phase infiltration of CMAS into porous TBC microstructure. The principal result of such infiltration is stiffening of the ceramic top coat that leads to higher compressive stresses upon cooling and eventually causes cracking and spallation of the TBC. The other, arguably less dramatic effect of CMAS deposits is due to chemical reaction between CMAS and TBC and gradual dissolution of the coating in the molten glass. Both these processes, infiltration and surface reaction, are analyzed in laboratory tests with EB-PVD 7YSZ-coated buttons and bars using two different synthetic CMAS compositions. Particularly, the infiltration kinetics is evaluated during isothermal furnace exposure at 1150
oC. It is demonstrated that
similar TBC degradation phenomena also occur in high pressure turbine components operating in CMAS-containing environment. In addition, another form of CMAS-induced degradation of thermal barrier coatings is described. It is shown that CMAS constituents can react with the thermally grown oxide (TGO) that forms at the TBC – bond coat interface during high temperature exposure. This reaction produces a layer of MgAl2O4 on top of the TGO and results in local delamination along TBC-TGO interface. The chemical reaction between CMAS and TGO is shown to cause TBC spallation both in engine environment and lab tests. Furthermore, its effectiveness is likely to be a function of CMAS composition. Various examples of CMAS-TGO reaction during furnace and burner rig testing, as well as CMAS-affected engine hardware are shown. The relative importance of different CMAS-induced TBC degradation mechanisms is discussed.

Wednesday, June 25, 2014 Session 4
DEVELOPMENT OF A NATURALISTIC TEST MEDIA FOR DUST INGESTION CMAS TESTING OF GAS TURBINE ENGINES
Andrew W. Phelps, University of Dayton Research Institute
[email protected] Lynne M. Pfledderer, United States Air Force Research Lab (AFRL/RXSSO)
Key Words: CMAS Attack, Dust, Glassing, Sulfate Corrosion A test media for dust ingestion testing of gas turbine engines was desired so that effects similar to those found in fielded vehicles could be produced in a laboratory setting. The effort to produce an effective test media required preliminary work on several aspects of dust ingestion behavior in gas turbine engines that had not previously been examined. Impact erosion features in the cold sections and the formation of calcium magnesium aluminosilicate-like (CMAS-like) glassy deposits in the hot sections of engines needed to be in concordance with the chemical and physical characteristics of natural sands and dusts that have or could be ingested during operation. This talk will focus on the composition of the AFRL02 and the related AFRL03 test media that are now being used for some engine dust ingestion testing. AFRL02 was designed to form a CMAS-like deposit in static laboratory tests whereas AFRL03 was designed to provide some erosion of cold sections and form CMAS-like deposits in hot sections during full-scale rotating engine tests. Neither of these materials is sized like a desert dust. These test media were developed by applying the standard geoanalytical technique of mineral modal analysis to the composition of natural engine deposits. Mineral modal analysis was then combined with actual mineral compositions of desert sands and dusts to design a naturalistic test medium. The resulting mixture was compared to natural dusts using differential scanning calorimetry (DSC) for melting behavior. The microstructure of deposits melted onto yttria-stabilized zirconia thermal barrier coating (TBC) test buttons were compared by secondary electron and back-scattered electron microscopy. Elemental mapping of the co-fired manufactured test medium demonstrated penetration into physical vapor deposited (PVD) zirconia TBC similar to that produced by a natural CMAS-forming comparison dust. Testing TBCs for their compatibility or resistance to attack by CMAS in engine tests should use materials that will behave in ways similar to materials from the natural environment. The value of AFRL02 and AFRL03 test dusts is that they should perform in a similar manner no matter where they are produced and no matter who produces them. A commercial source for these materials is Powder Technology Inc. of Burnsville, Minnesota, USA. The specified mineral compositions and particle size ranges for these media should make them amenable to compounding by the end-user or by a local producer. There will be no one correct test material for creating CMAS deposits, but the use of test media that behave in a uniform and predictable manner and behave like natural material will allow faster development of better performing TBC protective systems. This work was supported in part by the Office of the Secretary of Defense, the U.S. Air Force, the U.S. Navy, and the U.S. Army.

Wednesday, June 25, 2014 Session 4
YTTRIUM OXIDE (Y2O3) – A CANDIDATE MATERIAL FOR ENVIRONMENTAL AND THERMAL BARRIER COATINGS
Peter Mechnich, German Aerospace Center (DLR), Institute of Materials Research Cologne, Germany
Wolfgang Braue, German Aerospace Center (DLR), Institute of Materials Research Cologne, Germany Nadine K. Eils, German Aerospace Center (DLR), Institute of Materials Research Cologne, Germany
Stefan Hackemann, German Aerospace Center (DLR), Institute of Materials Research Cologne, Germany Ravisankar Naraparaju, German Aerospace Center (DLR), Institute of Materials Research Cologne,
Germany
Key Words: Y2O3, EBC, CMC, CMAS Environmental barrier coatings (EBC) are considered to pave the way for the application of ceramic matrix composites (CMC) in turbine engines. Low thermal mismatch, good adherence, microstructural stability and resistance against high-temperature corrosion are key issues. Due to its high chemical stability and low thermal mismatch, Y2O3 is considered an attractive EBC material in particular for Al2O3/Al2O3 CMC. A variety of laboratory-scale specimen as well as prototypic engine components were coated with Y2O3 by means of air plasma spraying (APS). At high temperature Y2O3 and Al2O3 exhibit formation of a thin interdiffusion and reaction zone consisting of Y-aluminates providing a good coating adherence. As a result, APS Y2O3-coated Al2O3/Al2O3 CMC exhibit a high durability versus thermal cycling. APS Y2O3-coatings exhibit a high resistance against recession by inorganic particles commonly referred to as CMAS corrosion. Infiltration of molten CMAS is inhibited by a dense reaction layer as well as the specific coating microstructure. Columnar Y2O3 coatings manufactured by chemical and physical vapor deposition (MO-CVD, EB-PVD) exhibit inferior resistance to CMAS infiltration but outperform yttria stabilized zirconia (YSZ) coatings. Therefore Y2O3 may also be suitable as a CMAS-resistant overlay for standard YSZ TBC.

Wednesday, June 25, 2014 Session 5
APS TBC LIFE PREDICTION - IMPACT OF MANUFACTURING VARIATIONS
Stefan Lampenscherf, Siemens Corporate Technology,Munich, Germany [email protected]
Ramesh Subramanian Siemens Energy Inc., Orlando, USA [email protected]
Key Words: TBC life prediction, manufacturing variations Thermal barrier coating systems (TBC) are essential to meet the increased performance and reliability requirements for heavy duty gas turbines providing a cost effective and environmentally sound power generation solution. The push to higher firing temperatures and reduced cooling air flow emphasizes TBC degradation and increases risk of failure. Therefore, appropriate life prediction and test methodologies are required to evaluate the reliability of current and new TBC systems under realistic operation conditions and to predict performance limits. Additionally, the impact of manufacturing variations on coating properties and life is becoming more critical under demanding operation conditions and needs to be included. In the talk the overall framework of our TBC life and performance prediction is presented and discussed in some detail. The impact of manufacturing variations on coatings properties and, consequently, on TBC life is discussed in this framework and compared with test results.

Wednesday, June 25, 2014 Session 5
PROBABILISTIC LIFETIME PREDICTION OF TBC COATED PARTS CONSIDERING DESIGN, OPERATION AND MANUFACTURING
Hans-Peter Bossmann, Gregoire Witz, ALSTOM (Switzerland) Ltd.
Last three decades, predominately the development of TBC coated parts has enabled high turbine inlet temperatures, resulting in high efficiency. Meanwhile, advanced GTs have to rely on the temperature barrier to reduce thermally activated degradation mechanisms of the metallic parts (i.e. oxidation or fatigue) to acceptable levels for guaranteed lifetime. A lifing model has been developed based on lab testing to describe the time-temperature-dependence of TBC spallation. An extensive parameter study, using serial parts and coating processes, was done to investigate the affect of manufacturing scatter on TBC life as well as on thermal loading. The impacts of several parameters have been quantified. The transfer to part level has to consider the overall boundary conditions, i.e. increased TBC thickness will reduce on one hand the bondcoat temperature and the risk of spallation, but on the other hand, the increased thickness will increase the stresses within the TBC and the risk of spallation. The overall impact of TBC thickness can be positive or negative. It depends on the other parameters responsible for heat flux and temperatures. Also design and boundary conditions impact the thermal loading. Heating and cooling conditions depend on heat transfer as well as hot gas and cooling air temperature. The later can vary significantly for different sites and seasons, and additionally due to the heat pick-up along the cooling passage. In this study 12 parameters have been evaluated by Monte Carlo Simulation for risk of TBC spallation on part level. Using this model the impact of design of cooling, operational boundary conditions and the manufacturing scatter on the BC/TBC life can be assessed and optimized by focusing on those parameters that are most critical for coating lifetime.

Thursday, June 26, 2014 Session 5
SPECIFIC FAILURE MODES OF NI-BASE SUPERALLOYS AND TBCS UNDER A SIMULATED COMBUSTION GAS ATMOSPHERE
Masakazu OKAZAKI, Nagaoka University of Technology, Tokyo Satoshi YAMAGISHI, Nagaoka University of Technology, Tokyo
Y. HAYASHI, Nagaoka University of Technology, Tokyo A new test bed has been developed which enables us to apply complicated thermo-mechanical fatigue (TMF) loadings to superalloy specimens in order to simulate the conditions and significant temperature gradients that are experienced in components that operate in a combustion gas flow environment. Employing this system, the thermally graded creep (TGC) tests were carried out for the superalloy substrate specimens and the coated specimens with thermal barrier coatings (TBCs). Some combined TGC (CTGC) tests in which the TGC loading was applied to the specimen under the thermal cycles were also done. Through the work, special attention was paid to the specific damage morphologies and the deformation under the TGC and CTGC condition. It was shown that some types of specific damages were experimentally discovered under the above specific TGC and CTGC tests. A significant difference was found in the cracking behavior of the ceramic top coat in the TBC specimens, among the TGC, CTGC and the pure creep tests. As an extension of these works, the subject on the effect of CMAS combustion products on the dagame evolution of TBCs was also studied, by means of the new bed. It was found that the CMAS introduced not only the material degradation but also the mechanical attack to the ceramic top coat, resulting in a reduction in life time for spallation and delamination. Discussions are also made on the mechanics and mechanisms on these damage evolution. Keywords: Temperature gradient, Thermally graded creep, Thermal cycles, Thermal barrier coatings (TBCs), CMAS, Spallation and delamination. Contact: [email protected].

Thursday, June 26, 2014 Session 5
LIFETIME ASSESSMENT TOOLS FOR THERMAL BARRIER SYSTEMS
Pascale Kanoute, ONERA, France
Jean-Louis Chaboche, Frédéric Feyel, Martine Poulain, Noémie Rakotomalala, Arjen Roos, Jean-Roch Vaunois, ONERA - The French Aerospace Lab F-92322 Châtillon, [email protected]
Arnaud Longuet, Safran Group, Snecma Villaroche, 77550 Moissy-Cramayel, France Key Words: thermal barrier coatings, lifetime, adhesion tests, multi-scale modelling, turbine blade, interfacial crack propagation, mode mixity, energy release rate, damage The degradation of thermal barrier coatings (TBCs) used to limit the metal temperature of aeronautical turbine blades involves complex mechanisms. Multiple failure modes leading to TBC spallation can effectively be observed on coatings that have experienced service conditions. The lifetime assessment of TBC systems has been a challenge since their introduction in aircraft engines. This paper proposes two complementary approaches for the lifetime assessment of TBC systems. The first one is an energetic based model developed and calibrated by means of adhesion tests. The model involves three steps: first, the mechanical fields inside the layers are computed by the semi-analytical model of the Balint and Hutchinson, which was improved by incorporating new possibilities. In addition to the 2D roughness description a 3D undulation shape is now available. Another important improvement relates to the capability to perform any kind of temperature and mechanical loadings. Given the thermo-mechanical history of the substrate (which can be derived from FE computations), the model computes the interface strains between the metallic substrate and the ceramic protection under a stress field induced by oxidation. The model has been identified and validated with respect to rumpling measurements for different ageing temperatures of the system. During a second step, the interface toughness is estimated through a damage model depending on the mechanical response of the multi-layered system. The damage parameters have been identified on toughness measurements. In order to characterize the TBC toughness, several shear mode interface crack propagation tests have been developed and carried out. Finally, an energetic approach allows to compute the system lifetime by comparing the decreasing interface toughness to the elastic stored energy. This lifetime assessment model is then applied as a post-processing of a finite element computation on a turbine blade and it will be shown that the experimental trends are consistent with the lifetime given by the model. The second approach aims at modelling the spallation by means of a physically motivated, computationally efficient and complete thermo-mechanical cohesive zone model. The thermal and mechanical problems are solved in a coupled way to simultaneously consider the changes in load transfer due to crack propagation and the heat flow variations as a result of the mechanical damage of the interface. The mixed finite interface element for cohesive zone models is implemented in the finite element code Z-set to mesh the crack path located between the TBC and the substrate. The model accounts for the well-known fact that the fracture toughness of the interface is a function of the mode mixity. Continuum Based shell elements are used to mesh the TBC. The description of thermal transport includes a thermal cohesive zone model in which the degrees of freedom are the temperature jumps and the heat flow across the interface. This thermal cohesive zone can describe the decrease of the interface conductance together with its degradation. The thermal gradient through the thickness of the TBC also plays an important role in modelling the TBC delamination. A Continuum Based thermal shell element with a linear approximation of the temperature in the thickness is introduced to mesh the TBC in the thermal problem. A coupled numerical framework for modelling the TBC failure is presented and applied to a representative test case.

Thursday, June 26, 2014 Session 5
RELIABLE MEASUREMENT OF MECHANICAL TBC PROPERTIES FOR QUALITY CONTROL AND LIFE PREDICTION
Peter Wittig, Technische Universität Darmstadt
[email protected] Stefan Lampenscherf, Siemens Corporate Technology
Uwe Rettig, Siemens Corporate Technology Matthias Oechsner, Technische Universität Darmstadt
Key Words: top coat failure, Young’s modulus, fracture resistance, constrained sintering, master curve Modern thermal barrier coating systems (TBCs) with advanced bond strength and thick ceramic top coatings generally fail within the ceramic due to the high thermal gradients and transients they experience during service. A detailed knowledge of the thermal and mechanical material properties is a prerequisite to understand the life limiting mechanisms and predict the reliability and performance of TBCs under operating conditions. In the talk we focus on commercially air plasma sprayed TBCs with material composition, thicknesses and porosities equivalent to those used for blades and vanes of industrial gas turbines. We present suitable preparation and measurement procedures to determine the mechanical key properties such as Young’s modulus (E) and critical energy release rate (GIc). TBC top coat samples were annealed both free-standing and attached to ceramic substrates in order to investigate the effect of sinter constraint. Additionally we characterized samples taken from an engine component after 6000 hours of operation. A Larson-Miller master curve approach was found to provide an efficient way of representing the data as function of sintering temperature and time and may be used as the input format for TBC life prediction models.
Figure 1 – Tapered DCB specimen with an APS YSZ coating for measurement of GIc

Thursday, June 26, 2014 Session 5
Figure 1 – Stress-strain curve (black line) and acoustic emission signal (gray bars) of a bi-layer TBC system
during 4-point bend testing
0.0 -0.5 -1.0 -1.5 -2.0 -2.5 -3.0
0
100
200
300
400
500
600
700
800
APS 350µm GZO / 150µm YSZ
isothermal 100h @ 1050°C
laboratory air
AE
Events
Outer fiber strain [%]
0
-100
-200
-300
-400
-500
-600
-700
-800
-900
-1000
YSZ failure
Str
ess [M
Pa]
-1.72%
-1.01%
-1.16%
-1.72%
GZO failure
MECHANICAL STABILITY LIMITS OF BI-LAYER THERMAL BARRIER COATINGS
Mario Rudolphi, DECHEMA-Forschungsinstitut, Frankfurt am Main, Germany [email protected]
Mathias Galetz, Michael Schütze, DECHEMA-Forschungsinstitut, Frankfurt am Main, Germany Martin Frommherz, Alfred Scholz, Mathias Oechsner, IfW, Technische Universität Darmstadt, Germany
Emine Bakan, Robert Vaßen, Research Centre Jülich, Germany Werner Stamm, Siemens Energy, Mülheim, Germany
Key Words: Bi-layer thermal barrier coatings, gadolinium zirconate, 4-point bend testing, acoustic emission. Thermal barrier coatings based on yttria stabilized zirconia (YSZ) have reached a state in development, where a further increase in lifetime and/or maximum operating temperature has become more and more difficult. Nevertheless, the demand for even higher operating temperatures is persisting, and it is pushing the YSZ-based thermal barrier coatings to and beyond their limit. Especially phase instabilities of YSZ at temperatures above 1200°C lead to a fast deterioration of the ceramic top coating. Consequently, the search for new materials with low thermal conductivity, relatively low coefficient of thermal expansion and phase stability at temperatures well above 1200°C was started, to replace YSZ as the top layer material [1;2]. Among the candidates, gadolinium zirconate (Gd2Zr2O7, GZO) and lanthanum zirconate (La2Zr2O7, LZO) have proven to be viable choices; however, the fracture toughness of these materials is considerably lower than that of YSZ which results in a lower strain tolerance and early failure of single-layered coatings [3]. It is therefore advantageous to create bi-layered coatings, where a top-layer of GZO
or LZO is sprayed on a layer of standard YSZ material. As a result, the lower part of the TBC remains a state-of-the-art TBC system and can benefit from the experience with YSZ-TBCs gained so far. The mechanical aspects of such bi-layered ceramic structures have up to now not been investigated in detail. Especially the maximum tolerable load or the corresponding failure strain of the thermal barrier coating is of great interest. This is primarily to ensure that the TBC will not fail during normal operation of the plant. In this work 4-point bend testing with in-situ acoustic emission measurement was used to determine the critical strain to failure of APS bi-layer TBCs
based on GZO/YSZ-ceramic. Isothermal oxidation of the specimens was performed at 1050°C and 1100°C, respectively. The use of the acoustic emission technology enables the distinction of individual failure modes in the bi-layer coating. As an example, figure 1 shows the
stress-strain-curve and the acoustic emission signal of a bi-layer TBC after isothermal oxidation for 100h at 1050°C. As can be seen from the figure, the top GZO-layer fails prior to failure of the bottom YSZ-layer. The critical strain values are also used to establish a fracture mechanics-based lifetime model. The model delineates areas of safe operation from areas where failure of the TBC system is imminent. Furthermore it can be distinguished between failure of the GZO-layer or the YSZ-layer. [1] R.A. Miller, J.L. Smialek, and R.G. Garlick, in Science and Technology of Zirconia, A. H. Heuer and L. W.
Hobbs, Eds., Columbus, OH, USA: The American Ceramic Society, (1981) 241-253. [2] R. Subramanian, A. Burns, and W. Stamm, in Proceedings of ASME Turbo Expo 2008: Power for Land, Sea
and Air, ASME, (2008). [3] R. Vaßen, F. Traeger, and D. Stöver, International Journal of Applied Ceramic Technology, vol. 1, no. 4 (2004)
351-361.

