Embed Size (px)
DESCRIPTION
Theory
Citation preview

Theory
Assumptions during absorber design
1) Carrier gas is insoluble in liquid phase
This assumption will ensure that only the solute of interest is absorbed into the solvent. It
also means that the flow rate of carrier gas will stay constant, and a straightforward
overall mole balance of the absorber could then be performed. As a result, the liquid to
gas ratio could be quickly determined by the design specifications of the unit, and this
ratio could be used for sizing purposes.
The solubility of air (carrier gas) in water (solvent) was determined to be 265 parts per
million at 298 K. Furthermore, air is also much less soluble than CO2 (the solute) in
water, the latter claiming 614 parts per million. This low concentration of air in water,
both in absolute and relative terms, warrants this assumption
2) Solvent is nonvolatile
This assumption will ensure that the flow rate of solvent will stay constant. Similarly, it
will result in straightforward sizing of the absorber. At 25°C, the partial pressure of water
in air is 23.5 mmHg. This translates to a 3.1% mole fraction of water in air when
compared to the operating pressure of 1 atm (760 mmHg). This low concentration of
solvent in carrier gas suggests that the solvent is nonvolatile at the operating condition.
3) System is isothermal and isobaric
The operation of the absorber could be considered isothermal when it involves dilute gas
mixtures and solutions. This is because in such systems, the heat of absorption, which is
typically exothermic, is not large enough to raise the temperature of the liquid. In
contrast, high quantities of gas absorbed to form concentrated solution will release much
more heat, raising the temperature of the liquid. This will prevent gas to be further
absorbed, which will lead to a decrease in the absorption capacity of the solvent. In such

systems, thermal effects need to be taken into consideration, and isothermal condition
can no longer be assumed. However, in the CO2-air-water system in study, isothermal
condition is justified due to the low concentrations of CO2 (less than 5% in air).
The system is also assumed to be isobaric in order to readily establish a relationship
between the vapor and liquid mole fractions via Henry’s law. This will enable the drawing
of an equilibrium line relating the solute mole ratios in the two phases for sizing
purposes. For the CO2-air-water system, the degree of freedom of the system is 3 (3
components – 2 phases + 2). This means that temperature, pressure, and concentration
could be specified independently of one another, allowing a constant pressure to be
specified. This would not be possible in a system with fewer components, as the
pressure will depend on the specified temperature and concentration, resulting in non-
isobaric operation.
Determination of minimum liquid flow rate
The Henry constant was calculated at 298 K to be 1640 atm. Using this constant, an equilibrium
curve of CO2 was plotted onto the graph of gas-phase CO2 mole ratio versus the liquid-phase
mole ratio. As expected for dilute systems, this equilibrium curve was a straight line. The
operating point of the top of the absorber was then located on the graph. Its liquid-phase mole
ratio is that of the incoming water, which is effectively zero as solute does not contain any CO2;
its gas-phase mole ratio is that of the exiting gas of 1% CO2 in mole fraction, or 1.01% in mole
ratio when converted.
The operating point of the bottom of the absorber was also located on the graph. Its gas-phase
mole ratio is that of the incoming at of 5% CO2 in mole fraction, or 5.26% in mole ratio. For
minimum solvent flow rate, the phases at the bottom of the absorber are in equilibrium.
Graphically, this means that the operating point at the bottom of the absorber will be the

intersection of the operating line and the equilibrium curve. Therefore, an operating line was
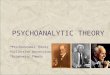
drawn such that it intersected the equilibrium curve at the 5.26% gas-phase mole ratio. The
liquid-phase mole ratio at this point was then read from the graph, and it was determined to be
approximately 3.1 x 10-5, or 31 ppm. It was also determined more accurately using Henry’s law
to be 3.048 x 10-5.
From the coordinates of the two operation points, the slope of the operating line was determined
to be 1395. It represented the ratio of the minimum water flow rate to that of carrier gas i.e. air.
With a 100 L/min gas flow rate and a CO2 mole fraction of 95%, the air flow rate was 95 L/min.
Assuming ideal gas conditions, this translated to a molar flow rate of 3.88 mol/min. The
minimum water flow rate was then determined to be 5419 mol/min by multiplying the molar air
flow rate with the slope of the operating line.
Figure ???: Plot of gas-phase mole ratio against liquid-phase mole ratio of CO2.
y = 1395.5x + 0.0101
0
0.01
0.02
0.03
0.04
0.05
0.06
0 0.000005 0.00001 0.000015 0.00002 0.000025 0.00003 0.000035
YC
O2
XCO2
YCO2vs XCO2
Equilibrium line Linear (Minimum flow rate operating line)

Effect of aqueous inorganic species on absorption
There are several inorganic components in the water that might alter the CO2 absorption rate,
such as ammonia, calcium hydroxide, and calcium carbonate. Their effects all stem from the
reactions of these components to CO2 and/or its aqueous derivatives, such as carbonic acid. By
Le Chatelier principle, the consumption of aqueous CO2 by these reactions will shift the phase
equilibrium of the solute toward the liquid phase. In other words, water could absorb more CO2
as some of the CO2 absorbed is converted to other forms, allowing more CO2 to be absorbed.
Graphically, this will lead to a less step equilibrium line as there are relatively less solute in the
gas phase at a given liquid-phase mole ratio. This will result in fewer number of stages to
achieve desired absorption for a given liquid flow rate, which will reduce the capital cost of the
absorber. On the other hand, if the number of stages are kept the same, less absorbent is
needed to achieve the desired absorption.
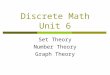
Properties that affect the packing factor of a column
Packing type and size are two factors that could affect the packing factor of a column. This is
because the packing factor (Fp) is defined as a/ε3. In this formula, a stands for the specific
surface area of packing, and ε stands for the packing void fraction. As both properties naturally
depend on the type and size of the packing, so does the packing factor.

Figure ???: Types of packing