Thursday, June 26, 2014 Session 5
SIMULATIONS OF FRACTURE IN COATINGS WITH COMPLEX MICROSTRUCTURES
Mathew R. Begley, Materials Department, UCSB [email protected]
William Pro, Mechanical Engineering, UCSB
Rone Kwei Lim, Electrical and Computer Engineering, UCSB Linda Petzold, Electrical and Computer Engineering, UCSB
Key Words: fracture, simulation, cohesive elements, parallelization This talk will describe simulations of fracture based on discrete element formulations, which are designed to predict failure without assumptions regarding damage modality (e.g. delamination versus channel cracking). The goal is to quantify connections between active failure modes and microstructural properties and features, such as columnar architectures, oxide rumples or regions with CMAS infiltration. The computational tool incorporates cohesive elements at every single interface formed between continuum elements, thus allowing for arbitrary crack paths to emerge as a consequence of local stresses. The method reduces to conventional linear elastic fracture mechanics in the limit of large crack length relative to the cohesive zone size, with an intrinsic toughness Explicit time stepping is used to avoid convergence issues associated with implicit methods, provide a natural pathway to incorporate rate-dependence, and enable high degrees of parallelization. The talk will provide a number of illustrative simulations, and outline their implications regarding the scaling of computational expense with various material features, with an emphasis on the potential gains afforded by GPU parallelization.

Thursday, June 26, 2014 Session 6
HIGH TEMPERATURE ENVIRONMENTAL RESISTANCE OF MO-SI-B ALLOYS AND COATINGS
John H. Perepezko, University of Wisconsin-Madison, USA Multiphase Mo-Si-B alloys with compositions that yield the ternary intermetallic Mo5SiB2 (T2) phase as a key microstructure constituent together with the Mo and Mo3Si phases, offer an attractive balance of high melting temperature, oxidation resistance and mechanical properties. Mo-Si-B alloys respond to high temperature oxidation in two distinct stages. First, there is a transient stage with an initial high recession rate that corresponds to the evaporation of volatile MoO3 due to the oxidation of the molybdenum rich phases. The steady state stage of the oxidation begins when a borosilica layer that initiated in the transient period becomes continuous and protects the alloy from further rapid oxidation. Then, the oxidation rate is limited by oxygen diffusion through the borosilicate layer. In order to improve the oxidation performance of the Mo-Si-B alloys, it is necessary to minimize the transient stage. The three phases, Mo (solid solution), Mo3Si (A15) and Mo5SiB2 (T2), composing the Mo-Si-B alloys play different roles in the transient stage. The interaction of the three phases with a reduced microstructure scale can reduce considerably the transient oxidation stage. As a further approach to inhibit the transient stage, a kinetic biasing strategy has been developed to capitalize on the reactions between different phases to develop useful reaction products and alloy compositions that evolve toward a steady state of a compatible system. In order to achieve a compatible interface coating together with enhanced oxidation resistance, a pack cementation process has been adopted to apply diffusion coatings. From this basis kinetic biasing is used together with pack cementation to develop Mo-Si-B based multilayered coatings with an aluminoborosilica surface and in-situ diffusion barriers with self-healing characteristics for enhanced oxidation resistance. While a combustion environment contains water vapor that can accelerate attack of silica based coatings, the Mo-Si-B based coatings provide oxidation resistance in water vapor and resistance to CMAS attack up to at least 1500°C. An exposure to hot ionized gas species generated in an arc jet confirms the robust coating performance in extreme environments. To extend the applications beyond Mo-based systems a two-stage process has been implemented to provide effective oxidation resistance for refractory metal cermets, SiC and ZrB2 ultra-high temperature composites.

Thursday, June 26, 2014 Session 6
MANUFACTURE OF SILICIDE COATINGS FOR THE PROTECTION OF NIOBIUM ALLOYS AGAINST HIGH TEMPERATURE OXIDATION
M. Vilasi, Université de Lorraine, France
S. Mathieu, Université de Lorraine, France S. Knittel
1, L. Portebois
1, T. Katrina
1, C. Rapin
1, C. Petitjean
1, P.-J. Panteix
1, S.Drawin
2
1IJL-UMR 7198, dept. CP2S, B.P 70239 – 54506 Vandoeuvre-lès-Nancy
2ONERA/DMSM, BP72, 29 av. De la Division Leclerc, 92322 Châtillon Cedex
Key Words: Nb-Based alloys, silicide coatings, packcementation, CMAS corrosion At the moment, silicide coatings provide the best protection against high temperature oxidation for niobium alloys. These are envisaged for replacing nickel base alloys currently used in the hot section of turbo-engines. Silicides confer higher protectiveness to Nb base system when compared to the environmental resistance presented by Nb alloys coated with aluminides. One major advantage of silicides is probably the great number of possibilities for modifying their composition as well as their crystallographic structure. Thus, many elemental substitutions were performed over the past 20 years in order to optimize their performances in terms of oxidation resistance. The works performed at the University of Nancy focused currently on the M3M'3CrSi6 phase which has Nb3Fe3CrSi6 as prototype [i]. Initially, the coatings were developed for the protection of niobium alloys, strengthened by solid solution and in which the niobium content was rather high, in the range of 95 weight %. The first stage of the works was devoted to thermodynamic studies leading to the determination of phase equilibria in the Nb-Fe-Cr-Si system. Then, the obtained results were used to determine the compositions of masteralloys and the conditions of the pack-cementation processs (temperature, gas atmosphere and time) for depositing the Nb3Fe3CrSi6 phase as superficial layer, in avoiding the growth of brittle silicides as well as silicide sensitive to pest phenomenon. Further, the works were turned towards the optimization of protective coatings for metal and silicide in situ composites (MASC). The composition of MASC alloys is rather complex as it comprises up to seven elements with a niobium content in the range of 60 weight%. The works for optimizing the coating led to consider the various substitutions permitted by the M3M'3CrSi6 intermetallic structure. These substitutions permit i) the minimization of the mismatch of coefficient of thermal expansion existing both between constitutive phases of the coating and between coating and alloy (Ti was substituted for Nb), ii) to lower the content of very oxidizable elements which oxides are not protective (Ni and/or Co, Ni and/or Fe was substituted for pure Fe) and iii) to maximize the content of elements efficient in oxidation protection (Cr, B). The high temperature oxidation tests conducted on the range 800 and 1300°C in air with or without water vapor led to the formation of protective oxides mainly constituted of chromia and silica. These latter form the thermally grown oxide (TGO) enabling the adhesion of a thermal barriers based on Gd2Zr2O7 and deposited by DLR In a potential application, this oxide layer should act also as the last shield resisting to corrosion by CMAS in case of deep infiltration. The present communication aims at highlighting i) the approaches used to optimize protective coatings, ii) the oxidation rate of both pure silicides and coatings, iii ) the nature and the microstructure of protective oxides and iv) finally the chemical behavior of chromia in the presence of simplified molten silicate glasses characterized by different basicity and oxygen fugacity. This last action is intended to simulate the corrosion degradation potentially encountered by the silicide coatings (or bond coat) in the particular case of deep infiltration of liquid CMAS.
[i] M. Vilasi,G. Venturini, J. Steinmetz, B. Malaman, Crystal structure of triniobium triiron chromium
hexasilicide Nb≈3Fe≈3Cr≈1Si6: an intergrowth of Zr4Co4Ge7 and Nb2Cr4Si5 blocks, J. Alloy. Comp.,
Vol.194, p.127, (1993).
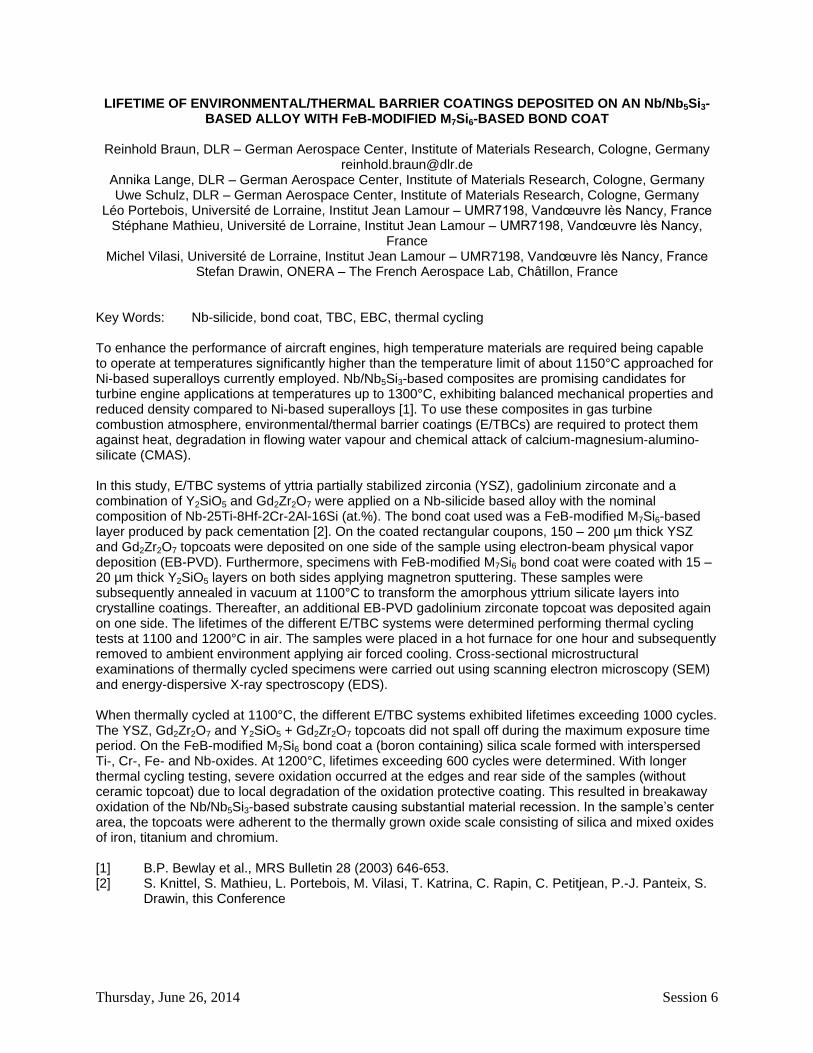
Thursday, June 26, 2014 Session 6
LIFETIME OF ENVIRONMENTAL/THERMAL BARRIER COATINGS DEPOSITED ON AN Nb/Nb5Si3-BASED ALLOY WITH FeB-MODIFIED M7Si6-BASED BOND COAT
Reinhold Braun, DLR – German Aerospace Center, Institute of Materials Research, Cologne, Germany
[email protected] Annika Lange, DLR – German Aerospace Center, Institute of Materials Research, Cologne, Germany Uwe Schulz, DLR – German Aerospace Center, Institute of Materials Research, Cologne, Germany
Léo Portebois, Université de Lorraine, Institut Jean Lamour – UMR7198, Vandœuvre lès Nancy, France Stéphane Mathieu, Université de Lorraine, Institut Jean Lamour – UMR7198, Vandœuvre lès Nancy,
France Michel Vilasi, Université de Lorraine, Institut Jean Lamour – UMR7198, Vandœuvre lès Nancy, France
Stefan Drawin, ONERA – The French Aerospace Lab, Châtillon, France
Key Words: Nb-silicide, bond coat, TBC, EBC, thermal cycling To enhance the performance of aircraft engines, high temperature materials are required being capable to operate at temperatures significantly higher than the temperature limit of about 1150°C approached for Ni-based superalloys currently employed. Nb/Nb5Si3-based composites are promising candidates for turbine engine applications at temperatures up to 1300°C, exhibiting balanced mechanical properties and reduced density compared to Ni-based superalloys [1]. To use these composites in gas turbine combustion atmosphere, environmental/thermal barrier coatings (E/TBCs) are required to protect them against heat, degradation in flowing water vapour and chemical attack of calcium-magnesium-alumino-silicate (CMAS). In this study, E/TBC systems of yttria partially stabilized zirconia (YSZ), gadolinium zirconate and a combination of Y2SiO5 and Gd2Zr2O7 were applied on a Nb-silicide based alloy with the nominal composition of Nb-25Ti-8Hf-2Cr-2Al-16Si (at.%). The bond coat used was a FeB-modified M7Si6-based layer produced by pack cementation [2]. On the coated rectangular coupons, 150 – 200 µm thick YSZ and Gd2Zr2O7 topcoats were deposited on one side of the sample using electron-beam physical vapor deposition (EB-PVD). Furthermore, specimens with FeB-modified M7Si6 bond coat were coated with 15 – 20 µm thick Y2SiO5 layers on both sides applying magnetron sputtering. These samples were subsequently annealed in vacuum at 1100°C to transform the amorphous yttrium silicate layers into crystalline coatings. Thereafter, an additional EB-PVD gadolinium zirconate topcoat was deposited again on one side. The lifetimes of the different E/TBC systems were determined performing thermal cycling tests at 1100 and 1200°C in air. The samples were placed in a hot furnace for one hour and subsequently removed to ambient environment applying air forced cooling. Cross-sectional microstructural examinations of thermally cycled specimens were carried out using scanning electron microscopy (SEM) and energy-dispersive X-ray spectroscopy (EDS). When thermally cycled at 1100°C, the different E/TBC systems exhibited lifetimes exceeding 1000 cycles. The YSZ, Gd2Zr2O7 and Y2SiO5 + Gd2Zr2O7 topcoats did not spall off during the maximum exposure time period. On the FeB-modified M7Si6 bond coat a (boron containing) silica scale formed with interspersed Ti-, Cr-, Fe- and Nb-oxides. At 1200°C, lifetimes exceeding 600 cycles were determined. With longer thermal cycling testing, severe oxidation occurred at the edges and rear side of the samples (without ceramic topcoat) due to local degradation of the oxidation protective coating. This resulted in breakaway oxidation of the Nb/Nb5Si3-based substrate causing substantial material recession. In the sample’s center area, the topcoats were adherent to the thermally grown oxide scale consisting of silica and mixed oxides of iron, titanium and chromium. [1] B.P. Bewlay et al., MRS Bulletin 28 (2003) 646-653. [2] S. Knittel, S. Mathieu, L. Portebois, M. Vilasi, T. Katrina, C. Rapin, C. Petitjean, P.-J. Panteix, S.
Drawin, this Conference

Thursday, June 26, 2014 Session 6
CERAMIC MATRIX COMPOSITE ENVIRONMENTAL PROTECTION STRATEGIES
Bradley Richards, Hengbei Zhao and Haydn Wadley University of Virginia, USA
Ceramic matrix composite components based upon SiC fibers and matrices are beginning to be
used in aircraft engines. However, the formation of gaseous silicon hydroxides at the temperatures and pressures present within the hot section of the engine results in volatilization of their normally protective oxide scale leading to SiC recession rates significantly greater than 1μm/hr at engine operating temperatures (in the 1300
oC-1350
oC range) and pressures. CMC components must therefore be coated
with a prime reliant environmental barrier coating (EBC) that impedes the transport of water vapor to the composite surface. We have used air plasma methods to deposit tri-layer rare earth silicate/mullite/silicon coatings on a-SiC substrates, and have investigated the mechanisms of damage in water vapor rich thermal cycling environments and during exposure to liquid calcium aluminum magnesium silicate. We find that rapid delamination of the coating system can occur in steam rich environments when the coefficient of thermal expansion of the outer, rare earth silicate layer is not matched to that of the substrate. Silicon volatilization during the deposition process is also found to lead to the formation of multi-phase rare earth silicate layers from mono-phase powder. The substantial thermal expansion mismatch between these rare earth silicate phases then leads to equiaxed microcracking within the rare earth silicate layer, and this has been linked to rapid permeation of molten silicate deposits in some EBC systems.

Thursday, June 26, 2014 Session 6
NASA’S ADVANCED ENVIRONMENTAL BARRIER COATINGS DEVELOPMENT FOR SIC/SIC CERAMIC MATRIX COMPOSITES: UNDERSTANDING CMAS DEGRADATIONS AND RESISTANCE
Dongming Zhu
NASA Glenn Research Center, USA
Environmental barrier coatings (EBCs) and SiC/SiC ceramic matrix composites (CMCs) systems will play a crucial role in next generation turbine engines for hot-section component applications because of their ability to significantly increase engine operating temperatures with improved efficiency, reduce engine weight and cooling requirements. The development of prime-reliant environmental barrier coatings is essential to the viability and reliability of the envisioned CMC engine component applications, ensuring integrated EBC-CMC system durability and designs are achievable for successful applications of the game-changing component technologies and lifing methodologies.
This paper will emphasize recent NASA environmental barrier coating developments for SiC/SiC
turbine airfoil components, utilizing advanced coating compositions, state-of-the-art processing methods, and combined mechanical and environment testing and durability evaluations. The coating-CMC degradations in the engine fatigue-creep and operating environments are particularly complex; one of the important coating development aspects is to better understand engine environmental interactions and coating life debits, and we have particularly addressed the effect of Calcium-Magnesium-Alumino-Silicate (CMAS) from road sand or volcano-ash deposits on the durability of the environmental barrier coating systems, and how the temperature capability, stability and cyclic life of the candidate rare earth oxide and silicate coating systems will be impacted in the presence of the CMAS at high temperatures and under simulated heat flux conditions. Advanced environmental barrier coating systems, including HfO2-Si with rare earth dopant based bond coat systems, will be discussed for the performance improvements to achieve better temperature capability and CMAS resistance for future engine operating conditions.
Keywords: Environmental barrier coatings; Ceramic Matrix Composites (CMCs); Calcium-
Magnesium-Alumino-Silicate (CMAS)

Thursday, June 26, 2014 Session 6
LESSONS LEARNED DURING DEVELOPMENT AND IMPLEMENTATIONS OF TBCS
Ram Darolia, Consultant, USA

Friday, June 26, 2014 Session 7
EVALUATING DEFORMATION BEHAVIOR OF A TBC-SYSTEM DURING THERMAL GRADIENT MECHANICAL FATIGUE BY MEANS OF HIGH ENERGY X-RAY DIFFRACTION
M. Bartsch, J. Wischek, C. Meid, German Aerospace Center, Germany K. Knipe, A. Manero, S. Raghavan, University of Central Florida, USA
A.M. Karlsson, Cleveland State University, USA J. Okasinski, J. Almer, Argonne National Laboratory, USA
Applications of TBC-systems involve complex thermal mechanical loading pattern including transient thermal gradients across the coated system, which result in multiaxial stresses and stress gradients affecting the damage behavior. In an ongoing research, starting more than 10 years ago, the authors developed laboratory test facilities for evaluating the damage behavior of TBC-systems for gas turbine blades in aeroengines under realistic thermal mechanical loading conditions [1]. Fatigue tests involving thermal gradients have been conducted and damage behavior in dependence of load pattern and pre heat treatment has been intensively investigated on TBC-systems comprising a partially yttria stabilized zirconia (YSZ) topcoat and a MCrAlY bond coat both applied by electron physical vapor deposition (EB-PVD) onto nickel based super alloys serving as substrate [2]. Numerical analyses by means of FE-calculations did provide hypotheses explaining the observed damage behavior [3], but even though the results are plausible they did depend on reasonable assumptions on materials properties since reliable data on the properties of the thin coating layers are still lacking, especially for high temperatures. High energy X-ray diffraction can provide the requested information since it is possible to achieve information on the local deformation processes in each layer with high spatial resolution, and short acquisition times allow for in situ investigation of time dependent deformation processes. A new test facility based on concepts after [1] for cyclic thermal loading of tubular specimens and applying a controlled thermal gradient across the coated specimen’s wall has been developed for implementation into an electro-mechanical test machine at the advanced photon source (APS) at Argonne National Laboratory. A precision positioning rig allows for exact µm-positioning of the entire test machine with respect to the focused X-ray beam, and X-ray diffraction patterns were taken using a 2D detector, giving accurate 360° lattice parameter data [4]. Tests have been performed with varying thermal and mechanical load schemata intending to determine material properties from the respective strain response. The beam energy was 65 keV, and throughout all experiments the beam scanned through the coating layers with a window and step size of 30 µm. Strain data were acquired in plane parallel to the specimen’s length axis and out of plane. Results of the strain data evaluation will be presented and discussed. Exemplary results are: - Elastic properties of the YSZ showed a gradient across the coating thickness reflecting the
microstructure gradient of the YSZ resulting from the EB-PVD process. - The YSZ strain was – below the deposition temperature - in plane compressive and out of plane
tensile, which is a consequence of (i) the higher thermal expansion coefficient of YSZ with respect to the substrate and (ii) the cylindrical specimen geometry with the YSZ at the outer surface.
[1] M. Bartsch, G. Marci, K. Mull, C. Sick, Adv. Eng. Mater. (1999), 1(2), 127–9 [2] M. Bartsch, B. Baufeld, S. Dalkilic, L. Chernova, M. Heinzelmann, Int. J. Fatigue (2008) 30, 211–8 [3] M. T. Hernandez, A. M. Karlsson, M. Bartsch, Surf. Coat. Technol. (2009) 203, 3549–58 [4] S.F. Siddiqui, K. Knipe, A. Manero, C. Meid, J. Wischek, J. Okasinski, J. Almer, A.M. Karlsson,
M. Bartsch, S. Raghavan, Review of Scientific Instruments (2013) 84, 083904

Friday, June 26, 2014 Session 7
NONDESTRUCTIVE THICKNESS MEASUREMENTS ON EBPVD THERMAL BARRIER COATINGS BY USING TERAHERTZ TECHNIQUE
Thomas Cosack, MTU Aero Engines, Germany;
Jens Klier, Fraunhofer-Institute for Physical Measurement Techniques IPM, Germany Joachim Jonuscheit, Fraunhofer-Institute for Physical Measurement Techniques IPM, Germany
The coating thickness of the ceramic thermal barrier coating (TBC) is the main criterion for the efficiency of the coating. All previous attempts to determine this by non-destructive means, such as using an eddy current method, have failed. Accurate measurements are currently only possible in metallography where the components must be cut into sections and evaluated microscopically. Terahertz measuring technology provides an opportunity to measure coating thicknesses on a non-destructive and contactless basis. Radiation is generated by illumination of a semiconductor with a short pulse laser. The generated pulsed radiation is initially reflected by the coating surface and then from the interface to the prime coating. The different cycle times form the dwell time of the radiation in the coating represents a synonym for the coating thickness. Zirconia coatings are transparent for Terahertz radiation in a frequency range from 10
11 – 10
13 Hz (not optically sealed) and therefore suitable for this system. The
potential of Terahertz-measurements on coated turbine blades is shown in comparison with metallographic thickness measurements.

Friday, June 26, 2014 Session 7
PREDICTION OF THE CYCLIC DURABILITY AS A FUNCTION OF CYCLE DURATION AND TEMPERATURE OF AN AIR PLASMA SPRAYED COATING USING INELASTIC STRAIN
Eric H. Jordan, Shayan Ahmadian, Maurice Gell
University of Connecticut, USA
Abstract: A detailed study of the failure mechanisms in an APS TBC was carried out involving over 1000 micrographs. As a result the kinetics of oxidation and rumpling were characterized. In addition it was found that the failure was always within the ceramic caused by progressive cracking. At approximately half the spallation life, crack linking became the dominant growth mode for cracks. This pattern of damage remained constants over the temperature range of 1066 °C to 1149 °C and for cycle durations of 0.5 hours to 50 hours. The change in temperature resulted in a variation in spallation life of a factor of 5 and the variation in hold time resulted in a variation in life of a factor of 7 and for the entire data set the ratio of the longest failure life to shortest was 17. Through the use of a finite element analysis (FEA) that used an experimentally validated viscoplastic model driven by imposed shape changes derived from measured oxidation and rumpling behavior as well as thermal expansion mismatch, the hot and cold inelastic strains were predicted and used to predict failure. It was possible to predict the entire data set using data from only two cyclic life tests at two different test conditions. The life as a function of temperature can be predicted from two experiments run with two different hot times at a single temperature. The life as a function of hold time can be predicted from tests run at two temperatures at a single hold time. This suggests that the hold time dependence and temperature dependence are closely tied to the factors controlling inelastic strain. The inelastic strains can be determined form a combination of measured and computed behavior. It was also found that the finite element results can be captured without running the FEA using simple expressions that are calibrated using a large set of FEA runs.

Friday, June 26, 2014 Session 7
HIGH TEMPERATURE THERMODYNAMIC, MECHANICAL AND KINETIC PROPERTIES FROM FIRST PRINCIPLES
Anton Van der Ven, Materials Department, University of California Santa Barbara, USA
[email protected] Predicting high temperature thermodynamic and kinetic properties of technologically important materials from first principles remains a major challenge. Most materials of practical interest are multi-component and exhibit varying degrees of long and short-range order. In addition to configurational disorder, anharmonic vibrational excitations can also be important in determining high temperature thermodynamic properties and must be accounted for in the description of a subset of structural phase transitions. The complexity of solid-state diffusion also increases with the number of components in the solid. Effective Hamiltonians parameterized from first principles allow for a systematic treatment of relevant excitations within statistical mechanical predictions of finite temperature thermodynamic, mechanical and kinetic properties of solids. In this talk we will illustrate this approach as applied to a variety of technologically important alloys.

Friday, June 26, 2014 Session 7
DEMONSTRATION OF TWO NOVEL METHODS FOR RESIDUAL STRESS MEASUREMENT ON NIAL BOND COATS
Markus Krottenthaler, Institute I: General Materials Properties, FAU Erlangen-Nuremberg
[email protected] Karsten Durst, Division Physical Metallurgy, Technical University Darmstadt
Mathias Göken, Institute I: General Materials Properties, FAU Erlangen-Nuremberg
Key Words: Residual stress, NiAl bond coat, FIB-DIC, Beam bending Thermal barrier coating systems are exposed to temperature changes during service which lead to stresses in a composite system like bi- or multilayer system due to constraining effect of a much thicker substrate. The internal stresses promote processes like fatigue or rumpling which lead to spalling or reduced service time. However, obtaining information about internal stresses especially in commonly used bond coat systems is complicated by several factors like gradients in composition and mechanical properties. In this work two novel methods to measure residual stresses are demonstrated on a ~100 µm thick NiAl based bond coat on a PWA 1484 substrate. The first method is a focused ion beam (FIB) and digital image correlation (DIC) based method which allows to measure stresses at micron length scale and so reducing the influence of gradients in the material’s properties. Two trenches ~5 µm apart and ~15 µm long are milled by a FIB to form a bridge-like structure a so called H-bar. The remaining H-bar is now able to relax its internal stresses. Based on its deformation which is measured by DIC the relaxed stress can be calculated using Hooke’s law. The other method is a three point bending setup to measure stress changes with changing temperature similar to a wafer curvature experiment. A bending beam of ~5 x 5 x 20 mm³ is mounted in a three point bending setup in a thermomechanical analysis machine. Upon thermal cycling in a Nitrogen atmosphere the sample bends and the measured deformation allows calculating the stress change in the coating system using Stoney’s equation. While the FIB-DIC method reveals local residual stresses at ambient temperature, the beam bending method creates a stress-temperature profile of the entire system. First findings show a stress increase on cooling of about 1 GPa and local stresses of ~ -330 MPa after several thermal cycles. Stress changes of a similar magnitude were already calculated in the literature.

THERMAL BARRIER COATINGS BY EB-PVD FOR THE AVIATION INDUSTRY
Stefan Kunkel, ALD Vacuum Technologies GmbH [email protected]
Juergen Hotz, ALD Vacuum Technologies GmbH Juergen Lemke, ALD Vacuum Technologies GmbH Dr. Georg Reiter, ALD Vacuum Technologies GmbH Pavel Seserko, ALD Vacuum Technologies GmbH
Key Words: EB-PVD, Deflection Control, Evaporation, Thermal Barrier Coatings Thermal barrier coatings (TBC) with up to 150 µm thickness are used in all modern aircraft engines for protection of turbine blades and vanes in the hottest zone of an engine. High rate EB-Evaporation has been used for such coatings due to its excellent balance between technology and cost performance. High productivity is reached by a feedstock arrangement which allows production times of several days before venting of the coating chamber is required and new ingot material is brought into the machine. Programmable substrate movement with angle depending rotation speed of the parts during coating allows on complex part geometries controllable thickness distribution. Constant evaporation with respect to thickness of the coating and substrate temperature is maintained by the deflection control system ESCOSYS ©. TBCs consisting of two different materials are possible by the use of a multi ingot option. Up to four substrate loading and unloading stations can be used in the advanced coater for maximum throughput. For development of coating processes or small scale production a complementary system- SmartCoater- has been built offering all elements of the standard production coaters. Thus, processes developed on the SmartCoater can be transferred to the standard production machine and vice versa.

DEVELOPMENT OF THERMAL BARRIER COATINGS BY LASER CLADDING OF TiAl INTERMETALLIC ALLOY ON Ti6Al4V
Bernabé Cárcel, Asociación Industrial de Óptica Color e Imagen AIDO, Spain
[email protected] Jenny C. Zambrano, Centro de Investigación en Materiales CIM, Universidad de Carabobo, Venezuela
Vicente Amigó, Instituto de Tecnología de Materiales, Universidad Politécnica de Valencia, Spain Aina Serrano, Asociación Industrial de Óptica Color e Imagen AIDO, Spain
Key Words: laser, cladding, thermal, barrier, intermetallics, TiAl. The improvement of energy efficiency and power in turbomachines (used in aeronautical industry as well as power generation industry) is related to the increase of their maximum work temperature. The increase in temperature causes, depending on the material, severe degradation due to corrosion, oxidation, erosion by solid particles and creep. In order to reduce this material deterioration and to increase components durability, thermal barrier coatings (TBCs) are introduced. TBCs provide thermal insulation and protection against corrosion and erosion at high temperatures. Typical material for high temperature applications requiring high corrosion resistance are titanium alloys, particularly Ti-6Al-4V alloy, but its use is limited to temperatures below 400°C. Therefore, the purpose of this research is the development of laser cladding coatings to be used on Ti-6Al-4V in order to increase temperature operation of these components.
Laser cladding technology allows the deposition of metal coatings providing high accuracy and low thermal effect of the base material. The process involves the melting of powder with high power lasers on a substrate, so that the dilution of the fed material (over 5%) provides excellent metallurgical coating adhesion. Titanium-Aluminum intermetallic alloys are materials for high temperature applications (their operating temperature is between 600-760°C). TiAl has properties such as high melting point (1440°C), low density, high elastic modulus and good structural stability. However, the laser processing of TiAl is difficult due to its brittleness behavior, suffering a sharp contraction on cooling, commonly causing cracking in the coatings. The aim of this work is to obtain and to analyze laser cladding coatings of TiAl alloy on Ti6Al4V through the study of its cooling rate during the process. For this purpose, the process was monitored with a dual-color pyrometer which provides time-dependent temperature of laser tracks. Laser cladding is a multiple-parameter-dependent process. Cooling rate of laser cladding layers depend on the laser processing parameters involved: laser power, powder
feeding rate, scanning speed and preheating temperature. For process optimization tests, power was set in the range of 500-900W, scanning speeds between 100-600mm/min and powder feeding rate between 1-4 g/min. Heating before and during tests (350-450°C) was used. For the observation of possible macroscopic defects, the coatings were evaluated by penetrating fluid (NDT). Further
Figure 1 – Cooling rate depends on scanning speed. Process parameters: preheating temperature=450ºC, laser
power=900W, powder feeding rate=2g/min, scanning speed=(a) 300, (b) 450, (c) 600 mm/min. Cooling rate (a) 323, (b) 723, (c)
1120 ºC/s.
(c) (b) (a)
(a) (b) (c)

microstructure and geometrical quantities (clad area and dilution) of the coating were characterized by optical microscopy. The number of cracks significantly decreased for lower cooling rates (Fig.1)

DEPOSITION OF NiCoCrAlY COATINGS BY PLASMA ACTIVATED EB-PVD USING DUAL CRUCIBLE TECHNOLOGY
Liu Zhua,b
, Beihang University, China; Taizhou University, China
Hui Penga*
, Beihang University, China
Tel & fax: +86 10 8231 7117.
E-mail: [email protected]
Hongbo Guoa, Beihang University, China
Shengkai Gonga, Beihang University, China
MCrAlY overlay coatings are widely used as an environmental protective coating or as a bond coat of the thermal barrier coating (TBC) systems. Several advanced techniques, including electron beam-physical vapor deposition (EB-PVD), low pressure plasma spray (LPPS), high velocity oxygen fuel (HVOF) and arc ion plating (AIP), have been developed for depositing MCrAlY coatings. However, these methods have their each limitations and demerits in terms of cost and performance. In this work, NiCoCrAlY coatings were deposited by using plasma activated EB-PVD. A dual crucible technology was employed to improve the long-term stability of the deposition process. The microstructure, composition and oxidation behaviors of the coatings were investigated.

STUDIES OF HIGH-TEMPERATURE INTERACTIONS BETWEEN CMAS AND TBCs: IN SITU RAMAN, OPTICAL BASICITY CONSIDERATIONS, AND MITIGATION STRATEGIES
Hector F. Garces
School of Engineering, Brown University, USA [email protected]
Supervisor: Nitin P. Padture, School of Engineering, Brown University, USA
Key Words: Thermal barrier coatings (TBCs); Raman spectroscopy; Zirconia; CMAS; Optical Basicity High-temperature interactions of air-plasma sprayed (APS) 7 wt% Y2O3-stabilized ZrO2 (7YSZ) thermal barrier coatings (TBCs) and simulated calcium-magnesium-alumino-silicate (CMAS) sand are studied using in situ Raman spectroscopy. Molten-CMAS interaction with the TBC results in the depletion of Y
3+ in
the former YSZ. High-temperature Raman analysis during cooling reveals that the transformation from tetragonal (t) to monoclinic (m) phase occurs at around 600 ˚C. Large area cross-section Raman mapping shows that the evolution of tetragonal (t) and monoclinic (m) phases is influence by the degree of CMAS penetration during the high-temperature attack; the top layer of the CMAS-penetrated TBC is fully transformed to m-ZrO2 while the interior layers remained tetragonal (t). There is a significant volume expansion (~5% increase) associated with the t to m phase transformation that may play an important role in determining the thermo-mechanical failure of CMAS-penetrated 7YSZ TBCs during high temperature operation. High optical basicity (OB) simulated CMAS sand (with addition of Na2O or Na2O-Fe2O3) are used to study the effects of OB difference between CMAS and TBCs on the CMAS/TBCs interactions. Two types of APS TBCs are considered: conventional 7YSZ and CMAS-resistant 2ZrO2.Y2O3 solid-solution. Detailed understanding of the mechanisms of CMAS attack and mitigation is presented. Relative OBs as an initial screening criterion for the identification of new CMAS-resistant TBC compositions is discussed.

DEGRADATION AND DELAMINATION OF TBCS EXPOSED TO FLY-ASH CMAS IN GAS-TURBINE ENGINES AND ITS MITIGATION
Amanda R. Krause, School of Engineering, Brown University, Providence RI 02912, USA
[email protected] Adviser: Nitin P. Padture, School of Engineering, Brown University, Providence RI 02912, USA
Key Words: yttria-stabilized zirconia; mechanical behavior; fly-ash CMAS; optical basicity Integrated gasification combined cycle (IGCC) power plants are designed to increase efficiency and improve CO2 sequestration capability. However, gas-turbine engines used in IGCC plants impose higher temperatures on thermal barrier coatings (TBCs) used to protect and insulate hot-section engine components. Fly-ash CMAS is a silicate waste product from coal-derived syngas used for fuel in IGCC gas-turbine engines that gets deposited onto the TBCs. The fly-ash CMAS melts at high temperatures and penetrates the TBCs, reducing their durability. Conventional TBCs made of 7 wt.% yttria-stabilized zirconia (7YSZ) are highly susceptible to such attack by the molten fly ash. The fly-ash CMAS deposits fill the cracks and voids of the air plasma sprayed (APS) TBCs, decreasing the compliance of the system. The silicate deposits also deplete the coatings of yttria, leaving the grains susceptible to phase transformation during subsequent heating and cooling steps. The phase transformation is associated with a 3-5%volume change, which augments to the compressive thermal stresses in the coating during cooling. Basic studies of thermo-chemical reactions between TBCs and fly-ash CMAS were used to design a new TBC composition,2ZrO2·Y2O3 (YZO) solid solution, that resists this attack. Experimental results will be presented that show the interaction of fly ash with APS 7YSZ and YZO TBCs. A modification of the Evans-Hutchinson delamination model is proposed that includes the effects of fly-ash CMAS penetration and attendant t’-ZrO2 to m-ZrO2 phase transformation.

THE EFFECTS OF MICROSTRUCTURE AND THIN ALUMINA LAYER ON THE THERMAL CYCLING LIFE FOR 7YSZ TBCS WITH CMAS DEPOSITS
Qing He, Surface Engineering Research Institute, Chinese Academy of Agricultural Mechanization Sciences, Beijing, China [email protected]
Ruijun Wang, Surface Engineering Research Institute, Chinese Academy of Agricultural Mechanization Sciences, Beijing, China
Key Words: 7YSZ, CMAS deposits, microstructure, thin alumina layer, thermal cycling life
CMAS has become the main failure factor of thermal barrier coating in gas turbine hot parts. In this work, the coating structure optimization for CMAS prevention has been researched. The dense and nanostructured 7YSZ coating was produced by Supersonic Plasma Spraying (SAPS) and Atmosphere plasma spraying (APS) respectively, another group of coatings for this study were added a thin alumina layer prepared by SAPS with the thickness about 10μm. A thermal cycling rig with CMAS suspension injection was used for the thermal cycling life test. The effect of structure characteristics and thin alumina layer on thermal cycling life and failure mode for these coatings were discussed. Thermal cycling life of dense coating was lower than the nanostructured coating without CMAS coupling at 1200℃(coating
surface)/900℃(substrate backside), and after thin alumina layer was prepared, thermal cycling life of the coatings decreased slightly. The thermal cycling life of coatings without alumina layer decreased
obviously under the test condition of CMAS injection at 1200℃/900℃, but the lifetime of dense coating was higher than nanostructured porous coating. The dense coating produced by the SAPS obtained low surface roughness and CMAS infiltration rate. After alumina layer prepared, the lifetime of the nanostructured coating had increased up to 4 times and 1.5 times for dense coating. The dense layer of the alumina would reduce the adhesion of the CMAS deposits and increase the melt point of CMAS by forming Anorthite. During the cooling process of the thermal cycling test, CMAS deposits would strip from the surface of alumina layer caused by the cool shock. Alumina coating would peel off the surface of YSZ coating once the thickness of CMAS deposits reached certain value. Those were the key factors to improve the coating thermal cycling life under the condition of CMAS deposition.

DAMAGE EVOLUTION OF APS-TBC SYSTEMS WITH LASER STRUCTURED AND SAND BLASTED FECRALLOY SUBSTRATES
Mario Schweda, Forschungszentrum Jülich GmbH
[email protected] Tilmann Beck, Forschungszentrum Jülich GmbH
Lorenz Singheiser, Forschungszentrum Jülich GmbH
Key Words: Interface Topography, Creep, Plastic deformation, Delamination, Thermography Disk-shaped thermal barrier coating (TBC) system specimens were thermally cycled and the damage evolution was observed. Fecralloy substrates (74.0 wt.% Fe, 4.84 wt.% Al, 21.8 wt.% Cr and <0.005 wt.% Y as Y2O3) have been used to simulate a bondcoat with low strength. Prior to the TBC-deposition the surfaces of one part of the substrates were sand blasted to a peak roughness of Rz ≈ 7.7 μm. The other substrates were laser-structured with a periodic hexagonal roughness pattern with a depth of 10 μm and a distance between the roughness peaks of 40 μm. One part of the laser structured substrates was pre-oxidized before the TBC-deposition, resulting in a naturally grown Al2O3 layer with 3 μm thickness, some laser structured substrates were coated with a PVD-Al2O3-layer (thickness = 2 μm) and the rest of the laser structured substrates as well as all sand blasted samples were not pre-oxidized. Finally an air-plasma sprayed 8% yttria partially stabilized zirconia TBC was deposited on all substrates. The minimum and maximum thermal cycling temperature was 60 and 1050 °C, respectively. The cooling and heating time was 13.3 minutes and the dwell time at maximum temperature was 2 hours. In intervals of around 9 cycles thermography images were made to identify interface delaminations. Thermography showed that damage starts by continuous formation of small circular delaminations with a diameter < 1 mm, called initial delaminations (ID) (fig. 1a)−c)). Their number and size increases during further thermal cycling, they link together forming larger delamination blisters. Thermography also revealed that the TBC exhibits stripe shaped thickness variations, which correlate with the spray pattern. These stripes in turn correlate with the ID formation sites, i.e. the IDs preferentially form in the stripes with higher local TBC thickness. However, main damage occurred by delamination starting from the edge of the samples. Thermography also showed that the delaminated area of samples which were pre-oxidized or coated with a PVD- Al2O3 layer before TBC deposition increased significantly faster during thermal cycling than that of not pre-oxidized samples, resulting in much higher delamination area at the end of the cycling test. During thermal cycling it was noticeable that the samples bended towards the TBC (fig. 1d) −f)), and the deflection increased with increasing cycle number. Interface oxidation can be excluded as reason for the bending, since oxidation takes place at both, the uncoated and the TBC coated substrate surface. The fact that reference samples without TBC did not show any bending, proofs that the bending is induced by an interaction between TBC and substrate. Our hypothesis is that irreversible compensation of the thermally induced tensile stress in the TBC at high temperature (due to the higher CTE of the substrate) by substrate and/or TBC creep which inhibits substrate shrinkage during cooling, leading to bending of the substrate towards the TBC by plastic deformation. The bending was less pronounced at pre-oxidized and PVD- Al2O3 coated laser structured samples and at not pre-oxidized sand blasted samples. The fact that these samples showed larger delaminated areas at the end of the test gives evidence, that the stored energy from thermal mismatch stresses is relaxed to a higher amount by delamination in these cases, due to obviously lower adhesive strength of the TBC. In turn the stored energy at the not pre-oxidized samples with obviously higher adhesive strength (resulting in less delamination) is relaxed to a bigger amount by bending.
Figure 1 – Top row: Thermography images after 836 thermal cycles (light and dark grey indicates delamination, middle grey indicates adherent TBC). Bottom row: Photographs after 612 cycles.
a) and b) laser structured sample with PVD-oxide-layer, c) and d) laser structured sample with pre-oxidation, e) and f) laser structured sample without pre-oxidation, g) and h) sand blasted sample without pre-oxidation.

INTERDIFFUSION BETWEEN VACUUM PLASMA-SPRAYED PROTECTIVE BOND COATS AND γ`-STREGTHENED COBALT-BASE SUPERALLOYS DURING THERMAL TREATMENT
Philipp J. Terberger
[email protected] Doris Sebold
Willem Josef Quadakkers Robert Vaßen
all from Forschungszentrum Jülich, Institute of Energy and Climate Research (IEK), 52428 Jülich, Germany
Key Words: CoAlW, MCrAlY, interdiffusion γ`-strengthened Ni-base superalloys are commonly used for high-temperature, high-load applications in gas turbine blades. The recent discovery of a γ/γ`-microstructure in the ternary Co-Al-W alloy system [1] led to intensive research in the design of γ`-strengthened Co-base superalloys. They promise higher operating temperatures compared to Ni-base superalloys. [2] As a new candidate for a turbine blade construction material, Co-base superalloys have to be compatible with state of the art protective bond coats. Vacuum plasma-sprayed (VPS) MCrAlY bond coats (M=Co,Ni) are commonly used for this application in gas-fired industrial turbines. In the present investigation the interaction of VPS bond coats with γ`-strengthened Co-base superalloys during isothermal heat treatment is studied. Hence, the focus is on the interdiffusion processes and the resulting phase changes at the interface between coating and base material. Interdiffusion can lead to depletion or enrichment of certain elements that induce phase changes and thus influence properties of the bond coat and the superalloy substrate. Knowledge about these processes will help to anticipate detrimental effects that can arise during service of the new superalloys. Co-9Al-9W (in at%) single crystal samples were coated with either a Ni-base or Co-base MCrAlY bond coat using vacuum plasma-spraying. They were heat treated in vacuum at 1080 °C and subsequently thermally treated in air at 900 °C for up to 500 hours. Phases formed in the interdiffusion zone were identified and analysed using SEM and EDX, complemented by thermodynamic simulations. It was observed that the γ` phase quickly dissolves due to the enrichment of Cr and the depletion of Al. The interdiffusion zone shows a large amount of W-rich precipitates, mainly consisting of Co7W6 and Co23Cr15W15. At the interface of γ/γ` microstructure and interdiffusion zone, thin needle-like precipitates were found that may be Co3W and that serve as nucleation sites for the above mentioned W-rich phases. In direct comparison the Co-base bond coat shows better compatibility with the substrate than the Ni-base bond coat, because it exhibits fewer and smaller W-rich precipitates and thinner interdiffusion zones. This may be due to the higher Co content, the lower Cr activity, and the higher W-solubility of the Co-base bond coat. [1] J. Sato, T. Omori, K. Oikawa, I. Ohnuma, R. Kainuma, K. Ishida; Science, 312 (2006) 90-91.
[2] T.M. Pollock, J. Dibbern, M. Tsunekane, J. Zhu, A. Suzuki; JOM, 62 (2010) 58-63.

PLASMA-BASED TOOLS FOR ACTIVATED EB-PVD OF TBC SYSTEMS
Burkhard Zimmermann, Fraunhofer Institute for Electron Beam and Plasma Technology FEP, Dresden [email protected]
Gösta Mattausch, Fraunhofer Institute for Electron Beam and Plasma Technology FEP Bert Scheffel, Fraunhofer Institute for Electron Beam and Plasma Technology FEP
Jens-Peter Heinß, Fraunhofer Institute for Electron Beam and Plasma Technology FEP Frank-Holm Rögner, Fraunhofer Institute for Electron Beam and Plasma Technology FEP Christoph Metzner, Fraunhofer Institute for Electron Beam and Plasma Technology FEP
Key Words: EB-PVD, discharge-stimulated EB gun, hollow cathode arc discharge, plasma-assisted evaporation, YSZ deposition Physical Vapor Deposition (PVD) techniques are increasingly applied in the field of surface engineering, functionalization, and protection in order to meet high demands on corrosion resistance, thermal stability, or mechanical, optical, and electrical properties. Electron beam (EB) sources used for evaporation of the layer material have been shown to provide very high deposition rates and are being applied in coating processes of industrial scale. Typically, EB-PVD processes utilize conventional EB guns with electrically heated thermionic emitters [1] which can be designed and operated within a wide range of beam power as well as process pressure. However, due to the need of a separate high vacuum pumping system and a sophisticated powering layout, the major drawback of these EB guns are their high cost.
Therefore, a new type of cost-efficient EB guns for PVD processes has been developed at Fraunhofer FEP and is being transferred into industrial application [2]. Within the cathode chamber of the EB gun, a high-voltage glow discharge is ignited (see figure). The cathode is stimulated to emit beam electrons by plasma ions impinging and hence heating the cathode. The benefit of this design can be found in the remarkably simplified mechanical setup as well as electrical circuitry. Moreover, the cost is significantly lowered since no differential pumping of the cathode chamber is required anymore.
However, depending on the required layer properties, high rate EB-PVD processes often call for additional plasma activation in order to combine high rate film growth with outstanding film quality by ionized vapor, enhanced reactive gas reactivity and hence elevated or tailored particle energy. At Fraunhofer FEP, a high-power large-volume plasma source based on the hollow cathode arc discharge has been developed as a compact, universal and flexible tool for efficient substrate pre-treatment and etching as well as assisting high rate PVD processes [3].
In this paper, the new type of discharge-based EB gun as well as the high-power plasma source device is presented. Furthermore, results of technological application are shown. The hollow cathode plasma has been used for substrate cleaning; etch rates of up to 40 nm/s have been measured on metallic substrates, opening the window to highly efficient and fast substrate pre-treatment as well as improved layer adhesion. Reactive EB-PVD of YSZ on plane steel substrates has been performed with and without plasma activation. During plasma activation, the reactive gas dissociation and ionization was strongly increased, and the layer exhibited remarkably denser microstructure and increased microhardness. Plenty of EB-PVD work has been done in the field of flat substrate coating; in order to combine this experience with FEP’s expertise in coating of 3D components, an adapted EB-PVD coater equipped with a 120 kW plasma-based EB gun and hollow-cathode plasma sources is being constructed and commissioned at Fraunhofer FEP in 2014.
Figure 1 – Work principle of the discharge-stimulated EB gun
Figure 2 – Hollow cathode arc plasma source

[1] G. Mattausch et al.: 55th SVC Annual Technical Conference Proceedings, 179-185 (2012)
[2] G. Mattausch et al.: 54th SVC Annual Technical Conference Proceedings, 202-209 (2011)
[3] B. Zimmermann et al.: Surface and Coatings Technology 205, S393-S396 (2011)
REACTIVELY CO-SPUTTERED ALUMINA-STABILIZED ZIRCONIA – A BASE LAYER FOR EBPVD-TBC?
Heidrun Klostermann, Fraunhofer Institute for Electron Beam and Plasma Technology FEP, Dresden
[email protected] Fred Fietzke, Fraunhofer FEP Bert Scheffel, Fraunhofer FEP Olaf Zywitzki, Fraunhofer FEP
Key Words: alumina-stabilized zirconia, reactive magnetron sputtering, pulsed co-sputtering, EB-PVD. Reactive co-sputtering of elemental targets is a versatile technique to deposit ternary coatings of any composition. In the case of alumina-zirconia-coatings, tailored phase formation can be achieved by proper choice of deposition parameters and fine tuning of the composition through variation of pulse lengths. However, the high affinity of both metals to oxygen requires a rapid feedback control to stabilize the sputtering process in a transition state with non-poisoned target surfaces. In bipolar pulsed sputtering, the coupling of the targets through the common discharge allows establishing long-term stable deposition processes. The composition of the deposited films can be tuned by adjusting pulse lengths and the entire range of mixed oxides is accessible (Fig. 1). The formation of specific crystalline phases for certain compositions will be presented for this ternary system Al-Zr-O, which is especially promising for high temperature protective coatings for different applications. A highly efficient etching process with the use of a high power plasma source guarantees excellent adhesion of the sputtered layer to different substrate materials. The sputtered coating is completely dense, without voids or open grain boundaries and forms a stable protective coating on the substrate. With the versatility of the reactive co-sputtering technique, graded multilayer coatings could also be deposited, to match the thermal expansion of substrate and top coating material. So far, the coatings are deposited in different batch coating devices, therefore, the interface between sputtered and EB-PVD coating is not yet optimized. NOVELLA, a novel laboratory equipment for the coating of 3D-parts using high rate electron beam evaporation is currently put into operation. It is planned to integrate a sputtering chamber to be able to establish a direct process sequence on 3D-shaped substrates.
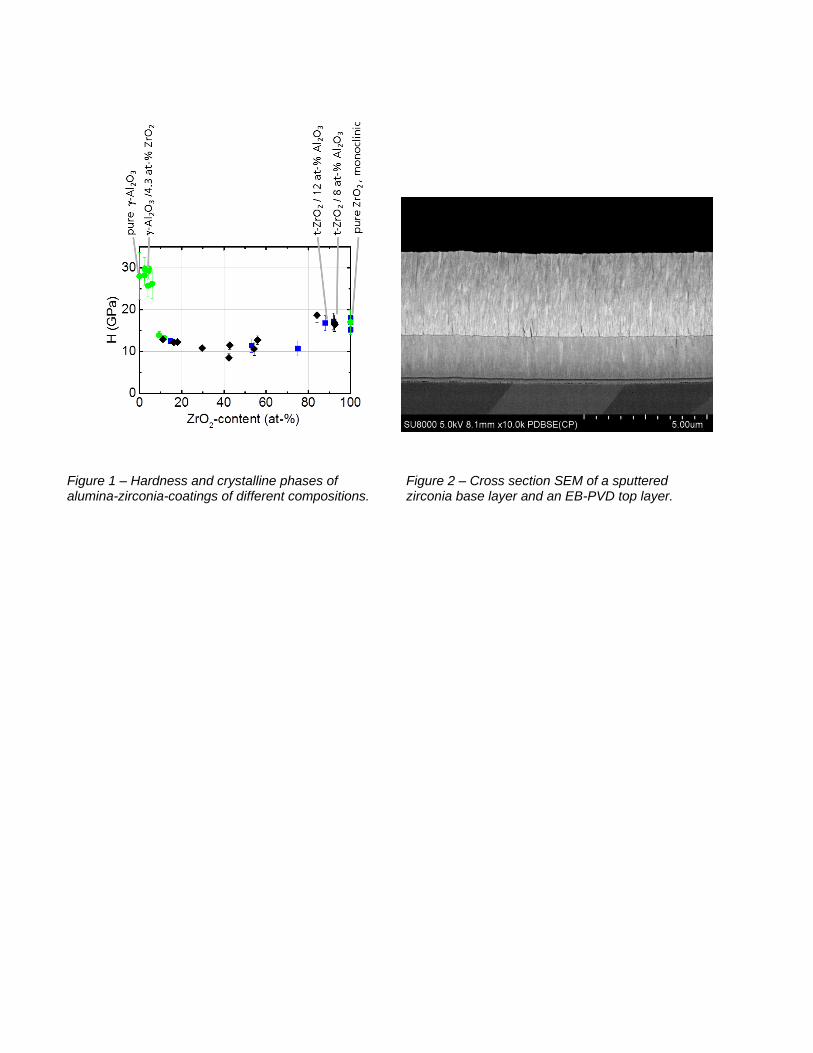
Figure 1 – Hardness and crystalline phases of alumina-zirconia-coatings of different compositions.
Figure 2 – Cross section SEM of a sputtered zirconia base layer and an EB-PVD top layer.

UNDERSTANDING THE PRESENCE OF CaSO4 WITHIN CMAS AND ITS EFFECT ON THE INFILTRATION BEHAVIOUR IN EB-PVD 7YSZ
R. Naraparaju, DLR (German Aerospace Center), Institute of Materials Research, Cologne, Germany
U. Schulz, DLR (German Aerospace Center), Institute of Materials Research, Cologne, Germany
P. Mechnich, DLR (German Aerospace Center), Institute of Materials Research, Cologne, Germany
G.C. Mondragón Rodríguez, DLR (German Aerospace Center), Institute of Materials Research, Cologne, Germany
Infiltration of CaO-MgO-Al2O3-SiO2 (CMAS) melt in TBCs is an issue of concern for the aeronautical industry. From the existing research it is known that as soon as CMAS melts it infiltrates the TBC structure, chemically attacks the TBC, changes its phase composition and ultimately leads to the spallation of the TBC. Few investigations have shown the presence of anhydrite (CaSO4) within CMAS deposits. Nevertheless, these investigations could not provide a complete understanding of the presence and the effect of CaSO4 on CMAS induced TBCs damage. A systematic approach in understanding the effect of CaSO4 in CMAS has been taken in this study. Five different CMAS compositions with and without CaSO4 were synthesized in the laboratory and their infiltration behaviours were investigated by depositing them on EB-PVD 7YSZ samples and subsequent heating at 1225 and1250°C. In addition mass spectroscopy was applied on CaSO4 containing CMAS and the vaporization behaviour of sulphur was studied at high temperature. XRD was applied on the molten CMAS compositions and differences in phase formation due to the presence of CaSO4 were analysed. Based on this information, it is proved that sulphur which was present in the form of anhydrite evaporates as SO3 during the high temperature heating and extra CaO adds to the CMAS composition. This CaO-enriched CMAS is found to be more destructive than initial CMAS. Hence it can be emphasised that CaSO4 presence in CMAS has no direct effect on the infiltration, but rather an indirect effect in changing the CMAS composition.

THE EFFECT OF ZIRCONIA CONCENTRATION ON THE M’ STRUCTURE AND THE M'-M TRANSFORMATION IN YTTRIUM TANTALATE
Mary Gurak, Harvard University
[email protected] Samuel Shian, Harvard University David Clarke, Harvard University
Key Words: Thermal Barrier Coatings, Yttrium Tantalate, Phase Transformation, Crystallographic Structure The search for high temperature thermal barrier coating (TBC) materials to replace 7YSZ has led to an interest in the YO1.5-TaO2.5-ZrO2 system. Within this system, oxide compositions containing equimolar YO1.5 and TaO2.5 have demonstrated attractive properties for TBC applications, in particular the presence of a non-transformable tetragonal phase in the high temperature regime. This stability is a crucial factor in TBCs given the extensive heating cycles they undergo for which phase transformations are not desired. Much of the previous work has focused on the ZrO2-rich end of the quasi-binary between ZrO2 and
YTaO4, yet the other end remains underdeveloped. The aim of our current research is to investigate the phase stability and properties of YTaO4-rich compositions. Alone, YTaO4 exhibits three crystal structures: high-temperature tetragonal form (T) and two room-temperature monoclinic forms (M and M’). The M’ structure can be synthesized directly at temperatures below 1450°C. During heating, the M’ structure undergoes an irreversible first-order transformation to the T structure at temperatures above 1450°C. Upon cooling, the T phase will then undergo a reversible second-order ferroelastic phase transformation to the M phase. These two monoclinic phases exhibit distinct structural differences, the most significant being
the coordination of the Ta atoms. Our current research efforts are directed at the effects that Zirconia concentration has on both the structure of the M' phase and the dynamics of the M’-M phase transition.
X-ray diffraction patterns and Raman spectroscopy measurements were
collected for YTaO4 doped with 0 to 20 cation mole percent of Zirconia. X-ray diffraction results show that Zirconia-doped YTaO4 maintains the M’ structure for all considered doping concentrations, implying a large solubility limit for ZrO2 in YTaO4. Raman spectroscopy experiments support this assertion and suggest that the substitution of Zirconium is nonspecific with respect to the Yttrium and Tantalum sites. While this direct substitution preserves charge neutrality, the differences in the ionic radius for the three metal ions raises questions as to why the Zirconium ions lack a preferred site. To address this, the local structure is being investigated via photoluminescence measurements. Additionally, the increase in Zirconia concentration appears to have little effect on the M’-M transformation temperature. This is in contrast to the M-T transformation temperature, which drops from 1430°C (0% ZrO2) to 900°C (20% ZrO2). This drop results in the first-order transformation occuring at a higher temperature than the second-order transformation. If Zirconia-doped YTaO4 compositions in this range are to be eventually used in
Figure 1 – Raman spectra for n%ZrO2-YTaO4 (n=0,5,10,15,20) in the M’ phase
Norm
aliz
ed I
nte
nsity
900800700600500400300200100
Raman Shift (cm-1
)
0%
5%
10%
20%
15%
YTaO4
5% ZrO2 - YTaO4
10% ZrO2 - YTaO4
15% ZrO2 - YTaO4
20% ZrO2 - YTaO4

TBC applications and function at higher temperatures (~1500°C), then the structural composition and its effect on the relationship between M’,M, and T need to be better understood.

OXYDATION DYNAMICS IN APS AND HVOF DEPOSITED AMDRY997 ALLOYS
Aurel-Mihai Vlaicu, I. N. C. D. Fizica Materialelor, Magurele, Ilfov, Romania
Ionel Florinel Mercioniu, I. N. C. D. Fizica Materialelor, Magurele, Ilfov, Romania
Cornel Ghica, I. N. C. D. Fizica Materialelor, Magurele, Ilfov, Romania
Alexandru Mihailescu, Institutul National de Cercetari Aerospatiale, Bucharest, Romania
Victor Manoliu, Institutul National de Cercetari Aerospatiale, Bucharest, Romania
Key Words: Amdry997, TBC, APS, HVOF, oxidation.
Amdry997 bond coatings of 30-50 µm deposited by APS and HVOF on Nimonic Ti-alloy substrates have been subjected to thermal treatment of 5 hours at temperatures between 700-1200 oC in air. Structural phase composition determined by XRD show the gradual oxidation with increasing temperature of the APS deposited Amdry997 alloy into several oxides: NiO, NiCr2O4, Cr2O3, and for temperatures above 950 oC also CrTaO4, and YTaO4, and a total oxidation percentage of up to 90% (weight %) for the samples heated at 1200 oC for 5 hours. In contrast, the HVOF deposited Amdry997 samples show mainly to formation of NiO oxyde and a much more lower oxidation rate of up to 15% at 1200 oC for 5 hours. SEM and EDS mapping on the surface and cross-section of the samples clearly reveal for the APS samples the interfaces between the splats with a width in the order of 0.5-2 µm. Aluminum oxide builds up on the surface of the splat interfaces, and further oxidation occurs from the interface toward the inside of the splats. In contrast, for the HVOF samples the interfaces between the splats can be hardly distinguished. EDS cross-section mappings also reveal segregations of Y, Cr, and Ta rich compounds which gradually disperse uniform into the matrix with increasing temperature. Aluminum oxide is pushed at the outer limits of the bond layer. All these differences between APS and HVOF deposition point to the fact that the initial splat morphology has a major impact on the further evolution of oxidation and alloy composition of the bond layer.

MECHANISM OF MOLTEN SALT ATTACK ON ZIRCONIA BASED THERMAL BARRIER MATERIALS
Narender Reddy, Department of Metallurgical & Materials Engineering, Indian Institute of Technology Madras
Ashutosh S Gandhi, Department of Metallurgical & Materials Engineering, Indian Institute of Technology Madras
Key Words: Thermal barrier coatings, zirconia, molten salt attack, rare earth oxides Molten salt attack on thermal barrier coatings is of concern for gas turbines operating on fuels contaminated with sulphur and vanadium. The salt deposits are also a concern when alkali metal salts are ingested by the gas turbine. In the present study, it is shown that the mechanism of molten salt attack consists of dissolution of the TBC into the salt melt, followed by the formation of reaction products. While the reaction products depend on the salt chemistry and the thermal history, dissolution of the TBC is enough to cause its degradation. Two types of experiments were performed. Powders of rare earth stabilized zirconia (RESZ) with 8 mol% of REO1.5 (RE = Y, Yb or Gd) were synthesized by reverse co-precipitation of nitrate solutions. The solubility of RESZ in the salt mixture Na2SO4-30 mol% NaVO3 was
evaluated by adding known amounts of the RESZ powder into the salt and heating the mixture to 950C for up to 24 h. Room temperature X-ray diffraction (XRD) was used for identifying the solubility limit. It was seen that the solubility of RESZ in the molten salt increases with increasing stabilizer cation radius (Fig. 1). The volatilization behavior of the salt mixture has also been studied. In the second set of
experiments, pellets were produced by cold compaction and sintering at 1250C for 2 h. The pellets were
exposed to the salt mixture with a dosage of 25 mg/cm2 for up to 96 h at temperatures from 750 to 950C.
The reaction products were identified by XRD and their morphology was studied by scanning electron microscopy. In all the experiments the RESZ first dissolved in the molten salt and the formation of compounds like YVO4 and NaYV2O7 ensued. The formation of ZrOS was observed in furnace cooled specimens, but not in air cooled ones. Unreacted RE2O3 (RE = Y, Yb or Gd) and m-ZrO2 also precipitated out upon cooling of the salt-RESZ systems. The primary degradation step is the dissolution of RESZ in the molten salt, and the formation of reaction products is secondary. Since the RESZ solubility is significant for all the three stabilizers in this study, they are all susceptible to molten salt attack. However, the severity is less for small stabilizer cations.
Figure 1 – Solubility limit of RESZ in the molten salt mixture Na2SO4-30mol% NaVO3 with different stabilizers at 950°C.

SYNTHESIS AND THERMOPHYSICAL PROPERTIES OF La2Zr2O7/SrZrO3 COMPOSITE AS A NEW
THERMAL BARRIER COATING MATERIAL
Wen Ma, School of Materials Science and Engineering, Inner Mongolia University of Technology [email protected]
Yi Ren, School of Materials Science and Engineering, Inner Mongolia University of Technology Hongying Dong, School of Chemical Engineering, Inner Mongolia University of Technology
Yu Bai, School of Materials Science and Engineering, Inner Mongolia University of Technology Jun Wang, School of Materials Science and Engineering, Inner Mongolia University of Technology
Houyang Li, School of Materials Science and Engineering, Inner Mongolia University of Technology
Key Words: Thermal barrier coating, composite, perovskite, pyrochlore, thermophysical property. The La2Zr2O7/SrZrO3 composite with a mol ratio of 1:2 (named (La0.5Sr0.5)ZrO3.25, LSZ) was in-situ
synthesized by co-precipitation method using amonia and ammonium oxalate as precipitants. The
synthesized LSZ powder showed good phase stability not only from room temperature to 1400oC but also
at high temperature of 1450oC for a long period, analyzed by thermogravimetry-differential scanning
calorimetry and x-ray diffraction, respectively. The bulk LSZ with relative density >95% was prepared by
pressureless sintering at 1500oC for 2 h and spark plasma sintering (SPS) at 1300
oC for 5 min,
respectively. The fracture toughness of the bulk LSZ prepared by both pressureless sintering and SPS
were 1.64±0.07 MPa·m1/2
and 1.95±0.06 MPa·m1/2
, respectively, which are higher than that of both bulk
SrZrO3 and La2Zr2O7. The coefficients of thermal expansion (CTEs) of the bulk LSZ were 8.43-9.50×10-6
K-1
in a temperature range of 200-1200oC, which are higher than that of La2Zr2O7 but lower than that of
SrZrO3. The thermal conductivity of the bulk LSZ prepared by pressureless sintering was ~1.16 W·m-1
·K-1
at 1000oC, which is lower than that of both bulk SrZrO3 and La2Zr2O7. The LSZ composite is considered
as a promising thermal barrier coating material.

MICROSTRUCTURE CONTROL OF NEW GENERATION SOL-GEL THERMAL BARRIER COATINGS : FORMULATION AND PROCESSING
Fabien Blas
1,2,
1 CIRIMAT, équipe RTS, Université Paul Sabatier, Toulouse Cedex
2 Institut Clément Ader, Université de Toulouse, Mines Albi-Campus Jarlard, Albi Cedex
[email protected] [email protected]
Florence Ansart 1
Philippe Lours 2
Jean-Pierre Bonino 1
Sandrine Duluard 1
Vanessa Vidal 2
Lisa Pin 1,2
Luiza Bonin
1
Key Words: Thermal barrier coatings (TBC), sol-gel, dispersants, dip-coating, spray-coating For several years, turbojet engineers have been searching to increase the efficiency of engines in order to enhance their performances. This can be achieved via the increase of engine service temperature which may dramatically damage the materials used, namely for turbine blades made of single crystal nickel based superalloys. To protect and extend lifetime of those materials, they are generally coated with thermal barriers either deposited using the so-called EB-PVD or APS process, respectively resulting in typically directional columnar and lamellar microstructures. In this study, an alternative process is proposed. It consists to elaborate thermal barriers by sol-gel route, a room temperature method based on soft chemistry, object of several research investigations, showing a real interest for the synthesis of materials with controlled morphology and composition [1,2]. Relative to elaboration step, an initial sequence consists in coating the superalloy with an yttria stabilised zirconia composite sol by dip-coating at controlled speed. This allows to obtain a homogeneous coating with an equi-distributed porosity. Two types of commercial dispersants have been investigated for the implementation in the composite sol, Beycostat C213 and the PVP whose active chemical groups are similar but formulations and physicochemical characteristics are different. After adjustments of the parameters of both synthesis sintering heat treatment, ceramic coating shows a satisfactorily controlled microstructure. According to the nature of the dispersant incorporated, it is shown that the width of micro-cracks of ceramics varies, this controlled micro-cracking being nevertheless favourable for accommodating thermomechanical constraints exerted on the TBC during cyclic oxidation. The next step includes the reinforcement of the micro-crack network. Indeed, filling grooves with additional material has the virtue to strengthen the TBC and ultimately increase the lifetime of the system. The shaping technique used to reinforce the network is the spray-coating. The sols are loaded in powder and the content is adapted to the width of cracks to fill. To evaluate the effect of the reinforcement, several characterizations including cyclic oxidation and microstructure analysis ( SEM, image analysis, surface profilometry) are carried out for the two systems based respectively on C213 and PVP dispersant. The cyclic oxidation experiments (1100°C-1h) allow to compare the behaviour of thermal barrier coatings processed through the sol-gel route to that of standard EB-PVD TBC. Preliminary promising results unambiguously show that lifetimes of both systems are very similar. [1]-Sniezewski Julie and al. “Sol-gel thermal barrier coatings : Optimization of the manufacturing route and durabiliy under cyclic oxidation”. Surface and Coatings Technology 205, n°5 (2010) [2]-Pin Lisa and al. “Optimized sol-gel thermal barrier coatings for long-term cyclic oxidation life”. Journal of the European Ceramic Society 34, n°4 (2014) : 961-974.

PALLADIUM AND PLATINUM MODIFIED ALUMINIDE BOND COATINGS FOR EB-PVD TBCS
R. Swadźba, Institute for Ferrous Metallurgy, Gliwice, Poland
L. Swadźba, Silesian University of Technology, Katowice, Poland
J. Wiedermann, Institute for Ferrous Metallurgy, Gliwice, Poland
B. Mendala, Silesian University of Technology, Katowice, Poland
B. Witala, Silesian University of Technology, Katowice, Poland
U. Schulz, DLR–German Aerospace Center, Köln, Germany
T. Jung, Fraunhofer IST, Braunschweig, Germany
Key Words: TBC, aluminide, bond coatings
Thermal barrier coatings (TBCs) are applied using EB-PVD method on turbine blades of modern jet engines in order to provide decrease surface temperature of the alloys providing prolonged lifetimes, increased efficiency and in turn lower emissions. TBCs consist of the 7YSZ (7wt. % yttria stabilized zirconia) ceramic top coat providing thermal insulation and a metallic bond coating which forms a very thin and slow growing thermally grown oxide (TGO) during high temperature exposure.
Most commonly applied bond coatings for EB-PVD TBCs are Pt-modified aluminide coatings which provide excellent high temperature oxidation resistance. However, due to high costs of Pt electroplating new alternatives are sought for providing comparable performance with simultaneous cost reduction. A very promising solution consists in partial replacement of Pt with Pd which is two times cheaper and provides similar enhancements to the durability of the modified aluminide coatings. The study presents results concerning deposition of Pt and Pd layers using a novel CHC-PVD (Closed Hollow Cathode Physical Vapor Deposition) technique followed by gas phase aluminizing (out of pack) and YSZ deposition using EB-PVD method. The microstructure and growth of the coatings with varying initial thicknesses of the Pt and Pd layers are described using SEM and STEM methods. In addition the microstructure and chemistry of the TGO grown during the YSZ deposition is characterized in detail using STEM and FIB methods.

INFLUENCE OF TBC COATING ON FATIGUE PERFORMANCE IN RESONANCE BENDING
Radek Musalek, Dept. of Materials Engineering, Institute of Plasma Physics AS CR, v. v. i., Prague, CZ [email protected]
Ondrej Kovarik, Dept. of Materials, FNSPE, Czech Technical University in Prague, Prague, CZ Libor Tomek, Dept. of Materials, FNSPE, Czech Technical University in Prague, Prague, CZ
Jan Medricky, Dept. of Materials Engineering, Institute of Plasma Physics AS CR, v. v. i., Prague, CZ Zdenek Pala, Dept. of Materials Engineering, Institute of Plasma Physics AS CR, v. v. i., Prague, CZ
Nicholas Curry, University West, Trollhattan, Sweden
Key Words: Fatigue, TBC, cyclic bending, NiCoCrAlY, YSZ. Coated components in the turbines are commonly exposed to various types of combined loading, e.g. thermal cycling and thermal shocks, corrosion, and variable mechanical loading. In this study, influence of thermally sprayed TBC system based on NiCoCrAlY bond-coat and Yttria-Stabilized Zirconia (YSZ) top-coat on the fatigue performance of the underlying substrate was studied by cyclic bending. “SF-Test” device developed at Czech Technical University in Prague was used for testing of flat samples of substrates in an as-received state, after grit-blasting, bond-coated and finally bond-coated and top-coated. Several strain amplitudes were used in order to evaluate influence of the loading level on the fatigue performance of the samples. Used experimental setup enabled testing only at room temperature but for comparison, one half of the samples was tested after annealing, which led to alternation of the coating microstructure and formation of thermally grown oxides layer. Failed samples were studied by means of fractographic analysis, materialography, and X-ray diffraction in order to identify dominating failure mechanisms and evaluate alternation of the fatigue properties of the samples by coating preparation after individual steps of the deposition process (grit-blasting, bond-coat and bond-coat/top-coat deposition) and high-temperature annealing. It was observed that increase in the loading level led to significant decrease of the mean fatigue life and that grit-blasting as well as coating deposition and heat treatment may also lead to measurable changes in the fatigue performance.

OXIDATION AND RUMPLING QUANTITATIVE STUDY ON AM1/NiPtAl/7YPSZ EB-PVD TBC SYSTEM
Martine Poulain, Onera – The French Aerospace Lab, Châtillon, France [email protected]
Catherine Rio, Onera – The French Aerospace Lab, Châtillon, France Jean-Louis Chaboche, Onera – The French Aerospace Lab, Châtillon, France
Jean-Roch Vaunois, Snecma Villaroche – SAFRAN Group, Moissy-Cramayel, France
Key Words: EB-PVD TBCs, oxidation kinetics, rumpling, SEM micrographs, image analysis The interface toughness of EB-PVD TBCs used in gas turbine aircraft engines when subjected to thermal cyclic loading is weakened because of out of plane displacements, local interfacial debonding on both sides of the TGO and crack propagation induced by rumpling phenomena [Darolia 2013]. The interfacial undulation amplitude growth, driven by the bond coat oxidation, contributes to the failure of the TBC systems. In order to understand damage mechanisms and to account for these effects with the aim of improving TBCs, experimental measurements are needed for a set of high-temperature oxidation conditions in order to determine the oxidation kinetics and to quantify the associated rumpling features. The investigated method is based on detailed quantitative examinations of cross-sectional micrographs, without any thermogravimetric data requirement. This poster points out the relevant aspects relative to the sample preparation, the SEM image acquisition conditions (representative interfacial length, resolution) and the image analysis process (segmentation, edge detection, filtering operations), which allow at the end characterizing the TGO thickening as well as the progressive roughening of the TGO/bond coat interface. Some micro/macro length scale considerations as regards to thermogravimetric approach and 2D/3D reflections are discussed, and a consistent analysis of the reliable data obtained on the AM1/NiPtAl/7YPSZ EB-PVD multilayered system in the 1,070°C - 1,150°C oxidation temperature range is presented. It is to note that these oxidation quantitative results are used as input data in a model [Vaunois 2013] to estimate the rumpling, which is finally compared in a second step to the topographical experimental data.
Figure 1 – Typical interfacial binary micrograph R. Darolia, Thermal barrier coatings technology: critical review, progress update, remaining challenges and prospects, International Materials Reviews 58 (6), 315-348 (2013) J.-R. Vaunois, J.-M. Dorvaux, P. Kanouté, J.-L. Chaboche, A new version of a rumpling predictive model in thermal barrier coatings, European Journal of Mechanics A/Solids 42, 402-421 (2013)

PROCESS-PROPERTY RELATIONSHIPS FOR PLASMA SPRAYED GADOLINIUM ZIRCONATE
Vaishak Viswanathan, Center for Thermal Spray Research, Stony Brook University, USA [email protected]
Gopal Dwivedi, Center for Thermal Spray Research, Stony Brook University, USA Yang Tan, Center for Thermal Spray Research, Stony Brook University, USA
Sanjay Sampath, Center for Thermal Spray Research, Stony Brook University, USA Key Words: Gadolinium Zirconate, Fracture Toughness, Elastic Modulus, Thermal Conductivity In recent years, Gadolinium Zirconate (Gd2Zr2O7) has emerged as a promising candidate for replacing Yttria Stabilized Zirconia (YSZ) as thermal barrier material for gas turbine engines. Gd2Zr2O7 offers several important advantages over YSZ including lower thermal conductivity, sintering resistance, phase stability upto 1400
oC and resistance to CMAS attack. However, Gd2Zr2O7 also has lower fracture
toughness compared to YSZ and as such presents a challenge from coating durability and erosion points of view. Nevertheless, there is continued interest in integrating these coatings in advanced engine applications. Since the properties of plasma sprayed TBCs are strongly driven by their microstructure, the understanding of process-property correlations for these new materials becomes imperative to design and optimize coating architectures. This work aims to provide such correlations on both the mechanical as well as thermal properties of this material and addresses some of these key issues from a processing perspective. The development of such a framework of processing driven understanding facilitates rapid deployment of such novel TBC materials into actual engine components

DEVELOPMENT OF HIGH ENTROPY BOND COAT COMPOSITIONS FOR THERMAL BARRIER COATING SYSTEMS VIA COMBINATORIAL SYNTHESIS
Todd Butler, The University of Alabama, USA
[email protected] Mark Weaver, The University of Alabama, USA
Key Words: Bond coat composition, oxidation. In recent years, high entropy alloys (HEAs) have been proposed as potential replacements for current high temperature structural materials and coatings due to their reportedly favorable combinations of high melting point, high strength, high ductility, and high resistance to oxidation and/or corrosion. HEAs are defined as alloys containing five or more principal elements in equimolar or near equimolar ratios. This combination of elements often facilitates the formation of solid solution phases with simple FCC and/or BCC crystal structures, with exceptional microstructural stability. In the present study, model five component HEA bond coats alloys were combinatorially synthesized via magnetron co-sputtering onto superalloy and alumina substrates. Microstructural evolution and oxidation behavior were investigated at 900°C and 1000°C to identify alloys with potential for development as alumina or chromia forming coatings. As expected, the majority of the as-deposited coatings, which contained Al, Co, Cr, Fe, and Ni as primary constituents formed simple FCC or BCC solid solutions, depending upon composition. This poster will report the influences of coating chemistry and post-deposition annealing on the microstructes and oxidation behaviors of model five-component HEAs. The results of are also reported and discussed relative to commercial oxidation resistant coatings and alloys.

LONG TERM DEGRADATION BEHAVIOR OF La2Zr2O7-Yb2Zr2O7 THERMAL BARRIER COATINGS
Ren Xiaorui, Tsinghua University, China
Pan Wei, Tsinghua University, China
State Key Laboratory of New Ceramics and Fine Processing, School of Materials Science Engineering, Tsinghua University, Beijing,. China
Rare earth zirconates have been widely investigated as thermal barrier coating (TBC) materials for their low thermal conductivities and high stability. Ceramic coatings with single phase LaYbZr2O7 were successfully air plasma sprayed in this work and their long term aging behaviors were systematically tested. A bi-phase structure of pyrochlore La2Zr2O7 and flourite Yb2Zr2O7 formed during annealing at 1300
oC. Grain growth was inhibited due to the diffusion barriers for each other after 50h of aging.
Sintering of the coatings have also been strongly inhibited comparing with 8wt. % YSZ, the most widely used material nowadays for TBCs in high temperature gas turbine application. Thermal and mechanical properties of the aged coatings were also obtained which showed greater potential for it as a new TBC material than single phase rare earth zirconates.
Key words: Thermal barrier coating (TBCs); Zirconate;

THERMOPHYSICAL PROPERTIES OF SIMULTANEOUS SUBSTITUTED PYROCHLORE SOLID SOLUTIONS (Gd2Zr2O7)1-x(Ca2Nb2O7)x
Wei Pan, Tsinghua University, Beijing, China
Meng Zhao, Tsinghua University, Beijing, China
A series of simultaneous substituted pyrochlore solid solutions (Gd2Zr2O7)1-x(Ca2Nb2O7)x were synthesized and investigated. The phase structure of the compounds experiences a three-stage evolution with x increasing and the mechanical properties, such as elastic modulus, Vickers hardness and fracture toughness, also reveal dramatic variations at the critical points of the phase transformations (x=0.05 and x=0.75). On the other hand, lower thermal conductivity is achieved and the impact of both the phonon and the photon transmissions on the thermal conductivity are discussed separately. The combination of these thermophysical properties bodes well for the potential application as new thermal barrier coating materials.
Key words: Pyrochlore; Thermophysical property; Thermal conductivity; Thermal barrier coatings
*Corresponding author. Tel.: +86 10 62772858; fax: +86 10 62771160.
E-mail addresses: [email protected] (W. Pan)

INFLUENCE OF THIN PVD INTER-LAYERS ON THE DURABILITY OF HIGH TEMPERATURE COATING SYSTEMS
I.E. Ali, TU-Chemnitz, Germany
D. Wett, TU-Chemnitz, Germany
T. Grund, TU-Chemnitz, Germany
D. Nestler, TU-Chemnitz, Germany
B. Wielage, TU-Chemnitz, Germany
T. Lampke, TU-Chemnitz, Germany
Standard thermal barrier coating systems consist of a yttria-stabilized zirconia (YSZ) top coat on a so called M-CrAlY bond coat, where M most often stands for a Co, Ni or CoNi base alloy. During their service under combined heat and oxygen load, a reaction zone is formed at the interface between the YSZ heat insulation layer and the metallic bond layer. The reaction zone consists of a mixture of different thermally grown metal oxides (TGO), for example (Cr, Al)2O3, (Ni, Co)(Cr, Al)2O4, NiO and -Al2O3. A high content of a dense and continuous -Al2O3 phase is beneficial for the service lifetime of the whole TBC system due to its barrier effect basing on the reduction of oxygen diffusion. Its slow growth rate in comparison to the other formed oxides furthermore reduces the development of interfacial stresses between the top and the bond coat, that usually provide micro and macro cracks and consequently the spalling of the insulation layer.
In the present study, thin amorphous Al and AlOx films were deposited by DC magnetron sputtering on the as-sprayed CoNiCrAlY metallic bond coat. These films act as thin interlayer between the thermally sprayed bond and top coats and heighten the Al concentration in this area. The coating systems were characterized concerning their surface morphology, microstructure and thermal cycling behaviour. Furthermore, the effect of the interlayers on the constitution and the thickness of the TGO zone were investigated. As a result, the applied thin metallic Al interlayer fully transformed into aluminium oxide. The coating system then showed less cracks and an enhanced mechanical stability under thermal cycling compared to the conventional TBC system. A further reduction of cracks was found in case of the AlOx interlayer. Thus, both the in-situ formed and the deposited oxide layer have the potential to reduce the formation of detrimental transition metal oxides and hence to extend the TBC system durability.
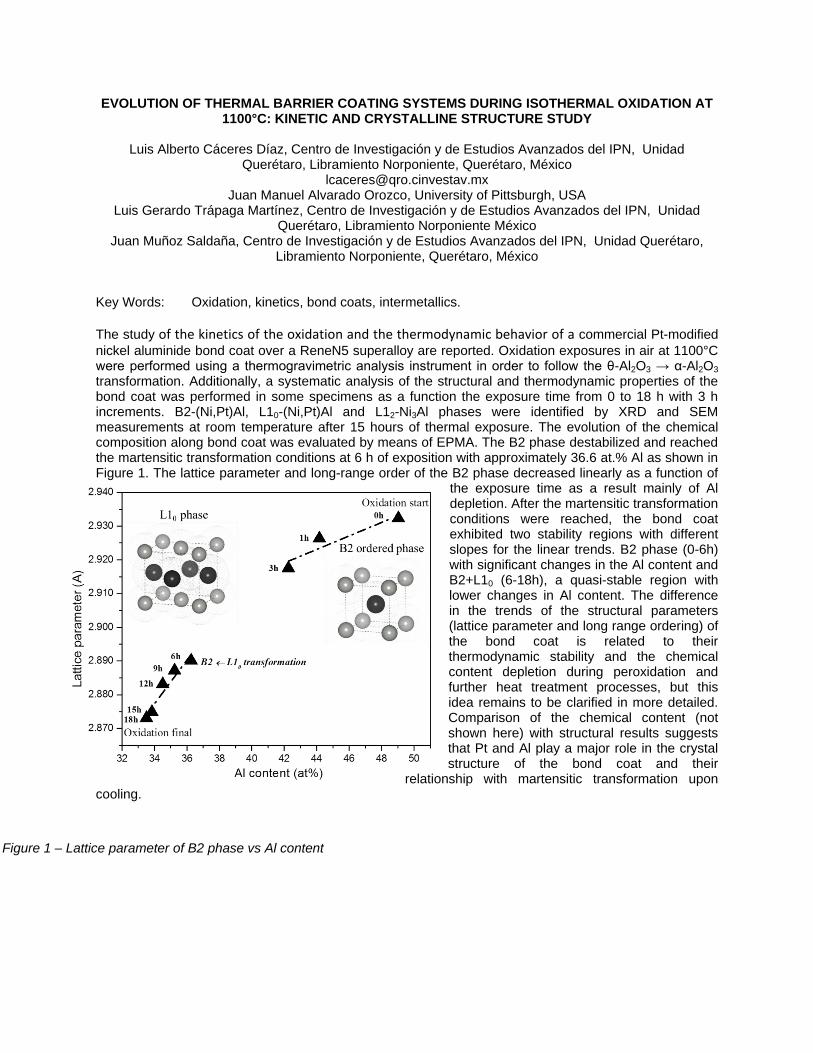
EVOLUTION OF THERMAL BARRIER COATING SYSTEMS DURING ISOTHERMAL OXIDATION AT 1100°C: KINETIC AND CRYSTALLINE STRUCTURE STUDY
Luis Alberto Cáceres Díaz, Centro de Investigación y de Estudios Avanzados del IPN, Unidad
Querétaro, Libramiento Norponiente, Querétaro, México [email protected]
Juan Manuel Alvarado Orozco, University of Pittsburgh, USA Luis Gerardo Trápaga Martínez, Centro de Investigación y de Estudios Avanzados del IPN, Unidad
Querétaro, Libramiento Norponiente México Juan Muñoz Saldaña, Centro de Investigación y de Estudios Avanzados del IPN, Unidad Querétaro,
Libramiento Norponiente, Querétaro, México Key Words: Oxidation, kinetics, bond coats, intermetallics.
The study of the kinetics of the oxidation and the thermodynamic behavior of a commercial Pt-modified
nickel aluminide bond coat over a ReneN5 superalloy are reported. Oxidation exposures in air at 1100°C were performed using a thermogravimetric analysis instrument in order to follow the θ-Al2O3 → α-Al2O3 transformation. Additionally, a systematic analysis of the structural and thermodynamic properties of the bond coat was performed in some specimens as a function the exposure time from 0 to 18 h with 3 h increments. B2-(Ni,Pt)Al, L10-(Ni,Pt)Al and L12-Ni3Al phases were identified by XRD and SEM measurements at room temperature after 15 hours of thermal exposure. The evolution of the chemical composition along bond coat was evaluated by means of EPMA. The B2 phase destabilized and reached the martensitic transformation conditions at 6 h of exposition with approximately 36.6 at.% Al as shown in Figure 1. The lattice parameter and long-range order of the B2 phase decreased linearly as a function of
the exposure time as a result mainly of Al depletion. After the martensitic transformation conditions were reached, the bond coat exhibited two stability regions with different slopes for the linear trends. B2 phase (0-6h) with significant changes in the Al content and B2+L10 (6-18h), a quasi-stable region with lower changes in Al content. The difference in the trends of the structural parameters (lattice parameter and long range ordering) of the bond coat is related to their thermodynamic stability and the chemical content depletion during peroxidation and further heat treatment processes, but this idea remains to be clarified in more detailed. Comparison of the chemical content (not shown here) with structural results suggests that Pt and Al play a major role in the crystal structure of the bond coat and their
relationship with martensitic transformation upon cooling.
Figure 1 – Lattice parameter of B2 phase vs Al content

HOT CORROSION OF SHIPBOARD TURBINE COMPONENTS IN A LOW VELOCITY BURNER RIG USING ALTERNATIVE FUELS
Timothy Montalbano, University of California, Irvine, USA
[email protected] Daniel Mumm, University of California, Irvine, USA
Key Words: Hot Corrosion, Burner Rig Hot corrosion of overlay coatings used to protect hot-section components in shipboard turbines has been extensively studied in literature. While the resulting degradation for the two types of hot corrosion has been well documented for traditional fuel types, the mechanisms for the degradation of overlays in combustion environments using alternative fuels is less clear. To simulate this environment, two 700-hr burner rig tests were performed at type-I hot corrosion conditions to test state-of-the art overlays and superalloy substrates with traditional and synthetic-blended fuels. Post-test evaluation of the samples revealed that the extent of corrosion was dependent on both the fuel type and overlay/substrate combination. This poster will present the differences in the sample degradation for the two environments based on sample surface loss and penetration, microstructure, and the chemistry of the hot corrosion products to illustrate the usefulness of burner rig experimentation in hot corrosion research.

ELUCIDATION OF THE YTTRIA-TANTALA-ZIRCONIA PHASE DIAGRAM
Chandra A. Macauley, University of California, Santa Barbara [email protected]
Jason S. Van Sluytman, University of California, Santa Barbara Carlos G. Levi, University of California, Santa Barbara
Key Words: Thermal Barrier Coating, ternary phase diagram New thermal barrier coatings (TBCs) that have the capability to perform at higher temperatures than yttria-stabilized zirconia (7YSZ) are integral to the development of more energy efficient turbine engines. Compositions in the YO1.5-TaO2.5-ZrO2 (YTaZ) system have previously been investigated as potential TBC candidates because they exhibit desirable properties. The YTaZ phase diagram was initially investigated by Kim and Tien [1] and was later revisited by Pitek et al. [2], who also characterized the phase stability and corrosion resistance. Kim and Tien theorized the existence of a fully phase stable tetragonal (t) region (Figure 1), unusual in zirconia-based systems. Pitek confirmed the presence of a non-transformable t field and also determined that compositions within that field exhibit toughness values similar to that of 7YSZ [2]. Shen et al. have shown that compositions in the ZrO2-rich portion of the phase diagram have substantially lower thermal conductivities than 7YSZ and are resistant to low temperature degradation [3,4]. Despite the substantial amount of work already performed in the YTaZ system various uncertainties regarding the phase equilibria and transformations still exist. For example, it is not known how the shape and extent of the non-transformable t field changes with temperature. Such understanding is critical to assessing its potential as a new TBC. Additionally the presence and the extent of the phase fields in the ZrO2-lean portion of the diagram have not been systematically investigated, as indicated by the dashed phase field lines in the 1500°C isothermal section in Figure 1.
The uncertainty in the ZrO2-lean phases is exemplified by the fact that various papers have come to opposite conclusions regarding the presence of the Y3TaO7 fluorite phase at 1500°C [5,6]. In recent work it was suggested that YTaO4 may enable toughening mechanisms such as transformation toughening and ferroelastic switching, similar to 7YSZ [7]. The amount of ZrO2 in the YTaO4 phase has been shown to significantly influence its phase transition temperature [7], however the equilibrium ZrO2-solubility in YTaO4 at 1500°C has not been rigorously studied.
To elucidate the issues above, precursor derived powder compacts of relevant compositions in various fields were sintered at 1500°C and subsequently investigated with X-ray diffraction and electron microscopy. The ZrO2-lean
compositions are resistant to sintering and have <5μm grains even after 100h at 1500°C or above, as shown in Figure 2. The revised ternary phase diagram will be presented. The fundamental understanding gained regarding the phase equilibria highlights the importance of clarifying issues in the YTaZ system relevant to TBC development. [1] Kim and Tien, (1991)
[2] Pitek, F., et al. (2007) [3] Shen, Y., et al. (2010) [4] Shen, Y., et al. (2010) [5] Bhattacharya, A., et al. (2011)
Figure 1 – Tentative YO1.5-TaO2.5-ZrO2 phase diagram
Figure 2 – Representative microstructure of a composition from a F+YT two-phase field.

[6] Yokogawa, Y., et al. (1991) [7] Shian, S., et al. (2014)
EXPLICIT-DEM MODELING OF FAILURE IN THERMAL BARRIER COATINGS
Will Pro, University of California at Santa Barbara (UCSB), USA [email protected]
Matthew Begley, UCSB, USA Tresa Pollock, UCSB, USA Carlos Levi, UCSB, USA
Key Words: thermal barrier coatings, computational modeling, fracture mechanics Predicting failure in thermal barrier coatings is challenging, as the presence of material or domain interfaces creates the possibility of multiple competing failure mechanisms. The interaction between mechanisms is a strong function not only of the macroscopic geometry, but also of the distribution of local geometric defects (e.g. rumples or waviness) and material defects (e.g. microcracks). Moreover, the driving forces for failure within a typical TBC lifetime can be quite diverse, and can range from thermal fatigue, CTE mismatch, CMAS penetration, etc., and can further complicate the interaction between failure modes. Here we present an Explicit-DEM (Discrete Element Method) based computational model to capture the complex failure mechanisms within a TBC system. The simulation approach allows cracks to emerge spontaneously in their natural location without any initial assumption. The results indicate a clear transition between the basic failure mechanisms in terms of the constituent properties and the driving forces.

A NEW TECHNIQUE FOR MEASURING TGO INTERFACE TOUGHNESS
David J. Jorgensen, University of California, Santa Barbara – Materials, USA [email protected]
R. Wesley Jackson, University of California, Santa Barbara – Materials, USA Matthew R. Begley, University of California, Santa Barbara – Materials, Mechanical Engineering USA
Tresa M. Pollock, University of California, Santa Barbara – Materials, USA
Key Words: bond coat, TGO, interface toughness, laser Thermal barrier coatings (TBCs) are complex multi-layer systems designed to provide oxidation and thermal protection to the underlying superalloy substrate. TBC failure often stems from inadequacies in the bond coat, either due to rumpling that leads to failure above the thermally grown oxide (TGO) or edge delamination below the TGO caused by a weak TGO/bond coat interface and high strain energy in the TGO. Bond coats with improved durability require a balance of oxidation properties, coating strength, and interfacial toughness in order to delay the intrinsic failure mechanisms of edge delamination, rumpling, and sustained peak low cycle fatigue [1]. While the experimental methods needed to determine the oxidation properties and high temperature strength have been established, measurements of the TGO/bond coat interface have proven especially difficult and unrepeatable due to plasticity effects and/or the exotic specimen geometries required [2]. A new method of measuring the interfacial toughness of residually compressed, thermally grown oxides is demonstrated wherein a femtosecond laser creates interface flaws of a controlled size, causing the residually compressed film to buckle out-of-plane to relieve strain energy.
Femtosecond lasers are ideal tools for creating interface pre-cracks below thin, transparent films because they impart limited damage to the substrate. Further, any heating effects occur on a timescale that is much shorter than the mechanical response of the system. Changes in the lens focal length or the laser pulse power control the size of these interface flaws. The analysis of subsequent film behavior, including stable buckles, growing buckles or spalled buckles –is used to determine the toughness of the interface. This new test can quickly and simply determine the toughness of transparent oxide films on metallic substrates without invoking plasticity in the substrate. Furthermore, spatial variations in toughness can be rapidly sampled. Measurements conducted on a variety of model systems will be shown. With the information gained from such an interface test, buckling maps may be created that show the expected behavior of interface flaws as the oxide thickness increases. This information is useful while developing the next generation of bond coats where an
increase in strength, needed to suppress bond coat rumpling, is often accompanied by degradation in oxidation performance. Therefore, it becomes essential to understand how the TGO/bond coat interface toughness changes as a function of composition, impurity concentration, bond coat phase, and time at temperature. Knowledge of these characteristics can be used to delay the onset of failure and hence increase TBC lifetime.
Citations: [1] C.G. Levi, J.W. Hutchinson, MH. Vidal-Sétif, C.A. Johnson, MRS Bulletin 37 (2012) [2] Z. Chen, K. Zhou, X. Lu, Y. Cheong Lam, Acta Mechanica (2013)
Figure 1 – Schematic of a fs laser-induced buckling event: (a) laser pulse passes through film causing interface delamination (b) compressed film buckles out of plane (c) interface cracks grow outward causing buckle to grow (d) outward growth ceases and interface cracks may kink into the film causing spalling.


BOND COAT CAVITATION UNDER CMAS-INFILTRATED THERMAL BARRIER COATINGS
Kaylan M. Wessels, University of California, Santa Barbara, USA [email protected]
R. Wesley Jackson, University of California, Santa Barbara, USA Douglas G. Konitzer, GE Aviation, USA
Matthew R. Begley, University of California, Santa Barbara, USA Tresa M. Pollock, University of California, Santa Barbara, USA
Carlos G. Levi, University of California, Santa Barbara, USA Key Words: thermal barrier coatings, bond coats, cavitation, calcium-magnesium-alumino-silicates (CMAS) Thermal barrier coating (TBC) systems have become enabling materials in gas turbine engines, required to achieve higher operating temperatures with concomitant benefits in fuel efficiency and performance. As turbine operating temperatures increase, TBC systems are vulnerable to degradation by siliceous contaminants ingested with the intake air. These deposits are generically designated as CMAS (calcium-magnesium-alumino-silicates); they melt during engine operation and infiltrate the porous ceramic top coat, compromising its strain tolerance. The ensuing stiffening can lead to delaminations through (i) the top coat, (ii) the TBC/TGO interface, and, notably (iii) a recently identified mechanism that involves cavitation within the bond coat. This form of degradation is characterized by spallation of the TBC, revealing an exposed metal substrate, as shown in Figure 1a. While bond coat void formation has been observed in the past [1-3], the correlation between cavitation and CMAS infiltration of the TBC has not been significantly studied.
Examination of specimens displaying signs of this form of damage suggests that creep deformation of the bond coat material motivated by stresses associated with the stiffening of the TBC can lead to growth of voids, typically nucleated at interfaces with residual grit particles or TCP phases in the interdiffusion zone. Once the voids grow large enough they tend to link into cracks and compromise the integrity of the bond coat. The TBC delaminates and eventually spalls, leaving behind a thermally unprotected surface (Figure 1b). It is notable that the delamination occurs in the ductile bond coat layer (Figure 1c), rather than in the brittle ceramic top coat, as is more commonly observed in CMAS penetrated TBCs based on 7-8YSZ. At least two manifestations of this damage mechanism have been identified. In the first type, cavities appear to be
preferentially located below vertical cracks within the CMAS impregnated TBC. In a second mode, two morphologies of cavities appear to nucleate at the grit line and under the TGO, leading to blistering and buckling of the TBC substrate but usually without open cracks associated with the cavity clusters. The use of analytical and finite element models, complemented by laser gradient experiments, are used to explore the states of stress associated with the two distinct manifestations of bond coat cavitation and the evolution of the damage during thermal cycling.
Figure 1: a) Surface of specimen exhibiting characteristics of bond coat cavitation, including the loss of the protective ceramic
top coat and pitted exposed metal; b) cross section through region of inward-progressing spallation; c) micrograph showing
progression of damage from isolated voids to oxidized coalescence and eventual delamination.

[1] B.A. Pint, “On the formation of interfacial and internal voids in α-Al2O3 scales,” Oxidation of Metals, 48 [3-4] 303–328 (1997). [2] D. Zimmermann, M. Bobeth, M. R hle, and D.R. Clarke, “Oxidation-induced cavity formation in binary β-NiAl alloys,” Zeitschrift für Metallkunde, 95 [2] 84–90 (2004). [3] V.K. Tolpygo, “Development of internal cavities in platinum-aluminide coatings during cyclic oxidation,” Surface and Coatings Technology, 202 [4] 617–622 (2007).
RARE EARTH EFFICACY FOR CMAS MITIGATION IN T/EBC SYSTEMS
David Poerschke, University of California Santa Barbara, USA [email protected]
Carlos Levi, University of California Santa Barbara, USA
Key Words: Thermal Barrier Coating (TBC), Environmental Barrier Coating (EBC), calcium-magnesium-aluminosilicate (CMAS), rare earth oxide
Thermal barrier coatings (TBC) based on rare earth (RE) zirconates, notably Gd2Zr2O7 (GdZrO), offer potential for mitigating molten silicate (CMAS) attack compared to RE-lean compositions such as yttria stabilized zirconia (YSZ). This behavior has been attributed to reactive crystallization whereby the dissolution of the coating into the melt causes rapid precipitation of a RE/Ca apatite silicate within the TBC porosity, limiting melt penetration and loss of compliance. In principle, this behavior is characteristic of the entire class of RE zirconate and hafnate materials, which would permit substitution of cations based on other coating design requirements, but the effect of cation substitution on the reaction dynamics has not been rigorously investigated. To better understand the nuances of reactive crystallization in this family of materials, the effect of RE and Zr/Hf cation substitution has been systematically studied using sintered pellets at 1300ºC, relevant to advanced TBC systems, and at 1500ºC, the purported coating temperature for emerging T/EBC systems. The results indicate that both the concentration of the REO1.5 in the coating material and the rare earth cation size play important roles in determining the efficacy of the reactive crystallization process. The salient finding is that the concentration of REO1.5 in the reprecipitated fluorite phase, which provides insight into the potency of the silicate crystallization reactions and is shown in Figure 1 (a,b), increases with the initial REO1.5 concentration and the test temperature but decreases with increasing RE cation size. Meanwhile, for the experimental variables considered, the apatite composition, Figure 1 (c), is essentially constant relative to the crystallographically permitted compositional range. In conjunction with the presence of non-apatite silicate reaction products for the Yb-containing systems, these results imply that coatings based on the larger RE cations (e.g. La2Zr2O7) should offer improved
performance than the smaller RE cations (e.g. Yb4Hf3O12). The effective performance of the latter system can, however, be improved by increasing the initial REO1.5 concentration to counteract the low reaction efficiency. Regardless of the coating composition, it is apparent that the crystallization reactions are less efficient as the temperature is increased. This suggests that alternate CMAS mitigation approaches will be required as the component surface increase in future engine designs.
Figure 1 – CMAS reaction product compositions.

THE INFLUENCE OF THE COMPOSITION OF SINGLE CRYSTALLINE NIAL AND BOND COATS ON FRACTURE TOUGHNESS, HARDNESS AND YOUNG’S MODULUS
Ralf Webler
Steffen Neumeier Mathias Göken
Department of Materials Science & Engineering, Institute I: General Materials Properties,
University Erlangen-Nürnberg, Germany Key Words: NiAl, Bond Coat, micro-cantilever, fracture toughness, in-situ testing Turbine blades in aero engines and stationary gas turbines are coated with bond coats or environmental barrier coatings that are typically based on beta-NiAl. NiAl is an attractive intermetallic compound due to its high melting point and high Al content, which provides supreme oxidation resistance. A drawback, however, is that beta-NiAl is very brittle below its ductile to brittle transition temperature. The mechanical behaviour of bond coats depends on their chemical composition, particularly important is the Al content of beta-NiAl. During service these coatings are exposed to thermal cycling, which leads to changes in the chemical composition and mechanical properties. The focus of this work is on determining the influence of chemical composition on hardness, Young’s modulus and especially fracture toughness of NiAl based bond coats and SX-NiAl with variable Al content. Bond coats in the as-coated (Al-rich) and thermally cycled (Ni-rich) state were investigated. Large bulk single crystals were also tested as a model material. They were annealed at 1100 °C to develop a chemical gradient from stoichiometric composition to an Al depleted composition. In order to achieve a Al-rich composition, a stoichiometric NiAl single crystal was coated with an Al diffusion coating followed by annealing at 1080 °C. Mechanical characterization was carried out with Nanoindentation and new microcantilever tests. Microcantilevers were prepared by focused ion beam milling and subsequently in-situ bending tests were performed at room temperature. This method allows to study fracture mechanics on a local scale and to measure directly the fracture toughness of coatings. Additionally, four-point-bending tests were performed on SX-NiAl to confirm that the results of the micro cantilever measurements are valid also on a larger scale. Results show an increase of Young’s modulus with Al content and a higher hardness and fracture toughness is found in off-stoichiometric NiAl compared to binary NiAl. Furthermore, fracture surfaces differ significantly between high Ni and high Al containing samples which shows a clear influence of composition on the fracture behaviour of NiAl. The micro cantilever and four-point-bending tests showed similar results for the investigated samples.
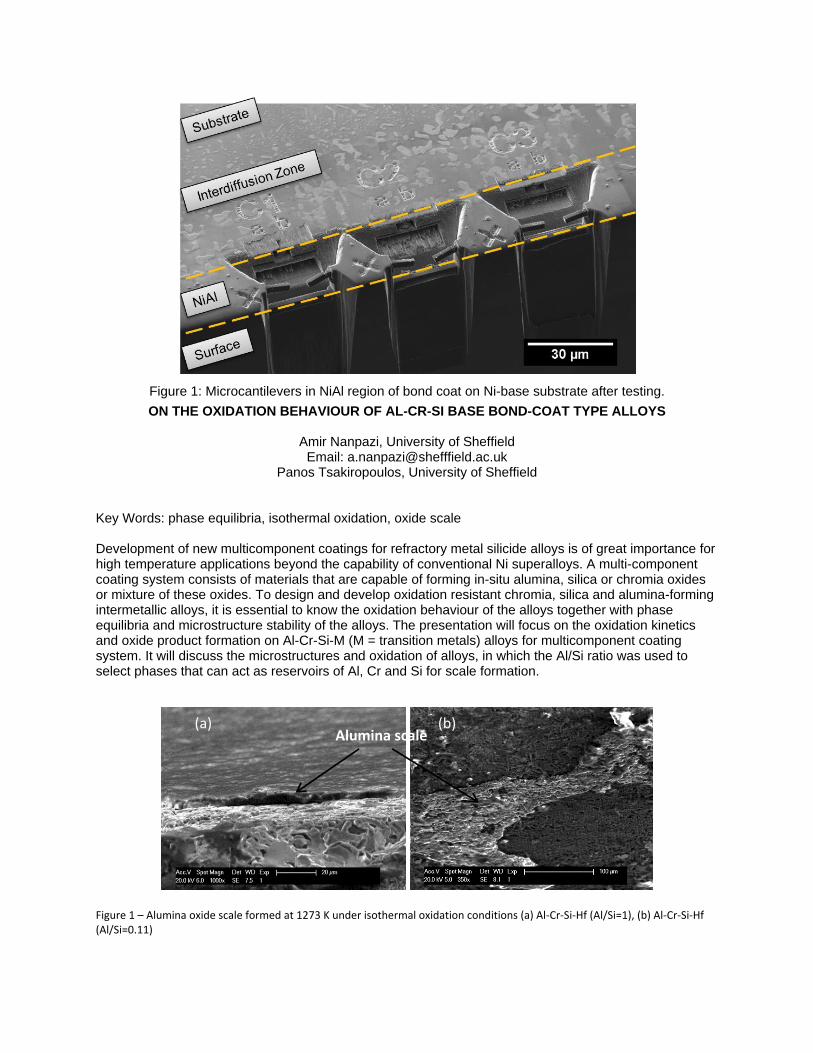
Figure 1: Microcantilevers in NiAl region of bond coat on Ni-base substrate after testing.
ON THE OXIDATION BEHAVIOUR OF AL-CR-SI BASE BOND-COAT TYPE ALLOYS
Amir Nanpazi, University of Sheffield Email: [email protected]
Panos Tsakiropoulos, University of Sheffield
Key Words: phase equilibria, isothermal oxidation, oxide scale Development of new multicomponent coatings for refractory metal silicide alloys is of great importance for high temperature applications beyond the capability of conventional Ni superalloys. A multi-component coating system consists of materials that are capable of forming in-situ alumina, silica or chromia oxides or mixture of these oxides. To design and develop oxidation resistant chromia, silica and alumina-forming intermetallic alloys, it is essential to know the oxidation behaviour of the alloys together with phase equilibria and microstructure stability of the alloys. The presentation will focus on the oxidation kinetics and oxide product formation on Al-Cr-Si-M (M = transition metals) alloys for multicomponent coating system. It will discuss the microstructures and oxidation of alloys, in which the Al/Si ratio was used to select phases that can act as reservoirs of Al, Cr and Si for scale formation.
Figure 1 – Alumina oxide scale formed at 1273 K under isothermal oxidation conditions (a) Al-Cr-Si-Hf (Al/Si=1), (b) Al-Cr-Si-Hf (Al/Si=0.11)
Alumina scale (a) (b)

Figure 2 – Isothermal oxidation of Al-Cr-Si-X alloys at 1073, 1273 and 1473 K.
LOW THERMAL CONDUCTIVITY TBCs WITH LARGE LAMELLAR PORES PREPARED BY PLASMA-COSPRAYING OF SOID POWDER AND SUSPENSION
Guan-Jun Yang, State Key Lab. for Mechanical Behavior of Mater., Xi’an Jiaotong University, China
[email protected] Wei-Wei Zhang, State Key Lab. for Mechanical Behavior of Mater., Xi’an Jiaotong University, China Hong-Min Mu, State Key Lab. for Mechanical Behavior of Mater., Xi’an Jiaotong University, China Cheng-Xin Li, State Key Lab. for Mechanical Behavior of Mater., Xi’an Jiaotong University, China Chang-Jiu Li, State Key Lab. for Mechanical Behavior of Mater., Xi’an Jiaotong University, China
Key Words: Thermal conductivity, lamellar cracks, nanocomposite, plasma co-spraying Plasma sprayed thermal barrier coatings (TBCs) with a lamellar structure possess a relatively lower thermal conductivity than EB-PVD TBCs due to their lamellar pores which significantly cut off the thermal flow paths in through-thickness direction of TBCs. As a result, the zigzag heat flow path is formed by the lamellar pores between adjacent splats. The plasma sprayed ceramic coating is composed of splats with limited bonding condition. Actually, each flattened disk-shaped splat (with a diameter of hundreds of μm) is divided into small splat segments (5~15 μm) by intra-splat cracks. Each splat segment, which is bonded to the adjacent splat segments with a limited bonding condition, serves as the basic unit composing the whole coating. Therefore, the in-plane length of the zigzag heat flow path possess a similar size to the splat segment. In order to develop high performance thermal barrier coatings with lower thermal conductivity, novel TBCs structure design with large lamellar pores was proposed in this study. Both solid YSZ powder and a suspension containing nano-sized YSZ particles were co-spraying by plasma spray. The molten YSZ droplets from solid YSZ feedstock powder were flattened to form lamellar splats, and nanoparticle stacking layers were formed by the deposition of nano-YSZ suspension. After the heat treatment of the coating, lamellar cracks were formed due to the sintering shrinkage of nanoparticle stacking layer between lamellar splats. Results show that the thermal conductivity was significantly decreased by the presence of large lamellar pores. In addition, the coating elastic modulus in both in-plane and out-plane directions was also significantly reduced. This would be benefit the development of high performance and long lifetime TBCs.


INFLUENCE OF PARTICLE SIZE ON COMPOSITION AND PROPERTIES OF La2Ce2O7 SPLATS and
COATINGS DEPOSITED BY PLASMA SPRAYING
Chang-Jiu Li
State Key Laboratory for Mechanical Behavior of Materials, School of Materials Science and Engineering Xi’an Jiaotong University, Xi’an, China
Tao Liu, Li-Shuang Wang, Guan-Jun Yang, Cheng-Xin Li, State Key Laboratory for Mechanical Behavior of Materials, School of Materials Science and Engineering
Xi’an Jiaotong University, Xi’an, China
Key Words: plasma spraying, La2Ce2O7, splats, particle size, evaporation, composition
La2Ce2O7 is one of the promising candidates of thermal barrier coating materials for plasma spraying which is applied to protect the metallic substrate under high temperature. However, during plasma spraying, the evaporation of both CeO2 and La2O3 in high temperature plasma jet leads to deviation of coating composition from the starting powder particle. Such change also results in significantly inhomogeneity of compositions within a coating which may influence the performance of resultant coating. In this study, an agglomerated La2Ce2O7 powder with Ce/La ratio of 1.5 and in a size range of 10-44 μm was used to deposit the splats and coatings under different plasma spray conditions. The compositions of La2Ce2O7 splats in different sizes were characterized by scanning electron microscopy (SEM) and energy dispersive spectrum (EDS), and splat dimensions were characterized by 3D laser microscopy. It was found that the Ce/La ratio in splats changes significantly with the splats diameter in a range from 1.5 to 0.7 by taking account of unmelted particles. Nano indentation is used to characterize the mechanical properties of the splats with different diameter. The bulk materials with Ce/La ratio range from 0.8 to 1.2 were also prepared to examine the effect of the phase and composition of La2Ce2O7 on its mechanical properties and thermal physical properties. The relations between spray material parameters, spray conditions, coating composition and properties are discussed for effective control of the composition of plasma sprayed La2Ce2O7 coatings and deposition of uniform and high performance La2Ce2O7 coatings.
Figure 1 – Effect of spray molten particle size on the Ce/La ratio of deposited splats deposited at different spray distances from 60 mm to 80mm
EVOLUTION OF MICROSTRUCTURE AND PROPERTIES OF PLASMA SPRAYED YSZ COATING ATTACHED TO SUBSTRATE DURING THERMAL CYCLING
Guang-Rong Li, State Key Lab. for Mechanical Behavior of Mater., Xi’an Jiaotong University, China
[email protected] Guan-Jun Yang, State Key Lab. for Mechanical Behavior of Mater., Xi’an Jiaotong University, China
Cheng-Xin Li, State Key Lab. for Mechanical Behavior of Mater., Xi’an Jiaotong University, China Chang-Jiu Li, State Key Lab. for Mechanical Behavior of Mater., Xi’an Jiaotong University, China
Key Words: APS, YSZ, microstructure, properties, thermal cycle Plasma sprayed yttria stabilized zirconia (YSZ) has been widely applied to the insulating ceramic topcoat of thermal barrier coatings (TBCs) on hot section parts for both aircraft engine and land-based gas turbine. The microstructure and properties of YSZ coating undergo changes during high temperature exposure. Much attention has been attracted to structure/property evolution of YSZ coatings during thermal exposure, however, most examinations are based on isothermal exposure of freestanding coatings detached from super alloy substrate. This would lead to deviation with real service condition, especially thermal cycling. This study gave insight into the evolution of microstructure and properties of plasma sprayed YSZ coating attached to substrate during thermal cycling. It was found that the elastic modulus measured with three points bending (with a relatively larger size in in-plane direction than coating thickness) showed a half decrease after a single thermal cycle, while Knoop indentation test (with a relatively smaller size in in-plane direction than coating thickness) present little change for the coating elastic modulus. In comparison to this, no change can be found for the free-standing YSZ coating after a single thermal cycle despite of measurement method. In addition, ionic conductivity measurement and thermography test were utilized to explore the origin of the above mentioned discrepancy. Results showed that some medium scale cracks in out-plane direction appeared in the heating stage during a single thermal cycle. This would benefit the further in-depth understanding of the thermal cycling failure mechanism of TBCs.

DETERMINATION OF INTERFACIAL ADHESION ENERGIES OF THERMAL BARRIER COATINGS BY COMPRESSION TEST AND COHESIVE ZONE FINITE ELEMENT METHOD
Wang Zhu, Xiangtan University, China
Determination of interfacial adhesion energies of thermal barrier coatings (TBCs) is very important for understanding the failure mechanism and predicting the life of TBCs. Combined the compression test with cohesive zone finite element method, the interfacial adhesion energy is determined. It is found that the critical interfacial adhesion energy is 120 J/m
2 and the corresponding loading phase angle is –56
o. With
the increases of half-length of crack, the crack propagation tends to steady-state, and the steady-state interface energy release rate reaches 150 J/m
2, edge delamination experiences almost pure mode II. The
results are good agreement with the FEM simulation results and the values available in the literatures determined by different test methods, which confirms validity of the method used in this study.
Keywords: Interfacial adhesion energy; Thermal barrier coatings; Compression tests; Edge delamination; Cohesive zone model
* Corresponding authors. Tel.: +86 731 58293586; fax: +86 731 58292468.
E-mail addresses: [email protected] (Y. C. Zhou); [email protected] (L. Yang)

SOL-GEL SYNTHESIS AND CHARACTERISATION OF LaTi2Al9O19 THERMAL BARRIER MATERIAL
Peng Zhang, Kwang-leong Choy*
University College London, UK Lanthanum Titanium Aluminium Oxide (LTA) has been investigated as a potential new thermal barrier material recently. LTA exhibited lower thermal conductivity and higher coefficient of thermal expansion, better thermal properties and chemical stability than conventional 8 wt% Yttria stabilized Zirconia (8YSZ). LTA has been prepared by other research group using solid state reaction method. In our experiment, ultrafine LTA powders were prepared by sol-gel method which could produce nano-size materials with well controlled stoichiometric and composition at molecular level. The influence of ball milling time and sintering temperature on LTA powders synthesised by sol-gel method were investigated in this paper. The properties of the sol-gel synthesised LTA were compared with LTA produced by solid-state reaction. X-ray diffraction (XRD) was used for phase characterization. Both scanning electron microscopy (SEM) and transmission electron microscopy (TEM) were used to characterise surface morphology and structural observation. A combination of differential scanning calorimetry and thermo-gravimetric analysis (DSC-TGA) was used for determining the sintering temperature of LTA. Results showed that longer ball milling time would lead to a more uniform powders but there was no obvious influence on the grain size. In contrast, sintering temperature exhibited critical impact on the grain size under similar processing time. The higher the sintering temperature, the larger the grain size. As compared with LTA produced by solid state method, sol-gel produced LTA exhibited much smaller particles size circa. 200 nm than solid state produced LTA which were typically circa. 20μm and they can be sintered at a lower sintering temperature at 1100 °C. Whereas solid state produced LTA would require a sintering temperature of 1500°C. Such finer grain size is desirable as it could improve the mechanical properties due to the Hall Petch effect and the lower sintering temperature would provide a more sustainable and energy efficient processing method for LTA powders. Key word: LaTi2Al9O19, sol-gel, ball mill time, sintering temperature, grain size

THE DETECTION OF FAILURE PROCESS IN THERMAL BARRIER COATINGS BASED ON ACOUSTIC EMISSION TESTING
Li Yang, Xiangtan University, China
The failure mode identification and classification are desirable and yet intractable in the acoustic emission (AE) testing of the thermal barrier coatings (TBCs). Based on the large number of experiments, the relationship between the AE frequency and failure modes has been obtained. The surface vertical and interface crack of thermal barrier coatings are the two main failure modes, which have been discriminated by use discrete wavelet transform and frequency spectra of AE signal. What’s more, the theoretical analysis proved that the results obtained by this method are effective for failure modes recognition in TBCs.
Keywords: Thermal barrier coatings; Acoustic emission; Failure mode;

OXIDATION ANALYSIS OF THERMAL BARRIER COATINGS BASED ON THE LARGE DEFORMATION THEORY
Q. Shen, Xiangtan University, China
Y.C. Zhou, Xiangtan University, China
L. Yang, Xiangtan University, China
Thermal barrier coatings (TBCs) are usually applied to high temperature applications to provide thermal insulation and thus prolong the operating life of equipment. However, the exposure of TBCs to high temperature and high oxygen concentration leads to the development of the thermal grown oxide (TGO). The growth of TGO is the key factor for failure mechanism of TBCs. When the volumetric changes associated with the oxide formation, the constrained expansion of the TGO leads to the large local deformation and stress. Such stress leads to the nucleation of micro-cracks at or near the oxide interfaces. We focus on the permanent swelling accompanied with the oxidation of TBCs and decompose the deformation gradient into the elastic deformation gradient and the grown deformation gradient. Then a large deformation theoretical frame of the thermo-chemo-mechanically coupled phenomena is developed based on the principles of conservation of mass, momentum and energy, which incorporate diffusion, oxidation, local large deformation, realistic interfacial morphology and service parameters on the stress distribution during thermal cycling. The theory is numerically-implemented and validated, then the numerical simulation provide an effective method for analyzing the evolution of the oxidation-induced local stress and strain states which are important ingredients for the lifetime prediction and optimum design of TBCs.
Keywords: thermal barrier coatings, thermal grown oxide, large deformation, permanent swelling, thermo-chemo-mechanically





























